ГОСТ 5627-87
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТЫ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЕ
Параметры и размеры. Нормы точности
Automatic wire-nail machines. Parameters and dimensions. Norms of accuracy
ОКП 38 2441
Срок действия с 01.07.89
до 01.07.94*
_______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
И.Г.Куликов, И.А.Майорская, Л.Л.Махтюк (руководитель темы), О.В.Кутафьева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.12.87 N 4408
3. Срок первой проверки - 1993 г., периодичность проверки - 5 лет.
4. ВЗАМЕН ГОСТ 5627-80, ГОСТ 6967-70.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 166-80 | Приложение |
2.5.1 | |
Приложение | |
ГОСТ 15961-80 | 2.1 |
Настоящий стандарт распространяется на проволочно-гвоздильные одноударные автоматы для изготовления строительных, толевых, кровельных, отделочных, обойных и тарных гвоздей из проволоки различного сечения, изготовляемые для нужд народного хозяйства и экспорта.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры автоматов должны соответствовать указанным в таблице.
Наименование параметров и размеров | Нормы | ||||||
Диаметр стержня строительного гвоздя, мм, не более | 1,2 | 2 | 3 | 4 | 6 | 8 | |
Номинальное усилие автомата, кН | 11,2 | 26,5 | 56 | 100 | 200 | 315 | |
Длина гвоздя, мм | 5-25 | 8-60 | 20-80 | 13-120 | 32-200 | 40-250 | |
Частота ходов высадочного ползуна, мин | наименьшая | 850 | 540 | 450 | 350 | 210 | - |
наибольшая | 1050 | 840 | 615 | 525 | 330 | 165 | |
Удельная масса | 16·10 | 7,93·10 | 4,84·10 | 2,38·10 | 1,20·10 | - | |
Удельный расход энергии | 3,81·10 | 2,41·10 | 1,57·10 | 8,73·10 | 8,33·10 | - | |
_______________
* ![]() ;
; ![]() ,
,
где - масса автомата, кг;
- номинальное усилие, кН;
- максимальная длина гвоздя, м;
- установленная мощность привода, кВт;
- наибольшая частота ходов высадочного ползуна, мин
.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования к условиям испытаний и методам проверок на точность - по ГОСТ 15961-80*.
______________
* На территории Российской Федерации действует ГОСТ 15961-89. - .
2.2. Если конструктивные особенности автомата не позволяют произвести измерение на длине, к которой отнесено предельное отклонение, то последнее должно быть пересчитано на наибольшую длину, на которой измерение может быть произведено.
Полученные при пересчете предельные отклонения менее 0,01 мм принимаются равными 0,01 мм.
2.3. Для проведения проверок рекомендуется использовать средства измерения в соответствии с приложением.
2.4. Нормы точности и методы проверок автоматов должны соответствовать указанным в пп.2.4.1-2.4.3.
2.4.1. Плоскостность вертикальной поверхности станины в месте прилегания матричного блока
Минимальное число пятен в квадрате 25х25 мм на любом участке поверхности - не менее 10.
Поверочную плиту, покрытую тонким слоем краски, прикладывают на вертикальную поверхность станины в месте прилегания матричного блока и перемещают по проверяемой поверхности.
Отклонение от плоскостности определяют по числу пятен краски в квадрате со стороной 25 мм, оставшихся на выступах проверяемой поверхности.
2.4.2. Перпендикулярность хода высадочного ползуна к вертикальной поверхности станины в месте прилегания матричного блока
Допуск перпендикулярности 0,05 мм на длине 100 мм
К вертикальной поверхности станины в месте прилегания матричного блока прикладывают поверочный угольник 1. Индикатор 2 крепят на ползуне 3 так, чтобы его измерительный наконечник касался поверхности угольника. Перпендикулярность проверяют в крайних положениях ползуна при возвратно-поступательном перемещении (черт.1).
Черт. 1
Отклонение от перпендикулярности равно разности показаний индикатора в крайних положениях ползуна.
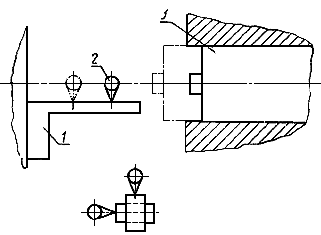
2.4.3. Радиальное и торцевое биение маховика
Допуск радиального биения 0,1 мм
Допуск торцевого биения 0,2 мм
Индикатор 1 устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 или его торцевой поверхности на расстоянии 10 мм от образующей поверхности обода (черт.2).

Черт.2
Биение равно наибольшей разности показаний индикатора за один оборот маховика.
2.5. Проверка автомата в работе
2.5.1. Точность гвоздей по длине, отклонение от прямолинейности оси гвоздя и методы контроля данных величин - по ГОСТ 283-75.
2.5.2. Отклонение от соосности головки относительно стержня гвоздя (черт.3)
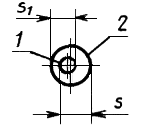
1 - стержень; 2 - головка
Черт.3
Предельное отклонение при диаметре стержня гвоздя, мм:
до 1,2 | 0,10 | |||
св. 1,2 " 1,8 | 0,15 | |||
" 1,8 " 3,0 | 0,20 | |||
" 3,0 " 4,0 | 0,30 | |||
" 4,0 | 0,40 | |||
Смещение головки гвоздя относительно оси стержня () определяется половиной разности показаний штангенциркуля
![]() .
.
Проверку проводят в двух взаимно перпендикулярных плоскостях.
Проверке подвергают выборочно не менее 50 гвоздей из партии 10000 шт.
ПРИЛОЖЕНИЕ
Рекомендуемое
СРЕДСТВА ИЗМЕРЕНИЙ, ПРИМЕНЯЕМЫЕ ПРИ ПРОВЕРКЕ ТОЧНОСТИ АВТОМАТОВ
1. Штангенциркуль ШЦ-II-250-0,05 - по ГОСТ 166-80*.
______________
* На территории Российской Федерации действует ГОСТ 166-89. - .
2. Индикатор ИЧ10 кл.1 - по ГОСТ 577-68.
3. Угольник УШ-1-250 - по ГОСТ 3749-77.
4. Индикатор 1 МИГ - по ГОСТ 9696-82.
5. Плита поверочная 1-го класса точности - по ГОСТ 10905-86.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1988
