ГОСТ 33349-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОМПОЗИТЫ ПОЛИМЕРНЫЕ
Производство пластин намоткой для изготовления образцов для испытаний
Polymer composites. Production of plates by winding for preparation of test specimens
МКС 83.120
Дата введения 2016-06-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов" на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 497 "Композиты, конструкции и изделия из них"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47-2015)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 августа 2015 г. N 1152-ст межгосударственный стандарт ГОСТ 33349-2015 (ISO 1268-5:2001) введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 1268-5:2001* Fibre-reinforced plastics - Methods of producing test plates - Part 5: Filament winding (Композиты полимерные, армированные волокном. Методы изготовления пластин для испытаний. Часть 5. Намотка) путем изменения содержания положений, структурных элементов, отдельных слов, фраз с целью соблюдения норм русского языка и принятой терминологии.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Текст измененных положений, элементов выделен в стандарте одиночной вертикальной полужирной линией на полях* слева (четные страницы) или справа (нечетные страницы) от соответствующего текста.
________________
* В бумажном оригинале текст измененных положений, элементов одиночной вертикальной полужирной линией на полях не выделен. - .
Содержание измененных положений, структурных элементов международного стандарта приведено в дополнительном приложении ДА.
Разъяснение причин изменения положений, структурных элементов приведено в примечаниях в приложении ДА.
Измененные фразы и слова выделены в тексте курсивом*.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
Дополнительное положение приведено в 8.6 и заключено в рамки из тонких линий. Дополнительное положение приведено с целью установления необходимого оборудования для проведения испытания.
В настоящем стандарте исключен структурный элемент "Введение" в соответствии с ГОСТ 1.3-2008, пункт 8.2.1.2.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6).
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Информация о замене ссылок приведена в дополнительном приложении ДБ.
Перевод с английского языка (еn).
Официальные экземпляры международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеется в Федеральном информационном фонде технических регламентов и стандартов.
Степень соответствия - модифицированная (MOD)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на полимерные композиты, матрица которых образована из полиэфирных или эпоксидных смол и армирована стеклянными ровингами, и устанавливает общие требования к изготовлению пластин намоткой, используемых для изготовления образцов для испытаний, которые предназначены для определения механических характеристик.
Настоящий стандарт также распространяется на полимерные композиты, матрица которых образована из других типов термореактивных смол и армирована нитями, лентами, тканями.
Настоящий стандарт применяют совместно с ГОСТ 33345.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий межгосударственный стандарт:
ГОСТ 33345-2015 (ISO 1268-1:2001) Композиты полимерные. Производство пластин для изготовления образцов для испытаний. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Требования безопасности
Требования безопасности - по ГОСТ 33345.
4 Сущность метода
Ровинг, пропитанный смолой, наматывают в несколько последовательных слоев на оправку.
Проводят полимеризацию пластин либо в прессе с обогреваемыми плитами, либо в печи.
5 Материалы*
________________
* В бумажном оригинале наименование раздела 5 выделено курсивом. - .
5.1 В качестве армирующего наполнителя используют ровинги линейной плотностью от 200 до 4800 текс.
Для достижения заданной линейной плотности допускается комбинировать ровинги с более низкой линейной плотностью.
Предварительно пропитанные волокна не используют.
5.2 Используют полиэфирную или эпоксидную смолу вязкостью не более 0,4 Па·с (при температуре намотки) и минимальным сроком годности, при котором увеличение вязкости смолы (при температуре намотки) в конце намотки не превышало 40% от начального значения.
В смолу вводят катализаторы и отвердители в соответствии с рекомендациями производителя смолы, обеспечивающие требуемый срок годности.
6 Размеры пластин
Размеры пластин устанавливают в нормативном документе или технической документации на изделие, для определения характеристик которых изготовляют из пластин образцы для испытаний (далее - изделие). Если в этой документации не установлены размеры пластин, пластины изготовляют прямоугольной формы, длиной не менее 300 мм, шириной не менее 220 мм.
7 Содержание армирующего наполнителя
Содержание армирующего наполнителя в пластине должно быть (70±1)% масс.
8 Оборудование*
________________
* В бумажном оригинале наименование раздела 8 выделено курсивом. - .
8.1 Шпулярник, оборудованный натяжителями, обеспечивающими натяжение ровинга от 0 до 15 Н.
Примечание - Натяжение ровинга измеряют до его прохождения через пропиточную ванну.
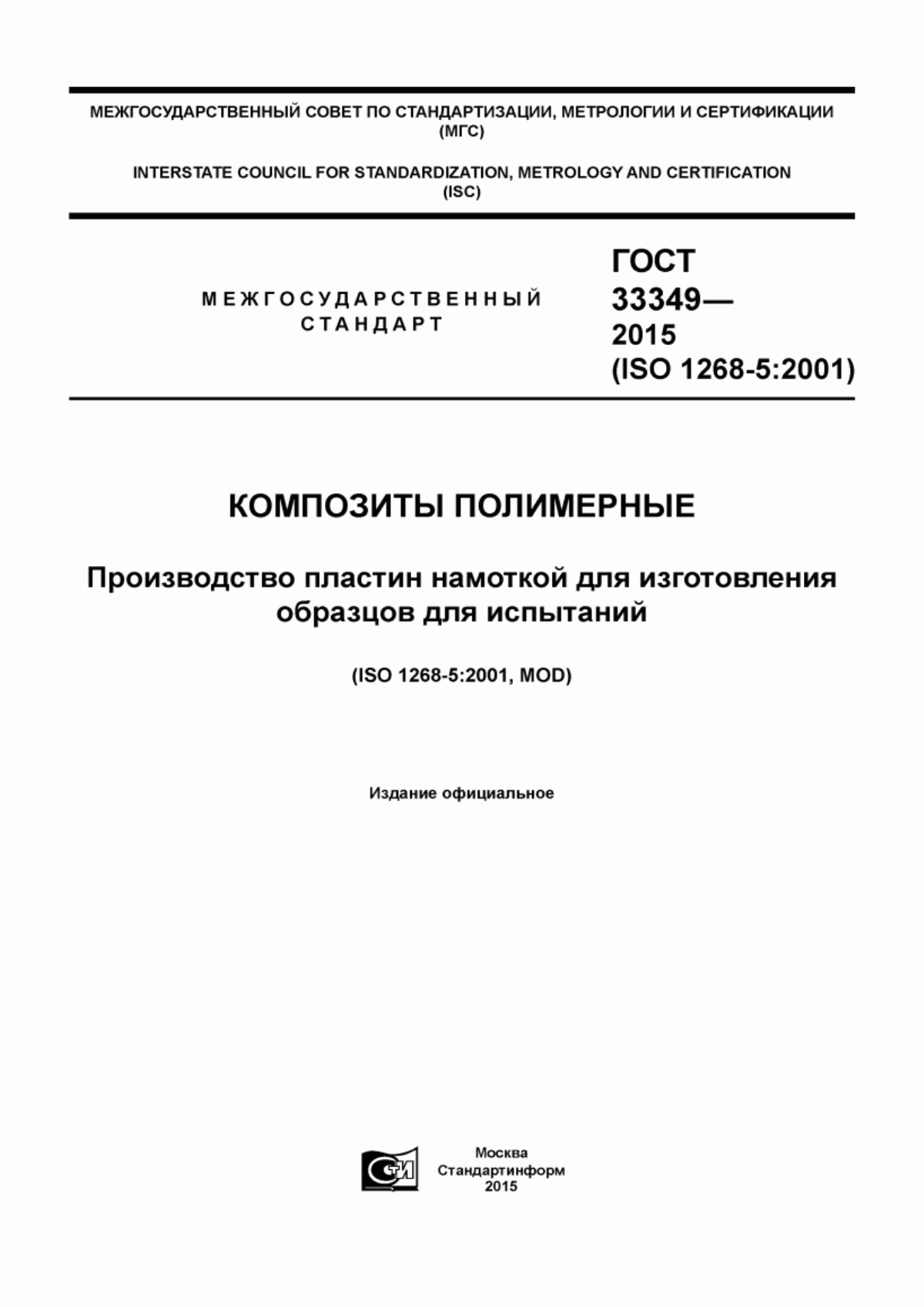
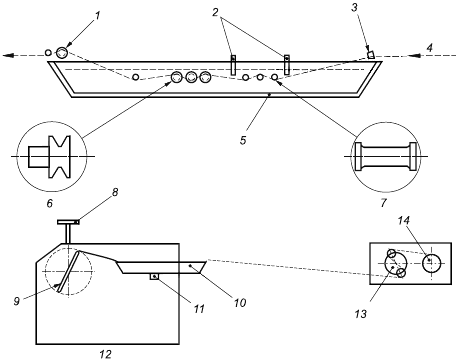
8.2 Намоточный станок (см. рисунок 1), обеспечивающий:
- плавное регулирование скорости вращения шпинделя в диапазоне от 0 до 70 об/мин;
- регулируемый шаг намотки в диапазоне от 0,5 до 5 мм (шаг намотки равен расстоянию, которое проходит раскладчик за полный оборот оправки);
Теплоизлучающая панель намоточного станка должна обеспечивать намотку ровинга на оправку при заданной температуре.
1 - приемный направляющий ролик; 2 - устройства для задержания пены; 3 - подающий направляющий ролик; 4 - ровинг; 5 - ванна для пропитки; 6 - рельефные направляющие стержни; 7 - плоские направляющие стержни; 8 - теплоизлучающая панель; 9 - оправка; 10 - ванна для пропитки; 11 - шарнирная рука; 12 - намоточный станок; 13 - натяжители; 14 - бобина ровинга или паковка
Рисунок 1 - Ванна для пропитки и намоточный станок
8.3 Для пропитки ровинга смолой используют ванну для пропитки (рисунок 1) либо вал для пропитки (рисунок 2).
8.3.1 Ванна для пропитки с двойными стенками, между которыми циркулирует жидкость, поддерживающая заданную температуру смолы.
Ванна для пропитки должна быть оборудована:
- подающим направляющим роликом;
- приемным направляющим роликом;
- устройством для задержания пены;
- направляющими стержнями (сменяющая друг друга серия плоских и рельефных стержней).
Ванну для пропитки подбирают такой длины, чтобы обеспечить пропитку участка ровинга длиной не менее 400 мм. Объем ванны для пропитки должен быть не менее 1 дм.
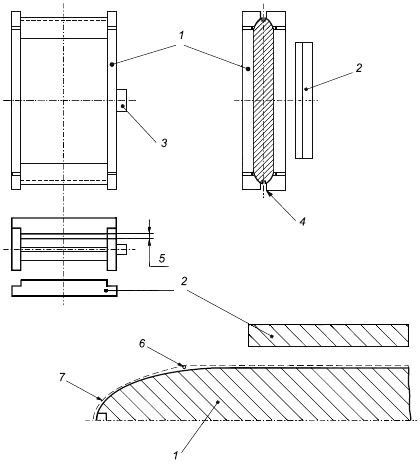
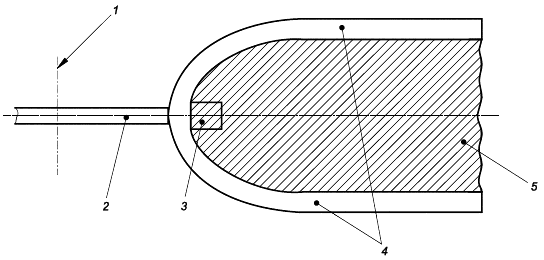
8.3.2 Вал для пропитки изготовляют из коррозионно-стойкого и абразивостойкого материала. Вал должен свободно вращаться и иметь диаметр не менее 120 мм. Длина контактной площади между ровингом и валом должна составлять не менее 20% длины окружности вала, и вал должен быть погружен в смолу на глубину приблизительно от 20% до 30% от его диаметра. Для контроля количества смолы на вале используют ракельный нож. Расстояние между ножом и валом регулируют от 0 до 3 мм. Положение ножа определяют в ходе предварительных испытаний. Для удаления излишков смолы с ровинга используют шаберный нож.

1 - ровинг; 2 - вал; 3 - смола; 4 - направляющий ролик; 5 - ракельный нож
Рисунок 2 - Вал для пропитки
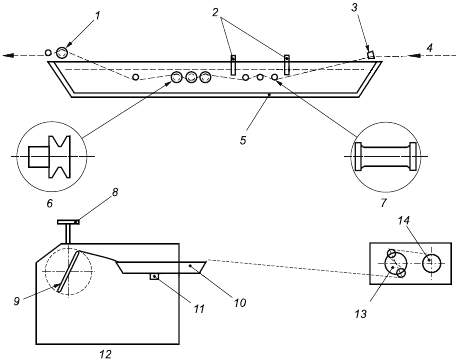
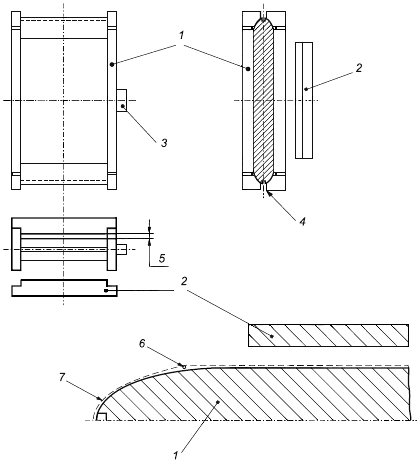
8.4 Оправка (рисунок 3) состоит из плиты, на которую проводится намотка, и внешних частей, при помощи которых задают толщину пластин.
Для исключения потери смолы во время отверждения между плитой и внешними частями используют силиконовые или резиновые уплотнители. Положение и диаметр уплотнителей выбирают таким образом, чтобы обеспечить между ними плоскую поверхность, образуемую при намотке.
1 - плита; 2 - внешние части; 3 - шпиндельный узел; 4 - паз; 5 - толщина намотки; 6 - силиконовый или резиновый уплотнитель; 7 - ровинг
Рисунок 3 - Оправка
8.5 Пресс с обогреваемыми пластинами, обеспечивающий нагрузку не менее 20 кН.
Обогреваемые пластины должны обеспечивать нагрев оправки до температуры, необходимой для полимеризации используемой смолы.
Допускается использовать печь, обеспечивающую нагрев оправки до температуры, необходимой для полимеризации используемой смолы, в комплекте с системой зажимов для оправки.
8.6 Дисковая пила, оснащенная алмазным отрезным кругом. |
9 Изготовление пластин*
________________
* В бумажном оригинале наименование раздела 9 выделено курсивом. - .
9.1 Ровинги не кондиционируют, если иное не установлено в нормативном документе или технической документации на материал.
9.2 Устанавливают скорость вращения шпинделя так, чтобы скорость ровинга была от 5 до 15 м/мин. Скорость выбирают таким образом, чтобы намотка закончилась до истечения срока годности смолы с добавками (см. 5.2).
9.3 Выбирают параметры намотки, исходя из следующих условий:
- шаг намотки р | от 0,5 до 4 мм; |
- количество слоев n | от 2 до 12. |
Параметры намотки в зависимости от линейной плотности и количества ровингов приведены в приложении А.
Вычисление параметров намотки приведено в приложении Б.
9.4 Устанавливают плиту оправки на шпиндель намоточного станка.
Нагревают плиту оправки и смолу в пропиточной ванне до температуры не менее 50°С. Поддерживают заданную температуру.
9.5 Наносят на внешние части оправки стойкий к рабочей температуре антиадгезионный агент или покрывают термостойкой пленкой. Устанавливают силиконовые или резиновые уплотнители, как показано на рисунке 3.
9.6 Наносят на внешние части оправки смолу.
9.7 При необходимости устанавливают бобину с ровингом на отматывающий барабан.
Регулируют натяжение ровинга, чтобы обеспечить равномерную намотку на оправку.
Отматывают тангенциально ровинг, пропитывают его и наматывают один слой на плиту оправки. При необходимости удаляют смолу, появившуюся на поверхности, при помощи мягкого шпателя или ролика. Повторяют эту процедуру для каждого слоя намотки.
9.8 После окончания намотки закрепляют внешние части оправки на плите (рисунок 3).
Помещают оправку в пресс с обогреваемыми пластинами или в печь.
Проводят отверждение заготовки при температуре и за время, указанное в рекомендациях к используемой смоле с добавками, затем проводят постотверждение.
Примечание - Постотверждение проводят как при закрепленных внешних частях оправки, так и при снятых.
Остужают заготовку до температуры окружающей среды.
9.9 Разделяют заготовку при помощи дисковой пилы (рисунок 4).
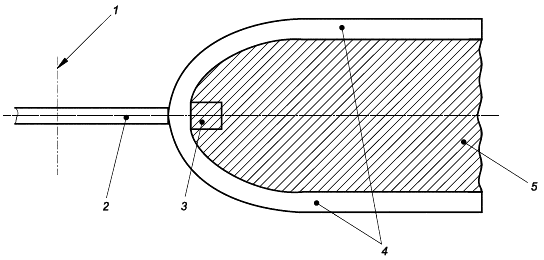
1 - ось вращения дисковой пилы; 2 - алмазный отрезной круг; 3 - паз; 4 - пластины; 5 - плита оправки
Рисунок 4 - Дисковая пила
Обрезают пластины до заданной длины и ширины.
10 Методы контроля качества
10.1 Содержание армирующего наполнителя, содержание пустот, геометрические размеры определяют по ГОСТ 33345 (раздел 11).
Отклонение содержания армирующего наполнителя не должно превышать 2% значения, установленного в нормативной или технической документации на изделие.
10.2 Контролируют внешний вид и качество пропитки в соответствии с нормативным документом или технической документацией на изделие.
11 Протокол об изготовлении пластин
Протокол об изготовлении пластин должен содержать:
- ссылку на настоящий стандарт;
- место и дату изготовления пластин;
- данные о количестве слоев и шаге намотки (мм);
- описание используемых исходных материалов (включая вид армирующего наполнителя, тип смолы, тип наполнителя, катализатор отверждения смолы с добавками);
- описание используемого пропиточного оборудования (ванны, вала и т.д.);
- условия испытания [температуру смолы с добавками (°С), скорость ровинга (м/мин)];
- данные об использовании пресса или печи;
- размеры изготовленной пластины;
- содержание наполнителя и армирующего наполнителя в пластине, при необходимости;
- качество пластины (внешний вид, пропитку);
- любую другую информацию, необходимую для точного повторного производства пластины;
- любые отклонения от настоящего стандарта.
Приложение А
(справочное)
Параметры намотки
В таблице А.1 приведены параметры пластин толщиной 3 мм, содержание стеклянного армирующего наполнителя в которых составляет 70% масс., а плотность смолы - 1,2 г/см.
Содержание стеклянного армирующего наполнителя может быть увеличено путем увеличения количества слоев или уменьшения шага намотки, или может быть уменьшено противоположенными действиями.
Таблица А.1
Линейная плотность ровинга, текс | Количество ровингов | Общая плотность, текс | Вычисленный параметр | Альтернативный параметр для четного числа слоев | ||
Количество слоев | Шаг намотки, мм | Количество слоев | Шаг намотки, мм | |||
210 | 2 | 420 | 11 | 1,14 | 6 | 0,56 |
210 | 3 | 630 | 9 | 1,40 | 6 | 0,68 |
300 | 1 | 300 | 13 | 0,97 | 8 | 0,47 |
300 | 2 | 600 | 9 | 1,33 | 6 | 0,67 |
300 | 3 | 900 | 7 | 1,56 | 4 | 0,82 |
800 | 1 | 800 | 8 | 1,59 | 4 | 0,77 |
1200 | 1 | 1200 | 6 | 1,79 | 4 | 0,94 |
1600 | 1 | 1600 | 6 | 2,38 | 4 | 1,09 |
2000 | 1 | 2000 | 5 | 2,47 | 4 | 1,22 |
2400 | 1 | 2400 | 5 | 2,98 | 4 | 1,33 |
2400 | 2 | 4800 | 3 | 3,57 | 2 | 1,89 |
Приложение Б
(справочное)
Вычисление параметров намотки при изготовлении пластин намоткой
Б.1 Количество слоев
Количество слоев n вычисляют по формуле
 , (Б.1)
, (Б.1)
где h - толщина пластины для испытания, мм;
- плотность стекла, г/см
;
- содержание стекла, %;
- линейная плотность ровинга, текс.
Количество слоев выражают целым числом. При необходимости округляют результат до ближайшего целого числа или ближайшего четного числа.
Б.2 Шаг намотки
Шаг намотки р, мм, вычисляют по формуле
![]() , (Б.2)
, (Б.2)
Приложение ДА
(справочное)
Положения ISO 1268-5:2001, которые применены в настоящем стандарте с модификацией их содержания
ДА.1 Раздел 1 Область применения
Настоящий стандарт ISO 1268 описывает метод изготовления пластин для испытаний из армированных пластмасс намоткой, из ровингов из стекловолокна стеклоровингов и термореактивных смол (предварительно пропитанные волокна не применяются).
Настоящая часть описывает изготовление в оптимальных рабочих условиях пластин для испытаний, армированных однонаправленным волокном, из которых вырезаются образцы для испытаний, предназначенные для применения в различных статических механических испытаниях.
Настоящая часть ISO 1268 распространяется на пластмассы армированные стекловолокном на основе полиэфирных или эпоксидных смол, но также может распространяться на другие типы смол и армирующих материалов.
При применении настоящей части также необходимо использовать ISO 1268-1.
Примечание 1 - Для облегчения понимания метода, под словом "ровинг", используемого по тексту, понимают также нити, если не указано противоположное.
Примечание 2 - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5-2001 (подраздел 3.7) и в целях соблюдения норм русского языка и принятой терминологии.
ДА.2 Раздел 4 Сущность метода
Ровинг (или набор ровингов, объединенных вместе), пропитанный смолой, наматывают в несколько последовательных слоев на формообразующее устройство.
Требуемую окончательную толщину пластин для испытания задают при помощи внешних частей формообразующего устройства. Полимеризация может быть проведена как в прессе с нагревательными плитами, так и в печи.
При применении настоящего метода изготовляют одновременно две одинаковые пластины для испытаний.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДА.3 Раздел 5 Материалы
5.1 Ровинг
Настоящий метод подходит для всех ровингов, имеющих линейную плотность от 200 до 4800 текс. При низкой линейной плотности ровингов необходимо комбинировать ровинги, чтобы достичь линейной плотности от 200 до 4800 текс (например, 10 нитей линейной плотностью 22 текс суммарно дают линейную плотность 220 текс).
5.2 Смола с добавками
Используемая смола с добавками (полиэфирная или эпоксидная смола с катализатором и отвердителем) должна иметь следующие характеристики:
- вязкость: менее 0,4 Па·с при температуре намотки;
- минимальная жизнеспособность: минимальная жизнеспособность смолы с добавками при рабочей температуре должна быть такой, чтобы увеличение вязкости смолы в конце намотки было менее 40% начального значения.
Если применяют смолу с добавками, не отвечающую вышеприведенным требованиям, вязкость и минимальная жизнеспособность используемой смолы с добавками должны быть указаны в отчете об изготовлении пластины (раздел 11).
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДА.4 Раздел 6 Размеры пластин
Минимальные размеры изготовляемой пластины для испытаний: длина - 300 мм и ширина - 220 мм.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДА.5 Раздел 7 Содержание армирующего наполнителя
Содержание стекловолокна устанавливает заказчик. Содержание стекловолокна для данного типа ламинатов обычно составляет 70% масс.
Примечание 1 - Содержание стекловолокна 70% масс, соответствует 52% об.
Примечание 2 - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДА.6 Раздел 8 Оборудование
8.1 Бобина (необязательно)
Бобина должна быть соединена с системой регуляции натяжения, регулирующей натяжение ровинга между 0 и 15 Н (натяжение измеряют перед тем, как ровинг войдет в пропиточную ванну).
8.2 Намоточная машина (см. рисунок 1)
Намоточная машина должна иметь следующие характеристики:
- скорость веретена: непрерывно изменяется от 0 до 70 об/мин;
- шаг намотки: регулируемый от 0,5 до 5 мм (шаг равен расстоянию, которое проходит нитеводитель, когда форомообразующее устройство совершает полный оборот);
- при необходимости теплоизлучающая панель, обеспечивающая намотку ровинга на формообразующее устройство при постоянной температуре.
1 - приемный направляющий ролик; 2 - устройства для задержания пены; 3 - подающий направляющий ролик; 4 - ровинг; 5 - ванна для пропитки с двойными стенками; 6 - штанга нитеводителя с желобком; 7 - плоская штанга нитеводителя; 8 - теплоизлучающая панель; 9 - формообразующее устройство; 10 - ванна для пропитки; 11 - шарнирная рука; 12 - намоточная машина; 13 - система регулирования натяжения; 14 - бобина ровинга или упаковка
Рисунок 1 - Ванна для пропитки и намоточная машина
8.3 Пропитывающие устройства
8.3.1 Общие положения
Может быть использовано одно из пропитывающих устройств, описанных в 8.3.2 и 8.3.3. Если используют другое устройство, сведения об этом должны быть приведены в отчете об изготовлении пластины (раздел 11).
8.3.2 Ванна для пропитки (см. рисунок 1)
Необходимо следить за температурой смолы с добавками, чтобы регулировать ее вязкость (см. 5.2), чтобы быть уверенным в полной и равномерной пропитке ровинга.
Рекомендуется использовать ванну для пропитки с двойными стенками, обеспечивающую циркуляцию жидкости, регулирующей температуру, и размерами, обеспечивающими пропитку ровинга длиной не менее 400 мм и объем смолы - примерно 1 л.
Ванна на рисунке 1 приведена для примера. Рекомендуется, чтобы ванная имела следующие характеристики:
- подающий направляющий ролик на входе, чтобы избежать абразивного износа (изготовленный, например, из политетрафторэтилена или металла с хромовым покрытием);
- приемный направляющий ролик, обеспечивающий полную пропитку;
- устройства для задержания пены;
- направляющие стержни, находящиеся под поверхностью смолы (переменный набор плоских и рельефных стержней).
8.3.3 Вал для пропитки (см. рисунок 2)
Вал должен быть изготовлен из коррозионно-стойкого и абразивостойкого материала. Вал должен свободно вращаться и иметь диаметр не менее 120 мм. Длина контактной площади между ровингом и валом должна составлять не менее 20% от длины окружности вала, и вал должен быть погружен в смолу на глубину приблизительно от 20% до 30% его диаметра. Для контроля количества смолы на вале необходимо использовать ракельный нож. Расстояние между ножом и валом должно регулироваться от 0 до 3 мм. Положение ножа должно определяться в ходе предварительных испытаний. Для удаления излишков смолы с ровинга необходимо использовать шаберный нож.

1 - ровинг; 2 - вал; 3 - смола; 4 - направляющий ролик; 5 - ракельный нож
Рисунок 2 - Вал для пропитки
8.4 Формообразующее устройство (см. рисунок 3)
Формообразующее устройство должно состоять из рамы, плоской площадки с двух сторон, на которую проводится намотка, и внешних частей, которые устанавливаются сверху обоих поверхностей, на которые проводится намотка, что позволяет точно определять толщину намотки. Поверхность* внешних частей должны быть абсолютно плоскими и параллельными поверхностям формообразующего устройства.
___________________
* Текст документа соответствует оригиналу. - .
Чтобы исключить потери смолы во время отверждения, в качестве уплотнителя между формообразующим устройством и внешними частями применяют силиконовые или резиновые уплотнители в виде стержня.
1 - рама;
2 - внешние части; 3 - шпиндельный узел; 4 - паз; 5 - толщина намотки; 6 - силиконовый или резиновый уплотнитель; 7 - ровинг
Рисунок 3 - Формообразующее устройство и устройство для отверждения
8.5 Пресс с нагревательными пластинами
Пресс должен иметь следующие характеристики:
- минимальная сила: 20 кН;
- температура, регулируемая в соответствии с циклом отверждения, подбираемым в соответствии со смолой и катализатором.
При отсутствии пресса с нагревательными пластинами может быть использовано следующее оборудование:
- система зажимов внешних частей формообразующего устройства;
- печь, поддерживающая температуру, регулируемую в соответствии с циклом отверждения, подбираемого в соответствии со смолой и добавками.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДА.7 Раздел 9 Изготовление пластин
Если не указано другое, ровинги не кондиционируют.
Устанавливают формообразующее устройство на шпиндель намоточной машины. Когда температура в пропиточной ванне достигнет температуры выше чем 50°С, рекомендуется нагревать формообразующее устройство до такой же температуры (например, при помощи теплоизлучающей панели).
Следует установить такую скорость вращения шпинделя, чтобы скорость ровинга была между 5 и 15 м/мин; скорость должна выбираться таким образом, чтобы намотка закончилась до истечения времени жизнеспособности (см. 5.2).
Выбирают параметры намотки следующим образом:
- шаг намотки р: 0,5 мм <р<4 мм;
- количество слоев n: 2n
12.
В приложении А приведены подходящие параметры намотки в приложении В - вычисления.
Устанавливают бобину(ы) с ровингом на отматывающий барабан, при необходимости.
Отматывают ровинг необходимой длины, пропускают его через систему натяжения, направляющие стержни в ванной и приемный и подающий ролики и наматывают на формообразующее устройство.
При помощи системы регуляции натяжения, следует отрегулировать натяжение ровинга, чтобы обеспечить равномерную намотку на формообразующее устройство.
Наполняют ванну для пропитки связующим.
Устанавливают и поддерживают заданную температуру ванной.
Наносят на внешние части стойкий к рабочей температуре антиадгезионный агент или покрывают термостойкой пленкой.
Если используют формообразующее устройство без пазов, позволяющих резать наматываемые нити, следует закрепить с каждого конца формообразующего устройства пластмассовые стержни для облегчения извлечения пластин для испытания и предотвращения повреждения формообразующего устройство при резании нити.
Устанавливают, как показано на рисунке 3, силиконовые или резиновые уплотнители на концах формообразующего устройства с двух сторон. Эти уплотнители предназначены для натяжения ровинга при намотке и предотвращения потери смолы, после того как форма будет закрыта. Положение и диаметр уплотнителей должны быть такими, чтобы часть намотки между ними была плоской.
Покрывают внешние части формы тонким слоем связующего.
Наматывают слой ровинга. При необходимости, удаляют смолу, появившуюся на поверхности при помощи мягкого шпателя или ролика. Повторяют для каждого слоя намотки.
Когда намотка будет закончена, закрепляют внешние части на формообразующем устройстве (см. рисунок 3).
Помещают формообразующее устройство между нагревающих пластин пресса или в печь.
Отверждают при температуре и за время указанное в рекомендациях к используемой смоле с добавками.
Проводят постотверждение (данную операцию можно выполнять как при закрепленных внешних частях, так и при снятых).
Остужают до температуры окружающей среды.
Разделяют пластины для испытания при помощи пилы, как указано на рисунке 4.
1 - ось вращения циркулярной пилы; 2 - лезвие циркулярной пилы; 3 - паз; 4 - пластины для испытания; 5 - формообразующее устройство
Рисунок 4 - Извлечение пластин для испытания из формообразующего устройства
Обрезают пластины до заданной длины и ширины. Чтобы избежать повреждений краев рекомендуется использовать алмазную пилу.
Образцы для испытания, предназначенные для механических испытаний, должны изготовляют из этих пластин для испытания, и их размеры должны быть указаны в соответствующем стандарте на метод испытания.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения. Данный раздел разбит на подразделы в соответствии с требованиями ГОСТ 1.5-2001 (подраздел 4.2).
ДА.8 Раздел 10 Методы контроля качества
10.1 Содержание волокна
См. ISO 1268-1.
Отклонение значения содержания волокна не должно превышать 2% от заданного значения.
10.2 Содержание пустот
См. ISO 1268-1.
10.3 Внешний вид и пропитка
После формования необходимо провести оценку внешнего вида и качества пропитки, чтобы подтвердить качество изготовления ламината.
10.4 Размеры пластин для испытаний
Измеряют толщину, ширину и длину пластины для испытаний.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
Приложение ДБ
(справочное)
Перечень изменений нормативных ссылок
Таблица ДБ.1
Раздел, подраздел, пункт, таблица, приложение | Модификация |
2 Нормативные ссылки | Ссылка на ISO 1268-1 "Пластмассы, армированные волокном. Методы изготовления пластин для испытаний. Часть 1. Общие условия" заменена ссылкой на ГОСТ 33345-2015 (ISO 1268-1:2001) |
| |
УДК 678.5.001.4:006.354 | МКС 83.120 | (MOD) |
Ключевые слова: композиты полимерные, производство пластин, намотка, образцы для испытаний | ||
Электронный текст документа
и сверен по:
, 2015
