ГОСТ 12.4.028-76
Группа Т58
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Система стандартов безопасности труда
РЕСПИРАТОРЫ ШБ-1 "ЛЕПЕСТОК"
Технические условия
Occupational safety standards system.
Respirators ШБ-1 "Lepestok". Specifications
ОКП 25 6821 0700
Дата введения 1977-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 26 октября 1976 г. N 2394
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ИЗДАНИЕ (август 2001 г.) с Изменениями N 1, 2, утвержденными в июле 1982 г., июне 1989 г. (ИУС 11-82, 10-89)
Настоящий стандарт распространяется на фильтрующие респираторы ШБ-1 "Лепесток", предназначенные для индивидуальной защиты органов дыхания от вредных аэрозолей в помещениях, подземных выработках и на открытом воздухе.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры респираторов должны соответствовать указанным в табл.1.
Таблица 1
Наименование респиратора | Кратность превышения допустимых концентраций аэрозолей в окружающем воздухе при диаметре частиц, мкм, не более | |
| до 2 | свыше 2 |
ШБ-1 “Лепесток-200” | 200 | 200 |
ШБ-1 “Лепесток-40” | 40 | 200 |
ШБ-1 “Лепесток-5” | 5 | 200 |
(Измененная редакция, Изм. N 1).
1.2. Основные размеры респиратора должны соответствовать указанным на чертеже.

_____________
* Размеры для справок.
1 - фильтр;
2 - наружный круг; 3 - пластина; 4 - распорка; 5 - резиновый шнур; 6 - лента
Примечания:
1. Угловые размеры применяют при изготовлении инструмента.
2. Допускается расположение лент с внешней стороны наружного круга.
(Измененная редакция, Изм. N 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Респираторы должны соответствовать по внешнему виду эталонам, утвержденным в установленном порядке.
2.2. На фильтре респиратора не допускаются твердые включения размером более 1 мм, сквозные отверстия, проколы и загрязнения поверхности.
(Измененная редакция, Изм. N 1).
2.3. Точечный сварной шов респиратора не должен иметь сквозных отверстий, трещин, недоваров и обугливания.
2.4. Масса респиратора без упаковки должна быть не более 12 г.
2.5. Коэффициент проскока аэрозолей и начальное сопротивление у респираторов на постоянном воздушном потоке при объемном расходе 30 дм/мин должны соответствовать указанным в табл.2.
Таблица 2
Наименование респиратора | Коэффициент проскока аэрозолей, %, не более, при среднем диаметре частиц, мкм | Начальное сопротивление, Па, не более | |
| 0,28-0,34 | 0,6-0,8 |
|
ШБ-1 “Лепесток-200” | 0,4 | 0,1 | 42 |
ШБ-1 “Лепесток-40” | 2 | 0,5 | 14 |
ШБ-1 “Лепесток-5” | 16 | 4 | 7 |
(Измененная редакция, Изм. N 1).
2.6. Механическая прочность фильтрующей лицевой части на разрыв вдоль трех лучей распорки и прочность крепления лент к фильтрующей лицевой части должна быть не менее 15 Н.
(Измененная редакция, Изм. N 2).
2.7. Механическая прочность шва на разрыв в сварочных точках диаметром 3 мм не должна быть менее 1 Н.
2.8. Фильтрующая лицевая часть должна изготовляться из волокнистых электростатически заряженных фильтрующих материалов типа ФП (ФПП, РФМ и др.), соответствующих требованиям нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 1, 2).
2.9. К респираторам прилагаются техническое описание и инструкция по эксплуатации.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия требованиям настоящего стандарта респираторы подвергают приемосдаточным испытаниям.
3.2. Респираторы должны предъявляться к приемке партиями.
Партией считают не более 170000 респираторов одного исполнения, оформленных одним документом о качестве, содержащем:
номер и дату документа;
наименование, адрес и товарный знак изготовителя;
наименование респираторов;
номер партии;
результаты проведенных испытаний;
дату проведения испытаний;
обозначение настоящего стандарта.
3.3. Приемосдаточным испытаниям должна подвергаться каждая партия респираторов.
Респираторы в количестве 10% от партии подвергаются проверке на соответствие пп.2.1-2.3 до их упаковывания в пакеты.
Для проверки по остальным показателям отбирают не менее 12 респираторов от партии.
Все отобранные респираторы последовательно проверяют на соответствие пп.1.2; 2.4-2.6; 2.9; 5.2; после чего не менее трех респираторов от указанной выборки проверяют на соответствие п.2.7.
3.2, 3.3. (Измененная редакция, Изм. N 1, 2).
3.4. При получении неудовлетворительных результатов хотя бы по одному из показателей по этому показателю проводят повторные испытания удвоенного количества изделий.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Проверку фильтрующей лицевой части и шва респиратора (пп.2.2 и 2.3) проводят внешним осмотром на просвет.
(Измененная редакция, Изм. N 2).
4.2. Массу респиратора (п.2.4) определяют на лабораторных технических весах с погрешностью не более 0,2 г.
(Измененная редакция, Изм. N 1).
4.3. Коэффициент проскока аэрозолей и сопротивление респиратора (п.2.5) определяют в соответствии с приложением.
4.4. Механическую прочность респиратора определяют (п.2.6) способом, указанным ниже.
4.4.1. Для испытания фильтрующей лицевой части и крепления лент к ней используют разрывную машину РМ-3-1 или другие машины с аналогичными техническими характеристиками, на которых устанавливают зажимы с шириной захвата 15 мм. Скорость опускания нижнего зажима устанавливают (100±20) мм/мин. Подготавливают прокладки из картона толщиной 0,5-1 мм для закрепления между ними испытываемых образцов в зажимах.
4.4.2. Устанавливают начальное расстояние между зажимами (180±2) мм и закрепляют в них "фильтрующую лицевую часть в направлении левого верхнего - правого нижнего лучей распорки. Включают привод опускания нижнего зажима. По достижении стрелкой силоизмерителя значения силы 15 Н привод опускания зажима включают и возвращают нижний зажим в исходное положение.*
_________________
* Текст п 4.4.2 соответствует оригиналу. - Примечание "КОДЕКС".
4.4.3. Фильтрующую лицевую часть закрепляют в направлении правого верхнего - левого нижнего лучей распорки и подвергают растяжению (п.4.4.2).
4.4.4. Респиратор закрепляют за ленты в зажимах в направлении вдоль распорки так, чтобы расстояние от зажима до края фильтрующей лицевой части респиратора было не менее 30 мм, и производят растяжение респиратора с указанной выше силой.
4.4.1-4.4.4. (Измененная редакция, Изм. N 2).
4.4.5. Осмотром респиратора устанавливают отсутствие или наличие разрывов.
4.5. Механическую прочность шва определяют (п.2.7) по способу, указанному ниже.
4.5.1. Из респиратора выборочно вырезают не менее восьми образцов шириной (по краю респиратора) (13±2) мм и длиной (по радиусу респиратора) (30±5) мм, содержащих по одной сварной точке в середине образца по его ширине, за исключением четырех точек в местах присоединения распорки и лент.
4.5.2. Аппаратуру подготавливают по п.4.4.1.
4.5.3. Начальное расстояние между зажимами разрывной машины устанавливают (10±2) мм. Короткий (подогнутый) край образца закрепляют в верхнем зажиме, длинный - в нижнем. Включают привод опускания нижнего зажима и проводят испытание на растяжение до момента разрыва сварной точки. При этом максимальная сила разрыва фиксируется на шкале силоизмерителя разрывной машины.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка респираторов, определяющая их исполнение, должна соответствовать указанной ниже. Цвет наружного круга в зависимости от исполнения респиратора должен быть:
СИЗОД-ФП-110 ШБ-1 “Лепесток-200” - белый;
СИЗОД-ФП-210 ШБ-1 “Лепесток-40” - оранжевый;
СИЗОД-ФП-310 ШБ-1 “Лепесток-5” - голубой.
(Измененная редакция, Изм. N 2).
5.2. Каждый респиратор должен быть упакован в бумажный пакет.
(Измененная редакция, Изм. N 1).
5.3. Пакеты с респираторами одного исполнения по 100 шт. должны быть упакованы в коробки из картона по ГОСТ 7933-89. Упаковка должна исключать перемещение пакетов с респираторами внутри коробки.
Техническое описание и инструкция по эксплуатации респираторов должны быть вложены в коробку или отпечатаны на внешней стороне пакета.
5.4. На каждую коробку с респираторами наклеивают этикетку, на которой должны быть указаны:
наименование респиратора;
обозначение настоящего стандарта;
номер партии;
дата изготовления;
штамп технического контроля, подтверждающий приемку;
количество респираторов в коробке;
правила транспортирования и хранения;
гарантии изготовителя.
5.3, 5.4. (Измененная редакция, Изм. N 1).
5.5. При транспортировании коробки с респираторами должны быть защищены от воздействия атмосферных осадков и механических повреждений.
5.6. Респираторы должны храниться в упаковке предприятия-изготовителя в отапливаемых помещениях при температуре не выше +50 °С и относительной влажности воздуха не более 80%. Коробки с респираторами должны быть защищены от воздействия влаги.
(Измененная редакция, Изм. N 1).
5.7. Не допускается совместное транспортирование и хранение респираторов с маслами, органическими растворителями, химически агрессивными веществами, ядохимикатами и пачкающими продуктами.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель должно гарантировать соответствие респираторов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения.
Гарантийный срок хранения со дня изготовления респираторов:
ШБ-1 “Лепесток-200” - 4 года;
ШБ-1 “Лепесток-40” - 2 года;
ШБ-1 “Лепесток-5” - 2 года.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПРОСКОКА МАСЛЯНОГО ТУМАНА
И СОПРОТИВЛЕНИЯ У РЕСПИРАТОРОВ ШБ-1 "ЛЕПЕСТОК"
1. Сущность метода и условия испытания
1.1. Сущность метода заключается в установлении величины отношения концентраций аэрозоля и в измерении перепада давлений на постоянном потоке, прошедшем через респиратор и до него.
1.2. Относительные концентрации масляного тумана (МТ) в потоке до респиратора и после него определяют фотоэлектрическим нефелометром; перепад давлений измеряют жидкостным микроманометром.
1.3. Измерения проводят при следующих постоянных условиях:
средний диаметр частиц МТ от 0,28 до 0,34 мкм;
весовая концентрация МТ (0,25±0,05) г/м;
температура потока МТ (20±5) °С, давление (99±3) кПа;
объемный расход потока МТ через респиратор (30±2) дм/мин.
1.4. Погрешность определения коэффициента проскока не должна превышать 20%, сопротивления - 10% от значений измеряемых величин.
2. Аппаратура и материалы
2.1. Для проведения испытаний необходимы приборы и устройства, которые собирают по схеме, приведенной ниже.
2.2. Допускается параллельно микроманометру МКВ-250 присоединять дифманометр с показывающим или записывающим устройством, периодически проверяемый по показаниям микроманометра.
2.3. Допускается в установке использовать второй нефелометр для постоянного измерения концентрации МТ до респиратора и определения среднего диаметра частиц МТ.
(Измененная редакция, Изм. N 1).
2.4. Для эксплуатации установки необходимы:
подача сжатого воздуха с давлением не менее 0,3 МПа и массовым расходом не менее 8 кг/ч;
масло турбинное 22 или 30 по ГОСТ 32-74; допускается использование масел турбинных ТПК-22 или ТПК-30;
трубки резиновые медицинские с внутренними диаметрами 8 и 12 мм.
3. Подготовка к испытаниям
3.1. Собранная установка должна быть проверена на герметичность.
3.2. Подготовка и включение туманообразователя, определение среднего диаметра частиц МТ следует проводить по инструкции по эксплуатации к нефелометру.
(Измененная редакция, Изм. N 1).
3.3. Подготовку к работе нефелометра, потенциометра и микроманометра следует проводить в соответствии с инструкциями по их эксплуатации. Скорость движения ленты в самопишущем потенциометре устанавливается от 200 до 700 мм/ч.
3.4. Массовая концентрация МТ после смесителя должна контролироваться не менее одного раза в месяц с помощью весовых аналитических фильтров АФА-ВП путем отбора пробы МТ с известным объемным расходом и временем и определяться как результат деления прироста массы фильтра в граммах на объем пропущенного МТ в м.
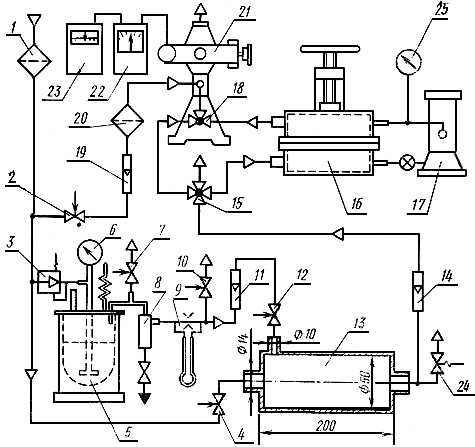
1 - фильтр общей очистки сжатого воздуха на расход не менее 8 кг/ч; 2, 4, 7, 10, 12 - вентили регулирующие
с диаметром условного прохода 10 мм; 3 - редуктор пропановый РПГ-1; 5 - туманообразователь, 6 - манометр туманообразователя; 8 - фильтр-отделитель; 9, 11, 14 - реометры с верхним пределом 50 л/мин по воздуху;
13 - смеситель, изготавливаемый по чертежу; 15 - кран четырехходовый с диаметром условного прохода
10 мм; 16 - зажим для респиратора ШБ-1 “Лепесток” с диаметром условного прохода (189±0,2) мм;
17 - микроманометр компенсационный МКВ-250 класс 0,002; 18 - кран нефелометра;
19 - ротаметр РМ-4,0 ГУЗ класс 2,5 по ГОСТ 13045-81; 20 - фильтр тонкой очистки сжатого воздуха
на расход не менее 4 кг/ч; 21 - фотоэлектрический нефелометр; 22 - электронный блок нефелометра;
23 - самопишущий одноточечный потенциометр КСП-4; 24 - клапан предохранительный или маностат
водяной на избыточное давление 10 кПа; 25 - барометр с пределами измерений от 60 до 105 кПа
(Измененная редакция, Изм. N 1).
4. Проведение испытаний
4.1. Кран 15 устанавливают на сброс. Вентилями 10 и 12 по ротаметру устанавливают подачу МТ в смеситель 13 с объемным расходом (6±0,5) дм/мин.
4.2. Вентилем 2 по ротаметру 19 устанавливают обдувку факела с объемным расходом (30±6)дм/мин.
4.3. Вентилем 4 по ротаметру 14 устанавливают подачу разбавленного МТ с объемным расходом (30±2) дм/мин.
4.4. Кранами 15 и 18 подают МТ в нефелометр и измеряют светорассеяние в деления шкалы* прибора блока 22, которое записывается на ленте самописца 23. На этот же участок ленты записывают оптическую плотность нейтральных светофильтров
.
_________________
* Текст соответствует оригиналу. - Примечание "КОДЕКС".
4.5. Кран 15 переключают на сброс. С помощью крана 18 продувают камеру нефелометра чистым воздухом до показания собственного светорассеяния .
4.6. В зажим 16 устанавливают испытываемый респиратор распоркой вверх, т.е. в сторону выхода воздуха из зажима.
4.7. Краном 15 направляют поток МТ в зажим; одновременно краном 18 поток из зажима направляют в нефелометр для измерения светорассеяния после респиратора .
Уменьшая плотность нейтральных светофильтров, добиваются, чтобы стрелка прибора блока 22 заняла положение в пределах от 5 до 45 делений шкалы прибора. Светорассеяние записывается на ленте самописца 23, здесь же записывают оптическую плотность нейтральных светофильтров
.
За действительное значение показания принимают среднюю высоту площадки кривой, записанной самописцем в течение 1 мин через 10-15 с после подачи МТ в зажим.
4.8. По микроманометру 17 производят измерение перепада давлений в мм вод. ст., после чего кран 15 устанавливают на сброс.
5. Обработка результатов
5.1. Коэффициент проскока в процентах рассчитывают по формуле
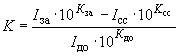 ,
,
где ,
,
- показания светорассеяний в делениях шкалы самописца 23 для потока
после респиратора, потока абсолютно чистого воздуха (собственное светорассеяние) и потока МТ до респиратора соответственно;
,
и
- оптические плотности нейтральных светофильтров при этих измерениях.
Полученное значение округляют до одной значащей цифры; при
больше 10% - до двух значащих ци
фр.
5.2. Начальное сопротивление респиратора в паскалях рассчитывают путем умножения измеренного перепада давлений в мм вод. ст. на коэффициент 9,81, затем округляют до двух значащих цифр.
Текст документа сверен по:
Система стандартов безопасности труда:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2001
