ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СТАНКИ КРУГЛОПИЛЬНЫЕ ОБРЕЗНЫЕ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ПИЛОМАТЕРИАЛОВ
НОРМЫ точности
ГОСТ 23183-78
Издание официальное
Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР по СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М. М. Гвоздев, Э. Д. Авдеев, П. И. Ланда, В. А. Масленникова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В. А. Трефилов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23 июня 1978 г. № 1657
УДК 674.053:621.93:62-187:006.354 Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ КРУГЛОПИЛЬНЫЕ ОБРЕЗНЫЕ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ПИЛОМАТЕРИАЛОВ
ГОСТ
Нормы точности
Edging circular sawing machines. Standards of accuracy
23183-78
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1657 срок действия установлен
с 01.07 1979 г. до 014)7 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает нормы точности станков, изготовляемых для нужд народного хозяйства и на экспорт.
Общие условия испытания станков на точность — по ГОСТ 8—77.
Погрешность выверки станка по уровню не должна быть более 0,1 мм/м.
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
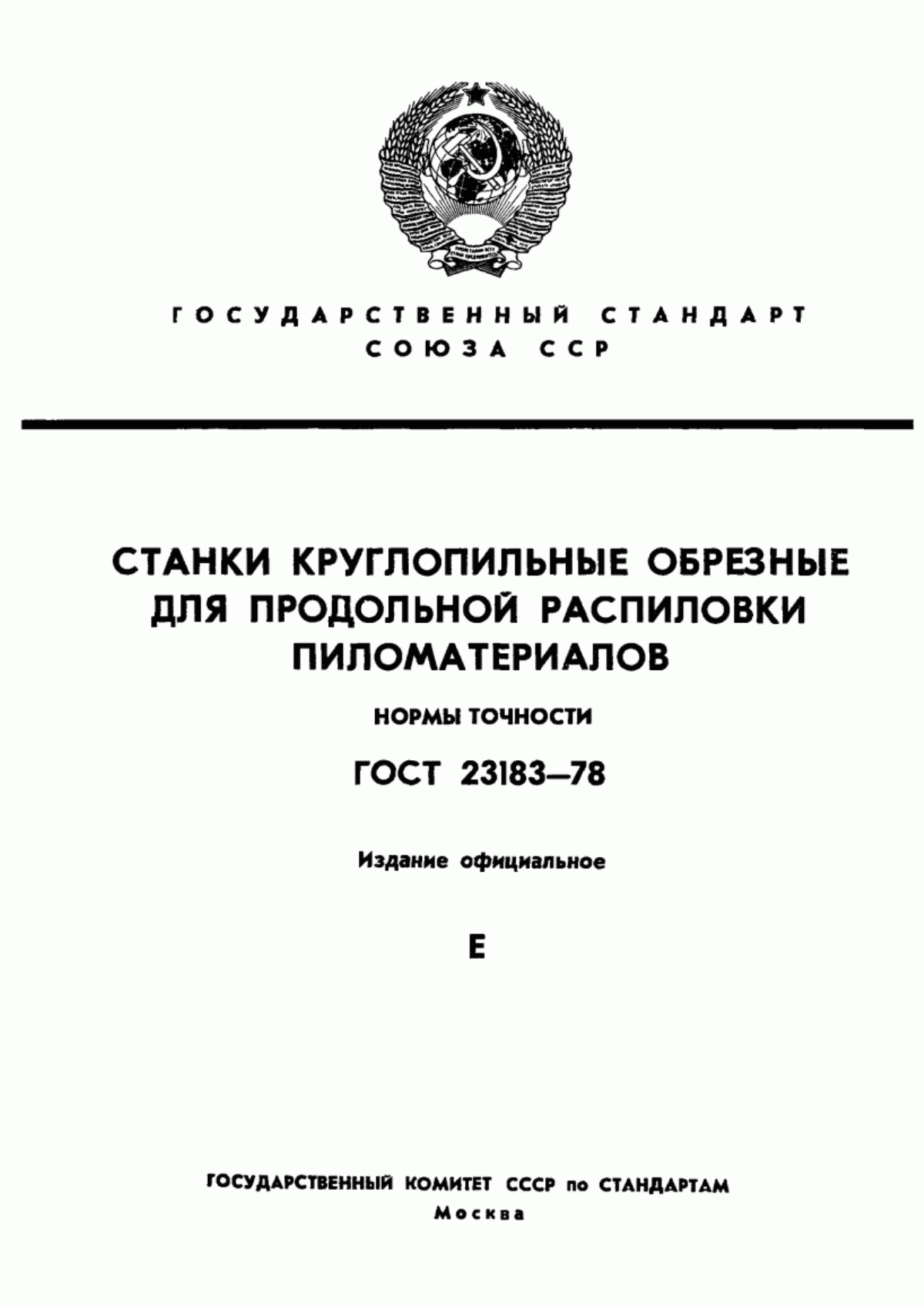
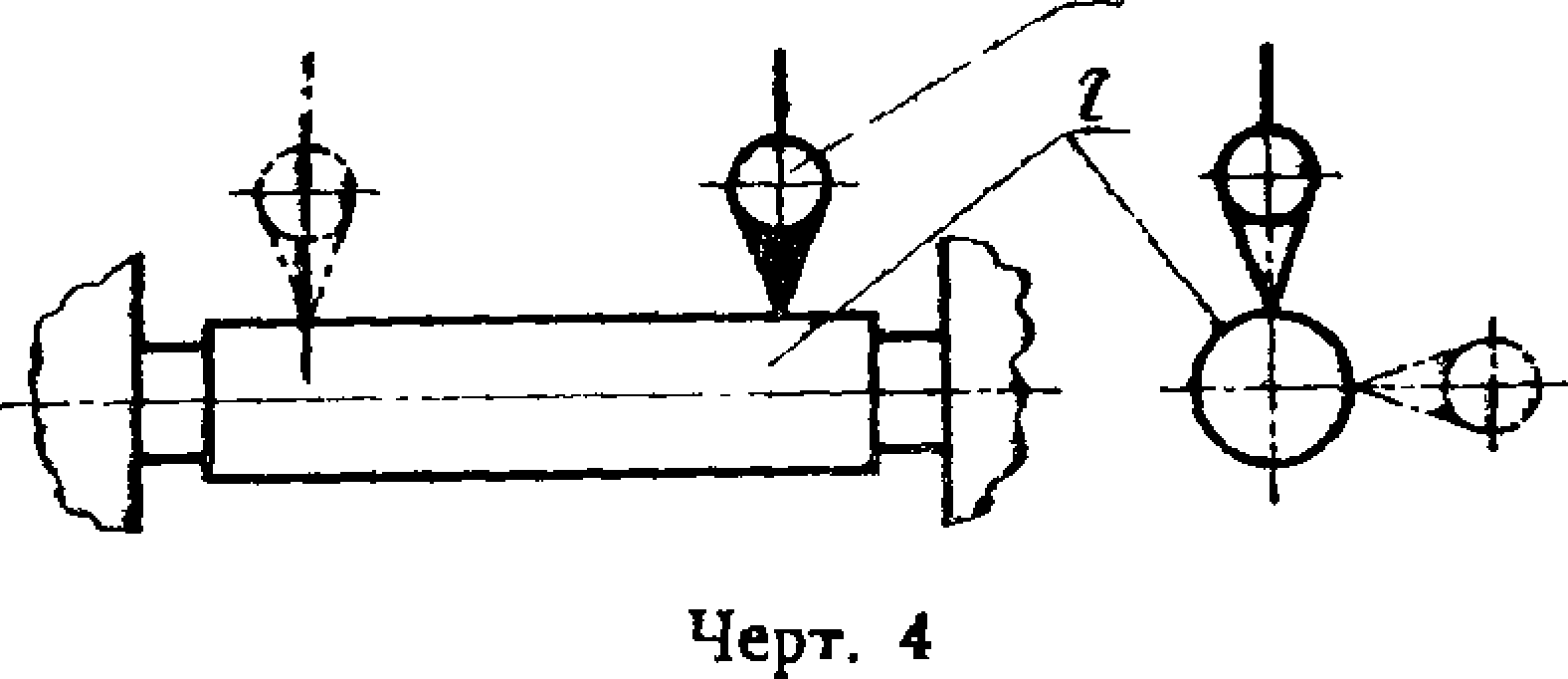
Проверка 1.1. Радиальное биение поверхности посадочной
шейки пильного вала
Черт L
Допуск 0,04 мм.
Издание официальное
★
Е
Перепечатка воспрещена
© Издательство стандартов, 1978
Метод проверки
На каретку устанавливают показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался поверхности посадочной шейки пильного вала 2.
Биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
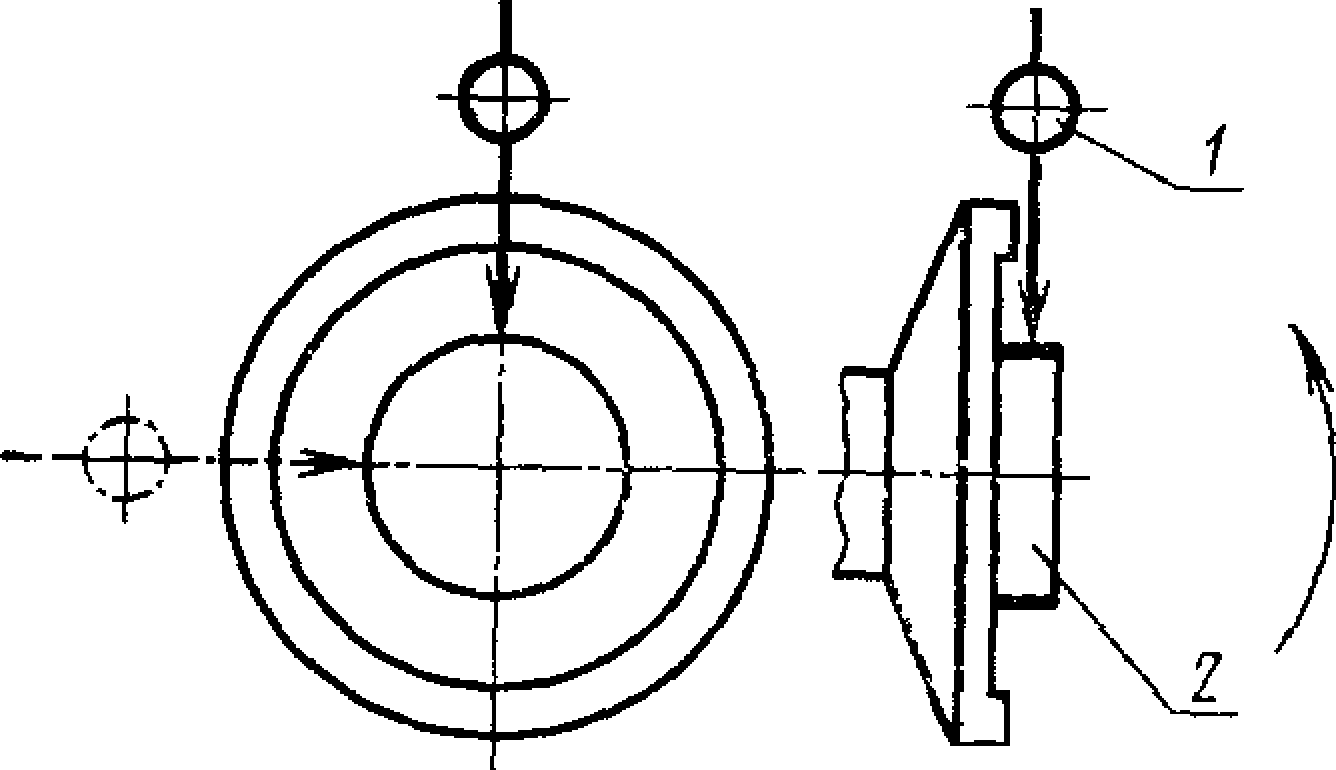
Проверка 1.2. Торцовое биение поверхности опорной шайбы
пильного вала
Допуск 0,03 мм на диаметре 100 мм.
Метод проверки
На каретку устанавливают измерительный прибор 1 так, чтобы его измерительный наконечник касался торцовой поверхности опорной шайбы 2 у ее периферии и был перпендикулярен ей.
Биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
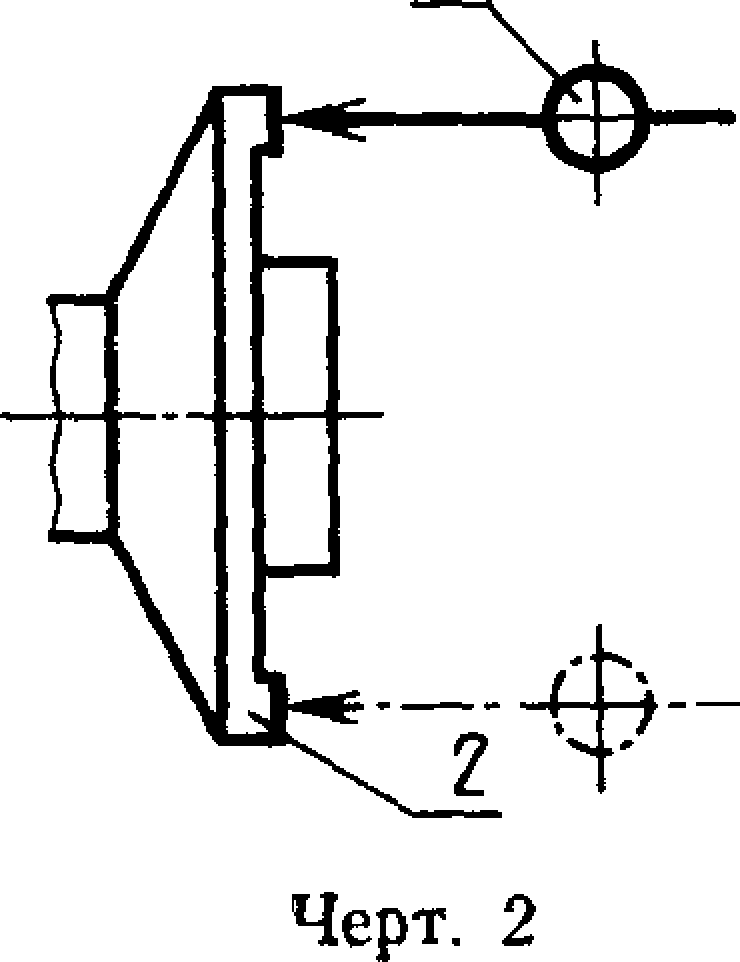
Проверка 1.3. Расположение образующих нижних подающих
вальцов в одной горизонтальной плоскости
2 3
Допуск 0,8 мм на длине 1000 мм.
Метод проверки
На вальцы 1 устанавливают поверочную линейку 2 с уровнем3 в продольных и диагональных положениях.
Отклонение определяют как наибольшую величину показаний уровня.
Проверка 1.4. Параллельность перемещения подвижной каретки образующей нижнего подающего вальца в горизонтальной и вертикальной плоскостях
1
Допуск 0,5 мм па длине 1000 мм.
Метод проверки
На каретку устанавливают измерительный прибор 1 так* чтобы его измерительный наконечник касался рабочей поверхности нижнего подающего вальца 2 и был перпендикулярен ей. Каретку перемещают вдоль оси пильного вала на всю длину хода.
Измерения производят в вертикальной и горизонтальной плоскостях.
Отклонения в каждой плоскости определяют как наибольшую разность результатов измерений на длине хода.
Проверка 1.5. Параллельность образующих верхних и нижних
подающих вальцов между собой
1 Z
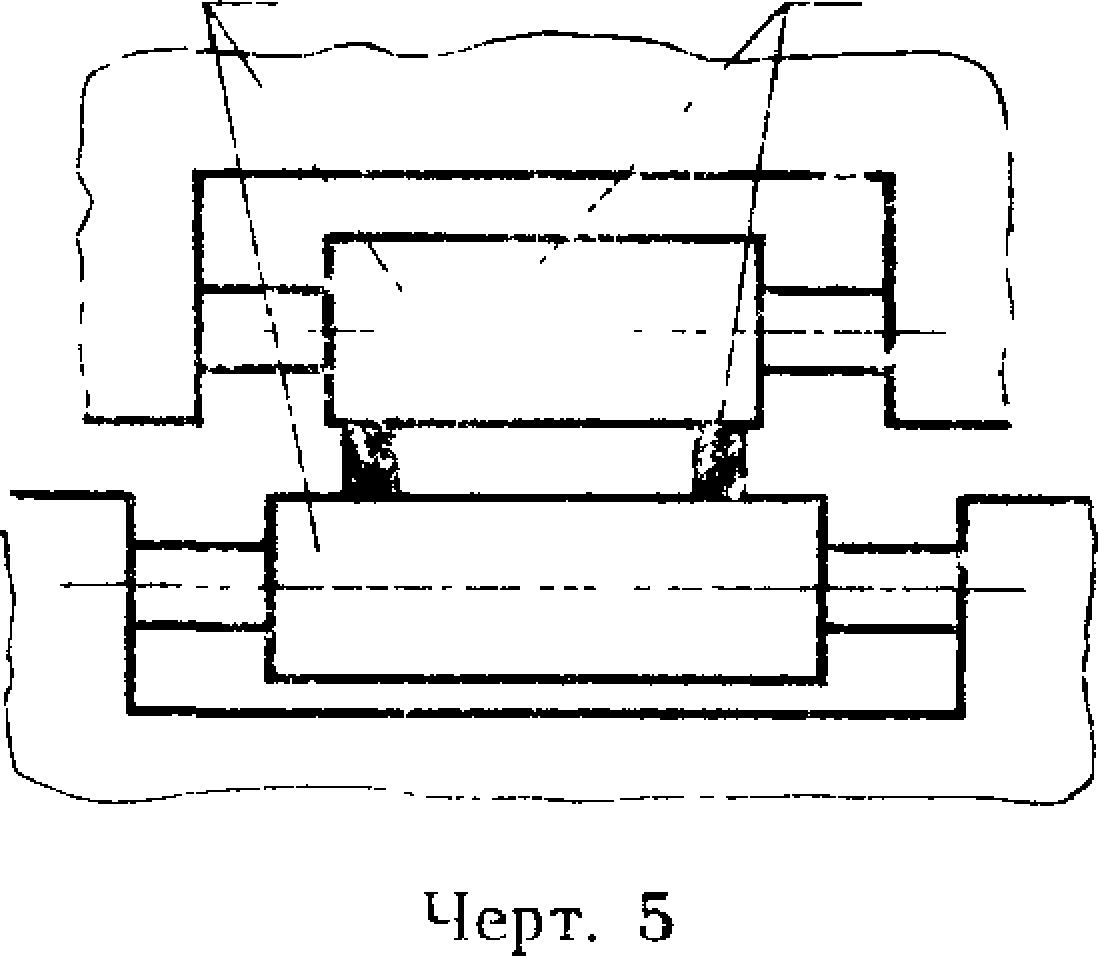
Допуск 0,6 мм на длине 1000 мм.
Метод проверки
Между верхним и нижним вальцами 1 в точках, наиболее удаленных друг от друга, устанавливают плоскопараллельные концевые меры длины 2.
Величину просвета между образующей верхнего вальца и неза-жатсй плоскопараллельной концевой мерой длины измеряют щупом.
Отклонение определяют как наибольшую величину зазора на длине измерения.
Проверка 1.6. Точность установки подвижной пилы на заданный размер

Метод проверки
На пильном валу устанавливают контрольные диски /. На станке последовательно задают различные размеры ширины досок.
Измеряют расстояние L между контрольными дисками, которое должно соответствовать заданной ширине доски с учетом припуска по ГОСТ 6782.2—75.
Отклонение определяют как разность между заданным и полученным размерами.
Проверка 1.7. П арал дельность нижних подающих вальцов между собой
ил
ф5
Черт. 7
Допуск 0,5 мм на длине 1000 мм.
Метод проверки
Расстояние в точках АА\ и А2А3 измеряют в двух сечениях по длине вальцов на расстояние до 20 мм от торцов вальцов.
Отклонение определяют как разность результатов на длине измерения.
2. ПРОВЕРКА СТАНКА В РАБОТЕ
Проверка 2.1. Соответствие ширины выпиливаемых досок за
данному размеру
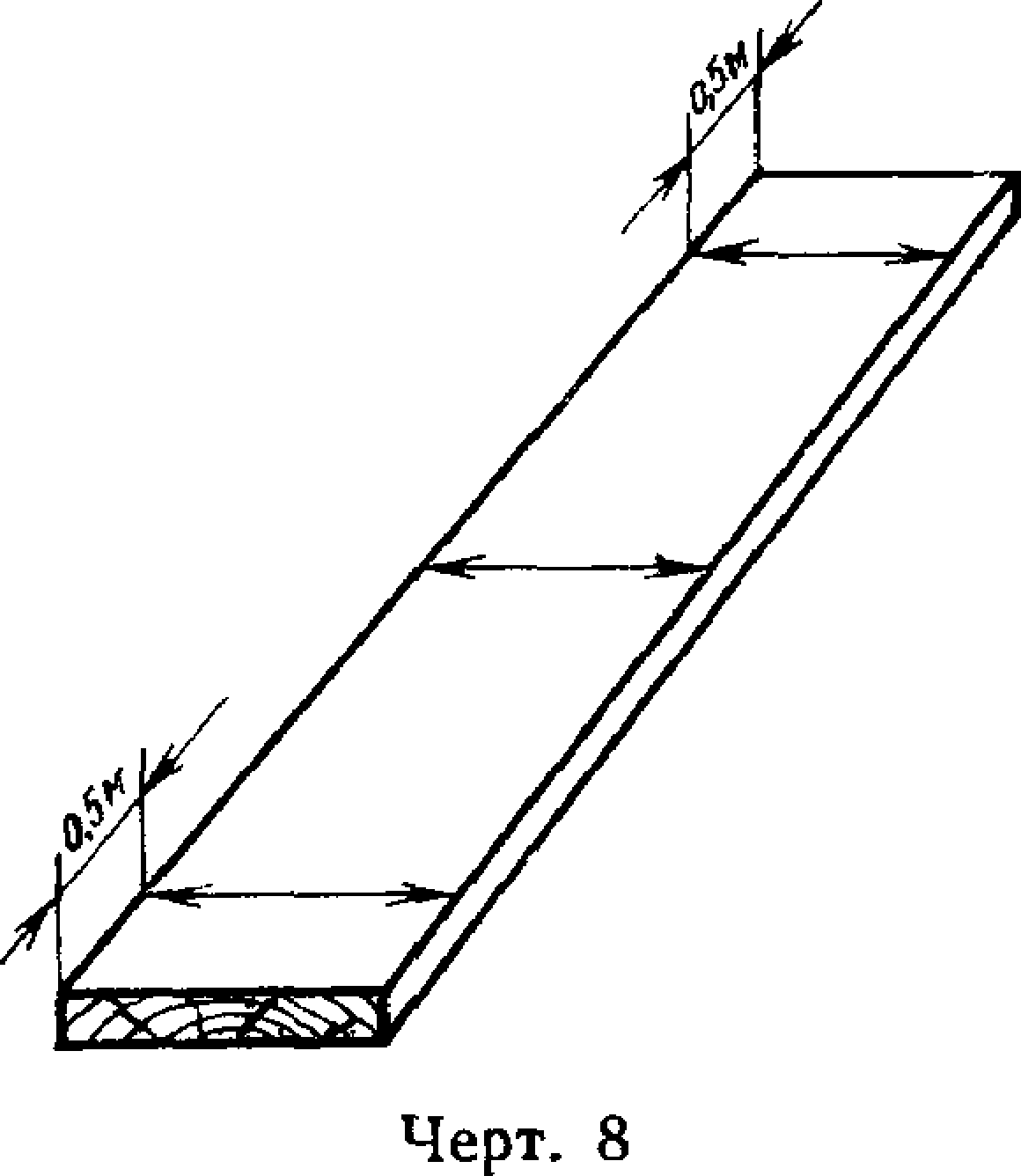
Допуск при ширине доски: до 100 мм .... ±2,0 мм
св. 100 мм .... ±3,0 мм
Метод проверки
На станке выпиливают доски. Ширину обработанных досок из меряют в трех сечениях, указанных на черт, 8.
Проверка 2.2. Перпендикулярность поверхности пропила плас-
ти доски
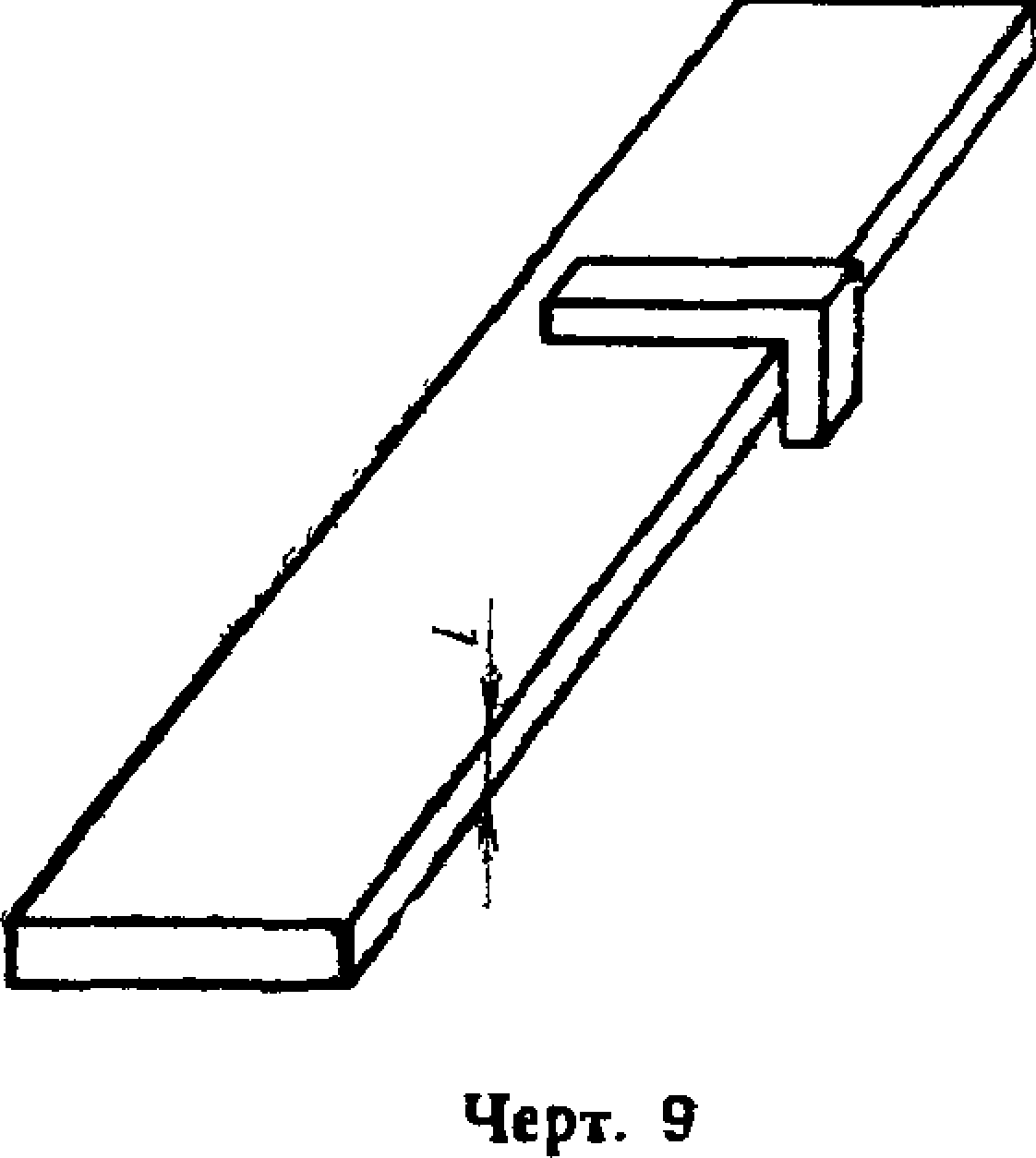
Допуск 0,5 мм на длине £= 100 мм.
Метод проверки
Перпендикулярность поверхности пропила пласти доски проверяют угольником н щупом.
Проверка 2.3. Прямолинейность поверхности пропила
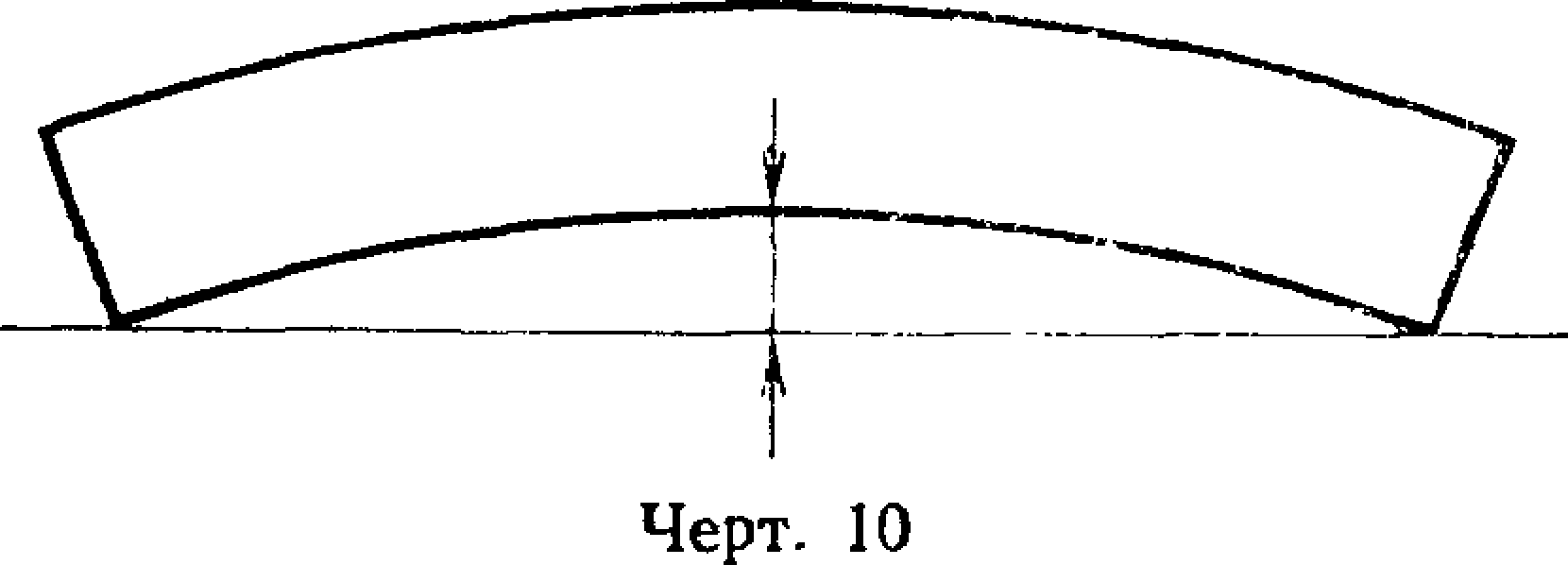
Допуск 0,2% от длины доски.
Метод проверки
Прямолинейность поверхности пропила проверяют струной, которую натягивают по кромке доски. Величину кривизны измеряют линейкой.
Редактор В. П. Огурцов Технический редактор О. У/. Никитина Корректор Af. //. Гринвальд
Сдано в набор 11.07.78Поди, в печ. 18.08.78 0,625 п, л.0,33 уч,-изд. л. Тир. 8000 ЦенаЗ коп.
Ордена «Знак Почета» Издательство стандартов. Москва, Д-557, Новолресненскин пер., 3 Калужская типография стандартов, ул, Московская, 256 Зак. 2314
Изменение № 1 ГОСТ 23183—78 Станки круглопильные обрезные для продольной распиловки пиломатериалов. Нормы точности
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 22.09.88 № 3214
Дата введения 01.07.89
Вводная часть. Первый абзац изложить в новой редакции: «Настоящий стандарт распространяется на круглопильные обрезные станки, предназначенные для продольной обрезки необрезных пиломатериалов»; заменить ссылку: ГОСТ 8—77 на ГОСТ 25338—82.
Проверка 1.4. Наименование и метод проверки изложить в новой редакции: «Параллельность перемещения подвижной каретки образующих смежных нижних подающих вальцов в горизонтальной и вертикальной плоскостях.
Метод проверки
На каретку (суппорт, пиноль) устанавливают измерительный прибор (индикатор) 1 так, чтобы его измерительный наконечник касался рабочей поверхности одного из смежных вальцов 2 каждой группы и был перпендикулярен ей. Каретку (суппорт, пиноль) перемещают вдоль оси пинольного вала на всю длину хода.
Измерения проводят в вертикальной и горизонтальной плоскостях. Отклонение в каждой плоскости равно наибольшей разности результатов измерений на длине хода».
Проверка 1.5. Заменить значение допуска; 0,6 мм на 0,4 мм.
Проверка 1.6. Заменить значение допуска; ±1,4 мм на ±1,2 мм.
(Продолжение см. с. 140)
Проверку 1.7 изложить в новой редакции: «1.7. Параллельность нижних падающих вальцов одной группы между собой
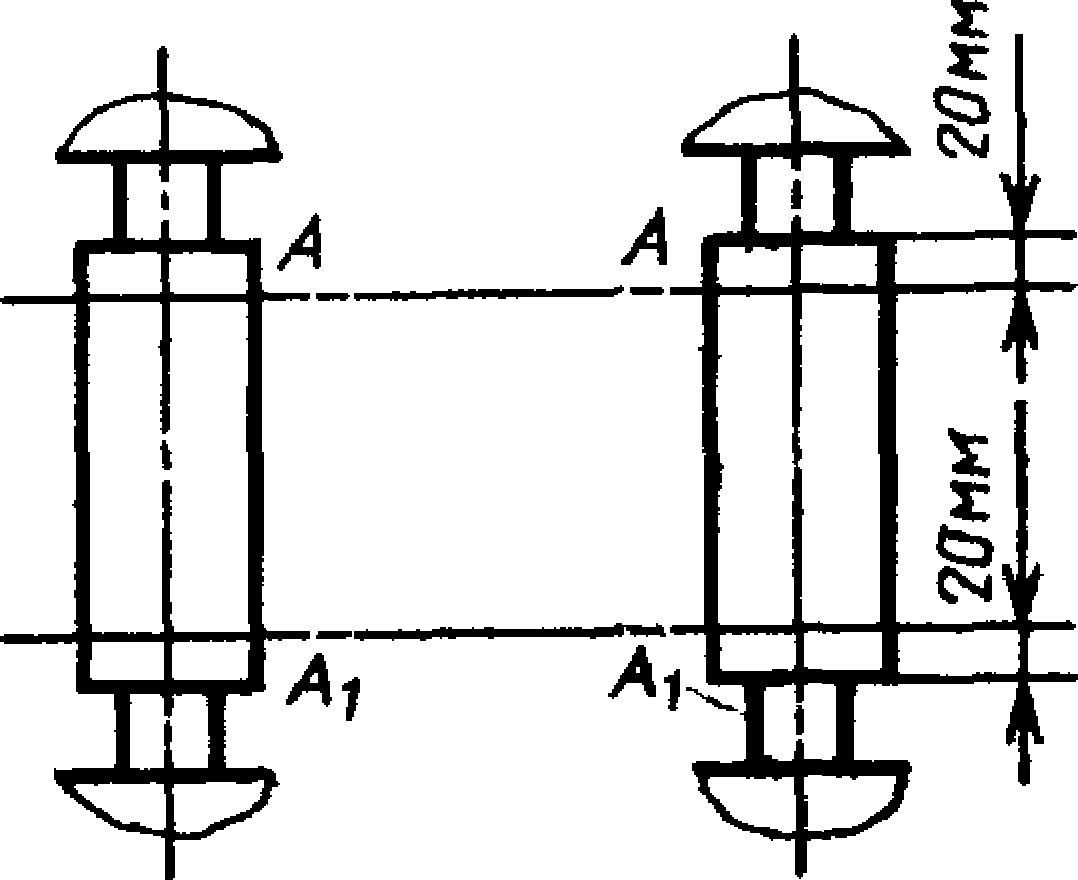
Черт. 7
Допуск 0,4 мм на длине 1000 мм
В плоскостях АА и A[At измеряют микрометрическим нутромером расстояние между вальцами.
Отклонение равно наибольшей разности результатов по длине измерения».
Проверка 2.1. Заменить значение допуска: :h3,0 мм на +3,0; —2,0 мм. Проверка 2.3. Заменить слова: «Допуск 0,2 % от длины доски» на «Допуск 1 мм на длине 1000 мм».
(МУС № 1 1989 г.)
