Цена 3 коп.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩЕЕ
МАШИНЫ ЛАКОНАЛИВНЫЕ
НОРМЫ ТОЧНОСТИ
ГОСТ 24609—81
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Л. В. Потемкин, В. А. Масленникова, В. И. Лившиц, А. Н. Камионский, И. Н. Короткова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А. Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23 февраля 1981 г. № 910
УДК 667.661.2-187:006.354 Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНД 4 Р Т СОЮЗА ССР
Оборудование деревообрабатывающее МАШИНЫ ЛАКОНАЛИВНЫЕ Нормы точности
Woodworking equipment. Curtain coating. Standards of accuracy
ГОСТ
24609—81
окп 38 3187
Постановлением Государственного комитета СССР 1981 г. № 910 срок действия установлен
по стандартам от 23 февраля
с 01.01 1982 г. до 01.01 Юй7 г.
Несоблюдение стандарта преследуй1** по законУ
Настоящий стандарт распространяет^ на лаконаливные машины по ГОСТ 22984—78, предназначейдые для нанесения различных лакокрасочных материалов на щитовые Детали*
1. ПРОВЕРКА ТОЧНОСТИ мАШИНЬ|
1.1. Общие требования к испытания^ станков на точность по ГОСТ 8—77.
Точность установки станка по уровню пеРед проверкой должна быть не менее 0,1 мм/м.
Нормы точности не должны превышав13 значении, указанных в пп. 1.2—2.1.
Издание официальное
Перепечатка воспрещена © H3flafe,lbCTBO стандартов, 1981
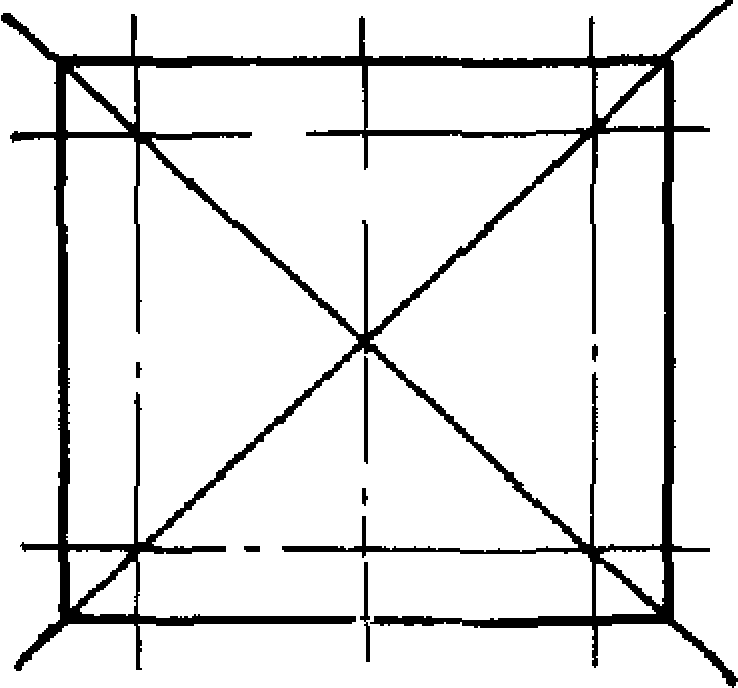
1.2. Плоскостность рабочей поверхности стола
1 2 3
Черт. 1
Допуск 0,8 мм на длине 1000 мм.
На рабочей поверхности стола 1 (черт. 1) в двух точках заданного сечения устанавливают две опоры (плоскопараллельные концевые меры длины), на которые рабочей поверхностью кладут поверочную линейку так, чтобы расстояния от проверяемой поверхности до рабочей поверхности линейки у опор были равны.
Расстояние между линейкой и проверяемой поверхностью измеряют блоком плоскопараллельных концевых мер длины и щупом. В каждом сечении определяют наибольшую разность измеренных расстояний.
Отклонение от плоскостности равно наибольшему из полученных результатов.
1.3. Радиальное биение роликов
г з
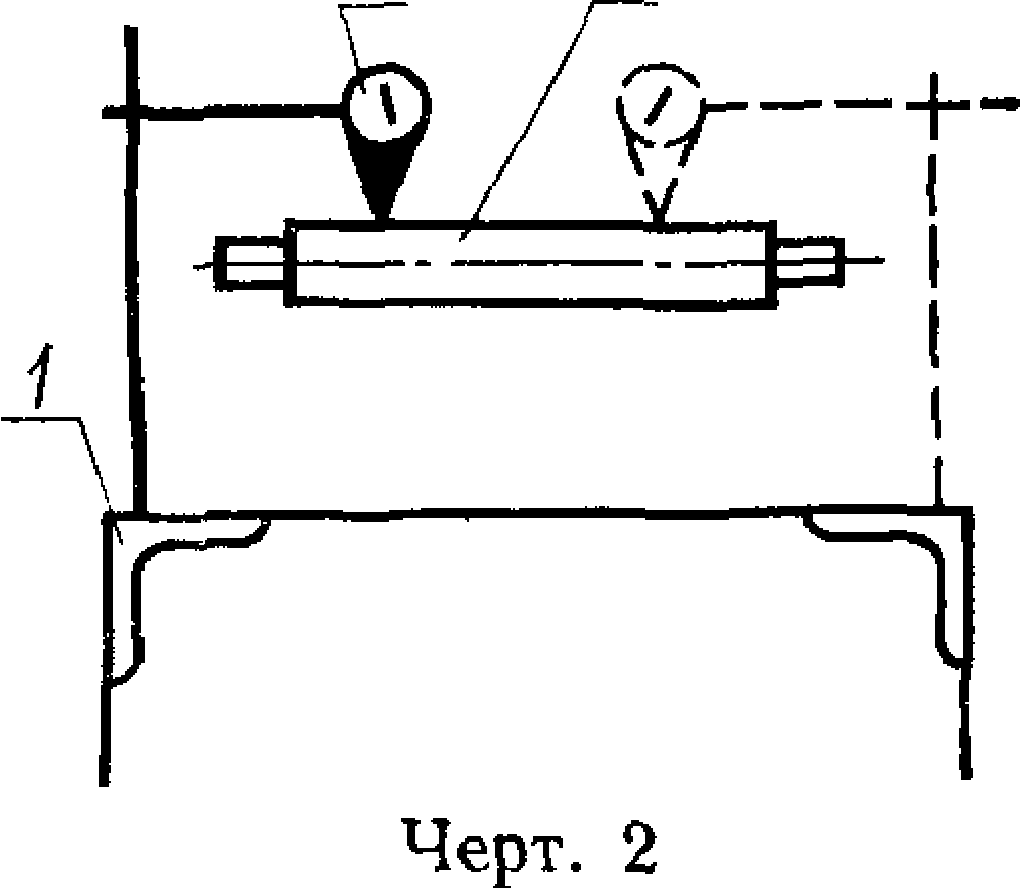
Допуск 0,15 мм.
На рабочую поверхность станины 1 (черт. 2) устанавливают измерительный прибор 2 так, чтобы его измерительный наконечник касался верхней образующей ролика 3 и был перпендикулярен к ней в плоскости измерения.
Измерения производят в среднем и крайних сечениях ролика для всех подающих и промежуточных роликов.
Радиальное биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в течение одного оборота.
Радиальное биение равно наибольшему из результатов измерений.
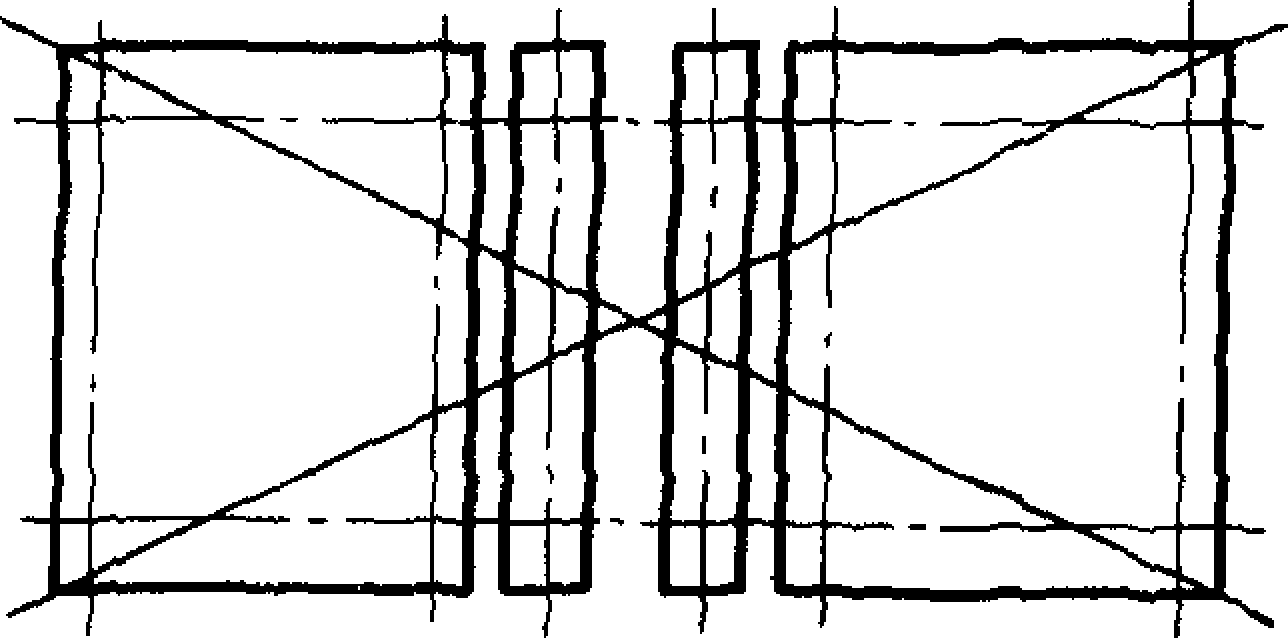
1.4. Расположение рабочих поверхностей столов и роликов транспортера в одной горизонтальной плоскости
г —г
Черт. 3
Допуск 0,8 мм на длине 1000 мм.
На рабочей поверхности подающих транспортеров 1 (черт. 6) в двух точках заданного сечения устанавливают две опоры (плоскопараллельные концевые меры длины), на которые рабочей поверхностью кладут поверочную линейку 3 так, чтобы расстояния от проверяемой поверхности до рабочей поверхности линейки у опор были равны.
Расстояние между линейкой и проверяемой поверхностью измеряют блоком плоскопараллельных концевых мер длины и щупом. В каждом сечении определяют наибольшую разность измеренных расстояний.
Отклонение от плоскостности равно наибольшему из полученных результатов.
1.5. Параллельность сливной кромки лаконаливной головки в нижнем и верхнем положениях относительно образующей роликов транспортера или рол ьганга
На рабочую поверхность промежуточных роликов 1 (черт. 4) на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3.
Лаконаливную головку 4 опускают в крайнее нижнее положение. Расстояние между линейкой и сливной кромкой лаконаливной головки измеряют блоком плоскопараллельных концевых мер длины и щупом. Измерения производят в нескольких точках по длине сливной кромки. Определяют наибольшую разность измеренных расстояний.
Отклонение от параллельности равно наибольшему из полученных результатов.
На рабочую поверхность промежуточных роликов 1 (черт. 5) на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3.
Лаконаливную головку 5 поднимают в крайнее верхнее положение.
На линейку устанавливают измерительный прибор 4 так, чтобы его измерительный наконечник касался сливной кромки лаконаливной головки.
Отклонение от параллельности равно алгебраической разности показаний прибора на всей длине перемещения.
Нижнее положение
Верхнее положение
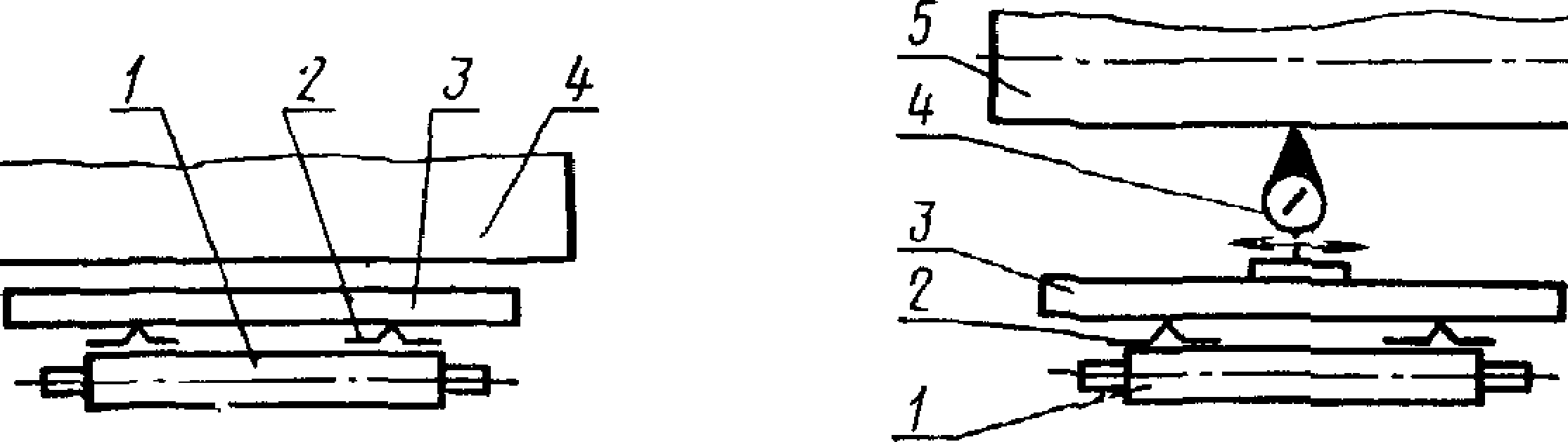
Черт. 4
Черт. 5
Допуск 0,5 мм на длине 1000 мм.
2. ПРОВЕРКА МАШИНЫ В РАБОТЕ
2.1. Равномерность расхода лака
сливной кромки Допуск 5%
по длине
Через машину пропускают образцы из стекла по ГОСТ 111—78 размером 400X250 мм при следующем режиме работы:
скорость подачи 60—80 м/мин, вязкость по ВЗ-4 . . . 2—3 мПа-с, число пропускаемых образцов ... 3 шт.
Образцы пропускают в трех сечениях лаконаливной головки: в 150 мм от правого и левого краев головки и по центру.
Расход лака определяют на пружинных весах взвешиванием образцов как разность взвешиваний образца до и после покрытия.
Равномерность расхода лака по длине сливной кромки равна наибольшему из полученных результатов, выраженному в процентах от наименьшего результата взвешивания.
В лаковой завесе не должно быть воздушных пузырьков и разрывов. Лак должен покрывать всю поверхность без пропусков и подтеков.
Изменение № 1 ГОСТ 24609—81 Оборудование деревообрабатывающее. Машины лаконаливные. Нормы точности
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 17.04.87 № 1289
Дата введения 01.01.88
На обложке и первой странице под обозначением стандарта указать обозначение: (СТ СЭВ 5550—86).
Наименование стандарта. Заменить слова: «Оборудование деревообрабатывающее» на «Деревообрабатывающее оборудование».
Вводную часть дополнить абзацем: «Стандарт полностью соответствует СТ СЭВ 5550—86».
Раздел 1. Наименование изложить в новой редакции: «1. Проверка геометрической точности машины».
Пункт 1.1. Заменить ссылку: ГОСТ 8—77 на ГОСТ 25338—82.
Пункт 1.2. Наименование. Заменить слово: «стола» на «столов»;
последний абзац изложить в новой редакции: «Отклонение от плоскостности определяют как наибольшее значение результатов измерений».
Пункт 1.3. Первый абзац. Заменить слова: «измерительный прибор 2» на «стойку с индикатором 2»;
третий, четвертый абзацы изложить в новой редакции: «При каждом измерении определяют наибольшую алгебраическую разность показаний индикатора в течение одного оборота ролика.
Радиальное биение определяют как наибольшее значение результатов измерений».
Пункт 1.5. Первый абзац после слов «поверочную линейку 3» дополнить словами: «ее рабочей поверхностью»;
второй абзац после слов «мер длины и щупом» изложить в новой редакции: «Измерения проводят в крайних точках сливной Кромки»;
третий абзац изложить в новой редакции: «Отклонение от параллельности в нижнем положении лаконаливной головки определяют как разность полученных результатов измерений»;
шестой, седьмой абзацы изложить в новой редакции: «На рабочую поверхность поверочной линейки 3 устанавливают на стойке индикатор 4 так, чтобы его измерительный наконечник касался сливной кромки лаконаливной головки
(Продолжение см. с. 98)
4 Зак. 1472
97
и был перпендикулярен к ней в плоскости измерения. Измерение проводят в крайних точках сливной кромки при перемещении индикатора.
Отклонение от параллельности определяют как разность показаний индика-ора в крайних точках сливной кромки.
Если конструкция машины предусматривает несколько лаконаливных головок, то следует проверять каждую головку в отдельности».
Раздел 1 дополнить пунктом — 1 6 «1.6. Параллельность сливной кромки* подвижной части лаконаливной головки относительно кромки неподвижной чао» те, образующих поливочную щель (дтя щелевых головок).
Допуск 0,03 мм на длине 1000 мм.
Измерение расстояния между кромками при наименьшем и наибольшем значениях ширины поливочной щели проводят блоком плоскопараллельных концевых мер длины и Щупом в крайних точках поливочной щели Определяют на-аболыную разность измерений
Отклонение от параллельности определяют как наибольшее значеш е татов измерений»
Раздел 2 изложить в новой редакции; «2. Проверка точности машины в работе
2.1. Требования к образцам
Проверку точности машины в работе следует проводить путем определения равномерности расхода лака, наносимого на поверхности трех образцов из стекла или металла размером 200x500 мм. Вязкость лака по ВЗ-4 .. .20—100 с.
2.2. Равномерность расхода лака по длине сливной кромки
Допуск — 5 %.
Изменение рабочей вязкости лака по ВЗ-4 не должно превышать 5—10 с. Проверку проводят пропусканием через машину трех образцов при среднем ре-жиме работы со скоростью подачи 60—80 м/мин.
Образцы размещают на столе машины каждый в 150 мм от правого и левого краев лаконаливной головки и в центре.
Проверку повторяют для нескольких значений ширины раскрытия поливоч» ной щели (для щелевых головок).
Образцы взвешивают до и после нанесения лака. Расход лака определяют как разность массы каждого образца до и после нанесения лака.
(Продолжение см, с. 99>
Равномерность расхода лака по длине сливной кромки равна разности между наибольшим и наименьшим результатами, выраженной в процентах от среднеарифметического результата, полученного от взвешиваний образцов.
(Продолжение см. с. 100}
В лаковой завесе не должно быть воздушных пузырьков и разрывов. Лак должен покрывать всю поверхность без пропусков и подтеков. Если конструкция машины предусматривает несколько лаконаливных головок, то должна проверяться каждая головка».
(ИУС № 7 1987 г.)
Редактор Н. Б. Жуковская Технический редактор Я. Я. Замолодникова Корректор Я. Л. Шнайдер
Сдано в наб. 12.03.81 Подп. ъ печ. 05 05.81 0.5 п, л. 0,26 уч.-иэд. л. Тир. 12000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, Новопресненский стер., 3 Тип. «Московский печатник». Москва, Лялин пер., 6. За к. 577
