ГОСТ 12933-88
(СТ СЭВ 1830-79,
СТ СЭВ 1837-79)
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТЫ ХОЛОДНОВЫСАДОЧНЫЕ ОДНОПОЗИЦИОННЫЕ
ДВУХУДАРНЫЕ С ЦЕЛЬНОЙ МАТРИЦЕЙ
Параметры и размеры. Нормы точности
Cold-heading, one-position, double blow automatik machines with a closed die.
Parameters and dimensions. Norms of precision
ОКП 38 2460
Срок действия с 01.07.90
до 01.07.95*
_______________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 4, 1994 год). -
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.Б.Бульский, М.А.Хазов, Е.А.Айвазов, И.А.Тареев, В.М.Русакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.06.88 N 1994
3. Срок проверки 1993 г.; периодичность проверки 5 лет
4. Стандарт содержит все требования СТ СЭВ 1837-79; СТ СЭВ 1830-79.
5. ВЗАМЕН ГОСТ 12933-79, ГОСТ 12912-79, ГОСТ 19847-74
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
Приложение | |
Приложение | |
2.5.5 | |
2.5.5 | |
1.5.2 | |
Приложение | |
ГОСТ 15961-80 | 2.1 |
Настоящий стандарт распространяется на холодновысадочные однопозиционные двухударные автоматы с цельной матрицей, предназначенные для изготовления заклепок, заготовок болтов, винтов и подобных изделий стержневого типа из калиброванной стальной проволоки для холодной высадки с временным сопротивлением не более 800 МПа (80 кгс/мм) или из проволоки цветных металлов, изготовляемые для нужд народного хозяйства и экспорта.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры автоматов должны соответственно указанным в табл.1.
Таблица 1
Наименование параметров | Нормы | ||||||||
Диаметр стержня изделия, мм | наиб. | 2,5 | 4 | 6 | 8 | 10 | 12 | 16 | 20 |
наим. | 1,6 | 2,5 | 4 | 6 | 8 | 10 | 12 | 16 | |
Номинальное усилие,* кН | 63 | 125 | 250 | 400 | 630 | 1000 | 1600 | 2000 | |
Длина стержня изделия, мм | наиб. | 25 | 40 | 60 | 80 | 100 | 120 | 160 | 200 |
наим. | 4 | 6 | 10 | 12 | 16 | 20 | 25 | 30 | |
Длина заготовки, мм | наиб. | 33 | 52 | 73 | 104 | 130 | 156 | 208 | 260 |
наим. | 12 | 18 | 28 | 36 | 46 | 56 | 73 | 90 | |
Частота ходов ползуна*, мин | наиб. | 800**; | 700**; | 640 | 460**; | 300**; | 260**; | 200**; | 160**; |
наим. | 560**; | 560**; | 400 | 320**; | 190**; | 160**; | 120**; | 120**; | |
Номинальная производительность, шт./мин | наиб. не менее | 400**; | 350**; | 320 | 230**; | 150** | 130**; | 100**; | 80**; |
наим. | 280**; | 280**; | 200 | 160**; | 95**; | 80**; | 60**; | 60**; | |
Удельная масса, | 1,10 | 0,55 | 0,54 | 0,20 | 0,18 | 0,12 | 0,09 | 0,07 | |
Удельный расход электроэнергии | 1,55·10 | 2,5·10 | 2,6·10 | 7,8·10 | 2,9·10 | 48,1·10 | 144,1·10 | 540·10 | |
________________
* Для справок.
** До 01.01.93.
*** С 01.01.93.
Удельный расход энергии () и удельную массу (
) вычисляют по формулам
![]() ,
, ![]() ,
,
где - мощность электродвигателя главного привода автомата, кВт (установочная мощность);
- номинальное усилие автомата, кН;
- наибольшая частота ходов ползуна, мин
;
- масса автомата, кг (без разматывающего устройства и электрошкафа);
- наибольшая длина стержня изделия, мм.
1.2. Наибольший диаметр головки изделия не должен превышать 2,2 диаметра стержня изделия.
1.3. Наибольшая длина части заготовки под высадку головки изделия не должна превышать трех диаметров стержня изделия.
1.4. По требованию потребителя автоматы должны комплектоваться:
1) выталкивателем из пуансонов;
2) разматывающим устройством для автоматов с диаметром стержня изделия до 12 мм включительно и правильно-задающим устройством с диаметром стержня изделия свыше 12 мм.
1.5. Наибольшая производительность автоматов обеспечивается при изготовлении изделий с длиной стержня 5 диаметров стержня изделия.
1.6. Наибольшая длина стержня изделия не должна превышать десяти диаметров.
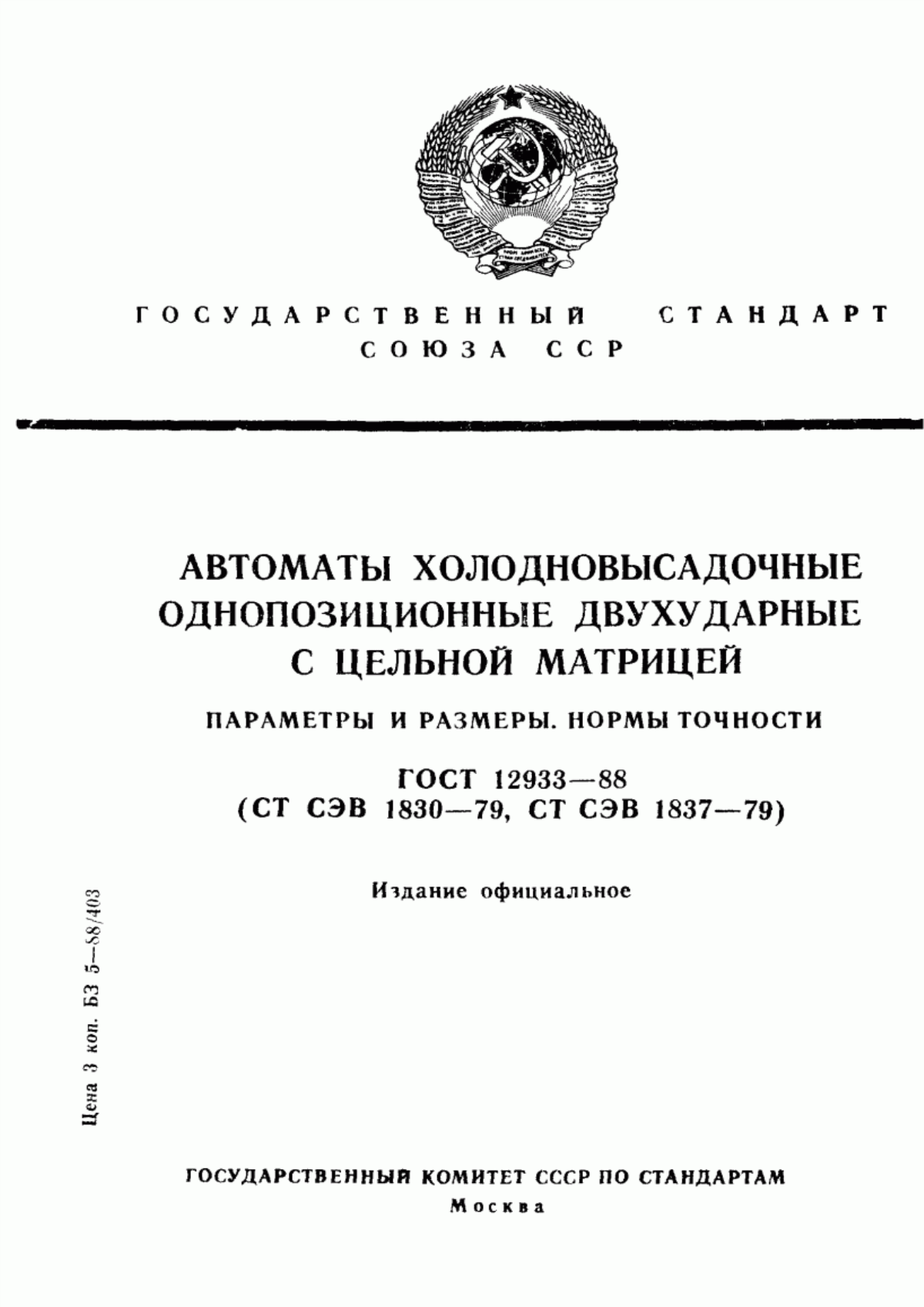
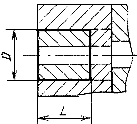
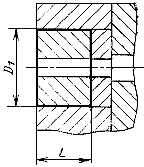
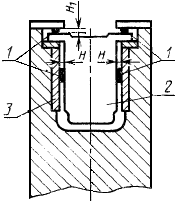
1.7. Размеры посадочных мест инструмента автоматов должны соответствовать указанным на черт.1, 2, 3 и в табл.2.
Черт.1
Черт.2
Черт.3
Таблица 2
мм
Наименование параметров | Нормы | ||||||||
Диаметр стержня изделия, наибольший | 2,5 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |
Диаметр посадочного места матрицы | отрезной | 14 | 18 | 22 | 32 | 40 | 45 | 56 | 60 |
высадочный | 25 | 32 | 50 | 60 | 60 | 70 | 90 | 120 | |
Длина посадочного места матриц | 36 | 52 | 80 | 105 | 130 | 160 | 210 | 260 | |
Диаметр посадочного места пуансона | Предварительного | 16 | 22 | 30 | 36 | 40 | 55 | 70 | 85 |
окончательного | 22 | 25 | 36 | 50 | 50 | 65 | 70 | 95 | |
Длина посадочного места пуансона | 30 | 36 | 50 | 60 | 70 | 85 | 110 | 140 | |
1.5.1. Допуск диаметров посадочных мест матриц и пуансонов - Н7, длины посадочных мест матриц и пуансонов ![]() .
.
1.5.2. Параметр шероховатости поверхностей, ограниченных диаметрами посадочных мест матриц и пуансонов, - не более 0,8 мкм по ГОСТ 2789-73.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования к проверкам точности автоматов - по ГОСТ 15961-80*.
______________
* На территории Российской Федерации действует ГОСТ 15961-89. - .
2.2. Если конструктивные размеры базовых деталей автоматов не позволяют провести измерения на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения.
Полученный при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
2.3. Для проведения проверок рекомендуется использовать средства измерения, приведенные в приложении.
Допускается применять другие методы проверки и средства измерения при условии, что они соответствуют назначению проверки и обеспечивают необходимую точность.
2.4. При изготовлении и сборке автоматов должна быть обеспечена геометрическая точность мест крепления инструмента:
1) допуск перпендикулярности оси отверстия для крепления пуансона в пуансонодержателе к задней опорной поверхности пуансонодержателя - 0,01 мм на длине 100 мм;
2) допуск перпендикулярности оси отверстия для крепления матрицы в матричном блоке к задней опорной поверхности матричного блока - 0,01 мм на длине 100 мм.
2.5. Устанавливают проверки норм точности автоматов:
Проверка 2.5.1. Зазоры между вертикальными и горизонтальными направляющими ползуна и станины для автоматов с нерегулируемыми направляющими.
Значения зазоров должны соответствовать указанным в табл.3.
Таблица 3
мм
Наибольший диаметр стержня изделия | 2,5; 4 | 6; 8 | 10; 12 | 16; 20 |
Суммарное значение зазора | ||||
не менее | 0,06 | 0,08 | 0,10 | 0,14 |
не более | 0,09 | 0,13 | 0,18 | 0,27 |
Значение зазора | ||||
не менее | 0,03 | 0,04 | 0,04 | 0,05 |
не более | 0,05 | 0,06 | 0,07 | 0,10 |
МЕТОД ПРОВЕРКИ
Зазоры между направляющими ползуна 2 (черт.4) и станины 3 измеряют щупом 1 в крайних положениях ползуна.
Черт.4
Измерения проводят одновременно спереди и сзади, справа и слева.
В автоматах с хоботообразным ползуном зазоры измеряют между основными и дополнительными направляющими.
Суммарное значение зазора между вертикальными направляющими определяют сложением зазоров между правыми и левыми направляющими.
Проверка 2.5.2. Параллельность осей отверстий в пуансонодержателе ходу ползуна
Предельное отклонение - 0,02 мм на длине 100 мм.
МЕТОД ПРОВЕРКИ
В отверстие пуансонодержателя 1 (черт.5) для крепления пуансона вставляют цилиндрическую оправку 2.
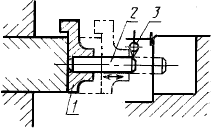
Черт.5
Индикатор 3 укрепляют на неподвижной части автомата так, чтобы его измерительный наконечник касался поверхности оправки.
Измерения проводят в переднем и заднем крайних положениях ползуна в двух взаимно перпендикулярных плоскостях.
Отклонение от параллельности определяют разностью показаний индикатора в крайних точках проверки.
Проверка 2.5.3. Перпендикулярность хода ползуна к вертикальной поверхности станины в месте прилегания матричного блока.
Предельное отклонение - 0,02 мм на длине 100 мм.
МЕТОД ПРОВЕРКИ
К вертикальной поверхности станины 1 (черт.6) в месте прилегания матричного блока прикладывают угольник 2.
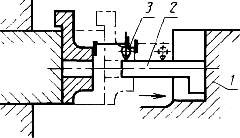
Черт.6
Индикатор 3 укрепляют на ползуне так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Измерения проводят в переднем и заднем крайних положениях ползуна в двух взаимно перпендикулярных плоскостях.
Отклонение от перпендикулярности определяют разностью показаний индикатора в крайних точках проверки.
Проверка 2.5.4. Радиальное и торцевое биение маховика.
Значения радиального и торцевого биения маховика должны соответствовать указанным в табл.4.
Таблица 4
мм
Диаметр маховика | Допуски биения | |
радиального | торцевого | |
До 1000 | 0,10 | 0,20 |
Св. 1000 | 0,16 | 0,30 |
МЕТОД ПРОВЕРКИ
Индикатор 1 (черт.7) укрепляют так, чтобы его измерительный наконечник касался поверхности обода маховика 2 при измерении радиального биения или его торцевой поверхности на расстоянии 10 мм от образующей поверхности при измерении торцевого биения.
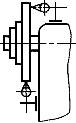
Черт.7
Биение определяют наибольшей разностью показаний индикатора за один оборот маховика.
Допускается не проводить проверку для маховиков динамически сбалансированных и для маховиков с частотой вращения не более 120 мин, статически сбалансированных.
ПРОВЕРКА АВТОМАТА В РАБОТЕ
Проверка 2.5.5. Проверка автомата в работе проводится изготовлением изделия с наибольшим диаметром и длиною стержня по табл.1 настоящего стандарта.
Допуски соосности головки изделия и перпендикулярности к ее опорной поверхности относительно оси стержня и методы контроля - по ГОСТ 1759.1-82.
Допустимые дефекты поверхности и методы контроля - по ГОСТ 1759.2-82.
ПРИЛОЖЕНИЕ
Рекомендуемое
СРЕДСТВА ИЗМЕРЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ПРОВЕРКЕ ТОЧНОСТИ АВТОМАТОВ
1. Щуп N 2, класс точности 2 ГОСТ 882-75.
2. Индикатор часового типа П402 КЛ1 ГОСТ 577-68.
3. Угольник УЛП-1-160 ГОСТ 3749-77.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1988
