ГОСТ EN 50370-2-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Электромагнитная совместимость технических средств
СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ
Часть 2
Помехоустойчивость
Electromagnetic compatibility of technical equipment. Machine tools. Part 2. Immunity
МКС 25.080.01; 33.100.10
Дата введения 2014-07-01
Предисловие
1 ПОДГОТОВЛЕН научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 54-П от 3 декабря 2012 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Армгосстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 6 сентября 2013 г. N 901-ст межгосударственный стандарт ГОСТ EN 50370-2-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 50370-2:2003* Electromagnetic compatibility (EMC) - Product family standard for machine tools. Part 2: Immunity (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Перевод с английского языка (en).
Степень соответствия - идентичная (IDT)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает требования устойчивости к электромагнитным помехам металлообрабатывающих станков, предназначенных для промышленного и аналогичного применения, с номинальным рабочим напряжением не более 1000 В переменного тока или 1500 В постоянного тока.
Металлообрабатывающие станки могут содержать двигатели, нагревательные элементы или их комбинации. Они могут иметь электрическую или электронную схему управления и работать от распределительной сети или любого другого источника электроэнергии.
Настоящий стандарт также применим для оценки электрического оборудования, эксплуатируемого в среде, в которой действуют менее жесткие требования к помехоустойчивости, чем в промышленной среде (например, жилая зона, малые предприятия и т.д.).
Настоящий стандарт не предусмотрен для оценки соответствия требованиям к электромагнитной совместимости (ЭМС) модулей, которые вводят в действие отдельно (в разъединенном состоянии).
Стандарт не предназначен для соответствия Директиве 98/37/ЕС, касающейся продукции машиностроения, и не устанавливает требований безопасности.
Настоящий стандарт не распространяется на:
- стационарные установки, указанные в Руководстве по применению Директивы по электромагнитной совместимости (ЭМС) 2004/108/ЕС;
________________
Действует взамен Руководства по применению Директивы по электромагнитной совместимости (ЭМС) 89/336/ЕЕС.
- на электрическое оборудование, предусмотренное для применения на местах, в которых действуют специальные условия в отношении электромагнитной среды, такие как наличие высокочастотных электромагнитных полей (например, вблизи радиовещательных станций) или возникновение переменных перенапряжений в распределительной сети (например, на электростанциях). В подобных случаях могут потребоваться особые меры по ЭМС.
Требования к помехоустойчивости охватывают диапазон частот от 0 Гц до 400 ГГц. Для частот, не входящих в указанный диапазон, проведение испытаний не требуется.
2 Ссылки
2.1 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
Если международный стандарт модифицирован CENELEC и обозначен (mod), то применяют соответствующий европейский стандарт:
EN 61000-4-2:2009 Electromagnetic compatibility (EMC) - Part 4-2: Testing and measuring techniques - Electrostatic discharge immunity test (IEC 61000-4-2:2008) (Электромагнитная совместимость (ЭМС). Часть 4-2. Методы испытаний и измерений. Испытания на устойчивость к электростатическому разряду);
EN 61000-4-3:2006/A1:2008 + A2:2010 Electromagnetic compatibility (EMC) - Part 4-3: Testing and measuring techniques - Radiated, radio-frequency electromagnetic field immunity test (IEC 61000-4-3:2010) (Электромагнитная совместимость (ЭМС). Часть 4-3. Методы испытаний и измерений. Испытание на устойчивость к излучаемому радиочастотному электромагнитному полю);
EN 61000-4-4:2012 Electromagnetic compatibility (EMC) - Part 4-4: Testing and measuring techniques - Electrical fast transient/burst immunity test (IEC 61000-4-4:2012) (Электромагнитная совместимость (ЭМС). Часть 4-4. Методы испытаний и измерений. Испытания на устойчивость к наносекундным импульсным помехам);
EN 61000-4-5:2006 Electromagnetic compatibility (EMC) - Part 4-5: Testing and measuring techniques - Surge immunity test (IEC 61000-4-5:2005) (Электромагнитная совместимость (ЭМС). Часть 4-5. Методы испытаний и измерений. Испытания на устойчивость к микросекундным импульсным помехам большой энергии);
EN 61000-4-6:2009 Electromagnetic compatibility (EMC) - Part 4-6: Testing and measuring techniques - Immunity to conducted disturbances, induced by radio-frequency fields (IEC 61000-4-6:2008) (Электромагнитная совместимость (ЭМС). Часть 4-6. Методы испытаний и измерений. Устойчивость к кондуктивным помехам, наведенным радиочастотными полями);
EN 61000-4-8:2010 Electromagnetic compatibility (EMC) - Part 4-8: Testing and measuring techniques - Power frequency magnetic field immunity test (IEC 61000-4-8:2009) (Электромагнитная совместимость (ЭМС). Часть 4-8. Методы испытаний и измерений. Испытание на устойчивость к магнитному полю промышленной частоты);
EN 61000-4-11:2004 Electromagnetic compatibility (EMC) - Part 4-11: Testing and measuring techniques - Voltage dips, short interruptions and voltage variations immunity tests (IEC 61000-4-11:2004) (Электромагнитная совместимость (ЭМС). Часть 4-11. Методы испытаний и измерений. Испытание на устойчивость к провалам, кратковременным прерываниям и изменениям напряжения);
IEC 60050 (серия) International electrotechnical vocabulary. (Международный электротехнический словарь).
2.2 Другие ссылки
Руководство по применению Директивы по электромагнитной совместимости (ЭМС) 2004/108/ЕС**
________________
Действует взамен руководства по применению Директивы по электромагнитной совместимости (ЭМС) 89/336/ЕЕС.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
3.1.1 металлообрабатывающий станок (machine tool): Оборудование, находящееся во время эксплуатации в неподвижном состоянии, функционирующее от внешнего электрического источника энергии и предназначенное для резания изделий из твердого металла (например, обточки, фрезерования, шлифования, растачивания, снятия стружки) или их обработки без удаления материала (обработки давлением, например гибки, штамповки, ковки и т.д.).
Как правило, металлообрабатывающий станок оснащен системой электропитания, электрическими и электронными управляющими и исполнительными устройствами, одним или несколькими приводными механизмами, предназначенными для перемещения подвижных элементов или частей.
3.1.2 модуль (module): Механическая, пневматическая, гидравлическая, электрическая и/или электронная часть оборудования (например, станина, резцедержатель, датчик, шпиндель, шкаф управления, включая систему числового программного управления и человеко-машинный интерфейс, программируемое устройство управления - программируемый контроллер, исполнительный приводной механизм), которая предназначена для встраивания в оборудование или систему. Составная часть может быть выполнена в виде модуля.
3.1.3 компонент, модуль, активные в электромагнитном отношении (electromagnetically relevant component/module): Компонент или модуль, которые вследствие своих электромагнитных характеристик могут ухудшать рабочие характеристики под воздействием электромагнитных помех до уровня, оказывающего влияние на характеристики ЭМС или предусмотренные функции оборудования, в которое они встроены.
3.1.4 порт (port): Сопряжение между отдельным металлообрабатывающим станком или модулем и внешней электромагнитной средой (IEV 131-02-21, модифицированный).
Примечание - Сопряжение означает физическую границу металлообрабатывающего станка в сборе или модуля.
3.1.5 сигнальный интерфейс (signal interface): Порт ввода/вывода, предназначенный для соединения модулей контроля, управления и/или защиты с другими модулями металлообрабатывающего станка.
3.1.6 интерфейс электропитания (power interface): Порт, предназначенный для распределения электрической энергии внутри металообрабатывающего станка.
Примечание - Порт модуля может быть соединен с портом металлообрабатывающего станка или с другим модулем внутри металлообрабатывающего станка посредством интерфейса.
3.1.7 совокупное электрическое оборудование (entire electrical set): Все активные в электромагнитном отношении модули, отделенные от механической структуры металлообрабатывающего станка и скомпонованные для проведения испытаний этого оборудования в соответствующей испытательной установке.
3.1.8 испытание типа (type test): Испытание одного или нескольких изделий определенной конструкции с целью подтверждения того, что данная конструкция отвечает соответствующим требованиям (IEV 151-04-15).
3.1.9 оборудование (equipment): Металлообрабатывающий станок в целом, совокупное электрическое оборудование или электрические/электромеханические модули.
3.2 Сокращения
AM | - амплитудная модуляция; |
EDM | - электроэрозионный станок; |
ЭМС | - электромагнитная совместимость; |
ЭСР | - электростатический разряд; |
ИО | - испытуемое оборудование; |
LED | - светоизлучающий диод, светодиод; |
- длительность импульса по половине амплитудного значения; | |
- длительность фронта импульса. |
4 Конфигурация системы
Базовая конструкция (рисунок 1) может состоять из:
- блока электропитания;
- схемы и устройства управления и защиты;
- одного или нескольких элементов согласования мощности (например, узел приводного механизма) для системы управления и/или преобразования электрической энергии;
- одного или нескольких исполнительных элементов или необходимых преобразователей;
- систем регулирования и программного управления, таких как система числового программного управления, система программируемого регулирования, с относящимися к ним периферийными устройствами, программными и проверочными инструментальными средствами, устройствами контроля и человеко-машинным интерфейсом;
- внешних периферийных устройств (преобразователя, терминала оператора, аварийного выключателя и т.д.);
- станины и подвижных частей, приводимых в движение исполнительными элементами.
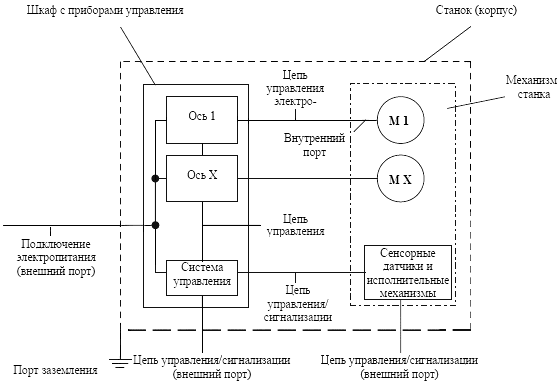
Рисунок 1 - Конфигурация системы и примеры соединений
4.1 Принцип испытаний
Испытание типа конечного изделия является общепринятой процедурой подтверждения соответствия. Однако только для ограниченной номенклатуры металлообрабатывающих станков возможно с технической точки зрения и целесообразно с экономической проведение испытаний полностью укомплектованных металлообрабатывающих станков в испытательной установке для проверки на электромагнитную совместимость. Эти станки подлежат испытанию типа на электромагнитную совместимость в испытательной установке в отличие от станков, которые не могут быть подвергнуты такому испытанию из-за своей массы, размеров, режимов работы, неадекватной стоимости или длительности испытаний.
Необходимо также учитывать тип производства (единичное или серийное), тип металлообрабатывающего станка, его модернизацию и внесенные изменения.
Таким образом, учитывают следующее:
- металлообрабатывающие станки, подлежащие испытанию типа;
- металлообрабатывающие станки, не подлежащие испытанию типа;
- тип металлообрабатывающего станка;
- внесенные изменения, дополнения и доработки.
Для подтверждения соответствия в зависимости от используемого метода испытаний применяют одно или несколько испытаний из нижеприведенных:
- испытание типа в испытательной установке для проверки на электромагнитную совместимость;
- визуальный контроль всего металлообрабатывающего станка;
- дополнительные испытания металлообрабатывающего станка в присутствии изготовителя.
4.2 Пробел
5 Испытания на помехоустойчивость
5.1 Сопоставление и выбор методов испытаний
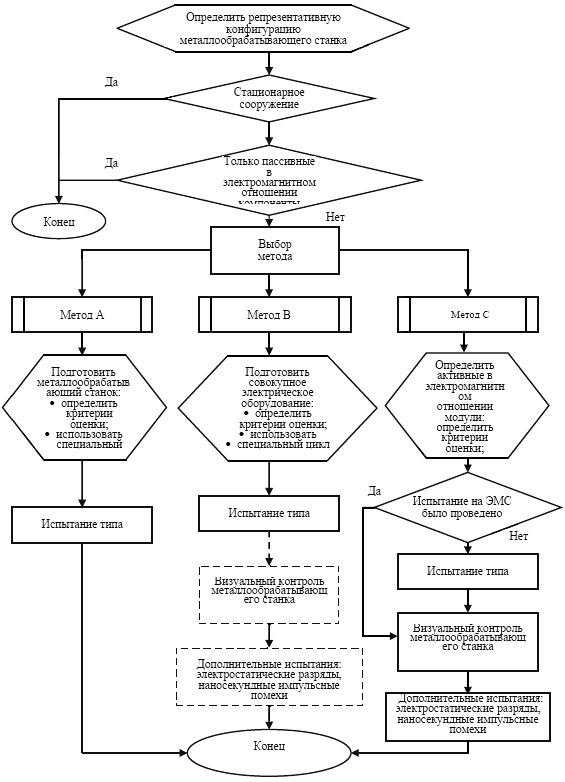
Методы испытаний на помехоустойчивость описаны ниже. В приложении E приведен алгоритм операций, необходимых при проведении испытаний указанными методами измерений.
5.1.1 Металлообрабатывающие станки с пассивными в электромагнитном отношении компонентами
Если металлообрабатывающие станки не содержат активных в электромагнитном отношении компонентов, то проведение испытаний не требуется.
Пример - Металлообрабатывающие станки, которые содержат такие компоненты, как, например, электродвигатель и электромеханический выключатель, термостат, аккумуляторная батарея.
5.1.2 Металлообрабатывающие станки с активными в электромагнитном отношении компонентами
Если металлообрабатывающие станки содержат активные в электромагнитном отношении компоненты, например электронные системы управления и силовые блоки, то следует провести одно из испытаний, указанных в таблице 1. Метод испытаний выбирает изготовитель, исходя из технических характеристик металлообрабатывающего станка.
Таблица 1 - Методы испытаний
Вид испытаний | Метод A | Метод B | Метод C |
Испытание типа | Обязательно | Обязательно | Обязательно |
Визуальный контроль полностью укомплектованного металлообрабатывающего станка | Необязательно | По решению изготовителя | Обязательно |
Дополнительные испытания полностью укомплектованного металлообрабатывающего станка в присутствии изготовителя | Необязательно | По решению изготовителя | Обязательно |
Примечание - Решение о проведении визуального контроля или дополнительных испытаний принимает изготовитель. | |||
5.1.2.1 Метод испытания A
Испытания металлообрабатывающего станка следует проводить в соответствии с требованиями к помехоустойчивости, установленными в настоящем стандарте (см. 5.2-5.6 и приложение A).
Во время испытаний металлообрабатывающий станок должен работать в режиме, указанном изготовителем.
Приведенные в таблице 2 критерии качества функционирования должны применяться для анализа металлообрабатывающего станка до, во время и после проведения испытаний на помехоустойчивость.
Таблица 2 - Определение критериев качества функционирования эксплуатационных характеристик
Область функцио- | Критерий качества функционирования A. Никаких значительных изменений эксплуатационных характеристик (без изменения(й) | Критерий качества функционирования B. Значительные изменения эксплуатационных характеристик (указать восстанавливаемость) | Критерий качества функционирования C. Остановка, срабатывание устройств защиты (потеря восстанавливаемости) |
Основной рабочий режим, предотвращающий потерю данных | Без потери данных. | Без потери данных. | Потеря данных. |
Металлообрабатывающий станок в готовом к эксплуатации состоянии | В процессе работы металлообрабатывающего станка может происходить сбой в программе. Данные и рабочий режим сохраняются. Программа включается снова после команды запуска цикла | Готовность к эксплуатации воспроизводится посредством нового запуска или посредством новой установки | |
Выполнение подпрограммы | Без изменений режима работы. | Как и при критерии качества функционирования A без потери данных, за исключением того, что изменение режима и запрограммированного процесса приводит к остановке при помощи программного управления (данные и расположение осей сохраняются). | Остановка, изменение режима эксплуатации и выполнения программы можно восстановить посредством подачи команд управления или при помощи ряда указаний, которые приведены в руководстве по эксплуатации |
Стабильность выбранного режима эксплуатации | Без изменения режима работы | Не применяют | Сбой или изменение выбранного режима работы. Допускается повторный запуск посредством вмешательства персонала, обслуживающего станок |
Эксплуатационная готовность силовой полупроводниковой техники, приводных механизмов, ходовых винтов и т.д. | На индикаторе управления, на усилителе мощности или приводном механизме осуществляется регулирование в установленных пределах | Происходит превышение временных пределов регулирования. | Остановка станка и элементов станка посредством срабатывания защитного устройства и устройства безопасности. |
Обработка информации и измеренных величин | Без нарушения системы обмена данными между элементами (аппаратами) | Наблюдается нарушение времени, отведенного для обмена данными между единицами (аппаратами). | Полный выход из строя системы обмена данными между связанными элементами (аппаратами). |
Эксплуатация индикаторного устройства и дисплейного терминала | Никаких значительных изменений представленной информации. | Наблюдаются временные изменения представленной информации, незначительные и непродолжительные незапланированные вспышки сигнальных лампочек и световых диодов (LED) | Продолжительный сбой или заметное искажение представленной информации, включая неправильные показания сигнальных лампочек и световых диодов (LED) и т.д. |
| |||
5.1.2.2 Метод испытания B
Испытания электрического оборудования металлообрабатывающего станка, предназначенного для испытаний, следует проводить в соответствии с требованиями к помехоустойчивости, установленными в настоящем стандарте (см. 5.2-5.6 и приложения A и B), выполняя при этом требования, которые были определены и установлены изготовителем.
Критерии качества функционирования (см. таблицу 2) должны применяться для анализа металлообрабатывающего станка до, во время и после проведения испытаний на помехоустойчивость.
5.1.2.3 Метод испытания C
Для проведения испытаний по методу C изготовитель должен соответствующим образом разделить металлообрабатывающий станок на модули.
Затем изготовитель должен классифицировать каждый модуль в отношении устойчивости к электромагнитным помехам - с активными и пассивными в электромагнитном отношении компонентами.
Для модулей с пассивными в электромагнитном отношении компонентами испытания не проводятся.
Для модулей с активными в электромагнитном отношении компонентами предусматривается следующее:
1) определяют, какие порты (интерфейсы) металлообрабатывающего станка имеют электрическое соединение с портами (интерфейсами) модулей (см. приложение C, таблицу C.1);
2) испытанию должны быть подвергнуты все порты (интерфейсы) модулей, которые в полностью укомплектованном металлообрабатывающем станке являются внешними портами;
3) корпус модулей должен быть соединен с корпусом металлообрабатывающего станка;
4) испытания модуля следует проводить в соответствии с требованиями к помехоустойчивости, установленными в настоящем стандарте (см. 5.2-5.6 и приложения A и C), или в соответствии с другими стандартами по электромагнитной совместимости, устанавливающими требования к помехоустойчивости в сфере промышленности.
Примечание - Изготовитель металлообрабатывающего станка может не повторять испытания на помехоустойчивость модулей, соответствие которых требованиям ЭМС было подтверждено изготовителем модуля.
5.2 Требования к испытаниям
Испытания интерфейсов металлообрабатывающих станков или модулей следует проводить по 5.1.2.1-5.1.2.3.
Если физические характеристики портов, предназначенных для технических, измерительных цепей или цепей управления, а также сигнальных интерфейсов являются одинаковыми, то достаточно провести испытание одного порта или интерфейса одного типа.
Испытания должны представлять последовательность одиночных испытаний. Последовательность испытаний устанавливают дополнительно.
Как правило, испытания проводят в соответствии с условиями, установленными в основополагающих стандартах (такие испытания могут включать измерения на месте эксплуатации, если последние предусмотрены в соответствующем основополагающем стандарте).
Требования к испытательным генераторам, методы испытаний и состав рабочих мест для испытаний приведены в основополагающих стандартах по электромагнитной совместимости.
Содержание этих основополагающих стандартов не приведено в настоящем стандарте, однако приведены дополнительные сведения, необходимые для проведения испытаний.
5.3 Оценка функционирования и критерии качества функционирования эксплуатационных характеристик
Оценку функционирования во время и/или после испытаний следует проводить обычным способом, при этом необходимо предусмотреть соответствующее подтверждение того, что металлообрабатывающий станок функционирует в соответствии с назначением.
Критерии качества функционирования эксплуатационных характеристик следует использовать для испытания соответствующих функций металлообрабатывающего станка или модулей против воздействия помех.
Так как металлообрабатывающие станки и их модули представляют собой широкую и неоднородную группу продукции, невозможно установить точные оценочные критерии качества функционирования эксплуатационных характеристик.
Несмотря на это, изготовитель должен составить описание, определить оценочные критерии качества функционирования эксплуатационных характеристик, подготовить методы контроля, которые можно применять как во время, так и после испытаний, и внести все эти данные в протокол испытаний. Оценка критериев качества функционирования эксплуатационных характеристик должна основываться на общих критериях и неисправностях, приведенных в таблице 2, перечень которых не является полным.
Изготовитель должен установить репрезентативные параметры для специальных оценочных критериев качества функционирования эксплуатационных характеристик, а также определить допустимые потери или сбои функционирования металлообрабатывающего станка или модуля(ей).
В таблице 2 представлено три оценочных критерия качества функционирования A, B и C, причем каждый из них устанавливает определенную степень качества при эксплуатации.
5.4 Условия испытаний
Если металлообрабатывающий станок или модуль могут быть соединены со вспомогательным устройством, то испытания необходимо провести в наименее вероятном репрезентативном расположении вспомогательных устройств, необходимых для эксплуатации.
Во время производственного цикла проводят испытания на воздействие электромагнитных полей и проводящих высокочастотных напряжений, вызванных высокочастотными полями, применяя произвольно выбранный режим работы ИО. В случае металлообрабатывающего станка с автоматической последовательностью прохождения программы возможен случайный запуск.
В протоколе испытаний должны быть четко установлены расположение и режимы работы (см. 5.6 и приложения A-C).
Для испытаний функций, приведенных в таблице 2, требуется специальное оборудование, устойчивое к помехам паразитной связи аналогичное устойчивости нагрузки испытательной установки.
5.4.1 Методы испытания A и B
Металлообрабатывающие станки следует испытывать в режиме работы, предусмотренном изготовителем, в соответствующих условиях эксплуатации и в соответствии с назначением.
Испытания проводят при установленных или нормальных условиях окружающей среды, предусмотренных для металлообрабатывающих станков при номинальном напряжении и номинальной частоте.
Типичными условиями испытаний металлообрабатывающего станка могут быть следующие:
- эксплуатация станка в цикле моделирования, во время которого задействованы все активные в электромагнитном отношении компоненты или модули. Как правило, этот цикл проводят без нагрузки. Некоторые виды металлообрабатывающих станков (например EDM для обработки лазерным лучом) должны работать под нагрузкой, чтобы обеспечить соответствие требованиям к испытанию;
- различные режимы эксплуатации и установки, например шаг выполнения программы, время цикла, скорость, мощность, частота вращения и крутящий момент, установление абсолютной температуры и периодические изменения температур.
Регулировку параметров следует осуществлять без превышения установленного максимума и при 50%-ном уровне сигнала.
Все испытания на устойчивость к электромагнитным помехам, таким, например, как электростатический разряд (ЭСР), наносекундные импульсные помехи и микросекундные импульсные помехи большой энергии, необходимо проводить при всех выбранных для испытаний режимах эксплуатации (или фазах, являющихся частью режима эксплуатации) металлообрабатывающего станка.
Если отдельный цикл эксплуатации продолжается дольше, чем само испытание, то испытание повторяют до тех пор, пока цикл эксплуатации не завершится.
5.4.2 Метод испытания C
Условия испытания, предусмотренные для модулей, должны быть репрезентативными для их основных реализуемых функций.
5.5 Программа и протокол испытаний
5.5.1 Программа испытаний
Испытания на ЭМС следует проводить в соответствии с программой испытаний на ЭМС, согласованной со всеми участниками испытаний.
Программа испытаний на ЭМС - официальный документ, в котором описаны специфические методы, ресурсы и алгоритм операций, имеющие значение для данного изделия, определенной услуги, конкретного договора или проекта.
Виды испытаний, условия эксплуатации, критерии качества функционирования ИО и необходимое вспомогательное оборудование - существенные факторы при планировании и проведении испытаний на ЭМС. Кроме того, должны быть определены лица, ответственные за обслуживание ИО (см. приложение D).
5.5.2 Протокол испытаний
Протокол испытаний должен содержать следующие минимальные данные:
- идентификацию изготовителя или его представителя и испытуемого изделия;
- функции металлообрабатывающего станка, подлежащие оценке;
- функции модуля(ей), предусмотренные для метода С и подлежащие оценке;
- допустимый уровень качества или допустимые нарушения эксплуатационных характеристик во время и/или после испытания в соответствии с установленными в 5.3 критериями качества функционирования;
- процедуру исследования нарушения эксплуатационных характеристик металлообрабатывающего станка или модуля;
- идентификацию портов (интерфейсов), содержащих сигнальные/управляющие цепи и цепи электропитания;
- условия эксплуатации;
- выбранный для испытания цикл моделирования;
- условия окружающей среды;
- описание оборудования для испытаний и используемых измерительных приборов;
- расстояние, положение и исходную точку антенны;
- описание расположения оборудования при испытании (например, фотографии);
- описание ИО, кабеля (тип, длина, вилочная часть электрического соединителя), вспомогательного оборудования;
- режим(ы) работы ИО;
- результаты испытаний.
5.6 Испытание типа металлообрабатывающих станков с различной конфигурацией
Для расширения функциональных возможностей металлообрабатывающие станки могут иметь в своем составе различные варианты оборудования. Они представляют собой варианты комплектной или комплексной конфигурации. Во всех случаях изготовитель должен проводить испытания в соответствии с требованиями настоящего стандарта.
Изготовитель должен определить конфигурацию, учитывая ЭМС, при которой возникает максимальная чувствительность к помехам. Данную репрезентативную конфигурацию следует устанавливать в соответствии с требованиями и видами испытаний, указанными в 5.1, при этом учитываются все другие возможные варианты оборудования. Оценку осуществляют исходя из технической документации (например, блок-схемы, на которой приведены электрические и электромеханические модули с соответствующими соединениями).
Если вышеупомянутая репрезентативная конфигурация в отношении одного из выбранных методов испытаний, описанных в 5.1.2 и 5.2, и выбранная контрольная конфигурация соответствуют требованиям настоящего стандарта, то считают, что любой другой подлежащий оценке вариант оборудования или конфигурация также соответствует требованиям настоящего стандарта, без проведения дополнительного контроля.
Если изготовитель меняет конфигурацию металлообрабатывающего станка, то он должен провести оценку всех новых вариантов конфигурации на предмет их репрезентативности.
Таблица 3 - Оценки различных конфигураций в отношении ЭМС
Способ изготовления металлообрабатывающего станка | Действия |
Металлообрабатывающие станки изготавливают в одной или разных конфигурациях | Проводят испытание репрезентативной конфигурации (неблагоприятной конфигурации в отношении ЭМС) в соответствии с 5.1-5.4 |
Изменение металлообрабатывающего станка посредством применения пассивных в электромагнитном отношении компонентов | Соответствие металлообрабатывающего станка требованиям к помехоустойчивости допускают без проведения другого (нового) испытания |
Изменение металлообрабатывающего станка посредством применения активных в электромагнитном отношении компонентов | Заново производят оценку в отношении действительности репрезентативной конфигурации. В случае, если она не действительна, проводят испытание новой репрезентативной конфигурации в соответствии с 5.1-5.4 |
"Неблагоприятная конфигурация" может быть идентифицирована посредством исследования различных возможностей образования комбинаций и ограниченных возможностей испытания. "Неблагоприятной конфигурацией" наиболее часто является комплексный вариант оборудования.
5.7 Меры предосторожности во время проведения испытаний
Испытания на помехоустойчивость могут повредить расположенное вблизи оборудование или нанести вред персоналу.
Необходимо принимать соответствующие меры предосторожности.
6 Документация на изделие
Для выполнения требований, предъявляемых к ЭМС изделия, необходимо указать все необходимые меры, принимаемые при его монтаже, эксплуатации или обслуживании: например меры по заземлению, применение защитного или специального кабеля, указание максимальных длин кабеля, а также действительного электрического соединения с функциональным заземлением.
Приложение A
(обязательное)
Требования к испытанию типа
Таблица А.1 - Испытание металлообрабатывающих станков на помехоустойчивость. Корпус
Вид помехи | Значение параметра | Единица измерения | Осново- | Критерий качества функцио- |
Магнитное поле промышленной частоты | 50 | ГЦ | EN 61000-4-8 | A |
30 | А/м (действующее значение) | |||
Радиочастотное электромагнитное поле (амплитудная модуляция) | 80-1000 | МГц | EN 61000-4-3 | A |
10 | В/м (действующее значение, немодулированное) | |||
80 | % АМ (1 кГц) | |||
Электростатический разряд | ±4 (контактный разряд) | кВ (напряжение разряда) | EN 61000-4-2 | B |
| ||||
Таблица А.2 - Испытание металлообрабатывающих станков на помехоустойчивость. Порты ввода-вывода сигналов
Вид помехи | Значение параметра | Единица измерения | Осново- | Критерий качества функцио- |
Кондуктивные помехи, наведенные радиочастотным электромагнитным полем (амплитудная модуляция) | 0,15-80 | МГц | EN 61000-4-6 | A |
10 | В (действующее значение, немодулированное) | |||
80 | % АМ (1 кГц) | |||
Наносекундные импульсные помехи | ±1,0 | кВ (пиковое значение) | EN 61000-4-4 | B |
5/50 |
| |||
5 | Частота повторения, кГц | |||
Микросекундные импульсные помехи большой энергии | 1,2/50 (8/20) |
| EN 61000-4-5 | B |
Подача помехи по схеме "провод - земля" | ±1 | кВ | ||
Уровень помехи при испытаниях может устанавливаться эквивалентным током на нагрузке 150 Ом. | ||||
Таблица А.3 - Испытание металлообрабатывающих станков на помехоустойчивость. Входные и выходные порты электропитания постоянного тока
Вид помехи | Значение параметра | Единица измерения | Осново- | Критерий качества функцио- |
Кондуктивные помехи, наведенные радиочастотным электромагнитным полем (амплитудная модуляция) | 0,15-80 | МГц | EN 61000-4-6 | A |
10 | В (действующее значение, немодулированное) | |||
80 | % АМ (1 кГц) | |||
Наносекундные импульсные помехи | ±2,0 | кВ (пиковое значение) | EN 61000-4-4 | B |
5/50 |
| |||
5 | Частота повторения, кГц |
Таблица А.4 - Испытание металлообрабатывающих станков на помехоустойчивость. Входные и выходные порты электропитания переменного тока
Вид помехи | Значение параметра | Единица измерения | Осново- | Критерий качества функцио- | |
Кондуктивные помехи, наведенные радиочастотным электромагнитным полем (амплитудная модуляция) | 0,15-80 | МГц | EN 61000-4-6 | A | |
10 | В (действующее значение, немодулированное) | ||||
80 | % АМ (1 кГц) | ||||
Наносекундные импульсные помехи | ±2,0 | кВ (пиковое значение) | EN 61000-4-4 | B | |
5/50 |
| ||||
5 | Частота повторения, кГц | ||||
Провалы напряжения электропитания (применяют только на входах сети переменного тока) | 30 | % уменьшения | EN 61000-4-11 | B | |
0,5 | Периоды | C | |||
60 | 60 | % уменьшения |
| ||
5 | 50 | Периоды | |||
Прерывания напряжения электропитания (применяют только на входах сети переменного тока) | >95 | % | EN 61000-4-11 | C | |
250 | Периоды | ||||
Микросекундные импульсные помехи большой энергии Подача помехи по схеме: | 1,2/50 (8/20) |
| EN 61000-4-5 | В | |
"провод - земля" | ±2 | кВ | |||
"провод - провод" | ±1 | кВ | |||
| |||||
Таблица А.5 - Испытание металлообрабатывающих станков на помехоустойчивость. Порт заземления
Вид помехи | Значение параметра | Единица измерения | Осново- | Критерий качества функцио- |
Кондуктивные помехи, наведенные радиочастотным электромагнитным полем (амплитудная модуляция) | 0,15-80 | МГц | EN 61000-4-6 | A |
10 | В (действующее значение, немодулированное) | |||
80 | % АМ (1 кГц) | |||
Наносекундные импульсные помехи | ±1,0 | кВ (пиковое значение) | EN 61000-4-4 | B |
5/50 |
| |||
5 | Частота повторения, кГц | |||
| ||||
Приложение B
(обязательное)
Совокупное электрическое оборудование
Совокупное электрическое оборудование (см. 3.1.7 настоящего стандарта) должно быть подвергнуто испытанию типа как единое целое при заданном режиме функционирования в соответствии с требованиями основополагающих стандартов.
Изготовитель должен разработать руководство по эксплуатации металлообрабатывающего станка.
Для подтверждения того, что при разработке модели станка установленные нормы для ЭМС были учтены, должен быть проведен визуальный контроль или подготовлена программа испытаний, которая описывает, какие испытания и в каких областях репрезентативно изготовленного металлообрабатывающего станка были проведены.
В протоколе испытаний указывают, что для подтверждения соответствия требованиям настоящего стандарта выбран метод испытаний B.
Приложение C
(обязательное)
Модули металлообрабатывающих станков
Порты являются важными точками измерения при проведении испытаний типа металлообрабатывающих станков. Следует установить соответствующие требования к модулям. В таблице C.1 приведены основные виды испытаний.
Изготовитель должен разработать руководство по эксплуатации металлообрабатывающего станка. Для подтверждения того, что при разработке станка установленные нормы для ЭМС были учтены, должен быть проведен визуальный контроль. Необходимо подготовить программу испытаний, в которой должно быть указано, какие испытания и в каких областях репрезентативно изготовленного металлообрабатывающего станка были проведены.
Если изготовитель металлообрабатывающего станка отклоняется от руководства, составленного изготовителем модулей, то для пояснения отклонений следует провести анализ, основанный на дополнительных испытаниях и/или расчетах, и/или опытных данных.
Изготовитель металлообрабатывающего станка в программе испытаний по ЭМС должен изложить все вышеуказанные данные, разновидности модулей, положения руководства по эксплуатации, результаты визуальных контролей, выбранные испытания и анализ.
В протоколе испытаний указывают, что для подтверждения соответствия требованиям настоящего стандарта выбран метод испытания C.
Техническая документация изготовителя должна содержать следующую фразу: "Настоящий металлообрабатывающий станок содержит модули, которые подвергались испытаниям на ЭМС".
Таблица C.1 - Испытание металлообрабатывающих станков на помехоустойчивость. Перечень портов, измерение в которых следует проводить в соответствии с процедурой, описанной в приложении A
Измеряемый параметр | Порт или интерфейс модулей | Порт металлообрабатывающего станка | Дополнительные испытания полностью укомплектованного металлообрабатывающего станка |
Магнитное поле промышленной частоты | Корпус | Корпус | Необязательно |
Радиочастотное электромагнитное поле | Корпус | Корпус | Необязательно |
Электростатический разряд | Корпус | Корпус | В соответствии с контрольным уровнем, указанным в приложении A |
Кондуктивные помехи, наведенные радиочастотным электромагнитным полем | Все порты или интерфейсы, предназначенные для полностью укомплектованного металлообрабатывающего станка | Порт для цепи сигнализации, кабель длиной более 3 м. | Необязательно |
Наносекундные импульсные помехи | Все порты или интерфейсы, предназначенные для полностью укомплектованного металлообрабатывающего станка | Порт для цепи сигнализации, кабель длиной более 3 м. | В соответствии с контрольным уровнем, указанным в приложении A |
Микросекундные импульсные помехи большой энергии | Все порты или интерфейсы, предназначенные для полностью укомплектованного металлообрабатывающего станка | Порт для сети переменного тока. | Необязательно |
| |||
Приложение D
(справочное)
Программа испытаний
Программа испытаний на ЭМС должна содержать следующие данные:
- описание ИО;
- описание периферийных устройств (как составной части ИО или вспомогательных устройств);
- конфигурацию ИО (техническое и программное обеспечение);
- руководство по эксплуатации ИО;
- методику испытаний;
- задачи участников испытаний;
- критерии окончания испытаний;
- требования к испытанию каждого порта в соответствии с приложением A, включая обоснованное пояснение, почему определенные испытания не требуются;
- подробное описание оценочных критериев качества функционирования эксплуатационных характеристик ИО.
Приложение E
(справочное)
Алгоритм операций при проведении испытаний
Приложение Д.А
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица Д.А.1 - Сведения о соответствии межгосударственных стандартов, ссылочным европейским стандартам, которые являются идентичными или модифицированными по отношению к международным стандартам
Обозначение и наименование ссылочного европейского стандарта | Обозначение и наименование международного стандарта | Степень соответ- | Обозначение и наименование межгосударственного стандарта |
EN 61000-4-2:2008 | IEC 61000-4-2:2008 | MOD | ГОСТ 30804.4.2-2013 |
EN 61000-4-3: 2006/ | IEC 61000-4-3:2010 | MOD | ГОСТ 30804.4.3-2013 |
EN 61000-4-4:2012 | IEC 61000-4-4:2012 | MOD | ГОСТ 30804.4.4-2013 |
EN 61000-4-11:2004 | IEC 61000-4-11:2004 | MOD | ГОСТ 30804.4.11-2013 |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | |||
УДК 621.396/.397.001.4 | МКС 25.080.01; 33.100.10 | IDT |
Ключевые слова: станки металлообрабатывающие, электромагнитная совместимость, излучение, помехи электромагнитные, методы испытаний и измерений | ||
Электронный текст документа
и сверен по:
, 2014
