ГОСТ 15947-70*
Группа Г22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ ФОРМООБРАЗУЮЩИЕ ГЛАДКИЕ ДЛЯ
ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Метод расчета исполнительных размеров
Smooth forming pieces for moulding plastic articles.
Method of size calculation
Дата введения 1971-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 11 мая 1970 г. N 653 дата введения установлена с 01.07.71
Ограничение срока действия снято Постановлением Госстандарта от 30.05.83 N 2441
* ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменением N 1, утвержденным в мае 1983 г. (ИУС 9-83)
1. Настоящий стандарт распространяется на гладкие формообразующие детали (матрицы и стержни) пресс-форм для прессования и литья под давлением изделий из пластмасс.
Стандарт устанавливает метод расчета исполнительных размеров гладких формообразующих деталей.
2. Достижимая точность размеров изделий из пластмасс, получаемых прессованием и литьем под давлением, определяется по формулам, приведенным в приложении 1.
3. Расчет исполнительных размеров гладких формообразующих деталей следует выполнять в соответствии с табл.1.
Таблица 1
Наименование размеров | Расчетные формулы | |
изделия | формообразующих деталей | |
Охватываемые | Охватывающие |
|
диаметральные | ||
|
| |
Охватываемые высотные | Охватывающие высотные, не зависящие от толщины облоя
|
|
| Охватывающие высотные, зависящие от толщины облоя (в пресс-формах прямого прессования)
|
|
Охватывающие | Охватываемые |
|
диаметральные | ||
|
| |
Межосевые |
| |
|
| |
Прочие, не относящиеся к охватываемым, охватывающим и межосевым: глубина паза, высота уступа и т.п. |
| |
|
| |








Буквенные обозначения в формулах (1)-(6):
,
- наибольшие предельные размеры изделия, мм;
,
- наименьшие предельные размеры изделия, мм;
,
,
- соответственно наибольшая, наименьшая и средняя усадки пластмассы, %;
- допуск размера изделия, мм;
- поправочная величина, учитывающая толщину облоя в пресс-формах прямого прессования, мм (см. п.4);
- допуск размера формообразующей детали, мм (см. п.5).
1-3. (Измененная редакция, Изм. N 1).
4. Поправочную величину , учитывающую толщину облоя в пресс-формах прямого прессования, следует принимать по табл.2.
Таблица 2
Тип наполнителя пресс-массы | Поправочная величина |
Древесный | 0,10 |
Минеральный | 0,20 |
Волокнистый | 0,30 |
5. Предельные отклонения размеров формообразующих деталей следует назначать в соответствии с полями допусков, приведенными в табл.3.
Таблица 3
Точность размеров формуемых изделий (квалитеты) | Поля допусков размеров формообразующих деталей | ||
охватывающих | охватываемых и прочих | межосевых* | |
10-11 | Н7 | h6 |
|
12-14 | Н9 | h9 | |
15-16 | Н11 | h11 | |
17 | Н12 | h12 | |
______________
* Предельные отклонения межосевых размеров должны назначаться не менее ±0,02 мм.
6. Уклоны поверхностей формообразующих деталей, предусматриваемые для съема изделий, должны располагаться в пределах поля допуска размера изделия. Величины уклонов следует назначать не менее приведенных в табл.4.
Таблица 4
Наименование пластмассы | Уклоны | |
внутренних | наружных | |
Реактопласты и термопласты, кроме стекловолокнистого прессматериала и полиэтилена | 0°10' | 0°20' |
Стекловолокнистый пресс-материал типа АГ-4 | 0°15' | 0°30' |
Полиэтилен | 0°30' | 1° |
Уклоны должны быть направлены в сторону увеличения охватывающих размеров и в сторону уменьшения охватываемых размеров формообразующих деталей.
7. Исполнительные размеры гладких формообразующих деталей, рассчитанные по формулам табл.1, следует округлять с кратностью, указанной в табл.5, причем охватывающие размеры следует округлять в сторону увеличения, а охватываемые, межосевые и прочие - в сторону уменьшения.
Таблица 5
мм
Номинальные размеры | Кратность округления | ||
Точность размеров формообразующей детали (квалитеты) | |||
6-7 | 9 | 11-12 | |
От 1 до 3 | 0,005 | 0,01 | 0,02 |
Св. 3 до 6 | |||
Св. 6 до 10 | 0,05 | ||
Св. 10 до 18 | |||
Св. 18 до 30 | 0,010 | 0,02 | |
Св. 30 до 50 | |||
Св. 50 до 80 | 0,10 | ||
Св. 80 до 120 | |||
Св. 120 до 180 | |||
Св. 180 до 260 | 0,05 | ||
Св. 260 до 360 | - | ||
Св. 360 до 500 | |||
8. Пример расчета исполнительных размеров гладких формообразующих деталей приведен в приложении 2.
5-8. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Достижимая точность размеров изделий из пластмасс,
получаемых прессованием и литьем под давлением
Наименование размеров изделия | Расчетные формулы |
Охватываемые, кроме высотных |
|
Охватывающие | где |
Охватываемые высотные, не зависящие от толщины облоя |
|
Межосевые | |
Прочие, не относящиеся к охватываемым и охватывающим | |
Охватываемые высотные, зависящие от толщины облоя (в пресс-формах прямого прессования) |
|
Буквенные обозначения в формулах (1)-(3):
- допуск размера изделия, мм;
- часть допуска размера изделия, учитывающая колебание усадки пластмассы, мм;
- номинальный размер изделия, мм;
,
- наибольшая и наименьшая усадки пластмассы, %;
- допуск размера формообразующей детали, мм;
- часть допуска размера изделия, учитывающая уклон поверхности формообразующей детали, мм;
- высота элемента изделия, оформляемого с уклоном, мм;
- уклон поверхности формообразующей детали (см. п.6);
- часть допуска, учитывающая колебание толщины облоя, которую следует принимать равной 0,1 мм.
(Введено дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Справочное
Пример расчета исполнительных размеров гладких формообразующих деталей
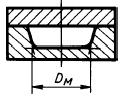
Рассчитать исполнительные размеры гладких формообразующих деталей для изделия (черт.1) из прессмассы марки 03-010-02, оформляемого в пресс-форме прямого прессования. Усадка прессмассы 0,4-0,8%.

Черт.1
(Измененная редакция, Изм. N 1).
1. Допуски, заданные чертежом изделия, не меньше достижимых допусков, рассчитанных по формулам приложения 1.
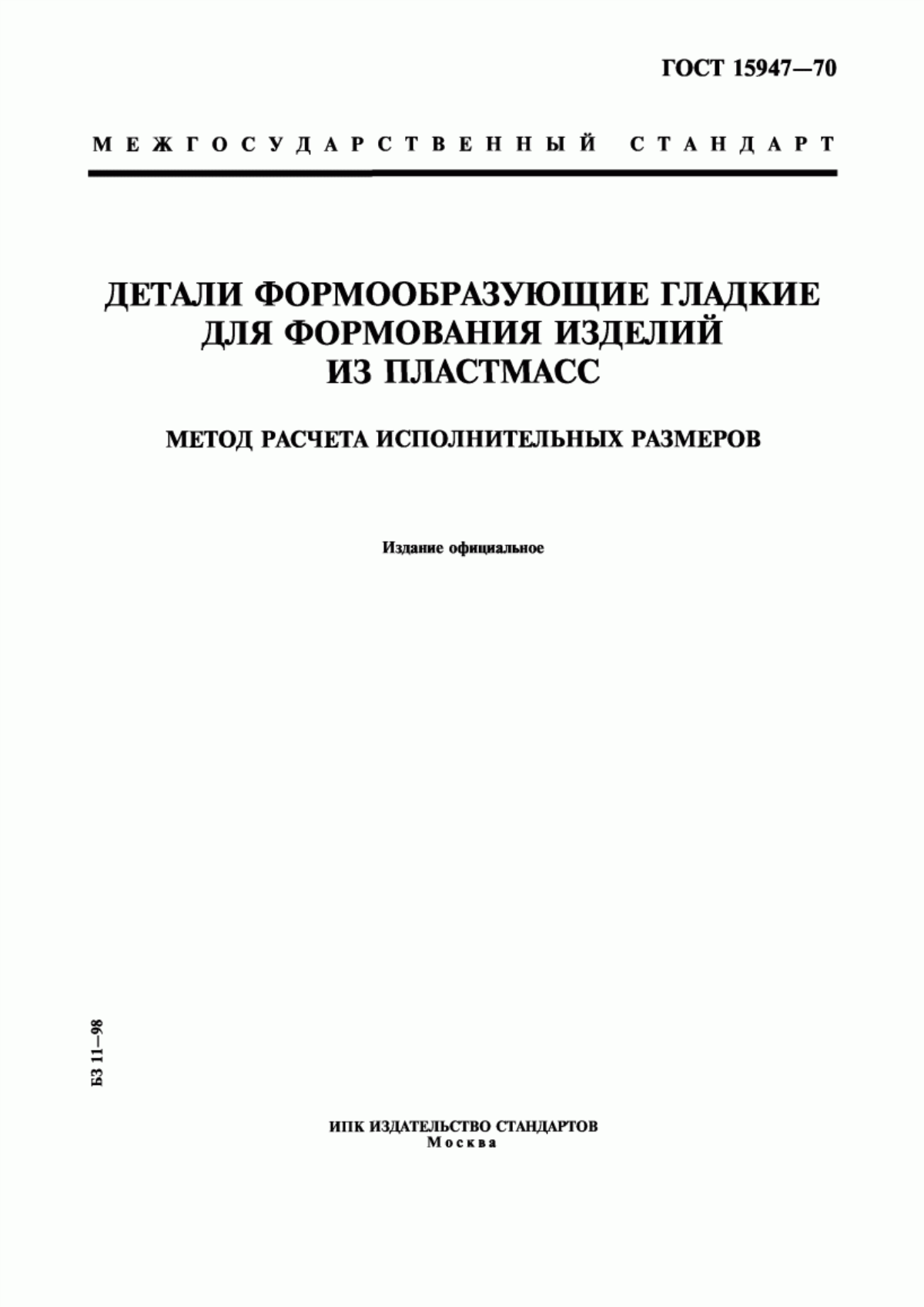
2. Исполнительный размер матрицы (черт.2) рассчитывается по формуле
![]() мм. (1)
мм. (1)
Предельное отклонение размера матрицы принято в соответствии с табл.3.
Угол уклона назначается по табл.4 равным 0°10'.
|
|
Черт.2 | Черт.3 |
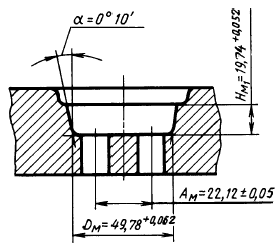

3. Исполнительный размер матрицы (черт.2) рассчитывается по формуле
![]() мм. (2)
мм. (2)
Исполнительный размер матрицы с учетом округления по табл.5 равен 19,74 мм.
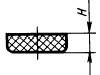
4. Исполнительный размер знака (черт.3) рассчитывается по формуле
![]() мм. (3)
мм. (3)
Исполнительный размер знака с учетом округления по табл.5 равен 16,49 мм.
5. Исполнительный размер матрицы (черт.2) рассчитывается по формуле
![]() мм. (4)
мм. (4)
Исполнительный размер матрицы с учетом округления по табл.5 равен 22,12 мм.
1-5. (Измененная редакция, Изм. N 1).
6. Предельные отклонения размеров матрицы (черт.2) и стержня (черт.3) приняты в соответствии с табл.3.
Углы уклонов приняты в соответствии с табл.4.
(Введен дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
