ГОСТ 30047—93 (ИСО 7569—86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
СТАНКИ СТРОГАЛЬНЫЕ ДВУ , ТРЕХИ ЧЕТЫРЕХСТОРОННИЕ (ТИПА РЕЙСМУСОВЫХ С ДОПОЛНИТЕЛЬНЫМИ
ШПИНДЕЛЯМИ)
ТЕРМИНОЛОГИЯ И УСЛОВИЯ ПРИЕМКИ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 70 “Станки”
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 4—93 от 21.10.93)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандарти заци и |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызста н да рт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст международного стандарта ИСО 7569—86 “Деревообрабатывающие станки. Строгальные станки для дву-, трех- или четырехсторонней заточки. Номенклатура и условия приемки” и полностью ему соответствует
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации № 316 от 21.06.95 межгосударственный стандарт ГОСТ 30047—93 (ИСО 7569—86) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
5 ВВЕДЕН ВПЕРВЫЕ
© ИПК Издательство стандартов, 1995
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
п
Содержание
1 Область применения..................... 1
2 Основные узлы и детали .................. 1
3 Терминология......................... 3
4 Условия испытаний ..................... 4
ш
ГОСТ 30047—93 (ИСО 7569—86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Деревообрабатывающее оборудование
СТАНКИ СТРОГАЛЬНЫЕ ДВУ-, ТРЕХ- И ЧЕТЫРЕХСТОРОННИЕ (ТИПА РЕЙСМУСОВЫХ С ДОПОЛНИТЕЛЬНЫМИ ШПИНДЕЛЯМИ)
Терминология и условия приемки
Woodworking machines.
Planing machines for two-, three- or four-side dressing. Nomenclature and acceptance conditions
Дата введения 1996—07—01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на дву-, трех- и четырехсторонние строгальные станки (типа рейсмусовых с дополнительными шпинделями) и устанавливает терминологию основных деталей и узлов станков, обеспечивающую идентичность терминологических понятий, применяемых изготовителем и потребителем, а также условия испытаний станков (проверки геометрической точности), и допустимые отклонения.
Требования настоящего стандарта являются обязательными.
Стандарт пригоден для сертификации.
2 ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ
Основные узлы и детали дву-, трех- и четырехсторонних строгальных станков типа рейсмусовых с дополнительными шпинделями указаны на чертеже.
Издание официальное
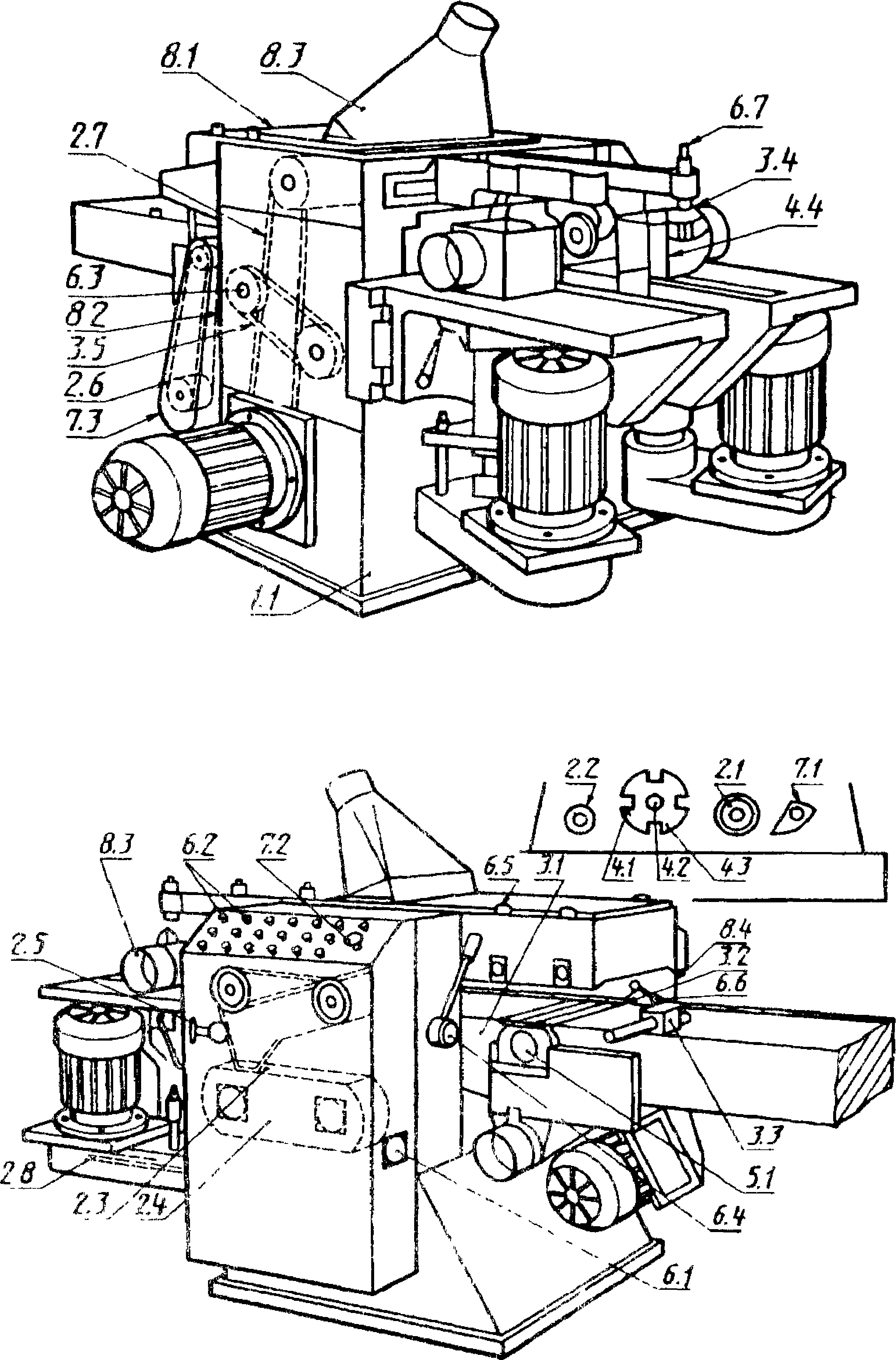
Примечание — Чертеж не определяет конструкцию станков.
3 ТЕРМИНОЛОГИЯ
1 Корпус
1.1 Станина
2 Подача заготовки и/или инструмента
2.1 Передний подающий валец
2.2 Задний подающий валец
2.3 Цепь привода подачи
2.4 Редуктор привода подачи
2.5 Натяжение цепи привода подачи
2.6 Ременная передача для нижнего ножевого вала
2.7 Ременная передача для верхнего ножевого вала
2.8 Ременная передача для фрезерной голов*
3 Установка, крепление и перемещение заготовки
3.1 Стол
3.2 Подающий валец
3.3 Горизонтальный прижим
3.4 Вертикальный прижим
3.5 Механизм вертикального перемещения стола
4 Держатели инструмента и инструмент
4.1 Нож
4.2 Клин крепления ножа
4.3 Ножевой вал
4.4 Фрезерная головка
5 Рабочий орган и привод инструмента
5 I Опора ножевого вала
6 Управление
6.1 Главный выключатель
6.2 Пульт управления
6.3 Регулировка скорости подачи
6.4 Вертикальная регулировка стола
6.5 Управление привода подачи
6.6 Регулировка горизонтального прижима
6.7 Регулировка вертикального прижима
7 Предохранительные устройства
7.1 Когтевая защита
7.2 Аварийный останов
7.3 Ограждение ременной передачи
8 Разное
8.1 Кожух
8.2 Съемная дверца
8.3 Эксгаустер
8.4 Шкала-указатель тслщины
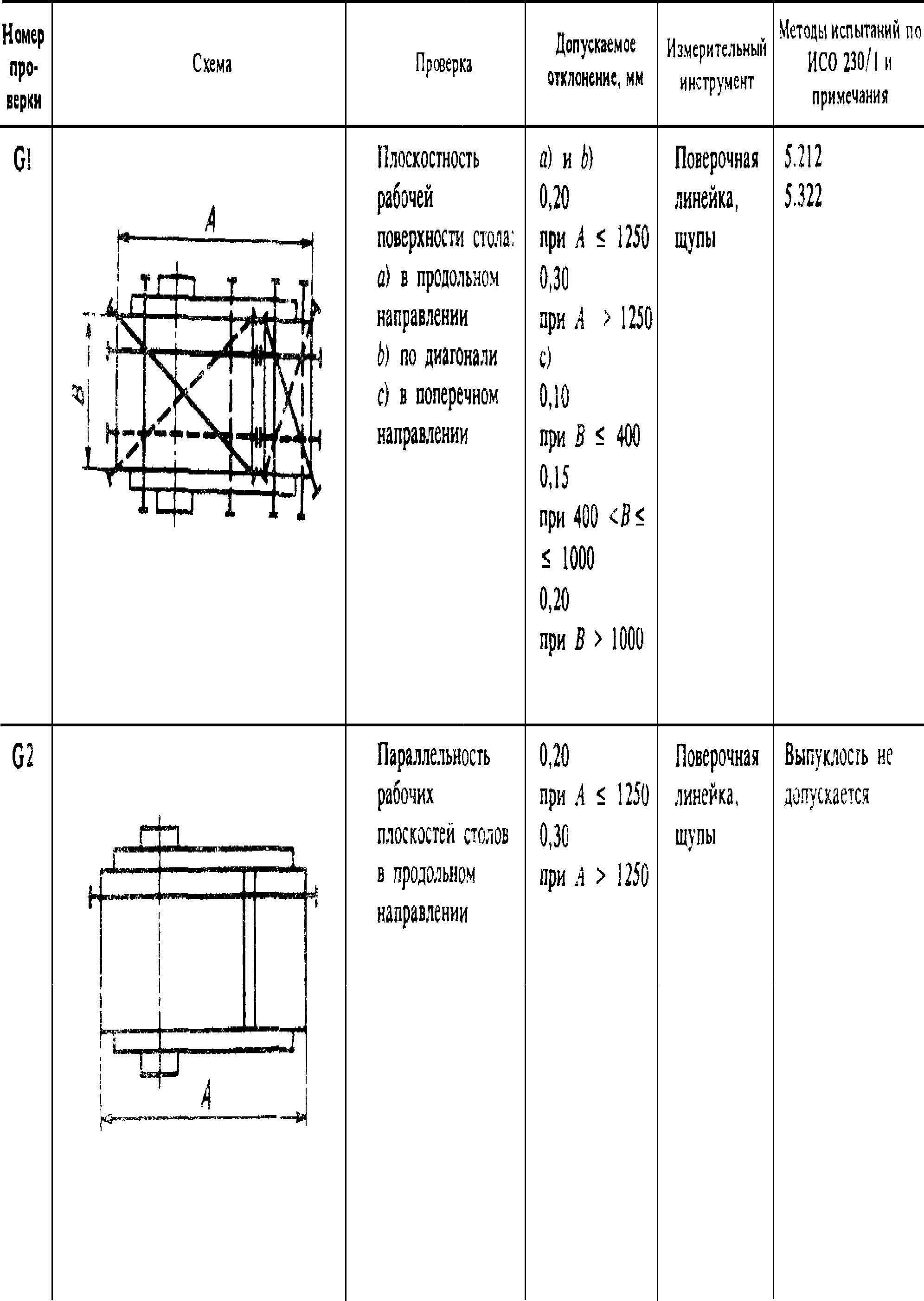
4 УСЛОВИЯ ИСПЫТАНИЙ
Проверка геометрической точности дву-, трех- и четырехсторонних строгальных станков (типа рейсмусовых с дополнительными шпинделями) и допустимые отклонения приведены в таблице.
По согласованию с изготовителем потребитель может выбрать только те проверки из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе станка.
Условия испытаний и допустимые отклонения
1
О
п
н
w
и
о
w
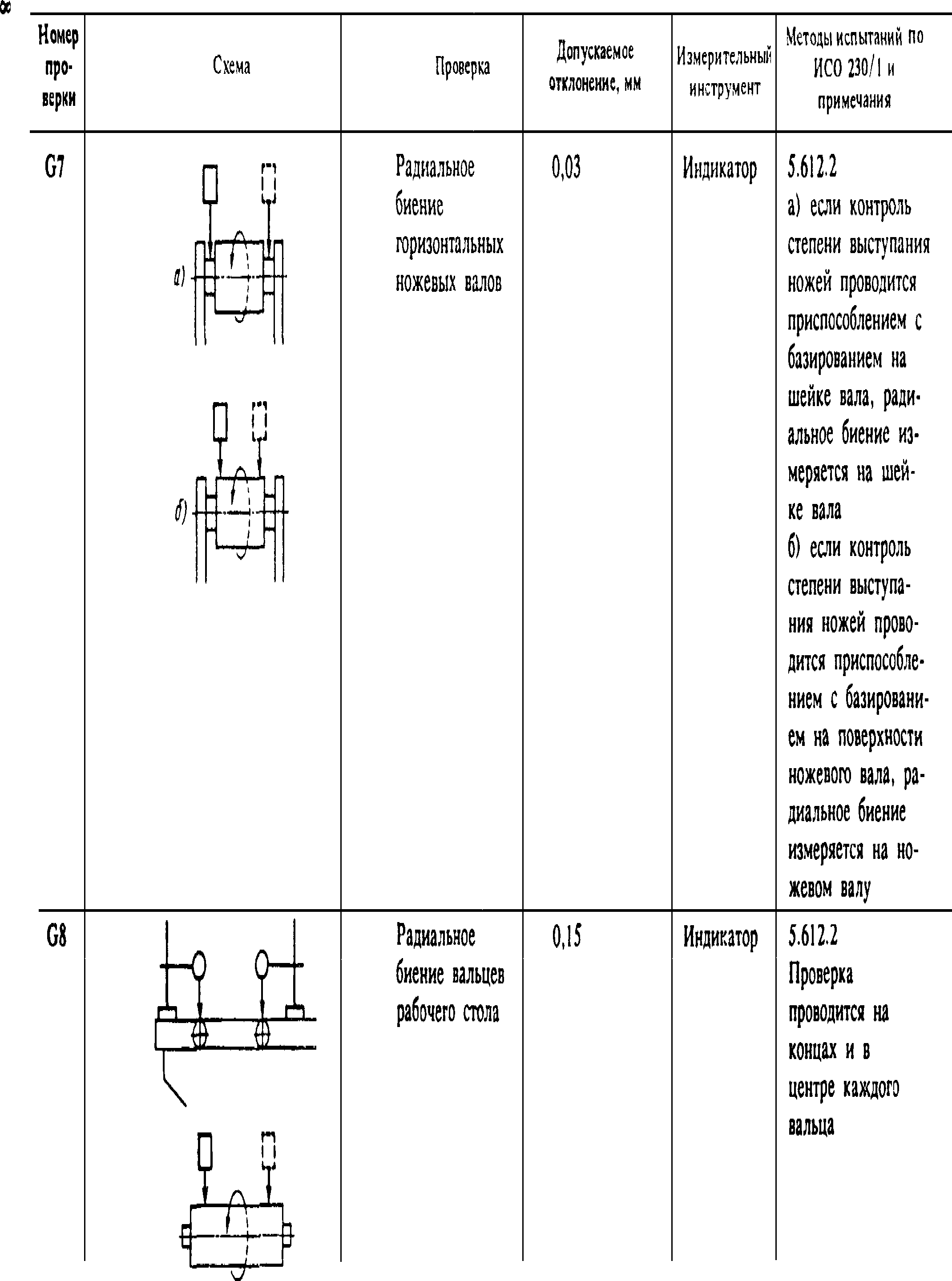
Номер
про
верки
Схема
Допускаемое отклонение, мм
Измерительный
инструмент
Методы испытаний по ИСО 230/1 и примечания
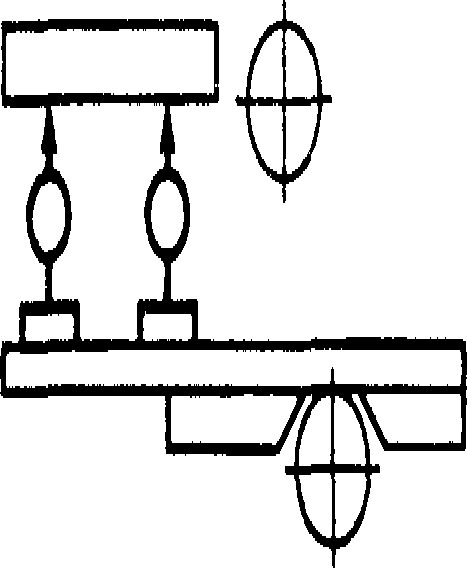
G3
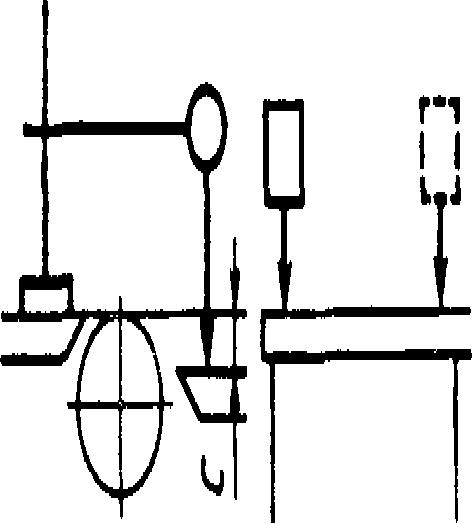
Параллельность
рабочей
поверхности
столов в
поперечном
направлении
С-5
0,10
Индикатор
5.412.2
G4
Параллельность | 0,10 |
верхнего прижима | при В*< 400 |
рабочей | 0,15 |
поверхности стола | при 400 < В |
Поверочная
линейка,
индикатор
5.412.4
В* - ширина столов
0,20
при В > 1000
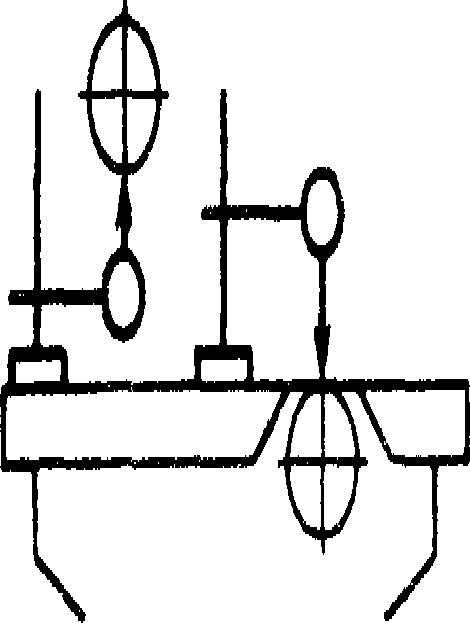
G5
В
4- ■ Г‘1 | > Ь_......... , | ||
1 | 1 | ||
Л _ | и | ||
. "ПГ | |||
ijj1 "~J
Параллельность и | 0,10 |
прямолинейность | при < 400 |
рабочих | 0,20 |
поверхностей | при |
направляющих | 400 < д < |
линеек | 1000 |
Поверочная
линейка,
щупы
0,30
щд >
1000
1
с
п
-1
w
0
1
о
W
Номер
про
верки
Схема
Допускаемое отклонение, мм
Измерительны!!
инструмент
Методы испытаний по ИСО 230/1 и примечания
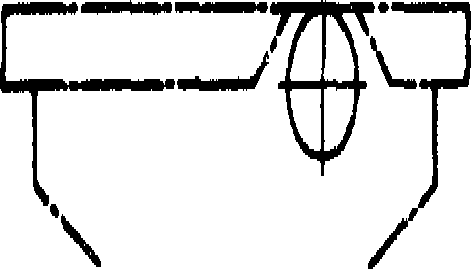
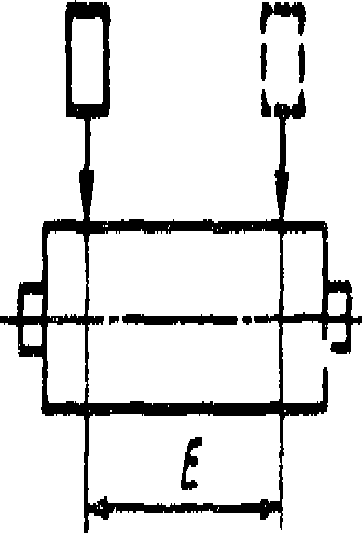
G6
Параллельность горизонтальных ножевых валов рабочей поверхности стола, измерение
0,10
при Е <
0,20
при Е >
верхнем и нижнем положении рабочего стола
Индикатор
5.412.4
1
О
О
н
w
8
*4
еб
еб—tt^ooe хэ oj
Номер
про
верки
Схема
Допускаемое отклонение, мм
Измерительный
инструмент
Методы испытаний по ИСО 230/1 и примечания
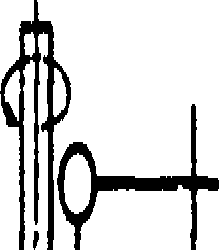
G9
Радиальное
биение
вертикальных
шпинделей
Индикатор
5.6112
верхней части шпинделя
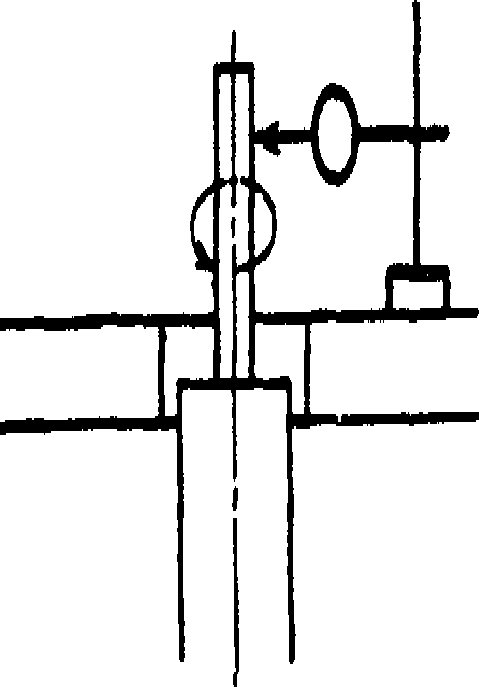
G10
Торцовое биение
вертикальных
шпинделей
0,02
Индикатор
5.632
П
!
G11

Перпендикулярность осей вращения вертикальных шпинделей рабочей
поверхности стола
Индикатор
5,512.42 F> 100
F - расстояние между осью вала и индикатором
еб—trooe хэол
УДК 674.056:621.912:006.354 OK С 79.120.10 Г52 ОКП 38 3120 Ключевые слова: деревообрабатывающее оборудование, станки дву-, трех- и четырехсторонние, узлы детали, терминология, условия испытаний
Редактор А.Л. Владимиров Технический редактор О. И. Власова Корректор В. И. Баренцева Компьютерная верстка В. И. Грищенко
Сдано в набор 19.07.95. Подписано в печать 15.09.95.
_Уел, кр.-отт. 1,0. Уч.-изд. л. 0,70. Тираж 250 зкз. С 2813.
ИПК Издательство стандартов.
107076, Москва, Колодезный пер., 14.
ЛР № 021007 от 10.08.95 Набрано в Издательстве на ПЭВМ.
Филиал ИПК Издательство стандартов — тип. “Московский
Москва, Лялин пер., 6.
Уел. печ. л. 1,0. Зак. £06$
нечагник”.
