ГОСТ 32655-2014
(ISO 12115:1997)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОЛИМЕРНЫЕ. ТЕРМОРЕАКТИВНЫЕ ПРЕПРЕГИ И ПРЕМИКСЫ
Методы определения текучести, созревания и срока годности при хранении
Polymer composites. Thermosetting prepregs and premixes. Methods of determination flowability, maturation and shelf life
МКС 83.120
Дата введения 2015-09-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 063 "Стеклопластики, стекловолокно и изделия из них"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 марта 2014 г. N 65-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 мая 2014 г. N 468-ст межгосударственный стандарт ГОСТ 32655-2014 (ISO 12115:1997) введен в действие в качестве национального стандарта Российской Федерации с 01 сентября 2015 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 12115:1997* Fibre-reinforced plastics - Thermosetting moulding compounds and prepregs - Determination of flowability, maturation and shelf life (Волокниты. Термореактивные формовочные массы и препреги. Определение текучести, созревания и срока годности при хранении) путем внесения модификаций различного типа:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- изменения содержания положений, элементов;
- исключения отдельных положений;
- внесения дополнительных положений;
- изменения структуры.
Перевод с английского языка (en).
Официальный экземпляр международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, имеется в Федеральном информационном фонде технических регламентов и стандартов.
Текст измененных положений, элементов выделен в стандарте одиночной вертикальной полужирной линией на полях слева (четные страницы) или справа (нечетные страницы) от соответствующего текста. Содержание измененных положений, элементов международного стандарта, а также разъяснение причин изменения положений, элементов приведено в приложении А.
Измененные фразы, слова выделены в тексте курсивом.
В настоящий стандарт не включен раздел 11 примененного международного стандарта в соответствии с требованиями ГОСТ 1.5, п.7.9.11. Содержание исключенного раздела приведено в приложении Б.
Сравнение структуры международного стандарта со структурой настоящего стандарта приведено в приложении В.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Информация о замене ссылок приведена в приложении Г.
Дополнительные положения приведены в 3.6, 4.1, 7.2 и заключены в рамки из тонких линий. Дополнительные фразы внесены в текст стандарта и выделены полужирным курсивом. Разъяснение причин внесения дополнительных положений приведено в приложении Г.
Наименование настоящего стандарта изменено относительно наименования международного стандарта в целях соблюдения принятой терминологии.
Перевод с английского языка (en).
Степень соответствия - модифицированная (MOD).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на термореактивные препреги и премиксы и устанавливает два метода определения текучести. Методы могут быть использованы для определения влияния отдельных компонентов препрегов и премиксов на процесс формования, а также для контроля качества изготовления и при разработке новых составов препрегов и премиксов. Метод I применяют для определения текучести препрегов и премиксов при температуре окружающей среды. Метод II применяют для определения текучести препрегов и премиксов в условиях, соответствующих условиям формования. |
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 32794-2014 Композиты полимерные. Термины и определения
ГОСТ 12423-2013 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения*
_________________
* Наименование раздела 3 в бумажном оригинале выделено курсивом. - .
В настоящем стандарте применены термины и определения по ГОСТ 32794, а также следующие термины с соответствующими определениями:
3.1 текучесть: Свойство материала, зависящее от времени, течь и заполнять полость данной формы при заданных условиях.
3.2 созревание: Процесс повышения вязкости материала до заданного уровня текучести без существенного разделения компонентов.
3.3 состояние созревания: Уровень сгущения, при котором текучесть материала такова, что он может быть обработан и сформован удовлетворительно при заданных условиях.
3.4 срок годности: Период после производства материала, в течение которого текучесть остается на уровне, при котором материал может быть сформован без необходимости внесения существенных изменений в условиях формования, при условиях, в которых он обычно используется.
3.5 элементарная единица: Отдельный образец упаковочной единицы препрега или премикса. |
3.6 лабораторный образец: Образец, взятый из элементарной единицы. |
Примечание - Для данного продукта размеры, масса или объем элементарной единицы могут меняться, поскольку технология изготовления развивается, не обязательно вызывая какие-либо изменения в свойствах продукта или способа, при котором эти свойства меняются в элементарной единице.
4 Сущность методов
4.1 Общие положения Созревание и срок годности определяются через метод определения текучести образцов, через промежутки времени, установленные в нормативной или технической документации на изделие. |
4.2 Метод 1
Сущность метода заключается в определении текучести образца, подвергаемого постоянной нагрузке пуансоном.
Препреги и премиксы изменяют текучесть во время технологического процесса, что обусловлено их неньютоновским поведением.
В связи с этим для выражения текучести препрегов и премиксов необходимо определить два значения: первоначальную текучесть и ее изменение в связи с неньютоновским поведением.
Вертикальное перемещение пуансона зависит от текучести образца и применяемой нагрузки.
Образец считается прошедшим испытание, если после приложения нагрузки в течение 45 с пуансон опустился до уровня от 30% до 70% первоначальной толщины образца.
Испытательная нагрузка должна выбираться в соответствии с этим условием.
Примечание - Для ненасыщенных полиэфирных смол зависимость загустения от температуры не является линейной. Таким образом, результаты испытаний при комнатной температуре могут не точно отражать поведение материала в реальных условиях формования.
4.3 Метод 2
Сущность метода заключается в определении текучести образца, который формуется в нагретой форме. Метод предназначен для определения нагрузки, которую необходимо приложить к образцу, чтобы он заполнил собой форму в течение определенного времени. Образец листового препрега заданной массы и размера или премикса помещают в центр полости формы, где он течет и отверждается при заданных давлении и температуре. Нагрузка, с которой крышка формы воздействует на образец, должна выбираться таким образом, чтобы заполнение полости формы образцом происходило за время (10±5) с. Важно, чтобы процесс отверждения не влиял на текучесть образца при заполнении им полости формы. Для быстро отверждаемых препрегов или премиксов время заполнения формы должно быть сокращено с 10 до 5 с. В процессе формования нагрузка, с которой крышка формы воздействует на образец, и давление должны измеряться в центре, а также по краям формы при помощи датчиков. Оценку текучести оценивают по записанным кривым. Для сравнения текучести разных образцов необходимо, чтобы их значения были получены в одинаковых условиях формования, которые не допускается менять в ходе испытания. Примечание - Цель метода состоит в том, чтобы получить наиболее полную информацию о возможной текучести формовочного компаунда при заполнении полости формы. |
5 Оборудование
5.1 Оборудование для метода 1
5.1.1 Устройство для приложения постоянной нагрузки к образцу для испытаний представлено на рисунке 1.
|

Устройство состоит из стенда, груза и системы рычагов, предназначенных для передачи нагрузки, создаваемой грузом на пуансон, действующий на образец для испытаний.
Пуансон должен перемещаться строго в вертикальном положении. Диаметр пуансона должен быть 300 мм. Плита диаметром 30 мм и высотой 3 мм должна быть расположена под пуансоном. Нагрузка, создаваемая собственным весом пуансона, должна быть 11 Н.
Устройство должно быть сконструировано таким образом, чтобы к образцу для испытаний могли быть приложены нагрузки 390 Н, 1000 Н и 2000 Н, а скорость пуансона в начале испытания была (1,5±0,2) мм/с.
5.1.2 Датчик перемещения с точностью измерений не менее ±0,1 мм, измеряющий расстояние между пуансоном и плитой во время проведения испытания.
5.1.3 Секундомер или другое средство измерения времени.
5.1.4 Насадка на пуансон.
Насадка на пуансон предназначена для увеличения его нижней поверхности (см. рисунок 2) и применяется для подготовки образцов для испытаний премикса (ВМС). На основание насадки пуансона, контактирующей с образцом для испытаний, должна крепиться алюминиевая фольга.
Примечание - Если используется насадка, перемещение пуансона должно быть точно ограничено, желательно с помощью механических упоров, действующих на пуансон или систему рычагов.
Насадка на плиту |

5.2 Оборудование для метода 2
5.2.1 Гидравлический формовочный пресс, скорость смыкания которого составляет 3,5 мм/с, с нагрузкой до 310 кН, которая должна измеряться датчиками с точностью ±3%. Время установки значения нагрузки не должно превышать (0,6±0,1) с. 5.2.2 Нагреваемая форма с режущими краями (см. рисунки 3 и 4) шириной 200 мм и длиной не менее 590 мм, установленная в прессе. Зазор между краями крышки и полостью формы при закрытии не должен превышать 0,05 мм. Форма должна быть оборудована тремя датчиками давления: один в середине и по одному на каждом краю ее полости. Датчики должны быть установлены заподлицо с внутренней поверхностью формы.
Примечание - Датчик давления Р1 должен быть установлен точно в центре формы
Рисунок 4 - Испытательная форма с датчиками
Датчик перемещения должен быть установлен за пределами формы для измерения вертикального перемещения крышки формы на расстоянии до 20 мм. Для измерения давления обычно используют пьезоэлектрические датчики. |


5.2.3 Записывающее оборудование, подключенное к датчикам, позволяющее определить:
- силу смыкания формы;
- давление в центре и на каждом краю полости формы;
- перемещение крышки формы.
Примечание - Желательно, чтобы сила смыкания формы была определена измерением гидравлического давления.
Датчик и записывающее оборудование должны быть способны работать в следующих диапазонах:
- гидравлическое давление (сила смыкания формы) от 0 до 280 бар;
- давление от 0 до 150 бар;
- перемещение крышки формы от 0 до 20 мм.
6 Подготовка к проведению испытаний*
_________________
* Наименование раздела 6 в бумажном оригинале выделено курсивом. - .
6.1 Подготовка образцов
6.1.1 Общие требования
Для испытания используют три образца, отобранные от кондиционированного лабораторного образца. |
Для листового препрега лабораторный образец вырезают по всей ширине элементарной единицы, при этом необходимо отступить по 5 см с каждой стороны во избежание краевых эффектов, для премикса - из центра элементарной единицы.
Лабораторный образец должен быть достаточного размера для подготовки необходимого количества образцов для испытаний.
Вырезанный лабораторный образец необходимо сразу, не снимая защитной пленки, поместить в соответствующую сумку, чтобы избежать потери летучих веществ или поглощения влаги.
6.1.2 Подготовка образцов листового препрега методом 1
Для каждого образца листового препрега вырезать один слой лабораторного образца диаметром не менее 45 мм или площадью 50 мм Один экземпляр образца взять из середины, один с правой и один с левой стороны лабораторного образца. |
6.1.3 Подготовка образцов премикса методом 1
Положить примерно 20 г премикса между двумя листами алюминиевой фольги и придать ему форму круга площадью примерно 40 мм в диаметре. Затем равномерно сжать образец до толщины в 3 мм. Его поверхность после сжатия в диаметре должна быть не менее 45 мм. Толщина защитной алюминиевой фольги - не более 20 мкм.
6.1.4 Подготовка образцов листового препрега методом 2
Удалить защитную пленку и сложить лабораторные образцы в стопку, которую разрезают до ширины 200 мм и длины (140±10) или (280±10) мм. Длина и толщина каждого образца для испытаний должны быть такими, чтобы после формования толщина полученной пластины равнялась примерно 4 мм. Подобрать такое количество слоев, чтобы длина образца для испытаний составляла 140 или 280 мм.
6.1.5 Подготовка образцов премикса методом 2
Подобрать подходящее количество премикса, чтобы получить образец размерами 200x140 мм или 200x280 мм.
Подобрать такое количество премикса, чтобы после формования толщина произведенной пластины была равна примерно 4 мм.
6.2 Условия кондиционирования и испытания
6.2.1 Кондиционирование
Кондиционировать лабораторный образец в течение 1 часа при температуре (23±1) °С.
6.2.2 Испытания
Проводить испытания при температуре (23±2) °С.
Настроить оборудование и установить датчики в соответствии с 5.1.2 и 5.2.2.
7 Проведение испытаний
7.1 Испытание методом 1
Поместить образец для испытаний в центр под пуансон, одновременно с приложением нагрузки включить секундомер и записать высоту пуансона , измеренную датчиком перемещения (см. рисунок 5). Высота
определяет положение пуансона в начальный момент приложения нагрузки, что соответствует толщине образца для испытаний. Это значение необходимо для определения процентного расстояния, пройденного пуансоном. Записать высоту пуансона спустя 15 с
![]() и 45 с
и 45 с ![]() или, если потребуется, в течение более длительного времени.
или, если потребуется, в течение более длительного времени.
7.2 Испытание методом 2
Выбрать и записать условия испытаний. Для испытания в нормальных условиях температура внутренней стенки формы должна быть (140±2) °С. Однако в некоторых случаях могут потребоваться другие рабочие температуры, которые должны быть согласованы между заинтересованными сторонами и зафиксированы в протоколе испытаний.
Сила смыкания , кН, должна быть выбрана из ряда значений, рассчитанных по формуле:
30 кН +
40 кН, (1)
где 1, 2, 3, ...
Сила смыкания должна быть выбрана таким образом, чтобы время заполнения формы было близко к (10±5) с.
Важно, чтобы процесс отвердения не влиял на текучесть образца для испытания в течение времени заполнения формы препрегом или премиксом. В случае быстро отверждаемых препрегов или премиксов время заполнения формы должно быть сокращено с 10 до 5 с. |
Включить записывающее оборудование, поместить образец для испытаний в центр полости формы и сразу закрыть. Крышка должна соприкоснуться с образцом для испытаний спустя 5 с после его помещения. Если требуется измерить только текучесть, то записывающее оборудование остановить спустя 20 с. Дождаться завершения процесса отвердения и открыть форму.
8 Обработка результатов
8.1 Обработка результатов испытания методом 1
Определяют по записанной кривой в соответствии с рисунком 5 следующие параметры:
- процентное уменьшение толщины образца , %, для каждого измерения высоты пуансона, вычисляют по формуле:
![]() , (2)
, (2)
где - первоначальная толщина образца;
- толщина при времени
(
равно 15 с, 45 с или большему значению).
Значения менее 30% или более 70% должны быть исключены и испытание проведено повторно, с использованием по мере необходимости другой нагрузки (см 5.1.1);
- неньютоновский вклад , %, в связи с неньютоновским поведением препрега или премикса, который рассчитывается по формуле:
![]() , (3)
, (3)
где - изменение толщины образца при 45 с, %;
- изменение толщины образца при 15 с, %.
- среднее значение и стандартное отклонение, рассчитанное для каждого набора результатов, полученных при той же нагрузке и тех же значениях .
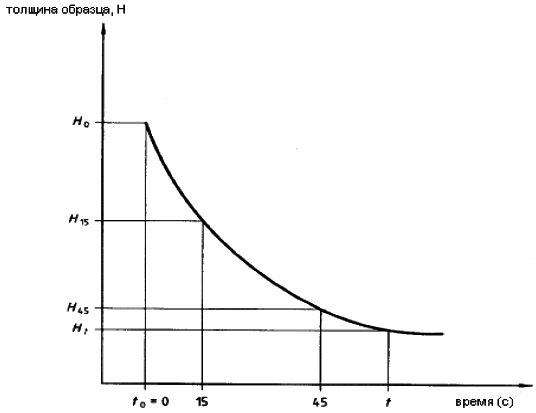
- толщина при первоначальной нагрузке;
- толщина по истечении времени
Рисунок 5 - Стандартная кривая текучести, определенная методом 1
8.2 Обработка результатов испытания методом 2
Определить по записанным кривым, представленным на рисунке 6, следующие параметры:
- время начала текучести , соответствующее времени начала роста давления в центре полости формы;
- время окончания заполнения формы , при котором давление на краю формы достигло 95% своего окончательного (стационарного) значения;
- давление формования препрега или премикса (РМ), которое является давлением в центре полости формы при времени ;
- первоначальную толщину образца , которая соответствует данным датчика перемещения в положение закрытой формы при времени
;
- окончательную толщину сформованного образца |
- градиент давления , рассчитанный по формуле
![]() , (4)
, (4)
где - максимальное давление в центре полости формы, МПа;
- давление в центре полости формы при времени
, МПа;
- время, когда давление максимально, с;
- время начала текучести, с;
- время заполнения формы , с, рассчитывается по формуле:
![]() , (5)
, (5)
где - время окончания заполнения формы, с.
- интеграл давления , рассчитанный для давления в центре полости формы в интервале между
и
.

Рисунок 6 - Стандартные кривые, определенные методом 2
9 Протокол испытаний*
_________________
* Наименование раздела 9 в бумажном оригинале выделено курсивом. - .
Протокол испытания должен включать следующую информацию:
- ссылку на настоящий стандарт;
- полное описание и идентификацию испытуемого препрега или премикса;
- полное описание подготовки образцов для испытаний;
- условия испытаний;
- результаты испытаний, их среднее значение и стандартное отклонение для метода 1:
- процентное уменьшение толщины образца,
- неньютоновский вклад.
- результаты испытаний, их среднее значение и стандартное отклонение для метода 2:
- время заполнения формы;
- давление препрега или премикса;
- первоначальную и окончательную толщину образца;
- градиент давления;
- интеграл давления;
- подробную информацию о любом отклонении, повлиявшем на результат.
Приложение А
(справочное)
Положения ISO 12115, которые приняты в настоящем стандарте с модификацией их содержания
А.1 Область определения
Этот Международный Стандарт указывает два метода для определения текучести полимерных термореактивных препрегов и премиксов. Методы применимы для всех полимерных термореактивных формовочных компаундов и отличаются по условиям испытаний и требуемой аппаратуре.
Эти методы могут быть использованы для оценки влияния отдельных компонентов формовочных компаундов на поведение формования путем определения текучести соединения. Они также подходят для целей контроля качества, а также разработки составов формовочных компаундов.
Основная область применения - формовочные компаунды, основанные на ненасыщенных полиэфирных (UP) смолах.
Метод 1 - это испытание текучести, проведенное при комнатной температуре. Проведение испытания при комнатной температуре уменьшает влияние на результаты изменений температуры формовочного компаунда во время испытания.
Метод 2 - это испытание текучести, проведенное при широко используемых условиях формования. Кроме того, произведенные пластины могут быть использованы для дальнейших испытаний.
1) Примечание - Данный текст изменен в межгосударственном стандарте в целях соблюдения норм русского языка и принятой терминологии.
А.2 Элементарная единица
Элементарная единица: Наименьший обычно коммерчески доступный объект данной продукции. Описание (форма, размеры, масса и т.д.) элементарной единицы, как правило, определяются в спецификации продукта. Элементарные единицы могут поставляться, например, в виде рулонов или пакетов.
2) Примечание - Данный текст изменен в межгосударственном стандарте в целях соблюдения норм русского языка и принятой терминологии.
А.3 Сущность метода 2
Этот метод требует, чтобы опытный образец был сформован в нагретой форме в прессе при обычно используемых производственных условиях. Метод предназначен для определения силы, необходимой для образца, чтобы распространиться и заполнить форму в течение определенного периода времени.
Данную массу листового формовочного компаунда сократить до необходимого размера, или объемный формовочный компаунд поместить в центр полости формы. Затем формовочный компаунд потечет и затвердеет при необходимом давлении и температуре. Сила смыкания формы выбрана так, что заполнение полости занимает 10 с ± 5 с.
Важно, чтобы процесс отвердения не влиял на текучесть формовочного компаунда в течение времени заполнения формы компаундом. Таким образом, для быстротвердеющих компаундов время заполнения в 10 с может быть слишком долгим, необходимо время заполнения 5 с.
В процессе формования, сила закрытия формы и давление в формовочном компаунде в центре и на краю полости измеряются датчиками и регистрируются как функция от времени (см. рисунок 2). Таким образом, оценка текучести (т.е. является ли это приемлемо или нет) осуществляется по полученным кривым.
Сравнение оценки текучести при различных тестах требует последовательных условий формования. Для того чтобы результаты были сопоставимы, любые изменения в условиях формования должны быть ограничены силой смыкания формы.
Примечание - Цель этого метода состоит в том, чтобы получить наиболее полную информацию о возможной текучести формовочного компаунда при заполнении полости формы. Тем не менее это также возможно, сократить количество используемых датчиков, пожертвовав некоторой информацией.
Поступающая отдатчиков информация может быть записана на записывающее устройство компьютер.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.5 и в целях соблюдения норм русского языка и принятой терминологии.
А.4 Оборудование для метода 2
5.2.1 Гидравлический формовочный пресс, способный производить скорость закрытия формы 3,5 мм/с и силу закрытия формы до 310 кН. Сила смыкания формы должна быть измерена датчиком и устанавливаемое значение должно быть регулируемым с точностью ±3%. Время достижения установившегося значения в статическом испытании должно быть 0,6 с ± 0,1 с.
5.2.2 Подогреваемая форма с перемещающейся крышкой (см. рисунки 5 и 6), с шириной 200 мм и длиной не менее 590 мм, прикрепленная к прессу. Форма должна содержать три датчика давления: один в середине и по одному на каждом краю полости формы. Датчики должны быть установлены вровень друг с другом на внутренней поверхности формы.
Датчик смещения должен быть установлен за пределами формы для измерения вертикального перемещения верхней части формы до 20 мм.
Измерения смещения должны указывать толщину формовочного компаунда в полости формы. Зазор края формы должен быть скорректирован, примерно, до 0,05 мм.
Для измерения давления обычно используют пьезоэлектрические датчики.
Это формование также может быть использовано для оценки поведения термореактивных формовочных компаундов в соответствии с методом II ИСО 12114. В этом случае датчик температуры должен быть установлен недалеко от центра формы и средний датчик давления должен быть перемещен, как указано в ISO 12114.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.6 и в целях соблюдения норм русского языка и принятой терминологии.
А.5 Образцы листового формовочного компаунда
Для каждого опытного образца срезать один слой лабораторного образца формовочного компаунда до минимального размера в 45 мм в диаметре или площадью 50 мм. Снимите покрытие с листа и немедленно покройте образец алюминиевой фольгой.
Возьмите один экземпляр с середины, один с правой и один с левой стороны лабораторного образца, с учетом различных машинных областей.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.7.
А.6 Градиент давления
Градиент давления, который представляет собой разницу между давлением при и максимальным давлением в центре полости формы, деленную на длительность роста и рассчитанный по уравнению
![]() ,
,
где - это максимальное давление в центре полости формы, МПа;
- давление в центре полости формы при времени
, МПа;
- время, когда давление максимально, с;
- время начала текучести, с.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.9.
Приложение Б
(справочное)
Положения ISO 12115, которые исключены из настоящего стандарта
Б.1 Точность
Точность этого метода неизвестна, т.к. отсутствуют межлабораторные данные. Как только межлабораторные данные будут получены, заявление о точности будет добавлено в последующей редакции.
Приложение В
(справочное)
Сравнение структуры международного стандарта со структурой межгосударственного стандарта
Таблица В.1
Структура международного стандарта ISO 12115:1997 | Структура межгосударственного стандарта | ||||
Раздел | Подраздел | Пункт | Раздел | Подраздел | Пункт |
4 | - | - | 4 | 4.1 | - |
4.1 | - | 4.2 | - | ||
4.2 | - | 4.3 | - | ||
5 | 5.1 | 5.1.1 | 5 | 5.1 | 5.1.1 |
5.1.2 | 5.1.2 | ||||
5.1.3 | 5.1.3 | ||||
5.1.4 | 5.1.4 | ||||
5.2 | 5.2.1 | 5.2 | 5.2.1 | ||
5.2.2 | 5.2.2 | ||||
5.2.3 | 5.2.3 | ||||
6 | - | - | 6 | 6.1 | 6.1.1 |
7 | 6.2 | 6.2.1 | |||
8 | 8.1 | 6.1 | 6.1.1 | ||
8.2 | 8.2.1 | 6.1.2 | |||
8.2.2 | 6.1.3 | ||||
8.3 | 8.3.1 | 6.1.4 | |||
8.3.2 | 6.1.5 | ||||
9 | 9.1 | 9.1.1 | 6.2 | 6.2.2 | |
9.1.2 | |||||
9.1.3 | 7 | 7.1 | - | ||
9.2 | - | 7.2 | - | ||
10 | 10.1 | - | 8 | 8.1 | - |
10.2 | - | 8.2 | - | ||
11 | - | - | - | - | - |
12 | - | - | 9 | - | - |
Приложения | - | Приложения | А | ||
- | Б | ||||
- | В | ||||
- | Г | ||||
Примечания 1 Сравнение структур стандартов приведено, начиная с раздела 4, так как предыдущие разделы стандартов и их иные структурные элементы (за исключением предисловия) идентичны. 2 В разделе 4 добавлен подраздел 4.1 в соответствии с требованиями ГОСТ 1.5, п.7.9.5. 3 Раздел 7 перемещен в подпункт 6.2 в соответствии с требованиями ГОСТ 1.5, п.7.9.7. 4 Раздел 8 перенесен в подраздел 6.1 в соответствии с требованиями ГОСТ 1.5, п.7.9.7. 5 Пункты 9.1.1 и 9.1.2 перенесены в подраздел 6.2 в соответствии с требованиями ГОСТ 1.5, п.7.9.7. 6 Внесены дополнительные приложения А, Б, В, Г в соответствии с требованиями, установленными к оформлению межгосударственного стандарта, модифицированного по отношению к международному стандарту. | |||||
Приложение Г
(справочное)
Технические отклонения настоящего стандарта от примененного в нем международного стандарта
Таблица Г.1
Структурный элемент (раздел, подраздел, пункт, подпункт, таблица, приложение) | Модификация |
Раздел 2 Нормативные ссылки | Ссылки на ISO 472:1999 "Пластмассы. Словарь", ISO 8605:1989 "Стеклопластики. Листовой формовочный материал (SMC). Составление технических условий", ISO 8606:1990 "Пластмассы. Препреги. Порошковые (ВМС) и пастообразные (DMC) формовочные массы. Основные данные для технических условий" заменены на ГОСТ 32794 |
Раздел 3 Термины и определения | Добавлен термин "лабораторный образец" с соответствующим определением в соответствии с требованиями ГОСТ 1.5, п.3.9.1. |
Раздел 4 Сущность методов | Добавлен подраздел 4.1 в соответствии с требованиями ГОСТ 1.5, п.7.9.5. |
Раздел 5 Оборудование | Рисунок 3 перенесен в пункт 5.1.1 в соответствии с требованиями ГОСТ 1.5, п.4.6.1. |
Рисунок 4 перенесен в пункт 5.1.4 в соответствии с требованиями ГОСТ 1.5, п.4.6.1. | |
Рисунки 5 и 6 перенесены в пункт 5.2.2 в соответствии с требованиями ГОСТ 1.5, п.4.6.1. | |
Раздел 7 Проведение испытаний | Подраздел 7.2 дополнен абзацем "Важно, чтобы процесс отвердения не влиял на текучесть образца для испытания в течение времени заполнения формы препрегом или премиксом. В случае быстро отверждаемых препрегов или премиксов, время заполнения формы должно быть сокращено с 10 с до 5 с" с целью пояснения. |
Раздел 8 Обработка результатов | В подразделе 8.2 добавить "где |
9 Протокол испытаний | Дополнить "ссылку на настоящий стандарт" в связи с особенностями Национальной стандартизации. |
| |
Библиография
[1] | ISO 12115:1997 | Fibre-reinforced plastics - Thermosetting moulding compounds and prepregs - Determination of flowability, maturation and shelf life (Волокниты. Термореактивные формовочные массы и препреги. Определение текучести, созревания и срока годности при хранении) |
__________________________________________________________________________
УДК 678.5.001.4:006.354 МКС 83.120 MOD
Ключевые слова: композиты полимерные, препреги, премиксы, определение текучести, созревания, срока годности, сущность методов, протокол испытаний
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
