ГОСТ 17478-95
Группа Л27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРЕСС-МАТЕРИАЛЫ
ДОЗИРУЮЩИЙСЯ СТЕКЛОВОЛОКНИТ
И ГРАНУЛИРОВАННЫЙ СТЕКЛОВОЛОКНИТ
Технические условия
Moulding materials. Measuring glass-fibre-base laminate
and granulated glass-fibre-base laminate. Specifications
МКС 83.120
ОКП 22 5319
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН МТК 63 "Стеклопластики, стекловолокна и изделия из них"
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 7-95 от 26 апреля 1995 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Казахстан | Госстандарт Республики Казахстан |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
Изменение N 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 19 от 24.05.2001)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 27 февраля 1996 г N 111 межгосударственный стандарт ГОСТ 17478-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации 1 января 1997 г.
4 ВЗАМЕН ГОСТ 17478-72
5 ИЗДАНИЕ (июль 2002 г.) с Изменением N 1, принятым в ноябре 2001 г. (ИУС 2-2002)
1 Область применения
Настоящий стандарт распространяется на пресс-материалы: дозирующийся стекловолокнит (ДСВ) и гранулированный стекловолокнит (ГСП), изготовленные на основе комплексных стеклянных нитей, пропитанных модифицированным фенолоформальдегидным связующим, и устанавливает требования к качеству материала, поставляемого для нужд экономики страны и экспорта.
Пресс-материалы ДСВ и ГСП применяются для изготовления прямым и литьевым прессованием деталей конструкционного и электротехнического назначения, пригодных для работы при температуре минус 196 - плюс 200 °С и в условиях тропического климата.
Обязательные требования к продукции, направленные на обеспечение безопасности жизни, здоровья, сохранности имущества населения и охрану окружающей среды, изложены в 4.5, таблица 1, показатели 8, 10, 12, 13, 14, 15.
(Измененная редакция, Изм. N 1).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 12.4.068-79 Система стандартов безопасности труда. Средства индивидуальной защиты дерматологические. Классификация и общие требования
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхностных вод от загрязнения
ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 450-77 Кальций хлористый технический. Технические условия
ГОСТ 982-80 Масла трансформаторные. Технические условия
ГОСТ 1020-97 Латуни литейные в чушках. Технические условия
ГОСТ 2226-88 (ИСО 6590-1-83, ИСО 7023-83) Мешки бумажные. Технические условия
ГОСТ 2228-81 Бумага мешочная. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4647-80 Пластмассы. Метод определения ударной вязкости по Шарпи
ГОСТ 4648-71 Пластмассы. Метод испытания на статический изгиб
ГОСТ 4651-82 Пластмассы. Метод испытания на сжатие
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6433.1-71 Материалы электроизоляционные твердые. Условия окружающей среды при подготовке образцов и испытаний
ГОСТ 6433.2-71 Материалы электроизоляционные твердые. Методы определения электрического сопротивления при постоянном напряжении.
ГОСТ 6433.3-71 Материалы электроизоляционные твердые. Методы определения электрической прочности при переменном (частоты 50 Гц) и постоянном напряжении
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 12015-66 Пластмассы. Изготовление образцов для испытания из реактопластов. Общие требования
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытаний образцов (проб)
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17811-78 Мешки полиэтиленовые для химической продукции. Технические условия
ГОСТ 22372-77 Материалы диэлектрические. Методы определения диэлектрической проницаемости и тангенса угла диэлектрических потерь в диапазоне частот от 100 до 5·10 Гц
ГОСТ 24104-88* Весы лабораторные общего назначения и образцовые. Общие технические условия
______________
* С 1 июня 2002 г. введен в действие ГОСТ 24104-2001.
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 28157-89 Пластмассы. Методы определения стойкости к горению
(Измененная редакция, Изм. N 1).
3 Виды и марки
3.1 Пресс-материалы изготавливаются в виде гранул из пропитанных стеклянных комплексных нитей с диаметром элементарного волокна до 11 мкм.
В зависимости от числа сложений и номинальной суммарной линейной плотности (текс) комплексных стеклянных нитей пресс-материал выпускается следующих видов:
ДСВ-2 | 84 | |||
ДСВ-4 | 168 | |||
ГСП-8 | 330 | |||
ГСП-32 | 1340 | |||
ГСП-400 | 16800 | |||
При производстве пресс-материала ГСП допускается применять комплексные стеклянные нити диаметром элементарного волокна 13 и 15 мкм.
3.2 В зависимости от номинальной длины (мм) гранул пресс-материал выпускается следующих марок:
Л - номинальная длина гранул 6,
О - номинальная длина гранул 10,
П - номинальная длина гранул 18 или 20.
Пример условного обозначения дозирующегося стекловолокнистого пресс-материала в два сложения, номинальной длины гранул 6 мм:
Пресс-материал ДСВ-2-Л, ГОСТ 17478-95
То же, гранулированного стекловолокнистого пресс-материала в 32 сложения, номинальной длины гранул 18 мм:
Пресс-материал ГСП-32-П, черного цвета, ГОСТ 17478-95
3.3 В зависимости от марки пресс-материала коды ОКП по Общесоюзному классификатору промышленной и сельскохозяйственной продукции должны соответствовать указанным в приложении А.
4 Технические требования
4.1 Пресс-материал должен соответствовать требованиям настоящего стандарта и изготавливаться по технологическому регламенту, утвержденному в установленном порядке.
4.2 Пресс-материал должен быть сыпучим, без посторонних включений, не допускается склеивание материала в сплошные нерассыпающиеся комки.
4.3 Массовая доля гранул длиной, превышающей номинальную в два и более раз, не должна превышать - 0,5% для ДСВ и ГСП-8, 1,0% для ГСП-32 и 2,0% для ГСП-400.
4.4 Пресс-материал выпускается неокрашенным и окрашенным. Цвет неокрашенного материала должен быть желтым различных оттенков. Окрашенный пресс-материал должен соответствовать эталонам, согласованным в установленном порядке.
4.5 Показатели качества пресс-материала приведены в таблице 1. Дополнительные показатели качества приведены в приложении Б.
Таблица 1
Наименование показателя | Норма для марки | Метод испытания | |||||||||||||||
ДСВ-2 | ДСВ-4 | ГСП-8 | ГСП-32-0 | ГСП-32-П | ГСП-400 | ||||||||||||
Л | О | П | Л | О | П | ||||||||||||
Неокра- | Окра- | Неокра- | Окра- | Неокра- | Окра- | Неокра- | Окра- | Неокра- | Окра- | Неокра- | Окра- | ||||||
1. Изгибающее напряжение при разрушении, МПа (кгс/см | 157 | 157 | 236 | 225 | 296 | 275 | 137 | 137 | 196 | 196 | 265 | 265 | 176 | 100 | 145 | 59 | ГОСТ 4648 и 7.8 |
2. Разрушающее напряжение при сжатии, МПа (кгс/см | 127 | - | 127 | - | 127 | - | 127 | - | 127 | - | 127 | - | 127 | 100 | 100 | 98 | ГОСТ 4651 и 7.9 |
3. Ударная вязкость, кДж/м | 44 (45) | 44 (45) | 69 (70) | 59 (60) | 79 (80) | 79 (80) | 34 (35) | 34 (35) | 69 (70) | 49 (50) | 88 (90) | 69 (70) | 65 (66,3) | 30 (31) | 50 (51) | 20 (20,4) | ГОСТ 4647 и 7.10 |
4. Диэлектрическая проницаемость при частоте 10 | 7 | 8 | 7 | 8 | 7 | 8 | 7 | 8 | 7 | 8 | 7 | 8 | 7 | 7 | 8 | 8 | ГОСТ 22372 и 7.13 |
5. Тангенс угла диэлектрических потерь при частоте 10 | 0,035 | 0,05 | 0,035 | 0,05 | 0,035 | 0,05 | 0,035 | 0,05 | 0,035 | 0,05 | 0,035 | 0,05 | 0,040 | 0,040 | 0,040 | 0,050 | ГОСТ 22372 и 7.13 |
6. Удельное объемное электрическое сопротивление, Ом·м, не менее | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | ГОСТ 6433.2 и 7.11 |
7. Удельное поверхностное электрическое сопротивление, Ом, не менее | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | ГОСТ 6433.2 и 7.11 |
8. Электрическая прочность при частоте 50 Гц, кВ/мм, не менее | 14 | - | 14 | - | 14 | - | 14 | - | 14 | - | 14 | - | 13 | 13 | 13 | 13 | ГОСТ 6433.3 и 7.12 |
9. Массовая доля связующего, % | 38±2 | 39±2 | 38±2 | 39±2 | 38±2 | 39±2 | 38±2 | 39±2 | 38±2 | 39±2 | 38±2 | 39±2 | 36±2 | 36±2 | 36±2 | 30±2 | 7.4 |
10. Массовая доля влаги и летучих веществ, % | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,5-3,0 | 1,0-3,0 | 1,0-3,0 | 1,0-3,0 | 1,5-3,5 | 7.4 |
11. Текучесть, с | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | 8±4 | - | - | - | - | 7.5 |
12. (Исключен, Изм. N 1) | |||||||||||||||||
13. Токсичность продуктов горения | Высокоопасные | Высокоопасные | Высокоопасные | Высокоопасные | Высокоопасные | Высокоопасные | Высокоопасные | Высокоопасные | ГОСТ 12.1.044 | ||||||||
14. Стойкость к горению | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ПВ-0 | ГОСТ 28157 |
15. Коэффициент дымообразования | |||||||||||||||||
в режиме горения | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | 21-39 | ГОСТ 12.1.044 |
в режиме тления | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | 61-81 | |
Примечания:
1. Для пресс-материала ДСВ, окрашенного в черный цвет, удельное объемное электрическое сопротивление должно быть не менее 10 Ом·м, удельное поверхностное сопротивление - не менее 10
Ом.
2. Массовая доля связующего окрашенного пресс-материала ДСВ - (39±2)%.
(Измененная редакция, Изм. N 1).
4.6 Упаковка
4.6.1 Пресс-материал упаковывают в полиэтиленовые мешки по ГОСТ 17811 или полиэтиленовые вкладыши по нормативной документации, заваривают их и укладывают в фанерные ящики типов II-1, III по ГОСТ 5959, дощатые ящики типа I по ГОСТ 2991, выстланные мешочной бумагой по ГОСТ 2228.
Допускается замена фанерных или дощатых ящиков многослойными бумажными мешками по ГОСТ 2226.
Допускается упаковка в мягкие специализированные контейнеры для сыпучих продуктов и контейнеры разового использования по нормативной документации, обеспечивающей сохранность продукции при хранении и транспортировании.
4.6.2 Пресс-материал, предназначенный для экспорта, упаковывают в соответствии с заказом-нарядом внешнеторговых организаций.
4.6.3 К каждой упаковочной единице прикрепляется ярлык или ставится штамп, в котором указываются:
- наименование предприятия-изготовителя и его товарный знак,
- наименование, марка и цвет (при необходимости) материала,
- номер партии,
- масса брутто или нетто,
- дата изготовления,
- обозначение настоящего стандарта.
4.7 Маркировка
4.7.1 Транспортная маркировка по ГОСТ 14192 с нанесением манипуляционных знаков "Беречь от влаги" и "Беречь от нагрева".
Дополнительно на транспортной маркировке указывают наименование и количество продукции.
5 Требования безопасности
5.1 По степени воздействия вредных веществ на организм человека пресс-материалы ДСВ и ГСП относятся к III классу опасности по ГОСТ 12.1.005.
5.2 При переработке и производстве пресс-материала возможны выделения в воздушную среду паров фенола, формальдегида, анилина, этилового спирта, ацетона, стеклопыли и пыли пресс-материала.
Пары фенола и формальдегида вызывают острые и хронические отравления, раздражают слизистые оболочки глаз и дыхательных путей, пары анилина вызывают головокружение, тошноту, головную боль.
Стеклопыль и пыль пресс-материала раздражают дыхательные пути и незащищенные участки кожи.
Этиловый спирт и ацетон - легковоспламеняющиеся жидкости, обладают наркотическим действием, влияют на нервную систему и печень.
Предельно-допустимая концентрация (ПДК) и классы опасности указанных веществ по ГОСТ 12.1.005:
фенола - 0,1 мг/м, класс опасности II,
формальдегида - 0,05 мг/м, класс опасности II,
анилина - 0,1 мг/м, класс опасности II,
этилового спирта - 1000 мг/м, класс опасности IV,
ацетона - 200 мг/м, класс опасности IV,
стеклопыль - 2 мг/м, класс опасности III,
пыль фенопласта - 6 мг/м, класс опасности III
.
5.3 Для защиты органов дыхания от пыли применяют респиратор "Лепесток-5" марки ШБ-1 по ГОСТ 12.4.028.
Для защиты кожи рук применяют мази и кремы по ГОСТ 12.4.068.
Для защиты органов дыхания от вредных паров (газов) и аэрозолей органических веществ допускается применять облегченный газопылезащитный респиратор "Нечерноземье" по нормативной документации.
5.4 Правила безопасности при переработке пресс-материала в изделия по ГОСТ 12.3.030.
5.5 Пресс-материалы - горючие материалы, средства пожаротушения - углекислотные и порошковые огнетушители, вода распыленная, пар, песок, пена.
5.6 Охрана окружающей среды
Образующиеся при производстве пресс-материалов ДСВ и ГСП пары растворителя (этилового спирта) должны улавливаться и возвращаться в производство или обезвреживаться. Газообразные выделения должны обезвреживаться адсорбционно-каталитическим методом или другими методами, утвержденными и согласованными в установленном порядке. Жидкие органические отходы должны совмещаться с топливными продуктами (мазут и т.п.) и сжигаться. Твердые отходы должны захораниваться на полигонах.
Правила контроля воздушной среды по ГОСТ 17.2.3.01, воды - по ГОСТ 17.1.3.13.
(Измененная редакция, Изм. N 1).
6 Правила приемки
6.1 Пресс-материал принимают партиями. Партией считается количество пресс-материала одной марки, одного цвета массой не более 20 т, сопровождаемое одним документом о качестве.
Документ о качестве должен содержать:
- наименование предприятия-изготовителя и его товарный знак,
- наименование, марку и цвет материала (при необходимости),
- номер партии,
- массу нетто (брутто),
- дату изготовления,
- результаты испытаний или подтверждение о соответствии материала требованиям настоящего стандарта,
- штамп и подпись работника ОТК,
- обозначение настоящего стандарта.
6.2 Документ о качестве пресс-материала, поставляемого на экспорт, должен соответствовать требованиям внешнеэкономических организаций.
6.3 Для проверки пресс-материала на соответствие требованиям настоящего стандарта от каждой партии методом случайного отбора отбирают упаковочные единицы в соответствии с таблицей 2.
Таблица 2
Количество единиц упаковки | |
в партии | отбираемых для испытания |
До 3 | Все |
3-15 | 3 |
16-25 | 4 |
26-50 | 5 |
51-90 | 7 |
91-150 | 10 |
151-280 | 15 |
281-400 | 20 |
401-500 | 25 |
501-1200 | 35 |
6.4 По 4.2, 4.3, 4.4 и по показателям 1-3 и 9-11 таблицы 1 испытания проводят на каждой партии материала.
Испытания по показателям 4, 5, 6, 7, 8 проводят по требованию потребителя, а по показателям 12, 13, 14 и 15 только при замене исходных компонентов или изменении технологии изготовления материала.
6.5 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю, по нему должны проводиться повторные испытания удвоенного количества упаковочных единиц (мешков). Повторные испытания являются окончательными.
7 Методы испытаний
7.1 От продукции, отобранной по 6.3, отбирают вручную точечные пробы и смешивают их. Объединенную пробу массой не менее 1,5 кг помещают в чистую, сухую плотно закрывающуюся емкость или пакет, в которую вкладывают или наклеивают этикетку с обозначением марки, номера партии и даты отбора пробы.
7.2 Внешний вид пресс-материала определяют визуально.
7.3 Определение массовой доли гранул длиной, в два раза и более превышающей номинальную
Навеску пресс-материала массой (100±5) г, отобранную на весах лабораторных общего назначения III класса точности по ГОСТ 24104 с наибольшим пределом взвешивания 200 г, распределяют однослойно и визуально отбирают из нее гранулы, превышающие в два раза и более номинальную длину, и взвешивают.
Массовую долю гранул длиной, в два раза и более превышающей номинальную (), в процентах вычисляют по формуле
![]() ,
,
где - масса гранул длиной, в два раза и более превышающей номинальную, г;
- масса навески пресс-материала, г.
Результат округляют до второго знака после запятой.
7.4 Определение массовой доли связующего, влаги и летучих веществ
7.4.1 Применяемые посуда и приборы, реактивы
тигель, лодочка или выпарительная чашка по ГОСТ 9147;
термостат, или шкаф сушильный с терморегулятором, обеспечивающий температуру (105±5) °С;
печь муфельная;
эксикатор по ГОСТ 25336;
кальций хлористый по ГОСТ 450 свежепрокаленный или магний хлорно-кислый безводный ангидрон;
весы лабораторные общего назначения по ГОСТ 24104 II класса точности с наибольшим пределом взвешивания 200 г.
(Измененная редакция, Изм. N 1).
7.4.2 Проведение испытаний
Из пробы берут не менее 3 навесок массой 2 г.
Гранулы пресс-материала ГСП-400 перед испытанием режут вдоль на 5 частей.
Навеску пресс-материала помещают в чистый предварительно прокаленный до постоянной массы тигель и взвешивают на весах с погрешностью не более ±0,001 г. Тигель с навеской помещают в термостат, нагретый до (105±5) °С, и выдерживают в течение 1 ч (2 ч для ГСП-400). Затем тигель охлаждают в эксикаторе над прокаленным хлористым кальцием до комнатной температуры и взвешивают с той же погрешностью.
После этого тигель с навеской помещают в муфельную печь и прокаливают при 500-600 °С до тех пор, пока содержимое тигля не будет белого цвета (не менее 30 мин).
Тигель охлаждают в эксикаторе над прокаленным хлористым кальцием до комнатной температуры и взвешивают.
7.4.3 Обработка результатов
Массовую долю влаги и летучих веществ () и связующего (
) в процентах вычисляют по формулам
![]() и
и 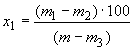 ,
,
где - масса тигля с навеской, г;
- масса тигля с навеской после сушки, г;
- масса тигля с навеской после прокаливания, г;
- масса пустого прокаленного тигля, г.
За результат испытания принимают среднее арифметическое всех определений. Вычисления производят до второго знака после запятой и округляют до первого знака после запятой.
7.5 Определение текучести
Текучесть определяют временем течения навески пресс-материала при прессовании конусного стаканчика (см. рисунок 1) от начала формования до смыкания пресс-формы.
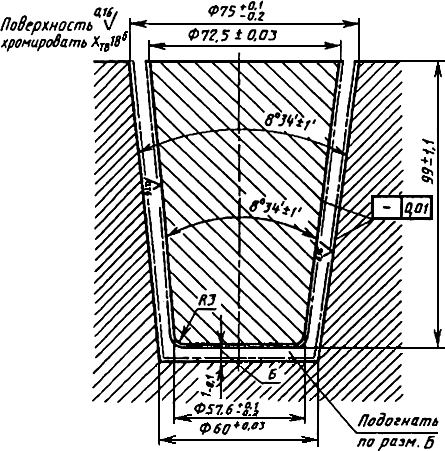
Рисунок 1
7.5.1 Аппаратура и приборы
Пресс общим усилием от 294 до 980 кН (от 30 до 100 тс), отградуированный по динамометру с погрешностью не более 1% на усилие прессования 196 кН (20 тс); пресс-форма прямого прессования полузакрытого типа с индукционным обогревом, обеспечивающим разброс температуры в пределах формируемого образца не более 3 °С; преобразователь термоэлектрический, аттестованный по образцовому средству 3 разряда и обеспечивающий вместе со вторичным прибором суммарную погрешность измерения температуры не более 2 °С; прибор для измерения времени (электросекундомер) с ценой деления 0,01 с; весы с погрешностью взвешивания не более 0,3 г.
7.5.2 Условия проведения испытания
Температура окружающей среды (20±5) °С, относительная влажность воздуха 30-80%, напряжение сети (200) В. Максимальное удельное давление прессования (34,3±0,98) МПа [(350±10) кгс/см
].
7.5.3 Подготовка к испытанию
Система измерения должна быть отрегулирована так, чтобы включение секундомера происходило при достижении давления по манометру, соответствующего усилию 32,3·10 Н [(3,3±0,1) тс].
Из объединенной пробы берут не менее 3 навесок массой от 44 до 54 г каждая в зависимости от фактических размеров оформляющих поверхностей пресс-формы с учетом полного оформления стаканчика и разнотолщинности стенок не более 0,1 мм. Масса навески должна быть постоянной для данной пресс-формы и отклоняться от номинальной не более чем на 1,0 г.
7.5.4. Проведение испытания
При температуре оформляющих поверхностей пресс-формы (150±3) °С (по показанию вторичного прибора) в нее помещают навеску пресс-материала и производят смыкание пресс-формы.
Время с момента загрузки пресс-формы до включения пресса не должно превышать 5 с.
Включение пресса на "рабочий ход" осуществляется автоматически в момент достижения расстояния (40±1) мм между опорными планками пресс-формы, а секундомера - при достижении усилия 32,3·10 Н [(3,3±0,1) тс].
При смыкании пресс-формы электросекундомер отключается.
Допускается определять текучесть пресс-материала по графику диаграммы "время-давление" (приложение В).
7.5.5 Обработка результатов
Время течения пресс-материала определяется в секундах. За результат испытания принимают среднее арифметическое результатов всех измерений. Результат вычисляют с точностью до первого десятичного знака и округляют до целого.
7.6 Образцы для определения механических и диэлектрических показателей изготавливают по ГОСТ 12015, режим прессования приведен в таблице 3.
Таблица 3
Размеры образца, мм | Режим прессования | |||||
Удельное давление, МПа (кгс/см | Температура, °С | Время выдержки, мин | ||||
ДСВ | ГСП | ДСВ | ГСП | ДСВ | ГСП | |
Брусок (80±2)х(10±0,5)х(4±0,2) | 8 | |||||
Брусок (120±2)х(15±0,5)х(10±0,5) | 15 | |||||
Брусок (30±0,5)х(15±0,5)х(10±0,5) | 19,6-34,4 | 34,4±4,9 | 145±5 | 155±5 | 10±1 | - |
Цилиндр диаметром (10,0±0,5), высотой (15±0,5) | (200-350) | (350±50) | 10 | |||
Диск диаметром (100±0,5), толщиной (2±0,2) | 10 | |||||
Примечания
1 Допускается предварительный подогрев и подпрессовка.
2 Допускается термообработка образцов при температуре (150±10) °С в течение 2 ч. Скорость подъема температуры при предварительном подогреве образца до (150±10) °С должна быть не более 2 °С/мин.
3 Режим переработки пресс-материала приведен в приложении Г.
Образцы в виде брусков прессуют только в одногнездных раскидных стационарных пресс-формах.
(Измененная редакция, Изм. N 1).
7.7 Перед испытаниями по 7.8-7.10 образцы кондиционируют не менее 4 ч при стандартной атмосфере 23 по ГОСТ 12423, а по 7.11-7.13 при условиях (15-35) °С 45-75% по ГОСТ 6433.1 не менее 18 ч.
7.8 Изгибающее напряжение при разрушении определяют по ГОСТ 4648 на образцах в форме брусков размером (80±2)х(10±0,5)х(4±0,2) мм при скорости перемещения захватов (2±0,5) мм/мин.
(Измененная редакция, Изм. N 1).
7.9 Разрушающее напряжение при сжатии определяют по ГОСТ 4651 на образцах в форме брусков размером (30±0,5)х(15±0,5)х(10±0,5) мм, которые допускается нарезать из брусков размером (120±2)х(15±0,5)х(10±0,5) мм. Допускается определять разрушающее напряжение при сжатии на образцах в форме цилиндра.
7.10 Ударную вязкость по Шарпи определяют по ГОСТ 4647 на не менее чем пяти брусках размером (120±2)х(15±0,5) мм без надреза со скоростью движения маятника в момент удара (3,8±10%) м/с.
7.11 Удельное объемное и поверхностное электрическое сопротивление определяют по ГОСТ 6433.2 на дисках диаметром (100±0,5) мм и толщиной (2±0,2) мм при напряжении 100 или 1000 В с применением электродов диаметром (50±0,2) мм.
7.12 Электрическую прочность определяют по ГОСТ 6433.3 на образцах в форме диска диаметром (100±0,5) мм и толщиной (2±0,2) мм. Применяются электроды из латуни по ГОСТ 1020, диаметр верхнего электрода 25 мм, нижнего 75 мм, высота 25 и 15 мм, соответственно, радиус закругления краев 3 мм. Испытания проводят в трансформаторном масле по ГОСТ 982 при плавном изменении напряжения.
7.13 Диэлектрическую проницаемость и тангенс угла диэлектрических потерь при частоте 10 Гц определяют по ГОСТ 22372 на образцах в форме дисков диаметром (100±0,5) мм и толщиной (2±0,2) мм.
7.14 (Исключен, Изм. N 1).
7.15 Токсичность продуктов горения определяют по ГОСТ 12.1.044.
7.16 Стойкость к горению определяют по ГОСТ 28157.
7.17 Коэффициент дымообразования определяют по ГОСТ 12.1.044 в режимах тления и горения.
8 Транспортирование и хранение
8.1 Пресс-материалы ДСВ и ГСП транспортируют всеми видами транспорта в крытых транспортных средствах, контейнерах или пакетами в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
Транспортирование пресс-материала, предназначенного для районов Крайнего Севера и труднодоступных районов, должно соответствовать ГОСТ 15846.
8.2 Пресс-материал хранят в закрытом помещении при температуре не выше 35 °С, на расстоянии не менее 2 м от отопительной системы.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие пресс-материала требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных стандартом.
9.2 Гарантийный срок хранения неокрашенного пресс-материала 6 мес, а окрашенного - 3 мес со дня изготовления.
ПРИЛОЖЕНИЕ А
(справочное)
Коды пресс-материалов ДСВ и ГСП
Таблица А.1
Марка пресс-материала | Код ОКП |
ДСВ-2 | 22 5319 0300 06 |
ДСВ-2-Л | 22 5319 0301 05 |
ДСВ-2-О | 22 5319 0302 04 |
ДСВ-2-П | 22 5319 0303 03 |
ДСВ-2 (окрашенный) | 22 5319 0500 00 |
ДСВ-2-Л " | 22 5319 0501 10 |
ДСВ-2-О " | 22 5319 0502 09 |
ДСВ-2-П " | 22 5319 0503 08 |
ДСВ-4 | 22 5319 0400 03 |
ДСВ-4-Л | 22 5319 0401 02 |
ДСВ-4-О | 22 5319 0402 01 |
ДСВ-4-П | 22 5319 0403 00 |
ДСВ (окрашенный) | 22 5319 0600 08 |
ДСВ-4-Л " | 22 5319 0601 07 |
ДСВ-4-О " | 22 5319 0602 06 |
ДСВ-4-П " | 22 5319 0603 05 |
ГСП-8 | 22 5319 1200 05 |
ГСП-8-О | 22 5319 1201 04 |
ГСП-8-П | 22 5319 1202 03 |
ГСП-8 (окрашенный) | 22 5319 1400 10 |
ГСП-8-О " | 22 5319 1401 09 |
ГСП-8-П " | 22 5319 1402 08 |
ГСП-32 | 22 5319 0900 10 |
ГСП-32-О | 22 5319 0901 09 |
ГСП-32-П | 22 5319 0902 08 |
ГСП-32 (окрашенный) | 22 5319 1000 00 |
ГСП-32-О " | 22 5319 1001 10 |
ГСП-32-П " | 22 5319 1002 09 |
ГСП-400 | 22 5319 0800 02 |
ГСП-400-П | 22 5319 0801 01 |
ГСП-400 (окрашенный) | 22 5319 1100 08 |
ГСП-400-П " | 22 5319 1101 07 |
ПРИЛОЖЕНИЕ Б
(справочное)
Дополнительные показатели качества пресс-материалов ДСВ и ГСП
Таблица Б.1
Наименование показателя | Норма |
Плотность, г/см | 1,7-1,85 * |
Насыпная масса, г/см | 0,1-0,25 |
Расчетная усадка, %, не более | 0,15 * |
Теплостойкость по Мартенсу, °С, не менее | 280 |
Маслостойкость и бензостойкость, % | ±0,05 * |
Кислотостойкость, %, не более | 0,1 |
Грибостойкость, балл | 1 |
Водопоглощение за 24 ч, %, не более | 0,2 * |
Реакция водной вытяжки | Нейтральная * |
Коэффициент линейного расширения, 1/°С, в пределах температур: | |
20-80 °С | 12·10 |
80-160 °С | 8·10 |
Теплоемкость, ккал/(кг·°С), при 25-200 °С | 0,30-0,36 |
Теплопроводность, ккал/(м·ч·°С) | 0,34-0,31 |
Удельное поверхностное электрическое сопротивление, Ом: | |
а) при температуре 200 °С | 2,8·10 |
б) после старения при 200 °С в течение 300 ч и последующего пребывания при 98% относительной влажности при 40 °С в течение 48 ч | 2,1·10 |
Удельное объемное электрическое сопротивление, Ом·м: | |
а) при температуре 200 °С | 8,5·10 |
б) после старения при 200 °С в течение 300 ч и последующего пребывания при 98% относительной влажности при 40 °С в течение 48 ч | 1,8·10 |
Электрическая прочность, МВ/м: | |
а) при температуре 200 °С | 5,7-8,0 |
б) после старения при 200 °С в течение 300 ч и последующего пребывания при 98% относительной влажности при 40 °С в течение 48 ч | 2,4 |
Потеря 30% прочности при 20 °С, ч | 1000 |
Потеря 50% прочности при 200 °С, ч | 200 |
Разрушающее напряжение при растяжении, МПа (кгс/см | |
ДСВ-2-Л | 75 (765) |
ДСВ-2-О | 85 (867) |
ДСВ-2-П | 100 (1020) |
ДСВ-4-Л | 60 (612) |
ДСВ-4-О | 70 (714) |
ДСВ-4-П | 95 (970) |
* Значения относятся и к маркам пресс-материала ГСП. | |
Дополнительные показатели качества пресс-материала ГСП
Таблица Б.2
Наименование показателя | ГСП-8 | ГСП-32 | ГСП-400 |
Разрушающее напряжение при растяжении, МПа (кгс/см | 88 (898) | 65 (663) | 30 (306) |
Модуль упругости при растяжении, ГПа (кгс/см | 22,5 (23·10 | 21,5 (2,2·10 | - |
Относительное удлинение при разрыве, % | 0,43 | 0,36 | - |
Удельное поверхностное электрическое сопротивление после старения при 40 °С и относительной влажности воздуха 90% в течение 720 ч, Ом | 0,9·10 | 7,8·10 | - |
Удельное объемное электрическое сопротивление после старения при 40 °С и относительной влажности воздуха 90% в течение 720 ч, Ом·м | 6,8·10 | 2,1·10 | - |
Тангенс угла диэлектрических потерь при частоте 10 | 0,031 | 0,031 | - |
Диэлектрическая проницаемость при частоте 10 | 5,9 | 6,2 | - |
Насыпная масса, г/см | 0,3-0,5 | 0,3-0,5 | 0,6-0,7 |
Теплостойкость по Мартенсу, °С | 267 | 251 | - |
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Определение текучести по кривой на диаграммной ленте самописца
Аппаратура и приборы
Пресс, обеспечивающий усилие не менее 196·10 Н (20 тс).
Пресс-форма прямого прессования полузакрытого типа с системой регистрации и записи давления и времени.
Весы с погрешностью взвешивания не более 0,3 г.
Проведение испытания
При температуре оформляющих поверхностей пресс-формы (150±3) °С (по показанию вторичного прибора) в нее помещают навеску массой 45-54 г в зависимости от фактического размера оформляющихся поверхностей.
Масса навески должна быть постоянной для данной пресс-формы и отклоняться от номинальной не более чем на 1,0 г. Время с момента загрузки пресс-материала до включения пресса не должно превышать 5 с.
Включение пресса на "рабочий ход" осуществляется автоматически и одновременно с включением самопишущего прибора при достижении расстояния между опорными планками пресс-формы (40±1) мм. В момент смыкания пресс-формы самописец отключается.
Максимальное удельное давление прессования (34,3±0,98) МПа [(350±10) кгс/см] при усилии прессования (196±3,9)·10
Н [(20±0,4) тс], время выдержки под давлением 3-5 мин.
Обработка результатов
Время течения пресс-материала определяют по кривой диаграммы "время-давление" (-
) (см. рисунок В.1). Для этого из точки
, соответствующей усилию (32,3±0,98)·10
Н [(3,3±0,1) тс], восстанавливают перпендикуляр к оси
до пересечения с кривой "
-
" в точке
. Из точки
проводят перпендикуляр на ось
и определяют точку
. По точке
(момент смыкания пресс-формы) находят точку
.
График определения времени течения по кривой диаграммы "время-давление"
Рисунок В.1
Время течения пресс-материала () в секундах вычисляют по формуле
![]() ,
,
где
- расстояние между точками
и
, мм;
- скорость протяжки ленты самописца, мм/с.
За результат испытания принимают среднее арифметическое трех определений, вычисленное до первого знака после запятой и округленное до целого числа.
ПРИЛОЖЕНИЕ В. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Нормы переработки пресс-материала в изделия
Таблица Г.1
Нормы для прессования | Вид прессования | |||
Температура формы, °С | Удельное давление, МПа (кгс/см | Температура литьевого цилиндра, °С | Выдержка на 1 мм толщины, мин | |
140-160 | 20-60 | - | 1,5 (но не менее 5) | Прямое |
135-170 | 60-130 | 125-130 | 1,0 (но не менее 3) | Литьевое |
Примечания
1 Удельное давление при прессовании зависит от формы изделия, а при литьевом прессовании и от площади сечения литьевого канала.
2 Температура формы при литьевом прессовании обусловлена временем заполнения формы: 170 °С при заполнении формы не более 20 с и 135 °С - не менее 60 с.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2002
