ГОСТ 7766-88
(СТ СЭВ 1828-79,
СТ СЭВ 3865-82)
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕССЫ ДВУХКРИВОШИПНЫЕ ПРОСТОГО ДЕЙСТВИЯ ЗАКРЫТЫЕ
Параметры и размеры. Нормы точности
Single-acting closed two-crank presses.
Parameters and dimensions. Norms of accuracy
ОКП 382132
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
О.М.Благих (руководитель темы), С.И.Пятецкий, С.В.Демченко, А.И.Труфанов, Т.В.Чернякина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.12.88 N 4072
3. Срок проверки 1993 г.;
периодичность проверки 5 лет
4. Стандарт полностью соответствует СТ СЭВ 1828-79 и СТ СЭВ 3865-82
5. ВЗАМЕН ГОСТ 7766-83, ГОСТ 15477-79
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
Приложение | |
1.8 | |
Приложение | |
2.1, приложение |
7. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации
8. ПЕРЕИЗДАНИЕ (март 1996 г.) с Изменением N 1, утвержденным в ноябре 1991 г. (ИУС 2-92)
Настоящий стандарт распространяется на двухкривошипные закрытые прессы простого действия, предназначенные для выполнения различных операций холодной штамповки, изготовляемые для нужд народного хозяйства и для экспорта.
Требования настоящего стандарта являются обязательными, за исключением пп.1.1 в части толщины подштамповой плиты, удельной массы, удельного расхода энергии; 1.7, 1.9, 1.10.
(Измененная редакция, Изм. N 1).
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры прессов должны соответствовать указанным на черт.1 и в табл.1.
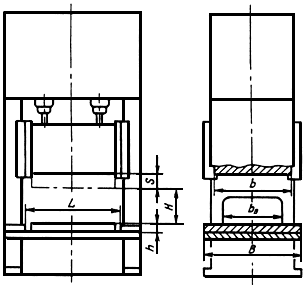
Черт.1
Примечание. Чертеж не определяет конструкцию пресса.
Таблица 1
Размеры, мм
Наименование основных параметров и размеров | Нормы при номинальном усилии пресса, кН | ||||||||||||||||
1000 | 1600 | 2000 | 2500 | 3150 | 4000 | 5000 | 6300 | 8000 | 10000 | 12500 | 16000 | 20000 | 25000 | 31500 | |||
Ход ползуна | |||||||||||||||||
1 | 160 | 200 | 250 | 320 | 400 | 500 | |||||||||||
2 | 250 | 320 | 400 | 500 | 630 | 710 | 800 | 630 | - | ||||||||
3 | 200 | 250 | 320 | 500 | - | - | - | - | - | - | |||||||
Частота непрерывных ходов ползуна | |||||||||||||||||
1 | 50 | 40 | 32 | 32 | 25 | 20 | 16 | 12 | |||||||||
2 | 40 | 32 | 25 | 20 | 16 | 16 | 12 | - | |||||||||
3 | 50 | 40 | 32 | 25 | 16 | - | - | - | - | - | - | ||||||
Наибольшее расстояние между подштамповой плитой и ползуном в его нижнем положении при верхнем положении регулировки*, Н, для исполнений: | |||||||||||||||||
1 | 400 | 490 | 470 | 530 | 650 | 810 | 780 | 930 | |||||||||
2 | 530 | 610 | 590 (570) | 700 | 840 | 1000 | 970 | 1220 | 1180 | - | |||||||
3 | 550 | 640 | 660 | 790 | 900 | - | - | - | - | - | - | ||||||
Размер регулировки расстояния между подштамповой плитой и ползуном, не менее, для исполнений: | |||||||||||||||||
1 | 160 | 200 | 250 | 250 | 320 | 320 | 400 | ||||||||||
2, 3 | - | - | - | - | - | - | - | - | - | 400 | - | - | |||||
Размеры стола, слева направо | 1250 | 1600 | 1600 | 1600 | 1600 | 2500 | 2500 | 2500 | 3150 | 4000 | 4000 | ||||||
2000 | 2000 | 2000 | 2500 | 2500 | 3150 | 3150 | 3150 | 4000 | 5000 | 5000 | |||||||
- | - | - | - | - | 4000 | 4000 | 4000 | 5000 | 6300 | 6300 | |||||||
- | - | - | - | - | - | - | - | - | - | 8000 | |||||||
спереди назад | 800 | 1250 | 1400 | 1400 | 1600 | 1800 | 2000 | ||||||||||
1600 | 1600 | ||||||||||||||||
Размер ползуна спереди назад | 700 | 1000 | 1250 | 1400 | 1600 | 1800 | |||||||||||
Толщина подштамповой плиты (для прессов без выдвижного стола) | 100 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | ||||||||
Удельная масса | |||||||||||||||||
1 | 44,5 | 37,6 | 34,6 | 30,7 | 28,2 | 22,3 | 20,3 | 17,3 | 15,8 | 13,1 | 12,5 | 11,0 | 10,4 | 9,4 | 8,9 | ||
41,5 | 35,6 | 33,6 | 27,7 | 26,4 | 21,3 | 19,1 | 16,6 | 15,1 | 18,6 | 11,9 | 10,7 | 10,1 | 9,1 | 8,5 | |||
- | - | - | - | - | 19,8 | 18,3 | 16,0 | 14,4 | 12,4 | 11,6 | 11,4 | 9,7 | 8,9 | 8,3 | |||
- | - | - | - | - | - | - | - | - | - | - | - | - | 8,5 | 8,1 | |||
2 | 39,6 | 28,7 | 25,7 | 23,3 | 20,8 | 16,3 | 15,3 | 13,2 | 12,1 | 10,3 | 9,8 | 9,1 | 8,7 | 8,6 | - | ||
38,1 | 27,2 | 24,7 | 21,3 | 19,3 | 15,8 | 14,5 | 12,7 | 11,6 | 10,1 | 9,4 | 8,9 | 8,6 | 8,5 | ||||
- | - | - | - | - | 14,8 | 13,7 | 12,0 | 11,4 | 9,7 | 9,2 | 8,8 | 8,1 | 8,2 | ||||
- | - | - | - | - | - | - | - | - | - | - | - | - | 7,8 | ||||
3 | 42,7 | 34,8 | 31,6 | 27,6 | 24,8 | 20,6 | 18,5 | 15,5 | 13,8 | - | |||||||
41,2 | 33,3 | 30,7 | 25,1 | 24,4 | 20,1 | 17,9 | 15,0 | 13,4 | |||||||||
- | - | - | - | - | 19,5 | 17,6 | 14,7 | 12,9 | |||||||||
Удельный расход энергии | |||||||||||||||||
1 | 0,418 | 0,502 | 0,463 | 0,478 | 0,468 | 0,556 | 0,542 | 0,591 | 0,556 | 0,680 | 0,547 | 0,520 | 0,492 | 0,657 | 0,653 | ||
2 | 0,473 | 0,581 | 0,542 | 0,636 | 0,630 | 0,680 | 0,739 | 0,879 | 0,846 | 0,813 | 0,660 | 0,630 | 0,827 | 0,896 | - | ||
3 | 0,446 | 0,540 | 0,512 | 0,508 | 0,504 | 0,577 | 0,555 | 0,739 | 0,769 | - | - | - | - | - | - | ||
________________
* Значения в скобках при новом проектировании не применять.
** Удельную массу и удельный расход энергии рассчитывают по формулам:
![]() ;
; ![]() ,
,
где - масса пресса (без средств механизации и автоматизации, без выдвижного стола, выдвижной подштамповой плиты, механизированных зажимов штампов, без устройств, изготовляемых по требованию заказчика), кг;
- номинальное усилие пресса, кН;
- размер стола слева направо, м;
- размер стола спереди назад, м;
- ход ползуна, м;
- расстояние между подштамповой плитой и ползуном в его нижнем положении при верхнем положении регулировки, м;
- номинальная мощность электродвигателя главного привода, соответствующая продолжительному режиму работы, Вт.
1.2. Муфта, тормоз и система управления ими должны обеспечивать частоту одиночных включений для прессов исполнений 1 и 3 не менее 60%, для прессов исполнения 2 не менее 75% от частоты непрерывных ходов, указанной в табл.1.
1.3. Путь ползуна до его крайнего нижнего положения, на котором пресс развивает номинальное усилие, должен составлять для прессов усилием 1000 кН не менее 6 мм, усилием свыше 1000 кН - не менее 12 мм.
1.4. Прессы должны изготовляться:
с выталкивателями в ползуне усилием не менее 5% от номинального усилия пресса;
с подушками в столе с суммарным усилием не менее 10% от номинального усилия пресса и ходом не менее 25% от хода ползуна;
с окнами в стойках шириной не менее 0,6 от размера стола
.
1.5. Прессы усилием 10000 кН и более должны изготовляться:
с выдвижным столом (выдвижной подштамповой плитой);
с механизированным зажимом штампов;
с устройством для замедленного хода ползуна при отладке инструмента.
1.6. Прессы должны комплектоваться счетчиком ходов ползуна.
1.7. По заказу потребителя прессы должны оснащаться средствами механизации и автоматизации для штамповки из ленточного материала и для штамповки из штучной заготовки, механизмом загрузки и выгрузки, устройствами для регулирования (ступенчатого и бесступенчатого) частоты ходов ползуна; прессы усилием до 10000 кН - устройством для замедленного хода ползуна при отладке инструмента.
1.8. Размеры и расположение пазов и отверстий для крепления штампов по ГОСТ 9226.
1.9. Неуказанные предельные отклонения размеров, получаемых механической обработкой: Н14, h14, ±![]() .
.
1.10. Конструкция прессов должна обеспечивать возможность встраивания их в комплексы.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования при проведении проверок - по ГОСТ 15961.
2.2. Перед проверкой пресс должен быть выверен по уровню в двух взаимно перпендикулярных направлениях. Отклонение от горизонтального положения пресса не должно превышать 0,1 мм на длине 1000 мм.
2.3. В том случае, если конструктивные особенности пресса не позволяют провести измерения на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения. Получаемый при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
2.4. Для проведения измерения рекомендуется применять средства измерения в соответствии с приложением.
2.5. Перед началом измерения точности проверяют отсутствие на контролируемой поверхности забоин, заусенцев, краски, посторонних предметов.
2.6. Измерения точности прессов должны проводиться при минимальных величинах зазоров в направляющих, обеспечивающих движение ползуна.
2.4-2.6. (Измененная редакция, Изм. N 1).
2.7. Допуски плоскостности и параллельности верхней и нижней поверхностей подштамповой плиты не должны превышать 0,06 мм на длине 1000 мм. Выпуклость не допускается.
2.8. Устанавливаются следующие методы измерения и нормы геометрической точности прессов.
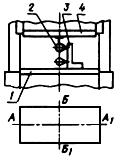
2.9. Плоскостность поверхности стола (верхней поверхности выдвижной подштамповой плиты) и нижней поверхности ползуна
Допуск плоскостности 0,06 мм на длине 1000 мм. Выпуклость не допускается.
Допускается проводить измерение плоскостности нижней поверхности ползуна до установки его на пресс.
Измерение проводят в соответствии со схемой, указанной на черт.1а.
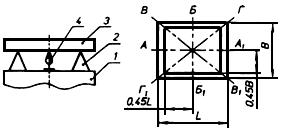
Черт.1а
На измеряемую поверхность 1 устанавливают призматические опоры 2 равной высоты, на которые кладут поверочную линейку 3. Под поверочную линейку помещают индикатор 4 на специальной стойке так, чтобы его измерительный наконечник касался измерительной поверхности линейки.
Измерения проводят по диагональным ( и
), крайним продольным
![]() и поперечным
и поперечным ![]() сечениям измерения.
сечениям измерения.
Отклонение от плоскостности равно наибольшей разности показаний индикатора.
2.10. Параллельность нижней поверхности ползуна поверхности подштамповой плиты (выдвижного стола)
Проверка должна проводиться в соответствии со схемой, указанной на черт.2.
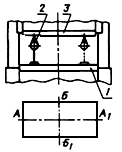
Черт.2
Таблица 2
Размеры, мм
Размер ползуна | Допуск для прессов усилием, кН (тс) | |||
До 2500 (250) | Св. 2500 (250) | Св. 6300 (630) | Св. 10000 (1000) | |
До 1000 | 0,10 | 0,12 | 0,16 | - |
Св. 1000 " 1600 | 0,12 | 0,16 | 0,20 | - |
" 1600 " 2500 | 0,16 | 0,20 | 0,25 | 0,30 |
" 2500 " 4000 | - | 0,30 | 0,40 | 0,50 |
" 4000 " 6300 | - | 0,40 | 0,50 | 0,60 |
" 6300 | - | - | - | 0,80 |
На поверхность подштамповой плиты 1 устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался нижней поверхности ползуна 3.
Отклонение от параллельности измеряют в нижнем положении ползуна при наименьшем и наибольшем расстояниях между плитой и ползуном в двух взаимно перпендикулярных направлениях и
в четырех крайних точках, по две в каждом из указанных направлениях.
Допуск параллельности равен наибольшей разности показаний индикатора.
2.11. Перпендикулярность хода ползуна к верхней поверхности подштамповой плиты (выдвижного стола)
Проверка должна проводиться в соответствии со схемой, указанной на черт.3.
Черт.3
Таблица 3
Размеры, мм
Ход ползуна | Допуск для пресса усилием, кН (тс) | |||
До 2500 (250) | Св. 2500 (250) | Св. 6300 (630) | Св. 16000 (1600) | |
До 160 | 0,04 | - | - | - |
Св. 160 " 250 | 0,06 | 0,08 | - | - |
" 250 " 400 | 0,10 | 0,12 | 0,16 | 0,20 |
" 400 " 630 | - | 0,20 | 0,25 | 0,30 |
" 630 | - | - | 0,30 | 0,40 |
На верхнюю поверхность подштамповой плиты 1 устанавливают угольник 3. Индикатор 2 крепят к ползуну 4 в любом месте так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Отклонение от перпендикулярности измеряют при среднем положении регулировки ползуна в двух взаимно перпендикулярных направлениях и
на длине хода ползуна в одной точке ползуна.
Допуск перпендикулярности равен наибольшей разности показаний индикатора на длине хода ползуна.
2.8-2.11. (Измененная редакция, Изм. N 1).
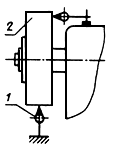
2.12. Радиальное и торцевое биение маховика
Проверка должна проводиться в соответствии со схемой, указанной на черт.4.
Черт.4
Допуск радиального биения для диаметра маховика, мм: | |
до 1000 | 0,10 |
св. 1000 | 0,16 |
Допуск торцевого биения для диаметра маховика, мм: | |
до 1000 | 0,20 |
св. 1000 | 0,30 |
Индикатор 1 устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 или его торцевой поверхности на расстоянии 10 мм от образующей поверхности обода. Допуск биения равен наибольшей разности показаний индикатора за один оборот маховика 2.
Для маховиков, связанных с валом муфтой, проверка проводится при выключенной муфте.
Примечание. На динамически сбалансированном маховике данная проверка не проводится.
ПРИЛОЖЕНИЕ
Рекомендуемое
СРЕДСТВА ИЗМЕРЕНИЯ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРОВЕРКИ ТОЧНОСТИ ПРЕССОВ
1. Линейки поверочные типов ШМ и ШД классов точности 1, 2 по ГОСТ 8026.
2. Уровни с микрометрической подачей ампулы, цена деления 0,01 мм/м по ГОСТ 11196.
3. Индикатор часового типа с ценой деления 0,01 мм по ГОСТ 577.
4. Индикаторы многооборотные с ценой деления 0,001 мм по ГОСТ 9696.
5. Угольники поверочные 90° с широким основанием класса точности 1, 2 по ГОСТ 3749.
6. Приспособление (опорные призмы, стойки для крепления индикатора) - по ГОСТ 15961.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1996
