ГОСТ 26405-84
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИНСТРУМЕНТ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ И ГАЕК
НА ХОЛОДНОВЫСАДОЧНЫХ АВТОМАТАХ
Общие технические условия
Tools for manufacturing bolts and nuts on cold heading machines.
General specifications.
ОКП 39 6310
Дата введения 1986-07-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.Г.Серегин, А.М.Свиридов, В.А.Сайков, З.Н.Сударенкова, А.М.Радченко, И.В.Михайлов, А.Н.Кулакова, Л.П.Потехина
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 декабря 1984 г. N 4964
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.12.89 N 4080 с 01.01.91
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 4, 1990 год
Настоящий стандарт распространяется на ножи, отрезные и обрезные матрицы, пуансоны, высадочные матрицы, выталкиватели (далее - холодновысадочный инструмент), предназначенные для производства заготовок болтов и гаек на холодновысадочных автоматах.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Холодновысадочный инструмент должен изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Инструмент для холодновысадочных автоматов должен обеспечить возможность получения заготовок стандартных болтов и гаек под накатку и нарезку резьбы с крупным шагом с полем допуска 6g и 6Н по размерам и качеству поверхностей, соответствующих стандартам на конкретные виды изделий (болты, гайки).
1.3. Материалы, применяемые для изготовления деталей холодновысадочного инструмента, должны соответствовать маркам, указанным в соответствующих стандартах на конструкцию и размеры инструмента.
1.4. Допускается замена марок сталей другими с механическими свойствами не ниже чем у сталей, указанных в стандартах на конструкцию и размеры инструмента.
1.5. Допускается применение заготовок для твердосплавных вставок по ГОСТ 10284-84 из материалов марок ВК20-КС; ВК20-К - по ГОСТ 3882-74.
1.6. Допускается сортировать заготовки твердосплавных вставок по ГОСТ 10284-84 на отдельные группы по размерам наружного диаметра для снижения припуска на их доводку. Интервалы размеров сортируемых групп устанавливаются предприятием-изготовителем инструмента.
1.5, 1.6. (Измененная редакция, Изм. N 1).
1.7. При необходимости заготовки корпусов высадочных пуансонов и матриц должны подвергаться трех- четырехкратной ковке для получения однородной макроструктуры.
1.8. Поковки перед механической обработкой должны быть подвергнуты отжигу или нормализации.
1.9. Поковки не должны иметь трещин, расслоений, неметаллических включений и других дефектов, влияющих на прочность.
1.10. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14, остальных ![]() , радиусов закругления, фасок и углов - по ГОСТ 25670-83*.
, радиусов закругления, фасок и углов - по ГОСТ 25670-83*.
_______________
* На территории Российской Федерации действует ГОСТ 30893.1-2002. - .
1.11. На поверхности шлифованных деталей не допускаются шлифовочные трещины.
1.12. Поверхности деталей холодновысадочного инструмента не должны иметь трещин, забоин и других дефектов, снижающих их эксплуатационные качества и эстетический вид.
1.13. На рабочих поверхностях инструмента не допускаются следы обработки, задиры и выкрошенные места.
1.14. Режущие кромки ножей и отрезных матриц должны иметь радиус скругления в пределах 0,01-0,014 мм. Завал кромок, выкрашивание и другие механические дефекты не допускаются.
1.15. Резьба - по ГОСТ 24705-81*, поля допусков 7Н и 8g - по ГОСТ 16093-81**.
_______________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - .
1.16. В винтовых пружинах сжатия, изготовляемых из проволоки диаметром до 1,6 мм, крайние витки должны быть подогнуты до первых рабочих витков, а пружины из проволоки диаметром свыше 1,6 мм должны иметь опорные витки, прошлифованные по торцу на дуге не менее окружности витка.
1.17. Ножи в сборе должны проверяться на удерживание калибра диаметром, равным диаметру отрезаемой заготовки.
1.18. Допуск параллельности прилегающих поверхностей матриц, пуансонов и плиток должен соответствовать 8-й степени точности по ГОСТ 24643-81.
1.19. Поверхность прилегания конических поверхностей корпуса и вставки должна быть не менее 70%.
1.20. Твердость деталей холодновысадочного инструмента должна соответствовать величинам, указанным в стандартах на конструкцию и размеры.
1.21. Корпуса после запрессовки вставок должны быть подвергнуты отпуску для снятия внутренних напряжений запрессовки.
1.22. Холодновысадочный инструмент, имеющий остаточный магнетизм, после чистовой обработки должен быть размагничен.
1.23. По заказу потребителя для имеющихся в эксплуатации высадочных автоматов допускается изготовление ножей, пуансонов и матриц с большими габаритными размерами по сравнению с размерами, указанными в соответствующих стандартах на конструкцию и размеры.
1.24. Технический ресурс изделий должен быть установлен в стандартах на конкретные виды изделий.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. Требования безопасности - по ГОСТ 12.3.026-81.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия изделий требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания.
3.2. При приемо-сдаточных испытаниях проверяют соответствие изделий требованиям пп.1.10-1.12; 1.14-1.16; 1.18; 6.1-6.4 в количестве 5% от партии, но не менее 5 шт.
Партией считается количество изделий, совместно прошедших производственный цикл и одновременно предъявленных к приемке по одному документу.
Результаты испытаний являются окончательными и распространяются на всю партию.
3.3. Периодические испытания проводят не реже одного раза в год на соответствие требованиям настоящего стандарта на изделиях, прошедших приемо-сдаточные испытания.
3.4. Типовые испытания следует проводить при изменении конструкции, материалов или технологии, если эти изменения могут оказать влияние на характеристики изделий и включать проверку параметров из общей программы испытаний, которые могут при этом измениться.
3.5. Если при периодических или типовых испытаниях хотя бы одно изделие не будет соответствовать требованиям настоящего стандарта, то проводят повторные испытания удвоенного числа изделий на соответствие требованиям тех пунктов, по которым изделия не выдержали испытаний.
Результаты повторных испытаний являются окончательными.
(Измененная редакция, Изм. N 1).
3.6. Потребитель проводит выборочную проверку (3% от партии) качества изделий по программе приемо-сдаточных испытаний.
Результаты выборочного контроля являются окончательными и распространяются на всю партию.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Соответствие холодновысадочного инструмента требованиям пп.1.11; 1.12; 1.14; 6.1-6.4 проверяют внешним осмотром, пп.1.10; 1.15; 1.16; 1.18 - универсальными средствами измерений.
4.2. Твердость контролируют по ГОСТ 9013-59 и ГОСТ 8.064-79.
4.3. Шероховатость поверхности деталей проверяют сравнением с образцами шероховатости по ГОСТ 9378-75* или измерением параметров шероховатости профилометрами-профилографами.
_______________
* На территории Российской Федерации действует ГОСТ 9378-93. - .
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый холодновысадочный инструмент конкретного типоразмера должен иметь маркировку, содержащую следующие данные:
товарный знак предприятия-изготовителя;
обозначение инструмента;
обозначение изделия (болта, гайки);
дату изготовления;
букву Т для инструмента, оснащенного твердым сплавом.
5.2. Маркировка должна быть выполнена шрифтом по ГОСТ 26.020-80.
5.3. Маркировка должна быть четкой и стойкой к истиранию.
5.4. Маркировка должна быть нанесена непосредственно на изделие или на прикрепленную к изделию бирку.
5.5. Консервация холодновысадочного инструмента должна проводиться по ГОСТ 9.014-78 и обеспечивать сохранность и защиту изделий в течение 1 года при транспортировании и хранении по группе 5 ГОСТ 15150-69.
5.6. В зависимости от габаритов холодновысадочный инструмент должен быть упакован в тару по ГОСТ 15841-77* и ГОСТ 15623-84.
_______________
* На территории Российской Федерации действует ГОСТ 15841-88. - .
Транспортная тара должна быть выложена изнутри упаковочной бумагой по ГОСТ 515-77.
Требования к таре и упаковке при транспортировании в районы Крайнего Севера и отдаленные районы - по ГОСТ 15846-79*.
_______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - .
5.7. Упаковка должна исключать перемещения холодновысадочного инструмента в таре во время транспортирования.
5.8. Упаковка изделий должна предохранять их от воздействия климатических факторов внешней среды и механических повреждений.
5.9. В каждый ящик должен быть вложен сопроводительный документ, в котором должны быть указаны:
наименование или товарный знак предприятия-изготовителя;
обозначение изделия;
количество упакованных изделий;
обозначение стандарта на изделие;
дата упаковки;
штамп технического контроля предприятия-изготовителя.
5.10. Сопроводительный документ должен находиться в таре вместе с инструментом в отдельной влагонепроницаемой упаковке.
5.11. Маркировка транспортной тары - по ГОСТ 14192-77*.
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
5.12. Транспортирование холодновысадочного инструмента может осуществляться любым видом транспорта.
5.13. Расконсервация холодновысадочного инструмента - по ГОСТ 9.014-78.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ ХОЛОДНОВЫСАДОЧНОГО ИНСТРУМЕНТА
6.1. Холодновысадочный инструмент применяется только для высадки болтов, изготовляемых из материалов по ГОСТ 7417-75 с размерами, указанными в таблице.
Исходные материалы для изготовления болтов
Размеры в мм
Болты с редуцированием | Болты без редуцирования | |||
Номи- | Диаметр исходного материала | Обозначение стандарта | Диаметр исходного материала | Обозначение стандарта |
М4 | 3,9 | 3,30 | ||
М5 | 4,8 | 4,35 | ||
М6 | 5,8 | 5,20 | ||
М8 | 7,8 | 7,00 | ||
М10 | 9,8 | 8,80 | ||
M12 | 11,8 | 10,72 | ||
М14 | 13,6 | 12,50 | ||
М16 | 15,8 | 14,50 | ||
М18 | 18,0 | 16,20 | ||
М20 | 20,0 | 18,00 | ||
6.2. При наладке автомата ось заготовки, подаваемой в матрицу, должна точно совпадать с осью матрицы.
6.3. Удары при сближении матрицы и пуансона во время наладки не допускаются.
6.4. Крепление инструмента должно быть надежным. В процессе работы крепление необходимо периодически контролировать.
6.5. Оси матриц и пуансонов должны точно совпадать. В процессе наладки положение осей следует контролировать установочными приспособлениями.
6.6. При налипании металла на рабочие поверхности инструмента, в целях устранения преждевременного выхода его из строя, поверхности необходимо подвергнуть полировке.
6.7. При эксплуатации твердосплавного инструмента рекомендуется применять фосфатированную проволоку.
6.8. Не допускается нагрев инструмента выше 150...200 °С, т.к. из-за разности коэффициентов теплового расширения вставки и корпуса уменьшается натяг. Эксплуатация твердосплавного инструмента должна производиться при обильной (постоянной) подаче смазочно-охлаждающей жидкости.
6.9. Срез заготовки, подаваемой в матрицу, должен быть ровным и без заусенцев.
6.10. Твердосплавный холодновысадочный инструмент должен подвергаться профилактическому осмотру через каждые 80-100 тыс. ударов.
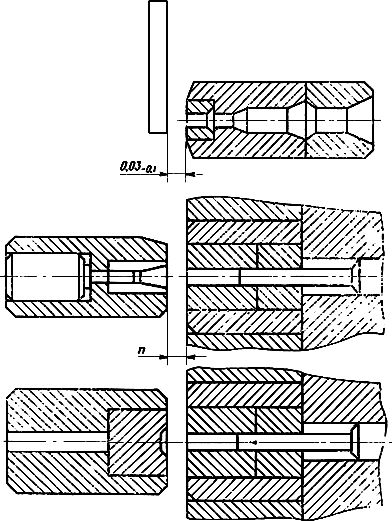
6.11. Установка инструмента на автоматах приведена в рекомендуемом приложении.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие холодновысадочного инструмента требованиям настоящего стандарта и стандартов на отдельные виды изделий при соблюдении условий эксплуатации, хранения и транспортирования.
7.2. Гарантийный срок эксплуатации и гарантийная наработка должны быть установлены в стандартах на отдельные виды изделий.
ПРИЛОЖЕНИЕ
Рекомендуемое
УСТАНОВКА ИНСТРУМЕНТА НА АВТОМАТАХ
мм
Номинальный диаметр резьбы |
| |
с редуцированием | без редуцирования | |
М4 | 0,8 | 0,7 |
М5 | 1,0 | 0,9 |
М6 | 1,2 | 1,4 |
М8 | 1,4 | 1,5 |
М10 | 1,6 | 1,7 |
М12 | 1,8 | 2,1 |
М14 | 2,0 | 2,2 |
M16 | 2,3 | 2,5 |
М18 | 3,0 | 3,0 |
М20 | 3,5 | 3,5 |
Электронный текст документа
и сверен по:
Инструмент для производства болтов
на холодновысадочных двухударных автоматах:
Сб. ГОСТов. ГОСТ 26394-84-ГОСТ 26405-84. -
М.: Издательство стандартов, 1985
Редакция документа с учетом
изменений и дополнений
подготовлена З
