ГОСТ 9226-92
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕССЫ ЛИСТОШТАМПОВОЧНЫЕ
Размеры и расположение пазов и отверстий для крепления штампов
Punch presses.
Dimensions and location of slots and holes for die clamping
ОКП 38 2100
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки", Подкомитетом "Кузнечно-прессовое оборудование"
РАЗРАБОТЧИКИ
А.С.Крыжановский, В.А.Мельник, С.Б.Челищев, О.П.Бигун, В.Л.Чайковский, В.К.Хамбуров, Н.М.Кочеткова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 16.01.92 N 18
3. Срок проверки 1997 г., периодичность проверки 5 лет
4. ВЗАМЕН ГОСТ 9226-79
Настоящий стандарт распространяется на следующие серийно выпускаемые для нужд народного хозяйства и экспорта листоштамповочные прессы:
однокривошипные открытые простого действия;
однокривошипные закрытые простого и двойного действия;
двухкривошипные открытые и закрытые простого действия;
двухкривошипные закрытые двойного действия;
четырехкривошипные закрытые простого и двойного действия;
гидравлические листоштамповочные.
Требования пп.1, 2, 3, 4, 5, 6, 7, 8, 11, 12 настоящего стандарта являются обязательными, остальные требования являются рекомендуемыми.
1. Размеры и расположение пазов и отверстий для крепления штампов в подштамповых плитах и ползунах должны соответствовать указанным:
Т-образных пазов - на черт.1 и в табл.1;
Т-образные пазы
(черт.1, табл.1)
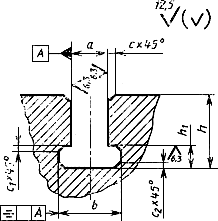
Черт.1
Таблица 1
Размеры, мм
Номинальное усилие пресса, кН | ||||||||||
Допуск H14 | Номин. | Допуск | Наим. | Наиб. | Номин. | Допуск | ||||
От 25 до 63 | 14 | 23 | +2 | 21 | 28 | 9 | +2 | 1,6 | 0,6 | 1,6 |
Св. 63 до 250 | 18 | 30 | 26 | 36 | 12 | 1,0 | ||||
Св. 250 до 1000 | 22 | 37 | +3 | 33 | 45 | 16 | 2,5 | |||
Св. 1000 до 4000 | 28 | 46 | +4 | 40 | 56 | 20 | ||||
Св. 4000 до 10000 | 36 | 56 | 51 | 71 | 25 | +3 | 2,5 | |||
Св. 10000 до 31500 | 42 | 68 | 61 | 85 | 32 | 1,6 | 4,0 | |||
Св. 31500 до 80000 | 48 | 80 | +5 | 69 | 95 | 36 | +4 | 2,0 | 6,0 | |
Св. 80000 | 54 | 90 | 79 | 106 | 40 | |||||
отверстий для ввода болтов в Т-образные пазы - на черт.2 и в табл.2;
Отверстия для ввода болтов в Т-образные пазы в подштамповых плитах и ползунах (черт.2, табл.2)
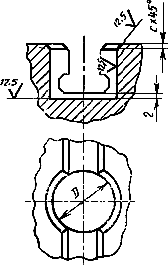
Черт.2
Таблица 2
Размеры, мм
Номинальное усилие пресса, кН | ||
От 25 до 63 | 32 | 1,0 |
Св. 63 до 250 | 40 | 1,6 |
Св. 250 до 1000 | 50 | |
Св. 1000 до 4000 | 65 | |
Св. 4000 до 10000 | 80 | 2,5 |
Св. 10000 до 31500 | 100 | |
Св. 31500 до 80000 | 115 | |
Св. 80000 | 130 |
Примечание. Отверстия для ввода болтов в Т-образные пазы в подшптамповых плитах и ползунах прессов простого действия должны выполняться по требованию потребителя.
отверстий под буферные штыри в подштамповых плитах и под выталкиватели в ползунах - на черт.3, 4 и в табл.3.
Отверстия под буферные штыри в подштамповых плитах и под выталкиватели в ползунах (черт.3, 4, табл.3)
Отверстия под буферные штыри
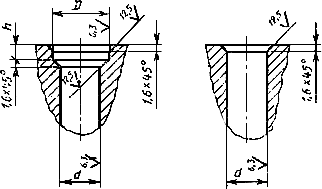
Черт.3
Отверстия под выталкиватели
Черт.4
Таблица 3
Размеры, мм
Номинальное усилие пресса, кН |
| ||
До 1000 | 30 | 40 | 6 |
Св. 1000 до 8000* | 40 | 50 | 10 |
Св. 8000 | 60 | 70 |
______________
* Для гидропрессов усилием от 1000 до 8000 кН 50 мм,
60 мм.
Примечания:
1. Количество отверстий и рядов отверстий под буферные штыри в подштамповых плитах устанавливается в зависимости от размеров и количества отверстий в столе под буферы.
2. Количество отверстий и рядов отверстий в ползунах под выталкиватели устанавливается в зависимости от размеров ползуна.
3. Для прессов двойного действия за номинальное усилие пресса принимают усилие вытяжного ползуна.
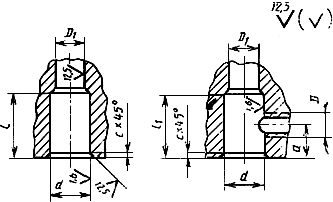
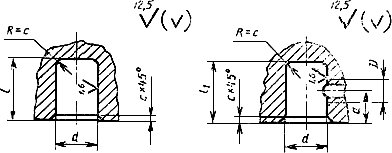
2. Буферные штыри, предназначенные для выталкивания отштампованных деталей из формообразующей полости штампа (черт.5, табл.4)
Исполнение 1 Исполнение 2

Черт.5
Примечание. Допускается изготавливать буферные штыри без резьбы.
Таблица 4
Размеры, мм
Номинальное усилие пресса, кН | |||
До 1000 | 28 | 36 | 5 |
Св. 1000 до 8000 | 38 | 45 | 8 |
Св. 8000 | 58 | 65 |
2.1. Определение длины буферных штырей приведено в приложении.
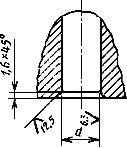
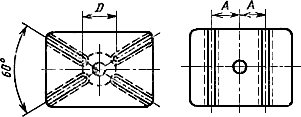
3. Центральное отверстие в подштамповых плитах однокривошипных открытых прессов простого действия (черт.6, табл.5)
Исполнение 1 Исполнение 2
Черт.6
Таблица 5
Размеры, мм
Номинальное усилие пресса, кН |
| ||
До 40 | 50 | 70 | 15 |
Св. 40 до 100 | 60 | 80 | |
Св. 100 до 160 | 80 | 110 | 20 |
Св. 160 до 400 | 100 | 130 | |
Св. 400 до 630 | 140 | 170 | 30 |
Св. 630 до 1600 | 200 | 240 | 40 |
Св. 1600 до 2500 | 250 | 290 | |
Св. 2500 до 4000 | 315 | 355 | 50 |
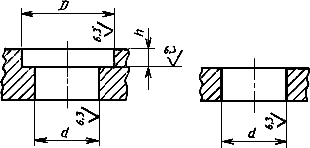
4. Отверстия под хвостовики штампов в ползунах однокривошипных открытых прессов простого действия (черт.7, табл.6)
Исполнение 1 Исполнение 2
Исполнение 3 Исполнение 4
Черт.7
Таблица 6
Размеры, мм
Номинальное усилие пресса, кН |
|
|
|
| |||
До 40 | 25 | 25 | 50 | 1,6 | М12 | 25 | 50 |
Св. 40 до 100 | 32 | 55 | 60 | ||||
Св. 100 до 250 | 40 | 32 | 60 | 2,0 | М20 | 40 | 75 |
Св. 250 до 630 | 50 | 70 | 85 | ||||
Св. 630 до 1250 | 60 | 75 | М24 | 50 | 105 | ||
Св. 1250 | 75 | 85 | 2,5 | 130 |
Диаметр отверстия заказчик выбирает из типоразмерного ряда, приведенного в табл.6.
Примечание. По требованию потребителя ползуны с отверстиями под хвостовики штампов должны изготавливаться и для однокривошипных закрытых прессов простого действия.
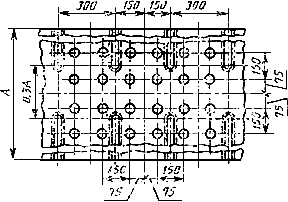
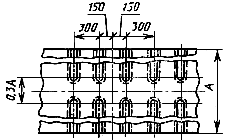
5. Расположение Т-образных пазов и отверстий под буферные штыри в подштамповых плитах должно соответствовать указанным:
на черт.8 - для однокривошипных открытых прессов простого действия;
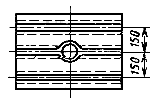
на черт.9 - для однокривошипных закрытых прессов простого и двойного действия усилием до 1600 кН; двухкривошипных открытых прессов простого действия; гидравлических рамных прессов простого действия;
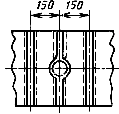
на черт.10 - для однокривошипных закрытых прессов простого и двойного действия усилием свыше 1600 кН; двухкривошипных закрытых прессов простого и двойного действия; четырехкривошипных закрытых прессов простого и двойного действия.
Исполнение 1 | Исполнение 2 | Исполнение 3 |
|
|
|
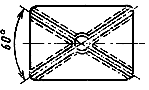
Черт.8
Черт.9
Черт.10
5.1. Допускается уменьшение шага между отверстиями под буферные штыри в подштамповых плитах до 75 мм.
5.2. Допускается для однокривошипных закрытых прессов простого и двойного действия усилием свыше 1600 кН и всех двух-, четырехкривошипных закрытых прессов простого и двойного действия изготавливать подштамповые плиты с расстоянием между Т-образными пазами равным 150 мм; со сквозными Т-образными пазами с расстоянием между ними 150 или 300 мм.
5.3. Допускается изготавливать подштамповые плиты без центрального Т-образного паза.
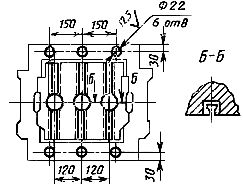
6. Расположение Т-образных пазов, отверстия для крепления штампов и отверстий под выталкиватели в ползунах листоштамповочных прессов должны соответствовать указанным:
на черт.11 и табл.7 - для однокривошипных открытых прессов простого действия усилием от 25 до 400 кН;
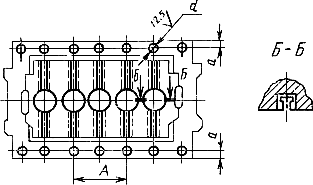
на черт.12 и табл.8 - для однокривошипных открытых прессов простого действия усилием от 630 до 4000 кН;
на черт.13 - для однокривошипных закрытых прессов простого действия усилием до 1600 кН, двухкривошипных открытых прессов простого действия, гидравлических рамных прессов простого действия;
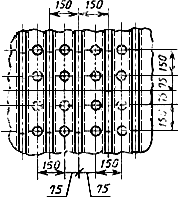
на черт.14 - для однокривошипных закрытых прессов простого действия усилием свыше 1600 кН; двух- и четырехкривошипных закрытых прессов простого действия;
на черт.15 - для однокривошипных закрытых прессов двойного действия усилием от 630 до 1600 кН;
на черт.16 и табл.9 - для однокривошипных закрытых прессов двойного действия усилием свыше 1600 кН с расстоянием 150 мм, двух- и четырехкривошипных закрытых прессов двойного действия с расстоянием
300 мм.
Исполнение 1 Исполнение 2
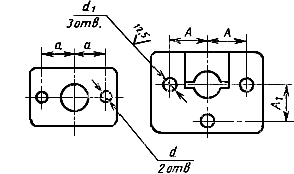
Черт.11
Таблица 7
Размеры, мм
Номинальное усилие пресса, кН | |||||
До 40 | - | 35 | 13 (М12) | - | |
Св. 40 до 63 | 70 | 13 | |||
Св. 63 до 100 | 80 | 70 | 18 (М16) | ||
Св. 100 до 160 | 90 | ||||
Св. 160 до 250 | 120 | 110 | 90 | 22 (М20) | 22 |
Св. 250 до 400 | 150 | 130 | |||
Примечания:
1. Крепление штампов на ползуне пресса усилием до 40 кН включительно производится посредством зажима хвостовика.
2. Допускается изготавливать отверстия с резьбой, указанной в скобках.
Исполнение 1 Исполнение 2
Черт.12
Таблица 8
Размеры, мм
Номинальное усилие пресса, кН | ||
До 630 | 220 | 120 |
Св. 630 до 1000 | 250 | |
Св. 1000 до 1600 | 150 | |
Св. 1600 до 2500 | 280 | 200 |
Св. 2500 до 4000 | 320 |
Примечания:
1. Допускается применять приспособление для зажима хвостовика штампа для прессов усилием 630 и 1000 кН (черт.11, исполнение 1) с расстоянием 110 мм и диаметром отверстия
22 мм.
2. Допускается изготавливать ползуны (черт.12, исполнение 1) с размером 180 мм - для прессов усилием 250 кН;
220 мм - для прессов усилием 400 кН или со сквозными Т-образными пазами.
Черт.13
Черт.14
Черт.15
Черт.16
Таблица 9
Размеры, мм
Номинальное усилие вытяжного ползуна, кН | ||
До 2500 | 22 | 30 |
Св. 2500 до 8000 | 32 | 50 |
Св. 8000 | 40 | 60 |
Примечания:
1. Количество отверстий и размещение их в прижимном ползуне устанавливается в зависимости от размеров ползуна пресса и количества Т-образных пазов на вытяжном ползуне.
2. Допускается выполнение на прижимном ползуне Т-образных пазов вместо отверстий . Размеры и расположение пазов должно соответствовать размерам и расположению пазов на вытяжном ползуне.
6.1. Для прессов усилием 10000 кН и выше допускается изготавливать пазы с расстоянием между осями 200 мм.
6.2. Допускается для однокривошипных закрытых прессов простого действия усилием свыше 1600 кН, двух- и четырехкривошипных закрытых прессов простого и двойного действия изготавливать ползуны:
с расстоянием между Т-образными пазами или отверстиями для крепления штампов равным 150 мм;
со сквозными Т-образными пазами с расстоянием между ними равным 150 или 300 мм.
6.3. Допускается изготавливать ползуны без центрального Т-образного паза и без отверстий для крепления штампа, расположенных по центру ползуна.
6.4. По требованию потребителя ползуны должны изготавливаться:
для однокривошипных закрытых прессов простого действия усилием до 10000 кН с расположением Т-образных пазов по черт.12, исполнение 1;
для однокривошипных закрытых прессов простого действия усилием 1600 и 2500 кН с расположением Т-образных пазов по черт.12, исполнение 2 с расстоянием между Т-образными пазами 200 мм и с отверстиями под выталкиватели.
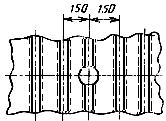
7. Отверстия в ползунах под выталкиватели следует размещать с шагом 150 мм.
Допускается размещать отверстия с шагом 200 мм.
Допускается размещать отверстия с пропуском рядов, выдерживая расстояние между рядами кратное 150 или 200 мм.
8. Количество Т-образных пазов для крепления штампов в подштамповых плитах (черт.8, исполнения 2, 3 и черт.9, 10) и в ползунах (черт.13, 14, 16) устанавливается в зависимости от размеров подштамповой плиты и ползуна.
9. По требованию потребителя шаг между Т-образными пазами для подштамповых плит и ползунов, отверстиями для крепления штампов, отверстиями под буферные штыри в подштамповых плитах, отверстиями в ползуне под выталкиватели, отверстиями в прижимном ползуне в прессах двойного действия может быть увеличен до величины кратной 150 мм.
10. Допускаются предельные отклонения значений расстояний от середины подштамповой плиты или ползуна пресса до отверстий для крепления штампов, под буферные штыри и выталкиватели ±1,6 мм.
11. Места крепления подштамповых плит к столу пресса не должны совпадать с Т-образными пазами.
12. Неуказанные предельные отклонения размеров: Н14; h14; ![]() .
.
ПРИЛОЖЕНИЕ
Справочное
ОПРЕДЕЛЕНИЕ ДЛИНЫ БУФЕРНЫХ ШТЫРЕЙ
Длину буферных штырей определяют в соответствии с чертежом и формулами и указывают в заказе-наряде внешнеторговой организации.
Исполнение 1 Исполнение 2
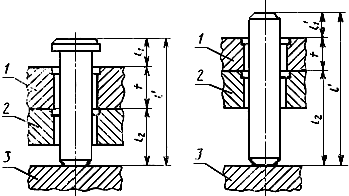
1 - подштамповая плита; 2 - стол; 3 - плита буфера в верхнем положении
![]() - при отсутствии подштамповой плиты;
- при отсутствии подштамповой плиты;
![]() - при применении одной подштамповой плиты;
- при применении одной подштамповой плиты;
![]() - при применении двух подштамповых плит.
- при применении двух подштамповых плит.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1992
