ГОСТ 33345-2015
(ISO 1268-1:2001)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОМПОЗИТЫ ПОЛИМЕРНЫЕ
Производство пластин для изготовления образцов для испытаний. Общие технические требования
Polymer composites. Production of plates for preparation of test specimens. General technical requirements
МКС 83.120
Дата введения 2016-06-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Объединением юридических лиц "Союз производителей композитов" на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 497 "Композиты, конструкции и изделия из них"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 5-2019), (Поправка. ИУС N 6-2019).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 августа 2015 г. N 1148-ст межгосударственный стандарт ГОСТ 33345-2015 (ISO 1268-1:2001) введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 1268-1:2001* Fibre-reinforced plastics - Methods of producing test plates - Part 1: General conditions (Пластмассы, армированные волокном. Методы изготовления пластин для испытаний. Часть 1. Общие условия) путем:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- внесения дополнительных ссылок на нормативные документы и перечня ссылочных нормативных документов в структурном элементе "Библиография";
- изменения содержания положений, структурных элементов;
- исключения раздела 10 международного стандарта.
Дополнительные ссылки на нормативные документы приведены в разделе 2 и в структурном элементе "Библиография" и выделены курсивом*. Дополнительные ссылки на нормативные документы даны в соответствии с требованиями ГОСТ 1.5-2001 (пункт 3.8.1, подраздел 3.13). Дополнительная ссылка на ISO 14127 внесена с целью установления требований к содержанию углеродного армирующего наполнителя в полимерных композитах.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Нормативные ссылки" и 13 "Протокол об изготовлении пластины" выделены курсивом, остальные по тексту документа приводятся обычным шрифтом. - .
Текст измененных положений, структурных элементов выделен в стандарте одиночной вертикальной линией на полях слева (четные страницы) или справа (нечетные страницы) от соответствующего текста.
Содержание измененных положений, структурных элементов международного стандарта приведено в приложении ДГ.
Разъяснение причин изменения положений, структурных элементов приведено в примечаниях в приложении ДГ.
Измененные фразы, слова, показатели и/или их значения выделены в тексте курсивом. Фразы, слова, показатели и/или их значения изменены в целях соблюдения норм русского языка и принятой терминологии.
Содержание исключенного раздела 10 приведено в приложении ДД.
Разъяснение причин исключения требований приведено в примечаниях в приложении ДД.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие неэквивалентные межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов, заменены в тексте стандарта соответствующим текстом.
Информация о замене ссылок приведена в приложении ДЕ.
Сравнение структуры международного стандарта со структурой настоящего стандарта приведено в приложении ДЖ.
Разъяснение причин изменения структуры приведено в примечаниях в приложении ДЖ.
Наименование настоящего стандарта изменено относительно наименования международного стандарта в целях соблюдения принятой терминологии.
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
Степень соответствия - модифицированная (MOD)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНЫ поправка, опубликованная в ИУС N 5, 2019 год; поправка, опубликованная в ИУС N 6, 2019 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на полимерные композиты и устанавливает общие технические требования к производству пластин, используемых для изготовления образцов для испытаний. |
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ISO 7822:1990 Стеклотекстолиты. Определение содержания пустот. Методы определения при сжигании, механическом измельчении и статическом подсчете
________________
Перевод стандарта приведен в приложении ДА.
ISO 10724-2:1998 Пластмассы. Литье под давлением испытательных образцов термореактивных порошкообразных формовочных материалов. Часть 2. Пластины малого размера
________________
Перевод стандарта приведен в приложении ДБ.
ISO 14127:2008 Композиты, армированные углеродными волокнами. Определение содержания смолы, волокна и пустот
________________
Перевод стандарта приведен в приложении ДБ.
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.018-93 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 12.4.004-74 Респираторы фильтрующие противогазовые РПГ-67. Технические условия
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 12.4.068-79 Система стандартов безопасности труда. Средства индивидуальной защиты дерматологические. Классификация и общие требования
ГОСТ 12.4.121-83 Система стандартов безопасности труда. Противогазы промышленные фильтрующие. Технические условия
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхностных вод от загрязнения
ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02-2014 Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями
ГОСТ 17.4.3.04-85 Охрана природы. Почвы. Общие требования к контролю и охране от загрязнения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 20010-93 Перчатки резиновые технические. Технические условия
ГОСТ 32652-2014 (ISO 1172:1996) Композиты полимерные. Препреги, премиксы и слоистые материалы. Определение содержания стекловолокна и минеральных наполнителей. Методы сжигания
ГОСТ 32794-2014 Композиты полимерные. Термины и определения
ГОСТ 33346-2015 (ISO 1268-2:2001) Композиты полимерные. Производство пластин контактным формованием и напылением для изготовления образцов для испытаний
ГОСТ 33347-2015 (ISO 1268-3:2000) Композиты полимерные. Производство пластин прессованием для изготовления образцов для испытаний
ГОСТ 33348-2015 (ISO 1268-4:2005) Композиты полимерные. Производство пластин из препрегов для изготовления образцов для испытаний
ГОСТ 33349-2015 (ISO 1268-5:2001) Композиты полимерные. Производство пластин намоткой для изготовления образцов для испытаний
ГОСТ 33350-2015 (ISO 1268-7:2001) Композиты полимерные. Производство пластин литьевым прессованием для изготовления образцов для испытаний
ГОСТ 33351-2015 (ISO 1268-10:2005) Композиты полимерные. Изготовление образцов для испытаний литьем под давлением длинноволокнистых пресс-материалов
ГОСТ 33367-2015 (ISO 1268-8:2004) Композиты полимерные. Производство пластин прямым прессованием препрегов и премиксов для изготовления образцов для испытаний
ГОСТ 33371-2015 (ISO 1268-6:2002) Композиты полимерные. Производство пластин пултрузией для изготовления образцов для испытаний
ГОСТ 33372-2015 (ISO 1268-9:2003) Композиты полимерные. Производство пластин прямым прессованием для изготовления образцов для испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32794. |
4 Требования безопасности*
________________
* В бумажном оригинале наименование раздела 4 выделено курсивом. - .
4.1 При контакте с готовыми пластинами не возникает опасности для человека, и работа с этими пластинами не требует специальных мер безопасности. 4.2 При подготовке производства и механической обработке пластин в воздушную среду рабочей зоны выделяются пары вредных веществ, фрагменты армирующих наполнителей, пыль композитного материала, вызывающие раздражение слизистых оболочек глаз, кожи, зуд, оказывающие фиброгенное воздействие на верхние дыхательные пути. При подготовке смолы в рабочей зоне возможно попадание ее на кожу рук, которое вызывает раздражение и дерматиты. Предельно допустимые концентрации (ПДК) и классы опасности указанных веществ в воздухе рабочей зоны, а также веществ, входящих в пластины, согласно ГОСТ 12.1.005 и гигиеническим нормативам [1] приведены в таблице 1. |
Таблица 1 - Предельно допустимые концентрации и классы опасности веществ в воздухе рабочей зоны
Наименование вещества | ПДК, мг/м | Класс опасности |
Пероксид циклогексанона | 1 | III |
Стекловолокно | 2 | III |
Стеклянная пыль | 2 | III |
Углеродные композитные материалы | 3 | III |
Пыль стеклокомпозита | 5 | III |
Стеклокомпозит на основе полиэфирной смолы | 5 | III |
Арамидное волокно | 5 | III |
Пыли углерода | 6 | IV |
Стирол | 30 | III |
Ацетон | 200 | IV |
4.3 При изготовлении, в том числе при механической обработке пластин, следует соблюдать требования безопасности в соответствии с ГОСТ 12.3.030. 4.4 Для защиты от вредного воздействия, указанного в 4.2, применяют средства коллективной и индивидуальной защиты работающих по ГОСТ 12.4.011. 4.5 Для защиты органов дыхания от паро- и газообразных вредных веществ необходимо использовать фильтрующие противогазовые респираторы РПГ-67 (патрон А) по ГОСТ 12.4.004. Для защиты органов дыхания от пыли и аэрозолей необходимо использовать респираторы ШБ-1 "Лепесток" по ГОСТ 12.4.028. Для защиты кожи рук применяют пасту на основе ланолина, силиконовый крем для рук, технические резиновые перчатки по ГОСТ 20010, а также индивидуальные защитные дерматологические средства с маркировкой П, Пн, Пт, Ск и О по ГОСТ 12.4.068. 4.6 К работе допускаются лица не моложе 18 лет, прошедшие предварительный медицинский осмотр, специальное обучение, вводный инструктаж по технике безопасности, пожарной безопасности, а также сдавшие экзамены специальной комиссии. 4.7 Состояние воздуха рабочей зоны в производственных помещениях должно соответствовать санитарно-гигиеническим требованиям ГОСТ 12.1.005 и гигиеническим нормативам [1]. 4.8 Производственные помещения, в которых изготовляют пластины, должны быть оборудованы приточно-вытяжной вентиляцией по ГОСТ 12.4.021, а рабочие места - местными отсосами, обеспечивающими выполнение требований 4.7. 4.9 Пластины относятся к горючим материалам по ГОСТ 12.1.044. 4.10 Пожарную безопасность на предприятии и рабочих местах следует обеспечивать в соответствии с требованиями ГОСТ 12.1.004. 4.11 В местах производства работ с пластинами, а также вблизи мест их складирования запрещается разводить огонь и хранить легковоспламеняющиеся вещества. 4.12 Рабочие места и места складирования материалов должны быть оборудованы средствами пожаротушения (водой, пеной, песком, кошмой и др.). При тушении пластин в закрытых помещениях следует использовать промышленные фильтрующие противогазы по ГОСТ 12.4.121, тип I. 4.13 В соответствии с правилами защиты от статического электричества по ГОСТ 12.1.018 оборудование должно быть заземлено. Относительная влажность в рабочем помещении должна соответствовать требованиям ГОСТ 12.1.005. Рабочие места должны быть снабжены резиновыми ковриками. 4.14 Все оборудование, используемое в производственном процессе, должно отвечать требованиям ГОСТ 12.2.003. |
5 Требования охраны окружающей среды
________________
* В бумажном оригинале наименование раздела 5 выделено курсивом. - .
5.1 Пыль стеклокомпозита, углерода и дисперсных наполнителей необходимо улавливать и утилизировать. 5.2 Отходы производства следует подвергать утилизации или переработке. 5.3 Отходы, не подлежащие переработке, уничтожают в соответствии с санитарными нормами и правилами [2], предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов. 5.4 Правила контроля качества воздуха населенных пунктов - по ГОСТ 17.2.3.01. Правила установления допустимых выбросов вредных веществ промышленными предприятиями - по ГОСТ 17.2.3.02. Выделяющиеся в атмосферу стеклопластиковая пыль, пыль углерода и другие вредные вещества не должны превышать установленные нормы ПДК. 5.5 При аварийном загрязнении требования к контролю и охране почвы - по ГОСТ 17.4.3.04, воды - по ГОСТ 17.1.3.13. |
6 Общие положения
________________
* В бумажном оригинале наименование раздела 6 выделено курсивом. - .
В ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372 установлены основные способы производства пластин. Способ производства пластин зависит от способа производства изделий, для определения характеристик которых из пластин изготовляют образцы для испытаний. |
7 Требования к сырью и полуфабрикатам
________________
* В бумажном оригинале наименование раздела 7 выделено курсивом. - .
Материалы, применяемые для изготовления пластин, должны соответствовать требованиям нормативных документов или технической документации, иметь сопроводительную документацию, включая протоколы испытаний, или должны быть подвергнуты входному контролю. |
8 Размеры пластины
Размеры пластин (длина, ширина, толщина) зависят от материалов, применяемых для изготовления пластин, способа производства, а также метода испытаний, для которого из пластин изготовляют образцы для испытаний, и установлены в ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372. |
9 Требования к содержанию армирующего наполнителя
________________
* В бумажном оригинале наименование раздела 9 выделено курсивом. - .
Содержание армирующего наполнителя и ориентация отдельных слоев в пластине должны соответствовать требованиям ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372, если иное не установлено в нормативных документах или технической документации на изделие, для определения характеристик которого из пластин изготовляют образцы для испытаний. |
10 Общие требования к оборудованию
10.1 Оборудование и средства измерений должны соответствовать требованиям стандартов Государственной системы обеспечения единства измерений. 10.2 Оборудование, в том числе и средства измерений, следует использовать по назначению, документация по его эксплуатации и техническому обслуживанию должна быть доступна. 10.3 Неисправное оборудование должно быть снято с эксплуатации и этикетировано соответствующим образом, указывающим на его непригодность. Такое оборудование следует хранить в специально отведенном месте до тех пор, пока оно не будет отремонтировано и его пригодность не будет подтверждена с помощью испытаний (поверки, калибровки). 10.4 Каждая единица оборудования должна иметь регистрационную карточку, содержащую: - наименование оборудования; - наименование изготовителя (фирмы), тип (марку), заводской и инвентарный номера; |
- дату получения и ввода в эксплуатацию; - месторасположение в настоящее время - в случае необходимости; - состояние на момент получения (новое, изношенное, с продленным сроком действия и т.п.); - данные о ремонте и обслуживании; - описание всех повреждений или отказов, переделок или ремонта. 10.5 Калибровку оборудования при необходимости проводят перед вводом его в эксплуатацию и далее в соответствии с установленной программой. 10.6 В исключительных случаях можно использовать на договорных условиях оборудование, не принадлежащее лаборатории, при условии, что это оборудование аттестовано, а средства измерений поверены в установленном порядке. |
11 Методы контроля качества
________________
* В бумажном оригинале наименование раздела 11 выделено курсивом. - .
11.1 Если не установлено иное в нормативном документе или технической документации на изделие, для определения характеристик которого изготовляют образцы для испытаний, критерии приемки или отбраковки готовых пластин устанавливают в ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372 или согласовывают между заинтересованными сторонами. 11.2 Содержание стеклянного армирующего наполнителя определяют по ГОСТ 32652, углеродного армирующего наполнителя - по ISO 14127. Последовательность выкладки определяют при помощи исследования остатка после сжигания. 11.3 Содержание пустот определяют по ISO 7822. Допускается определять содержание пустот при помощи ультразвукового или рентгенографического исследования. 11.4 Плотность определяют по ГОСТ 15139. 11.5 Геометрические размеры определяют, используя линейки по ГОСТ 427, микрометры по ГОСТ 6507, штангенциркули по ГОСТ 166. |
12 Маркировка
На каждую пластину наносят маркировку, содержащую следующую информацию:
- использованную форму или полость формы;
- сторону пластины;
- порядок выкладки, при необходимости;
- ориентацию пластины относительно направления текучести, или другого направления, характерного для материала и способа производства.
Маркировка должна быть нанесена в виде системы линий (тонкие или широкие линии, одинарные или множественные линии), которая описана в ISO 10724-2, приложение С.
Также пластины должны иметь маркировку, позволяющую отследить процесс изготовления.
13 Протокол об изготовлении пластины
Протокол об изготовлении пластины должен содержать:
- ссылку на соответствующий стандарт: ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372;
- место и дату изготовления пластины или пластин;
- информацию о применяемом материале, включая сведения о смолах, армирующем наполнителе, наполнителях и т.д.;
- композицию используемых смол, если применялась;
- описание используемого оборудования;
- описание рабочих условий;
- информацию о выкладке пластины или пластин;
- значения характеристик пластины (например, толщину, содержание волокна), которые в соответствии с ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372 требуется определить, а также и другие характеристики, если необходимо (см. раздел 12);
- другую информацию, необходимую для точного описания пластин;
- факты отступления от требований ГОСТ 33346 - ГОСТ 33351, ГОСТ 33367, ГОСТ 33371, ГОСТ 33372.
Приложение ДА
(обязательное)
Перевод международного стандарта ISO 7822:1990 "Стеклотекстолиты. Определение содержания пустот. Методы определения при сжигании, механическом измельчении и статистическом подсчете"
ДА.1 Сущность методов
ДА.1.1 Метод А. Сжигание
Определение плотности смолы, армирующего материала, наполнителя(лей) (при их наличии) и композита. Определение содержания смолы и вычисление теоретической плотности композита. Сравнение с измеренной плотностью композита. Наличие разницы в плотности говорит о содержании пустот.
Примечание - В настоящем методе предполагается, что плотность смолы в композите равна плотности жидкой смолы, предназначенной для формования. Однако данное предположение не совсем правильно. Разница в отверждении, нагреве, давлении и молекулярных связях, увеличивающихся из-за наличия армирующего наполнителя, является причиной различия в плотности между смолой в композите и жидкой смолой.
Если в композитах присутствуют неорганические наполнители, необходим специальный подход. Требуется точное определение содержания наполнителей и плотности смолы, если устанавливают требования к точности метода.
ДА.1.2 Метод В. Механическое измельчение
Определяют массу и объем до и после измельчения образца пластмассы, армированной волокном, чтобы определить содержание пустот по разнице в плотности.
ДА.1.3 Метод С. Статистический подсчет
На микрографический срез участка испытуемого материала накладывают квадратную сетку, количество узлов которой равно 20-200. Статистически содержание пустот в данном материале пропорционально количеству узлов сетки, которые наложились на пустоты. Подсчет осуществляют вручную, полуавтоматически или автоматически, используя подходящее оборудование.
ДА.2 Аппаратура
ДА.2.1 Метод А
ДА.2.1.1 Микрометр с точностью измерения ±1 мкм.
ДА.2.1.2 Весы с точность взвешивания ±0,1 мг.
ДА.2.1.3 Муфельная печь, обеспечивающая нагрев до температуры (625±5)°С.
ДА.2.2 Метод В
ДА.2.2.1 Измельчитель (представляющий собой пресс), в котором испытуемый материал разрушается до тех пор, пока не останется ни одной скрытой пустоты. Рекомендуется использовать пресс с закрытой штамповкой, изготовленной из твердой стали, как изображено на рисунке ДА.1.
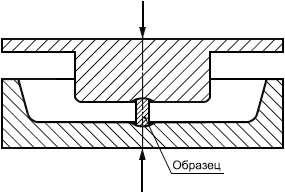
Рисунок ДА.1 - Штамповка для измельчения
ДА.2.2.2 Воздушный или газовый пикнометр, обеспечивающий измерение объемов исходного материала и измельченного материала с точностью не менее чем ±1%. Принцип работы воздушного пикнометра представлен на рисунках ДА.2-ДА.7.
На рисунке ДА.2 представлен принцип работы пикнометра, который имеет две одинаковые камеры, оборудованные поршнем.

А - камера A; В - камера B; М - манометр; - атмосферное давление;
- объем камеры; 0 - равновесная позиция; 1 - позиция поршня 1; 2 - позиция поршня 2
Рисунок ДА.2 - Принцип работы сравнительного газового пикнометра с двумя одинаковыми камерами при измерении истинного объема материалов с открытыми порами
На рисунке ДА.3 представлен принцип работы пикнометра, у которого камеры закрыты, а поршень A перемещается из позиции 1 в позицию 2. Чтобы сравнять давления (показания дифференциального манометра должны быть равны нулю, М=0), поршень B должен переместиться на такое же расстояние, т.е. из позиции 1 в позицию 2.

А - камера А; В - камера В; М - манометр; - давление;
- объем камеры; 0 - равновесная позиция; 1 - позиция поршня 1; 2 - позиция поршня 2
Рисунок ДА.3 - Принцип работы сравнительного газового пикнометра с закрытыми камерами при измерении истинного объема материалов с открытыми порами
На рисунке ДА.4 представлен принцип работы пикнометра, который имеет две одинаковые камеры, оборудованные поршнем, при этом в камеру B помещают образец объемом .

А - камера А; В - камера В; М - манометр; - атмосферное давление;
- объем камеры;
- объем образца; 0 - равновесная позиция; 1 - позиция поршня 1; 2 - позиция поршня 2
Рисунок ДА.4 - Принцип работы сравнительного газового пикнометра с помещенным образцом при измерении истинного объема материалов с открытыми порами
На рисунке ДА.5 представлен принцип работы пикнометра, у которого камеры закрыты, а поршень A перемещается из позиции 1 в позицию 2. В камеру B помещают образец объемом , поэтому при перемещении поршня B из позиции 1 в позицию 2 давления не уравниваются. Давление
в камере B будет выше чем
.
![]() , (ДА.1)
, (ДА.1)
![]() ,
,![]() .
.

А - камера A; В - камера B; М - манометр; - давление в камере А;
- давление в камере В;
- объем камеры;
- объем образца; 0 - равновесная позиция; 1 - позиция поршня 1; 2 - позиция поршня 2
Рисунок ДА.5 - Принцип работы сравнительного газового пикнометра с закрытыми камерами с разными давлениями при измерении истинного объема материалов с открытыми порами
На рисунках ДА.6 и ДА.7 представлен принцип работы пикнометра, у которого камеры закрыты. Давления выравнивают, либо поддерживая постоянным, т.е. передвигая поршень B в позицию 3 на расстояние от позиции 2, пропорциональное
(рисунок ДА.6), либо поддерживая постоянным
, т.е. помещая в камеру A калиброванный объем, равный
, при этом смещение
пропорционально
(рисунок ДА.7).
Обычно объем образца составляет 20 см.
Получаемая точность варьируется от 0,001 до 0,05 см.

А - камера А; В - камера В; М - манометр; - давление;
- объем камеры A;
- объем камеры В;
- объем образца; 0 - равновесная позиция; 1 - позиция поршня 1; 2 - позиция поршня 2; 3 - позиция поршня 3
Рисунок ДА.6 - Принцип работы сравнительного газового пикнометра с закрытыми камерами с одинаковыми давлениями при измерении истинного объема материалов с открытыми порами

А - камера A; В - камера B; М - манометр; - давление в камере;
- объем камеры;
- объем образца; 0 - равновесная позиция; 1 - позиция поршня 1; 2 - позиция поршня 2;
- смещение поршня;
- смещение при помещении калиброванного объема
Рисунок ДА.7 - Принцип работы сравнительного газового пикнометра с закрытыми камерами с одинаковыми давлениями при измерении истинного объема материалов с открытыми порами
ДА.2.2.3 Весы с точностью взвешивания ±0,1 мг.
ДА.2.2.4 Сосуд с заморозкой (если требуется), такой как изолированная коробка или бутылка, наполненный твердой углекислотой или жидким азотом.
ДА.2.2.5 Подходящий пленочный материал, такой как алюминиевая или полиэтиленовая пленка.
ДА.2.3 Метод C
ДА.2.3.1 Микроскоп, обеспечивающий 400-кратное увеличение и снабженный окулярами с нанесенной сеткой или прозрачной пластиной с сеткой, размещаемой между образцом и окуляром микроскопа.
ДА.2.3.2 Оборудование для подготовки микрографических снимков, состоящее из:
a) отрезного станка;
b) полировальной машины;
c) формы для заделывания среза в прозрачную смолу;
d) ультразвуковой ванны для очистки.
ДА.3 Подготовка и количество образцов
ДА.3.1 Методы A и B
ДА.3.1.1 Образцы должны полностью отображать все характеристики испытуемого композита. Размер и форма образцов зависят от пикнометра и используемой процедуры измельчения. Если используют воздушный пикнометр, размер образца должен быть таким, чтобы его общая масса составляла 25 г или 12000 мм. Образцы должны быть в форме полоски длиной примерно 38 мм, шириной 10 мм и толщиной, равной толщине испытуемого композита.
ДА.3.1.2 Из испытуемого композита вырезают не менее 5 полосок соответствующих размера и массы. Образцы должны быть чистыми и сухими.
ДА.3.2 Метод С
ДА.3.2.1 Образцы должны иметь форму параллелепипеда длиной 40 мм, шириной 10 мм, и толщиной, зависящей от толщины испытуемого материала, из которого вырезают образцы. Максимальное значение толщины должно быть 15 мм. Количество образцов зависит от количества срезов, а также состава и структуры испытуемого материала; от каждого образца можно сделать несколько срезов.
ДА.3.2.2 Следует подготовить не менее 5 срезов. Полировку и заделывание срезов в смолу холодного отверждения следует проводить в соответствии с таблицей ДА. 1. Общие условия полировки срезов следующие:
- скорость - 200 об/мин;
- усилие - приблизительно 5 Н (500 гс) (для среза диаметром 25 мм).
Таблица ДА.1
Время, мин | Степень зернистости | Примечание |
3 | 400 (35 мкм) | Необходимо обильное смачивание водой |
5 | 800 (22 мкм) | Необходимо обильное смачивание водой |
15 | Оксид алюминия 12-Н (Al | Оксид алюминия используют слегка разбавленным и практически пастообразной консистенции |
Данные условия могут изменяться в зависимости от типа армированной пластмассы, чтобы удалить все царапины с полируемой поверхности.
ДА.4 Условия кондиционирования и испытания
ДА.4.1 Кондиционирование образцов
Образцы кондиционируют при одной из стандартных атмосфер по ISO 291, не менее 16 ч, если не установлено иное.
ДА.4.2 Условия проведения испытания
Образцы испытывают в стандартной атмосфере, при которой проводилось кондиционирование (см. ДА.4.1).
ДА.5 Процедура
ДА.5.1 Метод A
ДА.5.1.1 Общие положения
Плотности, вычисляемые по измеренным массе и объему, являются легитимными, если используемые образцы являются гладкими и одинаковыми, и такой формы, при которой объем может быть точно вычислен.
ДА.5.1.2 Плотность композита
ДА.5.1.2.1 Объем каждого образца должен быть не менее 2 см. Измеряют линейные размеры микрометром (ДА.2.1.1)
ДА.5.1.2.2 Отклонение от точности измерения микрометром должно быть ±1 мкм. Измерение с максимальным отклонением на небольших образцах может привести к ошибке, равной 0,6%, при вычислении объема. Для больших образцов и отклонении либо плюс, либо минус ошибка в вычислении объема не должна превышать 0,2%.
ДА.5.1.2.3 Вычисляют плотность каждого образца путем деления массы на объем и выражают плотность в граммах на кубический сантиметр.
ДА.5.1.3 Плотность армирующего стеклонаполнителя
Стекловолокно, используемое для армирования, в зависимости от типа имеет следующую приблизительную плотность, г/см:
- Е-стекло - от 2,47 до 2,75
- С-стекло - 2,49;
- А-стекло - 2,50;
- S-стекло - 2,49;
- D-стекло- 2,16;
- R-стекло - 2,58.
Необходимо использовать точное значение плотности.
ДА.5.1.4 Плотность смолы
Допускается использовать значение плотности, измеренное производителем.
ДА.5.1.5 Содержание смолы в композите
Определяют содержание смолы в композите в соответствии с ISO 1172. Потери при сжигании, определяемые в этом методе, будут равны содержанию смолы в образце, выраженному как процент к массе.
ДА.5.2 Метод В
Определяют объем образцов при помощи пикнометра (ДА.2.2.2) и их массу
при помощи весов (ДА.2.2.3). Затем помещают образцы между пластинами пресса или закрытой штамповки (см. ДА.2.2.1), так чтобы они стояли вертикально на длинном ребре, и разрушают их. Если матрица композита слишком вязкая при комнатной температуре, помещают образец в сосуд с заморозкой (ДА.2.2.4) на несколько минут, в зависимости от типа испытуемого материала, чтобы охладить его в твердой углекислоте или жидком азоте. Следует обернуть образец в пленочный материал (ДА.2.2.5), чтобы избежать потерь материала. Изучают разрушенный материал, и, если необходимо, еще раз подвергают его разрушению до полного измельчения. После кондиционирования определяют объем
и массу
.
ДА.5.3 Метод C
ДА.5.3.1 Определение измеряемых параметров
ДА.5.3.1.1 Предварительно определяют порядок величины содержания пустот при помощи микроскопа (ДА.2.3.1) и сетки, которую накладывают на один и тот же срез три раза, каждый раз на разных участках среза.
ДА.5.3.1.2 Выбирают относительную ошибку и определяют общее количество исследуемых точек P при помощи графика на рисунке ДА.8. В случае ручного подсчета выбирают относительную ошибку таким образом, чтобы количество подсчитываемых точек
было меньше 100.

 .
.
Рисунок ДА.8 - Измерение ошибки относительно общего числа точек для разного содержания пустот
ДА.5.3.1.3 Выбирают сетку с учетом того, что чем меньше пустот, тем больше должно быть узлов сетки.
ДА.5.3.1.4 Вычисляют:
a) общее количество участков, на которые накладывают сетку
![]() , (ДА.2)
, (ДА.2)
где N - количество узлов сетки;
b) количество участков, на которые накладывалась сетка, для каждого среза
![]() . (ДА.3)
. (ДА.3)
c) количество изготовленных срезов n
![]() . (ДА.4)
. (ДА.4)
ДА.5.3.2 Измерение содержания пустот
Подсчитывают общее количество узлов сетки, которые накладывают на пустоты в
участках n микроскопических срезов.
Участки не должны пересекаться в пределах одного среза.
ДА.6 Обработка результатов
ДА.6.1 Метод A
Вычисляют содержание пустот , % масс., используя формулу
![]() , (ДА.5)
, (ДА.5)
где - измеренная плотность композита, г/см
;
- теоретическая плотность композита, г/см
;
 , (ДА.6)
, (ДА.6)
где - содержание смолы композита, % масс.;
- плотность смолы, г/см
;
- содержание стекловолокна композита, % масс.;
- плотность стекловолокна, г/см
.
ДА.6.2 Метод B
Вычисляют содержание пустот , % об., используя формулу
 , (ДА.7)
, (ДА.7)
где - плотность композита, г/см
;
- плотность измельченного материала, г/см
.
Плотность композита вычисляют с точностью 0,001 г/см
по формуле
![]() . (ДА.8)
. (ДА.8)
Плотность измельченного материала с точностью до 0,001 г/см
вычисляют по формуле
![]() . (ДА.9)
. (ДА.9)
ДА.6.3 Метод C
Вычисляют содержание пустот , % об., по формуле
![]() . (ДА.10)
. (ДА.10)
ДА.7 Обработка результатов
Точность метода испытания неизвестна, т.к. отсутствуют межлабораторные данные. Настоящий метод может быть не пригоден для использования в технических условиях или в спорных случаях, так как данные по точности метода неизвестны.
ДА.8 Протокол испытания
Протокол испытания должен содержать:
a) ссылку на настоящий стандарт и используемый метод (А, В или С);
b) идентификацию и описание испытуемого материала;
c) описание образцов;
d) количество образцов;
e) результаты испытания по каждому образцу и среднее значение содержания пустот, выраженное как процент к объему (% об.);
f) любые дополнительные наблюдения;
g) следующую дополнительную информацию, в зависимости от используемого метода:
1) Метод A:
- плотность каждого образца,
- процентное содержание к массе (% масс.) и теоретическую плотность смолы и армирующего стекловолокна;
2) Метод B:
- тип используемого пикнометра,
- описание используемого способа заморозки;
3) Метод C:
- измеренные параметры и P.
Приложение ДБ
(обязательное)
Перевод приложения С международного стандарта ISO 10724-2:1998 "Пластмассы. Литье под давлением испытательных образцов термореактивных порошкообразных формовочных материалов. Часть 2. Пластины малого размера"
ДБ.1 Маркировка образцов для испытаний
Целью маркировки является включение следующих данных, которые должны быть определены:
- оригинальная позиция двух формовочных материалов в полостях;
- какая сторона является верхней, а какая нижней для двух образцов для испытания (так как это может быть важным для результатов, например, для свойств многоосного воздействия, если верхняя или нижняя сторона находилась в разрывной стресс области во время загрузки);
- ориентация пластины, а также какая сторона является верхней, а какая нижней, например, из 6010
1 мм или 60
10
2 мм пластины, которые были отлиты либо параллельно (p), либо перпендикулярно (n) к направлению потока расплава (например, для изучения влияния наполнителя или ориентации армирующего наполнителя на определенные механические свойства).
Используемые маркировочные знаки и их положение в полости формы, должны быть предпочтительно следующими [см. рисунок ДБ.1 и ISO 10724-1:1998, пункт 4.1.4, перечисление h)]:
- линии, параллельные или близкие к краям полости, должны быть использованы вместо цифр: должны быть обозначены две одиночные линии (вдоль двух различных ребер, перпендикулярных друг к другу), чтобы указать, полость 1 и две пары параллельных линий (также по двум разным краям, перпендикулярных друг к другу), чтобы указать полость 2;
- линии должны быть нанесены вне зоны испытания образца [см. ИСО 10724-1:1998, пункт 4.1.4 перечисление h)];
- линии, проходящие в направлении потока расплава, должны быть расположены асимметрично по отношению к центру пластины пресс-формы так, чтобы эти линии проходили по тому же краю (например, левый край) их полости, если смотреть в направлении потока;
- ширина линий, проходящих параллельно направлению потока, должна быть значительно меньше, чем ширина линий, проходящих нормально к направлению потока (что означает, что тонкие линии на пластине всегда указывают на то, что она была вырезана нормально к направлению потока, а широкие линии будут указывать на то, что она была вырезана параллельно направлению потока, таким образом, устраняя какие-либо разногласия);
- линии должны быть едва заметными (то есть не очень глубоко выгравированы), чтобы избежать повреждения поверхности полости формы и избежать прилипания литья после удаления.

1 - полость 1; 2 - полость 2; 3 - линии разметки; 4 - зона испытания (диаметр 50 мм); 5 - n-образец; 6 - p-образец
Рисунок ДБ.1 - Позиции маркировки для полости 1 и 2
Приложение ДВ
(обязательное)
Перевод международного стандарта ISO 14127:2008 "Композиты, армированные углеродными волокнами. Определение содержания смолы, волокна и пустот"
ДВ.1 Сущность метода
ДВ.1.1 Метод A (извлечение смолы)
ДВ.1.1.1 Способ A1: сжигание
Устанавливают массу пробы до и после сжигания смолы в верхней (бескислородной) части восстановительного пламени горелки Бунзена.
ДВ.1.1.2 Способ A2: варка в азотной кислоте
Устанавливают массу пробы до и после вываривания смолы в концентрированной азотной кислоте, которая не оказывает сильного воздействия на углеродные волокна.
ДВ.1.1.3 Способ A3: варка в смеси серной кислоты/перекиси водорода
Устанавливают массу пробы до и после вываривания смолы в водной смеси серной кислоты и перекиси водорода при условии отсутствия воздействия на углеродные волокна.
ДВ.1.2 Метод B (измерение толщины)
Измеряют толщину композитного материала по всей поверхности композита. Используя известные значения массы на единицу площади и плотность армированного наполнителя, вычисляют содержание волокна в композите.
ДВ.2 Кондиционирование образца для испытания
Образцы кондиционируют при одной из стандартных атмосфер по ISO 291.
ДВ.3 Оборудование и реактивы
ДВ.3.1 Общие положения
ДВ.3.1.1 Эксикатор, содержащий подходящий сушильный агент (например, кремнегель).
ДВ.3.1.2 Аналитические весы с точностью взвешивания до 0,1 мг.
ДВ.3.1.3 Абразивная бумага, имеющая зернистость меньше 180 грит.
ДВ.3.2 Метод А
ДВ.3.2.1 Способ A1 (сжигание)
ДВ.3.2.1.1 Горелка Бунзена, совместимая с используемым газом.
ДВ.3.2.1.2 Нихромовая проволока диаметром приблизительно 0,2 мм.
ДВ.3.2.2 Способ A2 (варка с азотной кислотой)
ДВ.3.2.2.1 Вакуумный фильтр из боросиликатного стекла.
ДВ.3.2.2.2 Коническая колба вместимостью 200 мл.
ДВ.3.2.2.3 Измерительный цилиндр вместимостью 100 мл.
ДВ.3.2.2.4 Водный оросительный конденсатор, имеющий соединение с конусной нарезкой для сборки с конической колбой.
ДВ.3.2.2.5 Духовка с циркуляцией воздуха, способная нагревать до температуры приблизительно 200°С.
ДВ.3.2.2.6 Ацетон - по ISO 6353-2.
ДВ.3.2.2.7 Концентрированная азотная кислота, 62% масс.
ДВ.3.2.3 Способ A3 (варка в смеси серной кислоты и перекиси водорода)
ДВ.3.2.3.1 Вакуумный фильтр из боросиликатного стекла.
ДВ.3.2.3.2 Лабораторный стакан из боросиликатного стекла, минимальным объемом 200 мл.
ДВ.3.2.3.3 Измерительный цилиндр вместимостью 100 мл.
ДВ.3.2.3.4 Сушильный шкаф с циркуляцией воздуха, способный нагревать до температуры приблизительно 200°С.
ДВ.3.2.3.5 Ацетон, как задано в ISO 6353-2.
ДВ.3.2.3.6 Концентрированная серная кислота, 96% масс.
ДВ.3.2.3.7 Раствор перекиси кислорода концентрацией от 30% до 35%.
ДВ.3.3 Метод B
ДВ.3.3.1 Микрометр с шариком или эквивалентный прибор, обеспечивающий измерение толщины образца с точностью до 0,01 мм.
ДВ.4 Подготовка к проведению испытания
ДВ.4.1 Отбор образцов для испытания
ДВ.4.1.1 Для испытания используют не менее трех образцов для испытания, если иное не указано в нормативном документе или технической документации.
ДВ.4.1.2 Отрезают образцы для испытания из композитного материала, армированного углеволокном, на расстоянии 10 мм от края.
ДВ.4.1.3 Края образцов для испытания необходимо шлифовать до квадратной формы и заглаживать абразивной бумагой.
ДВ.4.1.4 Образец для испытания должен быть толщиной 4 мм, длиной и шириной от 6 до 10 мм, массой от 0,2 до 0,5 г.
ДВ.4.2 Измерение плотности
ДВ.4.2.1 Плотность смолы рассчитывают по ISO 1183-1, ISO 1183-2 или ISO 1183-3.
ДВ.4.2.2 Плотность углеродного волокна рассчитывают по ISO 10119.
ДВ.4.2.3 Плотность композитного материала рассчитывают по ISO 1183-1 методом погружения в воду.
Примечание - При измерении значений плотности смолы и композитного материала методом погружения в воду необходимо вносить поправку на массу проволоки, использованной для подвески образца.
ДВ.5 Проведение испытания
ДВ.5.1 Метод A
ДВ.5.2.1 Способ A1 (сжигание)
ДВ.5.2.1.1 Взвешивают образец для испытания с точностью до 0,1 мг (m).
ДВ.5.2.1.2 Обматывают образец нихромовой проволокой, как показано на рисунке ДВ.1. Взвешивают образец вместе с нихромовой проволокой с точностью до 0,1 мг ().

1 - факел пламени; 2 - восстановительная зона пламени; 3 - горелка Бунзена; 4 - пинцет; 5 - нихромовая проволока; 6 - образец, армированный однонаправленными углеродными волокнами; 7 - образец, армированный плетеной тканью из углеродного волокна
Рисунок ДВ.1 - Способ А1 (сжигание)
ДВ.5.2.1.3 Зажигают горелку Бунзена при выключенной подаче воздуха. Устанавливают высоту факела от 15 до 20 см. Постепенно увеличивают подачу воздуха, чтобы довести высоту восстановительной зоны (голубое пламя) примерно до 2 см. Образец держат горизонтально за нихромовую проволоку при помощи пинцета над пламенем выше восстановительной зоны, как показано на рисунке ДВ.1.
ДВ.5.2.1.4 Нагревают образец для испытания не более 3 мин, пока вся смола не сгорит.
ДВ.5.2.1.5 Извлекают образец для испытания из пламени и охлаждают до комнатной температуры.
ДВ.5.2.1.6 Взвешивают образец вместе с нихромовой проволокой с точностью до 1 мг ().
ДВ.5.2.2 Способ A2 (варка с азотной кислотой)
ДВ.5.2.2.1 Взвешивают образец для испытания с точностью до 0,1 мг (m).
ДВ.5.2.2.2 В коническую колбу вместимостью 200 мл наливают 50 мл концентрированной азотной кислоты.
ДВ.5.2.2.3 Помешают колбу в масляную ванну, поддерживающую температуру (120±2)°С, и опускают образец для испытания в колбу.
ДВ.5.2.2.4 Подсоединяют оросительный конденсатор и нагревают колбу в течение 90 мин.
ДВ.5.2.2.5 Сушат стеклянный фильтр в сушильном шкафу с циркуляцией воздуха при температуре (105±5)°С в течение 90 мин, затем охлаждают в эксикаторе до комнатной температуры и взвешивают с точностью до 0,1 мг ().
ДВ.5.2.2.6 После варки охлаждают раствор и отфильтровывают его через стеклянный фильтр, используя вакуумный насос, чтобы отделить углеродное волокно.
ДВ.5.2.2.7 Промывают углеродное волокно на фильтре дистиллированной водой, а затем ацетоном.
ДВ.5.2.2.8 Сушат углеродное волокно вместе с фильтром в сушильном шкафу с циркуляцией воздуха при температуре (105±25)°С в течение 90 мин.
ДВ.5.2.2.9 После сушки охлаждают углеродное волокно вместе с фильтром в эксикаторе в течение 30 мин.
ДВ.5.2.2.10 Взвешивают углеродное волокно вместе с фильтром с точностью до 0,1 мг.
ДВ.5.2.2.11 Повторяют операции по В.5.2.2.8-В.5.2.2.10 до момента достижения постоянной массы ().
ДВ.5.2.3 Способ A3 (варка в смеси серной кислоты/перекиси водорода)
ДВ.5.2.3.1 Взвешивают образец для испытания с точностью до 0,1 мг (m).
ДВ.5.2.3.2 В коническую колбу вместимостью 200 мл наливают 50 мл концентрированной серной кислоты.
ДВ.5.2.3.3 Помещают образец для испытания в колбу с концентрированной серной кислотой и накрывают смотровым стеклом. Нагревают колбу на плитке при температуре (180±10)°С.
ДВ.5.2.3.4 Когда вся смола растворится и раствор серной кислоты станет темного коричневого цвета, нагревание прекращают и снимают колбу с плиты.
ДВ.5.2.3.5 Добавляют с помощью шприца 20 мл раствора перекиси водорода по каплям в колбу. Когда все углеродные волокна всплывут на поверхность и раствор серной кислоты станет прозрачным, добавляют еще 2 мл раствора перекиси водорода и нагревают 10 мин.
ДВ.5.2.3.6 Сушат стеклянный фильтр в сушильном шкафу с циркуляцией воздуха при температуре (105±5)°С в течение 90 мин, затем охлаждают в эксикаторе до комнатной температуры и взвешивают с точностью до 0,1 мг ().
ДВ.5.2.3.7 После варки охлаждают раствор и отфильтровывают его через стеклянный фильтр, используя вакуумный насос, чтобы отделить углеродное волокно.
ДВ.5.2.3.8 Промывают углеродное волокно на фильтре дистиллированной водой, а затем ацетоном.
ДВ.5.2.3.9 Сушат углеродное волокно вместе с фильтром в сушильном шкафу с циркуляцией воздуха при температуре (105±25)°С в течение 90 мин.
ДВ.5.2.3.10 После сушки охлаждают углеродное волокно вместе с фильтром в эксикаторе в течение 30 мин.
ДВ.5.2.3.11 Взвешивают углеродное волокно вместе с фильтром с точностью до 0,1 мг.
ДВ.5.2.3.12 Повторяют операции по ДВ.5.2.3.9-ДВ.5.2.3.11 до момента достижения постоянной массы ().
ДВ.5.3 Метод В (измерение толщины)
ДВ.5.3.1 Измеряют толщину не менее чем в десяти точках, равномерно распределенных по поверхности образца для испытания.
Примечание - Гладкая поверхность образца для испытания влияет на результаты измерения. Содержание углеродного волокна в композитном материале может быть установлено для всего композита целиком или в специальных участках. Следовательно потребуется коррекция для неоднородных участков поверхности смолы, например, тех, которые вызваны снятием слоя во время изготовления.
ДВ.6 Обработка результатов
ДВ.6.1 Метод A
ДВ.6.1.1 Для способа А1 вычисляют содержание углеродного волокна, % масс., по формуле
![]() , (ДВ.1)
, (ДВ.1)
где m - начальная масса образца для испытания, г;
- начальная масса образца для испытания и нихромовой проволоки, г;
- масса образца для испытания и нихромовой проволоки после сжигания, г.
Для способов A2 и A3 вычисляют содержание углеродного волокна, % масс., по формуле
![]() , (ДВ.2)
, (ДВ.2)
где - масса образца для испытания и стеклянного фильтра после варки, г;
- масса стеклянного фильтра, г.
ДВ.6.1.2 Вычисляют содержание углеродного волокна, % об., по формуле
![]() , (ДВ.3)
, (ДВ.3)
где - плотность композитного материала, г/см
;
- плотность углеродного волокна, г/см
.
Примечание - Плотность углеродного волокна может быть получена из нормативных документов или технической документации на материал.
Вычисляют содержание смолы, % об., по формуле
![]() , (ДВ.4)
, (ДВ.4)
где - плотность смолы, г/см
.
Вычисляют содержание пустот, % об., по формуле
![]() . (ДВ.5)
. (ДВ.5)
ДВ.6.2 Метод B
Вычисляют содержание углеродного волокна, % об., по формуле
![]() , (ДВ.6)*
, (ДВ.6)*
где N - количество слоев в композитном материале;
* - масса на единицу площади углеродного волокна в слоях препрега, г/м
;
________________
* Формула и экспликация к ней соответствуют оригиналу. - .
d - толщина композитного материала, мм;
- плотность углеродного волокна, г/м
.
Вычисляют содержание смолы, % об., по формуле
![]() . (ДВ.7)
. (ДВ.7)
Примечания
1 Масса на единицу площади волокна в препрегах может быть получена либо из нормативного документа или технической документации на материал, либо путем измерения, используя образцы, взятые на участке, смежном с участком препрега, использованного при изготовлении композита.
2 Вычисление содержания смолы предполагает 0% содержания пустот.
ДВ.7 Протокол испытания
Протокол испытания должен содержать:
- ссылку на настоящий стандарт и используемый метод;
- идентификацию и описание испытуемого материала;
- отбор образцов для испытания;
- количество образцов для испытания;
- размеры и/или массу образцов для испытания;
- условия кондиционирования образцов для испытания;
- результаты испытания по каждому образцу и среднее значение для всех образцов для испытания;
- любые отклонения от настоящего стандарта;
- дату проведения испытания.
Приложение ДГ
(справочное)
Положения ISO 1268-1:2001, которые применены в настоящем стандарте с модификацией их содержания
ДГ.1 Раздел 1 Область применения
Разные части ISO 1268 описывают методы, используемые для изготовления пластин из армированных пластмасс, из которых вырезают образцы для испытаний. Данные методы применимы для всех основных типов армирования и матриц.
Выбор метода изготовления пластин для испытаний зависит от:
a) армирующего наполнителя:
- материал (стекло, углерод, арамид и т.д.);
- форма (ровинг, мат, ткань и т.д.);
- ориентация относительно длины, ширины и толщины пластины для испытания;
- содержание в армированной пластмассе;
b) матрицы (термореактивная или термопластичная);
c) ожидаемых значений свойств;
d) способа производства.
Так как механические характеристики армированных пластмасс зависят от способа их производства, рекомендуется изготовлять пластины для испытания тем же способом, что и пластмассы.
В настоящей части ISO 1268 приведены общие требования, одинаковые для всех методов.
Примечание - Данный раздел международного стандарта изменен и перенесен в раздел 6 межгосударственного стандарта в соответствии с требованиями ГОСТ 1.5-2001, пункт 3.7.1.
ДГ.2 Раздел 3 Термины и определения
Применительно к целям настоящей части ISO 1268, применяются термины и определения по ISO 472. В каждой части ISO 1268, при необходимости, приводятся дополнительные термины и определения.
Примечание - Данный раздел международного стандарта изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5-2001, пункт 3.9.1.
ДГ.3 Раздел 4 Здоровье и безопасность
Описание методов изготовления пластин для испытаний, приведенных в разных частях ISO 1268, ограничено. Условия применения используемых материалов должны соответствовать национальным нормам, принятым в каждой стране, и персонал должен быть проинструктирован относительно вредных факторов и соответствующих мер предосторожности.
Примечание - Данный раздел международного стандарта изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5-2001, пункты 7.10.3 и 7.10.4.
ДГ.4 Раздел 5 Принцип
В последующих частях настоящего международного стандарта описываются основные методы, используемые для изготовления пластин для испытаний.
Примечание - Данный раздел международного стандарта изменен в межгосударственном стандарте путем добавления текста из структурного элемента "Область применения" международного стандарта на основании требований, изложенных в ГОСТ 1.5-2001, пункт 3.7.1.
ДГ.5 Сырье и полуфабрикаты
Все используемые материалы (армирующие наполнители, смолы, добавки; препреги (SMC), премиксы (ВМС), и т.д.) должны быть идентифицированы точным образом. Материалы должны храниться в рекомендуемых производителем условиях и должны быть использованы до окончания их срока годности.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДГ.6 Раздел 7 Размеры пластин
Длина, ширина и толщина пластин для испытаний зависит от используемого материала и способа производства. Размеры должны быть установлены в соответствующей части настоящего международного стандарта.
Примечание 1 - Размеры пластины для испытаний также зависят от метода испытаний, для которого предназначены образцы для испытаний, вырезаемые из пластин для испытаний. Например, для проведения испытаний на растяжение в двух взаимно перпендикулярных направлениях, требуется квадратная пластина, сторона которой равна 250 мм.
Примечание 2 - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДГ.7 Раздел 8 Армирующий наполнитель
Содержание армирующего наполнителя в пластине для испытаний должно быть таким же, как и в конечном продукте, чьи характеристики оцениваются. В случае отсутствия точных данных содержание армирующего наполнителя должно соответствовать рекомендациям, приведенным в соответствующей части международного стандарта.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДГ.8 Раздел 9 Общие требования к лабораторному оборудованию
Если не указано другое, оборудование, используемое для изготовления пластин для испытаний, должно обеспечивать с заданной точностью требуемые значения температуры и давления, установленные для выбранного метода изготовления пластины для испытаний.
Лаборатория должна иметь в своем распоряжении регистрирующее оборудование, позволяющее записывать температуру и давление как функцию времени.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5-2001.
ДГ.9 Раздел 11 Контроль характеристик пластины
11.1 Общие положения
Изготовленные пластины для испытаний необходимо обследовать перед тем, как вырезать образцы для испытаний. Критерии приемки или отбраковки пластин для испытаний должны быть определены в технических условиях на материалы и в методе производства пластин для испытаний или должны быть согласованы между заинтересованными сторонами.
11.2 Содержание волокна
Для пластмасс, армированных стекловолокном, содержание волокна определяют в соответствии с ISO 1172, для пластмасс, армированных углеродным волокном, содержание волокна определяют в соответствии с договоренностью между заинтересованными сторонами.
Последовательность выкладки может быть определена при помощи исследования остатка.
11.3 Уровень пористости или содержания пустот
Уровень пористости или содержания пустот - это характеристика, при помощи которой оценивают частоту открытых или закрытых пустот в пластинах для испытаний. Допускается использовать несколько методов для определения уровня пористости: визуальное исследование, исследование полированного поперечного сечения при помощи микроскопа (см. ISO 7822), ультразвуковое исследование или рентгенографическое исследование.
11.4 Плотность
Плотность определяют в соответствии с одной из частей ISO 1183.
11.5 Геометрические размеры
Должна быть измерена толщина пластин для испытаний и, при необходимости, другие геометрические размеры.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норма русского языка и технического стиля изложения.
Приложение ДД
(справочное)
Положения ISO 1268-1:2001, которые исключены в настоящем стандарте
ДД.1 Раздел 10 Процедура
Используемая процедура изготовления пластин для испытаний зависит от изготовления и используемого материала. Процедура определенного метода изготовления пластин для испытаний описана в соответствующей части международного стандарта.
Примечание - Данный раздел примененного международного стандарта исключен из настоящего стандарта, так как его положения установлены в разделе 6 настоящего стандарта.
Приложение ДЕ
(справочное)
Перечень изменений нормативных ссылок
Таблица ДЕ.1
Структурный элемент (раздел, подраздел, пункт, подпункт, таблица, приложение) | Модификация |
Раздел 2 Нормативные ссылки | Ссылка на ISO 1183 (все части) "Пластмассы. Методы определения плотности непористых пластмасс" заменена ссылкой на ГОСТ 15139-69 Ссылка на ISO 472 "Пластмассы. Словарь." заменена ссылкой на ГОСТ 32794-2014 Ссылка на ISO 1172 "Пластмассы, армированные стекловолокном. Препреги, формовочные материалы и ламинаты. Определение содержания стекловолокна и минеральных наполнителей. Методы сжигания" заменена ссылкой на ГОСТ 32652-2014 (ISO 1172:1996) Ссылка на ISO 7822 "Стеклотекстолиты. Определение содержания пустот. Методы определения при сжигании, механическом измельчении и статическом подсчете" заменена соответствующим текстом, приведенным в приложении ДА. Ссылка на ISO 10724-2:1998 "Пластмассы. Литье под давлением испытательных образцов термореактивных порошкообразных формовочных материалов. Часть 2. Пластины малого размера" заменена соответствующим текстом, приведенным в приложении ДБ |
| |
Приложение ДЖ
(справочное)
Сравнение структуры международного стандарта со структурой межгосударственного стандарта
Таблица ДЖ.1
Структура международного стандарта ISO 1268-1:2001 | Структура межгосударственного стандарта | ||
Раздел | Подраздел | Раздел | Подраздел |
4 | - | 4 | 4.1-4.14 |
5 | 5.1-5.5 | ||
5 | - | 6 | - |
6 | - | 7 | - |
7 | - | 8 | - |
8 | - | 9 | - |
9 | - | 10 | 10.1-10.6 |
10 | - | - | |
11 | 11.1-11.5 | 11 | 11.1-11.5 |
12 | - | 12 | - |
13 | - | 13 | - |
Приложения | - | Приложения | ДА |
- | ДБ | ||
- | ДВ | ||
- | ДГ | ||
- | ДД | ||
- | ДЕ | ||
- | ДЖ | ||
Примечания 1 Сравнение структур стандартов приведено, начиная с раздела 4, так как предыдущие разделы стандартов и их иные структурные элементы (за исключением предисловия) идентичны. 2 Внесены дополнительные приложения ДА, ДБ, ДВ, ДГ, ДД, ДЕ и ДЖ в соответствии с требованиями, установленными к оформлению межгосударственного стандарта, модифицированного по отношению к международному стандарту. | |||
Библиография
[1] | Гигиенические нормативы | Химические факторы производственной среды. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
[2] | Санитарные нормы и правила | Гигиенические требования к размещению и обезвреживанию отходов производства и потребления |
УДК 678.5.001.4:006.354 | МКС 83.120 | MOD |
Ключевые слова: полимерные композиты, производство пластин, изготовление образцов, образцы для испытаний, общие технические требования | ||
Редакция документа с учетом
изменений и дополнений подготовлена
