ГОСТ EN 1870-15-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков. Станки круглопильные
Часть 15
СТАНКИ МНОГОПОЛОТНЫЕ ПОПЕРЕЧНО-ОТРЕЗНЫЕ С МЕХАНИЧЕСКОЙ ПОДАЧЕЙ И РУЧНОЙ ЗАГРУЗКОЙ И/ИЛИ ВЫГРУЗКОЙ
Safety of woodworking machines. Circular sawing machines. Part 15. Multi-blade cross-cut sawing machines with integrated feed of the workpiece and manual loading and/or unloading
МКС 79.120.10
Дата введения*
________________________
* См. ярлык "Примечания".
Предисловие
Евразийский совет по стандартизации, метрологии и сертификации (ЕАСС) представляет собой региональное объединение национальных органов по стандартизации государств, входящих в Содружество Независимых Государств. В дальнейшем возможно вступление в ЕАСС национальных органов по стандартизации других государств.
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены".
Сведения о стандарте
1 ПОДГОТОВЛЕН научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС)
2 ВНЕСЕН Госстандартом Республики Беларусь
3 ПРИНЯТ Евразийским советом по стандартизации, метрологии и сертификации (протокол от 22 декабря 2014 г. N 73-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Настоящий стандарт идентичен европейскому стандарту EN 1870-15:2012* Safety of woodworking machines - Circular sawing machines-Part 15: Multi-blade cross-cut sawing machines with integrated feed of the workpiece and manual loading and/or unloading (Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 15. Станки многополотные поперечно-отрезные с механической подачей и ручной загрузкой и/или выгрузкой).
Европейский стандарт разработан техническим комитетом СЕN/TC 142 "Безопасность деревообрабатывающих станков".
Европейский стандарт, на основе которого подготовлен настоящий стандарт, реализует существенные требования безопасности Директивы 2006/42/ЕС, приведенной в приложении ZA.
Перевод с английского языка (en).
Официальные экземпляры европейского стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и стандартов, на которые даны ссылки, имеются в национальном органе по стандартизации указанных выше государств.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на европейские и международные стандарты актуализированы.
Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам приведены в дополнительном приложении Д.А.
Степень соответствия - идентичная (IDT)
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных (государственных) стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных (государственных) органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация также будет опубликована в сети Интернет на сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Зарегистрирован N 10720 30 декабря 2014 г.
Введение
Настоящий стандарт относится к стандартам типа C в соответствии с EN ISO 12100:2010.
Стандарт устанавливает опасности, опасные ситуации и опасные события для производственного оборудования и станков.
Если требования настоящего стандарта типа C отличаются от требований стандартов типов A или B, распространяющихся на такую же продукцию или группы продукции, то требования настоящего стандарта имеют преимущественное значение.
Требованиями настоящего стандарта руководствуются изготовители, поставщики и импортеры многополотных поперечно-отрезных станков с механической подачей и ручной загрузкой и/или выгрузкой.
Стандарты серии EN 1870 состоят из следующих частей:
- Часть 3. Станки для торцевания сверху и комбинированные.
- Часть 4. Станки многополотные для продольной резки с ручной загрузкой и/или выгрузкой.
- Часть 5. Станки комбинированные для циркулярной обработки и торцевания снизу.
- Часть 6. Станки лесопильные и комбинированные лесопильные, станки настольные кругло-пильные с ручной загрузкой и/или выгрузкой.
- Часть 7. Однопильные станки для распиловки бревен с механической подачей стола и с ручной загрузкой/или выгрузкой.
- Часть 8. Станки обрезные и реечные с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой.
- Часть 9. Станки двусторонние усорезные с механической подачей и ручной загрузкой и/или выгрузкой.
- Часть 10. Станки автоматические и полуавтоматические отрезные однополотные с подачей пилы вверх.
- Часть 11. Станки автоматические и полуавтоматические горизонтальные поперечно-отрезные однополотные (станки радиально-отрезные).
- Часть 12. Станки поперечно-отрезные маятниковые.
- Часть 13. Станки горизонтальные для обрезки плит.
- Часть 14. Станки вертикальные для обрезки плит.
- Часть 15. Станки многополотные поперечно-отрезные с механической подачей и ручной загрузкой и/или выгрузкой.
- Часть 16. Станки двухсторонние усорезные для V-образного распила.
- Часть 17. Горизонтальные станки для поперечной резки с ручным управлением (станки радиально-отрезные с ручным управлением).
- Часть 18. Прирезные станки.
- Часть 19. Станки настольные круглопильные с или без подвижного стола и станки, используемые на строительных площадках.
Настоящий стандарт содержит информацию, которую изготовитель должен предоставить пользователю.
Общие требования к инструментам приведены в EN 847-1:2005+A1:2007.
1 Область применения
Настоящий стандарт устанавливает все существенные опасности, опасные ситуации и события, связанные с эксплуатацией многополотных поперечно-отрезных станков (минимум с двумя пильными устройствами) с механической подачей заготовки и ручной загрузкой и/или выгрузкой, оснащенных двигателем привода дисковой пилы для каждого пильного устройства (далее - станки), предназначенные для обработки цельной древесины, древесно-стружечных плит, древесно-волокнистых плит, фанеры, а также материалов, покрытых пластиковой кромкой и/или пластиком, и/или легкосплавным ламинатом при применении по назначению и в условиях, предусмотренных изготовителем, включая неправильное применение.
Настоящий стандарт рассматривает все существенные опасности, опасные ситуации и опасные события, перечисленные в разделе 4. В настоящем стандарте не рассматриваются опасности, относящиеся к механической загрузке и/или выгрузке заготовок, или опасности, возникающие в результате подсоединении станка к любому другому оборудованию.
Настоящий стандарт не распространяется на станки, спроектированные для резки сверху (см. 3.2.10).
Требования настоящего стандарта распространяются на все станки независимо от способа управления, например электромеханического и/или электронного и/или пневматического управления.
Настоящий стандарт распространяется на вновь проектируемые многолопастные поперечно-отрезные станки с механической подачей заготовки и ручной загрузкой и/или разгрузкой, технические задания на которые утверждены после введения в действие настоящего стандарта.
Примечание - Станки, на которые распространяется настоящий стандарт, указаны в директиве по машиностроению, приложение IV, подраздел 1.3.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных ссылок применяют последнее издание ссылочного стандарта (включая все его изменения).
EN 614-1:2006+A1:2009 Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин. Эргономические принципы проектирования. Часть 1. Термины, определения и общие принципы)
EN 614-2:2000+A1:2008 Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между компоновкой машин и рабочими заданиями)
EN 847-1:2005+A1:2007 Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades (Инструменты деревообрабатывающие. Требования безопасности. Часть 1. Инструменты для обработки фрезерованием и резанием, полотна дисковой пилы)
EN 894-1:1997+A1:2008 Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие принципы при взаимодействии оператора с индикаторами и органами управления)
EN 894-2:1997+A1:2008 Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 2: Displays (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Индикаторы)
EN 894-3:2000+A1:2008 Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 3: Control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления)
EN 1005-1:2001+A1:2008 Safety of machinery - Human physical performance - Part 1: Terms and definitions (Безопасность машин. Физические характеристики человека. Часть 1. Термины и определения)
EN 1005-2:2003+A1:2008 Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физические характеристики человека. Часть 2. Управление машинами вручную и составные части машин)
EN 1005-3:2002+A1:2008 Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические характеристики человека. Часть 3. Рекомендуемые значения физических усилий человека при работе с машинами)
EN 1005-4:2005+A1:2008 Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физические характеристики человека. Часть 4. Оценка рабочих положений и движений относительно машин)
EN 1037:1995+A1:2008 Safety of machinery - Prevention of unexpected start-up (Безопасность машин. Предотвращение неожиданного пуска)
EN 1088:1995+A2:2008 Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора)
EN 1837:1999+A1:2009 Safety of machinery - Integral lighting of machines (Безопасность машин. Встроенное освещение машин)
EN 12779:2004+A1:2009 Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performances and safety requirements (Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью)
EN 50370-1:2005 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Помехоэмиссия)
EN 50370-2:2003 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость)
EN 60204-1:2006 Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005, modified) (Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования)
EN 60439-1:1999 Low-voltage switchgear and controlgear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999) (Низковольтные комплектные устройства распределения и управления. Часть 1. Устройства, подвергаемые типовым испытаниям полностью и частично)
EN 60439-1:1999+А1:2004 Low-voltage switchgear and controlgear assemblies - Part 1: General rules (IEC 61439-1:2011) (Низковольтные комплектные устройства распределения и управления. Часть 1. Общие правила)
EN 60529:1991 Degrees of protection provided by enclosures (IP code) (IEC 60529:1989) Степени защиты, обеспечиваемые оболочками (код IP)
EN 60529:1991+A1:2000 Degrees of protection provided by enclosures (IP Code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками (код IP))
EN 60825-1:2007 Safety of laser products - Part 1: Equipment classification and requirements (IEC 60825-1:2007) (Безопасность лазерных изделий. Часть 1. Классификация оборудования и требования)
EN 61310-1:2008 Safety of machinery - Indication, marking and actuation - Part 1: Requirements for visual, acoustic and tactile signals (IEC 61310-1:2007) (Безопасность машин. Индикация, маркировка и включение. Часть 1. Требования к визуальным, звуковым и тактильным сигналам)
EN 61800-5-2:2007 Adjustable speed electrical power drive systems - Part 5-2: Safety requirements - Functional (IEC 61800-5-2:2007) (Системы силовых электрических приводов с регулируемой скоростью. Часть 5-2. Требования безопасности. Функциональная безопасность)
EN ISO 3743-1:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering methods for small movable sources in reverberant fields - Part 1: Comparison method for a hard-walled test room (ISO 3743-1:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 1. Метод сравнения для испытательной камеры с жесткими стенами)
EN ISO 3743-2:2009 Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2: Methods for special reverberation test rooms (ISO 3743-2:1994) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер)
EN ISO 3744:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы в условиях свободного звукового поля над отражающей поверхностью)
EN ISO 3745:2012 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Precision methods for anechoic rooms and hemi-anechoic rooms (ISO 3745:2012) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Прецизионные методы для заглушенных и полузаглушенных камер)
EN ISO 3746:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием охватывающей измерительной поверхности над звукоотражающей плоскостью)
EN ISO 4413:2010 Hydraulic fluid power - General rules and safety requirements for systems and their components (ISO 4413:2010) (Приводы гидравлические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4414:2010 Pneumatic fluid power - General rules and safety requirements for systems and their components (ISO 4414:2010) (Приводы пневматические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4871:2009 Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996) (Акустика. Декларация и верификация значений шумовых характеристик машин и оборудования)
EN ISO 9614-1:2009 Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (ISO 9614-1:1993) (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в дискретных точках)
EN ISO 11202:2010 Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections (ISO 11202:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением приближенной поправки на внешние воздействующие факторы)
EN ISO 11204:2010 Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying accurate environmental corrections (ISO 11204:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением точных поправок на внешние воздействующие факторы)
EN ISO 11688-1:2009, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (ISO/TR 11688-1:1995) (Акустика. Практические рекомендации для проектирования машин и оборудования с низким уровнем шума. Часть 1. Планирование)
EN ISO 12100:2010 Safety of machinery - General principles for design - Risk assessment and risk reduction (ISO 12100:2010) (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
EN ISO 13849-1:2008 Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006) (Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы конструирования)
EN ISO 13850:2008 Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006) (Безопасность машин. Аварийный останов. Принципы конструирования)
EN ISO 13857:2008 Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (Безопасность машин. Безопасные расстояния, предохраняющие верхние и нижние конечности от попадания в опасные зоны)
ISO 7960:1995 Airborne noise emitted by machine tools - Operating conditions for woodworking machines (Шум, распространяющийся по воздуху при работе станков. Условия эксплуатации деревообрабатывающих станков)
3 Термины и определения
3.1 Общие требования
В настоящем стандарте применены термины по EN ISO 12100:2010, а также следующие термины с соответствующими определениями:
3.2 Определения
3.2.1 многополотный поперечно-отрезной станок с механической подачей и ручной загрузкой и/или выгрузкой (multi-blade cross-cut sawing machines with integrated feed of the work-piece and manual loading and/or unloading): Станок с двумя (или более) шпинделями пил, расположенными ниже опоры заготовки. Каждое пильное устройство оборудовано двигателем привода шпинделя, а расстояние между пильными устройствами регулируется либо вручную, либо механизированным способом.
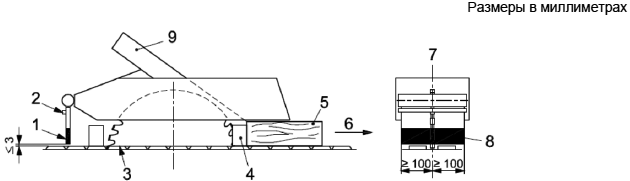
Примечание 1 - Положение дисковой(ых) пил(ы) во время распиливания неподвижно. Заготовка подается к дисковым пилам цепным механизмом подачи и прижимается во время распиливания верхним прижимным устройством, объединенным с верхним защитным ограждением пилы или установленным отдельно (см. рисунок 1).
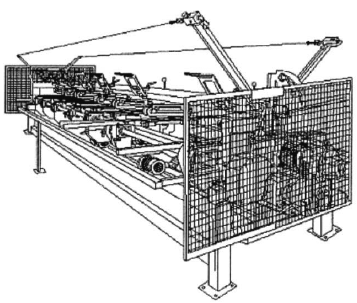 |
Рисунок 1 - Пример поперечно-отрезного многополотного станка с механической подачей и ручной загрузкой и/или выгрузкой (защитные ограждения на рисунке не показаны)
3.2.2 верхнее прижимное устройство (top pressure device): Устройство, расположенное над каждой дисковой пилой, которое прижимает заготовку к цепному механизму подачи, например при помощи лент или роликов.
3.2.3 пильное устройство (saw unit): Часть или части станка, вращающие шпиндель дисковой пилы с двигателем привода, верхнее прижимное устройство и цепной механизм подачи заготовки.
Примечание - Шпиндель дисковой пилы может быть неподвижным или отводиться вручную или механически в нерабочее положение.
3.2.4 механическая подача поперечно-отрезного многополотного станка (integrated feed of multi-blade cross-cut sawing machines): Встроенное в станок устройство подачи заготовки или дисковой пилы, которое удерживает и механически направляет пильное устройство с заготовкой и пилой во время распиливания.
3.2.5 стационарный станок (stationary machine): Станок, предназначенный для размещения и закрепления на полу или в других местах рабочего помещения и не предназначенный для перемещения во время его эксплуатации.
3.2.6 передвижной станок (displaceable machine): Станок, закрепленный на полу, неподвижный при эксплуатации и оснащенный устройством (обычно колесами), позволяющим перемещать его с одного места на другое.
3.2.7 режущая часть дисковой пилы (cutting area of the saw-blade): Область дисковой пилы, которой осуществляется распиливание (см. рисунок 2).
 |
1 - режущая часть дисковой пилы; 2 - нережущая часть дисковой пилы; 3 - направление вращения пилы; 4 - направление подачи; 5 - заготовка; 6 - вытяжное отверстие
Рисунок 2 - Режущая/нережущая части дисковой пилы
3.2.8 нережущая часть дисковой пилы (non-cutting area of the saw-blade): Область дисковой пилы, которая не осуществляет распиливание.
3.2.9 нерабочее положение пилы (non-cutting position of the saw spindle): Положение пильного устройства вместе с дисковой пилой за пределами максимальной ширины распиливания, для которой предназначен станок, или когда дисковая пила отведена в такое положение, чтобы дисковая пила максимального диаметра, для которой предназначен станок, не выступала над опорой заготовки.
3.2.10 попутное распиливание (climb cutting): Процесс, при котором вращение дисковой пилы и перемещение заготовки осуществляются в одном и том же направлении (см. рисунок 3).
 |
1 - направление вращения дисковой пилы; 2 - подача заготовки
Рисунок 3 - Попутное распиливание
3.2.11 выбрасывание (ejection): Непредусмотренное движение заготовки, его частей или частей станка во время обработки.
3.2.12 обратный удар (kickback): Особая форма выбрасывания, заключающаяся в непредусмотренном движении заготовки, ее частей или частей станка, во время обработки в направлении, противоположном подаче.
3.2.13 время разгона (run-up time): Время от приведения в действие устройства управления пуска станка до достижения шпинделем заданной частоты вращения.
3.2.14 время выбега (run-down time): Время от момента приведения в действие устройства управления останова станка до остановки шпинделя.
3.2.15 привод станка (machine actuator): Устройство, с помощью которого станок приводится в действие.
3.2.16 информация от поставщика (information from the supplier): Заявления, коммерческая литература, буклеты и другая документация, в котором изготовитель (продавец) указывает либо характеристики, например материала или продукции, либо подтверждает соответствие данного материала или продукции требованиям соответствующего стандарта.
3.2.17 характеристический уровень PL (performance level): Дискретный уровень, который используется для оценки способности элементов систем управления, связанных с безопасностью, обеспечивать безопасное функционирование оборудования в прогнозируемых условиях.
Также см. EN ISO 13849-1:2008 (пункт 3.1.23).
4 Перечень существенных опасностей
В настоящем разделе рассматриваются существенные опасности, опасные ситуации и события (см. EN ISO 12100:2010), которые идентифицированы оценкой риска как существенные для станков, указанных в области применения, и требуют определенных мер для устранения или минимизации риска.
Настоящий стандарт рассматривает существенные опасности путем определения требований безопасности и/или мер защиты, или включением ссылок на соответствующие стандарты.
Перечень опасностей, приведен в таблице 1.
Таблица 1 - Перечень существенных опасностей
Номер | Опасности, опасные ситуации и опасные события | EN ISO 12100:2010 | Соответствующий пункт настоящего стандарта |
1 | Механические опасности, касающиеся: - частей станка или заготовки | ||
a) формы | 6.2.2.1, 6.2.2.2, 6.3 | 5.3.2, 5.3.7 | |
b) взаимного расположения | 5.3.2, 5.3.3, 5.3.7, приложение A | ||
c) массы и устойчивости (потенциальной энергии элементов, которые могут перемещаться под действием силы тяжести) | 5.3.1, приложение B | ||
d) массы и скорости (кинетической энергии элементов при контролируемом и неконтролируемом движении) | 5.3.3, 5.3.5, 5.3.7, 6.2 | ||
e) механической прочности | 5.3.2, 5.3.3, приложение B | ||
- накопленной энергии внутри станка: | |||
f) упругости элементов g) жидкости и газов под давлением | 6.2.10, 6.3.5.4 | 5.3.4 5.4.7, 5.4.8 | |
1.1 | Опасность раздавливания | 5.3.3, 5.3.7 | |
1.2 | Опасность пореза | 5.3.3, 5.3.7 | |
1.3 | Опасность разрезания или разрыва | 5.3.3, 5.3.4, 5.3.7 | |
1.4 | Опасность наматывания | 5.3.7 | |
1.5 | Опасности затягивания или захвата | 5.3.7 | |
1.6 | Опасность удара | 5.3.5, 6.2, перечисление а) | |
1.8 | Опасность трения и истирания | 5.3.4 | |
2 | Электрические опасности: | ||
2.1 | Контакт персонала с токоведущими частями (прямой контакт) | 6.2.9, 6.3.5.4 | 5.4.4, 5.4.13 |
2.2 | Соприкосновение персонала с частями, которые попали под напряжение в результате неисправности (косвенный контакт) | 6.2.9 | 5.4.4, 5.4.13 |
2.3 | Касание токоведущих частей под высоким напряжением | 6.2.9, 6.3.5.4 | 5.4.4, 6.4 |
2.4 | Электростатического воздействия | 6.2.9 | 5.4.11 |
4 | Опасности шума, приводящие: | ||
4.1 | К потере слуха (глухота), другим физиологическим нарушениям (потере равновесия, потере сознания) | 6.2.2.2, 6.3 | 5.4.2 |
4.2 | К нарушению речевой коммуникации, ухудшению восприятия звуковых сигналов | 5.4.2 | |
6 | Опасности, обусловленные излучением | ||
6.5 | Лазерное устройство | 6.3.4.5 | 5.4.10 |
7 | Опасности, возникающие от воздействия материалов и веществ (и их составляющих элементов), обрабатываемых или используемых оборудованием: | ||
7.1 | Опасности контактирования или вдыхания ядовитых жидкостей и пыли | 6.2.3, 6.2.4 | 5.4.3 |
7.2 | Пожар | 6.2.4 | 5.4.1, 5.4.3 |
8 | Опасности, возникающие из-за несоблюдения эргономических принципов при конструировании станка и касающиеся: | ||
8.1 | Неправильной осанки или повышенного физического напряжения | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | 5.2.2, 5.4.5 |
8.2 | Анатомии "кисть-рука" или "ступня-нога" | 6.2.8.3 | 5.2.2, 5.4.5 |
8.4 | Местного освещения | 6.2.8.6 | 5.4.6, 6.4 |
8.6 | Человеческого фактора | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | 5.2.4, 5.2.7, 5.3.3, 6.4 |
8.7 | Конструкции, расположения или идентификации элементов ручного управления | 6.2.8.7, перечисление f), 6.2.11.8 | 5.2.2, 5.2.5, 5.3.7.3, 5.4.5 |
8.8 | Конструкции, расположения средств визуального наблюдения | 6.2.8, 6.4.2 | 5.4.5 |
9 | Комбинация опасностей | 6.3.2.1 | 5.2.7, 5.4.3 |
10 | Непреднамеренный пуск, неожиданное повышение скорости (или любой подобный сбой) от: | ||
10.1 | Отказа/сбоя в работе системы управления | 6.2.11, 6.3.5.4 | 5.2.1, 5.2.3, 5.4.14 |
10.2 | Восстановление подачи энергоснабжения после прерывания | 6.2.11.4 | 5.2.8, 5.4.14 |
10.3 | Внешних воздействий на электрооборудование | 6.2.11.11 | 5.4.9 |
10.6 | Ошибок оператора (несоответствие между оборудованием и возможностями персонала, см. 8.6) | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | 5.2.4, 5.2.7, 5.3.3, 6.3, 6.4 |
11 | Невозможность останова станка в оптимальных условия | 6.2.11.1, 6.2.11.3, 6.3.5.2 | 5.2.4, 5.2.5, 5.2.8, 5.4.13, 6.4, перечисление i) |
13 | Отказ системы энергоснабжения | 6.2.11.1, 6.2.11.4 | 5.2.8 |
14 | Отказ систем управления | 6.2.11, 6.3.5.4 | 5.2.1 |
15 | Ошибки установки | 6.2.7, 6.4.5 | 6.4 |
16 | Поломки во время работы | 6.2.3 | 5.2.6, 5.3.2, 5.3.3, 6.4 |
17 | Падение или выброс предметов или жидкостей | 6.2.3, 6.2.10 | 5.2.6, 5.3.2, 5.3.5, 5.3.6, 5.4.7, 5.4.8, 6.2 |
18 | Потери устойчивости/опрокидывание станка | 6.3.2.6 | 5.3.1 |
5 Требования безопасности и/или защитные меры
5.1 Общие требования
Станок должен соответствовать требованиям безопасности и/или защитным мерам, указанным в данном разделе.
Станок рекомендуется проектировать в соответствии с EN ISO 12100:2010 для несущественных опасностей, которые не рассматриваются в настоящем стандарте (например, острые кромки рамы станка).
Требования, направленные на снижение риска, обусловленные конструкцией, установлены в EN ISO 12100:2010 (подраздел 6.2) и для защитных мер - EN ISO 12100:2010 (подраздел 6.3).
5.2 Органы управления
5.2.1 Безопасность и надежность органов управления
5.2.2.1 Общие требования
В настоящем стандарте система безопасного управления представляет собой систему от исходного устройства (например, кнопка, приводной механизм или датчик положения) до элемента управления приводного механизма конечного привода станка (например, двигателя или тормоза). Элементы системы управления, связанные с безопасностью, включают устройства, взаимосвязанные со следующими функциями и должны соответствовать требованиям определенного характеристического уровня качества работы (далее - PL) в соответствии с требованиями EN ISO 13849-1:2008.
К таким устройствам относятся:
- устройство пуска и повторного пуска вращения дисковой(ых) пил(ы), перемещения пильного(ых) устройств(а), устройства подачи заготовки: PL=c (см. 5.2.3, 5.2.6);
- устройство нормального останова: PL=c (см. 5.2.4);
- устройство аварийного останова: PL=c (см. 5.2.5);
- устройство блокировки: PL=c (см. 5.3.7);
- устройство блокировки между двигателем цепного механизма с положением шпинделей пил: PL=c (5.2.7);
- защитное ограждение с блокировкой и фиксацией: PL=c (см. 5.3.7);
- устройство предотвращения непреднамеренного пуска в результате отказа системы энергоснабжения: PL=c (5.2.8);
- устройство управления с автоматическим возвратом в исходное положение: PL=c (см. 5.3.7.3);
- устройство дублирования органов управления (при наличии): PL=c (см. 5.2.7);
- устройство пуска системы торможения: PL=c (см. 5.3.4).
Контроль. Проверка соответствующих чертежей и/или схем и осмотр станка.
Примечание - Для подтверждения характеристик устройств могут быть использованы документы от изготовителя.
5.2.2.2 Использование защитных устройств
Защитные устройства должны соответствовать требованиям соответствующих стандартов. На защитные устройства, указанные ниже, распространяются следующие требования:
a) магнитные/бесконтактные выключатели должны соответствовать требованиям EN 1088:1995+А2:2008 (подраздел 6.2) и соответствующая система управления должна соответствовать PL=c по EN ISO 13849-1:2008;
b) реле времени должно быть безотказным, например емкостного типа и соответствовать PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
Примечание - Для подтверждения характеристик устройств могут быть использованы документы от изготовителя.
5.2.2 Расположение органов управления
Ручные органы управление устройствами пуска/останова двигателей шпинделей пилы, аварийного останова, механической подачи и устройства управления с автоматическим возвратом в исходное положение должны быть расположены на высоте 600-1700 мм от уровня пола.
Примечание - Электрические элементы управления см. в EN 60204-1:2006 (пункт 10.1.1).
Если органы управления расположены на отдельном передвижном пульте управления, они должны быть соединены со станком кабелем и их положение относительно станка должно быть описано в руководстве по эксплуатации (см. 6.4).
Расположение дополнительного устройства аварийного останова см. в 5.2.5, а положение устройств с автоматическим возвратом в исходное положение - см. в 5.3.7.3.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.3 Пуск
Применяют требования EN 12100:2010 (пункт 6.2.11) и EN 60204-1:2006 (подпункт 9.2.5.2) со следующими дополнениями:
Перед пуском или повторным пуском станка все защитные устройства должны быть на месте и работоспособны. Это обеспечивается установкой блокировочных устройств в соответствии 5.3.7. Пуск и повторный пуск должны быть возможными только при включении устройством управления пуска, предназначенного для этих целей.
Пуск двигателя привода шпинделя пилы, автоматическое перемещение пильных устройств шпинделей пилы (при наличии) должны осуществляться только ручными устройствами управления.
Пуск двигателя цепного механизма подачи рассматривается в 5.2.6.
Для пуска двигателя привода цепного механизма подачи необходимо предусмотреть ручное устройство управления или ножную педаль. Если для включения цепного механизма подачи используется ножная педаль, она должна соответствовать следующим требованиям:
a) быть с автоматическим возвратом в исходное положение;
b) быть защищена от непреднамеренного пуска;
c) усилие для нажатия на ножную педаль должно быть не более 350 Н;
d) элементы системы управления, связанные с безопасностью, должны соответствовать PL=c по EN ISO 13849-1:2008.
Должен быть предусмотрен сигнал, извещающий о подаче энергоснабжения к двигателю шпинделя пилы и к двигателю механической подачи. Средствами подачи сигнала должны быть, например, близко расположенный к органу управления пуском световой сигнал, или связанная с пуском кнопка, или двухпозиционный переключатель.
Описание станков с электрическим пуском см. в EN 60204-1:2006 (подпункт 9.2.5.2).
Элементы системы управления, связанные с безопасностью (см. 5.2.1) для функции пуска и повторного пуска, должны соответствовать уровню PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.4 Нормальный останов
Станок должен быть оборудован системой управления остановом, которая отключает подачу энергоснабжения ко всем приводам станка, если не используется система безопасного выключение крутящего момента STO (далее - STO) по EN ISO 61800-5-2:2007. Включение функции нормального останова должно привести к пуску тормоза (при наличии).
Порядок нормального останова системы силового привода, связанной с безопасностью [PDS (SR)] "STO", указана в EN 61800-5-2:2007 (подпункт 4.2.2.2), а "безопасный останов 1 (SS1)" - в EN 61800-5-2:2007 (подпункт 4.2.2.3).
Если станок оснащен системой торможения с пружинным устройством, должна применяться система управления остановом категории 0 и должна поддерживать электромеханические механизмы по EN 60204-1:2006 (пункт 9.2.2).
Если станок оснащен любым другим тормозом, например электрическим, должна применяться система управления остановом категории 1 по EN 60204-1:2006 (пункт 9.2.2); при этом должна соблюдаться следующая последовательность останова:
a) прекращение подачи электроэнергии на двигатели привода шпинделя пилы, приводы шпинделя вертикального позиционирования (при наличии), на двигатели шпинделя устройства позиционирования (при наличии) и привод тормозов;
b) прекращение подачи энергоснабжения на тормоз после полного завершения процесса торможения.
Последовательность отключения должна быть реализована на уровне систем управления. Если используется реле времени, то временная задержка должна соответствовать требованиям 5.2.1.2, перечисление b), и должна быть не менее максимального времени выбега. Значение временной задержки должно быть установлено на постоянную величину, либо устройство его регулирования должно быть опломбировано.
Должна быть предусмотрена возможность для останова каждого двигателя привода шпинделя пилы отдельно, когда шпиндель пилы находится в нерабочем положении.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1) для функции нормального останова, должны соответствовать PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.5 Аварийный останов
Применяют требования EN ISO 13850:2008 со следующими дополнениями.
Станки должны быть оборудованы устройствами управления аварийным остановом, при срабатывании которых все приводы станка должны отключаться. Устройство управления аварийным остановом должно быть оснащено функцией самоблокировки.
На станках с электрическим приводом система управления аварийным остановом должна соответствовать требованиям EN 60204-1:2006 (подпункты 9.2.5.4 и подраздел 10.7). При этом EN 60204-1:2006 (пункт 10.7.4) не применяют.
При пуске система аварийного останова должна отключить подачу энергоснабжения ко всем приводам станка, если не используется STO, и должна включать тормоз (при наличии).
Порядок аварийного останова системы силового привода, связанной с безопасностью [PDS (SR)] "STO", указана в EN 6180-5-2:2007 (подпункт 4.2.2.2), а "безопасный останов 1 (SS1)" - в EN 6180-5-2:2007 (пункт 4.2.2.3).
Устройства управления аварийным остановом должны быть расположены на главном пульте управления вблизи мест загрузки и выгрузки станка на высоте 600-1800 мм и не более чем 800 мм с тыльной стороны защитного/задерживающего устройства по 5.3.7.1.2.
Устройства управления аварийным остановом должны состоять из:
a) кнопок аварийного останова, расположенных так, чтобы одна из кнопок постоянно находилась в пределах досягаемости от мест загрузки и выгрузки;
b) проводного соединения или выключателя со штанговым приводом, расположенных по всей длине станка, применяемых при пуске аварийного останова.
Если станок оснащен механическим тормозом, приводимым в действие пружиной, должна применяться система управления остановом категории 0 и должна поддерживаться электромеханическими механизмами в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2).
Если станок оснащен любым другим типом тормоза, например электрическим, должна применяться система управления остановом категории 1 по EN 60204-1:1997 (пункт 9.2.2) и должна соблюдаться следующая последовательность останова:
1) отключение подачи энергии на двигатель механизма подачи, на двигатели привода шпинделя пилы, приводы шпинделя вертикального позиционирования (при наличии), на двигатели шпинделя позиционирования пильного устройства (при наличии) и привод тормозов;
2) выключение тормозов после полного завершения процесса торможения.
Последовательность отключения должна быть реализована на уровне систем управления. Если используется реле времени, то временная задержка должна соответствовать требованиям 5.2.1.2, перечисление b), и должна быть не менее максимального времени выбега. Значение временной задержки должно быть установлено на постоянную величину, либо устройство ее регулирования должно быть опломбировано.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции аварийного останова должны соответствовать PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка
5.2.6 Механическая подача
Должна быть исключена возможность пуска двигателя цепного механизма подачи пока не будут приведены в действие двигатели всех шпинделей, которые находятся в исходном положении процесса распиливания.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции блокирования должны соответствовать PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схемы, осмотр и соответствующее функциональное тестирование станка.
5.2.7 Дублирование
Если станок оборудован двумя отдельными устройствами управления для пуска двигателей привода шпинделя пилы, и/или двигателя цепного механизма, и/или двигателей позиционирования пильного устройства, схема управления должна быть такой, чтобы включалось только одно устройство пуска.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции блокирования должны соответствовать PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схемы, осмотр и соответствующее функциональное тестирование станка.
5.2.8 Нарушение энергоснабжения
В станках с электрическим приводом в случае прерывания энергоснабжения должен быть исключен автоматический пуск станка после восстановления энергоснабжения в соответствии с ЕN 60204-1:2006 (подраздел 7.5, абзацы 1-3).
Если станок оснащен пневматическими приводами, необходимо предусмотреть устройство, работающее под давлением и останавливающее станок, если пневматическое давление менее 80% от установленного номинального давления. Элементы системы управления, связанные с безопасностью, для функции обнаружения падения давления, должны соответствовать PL=c по EN ISO 13849-1:2008.
Возобновление подачи энергии не должно приводить к повторному пуску любого привода станка (см. EN 1037:1995+A1:2008).
Элементы системы управления, связанные с безопасностью, для предотвращения повторного пуска должны соответствовать PL=c по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.3 Защита от механических опасностей
5.3.1 Устойчивость
Стационарные станки должны иметь возможность для их крепления к устойчивым конструкциям, например к полу. Средствами крепления являются, например, крепежные отверстия в станине станка или необходимый невыпадающий крепеж (см. 6.4, перечисление e)).
Передвижные станки, оборудованные колесами, должны иметь приспособления для обеспечения устойчивости во время работы (см. 6.4, перечисление f)). Такими приспособлениями могут быть, например:
a) тормоза для колес;
b) комбинация колес и стабилизаторов;
c) устройство для отвода колес от пола.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.2 Риск поломки во время работы
Защитные ограждения для дисковой пилы должны быть изготовлены из следующих материалов:
b) легкого сплава с характеристиками в соответствии с таблицей 2;
Таблица 2 - Параметры защитных устройств дисковой пилы, изготовленных из сплава легких металлов
Предел прочности при растяжении, Н/мм | Минимальная толщина, мм |
180 | 5 |
240 | 4 |
300 | 3 |
c) поликарбоната с минимальной толщиной стенок 5 мм или других пластических материалов, прошедших испытания в соответствии с приложением E;
Контроль. Проверка соответствующих чертежей, измерения (для пластических материалов, характеристики которых отличаются от характеристик для поликарбоната, указанных в перечислении с)), и осмотр станка.
Примечание - Для подтверждения предела прочности материала при растяжении могут быть использованы документы изготовителей.
5.3.3 Конструкция держателя инструмента и инструмент
5.3.3.1 Общие требования
Если станок оборудован дисковыми пилами, они должны соответствовать требованиям EN 847-1:2005+A1:2007. См. также 6.4, перечисление i).
5.3.3.2 Конструкция шпинделя пилы
Контроль. Проверка соответствующих чертежей и измерение.
Примечание - Для подтверждения предела прочности материала при растяжении могут быть использованы документы изготовителей.
5.3.3.3 Крепление дисковой пилы
Необходимо исключить возможность установки дисковой пилы, диаметр которой больше чем наибольший диаметр пилы, для которой предназначен станок.
Если дисковая пила имеет два фланца, то оба наружных диаметра должны быть в пределах допуска ±1 мм. Зажимная поверхность на внешней стороне фланца должна быть не менее 5 мм в ширину, с поднутрением к центру.
Для исключения ослабления дисковой пилы во время пуска, вращения или торможения следует предусмотреть принудительное соединение шпинделя пилы с дисковой пилой EN ISO 12100:2010 (пункт 6.2.5) или переднего фланца со шпинделем пилы.
Контроль. Проверка соответствующих чертежей, измерения, осмотр и соответствующее функциональное тестирование станка
Примечание - Для подтверждения предела прочности материала при растяжении могут быть использованы документы изготовителей.
 |
Рисунок 4 - Фланец пилы (зажимная поверхность)
5.3.3.4 Блокировка шпинделя
Стопорные штифты должны предотвращать вращение шпинделей при непреднамеренном пуске двигателя привода шпинделя.
Контроль. Проверка соответствующих чертежей, осмотр, измерения и соответствующее функциональное тестирование станка. Испытания станков, оборудованных стопорными штифтами: после включения двигателя шпиндель со вставленным стопорным штифтом должен оставаться неподвижным.
Примечание - Для подтверждения предела прочности материала при растяжении могут быть использованы документы изготовителей.
5.3.3.5 Позиционирование шпинделя пилы/пильного устройства
Необходимо предусмотреть возможность перемещения шпинделей пил/пильных устройств, не используемых по назначению, в нерабочее положение дисковой пилы (определение см. в 3.2.9).
Если возможно механизированное регулирование положения пильного устройства, оно остается зафиксированным в установленном положении, например при помощи самоблокирующегося привода.
Необходимо обеспечить поперечное механизированное регулирование пильных устройств, только если:
a) между дисковыми пилами отсутствует заготовка;
b) на шпинделях пил отключено энергоснабжение.
Элементы системы управления, связанные с безопасностью, для регулирования пильных устройств должны быть спроектированы в соответствии PL=c по EN ISO 13849-1:2008.
Описание защитных ограждений механизированного регулирования шпинделя пилы и/или пильных устройств приведено в 5.3.7.3.
Контроль. Проверка соответствующих чертежей, осмотр, измерения и соответствующее функциональное тестирование станка.
5.3.4 Система торможения
Для шпинделя дисковой пилы должен быть предусмотрен автоматический тормоз, если время выбега без торможения более 10 с.
Время выбега с торможением должно быть менее 10 с.
Тормозной момент не должен передаваться на дисковую пилу или на фланец(ы) пил(ы).
При отключении энергоснабжения станка с электрическими тормозами время выбега может быть больше.
Для функции торможения должен быть достигнут уровень не менее PL=c.
Если используется механический тормоз, приводимый в действие пружиной, или тормоз другого типа без электронных составляющих по EN 60204-1:2006 (пункт 9.3.4) не применяется (см. 6.4, перечисление w), должны быть указаны минимальный срок фрикционного покрытия и метод его замены (см. 6.4, перечисление t).
При использовании электрической системы торможения не допускается использовать противотоковое торможение.
За исключением случаев, когда используется электрический тормоз с системой электронного управления, элементы системы управления должны соответствовать характеристическому уровню как минимум PL=b по EN ISO 13849-1:2008 и категории 2 по EN ISO 13849-1:2008, за исключением того, что испытательное оборудование, приведенное в EN ISO 13849-1:2008 (пункт 4.5.4), неприменимо. Элементы системы управления, связанные с безопасностью, для функции торможения должны подвергаться периодическим испытаниям, например контроль времени выбега с торможением. Сигнал обратной связи должен поступать либо с датчика положения, установленного на шпинделе двигателя, либо с датчика измерения остаточного тока в проводах, питающих двигатель.
Испытание должно проводиться:
a) независимо от основной системы управления торможением или с установкой таймера времени внутри системы управления;
b) независимо от намерений оператора;
c) при каждом останове шпинделя.
Если результаты испытаний окажутся отрицательными в результате трех последовательных испытаний, станок к эксплуатации не допускается. В протоколе испытаний указывается отрицательный результат.
Расчет величины диагностического покрытия DC приведен в EN 13849-1:2008 (приложение E).
Как исключение может применяться простой электронный тормоз (с применением таких простых устройств, как выпрямители, транзисторы, симисторы, диоды, резисторы или тиристоры) с характеристическим уровнем PL=b и категории 1 по EN ISO 13849-1:2008, если среднее время наработки на опасный отказ (MTTFd) в соответствии с требованиями EN ISO 13849-1:2008 (таблица 5) достигает уровня "высокий " (не менее 30 лет).
Примечание - Сложные электронные компоненты, такие как микропроцессоры или программируемые логические контроллеры (ПЛК), не могут рассматриваться или проходить испытания в соответствии EN ISO 13849-1:2008 и поэтому не выполняются требования категории 1.
Для вычисления вероятности опасного отказа (PFH) простой детали электронного тормоза, без обнаружения неисправностей (без DC) и без возможности тестирования (категория 1) может использоваться процедура, приведенная в EN ISO 13849-1:2008 (приложение 1).
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка. Для определения времени выбега без торможения и времени выбега с торможением проводят соответствующие испытания, приведенные в приложении D.
5.3.5 Устройства, снижающие вероятность или предотвращающие выбрасывание
5.3.5.1 Выбрасывание обрезков
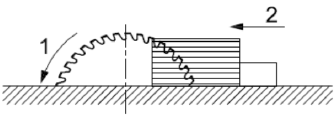
Для предотвращения выбрасывания обрезков в передней части каждой дисковой пилы должны быть предусмотрены отражатели (см. рисунок 5).
Отражатели должны продлеваться вниз не более чем на 3 мм от уровня опоры заготовки и должны выступать не менее чем на 100 мм с каждой стороны от линии резания. Движение в направлении выбрасывания должно быть ограничено при помощи ограничивающего упора (см. рисунок 5). Нижний край отражателей должен быть изготовлен из эластичных материалов.
 |
1 - отражатель; 2 - ограничивающий упор; 3 - опора заготовки (цепной механизм подачи); 4 - подающий упор; 5 - заготовка; 6 - направление подачи; 7 - линия резания; 8 - эластичный материал; 9 - выходное отверстие для опилок и пыли
Рисунок 5 - Размеры отражателя
Должна быть исключена возможность контакта между отражателем и дисковой пилой.
Контроль. Проверка соответствующих чертежей, измерение, осмотр и соответствующее функциональное тестирование станка.
5.3.5.2 Устройства защиты от обратного удара
На станках, оснащенных цепными механизмами подачи без упоров, заготовка должна удерживаться во время прохождения через зону резания с помощью верхнего прижимного устройства в каждом пильном устройстве, состоящего например, из лент или роликов, предотвращающих обратный удар заготовки. Давление должно быть установлено до начала процесса распиливания.
Верхнее прижимное устройство может быть объединено с верхним защитным ограждением.
Для станков, оборудованных цепным механизмом подачи с подающими упорами:
a) верхнее защитное ограждение должно работать как противоподъемное устройство, регулироваться при опускании опоры для заготовки, блокироваться в определенном положении и располагаться не ближе 100 мм с каждой стороны линии резания;
b) должно быть предусмотрено отдельное противоподъемное устройство или верхнее прижимное устройство, которые должны регулироваться при опускании опоры для заготовки, блокироваться в определенном положении и располагаться не ближе 100 мм с каждой стороны линии резания.
См. также 6.2.
5.3.6 Опоры и направляющие заготовки
В станках с ручной выгрузкой должно быть предусмотрено удлинение опоры заготовки к месту выгрузки станка (см. рисунок 6). Опора должна быть продлена до защитного/задерживающего устройства с тыльной стороны станка (см. также 5.3.7.1.2).
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
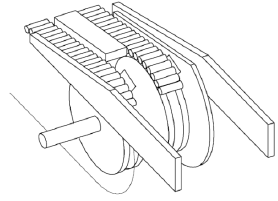 |
Рисунок 6 - Пример удлинения опоры заготовки к месту выгрузки
5.3.7 Предотвращение доступа к подвижным частям станка
5.3.7.1 Защита дисковых пил
5.3.7.1.1 Защита нережущей части дисковой пилы
Доступ к нережущей части дисковых пил ниже опоры для заготовки (цепного механизма подачи) должен быть предотвращен неподвижными защитными ограждениями, например частями станины. При этом необходимо предотвратить доступ к вращающейся дисковой пиле через выходное отверстие для опилок (см. 5.4.3).
Если пользователю необходимо снять неподвижное защитное ограждение (например, для технического обслуживания или очистки), его крепежные элементы должны оставаться на защитном ограждении или на станке после демонтажа защитного ограждения (например, с помощью невыпадающего крепежа, см. 6.4, перечисление z)).
Если для замены дисковой пилы предусмотрено подвижное защитное ограждение, оно должно быть с блокировкой и фиксацией привода шпинделя пилы и с ручным механизмом временной задержки в соответствии с требованиями EN 1088:1995+A1:2008 (приложение N).
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функций блокировки должны соответствовать PL=c по EN ISO 13849-1:2008.
Доступ к нережущей части дисковой пилы выше опоры для заготовки (цепного механизма подачи) должен быть предотвращен регулируемым защитным ограждением (верхним защитным ограждением), которое должно быть предназначено:
a) закрывать дисковую пилу максимального диаметра, для которой предназначен станок, в самом верхнем положении при распиливании;
b) для станков, оборудованных цепными механизмами подачи с подающими упорами, обеспечивать максимальный зазор 5 мм между нижним краем защитного ограждения и наивысшим упором, для которого предназначен станок. Подающие упоры должны иметь закругленные края радиусом до 2 мм;
c) для станков, оборудованных цепными механизмами подачи без подающих упоров, обеспечивать максимальный зазор 5 мм между нижним краем защитного ограждения и поверхностью цепного механизма подачи;
d) иметь максимальную ширину 200 мм.
Выходное отверстие для отвода опилок в верхнем защитном ограждении должно иметь конструкцию в соответствиями с безопасными расстояниями по EN ISO 13857:2008 (таблица 4).
Верхнее защитное ограждение может быть объединено с устройством, предотвращающим обратный удар (верхнее прижимное устройство), указанным в 5.3.5.2.
См. также защитные/задерживающие устройства, приведенные в 5.3.7.1.2.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр, измерение и соответствующее функциональное тестирование станка.
5.3.7.1.2 Защита режущей части дисковой пилы
Доступ к режущей части дисковой пилы должен быть сведен к минимуму за счет комбинированного использования неподвижных защитных ограждений с обеих сторон станка и защитных/задерживающих устройств, вблизи мест загрузки и выгрузки (см. рисунок 7).
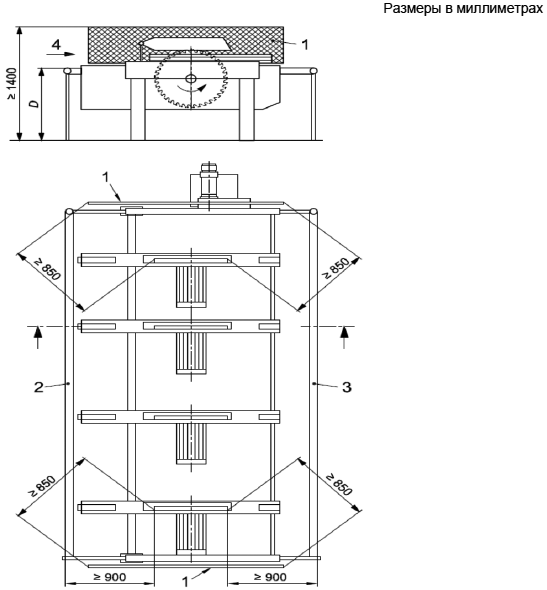 |
1 - неподвижное защитное ограждение; 2 - защитное/задерживающее устройство для загрузки; 3 - защитное/задерживающее устройство для выгрузки; 4 - направление подачи; D - высота защитного/задерживающего устройства
Рисунок 7 - Защита режущей части дисковой пилы
Если пользователю необходимо снять неподвижное защитное ограждение (например, для технического обслуживания или очистки), его крепежные элементы должны оставаться на защитном ограждении или на станке после демонтажа защитного ограждения (например, с помощью невыпадающего крепежа, см. 6.4, перечисление z)).
Неподвижные защитные ограждения с обеих сторон станка должны иметь высоту не менее 1400 мм от уровня пола, а их вертикальные края должны находиться на расстоянии не менее 850 мм соответственно от передних и задних зубьев дисковой пилы максимального диаметра, для которой предназначен станок, когда она установлена на максимальную высоту распила (см. рисунок 7).
Защитные/задерживающие устройства должны:
a) располагаться на высоте D между высотой 800 мм от уровня пола и высотой опоры для заготовки, на расстоянии не менее 900 мм передних и задних зубьев максимального диаметра дисковой пилы, для которой предназначен станок, когда она установлена на максимальную высоту распила (см. рисунок 7, а также 5.4.5);
b) иметь жесткую конструкцию (например, прутки диаметром не менее 50 мм) и соответствовать испытаниям, приведенным в приложении В;
c) быть подвижными или иметь подвижные части. Все подвижные части должны блокироваться с двигателями привода шпинделя пилы и двигателями привода подачи.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функций блокирования должны соответствовать PL=c по EN ISO13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр, измерение и соответствующее функциональное тестирование станка.
5.3.7.2 Защита цепных механизмов подачи
Доступ к частям цепных механизмов подачи, необходимых для подачи заготовки, должен быть предотвращен неподвижными защитными ограждениями.
Если пользователю необходимо снять неподвижное защитное ограждение (например, для технического обслуживания или очистки), его крепежные элементы должны оставаться на защитном ограждении или на станке после демонтажа защитного ограждения (например, с помощью невыпадающего крепежа, см. 6.4, перечисление z)).
Доступ к частям цепных механизмов подачи, необходимых для подачи заготовки, должен быть минимизирован защитными/задерживающими устройствами, приведенными в 5.3.7.1.2.
Доступ к любому месту захвата между поднимающимися и опускающимися подающими упорами цепного механизма и любыми неподвижными частями станка должен быть предотвращен посредством:
a) ровных внутренних поверхностей прилегающих неподвижных частей с максимальным расстоянием 8 мм между ними и наружной поверхностью упора;
b) неподвижных защитных ограждений (примеры см. на рисунках 6 и 8).
Доступ к любой части цепных механизмов, необходимых для ручной выгрузки заготовки, должен быть минимизирован защитными/задерживающими устройствами, приведенными в 5.3.7.1.2, и удлинения опоры для заготовки, приведенной в 5.3.6.
Пространство для движения упоров вниз должно оставаться открытым для предотвращения затягивания.
Опасность защемления между закрывающимися щитками цепных механизмов подачи должна быть минимизирована соответствующей конструкцией цепного механизма подачи (см. рисунок 9) или применением неподвижных защитных ограждений (см. рисунок 8).
Контроль. Проверка соответствующих чертежей, измерение, осмотр и соответствующее функциональное тестирование станка.
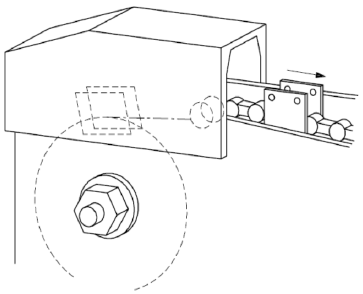 |
Рисунок 8 - Пример безопасной защиты поднимающихся упоров при использовании неподвижных защитных ограждений
 |
Рисунок 9 - Деталь конструкции цепного механизма подачи
5.3.7.3 Защита механических перемещений пильного устройства и шпинделя пилы
Если боковое перемещение пильных устройств является механизированным, опасность защемления оператора между сближающимися пильными устройствами должна быть предотвращена посредством:
a) установки на станке ограничительного устройства, которое предотвращает сближение пильных устройств более чем на 500 мм, кроме устройства управления с автоматическим возвратом в исходное положение, которое управляется одной рукой и находится вне зоны, определяемой положением защитных/задерживающих устройств, приведенных в 5.3.7.1.2, а также положением оператора, который должен постоянно видеть всю длину станка;
b) оборудования устройства управления с автоматическим возвратом в исходное положение, которое приводится в действие одной рукой и должно быть единственным средством управления поперечного перемещения пильных устройств во всем диапазоне их поперечного перемещения. Эти устройства должны быть расположены вне зоны, определяемой положением защитных/задерживающих устройств, приведенных в 5.3.7.1.2, а также положением оператора, который должен постоянно видеть всю длину станка.
Если существует возможность автоматического вертикального регулирования положения шпинделя, то во время этого процесса опасность защемления/пореза должна быть минимизирована, посредством:
1) ограничения частоты вращения не более 10 мм/с. Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции ограничения частоты вращения должны соответствовать PL=c по EN ISO 13849-1:2008;
2) использования для регулирования перемещения устройства управления с автоматическим возвратом в исходное положение, которое должно быть расположено вне зоны, определяемой положением защитных/задерживающих устройств, приведенных в 5.3.7.1.2, а также положением оператора, который должен постоянно видеть всю длину станка.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции устройства управления с автоматическим возвратом в исходное положение должны соответствовать PL=c по EN ISO 13849-1:2008.
Категории автоматического возврата в исходное положение приведены в 5.2.1.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр, измерение и соответствующее функциональное тестирование станка.
5.3.7.4 Защита приводов
Доступ к приводным механизмам для дисковых пил, механической подачи и т.д., кроме приводного вала поперечного перемещения, должен быть предотвращен неподвижным защитным ограждением или подвижным защитным ограждением с блокировкой приводного двигателя.
Если пользователю необходимо снять неподвижное защитное ограждение (например, для технического обслуживания или очистки), его крепежные элементы должны оставаться на защитном ограждении или на станке после демонтажа защитного ограждения (например, с помощью невыпадающего крепежа, см. 6.4,перечисление z)).
Если установлены подвижные защитные ограждения с блокировкой и если существует возможность доступа к зубьям пилы или другим опасным частям при открытых ограждениях, а время выбега дисковой пилы более 10 с, данные ограждения должны быть с блокировкой и фиксацией и механизмом временной задержки в соответствии с EN 1088:1995+A2:2008 (приложение N).
Приводной вал поперечного перемещения должен находиться в зоне, ограниченной положением защитного/задерживающего устройства в местах загрузки и выгрузки станка, указанного в 5.3.7.1.2, и недоступной оператору.
Блокировочные устройства с фиксацией закрывания и без нее должны соответствовать EN 1088:1995+A2:2008. Защитные ограждения должны быть оборудованы защитным устройством с блокировкой и фиксацией закрывания с ручным механизмом временной задержки по EN 1088:1995+A2:2008 (приложение N).
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции блокирования и блокирования с фиксацией должны соответствовать PL=c по EN ISO13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схемы, осмотр и соответствующее функциональное тестирование станка.
5.4 Меры защиты от воздействия опасностей другого характера
5.4.1 Пожар
Для минимизации уровня пожароопасности необходимо соблюдать требования 5.4.3 и 5.4.4. Риск пожара отсутствует, если электрические силовые цепи оборудованы защитой от повышенного тока в соответствии с требованиями EN 60204-1:2006 (подпункт 7.2.2).
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.2 Шум
5.4.2.1 Снижение шума при конструировании станка
При проектировании станков должны быть выполнены требования EN ISO 11688-1:2009 и приняты соответствующие меры по снижению уровня шума, исходящего от источника. Основным источником шума является вращающаяся дисковая пила.
5.4.2.2 Измерение шума
Производственные условия для измерения шума должны соответствовать требованиям, приведенным в приложении C.
Условия монтажа и эксплуатации станков для определения уровней звукового давления и звуковой мощности на рабочем месте должны быть одинаковы.
Уровни звуковой мощности должны определяться по методу измерительной поверхности в соответствии с требованиями EN ISO 3746:2010 со следующими дополнениями:
b) разность между уровнем звукового давления окружающей среды и уровнем звукового давления в любой точке замера должна быть равной или больше 6 дБ. Поправочная формула для этой разности приведена в EN ISO 3746:2010 (пункт 8.3.3, формула (12));
c) должна использоваться только поверхность огибающего параллелепипеда на расстоянии 1,0 м от поверхности корпуса станка;
d) если расстояние между станком и вспомогательными устройствами меньше чем 2,0 м, то вспомогательное устройство должно включаться в поверхность корпуса станка;
e) точность измерения должна составлять не более 3 дБ;
f) количество точек измерения должно быть 9 в соответствии с приложением D.
Альтернативно, если в наличии имеется необходимое оборудование и тип станка соответствует используемому методу измерения, уровни звуковой мощности могут измеряться с использованием более точного метода, включая методы, приведенные в EN ISO 3743-1:2010, EN ISO 3743-2:2009, EN ISO 3744:2010 и EN ISO 3745:2009, без внесения изменений в методики, указанные выше.
Для измерения уровня звуковой мощности на основе интенсивности звука необходимо использовать методику, приведенную в EN ISO 9614-1:2009 (по согласованию между поставщиком и покупателем).
Измерения уровней звукового давления на рабочем месте необходимо проводить в соответствии с EN ISO 11202:2010 со следующими изменениями:
2) разность между уровнем звукового давления окружающей среды и уровнем звукового давления на рабочем месте должна быть более или равна 6 дБ; в соответствии EN ISO 11202:2010 (пункт 6.4.1, технический метод, степень точности 2);
Для заявления шумовых характеристик необходимо соблюдать требования 6.4, перечисление u).
5.4.3 Выброс опилок и пыли
Для удаления опилок и пыли из станка необходимо предусмотреть выпускные отверстия, для возможности подсоединения станка к отдельной вытяжной системе сбора и отвода опилок и пыли. Это означает, что каждое пильное устройство должно быть оборудовано выпускным отверстием на непередвижном защитном ограждении под опорой для заготовки и выпускным отверстием на передвижном защитном ограждении (верхнем защитном ограждении).
Уловители должны иметь большое отверстие для захвата опилок и пыли.
Примечание 1 - Размер отверстия уловителя зависит от интенсивности выбросов и расстояния между источником выбросов и уловителя.
Конструкция уловителя должна обеспечивать минимальный перепад давления и скопления материалов, например посредствам исключения резких изменений направления транспортируемых опилок и пыли, острых углов и препятствий, ведущих к скоплению опилок и пыли.
Система транспортирования опилок и пыли между уловителем и подсоединением станка к системе CADES (система вытяжки опилок и пыли) и гибкие соединения подвижных узлов должны быть направлены на минимизацию перепада давления и скопления материала.
Для удаления опилок и пыли от места их образования до системы сбора, конструкция вытяжных колпаков, воздуховодов и заслонок должна проектироваться, учитывая скорость движения удаляемого воздуха в вытяжной системе для сухих опилок - 20 м/с и 28 м/с - для влажных опилок (влажность 18% и более).
Перепад давления между входом всех улавливаемых устройств и подсоединением к системе CADES должен составлять не более 1500 Па (при номинальном расходе воздуха).
Смотри также 6.4, перечисления o), p), q).
Контроль. Проверка соответствующих чертежей, осмотр станка и выполнение следующей процедуры:
- определить перепад давления на выбранной скорости потока воздуха путем измерения в условиях, предусмотренных для измерения уровней шума в соответствии с требованиями настоящего стандарта;
- пуск станка (без обработки изделия) в условиях, предусмотренных для измерения уровня шума в соответствии с требованиями настоящего стандарта. При этом система CADES должна быть отключена. Используя дым, следует проверить, что станок создает воздушный поток от входа(ов) в уловитель(и) соединительного(ых) патрубка(ов) системы CADES.
Примечание 2 - Для оценки работы системы улавливания опилок и пыли могут использовать два стандартных метода: метод определения концентрации (EN 1093-9:1998+A1:2008) и метод индексов (EN 1093-11:1998+A1:2008).
5.4.4 Электрооборудование
За исключением 6.3, применяют требования EN 60204-1:2006, если не указано иное.
Предотвращение поражения электрическим током за счет прямых контактов приведено в EN 60204-1:2006 (подраздел 6.2), а для защиты от короткого замыкания и перегрузки приведены в EN 60204-1:2006 (раздел 7).
Защита персонала от поражения электрическим током из-за непрямого контакта обеспечивается автоматическим отключением станка от источника энергоснабжения станка, применением защитного устройства, установленного пользователем в линии питания станка (см. информацию, указанную изготовителем в руководстве по эксплуатации (6.4, перечисление y)).
Степень защиты всех электрических компонентов должна соответствовать как минимум IP5Х по EN 60529:1991 и EN 60529:1991/A1:2000.
В соответствии EN 60204-1:2006 (подразделы 18.2 и 18.6) применяется метод 1 для испытания контроля целостности соединительной цепи и для проведения функциональных испытаний.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка, проведение соответствующих испытаний для проверки целостности защитной соединительной цепи и соответствующего функционального испытания по EN 60204-1:2006 (подразделы 18.2 и 18.6, метод испытаний 1).
Примечание - Для подтверждения электрических элементов могут быть использованы документы изготовителей.
5.4.5 Эргономика и управление
Должны применяться требования EN 614-1:2006+А1:2009 со следующими дополнениями:
- высота опоры для заготовки от уровня пола должна быть от 800 до 900 мм;
- расположение органов управления см. в 5.2.2 и 5.2.5 (см. также EN 894-3:2000);
- если станок оборудован дисплеем, должны выполняться требования EN 894-2:1997+A1:2008;
- конструкция станка и его органов управления должны проектироваться с учетом эргономических принципов в соответствии с требованиями EN 1005-4:A+1:2008 для рабочего положения оператора, которое не вызывает усталость;
- система позиционирования, маркировки и освещения (при необходимости) органов управления и устройств обращения с материалами и инструментальными наборами должно соответствовать эргономическим принципам в соответствии с требованиями EN 894-1:1997+A1:2008, EN 894-2:1997+A1:2008, EN 894-3:2000+A1:2008, EN 1005-1:2001+A1:2008, EN 1005-2:2003+A1:2008, EN 1005-3:2002+A1:2008;
- емкости с устройствами выпуска сжатого воздуха и масленками должны размещаться в таких местах и таким образом, чтобы заливные горловины и сливные патрубки находились в легкодоступном месте;
- детали станка с массой более 25 кг должны быть оснащены необходимыми приспособлениями для размещения установки подъемных устройств; приспособления должны быть расположены так, чтобы исключить возможность опрокидывания или падения данной детали или ее движения в неуправляемом направлении во время транспортировки, сборки, демонтажа и утилизации;
- если станок оснащен подвижным пультом управления, данный пульт должен быть оснащен средствами его перемещения в нужном направлении;
- если используются графические условные обозначения работы приводов, они должны соответствовать требованиям EN 61310-1:2008 (таблица A.1).
Дополнительные инструкции приведены в EN 60204-1:2006, EN 614-1:2006+A1:2009, EN 1005-3:2002+A1:2008.
Контроль. Проверка соответствующих чертежей, осмотр, измерение и соответствующее функциональное тестирование станка.
5.4.6 Освещение
Если необходимо освещение в соответствии с требованиями EN 1837:1999+A1:2009, оно должно быть обеспечено в соответствии с требованиями EN 60204-1:2006 (подраздел 15.2).
Смотри также 6.4.
Контроль. Проверка соответствующих чертежей и/или электрических схем, осмотр и соответствующее функциональное тестирование станка.
5.4.7 Пневматическая система
Если станок оборудован пневматической системой, применяют требования EN ISO 4414:2010.
См. также 5.2.1, 5.2.3, 5.2.5, 5.2.8, 5.4.13, 5.4.14, 6.2 и EN ISO 12100:2010 (пункт 6.2.10).
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.8 Гидравлическая система
Если станок оснащен гидравлической системой, применяют требования EN ISO 4413:2010
См. также 5.2.1, 5.2.3, 5.2.5, 5.2.8, 5.4.13, 5.4.14 и EN ISO 12100:2010 (пункт 6.2.10).
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.9 Электромагнитная совместимость
Станок должен обладать устойчивостью к воздействию электромагнитных помех для обеспечения нормальной работы в соответствии EN 60439-1:1999 и EN 60439-1:1999-/A1:2004, EN 50370-1:2005, EN 50370-2:2003.
Примечание - Если электрические компоненты станка имеют маркировку СЕ и если такие детали и кабели станка смонтированы в соответствии с требованиями инструкций изготовителя, считается, что станок защищен от внешних электромагнитных помех.
Контроль. Проверка соответствующих чертежей и /или схем, осмотр станка.
5.4.10 Лазерное устройство
Если станок оборудован лазерным устройством для обозначения линии резания, это лазерное устройство должно относиться к категории 2, 2М или другой категории с более низким уровнем риска в соответствии с требованиями EN 60825-1:2007.
Лазерное устройство должно устанавливаться на станок таким образом, чтобы были видны все его предупредительные надписи.
Необходимо избегать прямого взгляда в опасную зону, для этого необходимо использовать, например, насадку, обеспечивающую безопасную дистанцию.
Необходимо соблюдать все условия и требования изготовителя, касающиеся установки и эксплуатации лазерного устройства. Инструкции по применению лазерного устройства должны повторяться в руководстве по эксплуатации. Предупреждающие таблички и инструкции по применению средств защиты глаз (если такие предусмотрены) должны размещаться на станке рядом с рабочим местом оператора.
Контроль. Проверка соответствующих чертежей и осмотр станка.
Примечание - Для рассмотрения характеристик лазерного устройства могут быть использованы документы изготовителей.
5.4.11 Статическое электричество
Если станок оснащен гибкими рукавами для удаления опилок и пыли, то рукава должны быть заземлены.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.12 Неправильный монтаж
Конструкция станка должна предотвращать возможность установки дисковой пилы, размеры которой превышают размеры, на которые рассчитан станок.
См. также 5.3.3.4 и 6.4.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.13 Отключение энергоснабжения
Применяются требования EN 1037:1995+A1:2008 (раздел 5) со следующими дополнениями.
Устройства отключения энергоснабжения должны соответствовать требованиям EN 60204-1:1992 (подраздел 5.3).
Электроснабжение станка должно управляться устройством отключения энергоснабжения в соответствии с требованиями EN 60204-1:2006 (пункт 5.3.2, перечисления a), b) или c).
Если станок оснащен вилкой для подсоединения к трехфазному источнику энергоснабжения, такая вилка должна иметь фазоинвертор.
Если станок оснащен инжекционной тормозной системой постоянного тока (DC), то электрический выключатель:
a) не должен размещаться на той стороне станка или той стороне пульта управления, на которой находятся устройства пуска/останова;
b) должен быть оснащен блокирующим устройством. Отключение сетевого энергоснабжения должно быть возможно только после ручного включения разблокировочного устройства. В этом случае устройство отключения энергоснабжения не должно устанавливаться как устройство аварийного останова.
Если станок подключен к пневматической системе, она должна отключаться соответствующим выключателем, например клапаном. В выключенном положении выключатель должен блокироваться (например, с помощью навесного замка).
Если используется гидравлическая энергия, должен быть предусмотрен гидравлический разъединитель в соответствии с требованиями EN ISO 4413:2010 (пункт 5.2.8)
Если возникает накопление остаточной энергии, например, в сосуде или трубопроводе, то в системе должны иметься устройства для снижения остаточного давления, например, посредством установки соответствующего клапана. Снижение давления не должно осуществляться посредством отсоединения трубопровода.
См. также 6.2.
Контроль. Проверка соответствующих чертежей и/или схем электрических соединений, осмотр и проведение соответствующего функционального испытания станка.
5.4.14 Техническое обслуживание
Должны соблюдаться основные требования EN ISO 12100:2010 (пункт 6.2.15), а также следующие условия.
Места смазки на станке должны быть расположены за пределами защитного ограждения дисковой пилы, доступ к которым имеет оператор, стоящий на полу.
Конструкция станка должна быть спроектирована таким образом, чтобы техническое обслуживание и очистку можно было выполнять только после отсоединения всех источников энергоснабжения (см. 6.4).
См. 6.4, 5.3.7.4 и 5.4.13.
Контроль. Проверка руководства по эксплуатации и осмотр станка.
6 Информация для потребителя
6.1 Общие требования
Должны соблюдаться основные требования EN ISO 12100:2010 (подраздел 6.4), а также (если установлены дисковые пилы) следующие требования в соответствии EN 847-1:2005+A1:2007 (раздел 8).
6.2 Предупреждения и предупреждающие устройства
На станке должна быть нанесена следующая постоянная маркировка, содержащая:
a) инструкции, например на этикетке или пиктограмме, о том, что верхнее прижимное устройство должно быть правильно отрегулировано на соответствующую длину заготовки;
b) если станок оснащен пневматическим/гидравлическим источником питания и отключение пневматической/гидравлической энергии не обеспечивается отключением электрического выключателя, на станке должна быть прикреплена предупредительная табличка рядом с электрическим выключателем, сообщающая о том, что отключение электрического выключателя не означает отключение пневматического/гидравлического источника питания.
Если применяется электрический тормоз с комплексной электронной системой управления, станок должен быть оснащен предупредительным устройством, например в виде красной предупредительной лампы, указывающей на отрицательный результат испытания тормозной системы (см. приложение E).
Способы нанесения постоянной маркировки - гравировка, травление, чеканка, штамповка и или применение этикетки.
Предупреждающие надписи должны быть выполнены на языке той страны, в которой станок будет эксплуатироваться, или по возможности должны использоваться пиктограммы.
Контроль. Проверка соответствующих чертежей и осмотр станка.
6.3 Маркировка станка
Должны применяться основные требования EN ISO 12100:2010 (пункт 6.4.4) со следующими дополнениями.
Информация должна быть четкой и несмываемой в течение установленного срока службы станка с использованием таких способов, как гравировка, травление, использование табличек или самоклеящихся этикеток, или готовых табличек на заклепках, включая:
a) торговое наименование и адрес изготовителя, а также его уполномоченного представителя (при наличии);
b) год выпуска, т.е. тот год, в котором завершен процесс изготовления;
c) обозначение станка и обозначение серии или типа;
d) идентификационные данные или серийный номер станка (при наличии);
e) максимальный и минимальный диаметр дисковой пилы, на которую рассчитан станок;
f) диаметр посадочного отверстия;
g) номинальное давление в гидравлическом/пневматическом контуре (при наличии);
h) пиктограмму, на которой показано направление вращения дисковой пилы для каждого пильного устройства;
i) номинальные данные (обязательные для электротехнической продукции: напряжение, частота, номинальный ток);
Указательные таблички или пиктограммы, используемые для маркировки номинального давления, и выключатели должны размещаться рядом с выключателем электроснабжения станка.
Маркировка должна быть на языке страны, в которой используется станок, или по возможности она должна выражаться в виде пиктограмм.
Если станок оборудован шкалой, применяют требования EN 894-2:1997+A1:2008.
Контроль. Проверка соответствующих чертежей и осмотр станка.
6.4 Руководство по эксплуатации
Необходимо соблюдать требования EN ISO 12100:2010 (пункт 6.4.5). Руководство по эксплуатации должно содержать:
a) дублирование маркировки, пиктограмм и других инструкций для станка (см. 6.2 и 6.3) и при необходимости информацию об их значениях;
b) применение по назначению станка с учетом неправильного применения;
c) предположения относительно остаточных рисков;
d) инструкции по безопасной работе станка по EN ISO 12100:2010 (подпункт 6.4.5.1, перечисление d));
e) для стационарных станков требования к креплению станка к полу (при необходимости);
f) для передвижных станков информацию о порядке перемещения и обеспечения устойчивости станка при распиливании;
g) положение отдельного пульта управления (при наличии);
h) указания по использованию только правильно заточенных дисковых пил, изготовленных в соответствии с требованиями EN 847-1:1997+A1:2007;
i) рекомендации о том, что не следует использовать дисковые пилы с маркировкой, максимальная частота вращения которых меньше чем частота вращения шпинделя пилы;
j) максимальные длину, ширину и толщину заготовки;
k) необходимые гарантии, что размещение станка не приведет к дополнительному риску защемления и пореза между движущимися частями станка или заготовкой и другими неподвижными станками, расположенными рядом, частями конструкций или заготовками и т.д.;
l) информацию о том, что операторы должны быть достаточно обучены правилам применения, монтажа и эксплуатации станка, включая методы настройки и очистки станка;
Также руководство по эксплуатации должно содержать:
1) информацию по безопасной очистке станка, включая сбор опилок и пыли с использованием вакуумного пылесоса;
2) проведение процедур, обеспечивающих безопасность уборки (например, с отключением станка от всех источников энергоснабжения), технического обслуживания и удаления опилок и пыли, чтобы исключить риск пожара;
3) рекомендации о том, что отходы от режущей зоны должны отводиться в соответствующий приемник, который при необходимости очищается;
4) предупреждение, что отходы или других частей заготовки не должны удаляться из режущей зоны во время распиливания;
m) инструкции по соответствующему общему или местному освещению;
n) требования к установленному лазерному оборудованию: не допускается замена его на другой тип, не должны использоваться дополнительные оптические устройства и ремонт может проводиться только изготовителем лазерного оборудования или уполномоченными лицами;
o) информацию, касающуюся вытяжного отверстия для отвода опилок и пыли, установленного на станке:
- падение давления в каждом присоединительном вытяжном отверстии;
- рекомендуемая скорость воздуха в вытяжном трубопроводе, м/с;
- размеры поперечного сечения и подробное описание каждого выходного отверстия;
p) информацию, что станок используемый в закрытых помещениях должен быть подсоединен к внешнему стационарному вытяжному устройству для удаления пыли и опилок.
Внешние стационарные вытяжные устройства для удаления пыли и опилок приведены в EN 12779:2004+A1:2009;
q) инструкции о необходимости подключения оборудования для отвода опилок и пыли перед началом работы станка;
r) информацию о безопасных методах технического обслуживания (включая частоту проведения), осмотра и ремонта, и информацию о том, что эти работы можно проводить только в том случае, если станок отключен от всех источников энергоснабжения и предотвращен непреднамеренный повторный пуск. В случаях, когда станок не отключен от всех источников энергоснабжения, приводится информация о необходимых мерах защиты;
s) метод безопасного сброса остаточного давления (см. 5.4.14) при оснащении пневматической/ гидравлической системой;
t) перечень устройств безопасности, которые должны быть испытаны, периодичность и метод проведения испытаний. Данный перечень должен включать:
1) аварийный(ые) останов(ы): проведение функционального испытания;
2) защитные ограждения с блокировкой: открытие каждого защитного ограждения последовательно приводит к останову станка и невозможности пуска станка при любом открытом защитном ограждении;
3) защитные ограждения с блокировкой и фиксацией: при невозможности открытия защитного ограждения пока вращается шпиндель пилы и при невозможности пуска станка при открытом защитном ограждении;
4) тормоз(а): проведение функционального испытания для проверки торможения станка в установленное время;
u) данные по уровням шума, выделяемого станком, с указанием фактических значений, полученных при измерениях, выполненных на соответствующем оборудовании в соответствии с методами, приведенными в 5.4.2.2;
1) уровни звукового давления по шкале A на рабочем месте;
2) уровни звуковой мощности по шкале A, исходящие от станка.
Заявление должно дополняться ссылкой на используемый метод измерения, рабочие условия при проведении измерений, а также параметр неопределенности К с использованием заявленного двухчислового значения шумовой характеристики заявления в соответствии с EN ISO 4871:2009 следующим образом:
- 4 дБ при применении EN ISO 3746:2010 и EN ISO 11202:2010;
- 2 дБ при применении EN ISO 3743-1:2010, или EN ISO 3743-2:2009, или EN ISO 3744:2010;
- 1 дБ при применении EN ISO 3745:2009
Пример для уровня звуковой мощности: | ||
дБ (измеренное значение). Параметр неопределенности К=4 дБ. | ||
Измерения выполнены в соответствии с требованиями EN ISO 3746:2010. | ||
Проверка точности указанного уровня шума измерения должна производиться с применением того же метода и тех же условий эксплуатации, указанных в заявлении.
Заявление об уровне шума должно быть дополнено следующим указанием:
"Указанные значения уровня звуковой мощности не могут достоверно оценить шумовое воздействие на рабочем месте. Хотя корреляция между уровнями звуковой мощности и шумового воздействия и существует, но выводов о необходимости дополнительных мер предосторожности из нее сделать невозможно. Факторами, влияющими на уровень шумового воздействия на рабочем месте, могут быть: особенность рабочего помещения, наличие других источников шума, например количество станков или других технологических процессов, происходящих по соседству. Допустимые уровни звуковой мощности на рабочем месте могут быть разными для разных стран. Однако данная информация позволяет потребителю лучше оценить имеющуюся опасность и степень риска".
Информация об уровне шума также должна быть приведена в рекламно-коммерческой литературе вместе с рабочими характеристиками, включая:
v) информацию об условиях, необходимых для того, чтобы на протяжении всего прогнозируемого срока службы станок и его узлы не могли опрокинуться и упасть, или подвергнуться неуправляемому перемещению во время транспортирования, сборки, демонтажа, разборки и утилизации;
w) порядок действия в случае аварии или поломки; если произошло блокирование, то порядок действия по обеспечению безопасного разблокирования оборудования;
x) идентификационные данные на запасные части, которые должны заменяться пользователем и которые оказывают воздействие на его здоровье и безопасность (исключаются те части, которые заменяются изготовителем или его официальным представителем);
y) информацию о том, как обеспечить защиту людей от удара электрическим током при непрямом контакте со станком, используя для этого устройства автоматического отключения энергоснабжения, которые должны устанавливается пользователем в линии энергоснабжения станка;
z) описание неподвижных защитных ограждений, которое должны сниматься пользователем для проведения технического обслуживания и ремонта.
Контроль. Проверка руководства по эксплуатации и соответствующих чертежей.
Приложение A
(обязательное)
Допуски биения шпинделей пилы
Изображение | Объект | Предельное отклонение, мм | Измерительный прибор |
 | Измерение радиального биения шпинделя дисковой пилы | 0,03 | Индикатор часового типа |
Измерение на максимально близком расстоянии от фланца дисковой пилы |
| ||
 | Измерение торцевого биения фланца дисковой пилы | 0,03 для М 100 0,04 для М>100 | Индикатор часового типа |
Приложение осевого усилия F, как рекомендовано изготовителем |
Приложение B
(обязательное)
Испытание на растяжение защитного/задерживающего устройства в соответствии 5.3.7.1.2
К центрам опор в местах загрузки и выгрузки станка прикладывают вертикальную нагрузку F1=1000 Н и горизонтальную нагрузку F2=300 Н, как показано на рисунке B.1.
Максимальное отклонение во время испытаний не должны превышать значений, приведенных в таблице B.1.
Таблица B.1 - Максимальные отклонения защитного/задерживающего устройства
Нагрузка, Н | Отклонение, мм |
F1=1000 | 70 |
F2=300 | 50 |
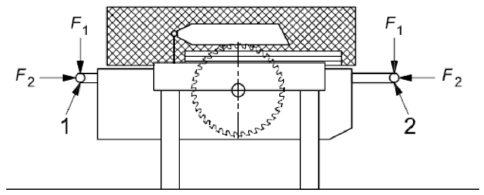 |
1 - защитное/задерживающее устройства со стороны загрузки; 2 - защитное/задерживающее устройства со стороны выгрузки
Рисунок B.1 - Испытание на растяжение защитного/задерживающего устройства
Приложение C
(обязательное)
Производственные условия для измерения шума
Станки должны пройти испытания в соответствии с требованиями ISO 7960:1995 (разделы 1-5). Дополнительно следует учитывать:
a) все встроенные вспомогательные устройства, например механическая подача, пневматическое зажимное устройство, должны быть исправными и работать при проведении испытаний;
b) все необходимые защитные ограждения, защитные устройства, звукоизоляционные кожухи и т.д. должны быть установлены на станке при проведении испытаний;
c) при испытаниях в производственных условиях должен присутствовать внешний шум, но его влияние на результаты испытаний должно быть исключено, например применяемыми защитными экранами или соответствующими расчетами, учитывающими поправочный коэффициент фонового шума.
Должны соблюдаться следующие специальные условия работы станка:
1) должны применяться максимум четыре пильных устройства с дисковыми пилами максимального диаметра, для которых предназначен станок;
2) расстояние между дисковыми пилами должно составлять 800 мм;
3) дисковые пилы должны быть установлены в самом верхнем положении для распиливания;
4) должны применяться дисковые пилы либо поставляемые вместе со станком, либо соответствовать рекомендациям изготовителя станка;
5) заготовка должна быть из древесины хвойных пород средней твердости, например сосна, ель, с содержанием влаги от 8% до 14% со следующими размерами:
i) длина - 3000 мм;
ii) ширина - 100 мм;
iii) толщина - 20 мм;
6) скорость подачи должна быть равна 10 м/мин или максимально приближенной к этому.
Положения микрофонов указаны на рисунке C.1. Положение микрофона оператора должно находиться на расстоянии 200 мм от переднего края загрузки станка в центре между четырьмя пильными устройствами и на высоте 1,6 м от уровня пола.
Для оформления протокола испытаний необходимо использовать форму отчета, приведенную в приложениях ISO 7960:1995.
Если какие-либо условия испытаний выполнить невозможно, отступления должны быть зарегистрированы в протоколе.
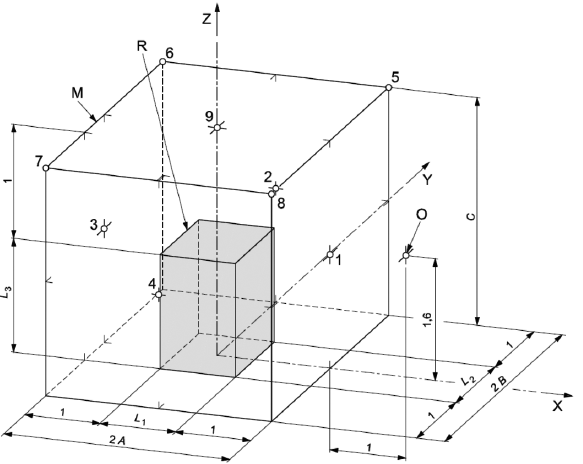 |
Рисунок C.1 - Измерительная поверхность и положение микрофонов
Приложение D
(справочное)
Испытание торможения
D.1 Условия для всех испытаний
a) испытание должно проводиться с использованием всех шпиндельных устройств;
b) шпиндель должен быть установлен в соответствии с инструкциями изготовителя (например, натяжение ремня);
b) при выборе скорости дисковой пилы должны быть выбраны условия, которые создают наибольшую кинетическую энергию, на которую рассчитан станок;
c) прогреть шпиндель на протяжении 15 мин, включив станок без нагрузки перед началом испытаний;
d) убедиться, что фактическая частота вращения шпинделя находится в пределах 10% от предполагаемой скорости;
f) точность прибора для измерение частоты вращения должна быть не менее ±1% от полной шкалы.
D.2 Испытания
D.2.1 Время выбега без торможения
Время выбега без торможения измеряется следующим образом:
a) включить двигатель привода шпинделя пилы и в течение 1 мин поддерживать заданную частоту вращения (без нагрузки);
b) отключить энергоснабжение двигателя привода шпинделя пилы и измерить время выбега без торможения;
c) повторить операции a) и b) еще два раза.
Время выбега без торможения определяется как среднее арифметическое трех результатов измерений.
D.2.2 Время выбега с торможением
Время выбега с торможением измеряется следующим образом:
a) включить энергоснабжение двигателя привода шпинделя пилы и в течение 1 мин поддерживать заданную частоту вращения (без нагрузки);
b) отключить энергоснабжение двигателя привода шпинделя пилы и измерить время выбега с торможением;
c) оставить шпиндель пилы в состоянии покоя в течение 1 мин;
d) повторить по перечислениям a)-c) девять раз.
Время выбега с торможением определяется как среднее арифметическое 10 результатов измерений.
Приложение E
(обязательное)
Испытания защитных ограждений на удар
E.1 Общие требования
В настоящем приложении рассматриваются испытания защитных ограждений, которые применяются с целью минимизации риска выброса частей дисковой пилы или заготовок из рабочей зоны.
Настоящее приложение распространяется на защитные ограждения, а также образцы материалов защитных ограждений.
E.2 Метод испытаний
E.2.1 Предварительные испытания
Данный метод испытаний воспроизводит опасность выброса режущих частей пилы или заготовок. Испытание помогает определить сопротивление/прочность защитных ограждений и/или выбрать материалы для защитных ограждений, защищающих от проникновения и смещения выбрасываемых частей из станка или заготовок.
E.2.2 Испытательное оборудование
Испытательное оборудование состоит из устройства толчка, выбрасываемого предмета, опоры для объекта испытания и системы, позволяющей измерить или зарегистрировать скорость удара с точностью ±5%.
E.2.3 Выброс частей на защитные ограждения
В качестве выбрасываемого предмета используется стальной шарик диаметром 8 мм, обладающий следующими характеристиками:
E.2.4 Выбор образцов
E.2.5 Процедура испытаний
Для ударных испытаний используют летящий предмет (см. E.2.3) со скоростью 70 м/с ±5% соударения. Удар должен наноситься под максимально прямым углом к поверхности образца материала или поверхности защитного ограждения. В качестве мишеней должны выбираться самые слабые места, расположенные в наиболее неудобных местах на защитном ограждении или по центру образца материала.
E.3 Результаты
После удара проводится оценка повреждений, обнаруженных на защитном ограждении или на образце материала:
a) выгибание/выпучивание (остаточная деформация без трещин);
b) едва заметная трещина (видимая только на одной поверхности);
c) сквозная трещина (видимая с двух сторон);
d) проникновение ("прошивание" испытываемого объекта летящим предметом);
e) ослабление крепления окошка защитного ограждения;
f) ослабление защитного ограждения на опоре.
E.4 Оценка
Считается, что испытание прошло успешно, если в испытуемом объекте нет сквозных трещин и проникновения и если нет повреждений в перечислениях e) и f) согласно требованиям раздела E.3.
E.5 Протокол испытаний
В протоколе испытаний должна содержаться следующая минимальная информация:
a) дата, место испытаний и наименование организации, проводившей испытания;
b) масса летящего предмета, размеры, скорость;
c) идентификационные данные заявителя;
d) конструкция, материал и размеры испытуемого объекта;
e) зажатие или крепление испытуемого объекта;
f) направление удара, точка удара летящего объекта;
g) результаты испытания.
E.6 Оборудование для проведения испытаний на удар
Двигательная установка состоит из сосуда сжатого воздуха с фланцевыми соединениями ствольного канала (см. рисунок E.1). Сжатый воздух подается через клапан для ускорения летящего предмета в направлении испытуемого объекта.
Воздушная пушка приводится в действие воздушным компрессором. Скорость летящего предмета может регулироваться давлением воздуха.
Скорость летящего предмета измеряется возле сопла ствольного канала с помощью соответствующего спидометра с использованием, например бесконтактного датчика или фотореле.
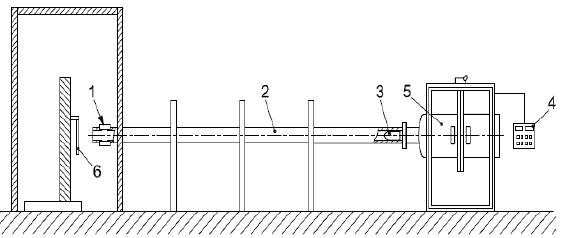 |
1 - спидометр; 2 - ствольный канал; 3 - летящий предмет; 4 - пульт управления; 5 - сосуд со сжатым воздухом; 6 - испытуемый объект
Рисунок E.1 - Пример оборудования для испытаний на удар.
Приложение ZA
(справочное)
Взаимосвязь между европейским стандартом и существенными требованиями Директивы 2006/42/ЕС
Европейский стандарт, на основе которого подготовлен настоящий государственный стандарт, разработан Европейским комитетом по стандартизации (CEN) по поручению Комиссии Европейского сообщества и Европейской ассоциации свободной торговли (EFTA) и реализует существенные требования Директивы 2006/42/ЕС.
Европейский стандарт размещен в официальном журнале Европейского сообщества как взаимосвязанный с этой директивой. Соответствие обязательным требованиям европейского стандарта обеспечивает в пределах области применения настоящего стандарта презумпцию соответствия существенным требованиям этой директивы и регламентирующим документам EFTA.
Таблица ZA.1 - Взаимосвязь настоящего европейского стандарта с Директивой 2006/42/ЕС
Разделы/пункты настоящего европейского стандарта | Основные требования Директивы 2006/42/ЕС |
1.1.2 Принцип интегрированной безопасности: | |
5.2.1, 5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 5.3.6, 5.3.7, 5.4.12, 5.4.14, 6.4 | a) соответствие функции |
Раздел 5, 6 | b) устранение или снижение рисков, соответствующие защитные меры, информация |
Раздел 5, 6 | c) расчетная область применение и прогнозируемые сбои в работе |
5.4.5, 6.4 | d) ограничение при использовании |
5.2, 5.3, 5.4 | e) оборудование |
5.4.3 | 1.1.3 Материалы и изделия |
5.4.6, 6.4 | 1.1.4 Освещение |
5.2.2, 5.3.7, 5.4.5 | 1.1.5 Конструкция станков, облегчающая управление |
5.4.5 | 1.1.6 Эргономика |
5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 5.4.14, 6.4 | 1.1.7 Рабочее положение |
5.2.1, 5.2.6, 5.2.7, 5.2.8, 5.4.9, 5.4.13 | 1.2.1 Безопасность и надежность систем управления |
5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 6.4 | 1.2.2 Органы управления |
5.2.2, 5.2.3, 5.2.6, 5.2.7 | 1.2.3 Пуск |
5.2.2, 5.2.4, 5.2.5 | 1.2.4 Останов |
5.2.4 | 1.2.4.1 Нормальный останов |
5.2.5 | 1.2.4.3 Аварийный останов |
5.2.8, 5.4.4, 5.4.7, 5.4.8 | 1.2.6 Прерывание подачи энергоснабжения |
5.3.1, 6.4 | 1.3.1 Риск потери устойчивости |
5.3.2, 6.4 | 1.3.2 Риск поломки во время работы |
5.3.2, 5.3.3, 5.3.5 | 1.3.3 Риск выброса или вылета предметов |
5.1 | 1.3.4 Риски, возникновение которых обусловлено неровными поверхностями, острыми кромками и углами |
5.2.6, 5.2.8 | 1.3.6 Риски, касающиеся изменения условий эксплуатации |
5.3.7 | 1.3.7 Риски, связанные с работой движущихся частей |
5.3.7 | 1.3.8 Выбор защиты от рисков, связанных с работой движущимися частями |
5.3.7.4 | 1.3.8.1 Подвижные детали кинематической цепи |
5.3.7.1, 5.3.7.2, 5.3.7.3, 5.3.7.4 | 1.3.8.2 Подвижные технологические части |
5.2.6, 5.3.7 | 1.3.9 Риск, связанный с работой непреднамеренных перемещений |
5.3.2, 5.3.7 | 1.4.1 Требуемые характеристики защитных ограждений и защитных устройств. Общие требования |
5.3.7.1, 5.3.7.2 | 1.4.2.1 Неподвижные защитные ограждения |
5.3.7.1, 5.3.7.2 | 1.4.2.2 Подвижные защитные ограждения с блокировкой |
5.3.7.1 | 1.4.2.3 Регулируемые защитные ограждения, предотвращающие доступ |
5.2.8, 5.4.4 | 1.5.1 Система энергоснабжения |
5.4.11 | 1.5.2 Статическое электричество |
5.2.8, 5.4.7, 5.4.8 | 1.5.3 Энергоснабжение, исключая электричество |
5.4.12 | 1.5.4 Ошибки при монтаже |
5.4.1 | 1.5.6 Пожар |
5.4.2 | 1.5.8 Шум |
5.4.9 | 1.5.11 Внешнее излучение |
5.4.10 | 1.5.12 Лазерное оборудование |
5.4.3 | 1.5.13 Выделение опасных веществ |
5.3.7 | 1.5.14 Риск захвата (станком) |
5.4.14 | 1.6.1 Техническое обслуживание |
5.2.2, 5.3.7, 5.4.14 | 1.6.2 Доступ к рабочему месту и местам обслуживания |
5.4.13 | 1.6.3 Отключение источников энергоснабжения |
5.2.2, 5.3.7, 5.4.5, 5.4.14, 6.4 | 1.6.4 Вмешательство оператора |
5.4.3, 5.4.14, 6.4 | 1.6.5 Очистка внутренних частей |
5.2.1, 5.4.5, 6.1, 6.2 | 1.7.1 Информационные и предупредительные надписи на станке |
6.1, 6.2 | 1.7.2 Предупреждение об остаточных рисках |
6.3 | 1.7.3 Маркировка станка |
6.4 | 1.7.4 Инструкции |
2.3 Станки для обработки древесины и других аналогичных материалов | |
5.3.6, 5.3.7 | a) направляющие |
5.3.5 | b) возможность выброса |
5.3.4 | c) торможение |
5.3.5, 5.3.6, 5.3.7, 6.4 | d) случайный контакт с режущим инструментом |
ВНИМАНИЕ! К продукции, на которую распространяется европейский стандарт, могут применяться требования других стандартов (документов) и директив ЕС
Библиография
[1] | EN 1093-9:1998+A1:2008 | Safety of machinery - Evaluation of the emission of airborne hazardous substances - Part 9: Pollutant oncentration parameter, room method (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 9. Параметры концентрации вредных веществ. Метод испытания в испытательном помещении) |
[2] | EN 1093-11:2001+A1:2008 | Safety of machinery - Evaluation of the emission of airborne hazardous substances - Part 11: Decontamination index (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 11. Индекс очистки) |
[3] | EN 60947-4-1:200 | Low-voltage switchgear and controlgear - Part 4-1: Contactors and motor starters - Electromechanical contactors and motor starters (IEC 60947-4-1:2000) (Аппаратура распределения и управления низковольтная. Часть 4-1. Контакторы и пускатели. Электромеханические контакторы и пускатели) |
[4] | EN 60947-5-1:2004 | Low-voltage switchgear and controlgear - Part 5-1: Control circuit devices and switching elements - Electromechanical control circuit devices (IEC 60947-5-1:2003) (Аппаратура распределения и управления низковольтная. Часть 5-1. Аппараты и коммутационные элементы цепей управления. Электромеханические аппараты для цепей управления) |
Приложение Д.А
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам
Таблица Д.А.1 - Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам
Обозначение и наименование европейского стандарта | Степень соответ- ствия | Обозначение и наименование межгосударственного стандарта |
EN 50370-1:2005 Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Помехоэмиссия | IDT | ГОСТ EN 50370-1-2012 Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 1. Помехоэмиссия |
EN 50370-2:2003 Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость | IDT | ГОСТ EN 50370-2-2012 Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 2. Помехоустойчивость |
Таблица Д.А.2 - Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам другого года издания
Обозначение и наименование ссылочного европейского стандарта | Обозначение и наименование европейского стандарта другого года издания | Степень соответ- ствия | Обозначение и наименование межгосударственного стандарта |
EN 894-2:1997+А1:2008 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Индикаторы | EN 894-2:1997 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Индикаторы | IDT | ГОСТ ЕН 894-2-2002 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации (EN 894-2:1997, IDT) |
EN 894-3:2000+А1:2008 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления | EN 894-3:2000 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления | IDT | ГОСТ EN 894-3-2012 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления (EN 894-3:2000, IDT) |
EN 1005-2:2003+А1:2008 Безопасность машин. Физические характеристики человека. Часть 2. Управление машинами вручную и составные части машин | EN 1005-2:2003 Безопасность машин. Физические характеристики человека. Часть 2. Управление машинами вручную и составные части машин | IDT | ГОСТ ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами (EN 1005-2:2003, IDT) |
EN 1037:1995+А1:2008 Безопасность машин. Предотвращение неожиданного пуска | EN 1037:1995 Безопасность машин. Предотвращение неожиданного пуска | IDT | ГОСТ ЕН 1037-2002 Безопасность машин. Предотвращение неожиданного пуска (EN 1037:1995, IDT) |
EN 1088:1995+A2:2008 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора | ЕН 1088:1995 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора | IDT | ГОСТ ЕН 1088-2002 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора (EN 1088:1995, IDT) |
EN 1837:1999+A1:2009 Безопасность машин. Встроенное освещение машин | EN 1837:1999 Безопасность машин. Встроенное освещение машин | IDT | ГОСТ ЕН 1837-2002 Безопасность машин. Встроенное освещение машин (EN 1837:1999, IDT) |
* Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта . | |||
Таблица Д.А.3 - Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам, которые являются идентичными или модифицированными по отношению к межгосударственным стандартам
Обозначение и наименование ссылочного европейского стандарта | Обозначение и наименование международного стандарта | Степень соответ- ствия | Обозначение и наименование межгосударственного стандарта |
EN 60204-1:2006 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования | IEC 60204-1:1997 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования | IDT | ГОСТ МЭК 60204-1-2002 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования (IEC 60204:1997 IDT) |
EN 60529:1991 (IEC 0529:1989) Степени защиты, обеспечиваемые оболочками (код IP) | IEC 60529:1989 Степени защиты, обеспечиваемые оболочками (код IP) | MOD | ГОСТ 14254-96 (МЭК 529-89)* Степени защиты, обеспечиваемые оболочками (код IP) (IEC 60529:1989, MOD) |
EN ISO 3743-1:2010 Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 1. Метод сравнения для испытательной камеры с жесткими стенами | ISO 3743-1:1994 Акустика. Определение уровней звуковой мощности источников шума. Технические методы для малых переносных источников в реверберационных полях. Часть 1. Метод сравнения для испытательных помещений с жесткими стенами | MOD | ГОСТ 31276-2002* (ИСО 3743-1:1994, ИСО 3743-2:1994) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников шума в реверберационных полях в помещениях с жесткими стенами и в специальных реверберационных камерах (ISO 3743-1:1994, MOD) |
EN ISO 3743-2:2009 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер | ISO 3743-2:1994 Акустика Определение уровней звуковой мощности источников шума с использованием звукового давления. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер | MOD | (ISO 3743-2:1994, MOD) |
EN ISO 3744:2010 Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы в условиях свободного звукового поля над отражающей поверхностью | ISO 3744:1994 Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технические методы в условиях свободного звукового поля над отражающей поверхностью | MOD | ГОСТ 31275-2002* (ИСО 3744:1994) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью (ISO 3744:1994, MOD) |
EN ISO 3745:2012 Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Прецизионные методы для заглушенных и полузаглушенных камер | ISO 3745:2003 Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Точные методы звукопоглощающих и звукоотражающих камер | MOD | (ИСО 3745:2003) Шум машин. Определение уровней звуковой мощности по звуковому давлению. Точные методы для заглушенных камер (ISO 3745:2003, MOD) |
EN ISO 3746:2010 Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием охватывающей измерительной поверхности над звукоотражающей плоскостью | ISO 3746:1995 Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью | MOD | ГОСТ 31277-2002* (ИСО 3746:1995) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью (ISO 3746:1995, MOD) |
EN ISO 4871:2009 Акустика. Декларация и верификация значений шумовых характеристик машин и оборудования | ISO 4871:1996 Акустика. Заявление и контроль значений шумовых характеристик машин и оборудования | MOD | (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик (ISO 4871:1996, MOD) |
EN ISO 9614-1:2009 Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в дискретных точках | ISO 9614-1:1993 Акустика. Определение уровней звуковой мощности источников шумов по интенсивности звука. Часть 1. Измерение в дискретных точках | MOD | (ИСО 9614-1-93) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод (ISO 9614-1:1993, MOD) |
EN ISO 11202:2010 Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением приближенной поправки на внешние воздействующие факторы | ISO 11202:1995 Акустика. Шум, исходящий от машин и оборудования. Измерение эмиссионных уровней звукового давления на рабочем месте и в других заданных точках. Метод обследования на месте | MOD | (ИСО 11202:1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки (ISO 11202:1995, MOD) |
EN ISO 11204:2010 Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением точных поправок на внешние воздействующие факторы | ISO 11204:1995 Акустика. Шум, исходящий от машин и оборудования. Измерение эмиссионных уровней звукового давления на рабочем месте и в других заданных точках. Метод, требующий поправок на внешние воздействующие факторы | MOD | (ИСО 11204-95) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия (ISO 11204:1995, MOD) |
EN ISO 12100:2010 Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков | ISO/TR 12100-1:1992 Безопасность машин. Основные понятия. Общие принципы для проектирования. Часть 1. Базовая терминология, методология | IDT | ГОСТ ИСО/TO 12100-1-2001 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методика (ISO/TR 12100-1:1992, IDT) |
ISO/TR 12100-2:1992 Безопасность машин. Основные понятия, общие принципы для проектирования. Часть 2. Технические принципы и спецификации | IDT | ГОСТ ИСО/ТО 12100-2-2002 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 2. Технические правила и технические требования (ISO/TR 12100-2:1992, IDT) | |
EN ISO 13857:2008 Безопасность машин. Безопасные расстояния, предохраняющие верхние и нижние конечности от попадания в опасные зоны | ISO 13857:2008 Безопасность машин. Безопасные расстояния, предохраняющие верхние и нижние конечности от попадания в опасные зоны | IDT | ГОСТ ISO 13857-2012 Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону (ISO 13857:2008, IDT) |
* Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. | |||
УДК 621.933.612-783(083.74)(476) | МКС 79.120.10 | IDT |
Ключевые слова: безопасность деревообрабатывающих станков, станки многополотные поперечно-отрезные, дисковая пила, пильное устройство, требования безопасности | ||
