ГОСТ ISО 1986-1-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ С ГОРИЗОНТАЛЬНЫМ ШЛИФОВАЛЬНЫМ ШПИНДЕЛЕМ И ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ СТОЛА
Условия испытаний. Проверка точности
Часть 1
Станки со столом длиной до 1600 мм
Surface grinding machines with horizontal grinding wheel spindle and reciprocating table. Test conditions. The accuracy test. Part 1. Machines with table length to 1600 mm
МКС 25.080.01
Дата введения 2018-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по MК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узсстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 июня 2017 г. N 588-ст межгосударственный стандарт ГОСТ ISO 1986-1-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 1986-1:2014* "Условия испытаний плоскошлифовальных станков с горизонтальным шлифовальным шпинделем и возвратно-поступательным движением стола. Проверка точности. Часть 1. Станки со столом длиной до 1600 мм" ("Test conditions for surface grinding machines with horizontal grinding wheel spindle and reciprocating table - Testing of the accuracy - Part 1: Machines with table length of up to 1600 mm", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Май 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Целью настоящего стандарта является определение условий испытаний плоскошлифовальных станков с горизонтальным шлифовальным шпинделем и возвратно-поступательным движением стола (длиной до 1600 мм).
Настоящий стандарт устанавливает испытания проверки геометрической точности станка, необходимой для выполнения основной функции.
1 Область применения
Настоящий стандарт со ссылками на ISO 230-1 устанавливает нормы и правила испытаний геометрической точности и испытания на точность обработки плоскошлифовальных станков нормальной точности общего назначения со столом, имеющим возвратно-поступательное движение, и горизонтальным шлифовальным шпинделем, а также устанавливает допустимые отклонения, соответствующие вышеупомянутым испытаниям.
Настоящий стандарт не применяется к плоскошлифовальным станкам с неподвижными или поворотными столами или к станкам с продольным перемещением шлифовальной головки.
Настоящий стандарт касается только проверки геометрической точности станка и не применяется ни для эксплуатационной проверки станка (вибрации, посторонний шум, скачкообразное движение элементов и т.д.), ни для проверки характеристик станка (таких как скорости, подачи и т.д.), так как подобные проверки обычно выполняются до испытания на точность.
Настоящий стандарт содержит терминологию для основных элементов станка и обозначения осей со ссылкой на [1].
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of operating under no-load or finishing conditions (Испытание станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в режиме чистовой обработки)
3 Терминология и обозначение осей
Терминология и обозначение осей по рисунку 1.
|

1 - колонна; 2 - станина; 3 - стол; 4 - базовый Т-образный паз; 5 - шлифовальная головка; 6 - шлифовальный круг; 7 - кожух шпинделя; 8 - защитное ограждение от выбросов и выплесков; 9 - салазки (суппорт)
Рисунок 1 - Типовой пример плоскошлифовального станка с горизонтальным шпинделем и возвратно-поступательным перемещением стола
4 Общие положения
4.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах; угловые размеры выражены в градусах, угловые отклонения и соответствующие допуски выражаются главным образом соотношениями, но, в некоторых случаях, для пояснения могут использоваться микрорадианы или угловые секунды. Следует использовать следующее выражение (1) для перевода углов или допусков
![]() . (1)
. (1)
4.2 Ссылка на ISO 230-1
При применении настоящего стандарта следует руководствоваться требованиями ISO 230-1, особенно в части установки станка перед испытанием, прогревом шпинделей и других движущихся элементов, а также описания методов измерения и рекомендованной точности испытательного оборудования.
В тех случаях, когда испытания, описанные в разделах 5 и 6 настоящего стандарта, полностью соответствуют техническим условиям, заданным ISO 230-1, в разделе "Выполнение измерений", инструктажу по программе действий должны предшествовать ссылки на соответствующие пункты/подпункты настоящего стандарта.
4.3 Порядок проведения испытаний
Последовательность проведения испытаний, представленная в настоящем стандарте, ни в коей мере не определяет порядок проведения таких испытаний в практических условиях. В целях облегчения монтажа зажимных приспособлений и работы станка испытания могут проводиться в любом порядке.
4.4 Необходимые испытания
Если для испытуемого станка нет необходимости или возможности провести все испытания, описанные в настоящем стандарте, то выбор испытаний, необходимых для поставленных целей, остается за пользователем по согласованию с поставщиком/производителем. Это правило относится и к испытаниям тех компонентов и/или характеристик станка, которые интересуют пользователя.
4.5 Средства измерений
Средства измерений, используемые для испытаний, описанных в разделе 4, могут служить только примером. Могут применяться другие средства измерений такого же качества, имеющие такую же или меньшую погрешность измерения, измеряющие те же величины.
4.6 Минимальный допуск
Если при геометрических испытаниях допуск устанавливается на длине измерения, отличающейся от приведенной в настоящем стандарте, следует принять во внимание, что минимальная величина допуска - 0,001 мм.
4.7 Испытания на точность обработки
Испытания на точность обработки должны проводиться только в условиях финишной (чистовой) обработки, но не при обдирке, которая требует существенных усилий резания.
4.8 Эскизы
В целях упрощения на каждом из рисунков, иллюстрирующих положения настоящего стандарта, приведен эскиз только одного типа станка.
5 Испытания геометрической точности
5.1 Линейные оси
Проверка прямолинейности продольного перемещения стола (ось X) a) в вертикальной плоскости (XY) |
| |
b) в горизонтальной плоскости (ZX) | ||
| ||
Допуск Для а) и b) 0,010 для длины измерения до 1000; 0,016 для длины измерения свыше 1000. Локальный допуск: 0,005 для любого интервала с длиной измерения 300 | Измеренные отклонения | |
Средства измерений: поверочная линейка, индикатор с круговой шкалой, поверочный телескоп, лазерный интерферометр, натянутая струна, микроскоп (только для b)) | ||
Примечания и ссылки на ISO 230-1, 3.4.8, 8.2.2.1 и 8.2.3 Необходимо приложить поверочную линейку таким образом, чтобы легко читались показания на каждом конце длины измерения. Индикатор с круговой шкалой нужно установить на неподвижном элементе шлифовальной головки так, чтобы щуп касался линейки. | ||

Проверка прямолинейности поперечного перемещения (ось Z) салазок (суппорта), стоек или шлифовальной бабки (головки) в вертикальной плоскости (YZ) |
| |
| ||
Допуск 0,010 - для длины измерения до 500; 0,015 - для длины измерения свыше 500. Локальный допуск: 0,005 - для любого интервала с длиной измерения 300 | Измеренные отклонения | |
Средства измерений: поверочная линейка, индикатор с круговой шкалой, поверочный телескоп, лазерный интерферометр | ||
Примечания и ссылки на ISO 230-1, 3.4.8, 8.2.2.1 и 8.2.3 Необходимо приложить поверочную линейку таким образом, чтобы легко читались показания на каждом конце длины измерения. Индикатор с круговой шкалой нужно установить на неподвижном элементе шлифовальной бабки так, чтобы щуп касался линейки. | ||

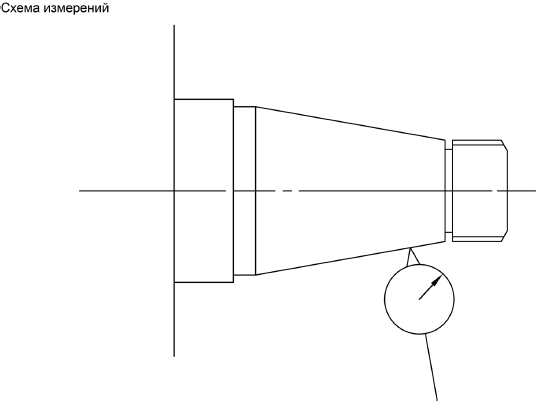
Проверка перпендикулярности между продольным перемещением стола (ось X) и поперечным перемещением (ось Z) салазок (суппорта, каретки), стоек или шлифовальной бабки (головки) |
| |
| ||
Допуск 0,1/1000 (0,03/300) | Измеренные отклонения | |
Средства измерений: поверочная линейка, угольник и индикатор с круговой шкалой | ||
Примечания и ссылки на ISO 230-1, 10.3.2 Индикатор с круговой шкалой необходимо установить на неподвижном элементе шлифовальной головки так, чтобы щуп касался линейки. Нужно установить поверочную линейку параллельно продольному перемещению стола, затем установить его центральное положение. Далее - приложить угольник к поверочной линейке; проверить поперечное перемещение салазок, стоек или шлифовальной головки. | ||

Проверка перпендикулярности между вертикальным перемещением шлифовальной головки (ось Y) и поперечным перемещением (ось Z) салазок (суппорта, каретки), стоек или шлифовальной головки |
| |
| ||
Допуск 0,133/1000 (0,04/300) | Измеренные отклонения | |
Средства измерений: поверочная линейка, угольник и индикатор с круговой шкалой, плоскопараллельные меры длины | ||
Примечания и ссылки на ISO 230-1, 10.3.2 Индикатор с круговой шкалой следует установить на неподвижном элементе шлифовальной головки. Надо: установить поверочную линейку параллельно поперечному перемещению стола, затем установить стол в его центральное положение; приложить угольник к поверочной линейке; проверить вертикальное перемещение салазок, стоек или шлифовальной головки. | ||

5.2 Стол
Проверка плоскостности обрабатываемой поверхности
|
| |
| ||
Допуск 0,01 - для длины измерения до 1000; 0,02 - для длины измерения свыше 1000. Локальный допуск: 0,005 - для любого интервала с длиной измерения 300 | Измеренные отклонения | |
Средства измерений: поверочная линейка, плоскопараллельные меры длины (плитка Иогансона) или инструменты высокой точности (прецизионные) | ||
Примечания и ссылки на ISO 230-1, 12.2.3 и 12.2.4. Горизонтальные перемещения (по осям X и Z) должны быть в среднем положении. | ||

Проверка параллельности между обрабатываемой поверхностью a) продольным перемещением стола (ось X); |
| |
b) поперечным перемещением салазок (суппорта, каретки), стоек или шлифовальной головки (ось Z).
| ||
| ||
Допуск a) 0,012 Локальный допуск: 0,005 - для любого интервала с длиной измерения 300; b) 0,002+0,01 где L - длина измерения | Измеренные отклонения а) b) | |
Средства измерений: индикатор с круговой шкалой | ||
Примечания и ссылки на ISO 230-1, 12.3.2.5 Индикатор с круговой шкалой необходимо установить на неподвижном элементе шлифовальной головки. Щуп индикатора следует разместить приблизительно в вертикальной плоскости, проходящей по центру оси шлифовального шпинделя. Если прямой контакт стола с индикатором для проведения измерений требует Т-образного паза или пакета чипов, то можно использовать плоскопараллельные меры длины (плитку Иогансона) в каждой точке измерения. | ||

Проверка параллельности между медианой (средней линией) соответствующего Т-образного паза стола (или соответствующей грани планшайбы, если таковая установлена на столе) и продольным перемещением стола (ось X) |
| |
| ||
Допуск 0,015 - для длины измерения до 1000; 0,020 - для длины измерения свыше 1000. Локальный допуск: 0,008 - для любого интервала длиной измерения 300 | Измеренные отклонения | |
Средства измерений: индикатор с круговой шкалой | ||
Примечания и ссылки на ISO 230-1, 12.3.2.5. Индикатор с круговой шкалой следует установить на неподвижном элементе шлифовальной головки. | ||

5.3 Шпиндель
Измерение биения конца шпинделя |
| |
| ||
Допуск 0,005 | Измеренные отклонения | |
Средства измерений: индикатор с круговой шкалой | ||
Примечания и ссылки на ISO 230-1, 12.5.2. Индикатор с круговой шкалой установить на неподвижном элементе шлифовальной головки. | ||
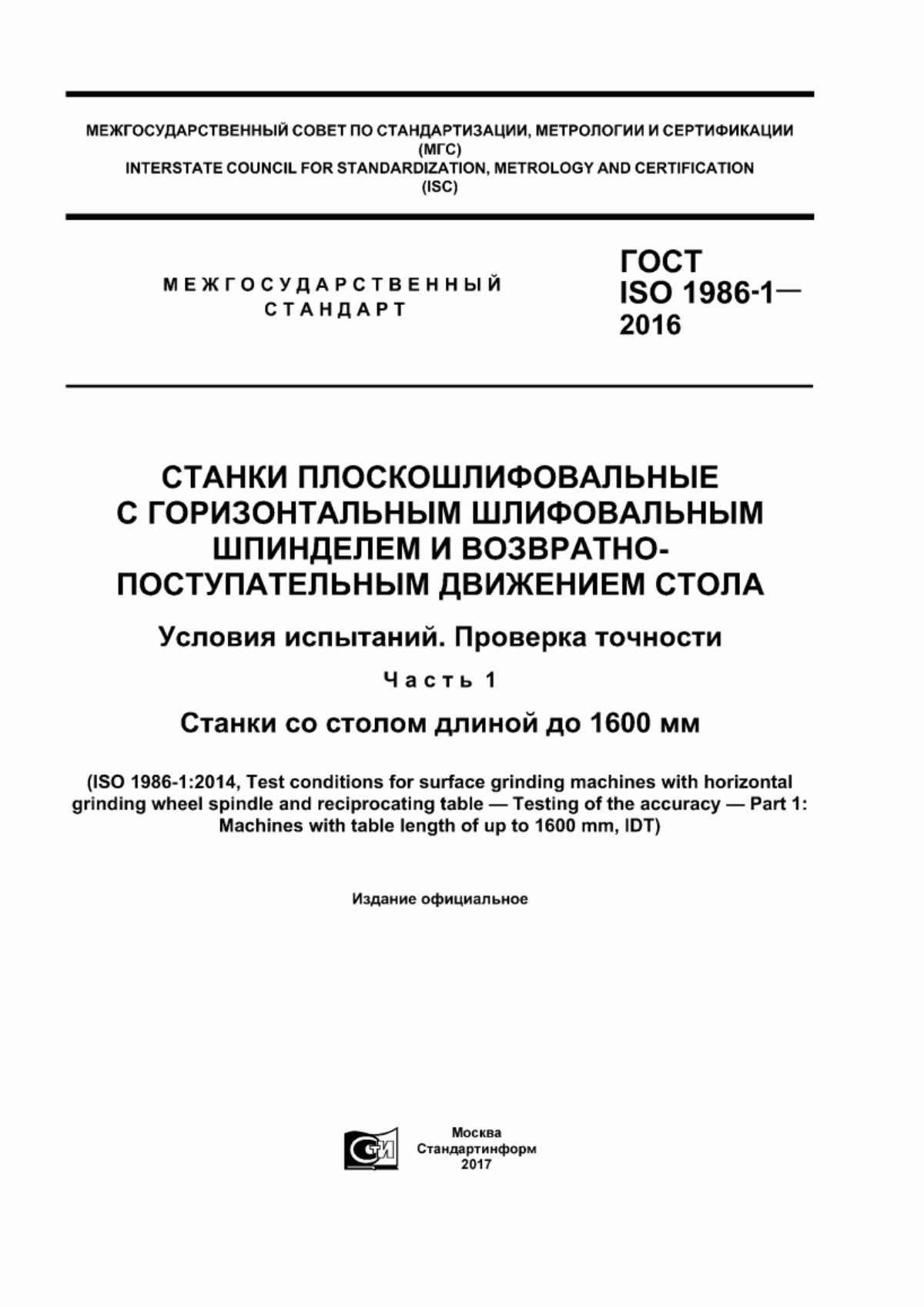
Измерение осевой погрешности перемещения шлифовального шпинделя |
| |
| ||
Допуск 0,005 | Измеренные отклонения | |
Средства измерений: индикатор с круговой шкалой | ||
Примечания и ссылки на ISO 230-1, 9.1. Линия действия щупа индикатора с круговой шкалой должна быть соосна со шпинделем. | ||

Проверка параллельности между осью шлифовального шпинделя и поперечным перемещением салазок, стоек или шлифовальной головки (ось Z). |
| |
| ||
Допуск 0,025/300
| Измеренные отклонения | |
Средства измерений: индикатор с круговой шкалой, поверочная линейка, плоскопараллельная мера длины (плитка Иогансона) | ||
Примечания и ссылки на ISO 230-1:2012, 10.1.4. Необходимо установить поверочную линейку параллельно поперечному перемещению стола, затем установить стол на его центральную позицию. Следует приложить угольник к поверочной линейке. Нужно контролировать ось шлифовального шпинделя в процессе вращения индикатора напротив угольника. | ||

Проверка перпендикулярности между осью шлифовального шпинделя и продольным перемещением стола (ось X) |
| |
| ||
Допуск 0,015/300
| Измеренные отклонения | |
Средства измерений: индикатор с круговой шкалой и специальным кронштейном, поверочная линейка | ||
Примечания и ссылки на ISO 230-1, 10.3.3. Необходимо: установить поверочную линейку горизонтально в центре стола параллельно перемещению стола по оси X; установить (шлифовальную головку) на середину продольного и поперечного перемещения (оси X и Z); контролировать ось шлифовального шпинделя в процессе вращения индикатора напротив поверочной линейки. | ||
6 Испытания точности обработки
Шлифовка поверхности пяти образцов до одинаковой высоты |
| |
| ||
1 - магнитная планшайба; 2 - стол | ||
Допуск 0,005 - для расстояния между опытными образцами 300. (Для расстояния между опытными образцами <300 допуск уменьшается пропорционально расстоянию, но не может быть ниже 0,001). Максимальный допуск: 0,025 | Измеренные отклонения | |
Средства измерений: датчик линейного перемещения | ||
Примечания и ссылки на ISO 230-1, 1, 6.2.2, В.1 и В.2. Перед проведением испытаний поверхность опытных образцов следует приложить к обрабатываемой поверхности. Обрабатываемая поверхность должна касаться стола или магнитной планшайбы, если таковая установлена на столе. Опытные образцы следует закрепить должным образом в следующем порядке: - один в центральной точке стола; - по одному в каждом из четырех углов стола. Материалы, из которых должны быть изготовлены опытные образцы: а) чугун или b) сталь. Опытные образцы должны иметь одинаковую твердость. Размеры функциональных поверхностей опытных образцов должны быть, чем меньше, тем практичней, например квадрат 50х50 мм или круг диаметром 50 мм. | ||

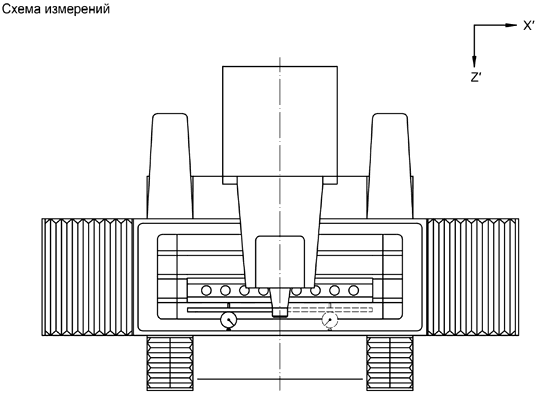
Шлифовка одного опытного образца постоянной высоты комбинацией продольного и поперечного перемещений |
| |
| ||
1 - магнитная планшайба; 2 - стол; е - толщина шлифовального круга; | ||
Допуск 0,005 для длины измерения 300 мм. Максимальный допуск: 0,020 | Измеренные отклонения | |
Средства измерений: датчик линейного перемещения | ||
Примечания и ссылки на ISO 230-1, 6.1, 6.2.2, В.1 и В.2. Перед проведением испытаний поверхность опытных образцов следует прижать к обрабатываемой поверхности. Обрабатываемая поверхность должна быть прижата к столу или к магнитной планшайбе, если таковая установлена на столе. Жесткость опытного образца должна быть такой, чтобы исключить деформацию опытного образца при зажиме. Для первого испытания опытный образец следует закрепить в центре обрабатываемой поверхности. Для любого последующего испытания опытный образец должен устанавливаться в другой точке обрабатываемой поверхности. Материалы, из которых должен быть изготовлен опытный образец: a) чугун; b) сталь. | ||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | - | *, |
* Соответствующий межгосударственный стандарт отсутствует. | ||
________________
В Российской Федерации действует ГОСТ Р ИСО 230-1-2010 "Испытания станков. Часть 1. Методы измерения геометрических параметров", идентичный ISO 230-1:1996.
Библиография
[1] | ISO 841:2001 | Industrial automation systems - Physical device control - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграции. Числовое программное управление станками. Системы координат и обозначение перемещений) |
УДК 621.9.02-434.5:006.354 | МКС 25.080.01 | |
Ключевые слова: станки плоскошлифовальные, геометрическая точность, методы проверок, средства измерений, схема измерений, отклонение, допуск, датчик линейного перемещения, оптические средства измерений, поверочная плита | ||
Электронный текст документа
и сверен по:
, 2020
