ГОСТ ISO 1893-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
ОПРЕДЕЛЕНИЕ ДЕФОРМАЦИИ ПОД НАГРУЗКОЙ. ДИФФЕРЕНЦИАЛЬНЫЙ МЕТОД ИЗМЕРЕНИЙ ПРИ ВОЗРАСТАЮЩЕЙ ТЕМПЕРАТУРЕ
Refractory products. Determination of refractoriness under load. Differential method with rising temperature
МКС 81.080
Дата введения 2015-09-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены".
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Научно-технический центр "Огнеупоры" (ООО "НТЦ "Огнеупоры") на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, выполненного ТК 009 "Огнеупоры"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. N 70-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Агентство Армстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 ноября 2014 г. N 1677-ст межгосударственный стандарт ГОСТ ISO 1893-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2015 г.
5 Настоящий стандарт идентичен международному стандарту ISO 1893:2007* Refractory products - Determination of refractoriness under load - Differential method with rising temperature (Изделия огнеупорные. Определение деформации под нагрузкой (дифференциальный метод измерений при возрастающей температуре)).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт ИСО 1893:2007 разработан техническим комитетом ИСО/ТК 33.
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и европейских региональных стандартов, на которые даны ссылки, имеются в Федеральном фонде технических регламентов и стандартов.
Перевод с английского языка (en).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает дифференциальный метод определения деформации под нагрузкой плотных и теплоизоляционных огнеупорных изделий, подвергнутых действию постоянной нагрузки в условиях постепенного повышения температуры.
________________
Плотное огнеупорное изделие (dense shaped refractory product): изделие с общей пористостью менее 45%, определяемой по ИСО 5017.
Допускается проводить испытания до температуры 1700°С.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*. В случае ссылок на стандарты, у которых указана дата утверждения, необходимо пользоваться только указанной редакцией. В случае, когда дата утверждения не приведена, следует пользоваться последней редакцией ссылочных стандартов, включая любые поправки и изменения к ним:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 3599 Vernier calipers reading to 0.1 and 0.05 mm (Штангенциркули с ценой деления от 0,1 и 0,05 мм)
ISO 5017 Dense shaped refractory products - Determination of bulk density, apparent porosity and true porosity (Изделия огнеупорные плотные. Метод определения кажущейся плотности, открытой и общей пористости)
IEC 60584-1 Thermocouples - Part 1: References tables (Термопары. Часть 1. Справочные таблицы)
IEC 60584-2, Thermocouples - Part 2: Tolerances (Термопары. Часть 2. Допускаемые отклонения)
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1 деформация под нагрузкой (огнеупорность под нагрузкой) (refractoriness under load): Показатель поведения огнеупорного материала, подвергнутого комбинированному воздействию механической нагрузки, повышенной температуры и времени.
4 Сущность метода
Испытуемый образец цилиндрической формы подвергают действию постоянной заданной сжимающей нагрузки и нагревают с определенной скоростью до достижения заданной деформации или до разрушения. Деформацию испытуемого образца регистрируют по мере повышения температуры и определяют температуру, соответствующую заданной степени деформации.
5 Аппаратура
5.1 Нагружающее устройство
5.1.1 Общие положения
Нагружающее устройство должно обеспечивать на всех стадиях испытания приложение нагрузки, направленной вертикально вдоль оси подвижной колонки, испытуемого образца и неподвижной колонки. Нагружающее устройство состоит из деталей, описанных в 5.1.2-5.1.4.
Постоянную сжимающую нагрузку прилагают в направлении сверху вниз к испытуемому образцу, установленному непосредственно на неподвижное основание или на диск (прокладку).
Деформацию испытуемого образца измеряют при помощи устройства, проходящего через подвижную (нагружающую) или неподвижную (опорную) колонки.
На рисунках 1 и 2 показан измерительный инструмент, который проходит через неподвижную колонку. При применении неподвижной колонки без центрального отверстия инструмент может проходить через подвижную колонку, как показано на рисунке 3.
Несмотря на то, что в стандарте предусмотрены оба варианта устройства, предпочтительнее устанавливать измерительный инструмент в нижней части установки, как показано на рисунке 2. Обоснование выбора способа нагрузки приведено в приложении А.
5.1.2 Неподвижная (опорная) колонка
Неподвижная (опорная) колонка наружным диаметром не менее 45 мм и с осевым отверстием (5.1.5).
5.1.3 Подвижная (нагружающая) колонка
Подвижная (нагружающая) колонка наружным диаметром не менее 45 мм.
Примечание - Допускается устанавливать приспособление для закрепления в печи подвижной колонки, при этом сборка печь - колонка образует подвижное нагружающее устройство.
5.1.4 Два диска
Два диска толщиной от 5 до 10 мм и диаметром не менее 50,5 мм и не менее диаметра испытуемого образца из соответствующего огнеупорного материала, не взаимодействующего с испытуемым образцом.
Пример - Высокообожженный муллит или корунд рекомендуется применять для алюмосиликатных изделий, для основных изделий - оксид магния или шпинель.
________________
Изделия на основе MgO, CaO.
Эти диски помещают между испытуемым образцом и неподвижной и подвижной колонками.
Диск, помещенный между испытуемым образцом и неподвижной колонкой (рисунок 2) или между испытуемым образцом и подвижной колонкой (рисунок 3), должен иметь центральное отверстие. Торцы неподвижной и подвижной колонок должны быть плоскими и перпендикулярными к осям колонок, торцевые поверхности каждого диска должны быть плоскопараллельными. При возможности химического взаимодействия между дисками и образцом помещают платиновую или платинородиевую фольгу (толщиной 0,2 мм).
5.1.5 Общий вид
Сборка, состоящая из двух колонок, двух дисков, платиновой или платинородиевой фольги (при необходимости) и испытуемого образца, показана на рисунке 1, на котором также указаны типовые диаметры отверстий в неподвижной опоре и в дисках между ними.
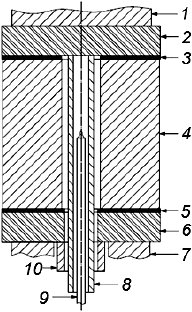
1 - подвижная (нагружающая) колонка (5.1.3) наружным диаметром не менее 45 мм*;
2 - верхний диск (5.1.4) наружным диаметром не менее 50,5 мм;
3 - платинородиевая фольга наружным диаметром 50,5 мм* и внутренним диаметром 12 мм;
4 - испытуемый образец (6.1) наружным диаметром (50,0±0,5) мм и внутренним диаметром от 12 до 13 мм;
5 - платинородиевая фольга наружным диаметром 50,5 мм* и внутренним диаметром 10 мм;
6 - нижний диск (5.1.4) наружным диаметром 50,5 мм* и внутренним диаметром 10 мм;
7 - неподвижная (опорная) колонка (5.1.2) наружным диаметром не менее 45 мм и внутренним диаметром не менее 20 мм;
8 - внутренняя корундовая трубка (5.3.2) наружным диаметром 8 мм* и внутренним диаметром 5 мм*;
9 - центральная термопара (5.4.1);
10 - внешняя корундовая трубка (5.3.1) наружным диаметром 15 мм* и внутренним диаметром 10 мм*
Примечание - Типовые размеры помечены знаком "*".
Рисунок 1 - Пример сборки из испытуемого образца, колонок, дисков и трубок
5.1.6 Нагрузка
Колонки и диски должны выдерживать прилагаемую нагрузку до конечной температуры испытания без значительной деформации. Химическое взаимодействие между дисками и колонками нагружающей системы не допускается. Для материала, из которого изготовлены диски, температура T должна быть больше или равна T
испытуемого материала (8.5).
5.2 Печь
Печь (предпочтительно вертикальная) должна обеспечивать подъем температуры испытуемого образца до конечной температуры испытаний с заданной скоростью (7.3) в воздушной атмосфере. При обеспечении температуры в зоне печи, в которой размещен испытуемый образец (выше и ниже образца на 12,5 мм), выше 500°С отклонение от заданной температуры должно находиться в пределах ±20°С. Испытания на соответствие этому требованию проводят с использованием термопар, размещенных в разных точках на боковой поверхности испытуемого образца.
Конструкция печи должна быть такой, чтобы вся сборка была легко доступна при перемещении опорной колонки или, если доступ внутрь печи ограничен, перемещении самой печи. Сборка должна быть такой, чтобы испытуемый образец и нагружающая колонка были установлены вертикально и соосно неподвижной колонке в ненагруженном состоянии.
5.3 Измерительное устройство (дилатометр)
Измерительное устройство должно состоять из частей, перечисленных в 5.3.1, 5.3.2 и 5.3.4
5.3.1 Внешняя корундовая трубка, которая проходит через неподвижную колонку, упирается в нижнее основание нижнего диска и свободно перемещается внутри неподвижной колонки (5.3.3).
5.3.2 Внутренняя корундовая трубка, которая проходит через внешнюю корундовую трубку, отверстия в нижнем диске и испытуемом образце, упирается в нижнюю поверхность верхнего диска и свободно перемещается (5.3.3).
5.3.3 Корундовые трубки должны выдерживать нагрузку от измерительного инструмента при любой температуре вплоть до конечной температуры испытания без значительной деформации.
Сборка из двух трубок, двух дисков и испытуемого образца приведена на рисунках 2 и 3. При размещении измерительного инструмента выше испытуемого образца (рисунок 3) необходимо защитить инструмент от воздействия тепла, поднимающегося из печи.
________________
На рисунке 3 не показан измерительный инструмент
5.3.4 Измерительный инструмент (например, индикатор часового типа или устройство для измерения длины с автоматической регистрирующей системой), закрепленный на конце внешней трубки (5.3.1) и приводимый в движение внутренней трубкой (5.3.2). Цена деления измерительного инструмента должна быть не более 0,005 мм.

1 - подвижная колонка;
2 - верхний диск;
3 - центральная термопара;
4 - контрольная термопара;
5 - испытуемый образец;
6 - нижний диск;
7 - внутренняя корундовая трубка;
8 - внешняя корундовая трубка;
9 - неподвижная колонка;
10 - измерительный инструмент;
Рисунок 2 - Испытательная аппаратура - измерительный инструмент ниже испытуемого образца

1 - внутренняя корундовая трубка;
2 - внешняя корундовая трубка;
3 - подвижная колонка;
4 - верхний диск;
5 - центральная термопара;
6 - контрольная термопара;
7 - испытуемый образец;
8 - нижний диск;
9 - неподвижная колонка;
Рисунок 3 - Испытательная аппаратура - измерительный инструмент выше испытуемого образца
5.4 Устройство для измерения температуры
5.4.1 Центральная термопара, проходящая через внутреннюю корундовую трубку (5.3.2) дилатометра, спай которой находится в средней точке испытуемого образца, для измерения температуры образца вблизи его геометрического центра.
5.4.2 Контрольная термопара в чехле, расположенная у внешней поверхности испытуемого образца (рисунки 2 и 3), для регулирования скорости подъема температуры.
Примечание - При некоторых конструкциях печи можно помещать термопару около нагревательных элементов.
Термопары (5.4.1, 5.4.2) должны быть изготовлены из платиновой и/или платинородиевой проволоки и должны выдерживать конечную температуру испытания. Термопары должны соответствовать IEC 60584-1 или IEC 60584-2. Термопары необходимо регулярно поверять.
Центральная термопара может быть присоединена к непрерывно регистрирующему устройству, которое может являться частью системы, регистрирующей график зависимости температура - перемещение. В этом случае необходимо регулярно проводить калибровку.
5.5 Штангенциркуль с нониусом
Штангенциркуль с ценой деления 0,1 мм в соответствии с ISO 3599.
6 Испытуемые образцы
6.1 Испытуемый образец должен иметь форму цилиндра диаметром (50,0±0,5) мм и высотой (50,0±0,5) мм с отверстием диаметром от 12 до 13 мм, просверленным соосно с внешней цилиндрической поверхностью по всей его высоте.
Ось испытуемого образца должна по возможности совпадать с направлением прессования изделия.
6.2 Образец вырезают или высверливают (и шлифуют при необходимости) так, чтобы основания образца были плоскопараллельны и перпендикулярны к оси цилиндра. На всех поверхностях цилиндра не должно быть видимых дефектов. Результаты измерения высоты в двух любых точках штангенциркулем (5.5) не должны отличаться более чем на 0,2 мм. Если помещают одно из оснований образца и угольник на плоскую поверхность, то зазор между боковой поверхностью образца и прижатым к ней угольником не должен превышать 0,5 мм.
6.3 Для проверки плоскостности оснований образца каждое основание прижимают к поверочной плите, покрытой копировальной и твердой фильтровальной бумагой (толщиной 0,15 мм), допускается вместо копировальной бумаги использовать чернила, которые наносят на торцы испытуемого образца с помощью штемпельной подушечки. Испытуемые образцы, которые не оставляют двух полных, четких цветных отпечатков, подшлифовывают.
Допускается также контролировать плоскостность поверхности с помощью поверочной линейки.
7 Проведение испытаний
7.1 Измеряют первоначальную высоту испытуемого образца Н, внутренний и внешний диаметры штангенциркулем с ценой деления не более 0,1 мм. Образец и диски помещают между неподвижной и подвижной колонками, проводить поверку измерительного инструмента*. Помещают сборку в печь.
_______________
* Текст документа соответствует оригиналу. - .
7.2 К подвижной колонке прикладывают нагрузку с учетом массы нагружающей колонки, чтобы значение сжимающего напряжения в образце составляло:
- 0,2 МПа - для плотных изделий;
- 0,05 МПа - для теплоизоляционных изделий.
Отклонение значения нагрузки от заданного должно быть в пределах ±2%. Значение нагрузки, Н, следует округлять до целого числа.
7.3 Поднимают температуру в печи с такой скоростью, чтобы по контрольной термопаре (5.4.2) скорость подъема температуры составляла от 4,5°С/мин до 5,5°С/мин.
Примечание - Допускается для плотных огнеупоров нагрев до температуры 500°С со скоростью не более 10°С/мин.
7.4 В ходе испытания регистрируют температуру в центре образца и показания измерительного прибора с интервалом 5 мин. После начала деформации образца показания измерительного прибора и температуру регистрируют с интервалом 15 с.
7.5 Нагрев продолжают с постоянной скоростью до достижения максимально допустимой температуры или до момента, когда деформация испытуемого образца превысит 5% его начальной высоты.
8 Обработка результатов
8.1 Экспериментальные данные, полученные в соответствии с разделом 7, используют для построения кривой С (рисунок 4), представляющей собой зависимость изменения высоты образца, без учета изменения длины корундовых трубок (5.3.1 и 5.3.2), от температуры, измеренной центральной термопарой.
8.2 Для определения деформации (расширение или сжатие) самого испытуемого образца необходимо внести поправку на отклонение, обусловленное расширением внутренней корундовой трубки. Значение поправки вычисляют путем определения расширения участка внутренней корундовой трубки длиной, равной высоте испытуемого образца. Выражают значение этих изменений в процентах от первоначальной высоты испытуемого образца и, используя эти данные, корректируют кривую C, как показано на рисунке 4.
Для расчета поправки до температуры 1500°С допускается определять расширение корундовой трубки, путем измерения коэффициента линейного термического расширения, или можно использовать значения линейного термического расширения, указанного производителем спеченного корундового материала для внутренней корундовой трубки (например, термическое расширение при 20°С равно 0%, а при 1000°С - 0,82%).
8.3 Чертят скорректированную кривую C, для которой при любой данной температуре AB равно CD (рисунок 4).
8.4 Через точку максимального расширения H скорректированной кривой C
проводят прямую, параллельную оси температуры (рисунок 4). Деформацию испытуемого образца при данной температуре T определяют разностью между ординатой прямой и ординатой точки, лежащей на исправленной кривой, соответствующей температуре T.
8.5 Отмечают на кривой C точки, в которых деформация, измеренная от точки максимального расширения на кривой C
(H
), измерена по 8.4 и соответствует значениям 0,5%; 1%; 2% и 5% начальной высоты испытуемого образца, и определяют соответствующие температуры T
, T
, T
, T
.

По оси X - температура, °С
По оси Y - Н/Н
, %, изменение высоты образца
T=1390°С
T=1405°С
T=1425°С
T= 1440°С
C= C
+C
1 - значение деформации образца
Рисунок 4 - Пример измерения фактической деформации (кривая C) при данной температуре
9 Протокол испытаний
Протокол испытаний должен содержать:
a) всю информацию, необходимую для идентификации испытанного образца (производитель, тип, номер партии);
b) ссылку на настоящий стандарт;
c) детали испытания, включающие:
- расположение и ориентацию испытуемого образца в исходном изделии;
- тип примененной печи;
- атмосферу в печи (указывают, если атмосфера иная, чем воздух);
- программу нагрева и значения приложенной нагрузки;
d) результат (результаты) испытания, представленные в виде кривой деформации, и значения температуры, определенные в соответствии с разделом 8 и включающие число испытанных образцов от каждого изделия;
e) наименование организации, проводившей испытание;
f) любое отклонение от предписанной процедуры;
g) любое необычное явление, наблюдавшееся во время испытания;
h) дату проведения испытания.
Приложение А
(обязательное)
Измерительное устройство, размещенное выше или ниже печи
Конструкция испытательного оборудования с размещением измерительного устройства ниже печи с испытуемым образцом предпочтительнее, чем конструкция с измерительным устройством, расположенным над печью, по следующим причинам:
a) легче обеспечить стабильную рекомендуемую постоянную температуру вокруг измерительного устройства;
b) механическая нагрузка на горячие концы корундовых трубок (5.3.1 и 5.3.2) минимальна.
При размещении измерительного устройства ниже печи нагрузка на горячий конец внутренней корундовой трубки (5.3.2) равна силе, приложенной пружиной измерительного устройства, без массы трубки и массы термопары, проходящей через нее. Сила, приложенная пружиной измерительного устройства, может быть такой, чтобы обеспечивать контакт с диском при всех условиях.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ИСО 3599 Штангенциркули с ценой деления от 0,1 и 0,05 мм | NEQ | ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия |
МЭК 60584-1 Термопары. Часть 1. Справочные таблицы | NEQ | ГОСТ 3044-84* Преобразователи термоэлектрические. Номинальные статические характеристики преобразования |
МЭК 60584-2 Термопары. Часть 2. Допускаемые отклонения | NEQ | |
ИСО 5017 Изделия огнеупорные плотные. Метод определения кажущейся плотности, открытой и общей пористости | NEQ | ГОСТ 2409-201 Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения |
* На территории РФ действует ГОСТ Р 8.585-2001 "Государственная система обеспечения единства измерений. Термопары. Номинальные статические характеристики преобразования". Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: NEQ - неэквивалентные стандарты. | ||
Библиография
[1] ISO 3187, Refractory products - Determination of creep in compression
УДК 666.762.1:006.354 | МКС 81.080 | IDT |
Ключевые слова: огнеупорные плотные и теплоизоляционные изделия, деформация под нагрузкой, дифференциальный метод измерений при возрастающей температуре | ||
Электронный текст документа
и сверен по:
, 2015
