ГОСТ EN 940-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков
СТАНКИ ДЕРЕВООБРАБАТЫВАЮЩИЕ КОМБИНИРОВАННЫЕ
Safety of woodworking machines. Combined woodworking machines
МКС 79.120.10
Дата введения 2024-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Госстандартом Республики Беларусь
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 27 февраля 2015 г. № 75-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 января 2024 г. № 95-ст межгосударственный стандарт ГОСТ EN 940-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2024 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 940:2009+A1:2012* "Безопасность деревообрабатывающих станков. Станки деревообрабатывающие комбинированные" ("Safety of woodworking machines - Combined woodworking machines", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт разработан техническим комитетом по стандартизации CEN/TC 142 "Деревообрабатывающие станки. Безопасность" Европейского комитета по стандартизации (CEN).
Европейский стандарт, на основе которого подготовлен настоящий стандарт, реализует существенные требования безопасности директивы ЕС, приведенные в приложении ZA.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт представляет собой стандарт типа C по EN ISO 12100.
В области применения приведены существенные опасности, опасные ситуации и события, рассматриваемые в настоящем стандарте.
Если требования настоящего стандарта отличаются от положений, которые установлены в стандартах типа A или B, то требования настоящего стандарта имеют приоритет над положениями других стандартов для машин, которые сконструированы и изготовлены в соответствии с положениями настоящего стандарта типа C.
1 Область применения
Настоящий стандарт рассматривает все существенные опасности, опасные ситуации и события, приведенные в разделе 4, которые относятся к стационарным и передвижным комбинированным деревообрабатывающим станкам (далее - станки) с двумя или более функциями для:
- фугования;
- круглопильной обработки (одновременно с вертикальным фрезерованием или без него);
- вертикального фрезерования;
- сверления (выборки пазов);
- рейсмусования, предназначенные для обработки древесины, древесностружечных, древесноволокнистых плит и фанеры и аналогичных материалов, покрытых пластмассой, имеющих пластмассовые или шпоночные кромки, при использовании станков по назначению и в соответствии с условиями, предусмотренными изготовителем, включая неправильное использование, которое можно предусмотреть.
Примечание 1 - Определения стационарных и передвижных станков см. 3.2.12 и 3.2.13.
Примечание 2 - Особые требования к сменным устройствам подачи будут рассмотрены при последующем пересмотре настоящего стандарта.
Настоящий стандарт не распространяется на:
- комбинированные станки, которые имеют только фуговальный и рейсмусовый узлы;
Примечание 3 - Комбинированные станки, которые имеют только фуговальный и рейсмусовый узлы, см. EN 861:2007+A2:2012.
- комбинированные станки с ленточнопильным узлом;
- комбинированные переносные электрические станки или любые приспособления к ним, позволяющие их использование другим способом, например установка на верстаке;
Примечание 4 - Требования к комбинированным переносным электрическим станкам см. EN 61029-1:2009 и EN 61029-2-11:2009.
- станки с отдельным двигателем для узла выборки пазов.
Настоящий стандарт не распространяется на станки, изготовленные до даты его введения.
Примечание 5 - Станки, рассматриваемые в настоящем стандарте, перечислены в Директиве 2006/42/ЕС (приложение IV, раздел 5).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных ссылок применяют последнее издание ссылочного стандарта (включая все его изменения)]:
EN 349:1993 Safety of machinery - Minimum gaps to avoid crushing of parts of the human body (Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела)
EN 614-1:2006+А1:2009 Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин. Эргономические принципы проектирования. Часть 1. Термины, определения и общие принципы)
EN 847-1:2005+А1:2007 Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades (Инструменты деревообрабатывающие. Требования безопасности. Часть 1. Инструменты для обработки фрезерованием и резанием, полотна дисковой пилы)
EN 848-1:2007+A2:2012 Safety of woodworking machines - One side moulding machines with rotating tool - Part 1: Single spindle vertical moulding machines (Безопасность деревообрабатывающих станков. Фрезерные станки для односторонней обработки вращающимся инструментом. Часть 1. Одношпиндельные вертикально-фрезерные станки)
EN 859:2007+A2:2012 Safety of woodworking machines - Hand fed surface planing machines (Безопасность деревообрабатывающих станков. Фуговально-строгальные станки с ручной подачей обрабатываемого материала)
EN 860:2007+A2:2012 Safety of woodworking machines - One side thickness planing machines (Безопасность деревообрабатывающих станков. Рейсмусовые станки для односторонней обработки)
EN 861:2007+A2:2012 Safety of woodworking machines - Surface planing and thicknessing machines (Безопасность деревообрабатывающих станков. Комбинированные фуговально-рейсмусовые станки)
EN 894-2:1997+А1:2008 Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 2: Displays (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Индикаторы)
EN 894-3:2000+А1:2008 Safety of machinery - Ergonomics requirements for the design of display and control actuators - Part 3: Control actuators deleted text (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления)
EN 1005-3:2002+А1:2008 Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические характеристики человека. Часть 3. Рекомендуемые значения физических усилий человека при работе с машинами)
EN 1037:1995+А1:2008 Safety of machinery - Prevention of unexpected start-up (Безопасность машин. Предотвращение неожиданного пуска)
EN 1088:1995+A2:2008 Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора)
prEN 1870-18:2011 Safety of woodworking machines - Circular sawing machines - Part 1: Dimension saws (Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 18. Прирезные станки)
EN 50370-1:2005 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Помехоэмиссия)
EN 50370-2:2003 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость)
EN 60204-1:2006 Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005, modified) (Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования)
EN 60439-1:1999 Low-voltage switchgear and controlgear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999) (Низковольтные комплектные устройства распределения и управления. Часть 1. Устройства, подвергаемые типовым испытаниям полностью и частично)
EN ISO 3746:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием охватывающей измерительной поверхности над звукоотражающей плоскостью)
EN ISO 4413:2010 Hydraulic fluid power - General rules and safety requirements for systems and their components (ISO 4413:2010) (Приводы гидравлические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4414:2010 Pneumatic fluid power - General rules and safety requirements for systems and their components (ISO 4414:2010) (Приводы пневматические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4871:2009 Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996) (Акустика. Декларация и верификация значений шумовых характеристик машин и оборудования)
EN ISO 12100:2010 Safety of machinery - General principles for design - Risk assessment and risk reduction (ISO 12100:2010) (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
EN ISO 13849-1:2008 Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006) (Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы конструирования)
EN ISO 13850:2008 Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006) (Безопасность машин. Аварийный останов. Принципы конструирования)
EN ISO 13857:2008 Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (ISO 13857:2008) (Безопасность машин. Безопасные расстояния, предохраняющие верхние и нижние конечности от попадания в опасные зоны)
ISO 7960:1995 Airborne noise emitted by machine tools - Operating conditions for woodworking machines (Шум, распространяющийся по воздуху при работе станков. Условия эксплуатации деревообрабатывающих станков)
3 Термины и определения
3.1 Общие положения
В настоящем стандарте применяют термины, установленные в EN ISO 12100:2010 и EN 847-1:2005+A1:2007 (подраздел 3.1), а также следующие термины с соответствующими определениями.
Примечание - Элементы комбинированных станков и их терминология приведены в EN 848-1:2007+A2:2012 (подраздел 3.3), EN 859:2007+A2:2012 (подраздел 3.3), EN 860:2007+A2:2012 (подраздел 3.3), EN 861:2007+A2:2012 (подраздел 3.3) и prEN 1870-18:2011 (подраздел 3.3) (также см. рисунок 3).
3.2 Определения
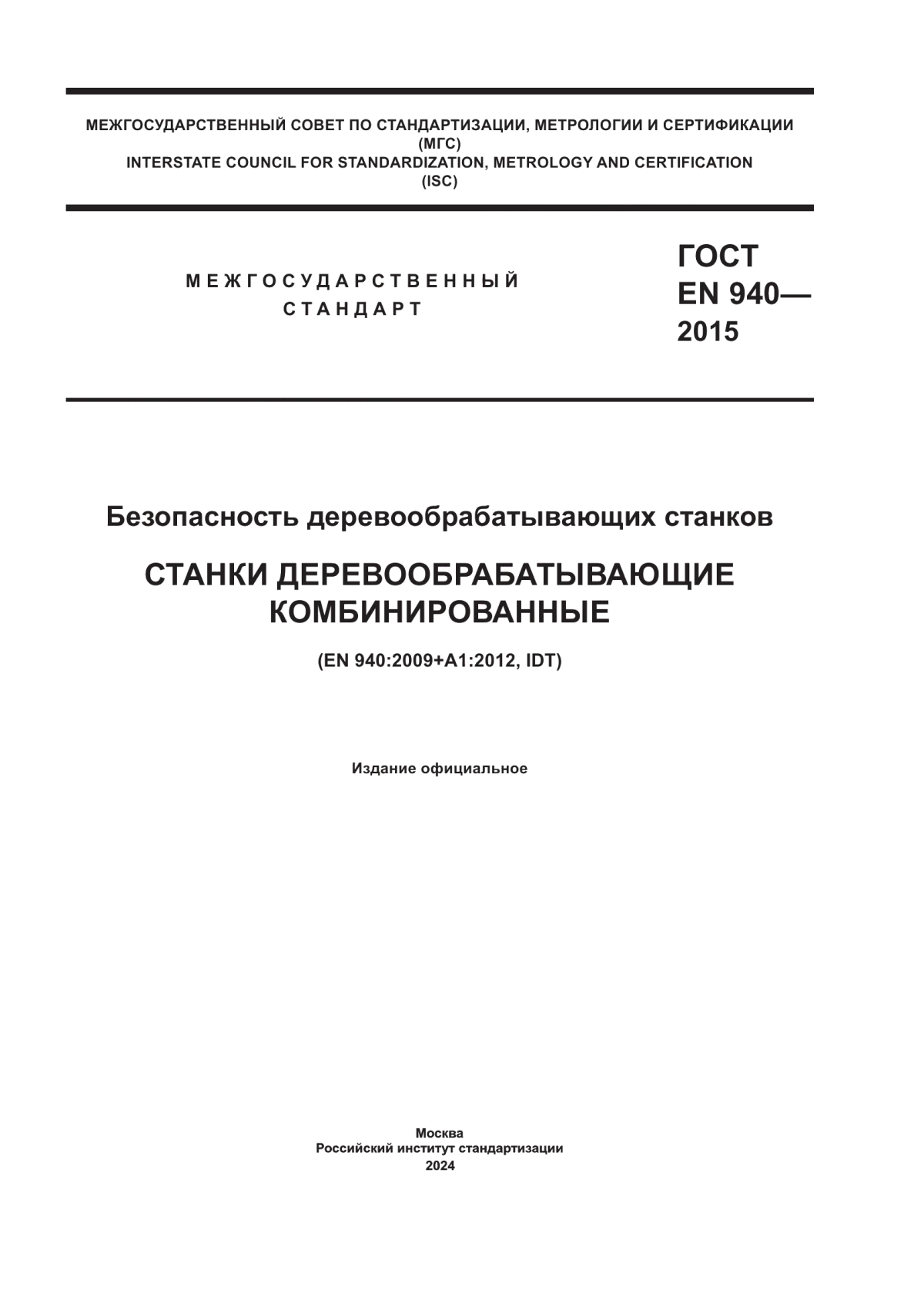
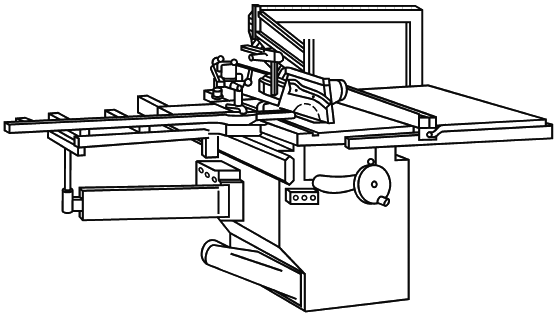
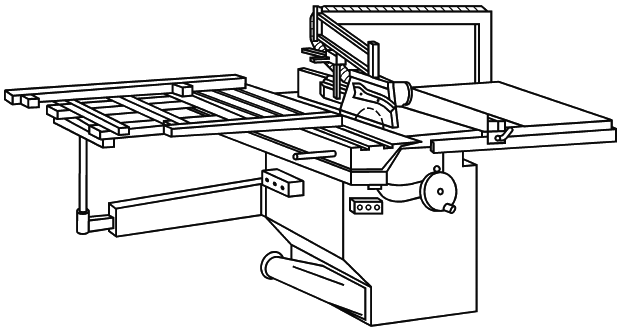
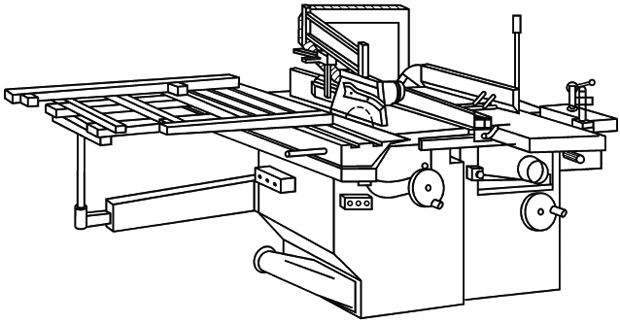
3.2.1 комбинированный станок (combined machine): Станок, состоящий их* двух и более узлов, предназначенных для фугования, круглопильной обработки, фрезерования, рейсмусования, сверления, и спроектирован и изготовлен таким образом, что каждый узел может использоваться по отдельности, при этом заготовка в большинстве случаев подается и убирается вручную после каждой операции, как показано на рисунках 1a), 1b), 2a) и 2b).
___________________
* Текст документа соответствует оригиналу. - .
Примечание - Станок также может иметь средства для крепления съемного устройства подачи при одновременной работе пильного и фрезерного узлов, для выборки пазов (с пильным узлом) и для торцевания кромок постформинга (с пильным узлом).
|
a) Станок для круглопильной обработки и фрезерования с передвижным столом
|
b) Станок для круглопильной обработки и фрезерования со встроенным раздвижным столом
Рисунок 1 - Станок для круглопильной обработки и фрезерования
|
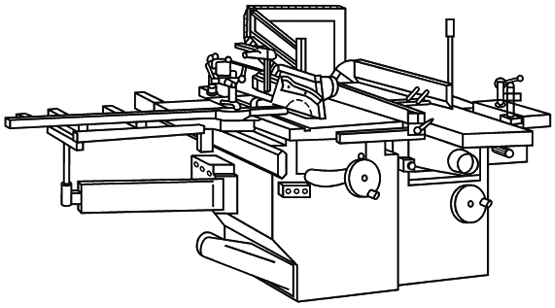
a) Станок для круглопильной обработки и фрезерования с передвижным столом
|
b) Станок для круглопильной обработки и фрезерования со встроенным раздвижным столом
Рисунок 2 - Станок с круглопильным, фрезерным, фуговальным, рейсмусовым и сверлильным узлами
3.2.2 фуговальный узел (surfacing planing unit): Узел комбинированного станка, предназначенный для срезания слоя с нижней поверхности заготовки, вращающийся вокруг горизонтальной оси, установленный под прямым углом к направлению подачи заготовки между двумя столами, предназначенными для размещения и поддержания обрабатываемой заготовки.
Примечание - Ножевой вал является составным инструментом цилиндрической формы, оснащенный плоскими ножами с горизонтальной прямолинейной режущей кромкой, который режет в процессе вращения (см. также описание составного инструмента по EN 847-1:2005+A1:2007). Заготовка подается в станок навстречу вращению ножевого вала.
3.2.3 рейсмусовый узел (thicknesser unit): Узел комбинированного станка, предназначенный для срезания слоя с верхней поверхности обрабатываемой заготовки вращающимся вокруг горизонтальной оси ножевым валом, установленным под прямым углом к направлению подачи заготовки над столом, предназначенным для размещения и поддержания обрабатываемой заготовки.
Примечание - Ножевой вал является составным инструментом цилиндрической формы, оснащенный плоскими ножами с горизонтальной прямолинейной режущей кромкой, который режет в процессе вращения (см. также описание составного инструмента по EN 847-1:2005+A1:2007). Заготовка подается в станок навстречу вращению ножевого вала.
3.2.4 круглопильный узел (circular saw bench unit): Узел комбинированного станка, оснащенный отдельной циркулярной пилой, которая закреплена во время резки, и горизонтальным столом, который полностью или частично закреплен во время обработки.
Примечание - Пила устанавливается на горизонтальном шпинделе под столом. Узел может иметь одно из следующих устройств:
a) устройство для подъема и опускания пилы относительно рабочего стола;
b) устройство для наклона пилы для резки под углом;
c) станина станка под столом может быть открытой или закрытой;
d) дополнительный, перемещаемый вручную стол (не прилегающий к дисковой пиле);
e) устройство для нанесения меток;
f) устройство для выборки паза.
3.2.5 кромкообрабатывающий узел (dimension saw unit): Узел комбинированного пильного станка, оснащенный встроенным подвижным столом, прилегающим к дисковой пиле, который может иметь устройство для торцевания кромки постформинга.
3.2.6 вертикальный фрезерный узел (vertical spindle moulder unit): Узел комбинированного пильного станка, оснащенный одним вертикальным шпинделем (съемным или несъемным), который закреплен в процессе обработки, и горизонтальным столом, который полностью или частично закреплен во время обработки.
Примечание 1 - Шпиндель проходит через стол, а его приводной двигатель расположен под столом.
Примечание 2 - Узел может иметь любое из следующих устройств:
a) устройство для регулировки шпинделя по высоте относительно стола;
b) устройство для наклона шпинделя;
c) устройство для установки дополнительного стола с шипами шипорезного, плавно перемещаемого вручную;
d) устройство для установки регулировочной вставки стола.
3.2.7 узел для выборки паза (фиксированный или съемный) [mortising unit (drilling) (fixed or detachable)]: Узел комбинированного пильного станка, который предназначен для выборки паза (пазования) или сверления с помощью одного вращающегося инструмента и подвижного стола.
Примечание - Удерживающее устройство инструмента, например патрон, устанавливается на одном конце ножевого вала (см. рисунок 3).
|
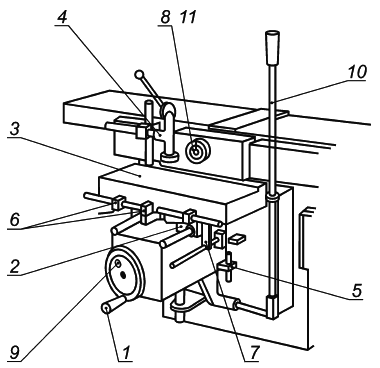
1 - регулирование по высоте; 2 - направляющие салазки; 3 - стол; 4 - прижим обрабатываемой заготовки; 5 - ограничитель передвижения стола по высоте; 6 - ограничители продольного передвижения стола по горизонтали; 7 - ограничитель поперечного передвижения стола по горизонтали; 8 - патрон; 9 - фиксатор стола по высоте; 10 - рычаг вертикального перемещения стола; 11 - защитное ограждение патрона
Рисунок 3 - Пример узла для выборки паза
3.2.8 фуговальный/рейсмусовый узел (surface planer/thicknesser unit): Узел комбинированного пильного станка, предназначенный для фугования поверхности заготовки и передачи ее на следующую операцию рейсмусования, для срезания слоя поверхности с заготовки с помощью горизонтально вращающегося ножевого вала цилиндрической формы, с плоскими ножами с горизонтальной прямолинейной режущей кромкой.
Примечание 1 - Описание деревообрабатывающего инструмента, см. EN 847-1:2005+A1:2007.
Примечание 2 - Заготовка подается в станок навстречу вращению ножевого вала.
Примечание 3 - При фуговании заготовка проходит над ножевым валом, расположенным между двумя фуговальными столами, которые используются для установки и подачи обрабатываемой заготовки, при этом нижняя поверхность заготовки обрабатывается. Загрузочный фуговальный стол можно регулировать по высоте.
При рейсмусовании, оба фуговальных стола могут быть подняты. Заготовка устанавливается на рейсмусовом столе, ножевой вал регулируется по глубине резания. Верхняя поверхность заготовки обрабатывается.
3.2.9 привод станка (machine actuator): Устройство, с помощью которого станок приводится в действие.
3.2.10 ручная подача (hand feed): Удерживание и/или подача заготовки вручную или элемента станка с инструментом.
Примечание 1 - Ручная подача включает в себя перемещение вручную стола, на который вручную помещают или закрепляют заготовку, и использование съемного устройства подачи.
3.2.11 сменный механизм подачи (demountable power feed unit): Механизм подачи, который устанавливается на станке таким образом, чтобы его можно было перемещать из его рабочего положения в нерабочее и наоборот, без использования вспомогательного ключа или аналогичных дополнительных устройств.
3.2.12 стационарный станок (stationary machine): Станок, предназначенный для размещения и закрепления на полу или в других местах рабочего помещения и не предназначенный для перемещения во время его эксплуатации.
3.2.13 передвижной станок (displaceable machine): Станок, закрепленный на полу, неподвижный при эксплуатации и оснащенный устройством (обычно колесами), позволяющим перемещать его с одного места на другое.
3.2.14 защитное устройство (safety appliance): Дополнительное устройство, которое не является составной частью станка, но обеспечивает оператору безопасную подачу заготовки, например, толкатель или толкатель с рукояткой.
3.2.15 обратный удар (kickback): Особая форма выбрасывания, заключающаяся в непредусмотренном движении заготовки, ее частей или частей станка, во время обработки в направлении, противоположном подаче.
3.2.16 время разгона (run-up time): Время от приведения в действие устройства управления пуском станка до достижения шпинделем заданной частоты вращения.
3.2.17 время выбега (run-down time): Время от момента приведения в действие устройства управления остановом станка до остановки шпинделя.
3.2.18 режущая часть инструмента (cutting area of the tool): Часть инструмента, которая может быть задействована в процессе резки.
3.2.19 нережущая часть инструмента (non-cutting area of the tool): Часть инструмента, которая не может быть задействована в процессе резки.
3.2.20 механическая подача (integrated feed): Подача заготовки при помощи механизма, который удерживает и направляет заготовку механически во время обработки.
3.2.21 диапазон частоты вращения (speed range): Диапазон между наименьшей и наибольшей частотой вращения, на которых может осуществляться работа пилы или шпинделя пилы.
3.2.22 режим "нарезание шипов" (tenoning-sawing mode): Одновременное использование узлов круглопильной обработки и вертикально-фрезерного и подвижного стола, например, скользящий стол или раздвижной стол с зажимным механизмом заготовки при нарезании шипов.
3.2.23 встроенное программное обеспечение (embedded software (SRESW)): Программное обеспечение, которое является частью системы управления, поставляемое изготовителем и которое недоступно для модификации пользователем станка.
Примечание - Аппаратно-программное обеспечение или системное программное обеспечение являются примерами встроенного программного обеспечения (см. EN ISO 13849-1:2008, терминологическая статья 3.1.37).
3.2.24 прикладное программное обеспечение (application software (SRASW)): Программное обеспечение конкретного приложения, реализованное изготовителем станка и содержащее логические последовательности, пределы и выражения, которые контролируют соответствующие входы, выходы, расчеты и решения, необходимые для выполнения требований SRP/CS (см. EN ISO 13849-1:2008, терминологическая статья 3.1.36).
3.2.25 элемент системы управления, связанный с безопасностью (SRP/CS) (safety related part of a control system (SRP/CS)): Часть или элемент(ы) системы управления, которые реагируют на входные сигналы, связанные с безопасностью, и генерируют выходные сигналы, связанные с безопасностью (см. EN ISO 13849-1:2008, терминологическая статья 3.1.1).
Примечание - Комбинация элементов системы управления, связанная с безопасностью, начинающаяся от точки возникновения сигнала, связанного с обеспечением безопасности на входе (в том числе, например, приводного кулачка или ролика позиционного выключателя), и заканчивающаяся конечным элементом системы управления на выходе (в том числе, например, главный контактный пускатель).
3.2.26 информация от поставщика (information from the supplier): Заявления, коммерческая литература, буклеты и другая документация, в которой изготовитель (поставщик) указывает либо характеристики, например материала или продукции, либо подтверждает соответствие данного материала или продукции требованиям соответствующего стандарта.
3.2.27 защитная функция (safety function): Функция станка, отказ которой может привести к повышению риска(ов) (см. EN ISO 13849-1:2008, терминологическая статья 3.1.20).
3.2.28 характеристический уровень PL (performance level PL): Дискретный уровень, который используется для оценки способности элементов систем управления, связанных с безопасностью, обеспечивать безопасное функционирование оборудования в прогнозируемых условиях (см. EN ISO 13849-1:2008, терминологическая статья 3.1.23).
4 Перечень существенных опасностей
В настоящем разделе рассматриваются все существенные опасности, опасные ситуации и события (см. EN ISO 12100:2010), которые идентифицированы оценкой риска как существенные для данного типа станков, указанных в области применения, и описаны применяемые меры для устранения или уменьшения рисков. Настоящий стандарт рассматривает существенные опасности путем определения требований безопасности и/или защитных мер, или включением ссылок на соответствующие стандарты.
Перечень опасностей приведен в таблице 1.
Таблица 1 - Перечень существенных опасностей
№ | Опасности, опасные ситуации и события | EN ISO 12100:2010 | Пункт в настоящем стандарте |
1 | Механические опасности, касающиеся:
| ||
a) форма; | 6.2.2.1, 6.2.2.2, 6.3 | 5.3.3, 5.3.6, 5.3.7 | |
b) взаимное расположение | 5.3.3, 5.3.6, 5.3.7, 5.3.8 | ||
c) масса и устойчивость (потенциальная энергия элементов, которые могут перемещаться под действием силы тяжести) | 5.3.1, 5.3.3, 5.3.6, 5.3.8, приложение А | ||
d) масса и скорость (кинетическая энергия элементов при контролируемом и неконтролируемом движении) | 5.3.6 | ||
e) механическая прочность; | 5.3.2, 5.3.5, 5.3.8 | ||
- накопленной энергии внутри станка: | |||
f) упругие элементы (пружины) | 6.2.10, 6.3.5.4 | 5.2.5 | |
g) жидкость и газы под давлением | 5.4.6, 5.4.7, 5.4.13 | ||
1.1 | Опасность раздавливания | 5.3.1, 5.3.7 | |
1.2 | Опасность пореза | 5.3.1, 5.3.3, 5.3.7 | |
1.3 | Опасность разрезания или разрыва | 5.3.2, 5.3.3, 5.3.4, 5.3.5, 5.3.6, 5.3.7, 5.3.8 | |
1.4 | Опасность наматывания | 5.3.7 | |
1.5 | Опасности затягивания или захвата | 5.3.7, 5.3.8 | |
1.6 | Опасность удара | 5.3.5 | |
1.7 | Опасность быть уколотым или проткнутым | 5.3.5 | |
1.9 | Опасность выброса жидкостей под высоким давлением | 6.2.10 | 5.4.6, 5.4.7, 5.4.13 |
2 | Электрические опасности: | ||
2.1 | Контакт персонала с токоведущими частями (прямой контакт) | 6.2.9, 6.3.5.4 | 5.4.4 |
2.2 | Соприкосновение персонала с частями, которые попали под напряжение в результате неисправности (косвенный контакт) | 6.2.9 | 5.4.4 |
2.4 | Электростатическое воздействие | 6.2.9 | 5.4.10 |
4 | Опасности от шума, приводящие: | ||
4.1 | К потере слуха (глухота), другим физиологическим нарушениям (потеря равновесия, потеря сознания) | 6.2.2.2, 6.3 | 5.4.2 |
4.2 | К нарушению речевой коммуникации, ухудшению восприятия звуковых сигналов | 6.3 | |
6 | Опасности, обусловленные излучением | ||
6.5 | Лазерные устройства | 5.4.9 | |
7 | Опасности, возникающие от воздействия материалов и веществ (и их составляющих элементов), обрабатываемых или используемых оборудованием: | ||
7.1 | Опасности контактирования или вдыхания ядовитых жидкостей и пыли | 6.2.3b, 6.2.4 | 5.4.3, 6.3 |
7.2 | Пожар | 6.2.4 | 5.4.1 |
8 | Опасности, возникающие из-за несоблюдения эргономических принципов при конструировании станка и касающиеся: | ||
8.1 | Неправильной осанки или повышенного физического напряжения | 6.2.7, 6.2.8.2, 6.2.11.12, 6.3.5.5, 6.3.5.6 | 5.2.2, 5.4.5 |
8.2 | Анатомии "кисть-рука" или "ступня-нога" | 6.2.8.3 | 5.4.5 |
8.4 | Местного освещения | 6.2.8.6 | 6.3 |
8.5 | Психических нагрузок, стрессов | 6.2.8.5 | 6.3 |
8.6 | Человеческого фактора | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | 6.3 |
8.7 | Конструкции, расположения или идентификации элементов ручного управления | 6.2.8.7, 6.2.11.8 | 5.2.2 |
8.8 | Конструкции, расположения средств визуального наблюдения | 6.2.8.8, 6.4.2 | 5.2.2 |
9 | Комбинация опасностей | 6.3.2.1 | 6.3 |
10 | Непреднамеренный пуск, неожиданное повышение скорости (или любой подобный сбой) от: | ||
10.1 | Отказа/сбоя в работе системы управления | 6.2.11, 6.3.5.4 | 5.2.1, 5.2.10 |
10.2 | Восстановление подачи энергоснабжения после прерывания | 6.2.11.4 | 5.2.9, 5.4.12 |
10.3 | Внешних воздействий на электрооборудование | 6.2.11.11 | 5.2.1, 5.4.4, 5.4.8 |
10.5 | Ошибок в программном обеспечении | 6.2.11.7 | 5.2.1 |
10.6 | Ошибок оператора (несоответствие между оборудованием и возможностями персонала, см. 8.6) | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6* | 5.2.1, 5.2.6, 5.2.8, 5.4.5, 6.3 |
___________________ * Текст документа соответствует оригиналу. - . | |||
11 | Невозможность останова станка в оптимальных условия | 6.2.11.1, 6.2.11.3, 6.3.5.2 | 5.2.4, 5.2.5 |
12 | Нарушение частоты вращения инструмента | 6.2.2.2, 6.2.3 | 5.2.7 |
13 | Отказ системы энергоснабжения | 6.2.11.1, 6.2.11.4 | 5.2.9 |
14 | Отказ систем управления | 6.2.11, 6.3.5.4 | 5.2.1, 5.2.10 |
15 | Ошибки установки | 6.2.7, 6.4.5 | 5.4.11 |
16 | Поломки во время работы | 6.2.3 | 5.3.2 |
17 | Падение или выброс предметов или жидкостей | 6.2.3, 6.2.10 | 5.3.2, 5.3.5 |
18 | Потери устойчивости/опрокидывание станка | 6.3.2.6 | 5.3.1, 5.3.2, приложение A |
5 Требования безопасности и/или защитные меры
5.1 Общие требования
Каждый узел станка должен соответствовать требованиям безопасности и/или защитным мерам, указанным в EN 848-1:2007+A2:2012 (раздел 5), EN 859:2007+A2:2012 (раздел 5), EN 860:2007+A2:2012 (раздел 5), EN 861:2007+A2:2012 (раздел 5) и prEN 1870-18:2011 (раздел 5), если не имеется дополнительных и/или отменяющих требований безопасности и/или защитных мер, указанных в разделе 5 настоящего стандарта.
Примечание 1 - Кроме того, станки следует проектировать в соответствии с EN ISO 12100:2010 для соответствующих опасностей, но не значительных, которые не рассматриваются в настоящем стандарте (например, острые кромки станины станка).
Примечание 2 - Требования, направленные на снижение риска, обусловленные конструкцией, установлены в EN ISO 12100:2010 (подраздел 6.2) и для защитных мер - EN ISO 12100:2010 (подраздел 6.3).
5.2 Органы управления
5.2.1 Безопасность и надежность органов управления
5.2.1.1 Общие требования
В настоящем стандарте система безопасного управления представляет собой систему от исходного привода или датчика положения до элемента регулирования приводного механизма конечного привода станка (например, двигателя или тормоза). Элементы системы управления станком, связанные с безопасностью, должны соответствовать требованиям не ниже характеристического уровня PL (далее - уровня PL) по EN ISO 13849-1:2008:
- устройство пуска - PL=c (см. 5.2.3);
- устройство нормального останова - PL=c (см. 5.2.4);
- устройство аварийного останова - PL=c (см. 5.2.5);
- система блокировки - PL=c (см. 5.2.3, 5.3.7.2.4);
- выбор режущего узла - PL=c (см. 5.2.6);
- выбор способа нарезки шипа - PL=c (см. 5.2.6);
- управление приводами, связанными с механизированными перемещениями элементов станка и/или инструмента (EN 848-1:2007+A2:2012, EN 859:2007+A2:2012, EN 860:2007+A2:2012, EN 861:2007+A2:2012, prEN 1870-18:2011);
- механизированный прижим заготовки - PL=c (см. 5.3.9);
- система торможения - PL=c (см. 5.3.4);
- изменение частоты вращения - PL=c (см. 5.2.7);
- индикация выбранной частоты вращения - PL=b (см. 5.2.7);
- индикация направления вращения - PL=b (см. 5.2.8);
Контроль. Проверка соответствующих чертежей и/или схем и осмотр станка.
5.2.1.2 Использование защитных устройств
Защитные устройства должны быть в соответствии с конкретными стандартами. Для устройств, перечисленных ниже, применяются следующие требования:
a) магнитные/бесконтактные выключатели должны соответствовать требованиям EN 1088:1995+A2:2008 (подраздел 6.2) и связанная с ней система управления должна соответствовать как минимум уровню PL=c по EN ISO 13849-1:2008;
b) время задержки должно быть не менее уровня PL=c по EN ISO 13849-1:2008.
Примечание - Также см. 5.4.8 для требований электромагнитной совместимости станков.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр, измерения и соответствующее функциональное тестирование станка.
5.2.2 Расположение органов управления
Ручное управление и органы управления должны быть расположены следующим образом:
a) ниже стола на неподвижной части со стороны загрузки заготовки на расстоянии не менее 50 мм от верхней поверхности стола и не менее 600 мм от пола для пуска, нормального останова и аварийного останова и не менее 500 мм от пола для других органов управления;
b) на передней части неподвижной/подвижной панели управления, расположенной таким образом, что:
1) ее переднюю поверхность можно перемещать на расстояние не более 700 мм от переднего края стола;
2) ее верхняя поверхность находится на расстоянии не более 1800 мм от уровня пола.
См. также 5.2.3, 5.2.4 и 5.2.5.
Контроль. Проверка соответствующих чертежей, проведение измерений и осмотр станка.
5.2.3 Пуск
Перед пуском или повторным пуском станка все блокируемые защитные ограждения (при наличии) должны быть на месте и в рабочем состоянии. Это достигается с помощью блокирующих устройств, описанных в EN 848-1:2007+A2:2012 (пункт 5.3.7), EN 859:2007+A2:2012 (пункт 5.3.7), EN 860:2007+A2:2012 (пункт 5.3.7), EN 861:2007+A2:2012 (пункт 5.3.7) и prEN 1870-18:2011 (пункт 5.3.7). Требования к неблокируемым защитным ограждениям и обеспечение их регулировки перед пуском см. 6.3, перечисление j).
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.2.3), EN 859:2007+A2:2012 (пункт 5.2.3), EN 860:2007+A2:2012 (пункт 5.2.3), EN 861:2007+A2:2012 (пункт 5.2.3) и prEN 1870-18:2011 (пункт 5.2.3), а также следующие требования.
Для комбинированных станков, работающих в режиме нарезки шипов, установка и функционирование защитных ограждений достигается за счет блокирующих устройств, описанных в 5.3.7.2.4;
Пуск каждого узла должен быть возможен только в его рабочем положении.
Как исключение, если станок оснащен только одним устройством управления для всех приводов станка, то он должен располагаться:
- вместе с переключателем выбора узла таким образом (см. 5.2.6), чтобы был обеспечен хороший обзор всего станка в этом месте;
- вместе с переключателем выбора узла, когда переключатель установлен на подвижной панели управления, расположенной над столом станка.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для пуска должны соответствовать уровню PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.4 Нормальный останов
Станок должен быть оснащен системой управления остановом, с помощью которого станок или съемный механизм подачи (при наличии) можно безопасно полностью остановить. Действие устройства нормального останова должно обеспечить отключение от энергоснабжения все приводы станка и включение привода системы торможения (если имеется, см. 5.3.4).
Порядок нормального останова системы силового привода, связанной с безопасностью [PDS (SR)], "безопасного выключения крутящего момента (STO)" приведен в EN 61800-5-2:2007 (пункт 4.2.2.2), а "безопасный останов 1 (SS1)" в EN 61800-5-2:2007 (пункт 4.2.2.3).
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.2.4), EN 859:2007+A2:2012 (пункт 5.2.4), EN 860:2007+A2:2012 (пункт 5.2.4), EN 861:2007+A2:2012 (пункт 5.2.4) и prEN 1870-18:2011 (пункт 5.2.4), а также следующие требования.
Для каждого узла должна быть предусмотрена возможность остановки в любом рабочем положении. Для этого могут быть использованы устройства управления нормальным или аварийным остановом.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для обеспечения нормального останова должны соответствовать уровню PL=c по EN ISO 13849-1:2008.
Если сверлильный патрон установлен на конце ножевого вала или приводится в действие приводом ножевого вала (например, ремнями), то устройство управления остановом для фуговального узла может быть использовано и для останова сверлильного узла.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.5 Аварийный останов
Необходимо выполнять требования EN ISO 13850:2008 и, в частности, устройство управления аварийным остановом должно быть самоблокирующимся, а также следующие требования.
Примечание - Порядок нормального останова системы силового привода, связанной с безопасностью [PDS (SR)], "безопасного выключения крутящего момента (STO)" приведен в EN 61800-5-2:2007 (пункт 4.2.2.2), а "безопасный останов 1 (SS1)" в EN 61800-5-2:2007 (пункт 4.2.2.3).
Станки с более чем одним двигателем, которые могут работать одновременно, или если может быть предусмотрено использование более одного двигателя, то станок должен быть оснащен органом управления аварийным остановом, который должен соответствовать требованиям EN 60204-1:2006 (подпункт 9.2.5.4.2 и подраздел 10.7 за исключением пункта 10.7.3).
Устройства управления аварийным остановом должны быть расположены следующим образом:
a) отдельно на вертикально-фрезерном и пильном узлах, если эти узлы могут использоваться одновременно;
b) на рейсмусовом узле в соответствии с EN 860:2007+A2:2012;
c) на рабочем месте оператора, где есть источники питания (например, розетки) для съемного механизма подачи;
d) там, где необходимы для отдельного узла.
Если станок оснащен системой торможения с пружинным устройством, то функция аварийного останова должна соответствовать категории 0 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2).
Если станок оснащен системой торможения любого другого типа, например, электрической системой торможения, то функция аварийного останова должна соответствовать категории 1 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2).
Для системы управления аварийным остановом категории 1 последовательность останова должна быть следующей:
1) одновременное отключение от энергоснабжения всех приводов станка, кроме привода зажима заготовки и привода электронной системы торможения (при наличии);
2) приведение в действие тормоза (если имеется электрический);
3) отключение энергоснабжения системы торможения после полного останова инструмента(ов), например, реле времени в соответствии с 5.2.1.2, перечисление b).
Если станок оборудован перемещаемой панелью управления и необходимо устройство управления аварийным остановом, то оно должно также устанавливаться на панели управления
Конструкция системы управления должна быть такой, чтобы удовлетворять требованиям последовательности аварийного останова. Если используется реле времени, то задержка должна быть не менее максимального времени выбега. Время задержки должно быть установлено на постоянную величину или устройство для его регулирования должно быть опломбировано.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для обеспечения аварийного останова должны соответствовать уровню PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.6 Выбор узла и режима обработки
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.2.6) и prEN 1870-18:2011 (пункт 5.2.6), а также следующие требования.
Выбор узла должен быть осуществлен либо путем переключающего устройства, например, селектора, или путем пуска узла. При этом все остальные узлы должны блокироваться.
Станок должен быть сконструирован таким образом, чтобы была возможна одновременная работа только пильного и вертикально-фрезерного узлов.
Выбор режима обработки (если применимо) должен обеспечиваться селектором режимов.
Каждый выбор узла и режим обработки выбранного узла должны соответствовать следующим требованиям:
a) их системы управления должны иметь преимущество над системами управления невыбранных узлов, за исключением аварийного останова;
b) смена узла или режима обработки не должна вызывать произвольного движения;
c) переключение узла/режима обработки во время обработки недопустимо или должно выполняться при нормальном останове в соответствии с 5.2.4.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для цепей управления для выбора узла/режима обработки должны соответствовать уровню PL=c по EN ISO 13849-1:2008.
Выбранный узел и режим обработки должны быть указаны на переключателе (селекторе) (см. также 6.1).
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.7 Изменение частоты вращения
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.2.7) для вертикально-фрезерного узла и prEN 1870-18:2011 (пункт 5.2.7) для круглопильного узла.
Если фуговальный узел или комбинированный фуговально-рейсмусовый узел имеет более чем одну частоту вращения, необходимую для узла выборки паза, то должны быть выполнены следующие требования:
a) для станков, на которых установлены двигатели с устройством регулирования частоты вращения, это устройство регулирования должно быть расположено около устройства управления пуском ножевого вала. Превышение максимальной частоты вращения шпинделя ножевого вала недопустимо;
b) выбранная частота вращения шпинделя ножевого вала должна быть видимой или указана на устройстве пуска ножевого вала. Выбранная частота вращения должна быть видимой или указана на рабочем месте оператора;
c) элементы системы управления, связанные с безопасностью (см. также 5.2.1), для индикации выбранной частоты вращения должны соответствовать уровню PL=b по EN ISO 13849-1:2008.
Индикация выбранной частоты вращения должна быть видна с рабочего места оператора.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.8 Направление вращения
Для фрезерного узла необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.3.6).
Для узла выборки паза, имеющего два направления вращения шпинделя ножевого вала необходимо выполнять следующие требования:
a) устройство переключения направления вращения должно быть расположено около устройства пуска ножевого вала;
b) должно быть установлено сигнальное устройство, указывающее оператору станка вращение ножевого вала против часовой стрелки;
c) цвет сигнального устройства должен быть желтым; визуальное сигнальное устройство может быть дополнено звуковым;
d) устройство переключения направления вращения не должно приводить к запуску шпинделя;
e) устройство переключения направления вращения должно быть одним из следующих:
1) двухпозиционный переключатель, оснащенный блокирующим устройством так, что:
- "нормальное" положение без блокировки соответствует направлению по часовой стрелке, если смотреть с рабочего места оператора при фуговании;
- ii) "ненормальное" положение с блокировкой соответствует направлению вращения против часовой стрелки, если смотреть с рабочего места оператора при фуговании;
- iii) выбор направления вращения против часовой стрелки должен быть возможным только после ручной настройки устройства блокировки;
- iv) устройство переключения направления вращения должно указывать выбранное направление вращения и соответствовать ему;
2) трехпозиционный переключатель, при нейтральном положении без блокирующего устройства, например, если станок запущен в направлении вращения против часовой стрелки, то как только он будет отключен, ручной привод органа управления устройством переключения направления вращения должен автоматически возвращаться в нейтральное положение, каждый последующий выбор направления вращения может быть возможен только намеренным включением устройства переключения;
3) комбинация нажимных кнопок, у которых:
- направление вращения по часовой стрелке включается кнопкой пуска привода ножевого вала;
- ii) направление вращения против часовой стрелки включается кнопкой пуска привода ножевого вала вместе с устройством инициирования управления (например, кнопка), которое расположено таким образом, что для пуска привода ножевого вала необходимо задействовать обе руки.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для выбора направления вращения должны соответствовать уровню PL=b по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.9 Нарушение энергоснабжения
Для станков с электрическим приводом восстановление энергоснабжения после его прерывания не должно приводить к повторному пуску любого привода станка в соответствии с требованиями EN 60204-1:2006 (подраздел 7.5, абзацы 1 и 3).
Для станков с пневматическим и/или гидравлическим приводом должно быть предусмотрено исключение самопроизвольного повторного пуска и опасных движений станка после нарушения энергоснабжения.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.10 Сбои в системе управления
Системы управления должны соответствовать требованиям EN 1037:1995+A1:2008 (раздел 6) и следующим дополнительным требованиям.
Системы управления должны быть сконструированы таким образом, чтобы разрыв в любом месте цепи (например, разрыв электропровода, трубопровода или рукава) не мог привести к потере функций безопасности, например непроизвольному пуску или потере зажима заготовки, в соответствии с EN 60204-1:2006, EN ISO 4413:2010 и EN ISO 4414:2010.
Требования к системам управления см. 5.2.1.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.3 Защита от механических опасностей
5.3.1 Устойчивость
Должна быть обеспечена возможность крепления стационарных станков к неподвижной поверхности, например, полу или другой устойчивой поверхности, например, с помощью крепежных отверстий в корпусе. Должны быть обеспечены условия для фиксации, например, отверстия для креплений или необходимые фиксирующие устройства в корпусе станка (см. 6.3).
Для передвижных станков, имеющих колеса, должны быть обеспечены следующие средства для их фиксации во время обработки, например:
а) тормоза для колес, или
в) комбинации колес и стабилизаторов; или
с) устройство для подъема колес над полом.
Контроль. Проверка соответствующих чертежей и соответствующее функциональное тестирование станка, а также, при необходимости, испытания в соответствии с приложением A.
5.3.2 Опасность поломки во время эксплуатации
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.2 и подпункт 5.3.7.3), EN 859:2007+A2:2012 (пункты 5.3.2 и 5.3.7), EN 860:2007+A2:2012 (пункты 5.3.2 и 5.3.8), EN 861:2007+A2:2012 (пункты 5.3.2 и 5.3.8) и prEN 1870-18:2011 (пункт 5.3.2).
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.3 Конструкция инструмента и держателя инструмента
5.3.3.1 Общие требования
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.3), EN 859:2007+A2:2012 (пункт 5.3.3), EN 860:2007+A2:2012 (пункт 5.3.3), EN 861:2007+A2:2012 (пункт 5.3.3) и prEN 1870-18:2011 (пункт 5.3.3).
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.3.2 Сверление
Не допускается ослабления патрона и/или инструмента во время пуска, вращения, выбега или торможения.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.3.3 Распиловка
На станках с режимом нарезки шипов пильный узел должен горизонтально перемещаться в направлении оси шпинделя пилы и быть снабжен устройством для фиксации шпинделя пилы в заданном положении.
Станок должен быть снабжен средством позиционирования вставок стола так, чтобы любой паз в пильном столе и отверстие для позиционирования вставок стола не превышали 12 мм.
Контроль. Проверка соответствующих чертежей, измерения, осмотр и соответствующее функциональное тестирование станка.
5.3.3.4 Временно неиспользуемые элементы
На станках с пильным и фрезерном узлами должна быть предусмотрена возможность опускания без вспомогательного инструмента временно неиспользуемых узлов/шпинделя для того, чтобы используемый узел мог беспрепятственно работать, путем опускания полностью под стол фрезерного узла (без инструмента) или пильного узла с наибольшими размерами пилы и расклинивающего ножа (см. 5.3.7.2.1).
Если шпиндель фрезерного узла необходимо убрать или опустить, например, для работы пильного узла, то должны быть приняты меры, обеспечивающие полное закрытие отверстия в столе.
Направляющая, используемая для фрезерования, должна убираться со станка без применения вспомогательного инструмента.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.4 Система торможения
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.4), EN 859:2007+A2:2012 (пункт 5.3.4), EN 860:2007+A2:2012 (пункт 5.3.4), EN 861:2007+A2:2012 (пункт 5.3.4) и prEN 1870-18:2011 (пункт 5.3.4).
Контроль. Проверка времени выбега без торможения, времени разгона и времени выбега с торможением, и, при необходимости, см. испытания в соответствующих стандартах.
5.3.5 Устройства, снижающие вероятность или предотвращающие выбрасывание
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.5), EN 859:2007+A2:2012 (пункт 5.3.5), EN 860:2007+A2:2012 (пункт 5.3.5), EN 861:2007+A2:2012 (пункт 5.3.5) и prEN 1870-18:2011 (пункт 5.3.5).
Контроль. Проверка соответствующих чертежей, измерения, осмотр и соответствующее функциональное тестирование станка.
5.3.6 Упоры и направляющие
5.3.6.1 Общие требования
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.5), EN 859:2007+A2:2012 (пункт 5.3.6), EN 860:2007+A2:2012 (пункт 5.3.6), EN 861:2007+A2:2012 (пункт 5.3.6), EN 848-1:2007+A2:2012 (пункт 5.3.6) и prEN 1870-18:2011 (пункт 5.3.6) совместно с нижеперечисленными дополнительными и/или отменяющими требованиями.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.6.2 Пильный и фрезерный узлы
Размеры стола должны соответствовать требованиям, указанным в таблице 2. Эти размеры применяются к встроенным передвижным столам. Для такого стола должна быть предусмотрена возможность его фиксации в центральном положении.
Следует обеспечить зазор между пильным/фрезерным и фуговальным столами (см. Y на рисунке 4).
Контроль. Проверка соответствующих чертежей, измерения, осмотр и соответствующее функциональное тестирование станка.
Таблица 2 - Минимальные размеры пильного и фрезерного столов
В миллиметрах | |||
Обозначение размеров | Минимальные размеры для фрезерного стола | Минимальные размеры для пильного стола в | |
Диаметр отверстия стола | Диаметр отверстия стола | зависимости от диаметра дисковой пилы | |
Длина стола: максимальное значение длины стола должно быть выбрано из формул или в зависимости от диаметра отверстия фрезерного стола | 600 | 1000 |
|
Ширина стола | - | - |
|
| - | - |
|
| - | - |
|
|
|
| - |
|
| - | |
| |||
|
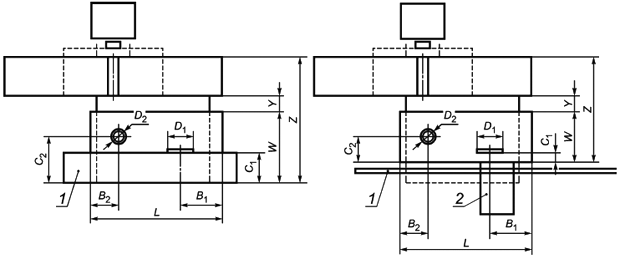
1 - встроенный передвижной стол; 2 - дополнительный передвижной стол; ![]() - расстояние между осью шпинделя дисковой пилы и передней кромкой пильного/фрезерного стола;
- расстояние между осью шпинделя дисковой пилы и передней кромкой пильного/фрезерного стола; ![]() - расстояние между осью сверлильного шпинделя и задней кромкой пильного/фрезерного стола, включая расширение при необходимости;
- расстояние между осью сверлильного шпинделя и задней кромкой пильного/фрезерного стола, включая расширение при необходимости; ![]() - ширина пильного/фрезерного стола;
- ширина пильного/фрезерного стола; ![]() - расстояние между осью сверлильного шпинделя и передней кромкой пильного/фрезерного стола;
- расстояние между осью сверлильного шпинделя и передней кромкой пильного/фрезерного стола; ![]() - диаметр основной фрезы;
- диаметр основной фрезы; ![]() - диаметр отверстия в столе; L - длина пильного/фрезерного стола; Y - ширина зазора между пильным/фрезерным и фуговальным столами; Z - расстояние между задней кромкой фуговального стола и передней кромкой пильного/фрезерного стола; W - ширина пильного/фрезерного стола
- диаметр отверстия в столе; L - длина пильного/фрезерного стола; Y - ширина зазора между пильным/фрезерным и фуговальным столами; Z - расстояние между задней кромкой фуговального стола и передней кромкой пильного/фрезерного стола; W - ширина пильного/фрезерного стола
Рисунок 4 - Размеры пильного и фрезерного столов
5.3.6.3 Сверлильный стол
Станки, оснащенные сверлильным узлом, должны быть обеспечены упором для заготовки (столом), ограничивающим вертикальным ход, регулируемым ограничителем хода по ширине и двумя ограничителями по длине.
Размеры сверлильного стола и его максимальное перемещение должны быть выбраны так, чтобы гарантировать, что ось сверлильного инструмента всегда остается в пределах ширины сверлильного стола.
Перемещение стола во время обработки должно контролироваться с помощью одного рычага или нескольких.
Сверлильные столы должны фиксироваться в любом вертикальном положении.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.6.4 Направляющая для заготовки при фуговании
Направляющая для пильного узла также может быть использована и для фугования, если эта направляющая оснащена ограждением, расположенным на ней, которое предотвращает доступ к ножевому валу за направляющей в любом положении для фугования.
Такое ограждение должно быть прикреплено к направляющей, например, откидное и не препятствующее использованию пильного узла. В противном случае должны быть предусмотрены отдельные направляющие для пильного и фуговального узлов.
Съемные направляющие должны сниматься со станка без вспомогательного инструмента.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.7 Предотвращение доступа к подвижным частям станка
5.3.7.1 Общие требования
Определения и основные принципы для различных типов защитных ограждений и устройств см. EN ISO 12100:2010. Безопасные расстояния см. EN ISO 13857:2008 и минимальные расстояния для предотвращения защемления частей тела человека см. EN 349:1993.
Если необходимо демонтировать неподвижные защитные ограждения, например для технического обслуживания, то должны применяться невыпадающие винты [см. 6.3, перечисление x)].
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.7), EN 859:2007+A2:2012 (пункт 5.3.6), EN 860:2007+A2:2012 (пункт 5.3.7), EN 861:2007+A2:2012 (пункт 5.3.7) и prEN 1870-18:2011 (пункт 5.3.7) совместно с нижеперечисленными дополнительными и/или отменяющими требованиями.
Контроль. Проверка соответствующих чертежей, измерения, осмотр и соответствующее функциональное тестирование станка.
5.3.7.2 Ограждения инструмента
5.3.7.2.1 Ограждения при пилении
Необходимо выполнять требования prEN 1870-18:2011, а также следующие требования.
При необходимости снятия верхнего защитного кожуха для опускания пилы (диаметр пилы <315 мм) и расклинивающего ножа ниже стола (см. 5.3.3.4), верхний защитный кожух пилы должен сниматься без применения вспомогательных инструментов.
В качестве исключения предельный размер верхнего защитного кожуха для расклинивающего ножа может быть таким, чтобы закрыть пильный диск диаметром 350 мм, если:
a) верхний защитный кожух автоматически закрывается (см. рисунок 5);
b) пильный диск с диаметром 350 мм может быть опущен ниже пильного стола;
c) верхний защитный кожух может быть снят без применения вспомогательных инструментов.
Защитный кожух пильного диска должен быть спроектирован так, чтобы закрыть всю нережущую часть пильного диска (режущая часть для автоматически закрывающегося ограждения), когда ограждение на столе. Нижний край ограждения пильного диска не должен оставлять зазоров между столом в любое время, когда оно на столе.
Контроль. Проверка соответствующих чертежей, измерения, осмотр и соответствующее функциональное тестирование станка.
|
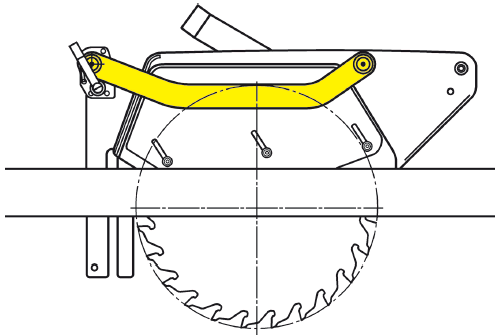
Рисунок 5 - Пример автоматически закрывающегося защитного ограждения
5.3.7.2.2 Ограждения при выборке паза
При работе со сверлильным узлом доступ к ножевому валу должен быть предотвращен соответствующей системой защиты в соответствии с EN 859:2007+A2:2012 (подпункт 5.3.6.1) [также см. 6.3, перечисление d) 6)].
Доступ к сверлильному патрону должен быть предотвращен неподвижным защитным ограждением, за исключением отверстия на передней стороне необходимого для крепления сверлильного инструмента. В случае необходимости проем должен быть предусмотрен для ключа для патрона (см. 6.3).
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.7.2.3 Ограждения при фуговании
Если ограждение мостового типа перемещается в положение рядом и/или ниже уровня фуговального стола, чтобы обеспечить использование различных узлов станка (например, направляющая для пильного элемента), оно должно оставаться прикрепленным к станку и должно быть перемещено/закреплено без применения вспомогательных инструментов.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.7.2.4 Ограждения при работе в режиме "нарезание шипов"
При нарезании шипов доступ к фрезерному инструменту должен быть предотвращен в соответствии с EN 848-1:2007+A2:2012 (подпункт 5.3.7.1.4).
Кроме того, неподвижные ограждения не режущей части инструмента должны иметь блокировку, чтобы исключить вращение шпинделя без ограждения.
Пильный диск должен иметь ограждение в соответствии с 5.3.7.1.1, 5.3.7.1.2, 5.3.7.2, 5.3.7.3.1 и 5.3.7.3.2 и prEN 1870-18:2011 (подпункт 5.3.7.5).
Подвижная опора для заготовки (встроенный подвижный стол или дополнительный стол) должна быть оборудована устройством удержания/задержки, которое предотвращает горизонтальный доступ к дисковой пиле за полный ход стола (см. рисунок 6).
|
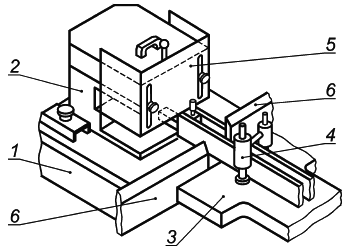
1 - станина станка; 2 - кожух; 3 - дополнительный передвижной стол; 4 - устройство зажима заготовки; 5 - регулируемое защитное ограждение; 6 - устройство удержания/задержки, закрепленное на дополнительном передвижном столе
Рисунок 6 - Пример устройства удержания/задержки, расположенного на дополнительном передвижном столе
Элементы системы управления, связанные с безопасностью, для блокировки должны быть не менее уровня PL=c в соответствии с требованиями EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.7.3 Ограждения приводов
Необходимо выполнять требования EN 848-1:2007+A2:2012 (подпункт 5.3.7.2), EN 859:2007+A2:2012 (подпункт 5.3.6.2), EN 860:2007+A2:2012 (подпункт 5.3.6.2), EN 861:2007+A2:2012 (подпункт 5.3.7.4) и prEN 1870-18:2011 (подпункт 5.3.7.5).
Контроль. Проверка соответствующих чертежей и схем, осмотр и соответствующее функциональное тестирование станка.
5.3.8 Зажимное устройство
5.3.8.1 Общие требования
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.8) для фуговального узла и prEN 1870-18:2011 (пункт 5.3.8) для пильного узла.
Контроль. Проверка соответствующих чертежей и схем, осмотр и соответствующее функциональное тестирование станка.
5.3.8.2 Выборка паза
Должно быть предусмотрено устройство для зажима заготовки на узле выборки паза. Минимальная сила прижима должна быть 500 Н.
Если используется механизированная система зажима на узле выборки паза, то опасности раздавливания должны быть предотвращены путем:
a) применения двухступенчатого зажима с максимальным предварительным усилием зажима в 50 Н, а затем с усилием зажима, приводимым в действие ручным органом управлением;
b) уменьшения зазора зажим/заготовка до 6 мм с помощью регулируемого вручную устройства и ограничения хода максимум до 10 мм;
c) ограничения скорости закрытия зажима до 10 мм/с или менее;
d) защиты зажима регулируемым кожухом для уменьшения зазора между заготовкой и ограждением до 6 мм или менее; максимальный выступ зажима за ограждение должен быть не более 6 мм.
Элементы системы управления, связанные с безопасностью, для контроля предварительного зажимного усилия [см. перечисление а)] и ограничения скорости закрытия зажима [см. перечисление с)] должны быть не менее уровня PL=c в соответствии с требованиями EN ISO 13849-1:2008 (см. 5.2.1).
На станках с пневматическим зажимом заготовки должны быть предусмотрены меры для сохранения давления зажима в случае сбоя энергопитания. Если для этого используются обратные клапаны, то они должны быть установлены на цилиндрах привода в соответствии с EN ISO 4414:2010.
Контроль. Проверка соответствующих чертежей и схем, осмотр, измерения и соответствующее функциональное тестирование станка.
5.3.8.3 Режим "нарезание шипов"
Должно быть предусмотрено устройство зажима заготовки. Минимальная прижимная сила должна быть 700 Н.
Должно быть предусмотрено регулирующее устройство, обеспечивающее максимальное расстояние 100 мм между осью зажима и любым диаметром фрезы. См. 6.3, перечисление d) 6) iii).
Контроль. Проверка соответствующих чертежей, осмотр, измерения и соответствующее функциональное тестирование станка.
5.3.9 Защитные устройства
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.3.9) и prEN 1870-18:2011 (пункт 5.3.9) [также см. 6.3, перечисление d)].
5.4 Меры защиты от воздействия опасностей другого характера
5.4.1 Пожар
Для минимизации уровня пожароопасности необходимо соблюдать требования 5.4.3 и 5.4.4 [см. также 6.3, перечисление h)].
Предотвращение искр в результате контакта между ножами и столом/кромками фуговального и рейсмусового столов в соответствии с EN 859:2007+A2:2012 (пункт 5.3.6) и EN 860:2007+A2:2012 (пункт 5.3.6).
Требования, указанные в EN 848-1:2007+A2:2012 (подпункты 5.3.6.1.2.2, 5.3.6.2.2 и 5.3.7.1.2.1), применяются для предотвращения искр в результате контакта между инструментами и вставкой стола, направляющей и зажимом для фрезерного узла.
Требования prEN 1870-18:2011 (подпункт 5.3.2.1) применяют для предотвращения контакта между основной пилой и подрезной или пилой для постформинга, а требования prEN 1870-18:2011 (подпункт 5.3.7.1.5) применяют для предотвращения искр в результате контакта между пилой и краями отверстия в столе для пильного узла.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.4.2 Шум
Требования для снижения уровня шума и измерения уровня шума:
- для фрезерного узла в соответствии с EN 848-1:2007+A2:2012 (пункт 5.4.2);
- для фуговального узла в соответствии с EN 859:2007+A2:2012 (пункт 5.4.2);
- для рейсмусового узла в соответствии с EN 860:2007+A2:2012 (пункт 5.4.2);
- для фуговально-рейсмусового узла в соответствии с EN 861:2007+A2:2012 (пункт 5.4.2);
- для пильного узла в соответствии с prEN 1870-18:2011 (пункт 5.4.2)
Примечание - В любом случае уровень шума при сверлении аналогичен уровню шума при рейсмусовании без механической обработки.
О заявлении уровня шума см. 6.3, перечисление r).
5.4.3 Выброс опилок и пыли
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.4.3), EN 859:2007+A2:2012 (пункт 5.4.3), EN 860:2007+A2:2012 (пункт 5.4.3), EN 861:2007+A2:2012 (пункт 5.4.3) и prEN 1870-18:2011 (пункт 5.4.3) и дополнительно для сверлильного узла.
Должны быть предусмотрены меры для удаления опилок и пыли из станка с помощью вытяжного колпака опилок и пыли с возможностью дальнейшего подключения станка к системе сбора опилок и пыли.
Если проем уловителя не может быть направлен навстречу потоку, то поток стружки и пыли должен направляться к уловителю.
Уловители должны иметь достаточно большое отверстие для захвата опилок и пыли.
Примечание 1 - Размер отверстия уловителя зависит от интенсивности выбросов и расстояния между источником выбросов и уловителя.
Конструкция уловителя должна обеспечивать минимальный перепад давления и скопления материалов, например посредством исключения резких изменений направления транспортируемых опилок и пыли, острых углов и препятствий, ведущих к скоплению опилок и пыли.
Транспортирование опилок и пыли между уловителем и подсоединением станка к системе CADES (система вытяжки опилок и пыли) и гибкие соединения подвижных узлов должны быть направлены на минимизацию перепада давления и скопления материала.
Для удаления опилок и пыли от места их образования до системы сбора, конструкция вытяжных колпаков, воздуховодов и заслонок должна проектироваться, учитывая скорость движения удаляемого воздуха в вытяжной системе для сухих опилок - 20 м/с и 28 м/с - для влажных опилок (влажность 18% и более).
Примечание 2 - Перепад давления между входом всех улавливаемых устройств и подсоединением к системе CADES должен составлять не более 1500 Па (при номинальном расходе воздуха).
Примечание 3 - Низкий уровень выбросов пыли можно достигнуть, если обеспечивается скорость воздушного потока в соответствии с EN 848-1:2007+A2:2012 (пункт 5.4.3), EN 859:2007+A2:2012 (пункт 5.4.3), EN 860:2007+A2:2012 (пункт 5.4.3), EN 861:2007+A2:2012 (пункт 5.4.3) и prEN 1870-18:2011 (пункт 5.4.3).
Контроль. Проверка чертежей, визуальный осмотр и следующее:
- Определение перепада давления на выбранной скорости потока воздуха путем измерения в условиях, предусмотренных для измерения уровней шума в соответствии со стандартами типа C или ISO 7960:1995.
- Запуск станка (без обработки заготовки) в условиях, предусмотренных для измерения уровней шума в соответствии со стандартами типа C или ISO 7960:1995. Вытяжная система опилок и пыли должна быть отключена. Используя дым проверить, что станок создает воздушный поток от входа(ов) в уловитель(и) соединительного(ых) патрубка(ов) вытяжной системы опилок и пыли.
Примечание 4 - Для измерения характеристик вытяжной системы опилок и пыли применяют два стандартизированных метода: метод концентрации (EN 1093-9:1998+A1:2008) и индексный метод (EN 1093-11:2001+A1:2008).
5.4.4 Электрооборудование
Необходимо выполнять требования EN 60204-1:2006, если в настоящем стандарте не указано иное.
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.4.4), EN 859:2007+A2:2012 (пункт 5.4.4), EN 860:2007+A2:2012 (пункт 5.4.4), EN 861:2007+A2:2012 (пункт 5.4.4) и prEN 1870-18:2011 (пункт 5.4.4).
Тестирование на непрерывность цепи защиты в соответствии с EN 60204-1:2006 (подраздел 18.2) и функциональное тестирование в соответствии с EN 60204-1:2006 (подраздел 18.6).
Контроль: Проверка соответствующих чертежей и/или схем, визуальный контроль станка. Испытания для контроля целостности соединительной цепи и функциональные испытания проводят в соответствии с EN 60204-1:2006 [подразделы 18.2 (только тест 1) и 18.6].
Примечание - Для подтверждения характеристик электрооборудования могут быть использованы документы изготовителя.
5.4.5 Эргономика и управление
Необходимо выполнять требования EN 614-1:2006+A1:2009, а также следующее.
Необходимо выполнять требования к эргономике и управлению каждого узла в соответствии с EN 848-1:2007+A2:2012 (пункт 5.4.5), EN 859:2007+A2:2012 (пункт 5.4.5), EN 860:2007+A2:2012 (пункт 5.4.5), EN 861:2007+A2:2012 (пункт 5.4.5) и prEN 1870-18:2011 (пункт 5.4.5).
Для узла выборки паза применяют следующие требования.
Если узел выборки паза массой более 25 кг и для его снятия необходимо подъемное устройство, то он должен быть оснащен необходимыми приспособлениями для крепления подъемных устройств в соответствии с EN 1005-2:2003+A1:2088. Эти приспособления должны быть расположены так, чтобы исключить возможность опрокидывания или падения данной детали или ее движения в неуправляемом направлении во время транспортирования, сборки, демонтажа и утилизации
См. также 5.2.2 для расположения органов управления, 6.3, EN 894-3:2000+A1:2008 и EN 1005-3:2002+A1:2008.
Если узел выборки паза расположен на станке в рабочей области фугования, то он должен быть съемным.
Контроль. Проверка соответствующих чертежей, осмотр, измерения и соответствующее функциональное тестирование станка.
5.4.6 Пневматическая система
Если станок оснащен пневматической системой, необходимо выполнять требования EN ISO 4414:2010.
См. также 5.2.1.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.7 Гидравлическая система
Если станок оснащен гидравлической системой, необходимо выполнять требования EN ISO 4413:2010.
См. также 5.2.1.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.8 Электромагнитная совместимость
Станок должен обладать устойчивостью к воздействию электромагнитных помех для обеспечения нормальной работы в соответствии EN 60349-1:2009 и EN 60349-1:1999+A1:2004, EN 50370-1:2005, EN 50370-2:2003.
Примечание - Если электрические компоненты станка имеют маркировку СЕ и если такие детали и кабели станка смонтированы в соответствии с требованиями инструкций изготовителя, считается, что станок защищен от внешних электромагнитных помех.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.9 Лазер
Если используется лазер, то необходимо выполнять требования prEN 1870-18:2011 (пункт 5.4.9).
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.10 Статическое электричество
Если станок оснащен встроенными гибкими рукавами для вытяжки опилок и пыли, то рукава должны быть пригодны для снятия статического заряда и отвода к земле.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.11 Ошибки при монтаже
Необходимо выполнять требования EN 848-1:2007+A2:2012 (пункт 5.4.9) и prEN 1870-18:2011 (пункт 5.4.11).
Также см. 6.3.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.12 Отключение энергоснабжения (выключатель)
Должны быть выполнены основные принципы в соответствии с EN ISO 12100:2010 (пункт 6.2.10 и подпункт 6.3.5.4).
Электроснабжение станка должно управляться устройством отключения энергоснабжения (выключателем), которое должно соответствовать требованиям EN 60204-1:2006 (подраздел 5.3).
Если станок оснащен электрической системой торможения, то электрический выключатель:
a) должен быть оснащен блокирующим устройством, отключение сетевого энергоснабжения должно быть возможно только после ручного включения блокирующего устройства;
b) не должен размещаться на той стороне станка или той стороне пульта управления, на которой находятся устройства пуска/останова.
Если используется пневматическая энергия, то необходимо применять пневматический отключатель с блокировочным устройством в положении отключения. Если используется пневматическая энергия, то достаточно применения быстроразъемной муфты без блокировочного устройства в соответствии с требованиями EN ISO 4414:2010; при этом отсоединенный станок (или часть станка), как и отсоединенная муфта должны все время находиться под контролем оператора, выполняющего определенные работы на станке в соответствии с требованиями EN 1037:1995+A1:2008 (подраздел 5.2).
Если станок имеет гидравлическую систему, то отключение гидравлической системы должно осуществляться с помощью отключения электроснабжения к гидравлическому приводу.
Контроль. Проверка соответствующих чертежей и/или схем электрических соединений, осмотр и проведение соответствующего функционального испытания станка.
5.4.13 Техническое обслуживание
Должны быть выполнены основные принципы в соответствии с EN ISO 12100:2010 (пункт 6.2.15).
Информация по техническому обслуживанию должна быть предусмотрена в соответствии с EN ISO 12100:2010 [6.4.5.1, перечисление e)].
Места смазки должны быть расположены за пределами ограждений и доступны для оператора, когда он стоит на полу.
Если падение остаточного давления пневмосистемы может привести к опасным движениям какого-либо элемента станка, то давление должно поддерживаться в системе постоянным для предотвращения таких опасных движений, а для снятия остаточного давления должно быть предусмотрено отдельное устройство управления.
Там, где остаточная энергия сохраняется, например в резервуаре или трубопроводе, должно быть предусмотрено средство для сброса остаточного давления, например, с использованием клапана.
Сброс давления не должен быть за счет отсоединения трубы или соединительного устройства.
Также см. 6.3.
Контроль. Проверка соответствующих чертежей, руководства по эксплуатации и соответствующее функциональное тестирование станка.
6 Информация для потребителя
6.1 Общие требования
Необходимо выполнять требования EN 848-1:2007+A2:2012 (подраздел 6.1), EN 859:2007+A2:2012 (подраздел 6.1), EN 860:2007+A2:2012 (подраздел 6.1), EN 861:2007+A2:2012 (подраздел 6.1) и prEN 1870-18:2011 (подраздел 6.1) для соответствующего узла, если нет дополнительных и/или отменяющих требований безопасности и/или защитных мер в настоящем разделе.
Если станок оснащен пневматической подачей энергии, то на или около электрического устройства отключения энергопитания должен устанавливаться постоянный знак, предупреждающий, что пневматическая подача энергии не отключена.
Должна предоставляться информация об отрицательных результатах испытаний тормозной системы.
Контроль. Проверка соответствующих чертежей и осмотр станка.
6.2 Маркировка
Необходимо выполнять требования EN 848-1:2007+A2:2012 (подраздел 6.2), EN 859:2007+A2:2012 (подраздел 6.2), EN 860:2007+A2:2012 (подраздел 6.2), EN 861:2007+A2:2012 (подраздел 6.2) и prEN 1870-18:2011 (подраздел 6.2) для соответствующего узла, если нет дополнительных и/или отменяющих требований безопасности и/или защитных мер в настоящем разделе.
Должны применяться основные принципы EN ISO 12100:2010 (пункт 6.4.4) со следующими дополнениями:
a) торговое наименование и адрес изготовителя, а также его уполномоченного представителя (при наличии);
b) год выпуска, т.е. тот год, в котором завершен процесс изготовления;
c) обозначение станка и обозначение серии или типа;
d) идентификационные данные или серийный номер станка (при наличии);
e) номинальные данные [обязательные для электротехнической продукции: напряжение, частота, мощность в соответствии с EN 60204-1:2006 (подраздел 16.4)];
f) номинальное давление для пневматических/гидравлических контуров (если станок оснащен пневматической/гидравлической системой);
g) если станок оснащен пневматическими/гидравлическими выключателями, то их функции, местоположение и рабочее расположение необходимо указать, например, с применением указательной таблички или пиктограммы;
h) специальные требования к маркировке по EN 848-1:2007+A2:2012 (подраздел 6.2), EN 859:2007+A2:2012 (подраздел 6.2), EN 860:2007+A2:2012 (подраздел 6.2), EN 861:2007+A2:2012 (подраздел 6.2) и prEN 1870-18:2011 (подраздел 6.2).
Для сверлильного узла с одним направлением вращения инструмента направление вращения должно быть указано стрелкой.
Указательные таблички или пиктограммы, используемые для маркировки номинального давления и выключателей (при наличии), должны размещаться рядом с выключателем энергоснабжения станка.
Маркировка должна быть на языке страны, в которой используется станок, или по возможности она должна выражаться в виде пиктограмм.
Если используются графические символы, связанные с эксплуатацией приводов, то они должны быть выполнены в соответствии с EN 61310-1:2008 (таблица A.1).
Если станок оборудован шкалами, то они должны соответствовать требованиям EN 894-2:1997+A1:2008.
Контроль. Проверка соответствующих чертежей и осмотр станка.
6.3 Руководство по эксплуатации
Необходимо выполнять требования EN 848-1:2007+A2:2012 (подраздел 6.3), EN 859:2007+A2:2012 (подраздел 6.3), EN 860:2007+A2:2012 (подраздел 6.3), EN 861:2007+A2:2012 (подраздел 6.3) и prEN 1870-18:2011 (подраздел 6.3) для соответствующего узла, если нет дополнительных и/или отменяющих требований безопасности и/или защитных мер в настоящем разделе.
Необходимо соблюдать требования EN ISO 12100:2010 (пункт 6.4.5). Руководство по эксплуатации должно содержать:
a) дублирование маркировки, пиктограмм и других инструкций для станка и при необходимости информацию об их значениях в соответствии 6.1 и 6.2;
b) предполагаемую область назначения станка с учетом возможных нарушений;
c) предположения относительно остаточных рисков по EN 859:2007+A2:2012 [подраздел 6.3, перечисление с)], EN 860:2007+A2:2012 [подраздел 6.3, перечисление с)], EN 861:2007+A2:2012 [подраздел 6.3, перечисление с)], EN 848-1:2007+A2:2012 [подраздел 6.3, перечисление с)] и prEN 1870-18:2011 [подраздел 6.3, перечисление c)];
d) инструкции по безопасной работе станка по EN ISO 12100:2010 [пункт 6.4.5.1, перечисление d)]:
1) для фуговального узла в соответствии с EN 859:2007+A2:2012 [пункт 6.3, перечисление h)];
2) для рейсмусового узла в соответствии с EN 860:2007+A2:2012 [пункт 6.3, перечисление h)];
3) для фуговально-рейсмусового узла в соответствии с EN 861:2007+A2:2012 [пункт 6.3, перечисление h)];
4) для пильного узла в соответствии с prEN 1870-18:2011 [пункт 6.3, перечисление c)];
5) для фрезерного узла в соответствии с EN 848-1:2007+A2:2012 [пункт 6.3, перечисление k)];
6) для сверлильного узла следующую информацию:
i) предупреждение о недопустимости использования шлифовального инструмента;
ii) о необходимости крепления инструмента по всей длине зажимного патрона;
iii) о необходимости надежного крепления заготовки во время обработки;
iv) о диапазоне, типе, максимальном диаметре и длине инструмента, а также о максимальной частоте вращения инструмента при сверлении;
v) о максимальной длине, ширине и толщине обрабатываемой заготовки;
vi) о том, что ножевой вал во время сверления должен быть полностью закрыт;
vii) предупреждение о необходимости снятия сверлильного инструмента, если не используется сверлильный узел;
viii) о направлении вращения для сверлильного узла с одним направлением вращения;
ix) о выбросах опилок и пыли:
- расход воздуха, м/ч;
- нижнее давление на каждом измерительном штуцере вытяжного устройства;
- рекомендуемая скорость воздуха в вытяжном трубопроводе, м/с;
- геометрические размеры каждого измерительного штуцера;
e) информация о необходимом общем или локальном освещении;
f) рекомендации по использованию станка, только при подключении его к системе удаления пыли и опилок;
Примечание 1 - Наружные установки для удаления опилок и пыли рассматриваются в EN 12779:2004+A1:2009.
g) инструкцию по установке стационарных станков на пол;
h) информацию о перемещении станка: о переносе за рукоятку и как обеспечить стабильность станка во время обработки;
i) информацию о подъеме станка;
j) информацию о необходимости подготовки оператора для использования, монтажа и эксплуатации станка;
k) рекомендации по правильной заточке инструмента/дисковой пилы по EN 847-1:2005+A1:2007.
Примечание 1 - EN 847-1:2005+A1:2007 содержит информацию о шлифовке, монтаже и техническом обслуживании инструмента и пил;
l) если станок оборудован лазером, предупреждение о недопустимости замены другим типом лазера и использования дополнительных оптических приборов и рекомендации, чтобы ремонт лазера осуществлялся только его изготовителем или другими уполномоченными лицами;
m) информацию о необходимости включения вытяжного устройства пыли перед обработкой;
n) информацию о предотвращении непроизвольного пуска и отключении станка от всех источников энергии перед началом технического обслуживания или чисткой станка;
o) информацию о безопасной очистке станка;
p) сведения об обслуживании и монтаже толкателя и толкателя с рукояткой;
q) информацию о способах обеспечения безопасного отвода остаточной энергии станка, если он оснащен пневматической/гидравлической системой (см. 5.4.13);
r) данные по уровням шума, выделяемого станком, с указанием фактических значений, полученных при измерениях, выполненных на соответствующем оборудовании в соответствии с методами, приведенными в 5.4.2. Значения должны быть приведены для каждого узла/режима т.е. фрезеровального, пильного, фуговального, рейсмусового, "нарезания шипов". Для режима "нарезание шипов" режим работы по ISO 7960:1995 (приложение К). Для сверлильного узла не могут быть заданы значения режима работы для фугования:
1) уровни звукового давления по шкале A на рабочем месте;
2) уровни звуковой мощности по шкале A, исходящие от станка.
Заявление должно сопровождаться указанием использованных методов измерения и условий эксплуатации при испытании и значениями параметра неопределенности К, используя двухзначное значение в соответствии с EN ISO 4871:2009:
- 4 дБ при применении EN ISO 3746:2010 и EN ISO 11202:2010;
- 2 дБ при применении EN ISO 3743-1:2010 или EN ISO 3743-2:2009 или EN ISO 3744:2010;
- 1 дБ при применении EN ISO 3745:2009.
Пример для уровня звуковой мощности:
![]() дБ (измеренное значение).
дБ (измеренное значение).
Параметр неопределенности ![]() 4 дБ.
4 дБ.
Измерения выполнены в соответствии с EN ISO 3746:2010.
Проверку точности измерения заявленного уровня шума должны производить с применением того же метода и тех же условий эксплуатации, которые указаны в заявлении.
Заявление об уровне шума должно быть дополнено следующим указанием:
"Указанные значения уровня звука достоверно не оценивают шумовое воздействие на рабочем месте. Несмотря на то что корреляция между уровнями звука и шумового воздействия и существует, выводов о необходимости дополнительных мер предосторожности из нее сделать невозможно.
Факторами, влияющими на уровень шумового воздействия на рабочем месте, могут быть: особенности рабочего помещения, наличие других источников шума (количество станков или создающие звук технологические процессы, происходящие по соседству). Допустимые значения на рабочем месте могут быть разными для разных стран. Однако данная информация позволяет пользователю лучше оценивать имеющиеся опасность и степени риска".
Информация об уровне шума должна быть приведена в рекламно-коммерческой литературе вместе с рабочими характеристиками.
s) для режима "нарезание шипов" (при наличии), информацию об использовании специального оборудования для обеспечения безопасности (ограждения, зажимы, дополнительные столы и т.д.). Также приводится информация по применению специального оборудования;
t) информацию об условиях, необходимых для того, чтобы на протяжении всего прогнозируемого срока службы станок и его узлы не могли опрокинуться и упасть, или подвергнуться неуправляемому перемещению во время транспортирования, сборки, демонтажа, разборки и утилизации;
u) порядок действий в случае аварии или поломки; если произошла блокировка, то порядок действий по обеспечению безопасному разблокированию оборудования;
v) идентификационные данные на запасные части, которые должны заменяться пользователем и которые оказывают воздействие на его здоровье и безопасность (исключаются те части, которые заменяются изготовителем или его официальным представителем);
w) информацию о том, как обеспечить защиту людей от удара электрического тока при непрямом контакте со станком, используя для этого устройства автоматического отключения энергоснабжения, которые должны устанавливается пользователем в линии энергоснабжения станка;
x) описание стационарных защитных ограждений, которое должны сниматься пользователем для проведения технического обслуживания и ремонта (демонтаж защитных ограждений изготовителем или его представителем запрещен).
Контроль. Проверка руководства по эксплуатации и соответствующих чертежей.
Приложение A
(обязательное)
Испытания на устойчивость передвижных станков
Испытания на устойчивость передвижных станков аналогичны испытаниям отдельных станков с усилиями, приложенными к компонентам соответствующих узлов, в соответствии с EN 859:2007+A2:2012, EN 860:2007+A2:2012, EN 861:2007+A2:2012; EN 848-1:2007+A2:2012 и prEN 1870-18:2011.
Для передвижных станков для нарезания шипов при испытаниях применяют усилия как и для фрезерного и пильного узлов.
Если станок оснащен сверлильным узлом, то сверлильный узел устанавливается в центральное положение.
В любых случаях станок не должен передвигаться и опрокидываться.
Приложение B
(справочное)
Взаимосвязь между европейским стандартом и существенными требованиями Директивы 2006/42/ЕС
Европейский стандарт, на основе которого подготовлен настоящий межгосударственный стандарт, разработан Европейским комитетом по стандартизации (CEN) по поручению Комиссии Европейского сообщества и Европейской ассоциации свободной торговли (EFTA) и реализует существенные требования Директивы 2006/42/ЕС.
Европейский стандарт размещен в официальном журнале Европейского сообщества как взаимосвязанный с этой директивой и применен как национальный стандарт не менее чем в одной стране - члене сообщества. Соответствие обязательным требованиям европейского стандарта обеспечивает в пределах области применения настоящего стандарта презумпцию соответствия существенным требованиям этой директивы и регламентирующим документам EFTA.
Таблица ZA.1 - Соответствие разделов настоящего стандарта с Директивой 2006/42/ЕС
Раздел/пункт настоящего стандарта | Основные требования Директивы 2006/42/ЕС |
1.1.2 Принципы полноты обеспечения безопасности | |
5.2.1, 5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 5.2.8, 5.2.9, 5.3.6, 5.3.8, 5.4.12, 6.3 | a) установление функций |
Разделы 5, 6 | b) устранение или снижение рисков, принятие мер, уведомление пользователей |
Разделы 5, 6 | c) использование по назначению и довольно предсказуемое неправильное использование |
5.4.5, 6.3 | d) ограничение использования |
5.3.1, 5.3.9, 5.4.9, 6.3 | e) оборудование |
5.3.2, 5.3.3, 5.3.5, 5.3.6, 5.3.7, 5.4.3 | 1.1.3 Материалы и изделия |
6.3 | 1.1.4 Освещение |
5.2.2, 5.3.7, 5.4.5 | 1.1.5 Конструирование машины с учетом упрощенного обращения с нею |
5.4.5 | 1.1.6 Эргономика |
5.2.2, 5.4.5, 5.4.13 | 1.1.7 Рабочие места |
5.2.1, 5.2.6, 5.2.7, 5.2.8, 5.2.9, 5.4.10, 5.4.8 | 1.2.1 Безопасность и надежность управления |
5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 5.2.8, 5.2.9, 6.3 | 1.2.2 Органы управления |
5.2.2, 5.2.3, 5.2.6, 5.2.7, 5.2.8, 5.2.9 | 1.2.3 Запуск |
5.2.2, 5.2.4, 5.2.5, 5.2.8 | 1.2.4 Остановка |
5.2.2, 5.2.4, 5.2.8 | 1.2.4.1 Нормальная остановка |
5.2.2, 5.2.5, 5.2.8 | 1.2.4.3 Аварийное отключение |
5.2.5, 5.2.6 | 1.2.4.4 Комбинированные станки |
5.2.6, 5.2.7, 5.2.8, 6.3 | 1.2.5 Выбор режимов управления или работы |
5.2.9, 5.4.6, 5.4.7, 5.4.12 | 1.2.6 Неполадки в энергообеспечении |
5.3.1 | 1.3.1 Риск потери устойчивости |
5.3.2, 6.3 | 1.3.2 Риск поломки при эксплуатации |
5.3.2, 5.3.3, 5.3.5 | 1.3.3 Риски, вызванные падающими или выбрасываемыми предметами |
5.1 | 1.3.4 Риски, вызванные поверхностями, кромками и углами |
5.2.6, 5.2.7 | 1.3.5 Риски, вызванные многооперационными комбинированными машинами |
5.2.6, 5.2.7, 5.2.8 | 1.3.6 Риски, вызванные изменением условий использования |
5.2.6, 5.2.8, 5.3.7 | 1.3.7 Риски, вызванные подвижными деталями |
5.3.7 | 1.3.8 Выбор защитных устройств от рисков, вызванных подвижными деталями |
5.3.7.3 | 1.3.8.1 Подвижные детали трансмиссии |
5.3.7 | 1.3.8.2 Подвижные детали, задействованные в рабочем процессе |
5.3.5, 5.3.6 | 1.3.9 Риск, вызванный неконтролируемыми движениями |
5.3.7 | 1.4.1 Требования к характеристикам защитных устройств - общие требования |
5.3.7 | 1.4.2.1 Неподвижные ограждающие защитные устройства |
5.3.7 | 1.4.2.2 Подвижные ограждающие защитные устройства с блокировкой |
5.4.7 | 1.4.2.3 Регулируемые защитные устройства, ограничивающие доступ |
5.2.9, 5.4.4, 5.4.12 | 1.5.1 Снабжение электроэнергией |
5.4.10 | 1.5.2 Статическое электричество |
5.2.9, 5.4.6, 5.4.7 | 1.5.3 Неэлектрическое снабжение энергией |
5.4.11 | 1.5.4 Неправильный монтаж |
5.4.1 | 1.5.6 Пожар |
5.4.2 | 1.5.8 Шум |
5.2.1, 5.4.8 | 1.5.11 Излучение извне |
5.4.9 | 1.5.12 Лазер |
5.4.3 | 1.5.13 Выброс опасных веществ и частиц |
5.4.13 | 1.6.1 Техническое обслуживание машин |
5.2.2, 5.3.7, 5.4.13 | 1.6.2 Доступ к постам управления и местам для технического обслуживания |
5.4.12 | 1.6.3 Отсоединение от источников энергии |
5.2.2, 5.2.6, 5.2.7, 5.2.8, 5.3.7, 5.4.5, 5.4.13, 6.3 | 1.6.4 Вмешательства обслуживающего персонала |
5.4.3, 6.3 | 1.6.5 Чистка деталей, расположенных внутри машины |
5.2.1, 5.3.3, 5.4.5, 6.3 | 1.7.1 Информация и предупредительные указания на машине |
6.1 | 1.7.2 Предупреждение остаточных рисков |
6.2 | 1.7.3 Маркировка машин |
6.3 | 1.7.4 Руководство по эксплуатации |
2.3 Машины для обработки древесины и материалов с аналогичными физическими свойствами | |
5.3.6, 5.3.7 | a) руководство |
5.3.5 | b) обратный удар |
5.3.4 | c) тормоз |
5.2.6, 5.2.8, 5.3.3, 5.3.7, 5.3.8, 5.4.5 | d) случайный контакт с инструментом |
Внимание - Другие требования и другие Директивы ЕС могут распространяться на станки в пределах, указанных в области применения настоящего стандарта.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного и европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 349:1993 | - | * |
EN 614-1:2006+A1:2009 | - | * |
EN 847-1:2005+A1:2007 | - | * |
EN 848-1:2007+A2:2012 | - | * |
EN 859:2007+A2:2012 | - | * |
EN 860:2007+A2:2012 | - | * |
EN 861:2007+A2:2012 | - | * |
EN 894-2:1997+A1:2008 | - | * |
EN 894-3:2000+A1:2008 | IDT | ГОСТ EN 894-3-2012 "Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления" |
EN 1005-3:2002+A1:2008 | - | * |
EN 1037:1995+А1:2008 | - | * |
EN 1088:1995+A2:2008 | - | * |
prEN 1870-18:2011 | - | * |
EN 50370-1:2005 | IDT | ГОСТ EN 50370-1-2012 "Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 1. Помехоэмиссия" |
EN 50370-2:2003 | IDT | ГОСТ EN 50370-2-2012 "Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 2. Помехоустойчивость" |
EN 60204-1:2006 | - | * |
EN 60439-1:1999 | - | * |
EN ISO 3746:2010 | - | * |
EN ISO 4413:2010 | - | * |
EN ISO 4414:2010 | - | * |
EN ISO 4871:2009 | - | * |
EN ISO 12100:2010 | - | * |
EN ISO 13849-1:2008 | - | * |
EN ISO 13850:2008 | - | * |
EN ISO 13857:2008 | - | * |
ISO 7960:1995 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта.
| ||
Библиография
[1] | EN 614-2:2000 | Safety of machinery - Ergonomic design principles - Part 2: Interaction between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между компоновкой машин и рабочими заданиями) |
[2] | EN 894-1:1997+A1:2008 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие принципы при взаимодействии оператора с индикаторами и органами управления) |
[3] | EN 1005-1:2001+A1:2008 | Safety of machinery - Human physical performance - Part 1: Terms and definitions (Безопасность машин. Физические характеристики человека. Часть 1. Термины и определения) |
[4] | EN 1005-2:2003+A1:2008 | Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физические характеристики человека. Часть 2. Управление машинами вручную и составные части машин) |
[5] | EN 1005-4:2005+A1:2008 | Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физические характеристики человека. Часть 4. Оценка рабочих положений и движений относительно машин) |
[6] | EN 1050:1996 | Safety of machinery - Principles for risk assessment (Безопасность машин. Принципы оценки риска) |
[7] | EN 12779:2004+A1:2009 | Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performances and safety requirements (Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью) |
[8] | EN 60529:1991 | Degrees of protection provided by enclosures (IP Code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками (код IP)) |
[9] | EN 61029-1:2009 | Safety of transportable motor-operated electric tools - Part 1: General requirements (IEC 61029-1:1990, modified) (Безопасность переносных электрических инструментов с приводом от электродвигателя. Часть 1. Общие положения) |
[10] | EN 61029-2-11:2009 | Safety of transportable motor-operated electric tools - Part 2-11: Particular requirements for combined mitre and bench saws (IEC 61029-2-11:2001, modified) (Безопасность переносных электрических инструментов с приводом от электродвигателя. Часть 2-11. Дополнительные требования к верстачным пилам для обрезания под углом) |
[11] | EN 61310-1:2008 | Safety of machinery - Indication, marking and actuation - Part 1: Requirements for visual, auditory and tactile signals (IEC 61310-1:2007) (Безопасность машин. Индикация, маркировка и включение. Часть 1. Требования к визуальным, звуковым и тактильным сигналам) |
[12] | EN 61508-1:2001 | Functional safety of electrical/electronic/programmable electronic safety-related systems - Part 1: General requirements (IEC 61508-1:1998+Corrigendum 1999) (Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 1. Общие требования) |
[13] | EN 61508-2:2001 | Functional safety of electrical/electronic/programmable electronic safety-related systems - Part 2: Requirements for electrical/electronic/programmable electronic safety-related systems (IEC 61508-2:2000) (Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 2. Требования к системам электрическим, электронным, программируемым электронным, связанным с безопасностью) |
[14] | EN 61800-5-2:2007 | Adjustable speed electrical power drive systems - Part 5-2: Safety requirements - Functional (IEC 61800-5-2:2007) (Системы силовых электрических приводов с регулируемой скоростью. Часть 5-2. Требования безопасности. Функциональная безопасность) |
[15] | EN ISO 3743-1:2010 | Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering methods for small movable sources in reverberant fields - Part 1: Comparison method for a hard-walled test room (ISO 3743-1:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 1. Метод сравнения для испытательной камеры с жесткими стенами) |
[16] | EN ISO 3743-2:2009 | Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, moveable sources in reverberant fields - Part 2: Methods for special reverberation test rooms (ISO 3743-2:1994) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер) |
[17] | EN ISO 3744:2010 | Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering methods for an essentially free field over a reflecting plane (ISO 3744:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы в условиях свободного звукового поля над отражающей поверхностью) |
[18] | EN ISO 3745:2009 | Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and semianechoic rooms (ISO 3745:2003) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Точные методы звукопоглощающих и звукоотражающих камер) |
[19] | EN ISO 11202:2010 | Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections (ISO 11202:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением приближенной поправки на внешние воздействующие факторы) |
[20] | HD 22.4 S4:2004 | Cables of rated voltages up to and including 450/750 V and having crosslinked insulation - Part 4: Cords and flexible cables (Кабели на номинальное напряжение до 450/750 В включительно и со сшитой изоляцией. Часть 4. Шнуры и гибкие кабели) |
[21] | Directive 2006/42/EC | Directive of the European Parliament and of the Council of 17 May 2006 on machinery, and amending Directive 95/16/EC (recast) (Text with EEA relevance), Official Journal L 157, 9.6.2006, pp.24-86 (Директива Европейского парламента и Совета от 17 мая 2006 г., касающаяся продукции машиностроения и вносящая изменения в Директиву 95/16/ЕС (переработка)) |
[22] | EN 1093-9:1998+A1:2008 | Safety of machinery - Evaluation of the emission of airborne hazardous substances - Part 9: Pollutant concentration parameter, room method (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 9. Параметры концентрации вредных веществ. Метод испытания в испытательном помещении) |
[23] | EN 1093-11:2001+A1:2008 | Safety of machinery - Evaluation of the emission of airborne hazardous substances - Part 11: Decontamination index (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 11. Индекс очистки) |
УДК 674.056:621.9-783(083.74)(476):006.354 | МКС 79.120.10 | IDT |
Ключевые слова: безопасность станков, деревообрабатывающие станки, комбинированные станки, требования безопасности | ||
Электронный текст документа
и сверен по:
М.: ФГБУ "РСТ", 2024
