ГОСТ 23053-78
Группа И22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ БАДДЕЛЕИТО-КОРУНДОВЫЕ
ДЛЯ СТЕКЛОВАРЕННЫХ ПЕЧЕЙ
Технические условия
Baddeleyite-corundum refractories for the glass-making. Specifications
МКС 81.080
ОКП 15 9481
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минстройматериалов РСФСР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 05.04.78 N 949
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
5.3, 5.7 | |
5.5 | |
5.3 | |
5.10 | |
5.2 | |
5.2 | |
5.2 | |
5.2 | |
5.2 | |
5.2 | |
5.2 | |
5.2 | |
6.1, 6.5 | |
_______________ * На территории РФ с 01.01.2006 г. действует ГОСТ 24717-2004. - Примечание "КОДЕКС". | |
5.11 | |
ТУ 2-034-225-87 | 5.5, 5.6, 5.8, 5.16 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в январе 1983 г.; Пост. N 309 от 21.01.83, январе 1987 г., феврале 1989 г., июле 1989 г. (ИУС 5-83, 5-87, 5-89, 11-89)
Настоящий стандарт распространяется на бадделеито-корундовые (бакоровые) огнеупорные изделия, получаемые методом электроплавки шихты, литья расплава в формы с последующим отжигом отливок, предназначенные для кладки бассейна и верхнего строения стекловаренных печей.
Термины и определения, встречающиеся в стандарте, приведены в приложении 1.
1. МАРКИ
1.1. В зависимости от содержания двуокиси циркония изделия изготовляют марок: БК-33, БК-37, БК-41, Бк-33Э и Бк-41Э.
(Измененная редакция, Изм. N 2).
1.1a. Изделия марок Бк-33Э и Бк-41Э предназначены для кладки печей электровакуумного стекла.
(Введен дополнительно, Изм. N 2).
1.2. В зависимости от качества изделия выпускают: высокой плотности ВП, повышенной плотности ПП, обычной плотности ОП; по виду обработки изделия разделяют: изделия с обработанными шовными поверхностями - М, изделия с необработанными шовными поверхностями - Н.
Стендовая сборка изделий осуществляется по согласованию изготовителя с потребителем.
Изделия, прошедшие стендовую сборку, считаются с обработанными шовными поверхностями.
(Измененная редакция, Изм. N 1).
2. ФОРМА И РАЗМЕРЫ
2.1. Форма и размеры отдельных изделий и комплектов влетов, простенков, протоков, арок загрузочных карманов, а также других конструктивных элементов стекловаренных печей должны соответствовать приложению 3 или чертежам, согласованным изготовителем с потребителем.
(Измененная редакция, Изм. N 1).
2.1.1. В зависимости от сложности изготовления все изделия делятся на 4 группы:
I группа | II группа | III группа | IV группа |
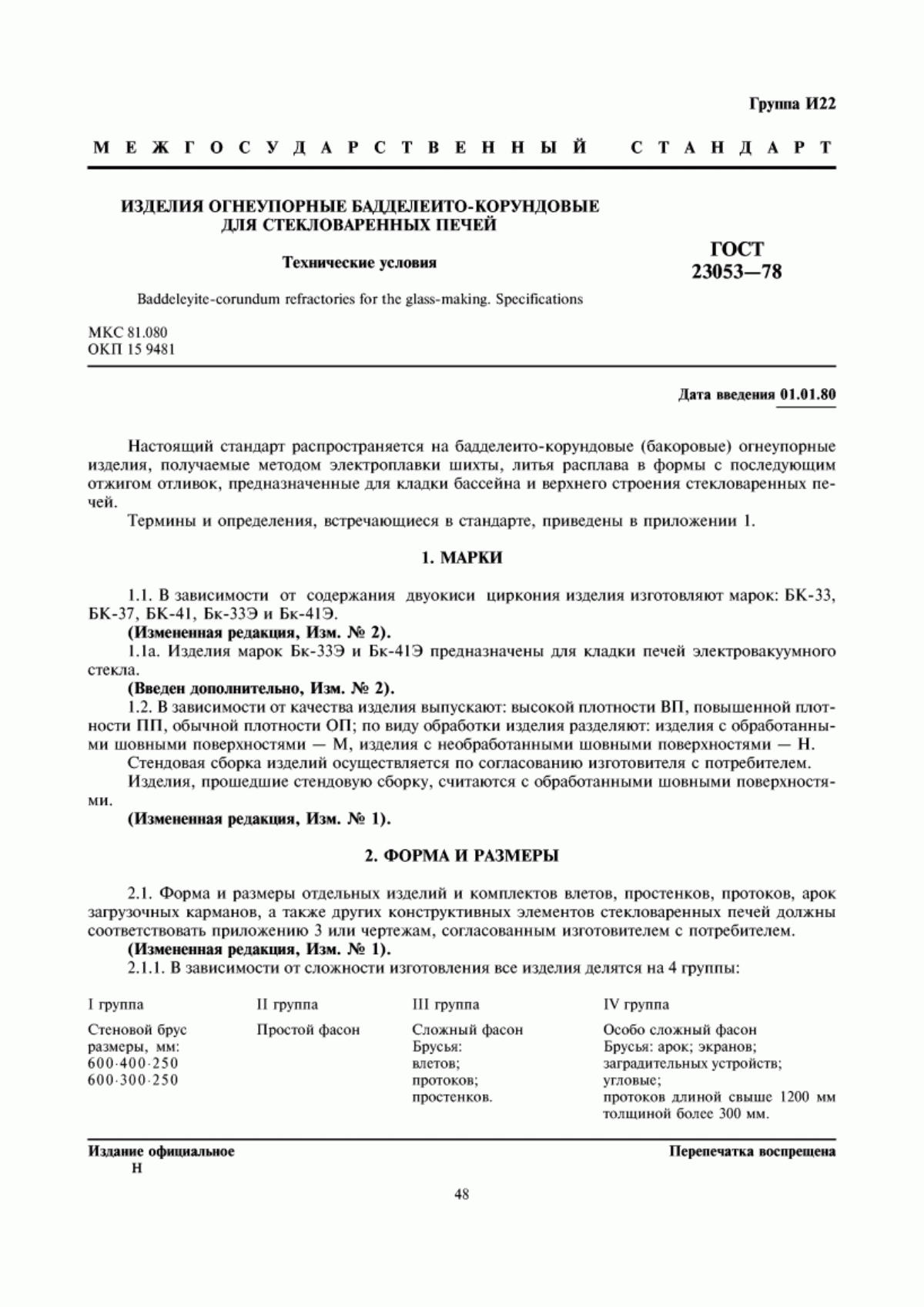
Стеновой брус размеры, мм: 600x400x250 600x300x250 | Простой фасон | Сложный фасон Брусья: влетов; протоков; простенков. | Особо сложный фасон Брусья: арок; экранов; заградительных устройств; угловые; протоков длиной свыше 1200 мм толщиной более 300 мм. |
(Введен дополнительно, Изм. N 1).
2.1.2. В зависимости от установки бакоровых огнеупоров в стекловаренных печах изделия делятся на три вида:
А - для арок загрузочного кармана, протоков, заградительных устройств;
Б - изделия, соприкасающиеся со стекломассой;
В - изделия, не соприкасающиеся со стекломассой.
(Введен дополнительно, Изм. N 2).
2.2. Предельные отклонения размеров изделий, не входящих в комплект, не должны превышать:
±4 мм - для изделий длиной до 1000 мм;
±1,0% - для изделий длиной свыше 1000 мм.
(Измененная редакция, Изм. N 1).
2.3. Предельные отклонения размеров для комплектов не должны превышать:
-1,0% - длины комплектов влетов и простенков;
±1,0% - длины комплектов протоков, арок, загрузочных карманов, заградительных устройств и др.
(Введен дополнительно, Изм. N 1).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. По физико-химическим показателям и показателям внешнего вида изделия должны соответствовать требованиям табл.1.
Таблица 1
Наименование показателя | Норма для изделий марок | |||||||||||||||
Бк-33Э | Бк-41Э | Бк-33 | Бк-37 | Бк-41 | ||||||||||||
А | Б | В | А | Б | В | А | Б | В | А | Б | В | А | Б | В | ||
1. Химический состав в рабочей части изделий, %: | ||||||||||||||||
массовая доля ZrO | 32,5 | 41,0 | 32,5 | 37,0 | 41,0 | |||||||||||
массовая доля SiO | 16 | 13 | 16 | 15,5 | 13 | |||||||||||
массовая доля Fe | 0,1 | 0,1 | 0,2 | 0,2 | 0,2 | |||||||||||
массовая доля плавней | 1,6 | 1,5 | 2,5 | 2,5 | 2,5 | |||||||||||
в том числе Na | 1,1 | 1,0 | 1,9 | 1,7 | 1,7 | |||||||||||
массовая доля Аl | Остальное | |||||||||||||||
2. Кажущаяся плотность, кг/дм | ||||||||||||||||
ВП | 3,65 | 3,85 | 3,60 | 3,70 | 3,80 | |||||||||||
ПП | 3,50 | 3,70 | 3,50 | 3,60 | 3,70 | |||||||||||
ОП | 3,40 | 3,55 | 3,40 | 3,25 | 3,45 | 3,30 | 3,55 | 3,38 | ||||||||
3. Открытые раковины на литниковой поверхности глубиной, мм, не более для изделий толщиной: | ||||||||||||||||
до 100 мм | 20 | Не допус- | 40 | |||||||||||||
св. 100 мм | 45 | 70 | ||||||||||||||
4. Отклонение от прямого угла, мм, не более, для изделий: | ||||||||||||||||
М | ||||||||||||||||
размером до 250 мм | 2 | |||||||||||||||
размером св. 250 мм | 4 | |||||||||||||||
Продолжение табл.1
Наименование показателя | Норма для изделий марок | ||||||||||||||
Бк-33Э | Бк-41Э | Бк-33 | Бк-37 | Бк-41 | |||||||||||
А | Б | В | А | Б | В | А | Б | В | А | Б | В | А | Б | В | |
Н | |||||||||||||||
размером до 250 мм | 4 | ||||||||||||||
размером св. 250 мм | 6 | ||||||||||||||
для сторон комплектов, мм | 4 | ||||||||||||||
5. Поверхностные посечки шириной не более 0,5 мм | Допускаются в виде сетки на площади не более 25% площади грани, соприкасающейся со стекломассой | Не регламентируются | |||||||||||||
6. Трещины шириной до 1 мм | Допускаются длиной не свыше 50% ширины каждой из смежной граней, если трещины пересекают ребро или 75% ширины поверхности, не пересекающих ребро | - | Допускаются длиной не свыше 50% ширины каждой из смежной граней, если трещины пересекают ребро или 75% ширины поверхности, не пересекающих ребро | - | Допускаются, кроме опоясывающих трещин, проходящих через две грани | ||||||||||
Продолжение табл.1
Наименование показателя | Норма для изделий марок | ||||||||||||||
Бк-33Э | Бк-41Э | Бк-33 | Бк-37 | Бк-41 | |||||||||||
А | Б | В | А | Б | В | А | Б | В | А | Б | В | А | Б | В | |
7. Трещины от закладных деталей шириной более 1 мм, длиной каждая более 100 мм в количестве | Не допускаются более 4 шт. | Не допускаются более 8 шт. | |||||||||||||
8. Остатки прибыли, выступающие на литниковой поверхности, высотой, мм, не более | 6 | 10 | |||||||||||||
9. Отклонение от плоскостности (выпуклость, вогнутость) шовных поверхностей изделий, изготавливаемых не в комплекте, мм, не более: | |||||||||||||||
М | 1,0 | 2,0 | 1,0 | 2,0 | 2,0 | 2,5 | 2,0 | 2,5 | 2,0 | 2,5 | |||||
Н | 2,0 | 3,0 | 2,0 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | |||||
-5,0 | -5,0 | -5,0 | |||||||||||||
рабочих и литниковых сторон бруса Н | 6,0 | 12,5 | |||||||||||||
рабочих сторон М | 3,0 | - | |||||||||||||
10. Максимальная ширина шва между изделиями, входящими в состав комплектов, мм, не более | 1,0 | 2,0 | 1,0 | 2,0 | 1,5 | 2,5 | 3,0 | 1,5 | 2,5 | 3,0 | 1,5 | 2,5 | 3,0 | ||
11. Содержание стеклофазы, %, не более | 25 | 20 | 25 | 23 | 20 | ||||||||||
12. Скорость разъедания в объемных %, не более | 35 | 27 | 35 | 30 | 27 | ||||||||||
13. Сколы углов и ребер | Не допускаются более 2 шт., глубиной 28 мм на рабочей поверхности и более 3 шт. глубиной 35 мм на литниковой поверхности. Для видов А, В не допускаются более 2 шт. глубиной 40 мм на рабочей поверхности и не более 2 шт. глубиной 60 мм на литниковой поверхности. | ||||||||||||||
14. Поры на рабочей поверхности изделий, соприкасающихся со стекломассой | Допускаются не более 10 шт. диаметром не более 5 мм на 1000 мм | Не регламентируются | |||||||||||||
15. Разность цветовых оттенков рабочей поверхности изделия | Не допускается | Не регламентируется | |||||||||||||
16. Выделение пузырей из изделий, соприкасающихся со стекломассой, шт., не более: | Не регламентируется | ||||||||||||||
диаметром более 0,1 мм | 10 | 5 | |||||||||||||
диаметром менее 0,1 мм | 50 | 25 | |||||||||||||
17. Углубления глубиной до 15 мм не более 20% площади на рабочей и литниковой гранях изделий | Не регламентируются | ||||||||||||||
18. Пригар формовочной смеси на рабочих и шовных поверхностях | Не допускается | ||||||||||||||
Примечания:
1. Допускается заделывать литниковые раковины, кроме заградительного устройства, изделий марок Бк-33Э и Бк-41Э, при помощи воздушнотвердеющего раствора высокоглиноземистого цемента и мелкодробленого бакора.
2. Для изделий марок Бк-33Э и Бк-41Э разброс по высоте (размер А) стеновых брусьев для бассейна печи не должен превышать 4 мм.
(Измененная редакция, Изм. N 1, 2, 3, 4).
3.1а. (Исключен, Изм. N 2).
3.2. Влеты, простенки, арки загрузочных карманов, заградительных устройств стекловаренных печей, изделия марок Бк-33Э и Бк-41Э изготовляют комплектами.
(Измененная редакция, Изм. N 1, 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Изделия принимают партиями. Партия должна состоять из комплектов изделий и изделий одной марки, оформленных одним документом о качестве, удостоверяющим соответствие качества изделий требованиям настоящего стандарта и содержащим:
товарный знак или наименование предприятия-изготовителя и товарный знак;
марку изделия;
количество изделий в комплекте, шт., т;
результаты лабораторных испытаний;
массу партии;
обозначение настоящего стандарта.
Масса партии должна быть не более 80 т.
(Измененная редакция, Изм. N 1, 4).
4.2. При проверке изделий на соответствие размеров, кривизны, отклонений от прямого угла, показателей внешнего вида и кажущейся плотности применяют двухступенчатый контроль в соответствии с табл.2.
Таблица 2
Объем партии, шт. | Ступени контроля | Объем одной выборки, шт. | Объем в двух выборках, шт. | Приемочное число | Браковочное число |
До 15 | Первая | 2 | 4 | 0 | 2 |
Вторая | 2 | 1 | 2 | ||
16-25 | Первая | 3 | 6 | 0 | 2 |
Вторая | 3 | 1 | 2 | ||
26-50 | Первая | 5 | 10 | 0 | 3 |
Вторая | 5 | 3 | 4 | ||
51-90 | Первая | 8 | 16 | 1 | 4 |
Вторая | 8 | 4 | 5 | ||
91-150 | Первая | 13 | 26 | 2 | 5 |
Вторая | 13 | 6 | 7 | ||
151-280 | Первая | 20 | 40 | 3 | 7 |
Вторая | 20 | 8 | 9 | ||
281-500 | Первая | 32 | 64 | 5 | 9 |
Вторая | 32 | 12 | 13 |
(Измененная редакция, Изм. N 1).
4.3. Для определения химического состава отбирают одно изделие от партии. Для определения выделения пузырей в стекломассу, скорости разъедания, содержания стеклофазы отбирается одно изделие от партии периодически один раз в год.
(Измененная редакция, Изм. N 2).
4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания удвоенного количества изделий, взятых от той же партии.
Результаты повторных испытаний распространяются на всю партию.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор проб для проведения анализов и приготовление образцов для испытания проводят в местах, указанных на чертеже. Допускается на предприятии-изготовителе для химического анализа проводить отбор проб из расплава при заливке в формы.

1 - литниковая часть; 2 - рабочая поверхность; 3 - место отбора проб
5.2. Определение химического состава проводят по ГОСТ 20300.1 - ГОСТ 20300.8. Допускается определять химический состав другими методами по нормативно-технической документации, утвержденной в установленном порядке.
5.3. Размеры изделий проверяют металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм или рулеткой по ГОСТ 7502. Для определения каждого размера изделия проводят три измерения: два - на расстоянии 20 мм от ребер и один - посередине, при этом ни один из размеров не должен превышать предельных отклонений. Среднеарифметическое значение результатов трех измерений принимают за размер изделия.
(Измененная редакция, Изм. N 1).
5.4. Кажущуюся плотность изделия () в кг/дм
вычисляют по формуле
![]() ,
,
где - масса изделия, кг;
- объем изделия, дм
.
5.5. Отклонение поверхностей от прямого угла определяют угольником (ГОСТ 3749) с длиной стороны 250х160 мм. Одной стороной угольник плотно прижимают к поверхности изделия и щупом (ТУ 2-034-225) измеряют наибольший просвет между изделием и второй стороной угольника.
(Измененная редакция, Изм. N 1).
5.6. Определение отклонения от плоскостности (вогнутости или выпуклости).
Вогнутость измеряют накладыванием металлической линейки ребром на шовную поверхность изделия. Наибольший просвет между изделием и линейкой определяют щупом (ТУ 2-034-225) толщиной, превышающей на 0,1 мм установленную норму вогнутости, при этом щуп не должен входить в просвет.
Выпуклость поверхности измеряют накладыванием металлической линейки ребром на поверхность изделия по диагонали. Образующиеся при этом два просвета замеряют щупом.
Величину выпуклости вычисляют как среднеарифметическое значение обоих просветов.
(Измененная редакция, Изм. N 4).
5.7. Длину трещин измеряют металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм.
5.8. Глубину открытых раковин определяют щупом (ТУ 2-034-225), вводимым в полость раковины до отказа, с последующим отсчетом погруженной части по линейке.
5.9. Наличие пригара формовочной смеси и трещин определяют визуально.
(Измененная редакция, Изм. N 2).
5.10. Величину отбитости углов и ребер определяют по ГОСТ 15136.
5.11. Ширину посечек и трещин определяют измерительной лупой по ГОСТ 25706. При измерении лупу располагают так, чтобы ее шкала была перпендикулярна к посечке.
(Измененная редакция, Изм. N 2).
5.12. Определение свободного корунда и стеклофазы проводят методом, указанным в приложении 2.
5.13, 5.14. (Исключены, Изм. N 2).
5.15. Значение скорости разъедания стекломассой статистическим и динамическим методами определяют методами по нормативно-технической документации, утвержденной в установленном порядке.
5.16. Ширину шва между изделиями, входящими в комплект, измеряют щупом ТУ 2-034-225 толщиной, превышающей на 0,1 мм установленную норму; при этом щуп не должен входить в зазор ни в одном месте.
(Измененная редакция, Изм. N 1).
5.17. Выделение пузырей из изделий Бк-33Э и Бк-41Э определяют по нормативно-технологической документации.
(Введен дополнительно, Изм. N 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Способ нанесения маркировки - по ГОСТ 24717.
6.2. Маркировка каждого изделия должна содержать:
наименование предприятия-изготовителя, товарный знак;
марку изделия;
массу изделия, кг;
обозначение категории плотности и точности (обычная плотность и точность не указываются).
6.3. Маркировка рабочей части комплекта должна содержать:
обозначение комплекта;
порядковый номер изделия в комплекте.
Порядковый номер изделий в комплектах должен наноситься для влетов и простенков снизу вверх, в пределах каждого ряда - слева направо. Нумерация начинается с левого зуба, для протоков - с рабочей стороны левому нижнему брусу присваивается первый номер, первому нижнему - второй.
С боковой стороны брусья протоков нумеруют слева направо в пределах каждого ряда, начиная с третьего номера.
6.2, 6.3. (Измененная редакция, Изм. N 1).
6.4. (Исключен, Изм. N 1).
6.5. Упаковка, маркировка транспортной тары, транспортирование и хранение изделий должны производиться по ГОСТ 24717.
По согласованию изготовителя с потребителем допускается транспортировать изделия без упаковки с применением деревянных прокладок между рядами и пакетами.
(Измененная редакция, Изм. N 1).
6.6-6.8. (Исключены, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ В СТАНДАРТЕ
Термин | Определение |
1. Пригар формовочной смеси | Спекшаяся часть формовочной смеси, образующаяся на поверхности изделий и распространяющаяся в глубину изделия не более 0,5 мм вследствие взаимодействия расплава с материалом форм |
2. Шов между изделиями, входящими в комплект | Зазор между двумя соседними изделиями после их подгонки и сборки в комплект |
3. Рабочая поверхность огнеупорного изделия. | Поверхность, обращенная к печному пространству, противоположная литниковой поверхности |
Рабочая поверхность | |
4. Литниковая поверхность огнеупорного изделия. | Поверхность огнеупорного изделия, на которой расположено отверстие заливки расплава |
Литниковая поверхность | |
5. Открытая раковина литого огнеупорного изделия. | Полость, образующаяся в литом огнеупорном изделии вследствие кристаллизации расплава |
Открытая раковина | |
6. Посечка огнеупорного изделия. | Дефект на огнеупорном изделии в виде трещины шириной до 0,5 мм |
Посечка | |
7. Отжиг литого огнеупорного изделия | Операция заключается в постепенном охлаждении изделия для частичного снятия напряжения |
8. Толщина огнеупорного изделия | Расстояние от литниковой поверхности до рабочей поверхности огнеупорного изделия |
9. Поры на рабочей поверхности | Дефект на рабочей поверхности в виде мелких углублений, образованных газовыделением при усадке расплава |
10. Углубления | Литейный дефект на рабочей и литниковой гранях, выявляющийся при механической обработке |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Обязательное
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ КОРУНДА И СТЕКЛОФАЗЫ
Определение содержания корунда и стеклофазы проводят петрографическим методом на полированных шлифах на микроскопе типа МБИ-6, МИМ-7 или МИН-8.
1. Отбор проб
1.1. Перед отбором проб проводят описание изделия по следующей схеме:
номер изделия;
масса изделия;
дата плавки;
дата отбора проб.
Отбор проб для определения содержания корунда и стеклофазы проводят параллельно с отбором проб для химического анализа. От трех мест рабочей части изделия отбирают кусочки размером 1-1,5 см и изготовляют из них шлифы (аншлифы) любым способом.
2. Метод определения корунда и стеклофазы в шлифах
2.1. Корунд и стеклофазу определяют по отражательной способности минералов и форме выделения их.
Корунд определяют по рельефности зерен, их форме, таблитчатой и неправильной, и значительно меньшей отражательной способности по сравнению с бадделеитом, обладающим наибольшей степенью отражения.
Стеклофазу, заполняющую промежутки между всеми минералами, определяют по шагреневой поверхности, а при исследовании непротравленных шлифов - по наименьшей отражательной способности.
3. Подсчет минералов в шлифе
3.1. Подсчет минералов проводят линейным способом в следующем порядке.
3.1.1. Укрепляют шлиф в салазках препаратоводителя так, чтобы в поле зрения находился край шлифа.
3.1.2. При помощи препаратоводителя перемещают шлиф вдоль линейки окулярмикрометра и одновременно подсчитывают длины сечений корунда, стеклофазы и всех остальных минералов.
3.1.3. Возвращают шлиф в первоначальное положение, перемещают в перпендикулярном направлении на одно деление и ставят в поле зрения край шлифа. Определение проводят, как указано в п.3.1.2.
Подсчет минералов в параллельных сечениях проводят по всей площади шлифа.
3.1.4. После этого в каждом сечении шлифа подсчитывают количество делений окулярмикрометра, приходящихся на корунд, стеклофазу и остальные минералы и пустоты, и результаты заносят в таблицу.
Длина сечений минералов в единицах делений окулярмикрометра | Общая длина | ||
Корунд | Стеклофаза | Остальные минералы и пустоты | |
| |||
|
|
| |
|
| ||
где
![]() ;
;![]() ,
,
![]() - сумма длин сечений минералов в 1,2 и
- сумма длин сечений минералов в 1,2 и сечениях.
Количество корунда и стеклофазы () в процентах вычисляют по формуле
![]() ,
,
где - длина сечений определяемого компонента, мм.
3.1.5. Аналогично подсчитывают массовую долю корунда и стеклофазы в двух других фазах.
3.1.6. За результат принимают среднеарифметическое значение массовой доли корунда и стеклофазы в процентах по трем шлифам.
ПРИЛОЖЕНИЕ 3
Обязательное
Формы и размеры бадделеито-корундовых изделий и конструктивных элементов стекловаренных печей должны соответствовать указанным в табл.1-11
I группа. Стеновой брус
Таблица 1
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | |||
по атласу Гипростекло | по каталогу | |||||
| 600 | 400 | 250 | 210 | 3228-52 | Б-1 |
600 | 300 | 250 | 158 | 3228-52 | Б-2 | |

II группа. Простой фасон
Таблица 2
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | |||
по атласу Гипростекло | по каталогу ЩЗЭПО | |||||
| 400 | 550 | 480 | 180 | Б-42 | |
600 | 497 | 191 | Б-84 | |||
500 | 397 | 156 | 3228-52 | Б-85 | ||
400 | 297 | 121 | 3228-52 | Б-86 | ||
300 | 197 | 86 | Б-87 | |||
500 | 400 | 320 | 189 | Б-43 | ||
400 | 330 | 193 | Б-56 | |||
300 | 197 | 131 | Б-76 | |||
400 | 297 | 183 | Б-77 | |||
500 | 397 | 236 | Б-78 | |||
600 | 497 | 288 | Б-88 | |||
600 | 490 | 360 | 223 | Б-200 | ||
480 | 330 | 219 | Б-201 | |||
310 | 230 | 142 | Б-235 | |||
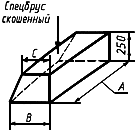
Таблица 3
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | |||
по атласу Гипростекло | по каталогу ЩЗЭПО | |||||
| 900 | 300 | 300 | 283 | Б-191 | |
800 | 600 | 250 | 420 | Б-12 | ||
500 | 250 | 350 | Б-182 | |||
700 | 400 | 300 | 294 | Б-189 | ||
600 | 600 | 250 | 315 | Б-13 | ||
400 | 300 | 252 | Б-3 | |||
400 | 150 | 156 | Б-231 | |||
300 | 200 | 127 | Б-248 | |||
300 | 300 | 189 | Б-187 | |||
500 | 500 | 400 | 350 | Б-186 | ||
400 | 400 | 280 | Б-7 | |||
400 | 300 | 210 | Б-6 | |||
400 | 250 | 175 | Б-269 | |||
300 | 300 | 158 | Б-5 | |||
300 | 250 | 132 | Б-4 | |||
250 | 200 | 87 | Б-17 | |||
200 | 200 | 70 | Б-16 | |||
350 | 400 | 250 | 122 | Б-285 | ||
300 | 250 | 92 | Б-284 | |||
300 | 300 | 300 | 94 | Б-179 | ||

III группа. Сложный фасон
Брусья для влетов
Таблица 4
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | |||
по атласу Гипростекло | по каталогу ЩЗЭПО | |||||
| 420 | 570 | 450 | 429 | 3228-52 | Б-34 |
| 250 | 330 | 270 | 158 | 3228-52 | Б-116 |
250 | 540 | 440 | 257 | 3228-52 | Б-116 "г" | |
320 | 400 | 160 | 188 | 3228-52 | Б-137 | |
320 | 600 | 360 | 322 | 3228-52 | Б-89 | |
| 320 | 265 | 235 | 119 | 3228-52 | Б-115 |
| 320 | 365 | 335 | 179 | 3228-52 | Б-149 |
465 | 435 | 239 | 3228-52 | Б-138 | ||
565 | 535 | 299 | 3228-52 | Б-148 | ||
665 | 635 | 359 | Б-297 | |||
| 600 | 250 | 150 | 79 | Б-18 | |
170 | 90 | Б-19 | ||||
250 | 132 | Б-20 | ||||
420 | 220 | Б-122 | ||||
180 | 95 | Б-146 | ||||
160 | 84 | 3228-52 | Б-300 | |||
200 | 105 | 3228-52 | Б-206 | |||
370 | 194 | 3228-52 | Б-302 | |||
130 | 68 | 3228-52 | Б-299 | |||
| 650 | 250 | 200 | 94 | Б-66 | |
400 | 200 | 148 | Б-147 | |||
| 650 | 400 | 200 | 136 | Б-61 | |
200 | 200 | 68 | Б-64 | |||
250 | 200 | 85 | Б-65 | |||
| 650 | 250 | 250 | 132 | 3228-52 | Б-311 |
400 | 190 | 3228-52 | Б-312 | |||
500 | 237 | 3228-52 | Б-313 | |||
| 650 | 400 | 250 | 145 | 3228-52 | Б-314 |
500 | 182 | 3228-52 | Б-315 | |||
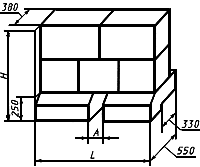
Брусья для простенков | ||||||
| 380 | 240 | 300 | 96 | 3228-52 | Б-316 |
400 | 128 | 3228-52 | Б-317 | |||
430 | 300 | 172 | 3228-52 | Б-351 | ||
400 | 229 | 3228-52 | Б-352 | |||
550 | 300 | 219 | 3228-52 | Б-318 | ||
400 | 293 | 3228-52 | Б-319 | |||
| 550 | 250 | 250 | 109 | 3228-52 | Б-320 |
350 | 150 | 3228-52 | Б-321 | |||
| 550 | 250 | 250 | 109 | 3228-52 | Б-322 |
350 | 3228-52 | Б-323 | ||||
| 550 | 200 | 250 | 79 | 3228-52 | Б-324 |
550 | 250 | 3228-52 | Б-325 | |||
200 | 200 | 57 | Б-63 | |||
250 | 97 | Б-71 | ||||
| 800 | 400 | 250 | 280 | Б-274 | |
900 | 300 | 250 | 236 | Б-233 | ||
1000 | 400 | 250 | 350 | Б- 106 | ||
1200 | 400 | 250 | 420 | Б-8 | ||
1200 | 300 | 250 | 315 | Б-232 | ||
800 | 300 | 300 | 252 | 3228-52 | Б-348 | |
800 | 400 | 300 | 336 | 3228-52 | Б-184 | |
800 | 500 | 300 | 420 | 3228-52 | Б-193 | |
1000 | 300 | 300 | 315 | 3228-52 | Б-178 | |
1000 | 400 | 300 | 420 | 3228-52 | Б-11 | |
1000 | 500 | 300 | 525 | 3228-52 | Б-326 | |
1100 | 400 | 300 | 462 | Б-10 | ||
1200 | 300 | 300 | 378 | 3228-52 | Б-194 | |
1200 | 400 | 300 | 504 | 3228-52 | Б-9 | |
1200 | 500 | 300 | 630 | 3228-52 | Б-349 | |









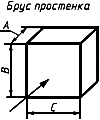
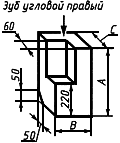

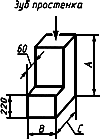

Таблица 5
Влеты
Чертеж | Размеры, мм | Обозначения | |||||
по атласу Гипростекло | по каталогу | ||||||
| 800 | 230 | 280 | 1300 | 800 | 3228-52 | |
350 | 400 | 920 | 3228-52 | ||||
470 | 520 | 1040 | 3228-52 | ||||
1000 | 230 | 280 | 1500 | 800 | 3228-52 | ||
350 | 400 | 920 | 3228-52 | ||||
470 | 520 | 1040 | 3228-52 | ||||
1200 | 275 | 325 | 1700 | 800 | 3228-52 | ||
395 | 445 | 920 | 3228-52 | ||||
515 | 565 | 1040 | 3228-52 | ||||
| 1400 | 300 | 350 | 1900 | 800 | 3228-52 | |
420 | 470 | 920 | 3228-52 | ||||
540 | 590 | 1040 | 3228-52 | ||||
1600 | 300 | 350 | 2100 | 800 | 3228-52 | ||
420 | 470 | 920 | 3228-52 | ||||
540 | 590 | 1040 | 3228-52 | ||||
1800 | 300 | 350 | 2300 | 800 | 3228-52 | ||
420 | 470 | 920 | 3228-52 | ||||
540 | 590 | 1040 | 3228-52 | ||||
2000 | 300 | 350 | 2500 | 800 | 3228-52 | ||
420 | 470 | 920 | 3228-52 | ||||
540 | 590 | 1040 | 3228-52 | ||||
2200 | 300 | 440 | 2700 | 920 | 3228-52 | ||
510 | 560 | 1040 | 3228-52 | ||||
| 800 | 330 | 1300 | 800 | 3228-52 | ||
450 | 920 | 3228-52 | |||||
570 | 1040 | 3228-52 | |||||
1000 | 330 | 1500 | 800 | 3228-52 | |||
450 | 920 | 3228-52 | |||||
570 | 1040 | 3228-52 | |||||
1200 | 375 | 1700 | 800 | 3228-52 | |||
495 | 920 | 3228-52 | |||||
615 | 1040 | 3228-52 | |||||
1400 | 400 | 1900 | 800 | 3228-52 | |||
520 | 920 | 3228-52 | |||||
640 | 1040 | 3228-52 | |||||
| 1600 | 400 | 2100 | 800 | 3228-52 | ||
520 | 920 | 3228-52 | |||||
640 | 1040 | 3228-52 | |||||
1800 | 400 | 2300 | 800 | 3228-52 | |||
520 | 920 | 3228-52 | |||||
640 | 1040 | 3228-52 | |||||
2000 | 400 | 2500 | 800 | 3228-52 | |||
520 | 920 | 3228-52 | |||||
640 | 1040 | 3228-52 | |||||
2200 | 490 | 2700 | 920 | 3228-52 | |||
610 | 1040 | 3228-52 | |||||
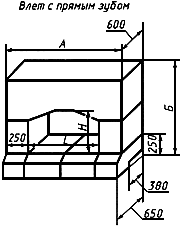
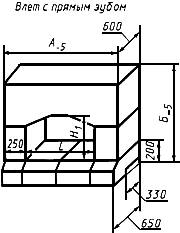


Таблица 6
Простенки
Чертеж | Размеры, мм | Обозначения | |||
по атласу Гипростекло | по каталогу | ||||
| 800 | 600 | 100 | 3228-52 | |
800 | 100 | 3228-52 | |||
900 | 200 | 3228-52 | |||
1000 | 100 | 3228-52 | |||
1100 | 100 | 3228-52 | |||
1200 | 100 | 3228-52 | |||
1300 | 100 | 3228-52 | |||
920 | 600 | 100 | 3228-52 | ||
800 | 100 | 3228-52 | |||
900 | 200 | 3228-52 | |||
| 920 | 1000 | 100 | 3228-52 | |
1100 | 100 | 3228-52 | |||
1200 | 100 | 3228-52 | |||
1300 | 100 | 3228-52 | |||
1040 | 600 | 100 | 3228-52 | ||
800 | 100 | 3228-52 | |||
900 | 200 | 3228-52 | |||
1000 | 100 | 3228-52 | |||
1100 | 100 | 3228-52 | |||
1200 | 100 | 3228-52 | |||
1300 | 100 | 3228-52 | |||
| 1160 | 600 | 100 | 3228-52 | |
800 | 100 | 3228-52 | |||
900 | 200 | 3228-52 | |||
1000 | 100 | 3228-52 | |||
1100 | 100 | 3228-52 | |||
1200 | 100 | 3228-52 | |||
1300 | 100 | 3228-52 | |||
1280 | 600 | 100 | 3228-52 | ||
800 | 100 | 3228-52 | |||
900 | 200 | 3228-52 | |||
| 1280 | 1000 | 100 | 3228-52 | |
1100 | 100 | 3228-52 | |||
1200 | 100 | 3228-52 | |||
1300 | 100 | 3228-52 | |||
| 800 | 600 | 3228-52 | ||
920 | 3228-52 | ||||
| 3228-52 | ||||
1160 | 3228-52 | ||||
1280 | 3228-52 | ||||




IV группа - Особосложный фасон
Таблица 7
Арки загрузочного кармана
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | ||||
по атласу Гипростекло | по каталогу ЩЗЭПО | ||||||
| 9100 | 865 | 500 | 12420 | 8956 | 3228-52 | |
7900 | 750 | 500 | 10780 | 7882 | 3228-52 | ||
7300 | 690 | 500 | 9960 | 7338 | 3228-52 | ||
6200 | 590 | 500 | 8460 | 6355 | 3228-52 | ||
5200 | 490 | 500 | 7100 | 5463 | 3228-52 | ||
4200 | 400 | 500 | 5730 | 4567 | 3228-52 | ||
3200 | 300 | 500 | 4370 | 3673 | 3228-52 | ||
6700 | 635 | 500 | 9150 | 6805 | 3228-52 | ||
2200 | 210 | 500 | 3000 | 2775 | 3228-52 | ||

Таблица 8
Брусья арок
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | |||||
Пролет | по атласу Гипростекло | по каталогу | ||||||
| 9100 | 462 | 444 | 9 | 500 | 396 | 3228-52 | |
7900 | 498 | 476 | 11 | 426 | 3228-52 | |||
7300 | 462 | 440 | 11 | 394 | 3228-52 | |||
6200 | 448 | 423 | 12,5 | 381 | 3228-52 | |||
5200 | 438 | 410 | 14 | 500 | 371 | 3228-52 | ||
4200 | 425 | 391 | 17 | 357 | 3228-52 | |||
3200 | 406 | 364 | 21 | 337 | 3228-52 | |||
2200 | 375 | 322 | 26,5 | 305 | 3228-52 | |||
| 320 | 3228-52 | ||||||
| 250 | 140 | 275 | 116 | Б-39 | |||



Таблица 9
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | |||
по атласу Гипростекло | по каталогу | |||||
| 350 | 260 | 500 | 129 | Б-46 | |
| 350 | 260 | 500 | 129 | Б-47 | |
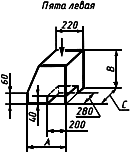
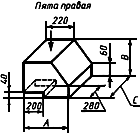
Таблица 10
Погружные заградительные устройства
Чертеж | Размеры, мм | Обозначения | Примечание | |||
по атласу Гипростекло | по каталогу ЩЗЭПО | |||||
| 8000 | 700 | 1000 | 401-1 | ||
6000 | 500 | 700 | А | |||
5200 | 500 | 700 | ТВ. 304-30 | |||
3500 | 700 | 1000 | 401-1 | 1/2 комплекса по чертежу | ||

________________
* Уточняется по чертежам заказчика
Таблица 11
Детали заградительного устройства
Чертеж | Размеры, мм | Масса, кг, при | Обозначения | ||||
по атласу Гипростекло | по каталогу | ||||||
| 500 | 460 | 370 | 363 | ТВ-010 | ||
600 | 538 | 450 | 515 | А | |||
700 | 530 | 460 | 606 | 401-1 | |||
| 700 | 530 | 465 | 565 | 609 | 401-1 | |
700 | 530 | 465 | 630 | 530 | 401-1 | ||
| 1000 | 270 | 300 | 656 | 401-1 | ||
800 | 280 | 200 | 525 | А | |||
700 | 275 | 200 | 459 | ТВ-040 | |||
| 500 | 600 | 500 | 394 | 3228-52 | Б-57 | |
300 | 197 | 3228-52 | Б-155 "а" | ||||
500 | 328 | 3228-52 | Б-155 | ||||
500 | 400 | 3228-52 | Б-58 | ||||
| 1400 | 400 | 400 | 784 | 3228-52 | Б-328 | |
1200 | 672 | 3228-52 | Б-350 | ||||
1000 | 560 | Б-192 | |||||
1350 | 250 | 400 | 473 | Б-275 | |||
1400 | 300 | 400 | 588 | Б-294 | |||





ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 1).
Текст документа сверен по:
Изделия огнеупорные. Технические условия. Часть 2:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2004
