ГОСТ 16197-70*
Группа Г21
1002-1450
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАГОТОВКИ ПУАНСОНОДЕРЖАТЕЛЕЙ ДЛЯ СТЯЖНОГО КРЕПЛЕНИЯ ПУАНСОНОВ ШТАМПОВ ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИН
Конструкция и размеры
Blanks of male die holders for coupling fixing of male dies of horizontal forging machines. Construction and dimensions
Дата введения 1971-01-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15 июля 1970 г. N 1093 срок введения установлен с 01.01.71
ВЗАМЕН МН 1288-60
* Переиздание (октябрь 1987 г.) с Изменением N 1, утвержденным в июле 1980 г. (ИУС 10-80).
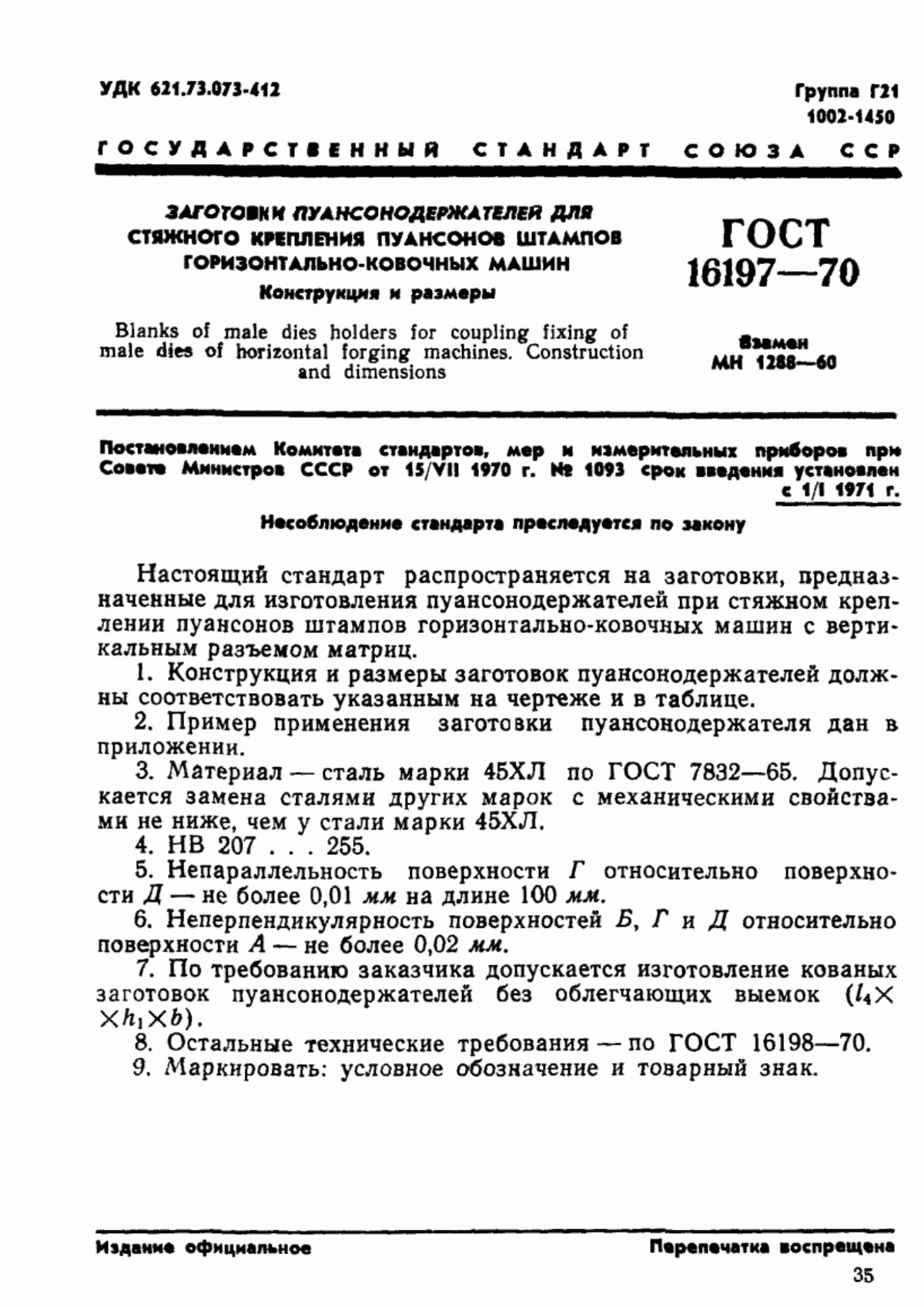
Настоящий стандарт распространяется на заготовки, предназначенные для изготовления пуансонодержателей при стяжном креплении пуансонов штампов горизонтально-ковочных машин с вертикальным разъемом матриц.
1. Конструкция и размеры заготовок пуансонодержателей должны соответствовать указанным на чертеже и в таблице.
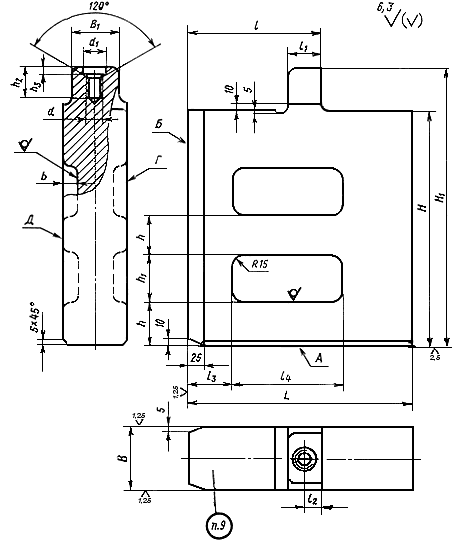
2. Пример применения заготовки пуансонодержателя дан в приложении.
3. Материал - сталь марки ФЛ* по ГОСТ 977-75**. Допускается замена сталями других марок с механическими свойствами не ниже, чем у стали марки ФЛ*.
_______________
* Текст документа соответствует оригиналу, здесь и далее по тексту;
** На территории Российской Федерации документ не действует. Действует ГОСТ 977-88, здесь и далее по тексту. - .
4. НВ 207…255.
5. Непараллельность поверхности относительно поверхности
- не более 0,01 мм на длине 100 мм.
6. Неперпендикулярность поверхностей ,
и
относительно поверхности
- не более 0,02 мм.
7. По требованию заказчика допускается изготовление кованых заготовок пуансонодержателей без облегчающих выемок (![]() ).
).
8. Остальные технические требования - по ГОСТ 16198-70.
9. Маркировать: условное обозначение и товарный знак.
Размеры в мм
Обозначения заготовок пуансоно- | Приме- | Уси- | Масса, кг | |||||||||||||||||
1002-1451 | 2500 (250) | 100 | 360 | 400 | 450 | 85 | 20 | 130 | 50 | 25 | 70 | 180 | 60 | 110 | 35 | 8 | М16 | 22 | 101,8 | |
1002-1452 | 4000 (400) | 130 | 400 | 500 | 560 | 105 | 25 | 235 | 70 | 35 | 200 | 80 | 130 | 50 | 10 | М24 | 32 | 186,6 | ||
1002-1453 | 6300 (630) | 160 | 450 | 610 | 680 | 135 | 35 | 290 | 80 | 40 | 80 | 240 | 90 | 170 | 306,8 | |||||
1002-1454 | 8000 (800) | 200 | 500 | 680 | 750 | 175 | 275 | 90 | 45 | 280 | 100 | 180 | 70 | 12 | М36 | 45 | 485,4 | |||
1002-1455 | 10000 (1000) | 210 | 560 | 760 | 840 | 180 | 40 | 280 | 100 | 50 | 300 | 110 | 210 | 633,0 | ||||||
1002-1456 | 12500 (1250) | 230 | 630 | 840 | 920 | 200 | 320 | 340 | 120 | 240 | 854,9 | |||||||||
1002-1457 | 16000 (1600) | 240 | 940 | 1020 | 210 | 360 | 140 | 260 | 1003,6 |
Пример условного обозначения заготовки пуансонодержателя ![]() мм,
мм, ![]() мм из стали марки ФЛ по ГОСТ 977-75:
мм из стали марки ФЛ по ГОСТ 977-75:
1002-1451-45ХЛ ГОСТ 16197-70
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕР ПРИМЕНЕНИЯ ЗАГОТОВКИ ПУАНСОНОДЕРЖАТЕЛЯ
Электронный текст документа
и сверен по:
Заготовки деталей и детали штампов
горизонтально-ковочных машин: Сб. ГОСТов.
ГОСТ 16191-70-ГОСТ 16198-70. -
М.: Издательство стандартов, 1987
