ГОСТ 8200-87
(СТ СЭВ 5935-87)
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕССЫ ГИДРАВЛИЧЕСКИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Параметры и размеры. Нормы точности
Hydraulic presses for production of plastic articles.
Parameters and dimensions. Norms of accuracy
ОКП 38 2262
Срок действия с 01.01.91
до 01.01.96*
_______________________________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11/12, 1994 год). -
.
для прессов усилием 400, 2500, 4000 кН - с 01.01.92
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Л.К.Андреев, Н.В.Мальцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 03.12.87 N 4357
3. Срок проверки - 1994 г.
Периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 5935-87
5. ВЗАМЕН ГОСТ 8200-80, ГОСТ 16114-80, ГОСТ 10319-74
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
Приложение | |
ГОСТ 1574-75 | 1.6 |
Приложение | |
ГОСТ 8026-75 | Приложение |
Приложение | |
ГОСТ 15961-80 | 2.1 |
7. ПЕРЕИЗДАНИЕ (январь 1989 г.) с Изменением N 1, утвержденным в марте 1988 г. (ИУС 6-88)
Настоящий стандарт распространяется на гидравлические прессы, предназначенные для компрессионного (прямого) и трансфертного (литьевого) прессования изделий из термореактивных пластмасс, изготавливаемые для нужд народного хозяйства и экспорта.
Прессы должны изготавливаться следующих исполнений:
1 - с одной ступенью рабочей скорости ползуна и выталкивателя;
2 - с двумя ступенями рабочей скорости ползуна для режима компрессионного (прямого) прессования и выталкивателя для режима трансферного (литьевого) прессования.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
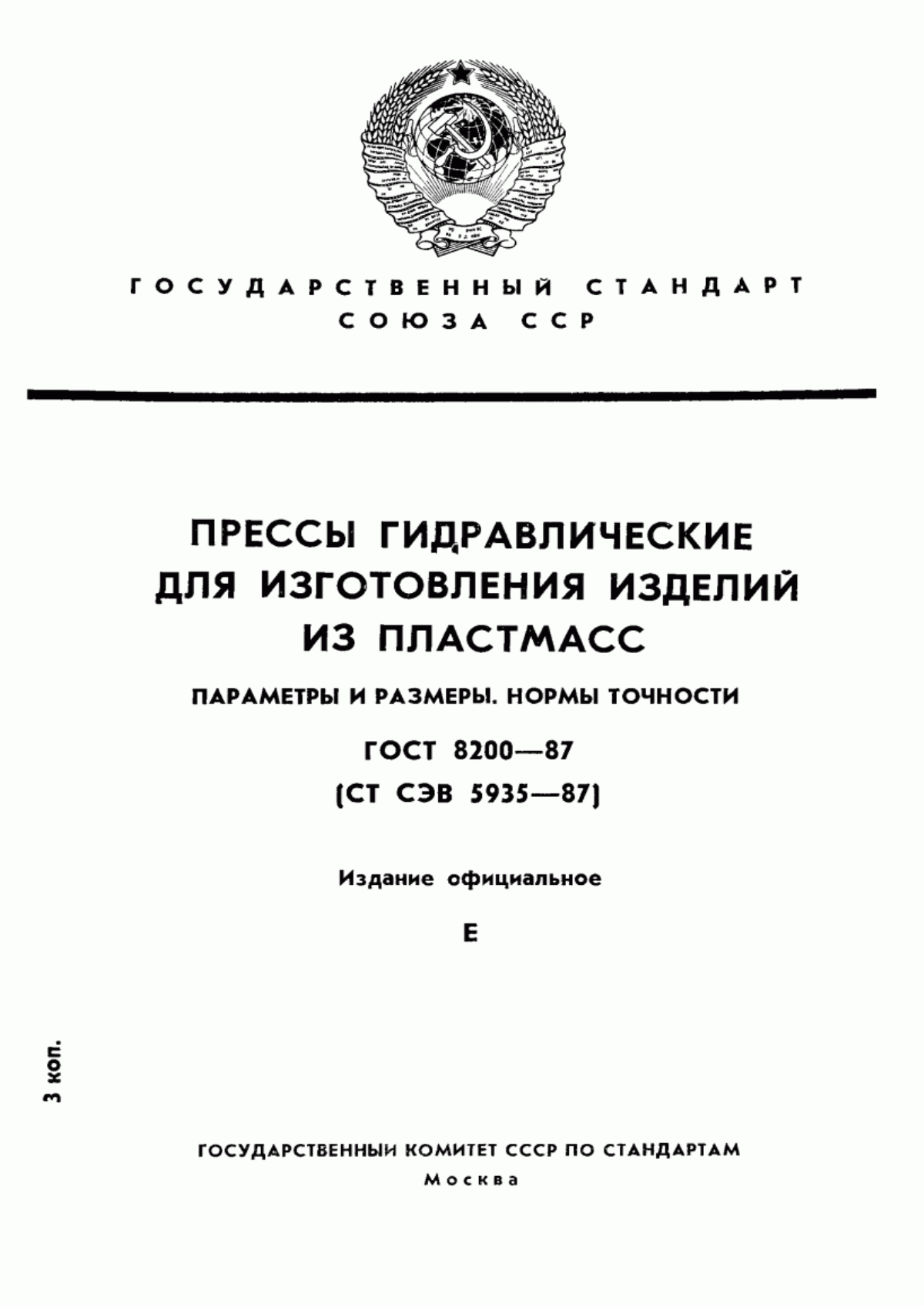
1.1. Основные параметры и размеры прессов должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Примечание. Чертеж не определяет конструкцию прессов.
1.2. Конструкция пресса должна обеспечивать:
автоматическое поддержание температуры нагрева стационарных пресс-форм в диапазоне 373-523 К;
автоматический контроль времени выдержки в диапазоне 1-900 с;
автоматические подпрессовки (от 0 до 3) при усилии 20-80% номинального;
режим работы с предварительным нагружением усилием 20-80% номинальиого и выдержкой при усилии от 0 до 30 с (перед подпрессовками);
регулировку усилия пресса и выталкивателя в диапазоне 20-100% номинальных значений;
регулировку рабочих скоростей ползуна и выталкивателя в диапазоне 20-100% значений, указанных в табл.1;
усилие размыкания пресс-форм не менее 5% номинального усилия пресса.
Таблица 1
Размеры, мм
Наименование основных | Нормы | ||||||||
Номинальное усилие | 400 | 630 | 1000 | 1600 | 2500 | 4000 | |||
Ход ползуна | 400 | 450 | 500 | 560 | 630 | 710 | |||
Наибольшее расстояние между столом и ползуном, | 630 | 710 | 800 | 900 | 1000 | 1120 | |||
Размеры стола | 500 | 560 | 630 | 710 | 800 | 900 | |||
450 | 500 | 560 | 630 | 710 | 800 | ||||
Номинальное усилие выталкивателя, кН (тс) | 40 | 63 | 100 | 160 | 250 | 400 | |||
Ход выталкивателя | 125 | 160 | 200 | 250 | 320 | 400 | |||
Скорость холостого хода ползуна, мм/с, не менее | вниз | 300 | 250 | 160 | |||||
вверх | 200 | 180 | 140 | ||||||
Исполнение 1 | 6 | 5 | |||||||
Скорость рабочего хода ползуна, мм/с, не менее | Испол- нение 2 | Переменная при усилии до 30% номинального | 50-6* | ||||||
При усилии св. 30% номинального | 6 | 5 | |||||||
Исполнение 1 | 25 | ||||||||
Скорость рабочего хода выталкивателя, мм/с, не менее | Испол- | Переменная при усилии выталкивателя до 30% номинального | 100-25* | ||||||
При усилии выталкивателя св. 30% номинального | 25 | ||||||||
Номинальное усилие | 400 | 630 | 1000 | 1600 | 2500 | 4000 | |||
Время условного цикла**, с, не более | 16 | 18 | 20 | 23 | 27 | 40 | |||
Удельная масса***, кг/кН, не более | 6,0 | 4,5 | 3,4 | 3,2 | 3,2 | 3,2 | |||
Удельный расход электроэнергии ****, кВт·ч/цикл, не более | 200·10 | 250·10 | 350·10 | 500·10 | 750·10 | 1300·10 | |||
______________
* Изменяется в зависимости от нагрузки.
** Условный цикл включает:
1. Холостой ход ползуна вниз - значение холостого хода 0,9 .
2. Рабочий ход ползуна - значение рабочего хода 0,1 , скорость рабочего хода по исполнению 1, нагружение прямо пропорционально ходу с отключением энергоносителя при достижении номинального усилия.
3. Холостой ход ползуна вверх - значение холостого хода вверх .
*** Отношение массы пресса (без средств автоматизации) к номинальному усилию.
**** Расход электроэнергии за время условного цикла.
Примечания:
1. Прессы исполнения 2 усилием 2500 и 4000 кН следует изготовлять по требованию потребителя.
2. Значение рабочего хода прессов исполнения 2 для ползуна не более 10% , для выталкивателя - не более 40%
.
1.3. Конструкцией прессов должна быть предусмотрена возможность встраивания их в автоматические линии и комплексы.
1.4. По требованию потребителя прессы должны изготавливать:
с выталкивателем усилием 16-25% номинального усилия пресса;
с механизмом установки пресс-формы на стол пресса;
с ручным механизмам обдувки пресс-формы;
с механизмами загрузки пресс-материала и съема изделий для усилий 2500 и 4000 кН.
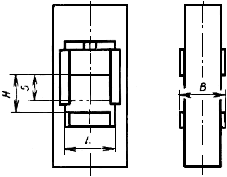
1.5. Размеры Т-образных пазов для крепления пресс-форм в столах и ползунах должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Номинальное усилие пресса, кН |
| ||||
От | 40 | до | 1000 | 22 | |
Св. | 1000 | до | 4000 | 28 | |
1.6. Неуказанные в табл.2 размеры пазов должны соответствовать ГОСТ 1574-75*.
_______________
* На территории Российской Федерации действует ГОСТ 1574-91. - .
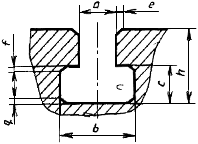
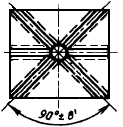
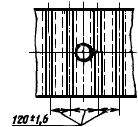
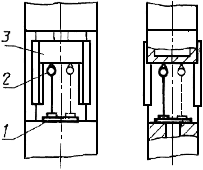
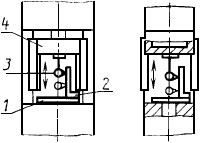
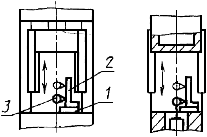
1.7. Расположение пазов в столах и ползунах должно соответствовать указанным на черт.3-5.
Для прессов усилием | Для прессов усилием | Для прессов усилием |
|
|
|
Черт.3 | Черт.4 | Черт.5 |
1.8. Число пазов в столах и ползунах прессов усилием 2500 и 4000 кН должно устанавливаться в зависимости от размеров стола и ползуна.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования при проведении проверок - по ГОСТ 15961-80*.
_______________
* На территории Российской Федерации действует ГОСТ 15961-89. - .
2.2. Базовой поверхностью для проверок 3-5 является поверхность стола.
2.3. Если конструктивные особенности пресса не позволяют измерить точность на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения.
Полученный при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
2.4. Для проведения проверок рекомендуется использовать средства измерения в соответствии с приложением.
2.5. Устанавливают следующие проверки норм точности прессов.
2.5.1. Плоскостность поверхности стола (см. черт.6).
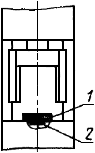
Черт.6
Допуск плоскостности - 0,06 мм на длине 1000 мм (допускается только вогнутость).
Метод проверки
К поверхности стола пресса в двух взаимно перпендикулярных осевых и двух диагональных направлениях рабочей поверхностью прикладывают поверочную линейку 1.
Щупом 2 проверяют просвет между рабочей поверхностью линейки и поверхностью стола.
2.5.2. Плоскостность нижней поверхности ползуна (см. черт.7)
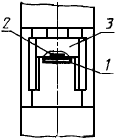
Черт.7
Допуск плоскостности - 0,06 мм на длине 1000 мм (допускается только вогнутость).
Метод проверки
К нижней поверхности ползуна 3 в двух взаимно перпендикулярных осевых и двух диагональных направлениях рабочей поверхностью прикладывают поверочную линейку 1.
Щупом 2 проверяют просвет между рабочей поверхностью линейки и нижней поверхностью ползуна.
2.5.3. Параллельность нижней поверхности ползуна поверхности стола (см. черт.8).
Черт.8
Допуск параллельности - 0,3 мм на длине 1000 мм.
Метод проверки
На стол пресса кладут поверочную линейку (или плиту) 1, на которую устанавливают индикатор 2 так, чтобы его измерительный наконечник касался нижней поверхности ползуна 3.
Параллельность проверяют в верхнем, среднем и нижнем положениях ползуна и двух взаимно перпендикулярных плоскостях.
Отклонение от параллельности определяют как наибольшую разность показаний индикатора в крайних точках проверки.
2.5.4. Перпендикулярность хода ползуна к поверхности стола (см. черт.9).
Черт.9
Допуск перпендикулярности - 0,03 мм на длине 100 мм.
Метод проверки
На поверхность стола кладут поверочную линейку (или плиту) 1, на которую устанавливают угольник 2. Индикатор 3 крепят к нижней поверхности ползуна 4 так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Перпендикулярность проверяют в крайних положениях ползуна (верхнем и нижнем) в двух взаимно перпендикулярных плоскостях.
Отклонение от перпендикулярности определяют как наибольшую разность показаний индикатора в крайних точках проверки.
2.5.5. Перпендикулярность хода выталкивателя к поверхности стола (см. черт.10)
Черт.10
Допуск перпендикулярности - 0,1 мм на длине 100 мм.
Методы проверки
На поверхность стола кладут поверочную линейку (или плиту) 1, на которую устанавливают угольник 2. Индикатор 3 крепят к штоку выталкивателя так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Перпендикулярность проверяют в верхнем и нижнем положениях штока выталкивателя в двух взаимно перпендикулярных плоскостях.
Отклонение от перпендикулярности определяют как наибольшую разность показаний индикатора в крайних точках проверки.
ПРИЛОЖЕНИЕ
Рекомендуемое
СРЕДСТВА ИЗМЕРЕНИЯ, РЕКОМЕНДУЕМЫЕ ДЛЯ ПРОВЕДЕНИЯ ПРОВЕРОК
Поверочные линейки типов ШП и ШД классов точности 0 и 1 по ГОСТ 8026-75*;
_______________
* На территории Российской Федерации действует ГОСТ 8026-92. - .
поверочные угольники 90° типа УШ классов точности 0 и 1 по ГОСТ 3749-77;
поверочные плиты исполнений 1 и 2 класса точности 1 по ГОСТ 10905-86;
щупы класса точности 1 по нормативно-технической документации;
индикатор часового типа с ценой деления 0,01 мм типа ИЧ класса точности 1 по ГОСТ 577-68.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
