ГОСТ Р 56655-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОМПОЗИТЫ ПОЛИМЕРНЫЕ
Метод определения прочности при сдвиге в плоскости армирования пултрузионных стеклокомпозитных стержней
Polymer composites. Method for determination of in-plane shear strength of pultruded glass-reinforced plastic rods
ОКС 83.120
Дата введения 2017-01-01
Предисловие
1 ПОДГОТОВЛЕН Объединением юридических лиц "Союз производителей композитов" совместно с Открытым акционерным обществом "НПО Стеклопластик" и Обществом с ограниченной ответственностью "Центр исследований и разработок "Инновации будущего" на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен ТК 497 "Композиты, конструкции и изделия из них"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 497 "Композиты, конструкции и изделия из них"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 октября 2015 г. N 1597-ст
4 Настоящий стандарт является модифицированным по отношению к стандарту АСТМ Д 3914-02(2008)* "Стандартный метод определения предела прочности при сдвиге в плоскости армирования пултрузионного пластмассового стержня, армированного волокном" [ASTM D 3914-02(2008) "Standard Test Method for In-Plane Shear Strength of Pultruded Glass-Reinforced Plastic Rod"]) путем изменения содержания текста стандарта, который выделен вертикальной линией, расположенной на полях этого текста, а также невключения отдельных структурных элементов и ссылок.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Оригинальный текст невключенных структурных элементов стандарта АСТМ приведен в дополнительном приложении ДА.
Оригинальный текст измененных структурных элементов примененного стандарта АСТМ приведен в дополнительном приложении ДБ. Отдельные структурные элементы изменены в целях соблюдения норм русского языка и технического стиля изложения, а также в соответствии с требованиями ГОСТ Р 1.5.
Сравнение структуры настоящего стандарта со структурой указанного стандарта АСТМ приведено в дополнительном приложении ДВ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает метод определения предела прочности при сдвиге в плоскости армирования пултрузионных стеклокомпозитных стержней диаметром от 19 до 32 мм. |
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8074-82 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 12423-2013 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Сущность метода
Вдоль продольной оси образца прикладывают сжимающую нагрузку до разрушения, вызванного сдвигом, и измеряют длину разрушенного участка образца. |
4 Оборудование
4.1 Машина для испытаний по ГОСТ 28840, обеспечивающая сжатие образца с заданной постоянной скоростью перемещения пуансона (1,3±0,3) мм/мин и измерение нагрузки с погрешностью не более 1% от измеряемой величины. |
4.2 Устройство зажимное с шаблоном для нанесения надрезов (далее - зажимное устройство) (см. рисунок 1). Требования к форме и размерам устройства приведены на рисунке 2. |

Рисунок 1 - Общий вид зажимного устройства


1, 5 - канавка глубиной 2,8 мм; 2 - глубина паза; 3 - стальной вкладыш с резьбой М6х1; 4 - радиус от 75 до 100 мм; 6 - конец паза
Рисунок 2

1 - машина для испытаний; 2 - направляющая рама; 3 - пуансон; 4 - образец; 5 - радиус; 6, 7 - плита
Рисунок 3
Шероховатость рабочей поверхности площадок Ra по ГОСТ 2789 не должна превышать 0,32 мкм. Рабочие поверхности должны быть термообработаны до твердости 70 HRC по ГОСТ 9013. |
4.4 Микрометр по ГОСТ 6507, обеспечивающий измерение с погрешностью не более 0,025 мм. |
4.5 Микроскоп инструментальный по ГОСТ 8074. |
4.6 Пила дисковая, оснащенная алмазным отрезным кругом. |
5 Подготовка к проведению испытаний
5.1 Подготовка образцов |
5.1.1 Дисковой пилой (см. 4.6) отрезают образцы заданной длины от пултрузионного стеклокомпозитного стержня. |
5.1.2 Образец помещают в зажимное устройство (см. 4.2), выравнивают одну из торцевых поверхностей образца заподлицо с боковой поверхностью зажимного устройства и фиксируют его зажимными винтами. |
Устанавливают алмазный отрезной круг на требуемую глубину реза. Делают надрезы на образце (см. рисунок 4). |
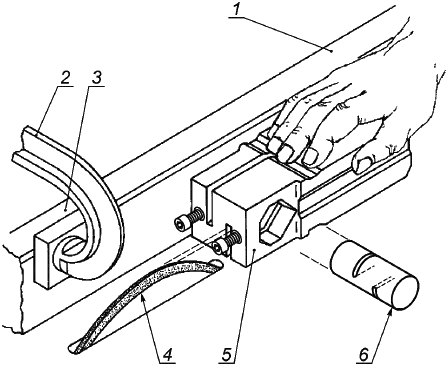
1 - ограждение; 2 - зажим; 3 - упорный блок (стопор); 4 - алмазный отрезной круг; 5 - зажимное устройство; 6 - образец
Рисунок 4
5.1.3 Требования к форме и размерам образца приведены на рисунке 5. |
5.1.4 Для определения предела прочности на сдвиг в плоскости армирования используют количество образцов, установленное в нормативных документах или технической документации на изделие. При отсутствии таких указаний испытывают произвольное количество образцов, но не менее пяти. |
5.2 Кондиционирование образцов |
Перед испытанием образцы кондиционируют при стандартной атмосфере 23/50 по ГОСТ 12423 не менее 40 ч. |
6 Проведение испытаний
6.1 Испытания проводят при стандартной атмосфере 23/50 по ГОСТ 12423. Допускается проводить испытания при других значениях температуры воздуха и относительной влажности, если в нормативных документах или технологической документации на изделие есть соответствующее указание. |

1 - глубина надреза, равная 1/2d; 2 - оба торца имеют приработку в соответствии с осью стержня с общим припуском 0,15 мм; d - диаметр образца
Рисунок 5 - Геометрические размеры образцов
6.2 Микрометром (см. 4.4) измеряют диаметр образца между надрезами с точностью до 0,025 мм. |
6.3 Образец устанавливают на опорные плиты направляющей рамы для пуансона так, чтобы продольная ось его совпала с направлением действия нагрузки, а торцевые поверхности были параллельны опорным поверхностям плит. |
6.4 Устанавливают скорость перемещения пуансона машины для испытаний (см. 4.1), равную (1,3±0,3) мм/мин, и нагружают образец. |
6.5 Для каждого образца записывают значение максимальной нагрузки, предшествующей разрушению образца. |
6.6 При помощи инструментального микроскопа (см. 4.5) на каждой части разрушенного образца измеряют длину разрушенного участка с точностью до 0,025 мм. |
7 Обработка результатов
7.1 Предел прочности на сдвиг в плоскости армирования |
|
где |
|
|
Результат округляют до третьей значащей цифры. |
7.2 Среднеарифметическое значение предела прочности на сдвиг в плоскости армирования |
|
где |
|
Результат округляют до третьей значащей цифры. |
7.3 Стандартное отклонение предела прочности на сдвиг в плоскости армирования |
|
где |
|
Результат округляют до третьей значащей цифры. |
 , (2)
, (2) , (3)
, (3)
8 Протокол испытаний
Результаты проведения испытаний оформляют в виде протокола, содержащего: |
- ссылку на настоящий стандарт; |
- описание испытуемого изделия, включая: тип, происхождение, код ОКПО предприятия-изготовителя, форму, габаритные размеры; |
- метод изготовления образцов; |
- условия кондиционирования; |
- температуру воздуха и относительную влажность при проведении испытаний; |
- количество испытанных образцов; |
- тип машины для испытаний; |
- предел прочности на сдвиг в плоскости армирования для каждого образца, среднеарифметическое значение и стандартное отклонение предела прочности на сдвиг в плоскости армирования; |
- дату проведения испытаний; |
- подписи должностных лиц, проводивших испытания. |
Приложение ДА
(справочное)
Оригинальный текст невключенных структурных элементов
ДА.1
3 Терминология
3.1 Определения:
3.1.1 прочность на сдвиг в плоскости - это прочность на сдвиг при максимальном нагружении, в случае которого плоскость излома расположена в центре по продольной оси образца между двумя диаметрально противоположенными надрезами, которые были механически выполнены на половину диаметра образца.
ДА.2
5 Значение и применение
5.1 Различные испытания на сдвиг нашли широкое применение в отрасли армированных пластмасс для проведения оценки прочности связки "армирующий материал-полимерный материал" в композитных материалах на основе полиэфиропластиков, винилового эфира, а также эпоксидных полимеров. В дополнение к значимости для формирования данных в целях проведения НИОКР, для контроля качества, а также целей составления спецификации подобные испытания представляют основополагающее значение по отношению к отрасли волокнистого армирования, ввиду того что их можно использовать для определения потенциала новых систем измерений в части обработки поверхностей стекловолокна.
5.2 Прочность на сдвиг в плоскости у пултрузионных композитных материалов в форме цилиндров является важным свойством с инженерной точки зрения, поскольку пултрузионные стержни используют во многих конструкциях.
ДА.3
13 Точность и систематическая погрешность
13.1 Воспроизводимость - испытания, проводившиеся в одной лаборатории, на образце пултрузионного слоистого материала в результате дали внутрилабораторный коэффициент вариаций, равный 5,9%. Внутрилабораторный нормируемый интервал (cr) между двумя результатами испытаний составляет 16,58% (2,8хVr). Два результата, полученные в пределах одной лаборатории на одном и том же материале, следует считать неэквивалентными в том случае, если они отличаются больше, чем на нормируемый интервал (cr). Не увенчались успехом попытки обеспечить полную точность, а также систематическую погрешность применительно к данной методике испытаний.
По этой причине нет возможности предоставить информацию о точности и систематической погрешности.
Поскольку данный метод испытаний не обеспечивает какую-либо числовую точность и систематическую погрешность, подтвержденную межлабораторными исследованиями, его не следует использовать в качестве арбитражного метода в случае спорных ситуаций. Любому лицу, которое желает участвовать в разработке способов обеспечения точности и определения систематической погрешности, следует обратиться к председателю подкомитета D20.18 (Section 20.18.02), ASTM, 100 Барр Харбор Драйв, а/я С700, Западный Коншохокен, РА 19428-2959, США.
Приложение ДБ
(справочное)
Оригинальный текст модифицированных структурных элементов
ДБ.1
1.1 Данная методика испытаний освещает вопросы определения прочности на сдвиг в плоскости у пултрузионных стержней из термореактивных пластиков, армированных стекловолокном, диаметром 19...32 мм (3/4-11/4 дюйма).
1.2 Значения, указанные в единицах СИ, следует рассматривать в качестве стандартных.
1.3 Настоящий стандарт не ставит своей целью рассмотрение всех опасных факторов, если таковые имеются, связанных с его применением. Ответственность за организацию мероприятий по обеспечению надлежащей безопасности и гигиены труда и определение применимости нормативных ограничений перед использованием данного стандарта несет пользователь данного стандарта. Конкретные меры предосторожности указаны в примечании 2 и примечании 3.
Примечание 1 - Аналогичные стандарты ISO отсутствуют.
Примечание - Редакция раздела изменена для приведения в соответствие с требованиями ГОСТ Р 1.5 (пункт 3.1) и ГОСТ 1.5 (подраздел 3.7).
ДБ.2
2.1 Стандарты ASTM:
D 618 Практические указания к подготовке температурного и влажностного режимов пластмасс для проведения испытаний;
D 695 Методика испытаний свойств жестких пластмасс;
Е 4 Методы проверки усилий установок для испытаний.
Примечание - Редакция раздела изменена для приведения в соответствие с требованиями ГОСТ Р 1.5 (пункт 3.6) и ГОСТ 1.5 (пункт 3.8).
ДБ.3
4.1 Прочность на сдвиг в плоскости, как установлено настоящей методикой испытаний, измеряют путем приложения сжимающей нагрузки к образцам-цилиндрам, имеющим надрез, такого типа, который указан на рисунке 1.
Нагружение образца проводят при помощи направляющих колонок или опрессовочного инструмента, например, оснасткой, указанной на рисунках 1 и 2 Методики испытаний D 695. Разрушение образца происходит в форме сдвига между двумя надрезами, расположенными по центру, которые находятся диаметрально противоположно относительно друг друга и которые были выполнены механически на половину диаметра образца при фиксированном расстоянии друг от друга. Такие надрезы выполняют на образце точной механической обработкой с обеспечением максимальной воспроизводимости посредством специального калибра, предусмотренного для выполнения надрезов (см. рисунок 2, а и b).
Примечание - Редакция раздела изменена для приведения в соответствие с требованиями ГОСТ 1.5 (пункт 7.9.5).
ДБ.4
6.1 Испытательный агрегат - любой агрегат для испытаний соответствующего типа, который предусматривает возможность контроля постоянной скорости движения траверсной головки, а также главным образом включает в себя следующее:
6.1.1 Механизм привода - приводной механизм для придания движущемуся элементу ровной, регулируемой скорости, по отношению к неподвижному элементу, как это требуется согласно 10.3;
6.1.2 Индикатор нагрузки - механизм индикации нагрузки, который предусматривает возможность отображения общей нагрузки на сжатие, которую испытывает образец для испытаний. В данном механизме должен полностью отсутствовать инерционный эффект при условии установленной скорости испытаний, а также он должен индицировать нагрузку с точностью ±1% от максимального указанного значения испытаний (нагрузки при испытании). Испытательный агрегат поверяют не менее одного раза в год в соответствии с Практическими указаниями Е4;
6.1.3 Калибр для надрезов - калибр для выполнения надрезов требуемого типа, который указан на рисунке 2, а и b, или его аналог, используемый для надрезания образцов для испытаний;
6.1.4 Опрессовочный инструмент - опрессовочный инструмент, который используют для приложения нагрузки к образцу для испытаний. Примеры см. на рисунках 1 и 2 в Методике испытаний D695;
6.1.5 Микрометры - микрометры соответствующего типа с пределом измерений до 0,025 мм или 0,001 дюйма для проведения измерений диаметра образца, а также глубины и межосевого расстояния надрезов.
Примечания
1 Редакция раздела изменена для приведения в соответствии с требованиями ГОСТ 1.5 (пункт 7.9.6).
2 В раздел добавлено новое средство измерений (инструментальный микроскоп), необходимое для измерения длины разрушенного участка образца.
ДБ.5
7.1 Конфигурация - проводят осторожную механическую обработку образцов, выполнив их из исследуемого образца-стержня, образцы по своей форме и размерам должны удовлетворять изображенному на рисунке 1. Концы образцов должны быть приработаны так, чтобы обеспечить их плоскость и параллельность, во избежание сосредоточенной нагрузки по факту приложения сжимающей нагрузки.
7.2 Подготовка - после механической обработки образца на корректную длину вставляют образец в калибр для надрезов, соблюдая его положение заподлицо с одной из поверхностей калибра, а затем затягивают винты крышки калибра для обеспечения надежности фиксации.
Прижимают собранный узел (калибр и образец) к отрезному диску с алмазной крошкой (или аналогичному резаку) после установки резака на требуемую глубину надреза. Такое расположение оснастки указано на рисунке 3.
Направление калибра в ходе надреза на образце обеспечивают при помощи контакта при скольжении с ограждением циркулярного станка по мере того, как калибр проталкивают по столу до его остановки. После механической обработки одного надреза переворачивают инструмент и повторяют процедуру для обеспечения выполнения второго надреза в образце, который был бы диаметрально противоположен первому при соблюдении фиксированного, определенного расстояния (см. рисунок 1) от предыдущего надреза.
Примечание 2 - Внимание! При изготовлении образцов из композитов путем механической обработки может образовываться мелкая пыль, состоящая из частиц волокон или материала матрицы, или их сочетания. Такая тонкодисперсная пыль может представлять опасность. Следует предусмотреть соответствующую защиту работающего персонала и оборудования. Для этого может потребоваться как минимум соответствующий уровень вентиляции или установка средств сбора пыли, или и то, и другое.
7.3 Количество - требуется проведение испытаний не менее пяти образцов.
8 Кондиционирование
8.1 Поддерживают температурно-влажностный режим (кондиционирование) - выдерживают испытательные образцы при (23±2)°С [(73,4±3,6)°F] и (50±5)% относительной влажности в течение не менее чем 40 ч до проведения испытания в соответствии с Процедурой А Методики D618 в части испытаний, требующих поддержания температурно-влажностного режима.
В случае отклонения допуски должны составить ±1°С (±1,8°F) и ±2% относительной влажности.
8.2 Условия испытаний - испытания проводят в обычной лабораторной среде - (23±2)°С [(73,4±3,6)°F] и (50±5)% относительной влажности, если не указано иное. В случае разночтений проводят испытания при ±1°С (±1,8°F) и ±2% относительной влажности.
Примечание - Редакция раздела изменена для приведения в соответствии с требованиями ГОСТ 1.5 (пункт 7.9.7).
ДБ.6
10.1 Измеряют диаметр образца между надрезами с точностью до 0,025 мм или 0,001 дюйма.
10.2 Центрируют образец в опрессовочном инструменте (см. 6.1.4) и располагают инструмент между погрузочными головками испытательного агрегата.
10.3 Устанавливают регулятор скорости на значение 1,3 мм/мин (0,050 дюйма/мин) и запускают агрегат.
10.4 Фиксируют в протоколе максимальное значение нагрузки, которую испытывает образец в ходе испытания (как правило, этим значением будет нагрузка в момент разрыва).
Примечание 3 - Внимание! При испытании композитных материалов существует возможность хранения достаточно большого объема энергии в образце для испытаний, которую возможно высвободить массовой силой, действующей на разрыв. Данный факт может высвободить небольшой объем частиц и пыли, которые движутся при высокой скорости, в состав которых входят материалы разрушенных волокон и матрицы. Частицы и тонкодисперсная пыль являются потенциальной опасностью для здоровья и безопасности человека или отражают комбинацию таких факторов.
Требуется предусмотреть соответствующие мероприятия для защиты работающего персонала, наблюдателей, а также оборудования. Для этого может потребоваться устройство ширм или установка средств сбора пыли, или же и того, и другого в качестве минимально требуемых мер.
10.5 Устанавливают длину поверхности, на которой имеется разрушение (сдвиг), с точностью до 0,025 мм или 0,001 дюйма путем измерения такой поверхности относительно другой половины образца с разрывом. Использование такой методики позволяет наиболее точно установить длину плоскости, на которой произошел сдвиг, путем учета надрезов, которые были механически выполнены на образце.
Примечание 4 - Ширина надрезов и их межосевое расстояние могут варьироваться в пределах размеров, указанных на рисунке 1, в зависимости от фактической толщины полотна дисковой пилы, которое использовалось при выполнении надрезов, а также от конкретного калибра, использованного для надрезов. И тем не менее, данные межлабораторного контроля при испытаниях стержней различных диаметров с использованием разных инструментов для выполнения надрезов, а также полотен пил толщиной до 3,2 мм (1/8 дюйма) не внесли ясности относительно влияния на результаты испытаний по причине варьирующихся надрезов, которые обусловлены указанными факторами. Особенно привлекательным в случае калибра для надрезов, который указан на рисунке 2, а и b, является его способность подстраиваться под стержни с диаметром от 19 до 32 мм (3/4...11/4 дюйма).
Примечание - Редакция раздела изменена для приведения в соответствие с требованиями ГОСТ 1.5 (пункт 7.9.8).
ДБ.7
11.1 Прочность на сдвиг в плоскости - рассчитывают прочность на сдвиг в плоскости путем деления максимальной нагрузки сдвига, которую испытывает образец в ходе испытания, на приведенное произведение диаметра образца (см. 10.1) на длину участка с разрушением, как установлено в 10.5. Выражают результат в мегапаскалях или фунтах-силах на квадратный дюйм, а также вносят значения в протокол с округлением до трех значащих цифр.
Примечание - Редакция раздела изменена для приведения в соответствии с требованиями ГОСТ 1.5 (пункт 7.9.9).
ДБ.8
12.1 Протокол должен включать следующее:
12.1.1 полную маркировку использованного материала, в том числе: тип, источник, номер шифра предприятия-изготовителя, форму, главные размеры, а также предысторию и пр.;
12.1.2 способ подготовки образцов для испытаний;
12.1.3 используемую процедуру кондиционирования;
12.1.4 атмосферные условия в лаборатории для испытаний;
12.1.5 количество образцов, подвергнутых испытаниям;
12.1.6 краткую характеристику типа используемого испытательного агрегата, а также дату, когда была проведена его последняя поверка (см. 6.1.2), а также указание поверителя;
12.1.7 прочность на сдвиг в плоскости, среднеарифметическое значение, а также стандартное отклонение;
12.1.8 дату проведения испытания.
Примечание - Редакция раздела изменена для приведения в соответствии с требованиями ГОСТ 1.5 (пункт 7.9.10).
Приложение ДВ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем стандарта АСТМ
Таблица ДВ.1
Структура настоящего стандарта | Структура стандарта АСТМ Д 3914-02(2008) |
1 Область применения (1) | 1 Область применения |
2 Нормативные ссылки (2) | 2 Нормативные ссылки |
3 Терминология | |
3 Сущность метода (4) | 4 Сводная информация по методу испытаний |
5 Значение и применение | |
4 Оборудование (6) | 6 Аппаратура |
5 Подготовка к проведению испытаний | 7 Образцы для испытаний |
8 Кондиционирование | |
9 Скорость испытания | |
6 Проведение испытаний (10) | 10 Процедура |
7 Обработка результатов (11) | 11 Расчеты |
8 Протокол испытаний (12) | 12 Протокол |
13 Точность и систематическая погрешность | |
Приложение ДА Оригинальный текст невключенных структурных элементов | |
Приложение ДБ Оригинальный текст модифицированных структурных элементов | |
Приложение ДВ Сопоставление структуры настоящего стандарта со структурой примененного в нем стандарта АСТМ | |
Примечание - После заголовков разделов (подразделов) настоящего стандарта приведены в скобках номера аналогичных им разделов стандарта АСТМ. | |
УДК 621.002.3:006.354 | ОКС 83.120 |
Ключевые слова: полимерные композиты, прочность при сдвиге, армирование, пултрузионные стеклокомпозитные стержни | |
Электронный текст документа
и сверен по:
, 2016
