ГОСТ Р 59208-2020
(ИСО 16089:2015)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Безопасность металлорежущих станков
СТАНКИ ШЛИФОВАЛЬНЫЕ СТАЦИОНАРНЫЕ
Machine tools. Safety. Stationary grinding machines
ОКС 25.080.01
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") и Федеральным Государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "") на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 документа, который выполнен ФГУП ""
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 ноября 2020 г. N 1141-ст
4 Настоящий стандарт является модифицированным по отношению к международному документу ИСО 16089:2015* "Безопасность металлорежущих станков. Станки шлифовальные стационарные" ("Machine tools. Safety. Stationary grinding machines", MOD) путем включения дополнительных положений, фраз, слов, внесения изменений в текст применяемого международного стандарта, которые выделены курсивом**, а также невключения отдельных структурных элементов, объяснения причин внесения этих технических отклонений приведены во введении к настоящему стандарту и в дополнительном приложении ДБ.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей;
** В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", "Введение" и приложении ДА приводятся обычным шрифтом, отмеченные в разделе "Предисловие" знаком "**" и остальные по тексту документа выделены курсивом. - Примечания изготовителя базы данных.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/ТC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным документам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Целью настоящего стандарта является учет результатов технического прогресса по расширению технологических функций шлифовальных станков ввиду их широкого использования и совершенствование конструкций, а также снижение повсеместного неправильного использования требований к безопасной эксплуатации шлифовальных станков, например, посредством манипуляции защитными устройствами. Было достигнуто соглашение пересмотреть ЕН 13218, но при этом по согласию CEN/TC 143 и ISO/TC 39/SC 10, этот пересмотр был проведен как ИСО 16089.
Меры защиты для шлифовальных станков, в частности, характеризуются ограждением с блокировкой и защитной блокировкой для эффективного противодействия опасности разрушения керамических инструментов. В некоторых особых случаях операций шлифования заграждения могут мешать операторам, поскольку они препятствуют контролю процессов. Тогда с помощью манипуляций с блокирующими устройствами автоматический режим может происходить без заграждения с резко возросшими опасностями для оператора.
В настоящем стандарте приведены более жесткие требования и меры по устранению опасностей и снижению рисков к стационарным шлифовальным станкам, чем в предыдущем стандарте ЕН 13218.
Однако при достаточно высокой степени конкретизации вышеуказанных мер и требований безопасности, в новой версии международного стандарта ИСО 16089 не уделено внимание методике определения (расчета) допустимого уровня (степени) риска шлифовального оборудования. В связи с этим при гармонизации международного стандарта в него включены отдельные положения, вступившие в силу с 2018 года в соответствии с ГОСТ 33839-2016 "Определение допустимого уровня (степени) риска и опасности общеотраслевого обрабатывающего оборудования", в который входят стационарные шлифовальные станки. Потому настоящий стандарт модифицирован к ИСО 16089:2015.
Наряду с включением в содержание ИСО 16089:2015 отдельных положений из ГОСТ 33938, из содержания вышеуказанного международного стандарта (МС) исключены отдельные пункты и подпункты, в которых излишне изложена общедоступная подробная справочная и рекомендательная информация. В частности, конструкции шлифовальных станков и дополнительных устройств к ним, непрофильной справочной информации по нормативным документам МС по маркам сталей, аттестации сварщиков и т.п., документации для покупателей, которая не имеет прямого отношения к основному назначению - к безопасности шлифовальных станков, исключенные положения базового МС. Другие причины исключения изложены в приложении ДБ.
В целом, в настоящий стандарт включены следующие технические отклонения по отношению к международному стандарту ИСО 16089:2015 при его гармонизации.
Раздел 1 "Область применения":
Исключены примечание 1 и 2, как излишняя справочная информация по классификации (группам) этих станков.
Раздел 2 "Нормативные ссылки"
Добавлен ГОСТ 33938-2016, содержащий методику расчета допустимого уровня риска, которая отсутствует в базовом МС. Исключены отдельные ссылочные МС справочного и непрофильного характера.
Раздел 3 "Термины и определения"
Введены 2 определения в части понятия риска в связи с включением отдельных положений ГОСТ 33938 по определению степени риска.
Введен новый раздел 8 "Определение допустимого уровня риска" - это материалы в соответствии с ГОСТ 33938, которые дополняют положения по определению допустимого уровня (степени) риска, которых нет в базовом МС, но они необходимы и востребованы предприятиями для обеспечения требований безопасности эксплуатируемого оборудования.
Включены дополнительные приложения:
Приложение ДА (справочное) Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте.
Приложение ДБ (справочное) Обоснование причин основных технических отклонений в тексте применяемого МС.
Исключены:
Приложения I-К как типовые примеры справочного и рекомендуемого характера общепроизводственного назначения (системам вытяжки и пожаротушения, контроля вращения шпинделя и пр.).
1 Область применения
Настоящий стандарт устанавливает требования и/или меры по устранению опасностей или снижению рисков в следующих группах стационарных шлифовальных станков, которые предназначены главным образом для обработки металла путем шлифовки:
- группа 1: шлифовальные станки с ручным управлением без механизированных осей и без числового программного управления;
- группа 2: шлифовальные станки с ручным управлением с механизированными осями и, в случае применимости, с числовым программным управлением с ограниченными возможностями;
- группа 3: шлифовальные станки с числовым программным управлением.
Настоящий стандарт охватывает существенные риски, перечисленные в разделе 4, и применяется к вспомогательным устройствам (например, для заготовок, инструментов, удерживающих устройств и устройств для обработки), которые являются неотъемлемой частью станка.
Настоящий стандарт также применяется к станкам, которые интегрированы в автоматическую производственную линию или шлифовальный ГПМ, поскольку опасные факторы и риски, которые могут возникнуть, сопоставимы с опасными факторами станков, работающих отдельно.
Там, где задействованы дополнительные процессы металлообработки (например, фрезерование, токарная обработка, лазерная обработка), настоящий стандарт принимают за основу для требований безопасности. Для получения конкретной информации об опасностях, возникающих в результате других процессов металлообработки, охватываются другими международными стандартами.
Настоящий стандарт применяется к станкам, которые выпускаются после опубликования настоящего государственного стандарта.
Настоящий стандарт не применяется к стационарным хонинговальным шлифовальным станкам, полировальным и ленточным шлифовальным станкам, и к переносным электроинструментам с электроприводом в соответствии с [1] и ГОСТ IEC 61029-2-10.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 4333 (ISO 2592:2000) Нефтепродукты. Методы определения температур вспышки и воспламенения в открытом тигле
ГОСТ 16519 (ИСО 20643:2005) Вибрация. Определение параметров вибрационной характеристики ручных машин и машин с ручным управлением. Общие требования
ГОСТ 30691 (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик
ГОСТ 30804.6.2 (IEC 61000-6-2:2005) Совместимость технических средств электромагнитная. Устойчивость к электромагнитным помехам технических средств, применяемых в промышленных зонах. Требования и методы испытаний
ГОСТ 31327 (ИСО 11689:1996) Шум машин. Метод сравнения данных по шуму машин и оборудования
ГОСТ 31438.1 (EN 1127-1:2007) Взрывоопасные среды. Взрывозащита и предотвращение взрыва. Часть 1. Основополагающая концепция и методология
ГОСТ 32406 (EN 13236:2010, NEQ). Инструмент алмазный и из кубического нитрида бора. Требования безопасности
ГОСТ 33972.5 (ISO 230-5:2000) Нормы и правила испытаний металлорежущих станков. Часть 5. Определение уровня шума
ГОСТ ISO 11201 Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках в существенно свободном звуковом поле над звукоотражающей плоскостью
ГОСТ ISO 11202-2016 Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с приближенными коррекциями на свойства испытательного пространства
ГОСТ ISO 11204-2016 Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с точными коррекциями на свойства испытательного пространства
ГОСТ ISO 12100-2013 Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска
ГОСТ ISO 13849-1-2014 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
ГОСТ ИСО 13851 Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования
ГОСТ ИСО 13855 Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека
ГОСТ ISO 13857-2012 Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону
ГОСТ ISO 14159 Безопасность машин. Гигиенические требования к конструкции машин
ГОСТ IEC 60825-1 Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для пользователей
ГОСТ IEC 61000-6-4 Электромагнитная совместимость (ЭМС). Часть 6-4. Общие стандарты. Стандарт электромагнитной эмиссии для промышленных обстановок
ГОСТ IEC 61029-2-10 Машины переносные электрические. Частные требования безопасности и методы испытаний отрезных шлифовальных машин
ГОСТ EN 13218 Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
ГОСТ Р 53688 (ИСО 9606-2:2004) Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы
ГОСТ Р ИСО 2553 Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения
ГОСТ Р ИСО 3744 Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью
ГОСТ Р ИСО 3746 Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
ГОСТ Р ИСО 3834-1 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований
ГОСТ Р ИСО 5817-2009 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 6385 Эргономика. Применение эргономических принципов при проектировании производственных систем
ГОСТ Р ИСО 9241-1 Эргономические требования к проведению офисных работ с использованием видеодисплейных терминалов (VDTs). Часть 1. Общее введение
ГОСТ Р ИСО 9241-7 Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 7. Требования к дисплеям при наличии отражений
ГОСТ Р ИСО 9241-8 Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 8. Требования к отображаемым цветам
ГОСТ Р ИСО 9355-1 Эргономические требования к проектированию дисплеев и механизмов управления. Часть 1. Взаимодействие с человеком
ГОСТ Р ИСО 9355-2 Эргономические требования к проектированию дисплеев и механизмов управления. Часть 2. Дисплеи
ГОСТ Р ИСО 9355-3 Эргономические требования к проектированию дисплеев и механизмов управления. Часть 3. Механизмы управления
ГОСТ Р ИСО 9606-1 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 11161 Безопасность машинного оборудования. Интегрированные производственные системы. Основные требования
ГОСТ Р ИСО 14122-1 Безопасность машин. Средства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями
ГОСТ Р ИСО 14122-2 Безопасность машин. Средства доступа к машинам стационарные. Часть 2. Рабочие площадки и проходы
ГОСТ Р ИСО 14122-3 Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила
ГОСТ Р ИСО 14122-4 Безопасность машин. Средства доступа к машинам стационарные. Часть 4. Лестницы вертикальные
ГОСТ Р ИСО 15534-1 Эргономическое проектирование машин для обеспечения безопасности. Часть 1. Принципы определения размеров проемов для доступа всего тела человека внутрь машины
ГОСТ Р ИСО 15534-2 Эргономическое проектирование машин для обеспечения безопасности. Часть 2. Принципы определения размеров отверстий доступа
ГОСТ Р ИСО 15607 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
ГОСТ Р МЭК 61800-5-2 Системы силовых электроприводов с регулируемой скоростью. Часть 5-2. Требования функциональной безопасности
ГОСТ Р МЭК 62061 Безопасность оборудования. Функциональная безопасность систем управления электрических, электронных и программируемых электронных, связанных с безопасностью
ГОСТ Р ЕН 614-1 Безопасность оборудования. Эргономические принципы конструирования. Часть 1. Термины, определения и общие принципы
ГОСТ Р ЕН 1005-1 Безопасность машин. Физические возможности человека. Часть 1. Термины и определения
ГОСТ Р ЕН 1005-3 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте в дополнение к ГОСТ ИСО 12100 и ГОСТ ИСО 13849-1 применены следующие термины с соответствующими определениями.
3.1 Общие термины
3.1.1 шлифовальный станок (grinding machine): Станок, предназначенный для обработки заготовок с помощью вращающихся шлифовальных инструментов.
Примечание - Станок может комбинировать различные методы шлифования, например, внешнее круглое шлифование и внутреннее круглое шлифование.
3.1.2 стационарный шлифовальный станок (stationary grinding machine): Шлифовальный станок (3.1.1), зафиксированный в нужном положении во время работы.
Примечание 1 - Для типов и групп стационарных шлифовальных станков см. 3.4
Примечание 2 - В следующем тексте настоящего стандарта термин "шлифовальные станки" будет означать "стационарные шлифовальные станки".
3.1.3 ручное управление (manual control): Управление, где каждое движение станка индивидуально инициируется и контролируется оператором.
3.1.4 шлифовальный станок с ручным управлением (manually controlled grinding machine): Шлифовальный станок, для которого все этапы процесса обработки контролируются или запускаются оператором без поддержки программного управления.
3.1.5 числовое управление (numerical control): Автоматическое управление процессом, выполняемым устройством, которое использует числовые данные, введенные во время работы.
3.1.6 компьютерное числовое управление (computerized numerical control): Реализация числового управления с использованием компьютера для управления функциями станка.
3.1.7 шлифовальный станок с числовым программным управлением (numerically controlled grinding machine): Шлифовальный станок, который работает под числовым управлением или компьютерным цифровым управлением.
3.1.8 ось с механическим приводом (power operated axis): Ось, которая приводится в действие силой, отличной от мышечной или силы тяжести.
3.1.9 абразивный инструмент (abrasive product): Вращающийся режущий инструмент различной формы с геометрически неопределенными режущими кромками, выполненными из абразивных зерен и связей.
Примечание - К определению: существует различие между абразивными изделиями со связкой и супер абразивными изделиями (см. EN 12413 и EN 13236).
3.1.10 правящий инструмент (dressing tool): Неподвижный или вращающийся инструмент для создания или восстановления шлифовальной способности (заточка) и/или геометрии абразивных кругов (истирание).
3.1.11 рабочая зона (work zone): Место, где должна проводиться резка.
3.1.12 доступ к опасной зоне (access to the hazard zone): Вхождение или достижение опасной зоны либо отдельными частями тела, либо всем телом (доступ всем телом).
3.1.13 операционная остановка (operational stop): Остановка движения станка в процессе производства.
Примечание - К определению: сохраняются функции управления между системой управления и приводом станка (крутящий момент, скорость вращения, положение).
3.1.14 безопасная операционная остановка (safe operational stop): Оперативная остановка с дополнительными мерами системы управления, предотвращающими опасные движения станка из-за сбоев системы управления.
3.1.15 безопасная остановка (safe stop): Остановка благодаря отключению питания на исполнительные механизмы станка, предотвращающая опасные движения станка из-за сбоев системы управления.
3.1.16 уровень производительности (performance level): Дискретный уровень, используемый для указания способности частей систем управления, связанных с безопасностью, выполнять функцию безопасности в предсказуемых условиях.
3.1.17 требуемый уровень производительности (required performance level): Уровень производительности (УП), применяемый для достижения необходимого снижения риска для каждой функции безопасности.
3.1.18 риск: Сочетание вероятности нанесения и степени тяжести возможных травм или другого вреда здоровью (введение методики определения допустимого уровня риска).
3.1.19 оценка степени риска: Сделанное на основе анализа риска заключение о возможности его снижения (введение вышеуказанной методики).
3.2 Компоненты шлифовального станка
3.2.1 смотровое окно (vision panel): Окно, предусмотренное в ограждении, через которое оператор может просматривать рабочую зону или другие области станка.
3.2.2 прозрачный экран (transparent screen): Экран, используемый на станках для защиты лица и глаз оператора от мелких осколков абразивного материала и искрений при шлифовании.
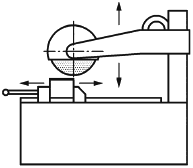
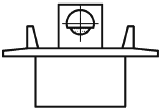
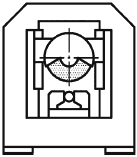
3.2.3 зажимной патрон (chuck): Зажимное устройство, в котором заготовки зажимаются либо ручным усилием, либо с помощью пневматической, гидравлической, электрической энергии или механически накопленной энергии (например, предварительно нагруженных пружин).
Примечание 1 - См. рисунок 1.
|

Рисунок 1 - Зажимной патрон
Примечание 2 - Патрон с тремя кулачками является лишь примером; патрон может иметь 2, 3, 4, 6 и т.д. кулачка.
3.2.4 цанговый патрон (collet): Патрон с несколькими кулачками для внутреннего или внешнего зажима заготовок.
3.2.5 электронный маховик (electronic handwheel): Управляемое вручную устройство, которое инициирует и поддерживает движение оси путем ввода импульса в числовое управление, во время его вращения.
3.2.6 заграждение абразивного инструмента (abrasive product guard): Ограждение, которое закрывает абразивный инструмент, обличая только часть, необходимую для шлифования, и которое спроектировано и сконструировано таким образом, чтобы сохранять обломки в защитной зоне в случае поломки абразивного инструмента.
3.2.7 ограждение зоны обработки (work zoneen closure): Защитное устройство для шлифовальных станков, которое сконструировано таким образом, что любой выбрасываемый объект (например, абразивный материал обломков, часть станка, материал, рабочая жидкость) сохраняется в рабочей зоне (закрытой) и его доступ к опасному перемещению предотвращается.
3.2.8 держатель инструмента (tool holding device): Устройство, предназначенное для закрепления и размещения абразивного инструмента на шлифовальном шпинделе.
3.3 Режимы безопасной работы (РБР)
3.3.1 ручной режим (РБР) (manual mode): Режим без автоматического управления станком, где оператор контролирует процесс обработки без использования запрограммированных операций.
Примечание - Это контролируют с помощью кнопок, механических или электронных маховиков или джойстиков.
3.3.2 автоматический режим (РБР 1) (automatic mode): Режим работы для автоматической, запрограммированной, последовательной работы станка, с возможностью ручной или автоматической загрузки/разгрузки заготовки и инструментов, до тех пор, пока он не остановится программой или оператором.
3.3.3 режим настройки (РБР 2) (setting mode): Режим работы, в котором корректировки для последующей обработки выполняются оператором.
Примечание - Проверка шлифовального инструмента или положения заготовки (например, прикосновение к заготовке с помощью датчика или шлифовального инструмента) - это операции режима настройки. Корректировка включает операции настройки станка.
3.3.4 дополнительный специальный режим для ручного вмешательства в режиме ограниченной работы (РБР 3) (optional special mode form anualinter ventionun der restricted operating conditions mode): Режим работы, при котором предоставляется возможность ручного вмешательства в процесс обработки, а также для ограниченного автоматического режима, запускаемого оператором.
Пример - Запрограммированные движения могут быть продолжены автоматически, например, программой или оператором с подвижными ограждениями, открытыми для доступа к рабочей зоне.
3.3.5 РБР служба (MSO service): Режим для задач обслуживания и ремонта.
Примечание - В службе РБР обработка детали не допускается.
Пример - Калибровка осей, например, лазером, тестирование сферическим датчиком и/или анализ погрешностей шпинделя.
3.4 Типы и группы шлифовальных станков, определенные в настоящем стандарте
3.4.1 Общие положения
Шлифовальные станки подразделяются на разные группы с учетом соответствующих опасностей и на различные типы в отношении процесса шлифования. Примеры для разных типов шлифовальных станков приведены в таблице 1.
Таблица 1 - Виды шлифовальных станков
N | Тип станка (чертеж) | Название | Метод шлифования |
1.1 |
| ru: Шлифовальный станок настольный или на тумбе | Шлифование периферией круга. |
1.2 |
| ru: Шлифовальный станок на тумбе | Шлифование торцом круга. |
1.3 |
| ru: Отрезной станок | Отрезание |
1.4 |
| ru: Маятниковый шлифовальный станок | Шлифование периферией круга, отрезка. |
1.5 |
| ru: Отрезной станок | Отрезка. |
1.6 |
| ru: Заточный станок для инструментов | Шлифование периферией круга и шлифование торцом круга. |
1.7 |
| ru: Станок для наружного круглого шлифования | Наружное круглое шлифование. |
1.8 |
| ru: Бесцентрово-шлифовальный станок | Бесцентровое наружное круглое шлифование. |
1.9 |
| ru: Станок для внутреннего круглого шлифования | Внутреннее шлифование. |
1.10 |
| ru: Плоскошлифовальный станок, подвижный или поворотный стол, горизонтальный шпиндель | Плоское шлифование - шлифование периферией круга. |
1.11 |
| ru: Плоскошлифовальный станок, подвижный или поворотный стол, вертикальный шпиндель | Плоское шлифование - шлифование торцом круга. |
1.12 |
| ru: Плоскошлифовальный станок, двухшпиндельный, горизонтальный или вертикальный | Плоское шлифование - шлифование торцом круга. |
1.13 |
| ru: Абразивно-отрезной станок | Отрезка. |
1.14 |
| ru: Шлифовальный станок с усиленной подачей | Плоское шлифование. |

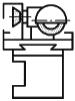

3.4.2 Группа 1: шлифовальные станки с ручным управлением без механизированных осей и без числового программного управления
Шлифовальный станок без механизированных осей, за исключением шлифовального шпинделя и отдельных осей для грубого позиционирования. Все движения инициируются и контролируются оператором, по одному за раз.
Эта группа шлифовальных станков может быть оснащена следующими функциями:
- механические устройства для механической подачи;
- ручное управление заготовкой или инструментом для обработки;
- электронные средства для постоянной скорости резания (CSS);
- копировальные устройства (например, для радиусного шлифования, копиродержатель);
- измерительное оборудование для контура детали (например, микроскоп);
- оборудование для индексирования ("частичное" годное изделие);
- контролируемое грубое позиционирование отдельных осей.
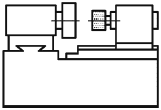
Шлифовальные станки этой группы не имеют ограниченной или полностью числовой программы управления (ПУ).
|
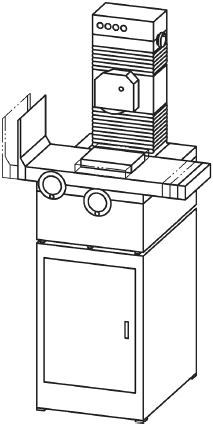
Рисунок 2 - Пример шлифовального станка группы 1
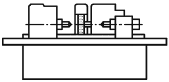
3.4.3 Группа 2: шлифовальные станки с ручным управлением с механизированными осями и, в случае применимости, с числовым программным управлением с ограниченными возможностями
Шлифовальный станок с механизированными осями, которые могут управляться с помощью электронных маховиков или как станок с ограниченным ЧУ числовым с помощью управления на панели ЧУ.
Движение подачи между шлифовальным инструментом и заготовкой осуществляется вручную с помощью физической силы или механизировано.
Эта группа шлифовальных станков может быть оснащена следующими функциями:
a) все особенности группы 1;
b) ограниченная числовая система управления (NC), обеспечивающая:
1) исключительно РБР 0;
2) интерполяция осей (то есть копирование/предопределенное профилирование).
Однако следующие функции не предусмотрены:
- автоматический запуск программы;
- автоматически инициированная система смены инструмента;
- автоматическая система смены деталей.
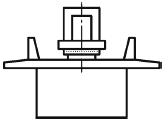
|
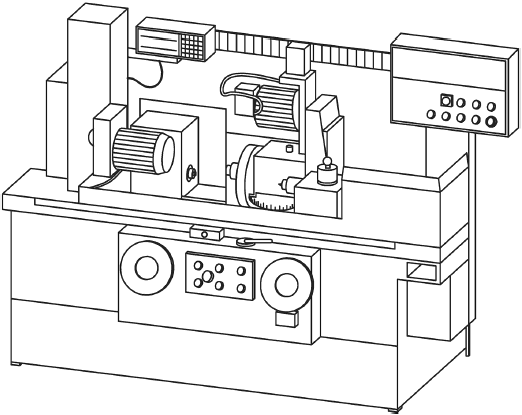
Рисунок 3 - Пример шлифовального станка группы 2
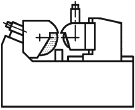
3.4.4 Группа 3: шлифовальные станки с числовым программным управлением
Шлифовальный станок с числовым программным управлением (ЧПУ) обеспечивает автоматическую функцию.
Эта группа шлифовальных станков может быть оснащена следующими функциями:
a) цифровая система управления с различными режимами безопасной работы;
b) автоматические системы смены деталей;
c) автоматический инструментальный магазин, система передачи инструмента и системы смены инструмента;
d) автоматический подход или отход пиноли задней бабки;
e) автоматические устройства для правки;
f) операции вторичной обработки (например, фрезерование, токарная обработка, сверление);
g) дополнительные вспомогательные устройства.
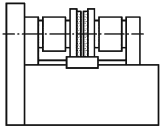
|
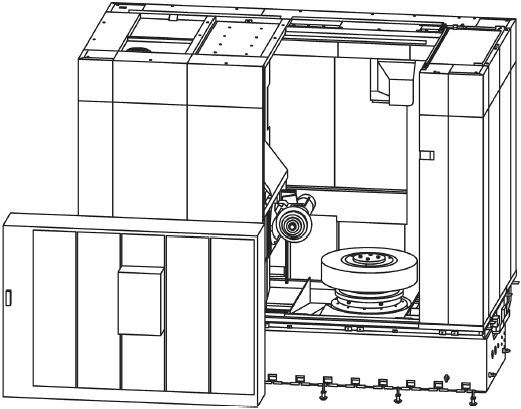
Рисунок 4 - Пример 1 шлифовального станка группы 3
|

Рисунок 5 - Пример 2 шлифовального станка группы 3
3.5 Частота вращения шпинделя и скорости перемещения осей
3.5.1 максимальная рабочая скорость (maximum operating speed): Максимально допустимая скорость, указанная изготовителем абразивного инструмента
3.5.2 максимально допустимая скорость (maximum permissible speed): Максимально допустимая скорость устанавливается в качестве параметра станка производителем станка
3.5.3 максимально возможная скорость (maximum possible speed): Максимально возможная скорость, которая возникает в случае отказа
3.5.4 сниженная скорость (reduced speed): Скорость, которая ограничена в целях безопасности изготовителем станка до максимально допустимого значения
3.5.5 скорость вращения (rotational speed): Скорость абразивного инструмента, рассчитанная по формуле:
![]() ,
,
где n - частота вращения (об/мин);
v - периферийная скорость (м/с);
D - внешний диаметр абразивного инструмента (мм).
3.5.6 периферийная скорость (peripheral speed): Скорость абразивного инструмента, рассчитанная по формуле:
![]() ,
,
где n - частота вращения (об/мин);
v - периферийная скорость (м/с);
D - внешний диаметр абразивного инструмента (мм).
4 Список существенных опасностей
4.1 Общие положения
Производитель шлифовального станка должен провести оценку риска в соответствии с ГОСТ ИСО 12100. Перечень опасностей и опасных ситуаций в таблице 2 является результатом идентификации задачи и опасности, определяемой оценкой риска, проведенной в соответствии с ГОСТ ИСО 12100-2013, раздел 4 и пункт 5.4, для шлифовальных станков, охватываемых областью применения настоящего стандарта. Требования безопасности и/или меры защиты в разделах 5 и 6 основаны на оценке риска и устранении выявленных опасностей путем устранения или уменьшения рисков, которые они создают.
Оценка риска предполагает предсказуемый доступ со всех сторон, а также неожиданный пуск. Риски как оператора(ов), так и других лиц, которые могут иметь доступ к опасным зонам, идентифицируются с учетом опасностей, которые могут возникать при различных условиях (например, ввод в эксплуатацию, установка, производство, техническое обслуживание, ремонт и снятие с эксплуатации) в течение срока службы станка. Оценка включает в себя анализ влияния отказа в системе управления.
Кроме того, пользователь настоящего стандарта (т.е. разработчик, производитель и поставщик) должен произвести оценку рисков для рассматриваемого станка с уделением особого внимания:
a) предполагаемому использованию станка, включая техническое обслуживание, настройку и очистку, а также разумно предвидимое неправильное использование (см. ГОСТ ИСО 12100-2013, статьи 3.23 и 3.24);
b) идентификация существенных опасностей, связанных с эксплуатацией станка.
4.2 Основные зоны опасности
Основными опасными зонами являются:
a) рабочие зоны с движущимися осями шлифовального шпинделя, включая правку шпинделя, держатель заготовки, шпиндель, фиксации заготовок, люнет, заднюю бабку, заготовку;
b) манипуляторы для загрузки/разгрузки заготовок;
c) внутренние и внешние магазины инструментов и устройства смены инструментов;
d) коробка передач;
e) кулачковые механизмы.
4.3 Существенные опасности и опасные ситуации, охватываемые настоящим стандартом
Существенные опасности, охватываемые настоящим стандартом, перечислены в таблице 2. Нумерация подпунктов в таблице относится к нумерации в ГОСТ ИСО 12100-2013, таблица B.1.
Таблица 2 - Список существенных опасностей и опасных ситуаций
N | Причины возникновения опасностей и опасных ситуаций | Примеры опасных ситуаций и опасных зон на шлифовальных станках | Возможные последствия | Соответст- |
1 | Механические опасности | |||
1.1 | Приближение подвижной части к | Ручная деятельность в области между абразивным инструментом и | Раздавливание | 5.1.2, |
неподвижной части | частями шлифовального станка, в частности, во время приостановки | Разрезание | 5.12 | |
обработки или между абразивным инструментом и заготовкой | Затягивание | |||
Подача абразивного инструмента к заготовке | Раздавливание | 5.1.2, | ||
Разрезание | ||||
Ручная деятельность вблизи абразивного инструмента или шпинделя | Наматывание | 5.1.2, | ||
Зажим инструментов и заготовок | Раздавливание | |||
Разрезание | ||||
1.2 | Движущиеся части | Деятельность в области перемещения осей, деталей станка | Удар | 5.1.2, |
и автоматических загрузочных устройств, при обработке, | Наматывание | 5.9, | ||
настройке, обслуживании и ремонте. Возвратно-поступательное движение | Затягивание | |||
стола с заготовкой. | Захват | |||
Деятельность в области рабочих площадок | ||||
1.3 | Вращающиеся части | Непреднамеренный контакт с вращающимся абразивным инструментом во время загрузки | Повреждение трением | 5.1.2, |
и разгрузки и/или измерения | Повреждение абразивом | 5.12 | ||
Затягивание | ||||
Захват | ||||
1.4 | Остроконечные и режущие части | Непреднамеренный контакт с острыми краями заготовки во время | Разрезание | 5.1.2, |
| загрузки и разгрузки и/или измерения | Прокол | ||
Повреждение трением | ||||
1.5 | Падающие или выброшенные | Выброс или падение материальных частей и стружки во время пуска, | Раздавливание | 5.1.2, |
объекты | установки, шлифовки, смены абразивного инструмента, | Разрезание | 5.10, | |
технического обслуживания или снятия с эксплуатации | Удар | |||
| Пробивание |
| ||
| Прокол | 5.13, | ||
Детали станка выбрасываются после разрыва у станка или вблизи | 7.2.5 | |||
1.6 | Сила тяжести | Падение подвижных элементов станка во время настройки, | Раздавливание | 5.1.2, |
например, во время смены абразивного инструмента или | Разрезание | 5.12 | ||
заготовки из-за силы тяжести. | Удар | |||
1.7 | Высокое давление | При нахождении гидравлических компонентов у станка или вблизи, особенно при установке и вводе в эксплуатацию станка | Пробивание или удар материалом под давлением в кожу/глаза | 5.1.2, |
1.8 | Устойчивость | Падение или опрокидывание неподвижного станка или частей | Удар | 5.14, |
станка, находясь у станка или вблизи | Раздавливание | 7.2.10 | ||
1.9 | Грубая, скользкая поверхность | Деятельность в области пола и ступеней на станке и вокруг него | Проскальзывание | 5.1.2, |
и работа на высоте из-за: | Опрокидывание | 5.15 | ||
- выброса или утечки СОЖ, смазочных материалов или гидравлической жидкости; | Падение | |||
2 | Электрические опасности | |||
2.1 | Токопроводящие элементы | Контакт с токопроводящими элементами | Поражение током | 5.3 |
2.2 | Элементы, которые стали токопроводящими в условиях неисправности | Контакт с элементами, которые стали токопроводящими в условиях неисправности | Электрический контакт | 5.3 |
3 | Термические опасности | |||
Объекты или материалы с высокой температурой | Выброс горячих шлифовальных искр при шлифовании и нахождении у станка или вблизи | Ожоги | 5.1.2, | |
4 | Опасности, создаваемые шумом | |||
Производственный процесс и | Аэродинамический шум из-за: | Постоянная потеря слуха | 5.4, | |
движущиеся части | - вращающегося абразивного инструмента; |
Другие (например, | приложение F, | |
| механические, электрические) | приложение G | ||
инструмента и/или заготовки во время шлифования; | опасности | |||
5 | Опасности, создаваемые вибрацией | |||
Вибрирующие элементы | Передачи вибраций от процесса шлифования на оператора | Дискомфорт | 5.5, | |
у станка при ручном шлифовании | Неврологическое заболевание | |||
6 | Опасности, создаваемые излучением | |||
6.1 | Низкое и высокочастотное электромагнитное излучение | Во время работы на электрооборудовании, особенно при установке или обслуживании | Влияние на активные имплантаты, например, кардиостимулятор, дефибриллятор | 5.6 |
6.2 | Оптическое излучение (инфракрасное, видимое и ультрафиолетовое), включая лазерное излучение | Во время работы на измерительных приборах и измерительных лазерах, особенно при настройке или обслуживании | Ожоги Повреждение глаз | 5.6 |
7 | Опасности, создаваемые материалами и веществами | |||
7.1 | Биологический и микробиологический (вирусный или бактериальный) фактор | Контакт с СОЖ, загрязненными бактериями, находясь у станка или вблизи | Инфекционное заболевание | 5.7.1 |
7.2 | Жидкость | Контакт кожи с СОЖ, находясь у станка или вблизи | Ухудшение кожи | 5.7.1, |
7.3 | Испарения | Вдыхание и потребление веществ, используемых или генерируемых | Проблемы с дыханием | 5.7.1, |
во время обработки, например, с помощью СОЖ, находясь у станка или вблизи |
| |||
7.4 | Пожароопасный материал | Опасность пожара и взрыва | Ожоги, вызванные пожаром и | 5.7, |
a) во время обработки легковоспламеняющегося материала, например, алюминия, магния | взрывом | приложение H | ||
8 | Опасности из-за несоблюдения конструктором эргономических принципов | |||
8.1 | Проектирование или расположение индикаторов и оптических дисплеев | Неправильное представление указанной информации на позиции оператора | Другие (например, механические, электрические) опасности в | 5.8 |
8.2 | Конструкция, расположение или идентификация устройств управления | Неисправная работа станка на позиции оператора | результате человеческой ошибки | |
8.3 | Напряжение | На устройствах управления и во время работы | Усталость | |
8.4 | Позы тела |
| Нарушение опорно- | 5.8 |
8.5 | Повторная деятельность | Усталость | 5.8 | |
8.6 | Видимость, местное освещение | Взаимосвязь точности и способности суждения/при ручных операциях обработки и выравнивания заготовки и абразивного инструмента | Усталость | 5.8 |
9 | Опасности, связанные с окружающей средой, в которой эксплуатируется станок | |||
Человеческий фактор | Разумно предвидимое злоупотребление | Все вышеперечис- | 5.2.6, | |
| 7.2.11 | |||
10 | Комбинация опасностей | |||
10.1 | Неисправность источника питания | Падение или выброс движущихся частей станка или установленной | Раздавливание | 5.9, |
детали или инструмента или их фрагментов | Разрезание | |||
10.2 | Восстановление энергоснабжения | Неконтролируемые движения (включая изменение | Затягивание | 5.9, |
после прерывания | скорости) | Захват | ||
10.3 | Неисправность системы | Падение или выброс движущихся частей станка или установленной | Раздавливание | 5.9, |
управления | детали или инструмента или их фрагментов | Разрезание | 5.12 | |
| Удар | |||
Непредвиденный/неожиданный запуск |
| |||
| ||||
5 Требования и/или меры защиты
5.1 Общие требования
5.1.1 Общие положения
Шлифовальные станки должны соответствовать требованиям и/или мерам безопасности, указанным в разделе 5. Для опасностей, которые не рассматриваются в настоящем стандарте, станки должны быть спроектированы в соответствии с принципами ГОСТ ИСО 12100-2013 (раздел 4 и п.6.1).
Для уменьшения риска, связанного с разработкой конструкции, необходимо руководствоваться ГОСТ ИСО 12100-2013 (п.6.2), для мер защиты - ГОСТ ИСО 12100-2013 (п.6.3).
Разработчик должен учитывать опасности, которые могут возникнуть в течение срока службы станка, как для оператора, так и для других лиц, которые имеют доступ к опасной зоне(ам) для условий предполагаемого использования, включая разумно предсказуемое неправильное использование станка (см. ГОСТ ИСО 12100-2013, статьи 3.23 и 3.24). Учитываются опасности, как для операции механической обработки, так и для операций, требующих вмешательства оператора и/или других лиц (например, установка, очистка, техническое обслуживание и ремонт). Анализ отказа компонентов станка, включая отказ в системе управления, является частью оценки риска, и руководство по этому вопросу приведено в ГОСТ ИСО 13849-1. Поэтому требования к надежности для функций безопасности определяются как уровень производительности (PL) в соответствии с ГОСТ ИСО 13849-1 (см. 5.12 b).
Все требования и/или меры защиты, приведенные в разделе 5, применяются ко всем группам шлифовальных станков, если нет особенной ссылки.
5.1.2 Требования к ограждениям для всех групп шлифовальных станков
5.1.2.1 Общие положения
Ограждения должны соответствовать [2]. Крепежные системы неподвижных ограждений должны оставаться прикрепленными к ограждениям или к станкам при снятии защитных ограждений. Требование не обязательно относится к неподвижным ограждениям, которые, например, должны быть удалены только после полной замены станка, когда требуется более тщательный ремонт или когда он демонтируется для передачи на другое место.
5.1.2.2 Положение и безопасность
Требования следующие:
а) высота и положение: когда ограждения установлены на полу (например, ограждение по периметру), они должны быть надежно закреплены и иметь минимальную высоту 1,4 м. Расстояние от опасной зоны должно соответствовать ГОСТ ИСО 13857-2012, таблица 2. Любое отверстие между дном ограждения и полом не должно превышать 180 мм;
b) для защиты приводов должен быть предотвращен доступ к механическим трансмиссионным приводам (например, цепи и звездочки, шестерни, ходовые винты, ходовые валики и шариковые винты и т.д.), например, с помощью неподвижных ограждений или конструкцией так, чтобы опасная зона не была доступна.
Если доступ к этим частям требуется при нормальной работе станка, должны быть предусмотрены подвижные ограждения с блокировкой.
Примечание - Подвижные ограждения с блокировкой не всегда необходимы для станков группы 1 и группы 2.
c) блокировка ограждений:
1) подвижные ограждения должны быть взаимосвязаны блокирующим устройством или без него в соответствии с [3], чтобы предотвратить доступ к опасным движениям станка. Выбор блокировочных устройств должен соответствовать [3], раздел 7;
2) отказ в блокирующем устройстве, то есть функции и/или устройства, приведет к остановке станка группы 1 в соответствии с ГОСТ Р МЭК 60204-1-2007, пункт 9.2.2;
3) требования, касающиеся функций безопасности блокировочных устройств, связанных с подвижными ограждениями, см. в 5.12 b) 1).
5.2 Дополнительные требования, связанные с механическими опасностями, указанными в таблице 2, N 1.1-1.4, 1.6 и 1.7
5.2.1 Группа 1: шлифовальные станки с ручным управлением без механизированных осей и без числового программного управления
Требования следующие:
a) станки должны быть снабжены средствами предотвращения непреднамеренного контакта с абразивным инструментом. Весь абразивный инструмент должен быть защищен, за исключением части, необходимой для обработки.
Это требование обычно соблюдается защитным устройством абразивного инструмента в соответствии с 5.13.2.1.
b) в случае грубого позиционирования с регулированием мощности, скорость осей должна составлять максимум 2 м/мин. Контроль движений осуществляется с помощью устройства фиксации хода (см. 5.12 b) 2)) или электронного маховика (см. 5.12 b) 3));
c) для загрузки и разгрузки или измерений необходимо предусмотреть дополнительное оборудование или принять меры предосторожности для предотвращения контакта с вращающимся абразивным инструментом, за исключением станков, где заготовка направляется вручную.
Это может включать одну или несколько нижеперечисленных мер:
1) прекращение вращения абразивного инструмента;
2) обеспечение предохранительных устройств;
3) позиционирование абразивного инструмента так, чтобы оператор не мог его достичь (соблюдение безопасных расстояний, не менее 200 мм между абразивным инструментом и заготовкой).
Примечание - Отклонение от ГОСТ ИСО 13857 за счет малой рабочей зоны.
d) отрезные станки для механически управляемого отрезания в соответствии с таблицей 1, N 1.3 должны быть обеспечены мерами, обеспечивающими автоматическое возвращение отрезного круга обратно в исходное положение после использования. Он должен оставаться в этом положении и автоматически защищаться от контакта до тех пор, пока отрезной круг не остановится;
e) маятниковые шлифовальные станки и маятниковые отрезные станки в соответствии с таблицей 1, N 1.4 должны быть оснащены регулируемым балансировочным противовесом, чтобы шлифовальная бабка удалялась от заготовки после отпускания рукоятей;
f) на маятниковом отрезном шлифовальном станке для ручного шлифования шлифовальная бабка может поворачиваться только на 45° в обе стороны от вертикальной оси (см. рисунок 6);
g) на маятниковом отрезном шлифовальном станке для ручного вырезания шлифовальная головка может поворачиваться только на 60° в обе стороны от вертикальной оси (см. рисунок 7);
|
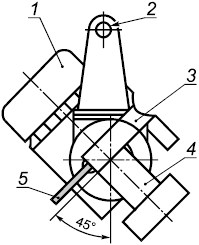
1 - двигатель; 2 - подвесное устройство; 3 - защита; 4 - поворотная ось; 5 - шлифовальный круг
Рисунок 6 - Маятниковый шлифовальный станок
|
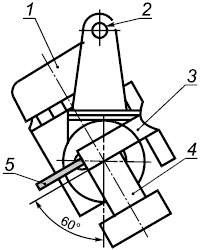
1 - двигатель; 2 - подвесное устройство; 3 - защита; 4 - поворотная ось; 5 - отрезной круг
Рисунок 7 - Маятниковый отрезной станок
i) шлифовальные станки настольные или на тумбе в соответствии с таблицей 1, N 1.1 и N 1.2 должны иметь прозрачный экран для защиты лица и особенно глаз оператора от мелких шлифовальных частиц и шлифовальных искр.
Экраны должны иметь достаточную устойчивость к удару и истиранию, чтобы они не разрушались или не трескались в случае ударной нагрузки, например, во время обработки заготовок, и что сглаживание поверхности, вызванное выбросом абразивной стружки и шлифовальных искр, сведено к минимуму. Поликарбонат является примером подходящего материала для экрана.
Экран должен быть регулируемым и иметь достаточный размер, чтобы оператор в нормальных рабочих положениях мог видеть через экран только операцию шлифования. Экран не должен препятствовать направляющим и держателям заготовок.
Минимальные размеры экранов приведены в А.3.4
j) на шлифовальных станках группы 1 непреднамеренный запуск шлифовального шпинделя и, в случае применимости, оси для грубого позиционирования должен быть предотвращен в соответствии с [4], раздел 6;
k) шлифовальный шпиндель может работать, только если предусмотрен защитный кожух абразивного инструмента в соответствии с 5.13.2.1, а периферийная скорость абразивного инструмента ограничена значениями v50 м/с. Для контроля скорости вращения шлифовального шпинделя, см. 5.12 b) 5). Вращение шпинделя должно запускаться только вручную с помощью управляющего устройства (например, кнопки запуска), предусмотренного для этой цели (см. 5.12 b) 14)).
5.2.2 Группа 2: шлифовальные станки с ручным управлением с механизированными осями и, в случае применимости, с числовым программным управлением с ограниченными возможностями
Требования следующие.
a) Защита от контакта с абразивным инструментом.
Станки должны быть снабжены средствами предотвращения непреднамеренного контакта с абразивным инструментом. Весь абразивный инструмент должен быть защищен, за исключением части, необходимой для обработки.
Это требование соблюдается защитным устройством абразивного инструмента в соответствии с 5.13.2.1.
b) Доступ в рабочую зону.
Шлифовальные станки группы 2, за исключением станков с размерами заготовки 300 мм, должны быть оснащены неподвижными и/или подвижными ограждениями сзади и по бокам рабочей зоны, предотвращающими доступ к зонам опасности, включая исходное положение рабочего органа станка, и выброс СОЖ из рабочей зоны. Должны соблюдаться минимальные расстояния, указанные в ГОСТ ИСО 13857.
c) Достижение позиций захвата и наматывания на вращающиеся части в рабочей зоне, например, на патронах, заготовках, должно быть защищено неподвижными и/или подвижными ограждениями.
d) Позиции срезания и дробления вне рабочей зоны, например, между возвратно-поступательным столом и неподвижными частями станка (включая электрические шкафы) и возвратно-поступательные переключатели (например, концевые выключатели на плоскошлифовальных станках) должны быть предотвращены конструкцией или защитой.
e) Для загрузки и разгрузки или измерений необходимо предусмотреть дополнительное оборудование или принять меры предосторожности для предотвращения контакта с вращающимся абразивным инструментом.
Это может включать одну или несколько нижеперечисленных мер:
1) прекращение вращения абразивного инструмента;
2) обеспечение предохранительных устройств;
3) позиционирование абразивного инструмента так, чтобы оператор не мог его достичь (соблюдение безопасных расстояний, не менее 200 мм между абразивным инструментом и заготовкой).
Примечание - Отклонение от ГОСТ ИСО 13857 за счет малой рабочей зоны.
f) Режим безопасной эксплуатации.
Допускается только РБР 0 в соответствии с 5.2.7.2. Отклоняясь от пункта 5.2.7.2 с), приведенная скорость оси возвратно-поступательного движения, продольная к столу, может составлять максимум 25 м/мин на плоскошлифовальных станках, если существует только опасность нанесения удара.
g) Следует предотвратить опасность защемления, захвата и удара, возникающего в результате мощного вращения маховика, путем автоматического разъединения или с помощью простых сплошных (без спиц) маховиков без каких-либо штифтов или штифтами, подвешенными в безопасной позиции.
5.2.3 Группа 3: шлифовальные станки с числовым программным управлением
5.2.3.1 Доступ в рабочую зону
Для исключения рисков, перечисленных в таблице 2 (наматывание, срезание, дробление и т.д.), должны быть предусмотрены ограждения, предотвращающие доступ к опасным частям станка. Общее руководство по выбору гарантий, в которых опасности от движущихся частей не могут быть устранены при проектировании, приведено в ГОСТ ИСО 12100-2013, пункты 6.3.2, 6.3.3. Характеристики ограждений, чтобы свести к минимуму опасность выброса, см. в 5.13.
5.2.3.2 Дополнительные требования к ограждениям
Конкретные требования к ограждениям для станка в группы 3:
а) блокировка ограждений:
1) все ограждения, через которые требуется частый доступ к опасному движению во время работы, должны быть сконструированы, как блокируемые подвижные ограждения (см. также 5.1.2.2 с)). Открытие подвижного ограждения или срабатывание защитного устройства должно привести к остановке опасных движений и дальнейшему их блокированию (см. [4]). Если подвижные ограждения обеспечивают доступ к рабочей зоне и возникают опасные ситуации в результате последующих движений, они должны быть дополнительно оснащены защитной блокировкой. Должны приниматься меры по минимизации возможного разрушения блокировочного устройства (см. [3], разделы 5 и 7);
2) когда люди могут иметь полный доступ или могут находиться в опасной зоне (зонах), будучи невидимыми оператору, должно быть предусмотрено средство, препятствующее перезапуску, например, защитное оборудование для обнаружения присутствия или блокирование закрытия дверей с помощью неактивных ключей.
Примечание - Captivekey - это блокирующее устройство, позволяющее разблокировать дверь после запуска функции остановки для опасных движений по ее ключу.
b) защитные устройства с электроприводом:
1) также применяются требования пункта 5.2.3.2 а);
2) если для доступа оператора предусмотрены электроприводные ограждения, то они должны соответствовать ГОСТ ИСО 12100-2013, пункт 6.3.3.2.6 и должны быть оснащены защитным устройством для избегания опасности защемления и порезов на передней части кромки защитного ограждения. Если предусмотрены чувствительные элементы передней части кромки защитного ограждения, то они должны быть установлены на общей длине передней части или на высоте 2,50 м над полом или платформой, если высота ограждения составляет более 2,50 м. Чувствительная к давлению передняя часть кромки должна соответствовать [5]. Функция безопасности ограждения должна соответствовать пункт 5.12 b) 9);
3) сила, предотвращающая закрытие двери, не должна превышать 75 Н, а кинетическая энергия предохранителя не должна превышать 4 Дж. Когда ограждение оснащено защитным устройством, которое при срабатывании автоматически инициирует повторное открытие защитного кожуха, то сила может быть максимум 150 Н и кинетическая энергия не более 10 Дж (см. [2], п.5.2.5.2). Эти требования применяются только в предположении, что передние кромки имеют минимальную ширину 8 мм и что никакого сдвигающего движения не происходит. На боковой кромке между подвижным ограждением и корпусом ширина зазора не должна превышать 4 мм;
4) если требования b) 2 и b) 3) не могут быть выполнены, то должно быть предусмотрено другое защитное устройство с фиксированной позицией, например двуручное устройство управления;
5) нельзя начинать движение станка до полного закрытия защитного кожуха. Закрытие защитного устройства может использоваться в качестве команды пуска для станка, когда система ограждения соответствует требованиям ГОСТ ИСО 12100-2013, пункт 6.3.3.2.5;
6) эти требования применяются только к ограждениям, как определено в ГОСТ ИСО 12100-2013, пункт 3.27.
5.2.3.3 Дополнительные особые требования
Дополнительные особые требования к станкам группы 3:
a) доступ в рабочую зону разрешен в соответствии с требованиями 5.2.7 в режимах работы станка;
b) ограждения должны быть сконструированы таким образом, чтобы обеспечивать сдерживание и/или предотвращение попадания на них мусора, жидкостей и деталей, которые могут быть выброшены из станка (см. также 5.13 и 5.15 b));
c) для загрузки и разгрузки или измерений необходимо предусмотреть дополнительное оборудование или принять меры предосторожности для предотвращения контакта с вращающимся абразивным инструментом.
Это может включать одну или несколько нижеперечисленных мер:
1) прекращение вращения абразивного инструмента;
2) обеспечение автоматической защиты;
3) позиционирование абразивного инструмента так, чтобы оператор не мог его достичь (соблюдение безопасных расстояний по ГОСТ ИСО 13857);
d) режим безопасной эксплуатации.
РБР 1 и РБР 2 являются обязательными для этой группы станков. Службы РБР 0, РБР 3 и РБР являются необязательными;
e) для РБР 0 применяются требования к станкам группы 2 (см. 5.2.2).
5.2.4 Держатель инструмента
Устройства для удержания инструмента должны быть сконструированы таким образом, чтобы во время работы не было потерь при зажимах, включая ускорение и замедление.
Методы зажима для абразивных инструментов и требования безопасности для держателей инструмента см. в приложении D и приложении E.
5.2.5 Держатель заготовки
5.2.5.1 Общие положения
Шлифовальные станки должны быть снабжены зажимными устройствами, удерживая или направляя заготовки, чтобы предотвратить их непреднамеренное перемещение. Открытие и закрытие удерживающих устройств для ручной смены деталей возможно во всех режимах безопасной работы.
5.2.5.2 Подпорки для заготовки
a) Шлифовальные станки без держателя заготовки (см. таблицу 1 N 1.1 и 1.2) должны быть снабжены подпорками для заготовки, которые могут безопасно выдерживать создаваемые нагрузки.
b) Подпорки должны быть регулируемыми по отношению к износу абразивного инструмента, чтобы расстояние между абразивным инструментом и подпоркой не превышало 2 мм. Она должна быть, по меньшей мере, такой же ширины, как и абразивный круг, для которого был спроектирован шлифовальный станок, и она должна иметь прочную конструкцию и надежно прикрепляться к шлифовальному станку.
5.2.5.3 Механизированный держатель заготовки
a) Шлифовальные станки с механизированным держателем заготовки должны быть оборудованы таким образом, чтобы в случае потерь энергии зажима или если исполнительное усилие зажимного устройства опустилось ниже заданного минимального значения, процесс механической обработки предотвращался или категория остановки станка 1 в соответствии с ГОСТ Р МЭК 60204-1. Для вращающихся держателей заготовки допускается поворот рабочего удерживающего шпинделя с/без уменьшенным исполнительным усилием для позиционирования детали в исключительных случаях, если нет опасности, вызванной выбросом заготовки. Уменьшенная скорость шпинделя с заготовкой для соответствующего режима безопасной работы не должна превышаться.
b) Эффективность управляющей функции должна контролироваться, например, контролем давления зажима и/или зажимного перемещения (5.12 b) 7)).
c) Открытие зажимного устройства при вращающихся держателях заготовки должно быть невозможно при вращающемся фиксирующем шпинделе (5.12 b) 7)).
d) Для ручной загрузки следует избегать травм пальцев во время работы зажимного устройства, предварительная установка максимального хода кулачков <4 мм по ГОСТ ИСО 13857.
e) Вращающиеся держатели заготовки должны быть четко маркированы максимально допустимой скоростью.
f) Состояние зажимного устройства должно сигнализироваться оператору. В случае сбоя или прерывания зажимной энергии должна сохраняться функция зажима, или конструкция шлифовального станка или предохранителя должна гарантировать, что никакие части не могут быть выброшены.
5.2.6 Вертикальные или наклонные оси под действием силы тяжести
Должны быть предусмотрены средства для предотвращения опасного движения вертикальных или наклонных осей под действием силы тяжести (например, система тормозов). Требования, касающиеся управления функцией безопасности для предотвращения непреднамеренного спуска вертикальных или наклонных осей, см. в 5.12 b) 13).
5.2.7 Режимы работы станка
5.2.7.1 Выбор режима
a) Способы безопасной эксплуатации, которые являются обязательными или необязательными для конкретного шлифовального станка, приведены в 5.2.2. f) и 5.2.3.3 d).
b) Способы выбора режима:
1) выбор режима безопасной работы должен осуществляться либо с помощью ключа, кода доступа или других одинаково защищенных средств и разрешается только из-за пределов рабочей зоны. Выбранный режим должен быть легко видим (например, дисплеем или положением переключателя). Выбор режима не должен приводить к опасной ситуации. Если используется переключатель выбора блокировки, он должен соответствовать ГОСТ ИСО 12100-2013, пункт 6.2.11.10 и ГОСТ Р МЭК 60204-1-2007, пункт 9.2.3;
2) устройство выбора режима и соответствующие устройства системы управления должны гарантировать, что только один режим будет выбран и включен в любой момент времени. Требования к функции безопасности для выбора режима см. в пункт 5.12 b) 10);
3) для выбора РБР 3 (см. пункт 5.2.7.5) требуется отдельное устройство, которое должно отвечать требованиям, указанным в пунктах 1) и 2).
5.2.7.2 РБР 0: Ручной режим
Когда выбирается РБР 0 и подвижные ограждения открыты, или когда станки не требуют защиты от механических опасностей, как указано в 5.2, применяются следующие требования:
a) шлифовальный шпиндель допускается эксплуатировать, если предусмотрена защита абразивного круга в соответствии с 5.13.2.1, а периферийная скорость абразивного круга ограничена значениями v50 м/с. Для контроля скорости вращения шлифовального шпинделя см. 5.12 b) 5). Вращение шпинделя должно запускаться вручную только с помощью управляющего устройства (например, кнопки запуска), предусмотренного для этой цели (см. 5.12 b) 14));
b) движение подачи между абразивным кругом и обрабатываемой деталью должно выполняться вручную. При максимальном уровне, перемещения двух осей, которые также могут управляться численно, могут запускаться одновременно с помощью кнопки пуска (см. 5.12 b) 14)), пока вращается шлифовальный шпиндель. Движения подачи всех остальных осей выполняют вручную ручными маховиками, механизированными маховиками (см. 5.12 b) 3)) или устройствами с автоматическим возвратом (см. 5.12 b) 2));
c) оси должны двигаться со сниженной скоростью следующим образом (см. 5.12 b) 6)):
1) максимум 2 м/мин,
2) 5 м/мин максимум при движении от 1 м до 5 м и максимум
3) 10 м/мин при движении более 5 м в сочетании с защитным устройством (например, двуручным устройством управления или чувствительным к давлению ковриком), обеспечивающим безопасное положение оператора;
d) периферийная скорость шпинделя(ей) с заготовкой должна быть ограничена до 0,7 м/с при максимальном уровне для зажимных устройств или заготовок диаметром до 500 мм. Для больших диаметров должно применяться ограничение до 1,3 м/с при максимальной периферийной скорости, но не более 50 мин при уменьшенной скорости. Для контроля сниженной скорости шпинделя с заготовкой, см. 5.12 b) 5).
Примечание - Значения для уменьшенной скорости подачи, вращения и периферии, указанные в подпунктах а), с) и d), являются максимальными. В рамках оценки риска они уменьшаются в соответствии с конкретной опасной ситуацией, где это применимо.
5.2.7.3 РБР 1: Автоматический режим
Когда выбирается РБР 1 и открываются подвижные ограждения, применяются следующие требования:
а) движение элементов станка не должно быть возможным, и все оси и шпиндели должны находиться в безопасном положении (см. 5.12 b) 12)) или в безопасной остановке (см. 5.12 b) 11)). Исключениями являются следующие движения:
1) для ручного держателя заготовки см. 5.2.5;
2) вращение шпинделя с заготовкой должно контролироваться с помощью устройства с автоматическим возвратом (см. 5.12 b) 2)) и не должно превышать 5 мин, а периферийная скорость не должна превышать 5 м/мин для наибольшего стандартного держателя заготовки, который описан в инструкции для использования. Должно наблюдаться снижение скорости (см. 5.12 b) 5));
3) шлифовальный шпиндель может работать, обеспечивая:
- периферийную скорость абразивных инструментов, которая должна быть ограничена v50 м/с, если соблюдены требования 5.2.3.3 с) (защита от контакта) и 5.13.2.1 (защита абразивного круга);
- периферийную скорость абразивного круга, которая должна быть ограничена величиной v16 м/с, где защита абразивного круга в соответствии с 5.13.2.1 не предусмотрена и требования пункта 5.2.3.3 с) не выполняются.
Для контроля скорости вращения шлифовального шпинделя см. 5.12 b) 5).
Примечание - Для ручной очистки пространства стружечной канавки абразивного круга с помощью правочного камня требование защиты от контакта может быть выполнено с помощью средств индивидуальной защиты в зависимости от результата оценки риска (см. раздел 7).
Когда РБР 1 выбран и подвижные защитные устройства закрыты, возможны все запрограммированные движения элементов станка, и станок должен быть запущен или перезапущен только при запуске пускового устройства. Контроль максимально допустимой скорости шлифовального шпинделя должен быть активным (пункт 5.12 b) 5)); (исключение: асинхронный двигатель с питанием от сети).
5.2.7.4 РБР 2: Режим настройки
Этот режим работы не предназначен для обработки.
Когда выбирается РБР 2 и открываются подвижные ограждения, применяются следующие требования:
a) шлифовальный шпиндель может управляться с помощью пускового устройства, обеспечивая:
- периферийную скорость абразивных инструментов, которая должна быть ограничена v50 м/с, если соблюдены требования 5.2.3.3 с) (защита от контакта) и 5.13.2.1 (защита абразивного круга);
- периферийную скорость абразивного инструмента, которая должна быть ограничена величиной v16 м/с, где защита абразивного круга в соответствии с 5.13.2.1 не предусмотрена и требования пункта 5.2.3.3 с) не выполняются.
Для контроля скорости вращения шлифовального шпинделя см. 5.12 b) 5).
b) оси должны двигаться со сниженной скоростью следующим образом (см. 5.12 b) 6)):
1) максимум 2 м/мин;
2) максимум 5 м/мин при движении максимум от 1 до 5 м;
3) 10 м/мин при движении более 5 м в сочетании с защитным устройством (например, двуручным устройством управления или чувствительным к давлению ковриком), обеспечивающим безопасное положение оператора.
Контроль движений осуществляется с помощью устройства фиксации хода (см. 5.12 b) 2)) или механизированным маховиком (см. 5.12 b) 3)).
Для устройства управления с автоматическим возвратом или механизированным маховиком значению требуемого уровня производительности (![]() ) достаточно быть ниже, чем указано в 5.12. b), если есть реальный шанс избежать опасности. Это предполагают, если уменьшенная скорость осей ограничена значением менее 0,5 м/мин (см. 5.12 b) 6));
) достаточно быть ниже, чем указано в 5.12. b), если есть реальный шанс избежать опасности. Это предполагают, если уменьшенная скорость осей ограничена значением менее 0,5 м/мин (см. 5.12 b) 6));
c) ограничение скорости механизированного шпинделя с заготовкой до n50 мин
, но не более 1,3 м/с, измеренного по диаметру зажимного устройства, или, если диаметр заготовки больше, при наибольшем ее диаметре. Для контроля сниженной скорости шпинделя с заготовкой см. 5.12 b) 5). Контроль движения должен осуществляться с помощью устройства управления с автоматическим возвратом (см. 5.12 b) 2)) или механизированного маховика (см. 5. 12 b) 3)) или с помощью кнопки запуска в сочетании с разрешающим устройством (см. 5.12 b) 4)).
Устройство управления с автоматическим возвратом может также быть спроектировано в качестве двухступенчатого ножного переключателя по эргономическим соображениям (см. 5.12 b) 2)).
Для устройства управления с автоматическим возвратом или механизированного маховика значению ![]() достаточно быть ниже, чем указано в пункте 5.12 b), если есть реальная вероятность того, что тяжесть ожидаемого повреждения будет низкой. Это предполагают, если не присутствуют опасности захвата, наматывания, затягивания и т.д.
достаточно быть ниже, чем указано в пункте 5.12 b), если есть реальная вероятность того, что тяжесть ожидаемого повреждения будет низкой. Это предполагают, если не присутствуют опасности захвата, наматывания, затягивания и т.д.
Примечание - Значения для уменьшенных скоростей подачи, вращения и периферии, приведенные в пунктах а-с), являются максимальными значениями. В рамках оценки риска они уменьшаются в соответствии с конкретной опасной ситуацией, где это применимо;
d) когда доступ к опасной зоне из более чем одного положения через подвижное ограждение(я), а часть опасной зоны не видна из положения оператора, движение не должно быть возможным, если остальные защитные ограждения в этих опасных зонах не закрыты;
e) если станок оснащен манипуляторами для загрузки/разгрузки заготовки и инструмента:
1) для управления настройкой устройства применяются требования, указанные в подпункте b), или требования в [6], п.5.7.3 и 5.7.4, даже если устройство обработки данных программируется только на трех осях;
2) если скорость осей не может превышать пределы (например, по пневматическим осям), контроль понижения скорости в соответствии с 5.12 b) 6) с защитным ограждением не требуется. Механизированное движение должно запускаться только под управлением разрешающего устройства вместе с устройством управления с автоматическим возвратом, чтобы позволить шаговое перемещение. Когда требуется непрерывное движение, разрешающее устройство и устройство управления с автоматическим возвратом должны находиться на безопасном расстоянии от опасной ситуации, чтобы обе руки были за пределами опасной зоны (см. ГОСТ ИСО 13855). Требования, касающиеся функций безопасности, например, устройства управления с автоматическим возвратом и разрешающего устройства, см. в 5.12 b) 2) и 4). При срабатывании любого датчика или устройства обратной связи не должно возникать никакого опасного движения;
3) если робот используется для загрузки/разгрузки детали, применяются требования стандарта [6].
Когда выбран РБР 2 и подвижные ограждения закрыты, возможны все движения элементов станка. Контроль максимально допустимой скорости шлифовального шпинделя должен быть активным (см. 5.12 b) 5); (исключение: асинхронный двигатель с питанием от сети).
5.2.7.5 РБР 3: дополнительный специальный режим для ручного вмешательства в режиме ограниченной работы
Этот режим работы предназначен только для тех случаев, когда доступ оператора к опасной зоне абсолютно необходим, и при условии, что выполняются все меры защиты, применимые по технологическим аспектам и осуществимые в соответствии с уровнем техники. Доступ для оператора может быть абсолютно необходимым в случае производства отдельных деталей и небольших производственных серий с высокой точностью и сложностью. Кроме того, для первого тестирования программы требуются автоматические программы с открытыми защитными устройствами со сложными заготовками и инструментами.
Если выбран РБР 3 и защитные ограждения открыты, требования в соответствии с 5.2.7.4 (РБР 2: режим настройки) применяются к ручному управлению, и для выполнения запрограммированных циклов применяются следующие требования:
a) шлифовальный шпиндель может управляться с помощью пускового устройства, обеспечивая:
- периферийную скорость абразивных инструментов, которая должна быть ограничена v50 м/с, если соблюдены требования 5.2.3.3 с) (защита от контакта) и 5.13.2.1 (защита абразивного круга);
- периферийную скорость абразивного инструмента, которая должна быть ограничена величиной v16 м/с, где защита абразивного круга в соответствии с 5.13.2.1 не предусмотрена и требования пункта 5.2.3.3 с) не выполняются.
Для контроля скорости вращения шлифовального шпинделя см. 5.12 b) 5);
b) оси должны двигаться со сниженной скоростью следующим образом (см. 5.12 b) 6)):
1) максимум 2 м/мин;
2) 5 м/мин максимум при движении от 1 м;
c) периферийная скорость шпинделя(ей) с заготовкой должна быть ограничена до 0,7 м/с при максимальном уровне для зажимных устройств или заготовок диаметром до 500 мм. Для больших диаметров должно применяться ограничение до 1,3 м/с при максимальной периферийной скорости, но не более 50 мин при уменьшенной скорости. Для контроля сниженной скорости шпинделя с заготовкой см. 5.12 b) 5);
d) управление запрограммированными движениями при b) и с) может быть выполнено с помощью устройства управления с автоматическим возвратом (5.12 b) 2) или механизированным маховиком (5.12 b) 3) или кнопкой запуска в сочетании с устройством включения;
e) опасная зона, создаваемая движущимися зажимными устройствами, например, вращающимися выступающими кулачками на патронах, должна быть защищена ограждениями;
f) запущенный программный цикл должен отображаться на протяжении всего цикла. Также должен отображаться следующий шаг перед исполнением.
Кроме того, должны соблюдаться требования от 5.3 до 5.15.
Когда РБР 3 выбран и подвижные ограждения закрыты, все движения элементов станка возможны без разрешающего устройства. Контроль уменьшения скорости шлифовального шпинделя должен быть активным (см. 5.12 b) 5)).
5.2.7.6 РБР служба
Служба РБР предоставляется только обслуживающему персоналу, обученному и разрешенному производителем станка, а также для персонала, подходящего клиенту в соответствии с инструкциями производителя станка (7.2.9).
а) Общие положения:
1) для выбора услуги РБР должен быть предусмотрен блокируемый выключатель, установленный на подключенном кабеле, съемное служебное устройство. Соединение для сервисного устройства должно быть доступно на станке, например, на внешней стороне электрического шкафа. Предупреждающие знаки на сервисном устройстве должны сообщать, что использование сервисного устройства ограничивается обслуживающим персоналом, обученным и уполномоченным изготовителем станка. Пока служебное устройство подключено к станку, никакой другой режим безопасной работы не может быть выбран. Инструкции по использованию должны требовать удаления устройства после завершения сервисной деятельности. Сервисное устройство может быть заменено другими устройствами выбора, ограничивающими применение услуги РБР указанным выше лицам;
2) ручное управление должно быть возможным в условиях, указанных в 5.2.7.4;
3) в соответствии с оценкой риска могут потребоваться дополнительные меры защиты, такие как вторичные ограждения, барьеры или экраны в связи с предупреждающими знаками;
b) этот режим позволит ограничить автоматическую функциональность станка при открывании подвижных защитных ограждений. Ограничения следующие:
1) механическая обработка невозможна при обслуживании РБР;
2) скорость осей должна быть уменьшена и контролироваться (см. 5.12 b) 6)), за исключением случаев, предусмотренных в п.5.2.7.6 b) 5). Скорость уменьшенных осей не должна превышать 2 м/мин или 5 м/мин для осей с ходом более 1 м;
3) возможно продолжение циклов перемещения (например, тест повторяемости);
4) вращение круга и шпинделей для заготовок допускается в условиях, предусмотренных в пунктах 5.2.7.5 а) и с);
5) управление запрограммированными движениями при b) и с) может быть выполнено с помощью устройства управления с автоматическим возвратом (см. 5.12 b) 2) или механизированным маховиком (см. 5.12 b) 3) или кнопкой запуска в сочетании с устройством включения. Это устройство включения должно быть помещено вне опасной зоны, если сниженная скорость превышена в соответствии с 5.2.7.6 b) 2).
5.2.8 Опциональное или дополнительное оборудование для шлифовальных станков
5.2.8.1 Манипуляторы для загрузки/разгрузки заготовки
Если станок оснащен манипулятором для загрузки/разгрузки детали, должны выполняться следующие требования:
a) позиции загрузки/разгрузки для операторов на устройствах передачи заготовки должны располагаться за пределами рабочей зоны и вдали от другого опасного механизма (например, устройства автоматической смены инструмента);
b) запрещается доступ к опасным движениям загрузочно-разгрузочных устройств с помощью неподвижных и/или блокированных ограждений (см. 5.12 b) 1) iv)) или опасное движение(я) должны быть остановлены или заблокированы при срабатывании защитных устройства (например, ограждение с блокировкой или световая завеса безопасности);
c) требования, касающиеся режима установки манипуляторов для загрузки/разгрузки заготовок, см. в 5.2.7.4 e);
d) приведение в действие устройства аварийного останова станка (см. 5.12 с)) также должно инициировать функцию аварийного останова манипулятора и наоборот, если загрузчик находится в зоне станка. Если станок и загрузчик образуют одну интегрированную производственную систему, то применяется ГОСТ Р ИСО 11161;
e) если возможен доступ к опасной зоне манипулятора, то доступ из этой зоны в рабочую зону станка:
- невозможен;
- станок должен быть остановлен, и должен быть предотвращен неожиданный запуск;
f) если возможен доступ к рабочей зоне станка, то доступ к манипулятору:
- невозможен;
- манипулятор должен находиться в остановленном состоянии и непредвиденный запуск должен быть предотвращен (для предотвращения неожиданного запуска, см. [4]).
5.2.8.2 Станки, оснащенные задней бабкой и/или пинолью
Если станок оснащен задней бабкой и/или пинолью, должны быть предусмотрены средства, позволяющие предотвратить случайное снятие задней бабки с конца стола во время ручной регулировки ее положения (например, механический упор). Для станков с управляемой задней бабкой и/или пинолью:
a) механизированные движения пиноли при работе с открытым ограждением, за исключением пи-нолей пружинного действия, не должны превышать 1,2 м/мин при длине хода >10 мм, и это допускается только при использовании одного из следующих устройств:
1) устройство управления, требующее обе руки вне рабочей зоны (например, посредством двухстороннего управления в соответствии с ГОСТ ИСО 13851, см. 5.12 b) 2));
2) устройства управления с автоматическим возвратом (см. 5.12 b) 2)), или
3) двухпозиционный или трехпозиционный педальный переключатель (см. 5.12 b) 2);
b) рекомендуются средства для регулировки усилия зажима. Если система зажима не активирована или не закрыта, запуск обработки должен быть заблокирован. Обработка должна быть остановлена (например, контролируемый останов), если система зажима открывается непреднамеренно (например, включение механизма открытия или не достигнуто минимального уровня зажима, предопределенного оператором) (см. 5.12 b) 7));
c) открытие и закрытие пиноли задней бабки для ручной замены заготовки допускается во всех режимах безопасной эксплуатации;
d) ручное включение механизированных движений задней бабки и пиноли не должно быть возможным при вращающемся шпинделе с заготовок (см. 5.12 b) 7)), если удерживающая сила патрона или неподвижного упора недостаточна;
e) предел зажима должен быть равен значению:
1) указанному на пиноли задней бабки, и крайнее положение пиноли должно быть указано надолго (например, цветным кольцом);
2) контролироваться конечным выключателем, который блокируется вращением шпинделя (см. 5.12 b) 7));
f) механизированные движения задней бабки в направлении к заготовке при открытом защитном ограждении допускается во всех режимах безопасной работы только с помощью устройства управления с автоматическим возвратом (см. 5.12 b) 2)). Корпус задней бабки может убираться в определенное положение с помощью одной операции с учетом [7] для необходимых зазоров во избежание дробления. Максимальная скорость перемещения корпуса задней бабки не должна превышать 2 м/мин.
5.2.8.3 Внешне доступный инструментальный магазин, транспортный механизм и система автоматической смены инструмента
Если станок оснащен внешним магазином инструментов, механизмом передачи инструмента или механизмом смены инструмента, применяются следующие требования:
a) доступ к внешнему доступному магазину инструмента, механизму передачи инструмента и смены инструмента должен быть защищен комбинацией неподвижных и подвижных ограждений (см. 5.2.3.2 а)) в соответствии с [3], 7.1. Требования к функциям безопасности для блокировочных устройств, связанных с устройством смены инструмента, магазином инструмента (см. 5.12 b) 1) iii));
b) когда подвижное защитное ограждение для доступа к инструментальному магазину открыто, привод инструментального магазина должен быть остановлен в безопасном останове или безопасном рабочем останове согласно п.5.12 b) 11) и 5.12 b) 12). В РБР 2, РБР 3 и в службе РБР с открытым подвижным ограждением механизированное движение инструментального магазина (например, для пополнения инструмента, обслуживания или корректировки) допускается только с помощью устройства управления с автоматическим возвратом или двумя устройствами ручного управления, позволяя управлять индексом перемещения одной инструментальной станции (см. ГОСТ ИСО 13851) для непрерывного движения. Это движение должно быть со скоростью 2 м/мин или начато с устройств управления, расположенных вне досягаемости опасных движений в соответствии с ГОСТ ИСО 13857;
c) во избежание падения или выброса инструментов они должны находиться внутри держателя инструментального магазина. Данные конструкций для удержания инструмента (например, пределы максимальной массы, моменты инерции и пространственная огибающая инструментов) предоставляются пользователю (7.2.2);
d) неподвижные или подвижные ограждения должны препятствовать доступу к подвижным частям устройства смены инструмента. Когда подвижные ограждения, обеспечивающие доступ к устройству смены инструмента из любой опасной зоны, открыты, движение устройства смены инструмента должно быть заблокировано. Никакие опасные движения станка не должны возникать из-за срабатывания любого датчика или устройства обратной связи. Чтобы предотвратить падение или выброс инструментов, они должны удерживаться в устройстве смены инструмента при всех рабочих условиях, включая потерю мощности.
5.3 Дополнительные требования, связанные с электрическими опасностями
а) Прямой контакт с электрооборудованием:
1) электрооборудование должно соответствовать ГОСТ Р МЭК 60204-1, если иное не указано в настоящем стандарте;
2) см. ГОСТ Р МЭК 60204-1-2007, раздел 6, для предотвращения поражения электрическим током и раздел 7, для защиты от коротких замыканий и защиты от перегрузки. В частности, должны выполняться следующие требования в соответствующих положениях ГОСТ Р МЭК 60204-1:
i) пункт 7 для защиты оборудования;
ii) пункт 8 для эквипотенциального соединения;
iii) пункт 12 для проводников и кабелей;
iv) пункт 13 для практики электромонтажа;
v) пункт 14 для электрических двигателей и соответствующего оборудования;
3) электрические шкафы не должны подвергаться риску повреждения от выталкивания инструментов и/или заготовок. Токоведущие части не должны быть доступны (см. ГОСТ Р МЭК 60204-1-2007, п.6.2.2). Риск возникновения пожара, вызванный неисправностями в электрооборудовании, не считается значительным на станке, где силовые цепи защищены от перегрузки (см. ГОСТ Р МЭК 60204-1-2007, п.7.2.2);
b) для косвенного контакта с электрооборудованием должны выполняться требования ГОСТ Р МЭК 60204-1-2007, п.6.3.
Примечание - См. ГОСТ Р МЭК 60204-1-2007, статья 3.29 для определения "косвенное прикосновение";
c) для защиты органов управления, шкафы органов управления должны обеспечиваться степенью защиты не менее IP2X в соответствии с ГОСТ Р МЭК 60204-1-2007, п.6.2.2, за исключением шкафов органов управления в рабочей зоне, которые должны быть защищены IP55.
5.4 Дополнительные требования, связанные с опасностями, создаваемые шумом
При проектировании станка, должны быть приняты во внимание имеющаяся информация и технические меры по контролю шума на источнике (см. [8]).
Примечание - Основные источники шума на шлифовальных станках зависят от способа шлифования и компонентов станка и оборудования, используемого на шлифовальном станке. Источники воздушного шума включают в себя следующее:
- абразивные инструменты и заготовки;
- шлифовальные шпиндели;
- шпиндели с заготовкой;
- осевые приводы;
- шарико-винтовые передачи;
- устройства для правки;
- операции загрузки, разгрузки, выброса и передачи;
- гидравлические системы;
- системы вытяжки;
- пневматические системы;
- системы обработки металлов.
Если средства для снижения шума на источнике недостаточны, принимают меры по уменьшению уровня шума. Меры по снижению шума см. в приложении E.
Для определения уровня шума см. приложение F.
Декларация значений выбросов шума должна соответствовать 7.2.6.
5.5 Дополнительные требования, связанные с опасностями, создаваемые вибрацией
Например, на шлифовальных станках с ручной подачей инструмента, используя ручку, см. таблицу 1, N 1.3 и 1.4, где операторы могут подвергаться колебаниям с виброускорением более 2,5 м/с, должны приниматься меры по предотвращению вибрации. Меры по уменьшению вибраций могут быть достигнуты за счет конструкции и дизайна, демпфирования и/или изоляции (см. [9]). Для измерения механических колебаний см. ГОСТ 16519.
5.6 Дополнительные требования, связанные с опасностями, создаваемые излучением
a) Для низкочастотного излучения, радиочастотного излучения, все микроволны см. 5.9 k). См. также ГОСТ EN 12198-1, [10] и [11] для получения дополнительной информации.
b) Должна быть разработана встроенная лазерная аппаратура с обратной связью для предотвращения воздействия пучков лучей или зеркальных отражений, в соответствии с ГОСТ IEC 60825-1.
5.7 Дополнительные требования, связанные с опасностями, создаваемые материалами и веществами
5.7.1 Общие положения
Материалы или вещества, используемые для изготовления и эксплуатации шлифовальных станков, должны выбираться таким образом, чтобы не происходило никаких опасных для здоровья последствий в течение срока службы шлифовальных станков, например, асбест не должен использоваться для облицовки тормозов и сцепления.
В тех случаях, когда материал, опасный для здоровья, подвергается механической обработке или используется там, где могут возникнуть пыль, пары и туман, должны быть разработаны гарантии для минимизации воздействия на оператора. Должна быть предусмотрена встроенная система вытяжки и/или средства для установки системы вытяжки.
Шлифовальные станки со встроенной системой вытяжки должны быть сконструированы таким образом, чтобы вытяжки активировались, как только включаются функции, которые могут генерировать пыль, пары и туман. После отключения этих функций система вытяжки должна продолжать работать до тех пор, пока не прекратят существовать опасности, вызванные пылью, парами и туманами. Для полностью закрытых станков время вытяжки зависит от объема рабочей зоны внутри защитного ограждения и от мощности вытяжки, например, открытие ограждений допускается только после того, как воздух в рабочей зоне будет заменен не менее двух раз. Встроенная система вытяжки должна быть сконструирована таким образом, чтобы не возникало опасного уровня воздействия опасного вещества при открытии ограждения.
Должны быть предусмотрены меры для предотвращения утечки вредного тумана, например, в результате использования сжатого воздуха.
Поскольку фактические требования к системе вытяжки будут зависеть от множества различных параметров, например, от характера используемых материалов, невозможно дать более подробные технические требования в настоящем стандарте.
5.7.2 Устройства для использования СОЖ
5.7.2.1 Общие положения
В тех случаях, когда в процессе шлифования используются СОЖ, которые могут вызвать опасность для здоровья, шлифовальный станок должен быть снабжен устройствами для предотвращения или сведения к минимуму этих опасностей.
5.7.2.2 Меры по защите от контакта или вдыхания
a) Система должна быть сконструирована таким образом, чтобы предотвратить всплеск, переполнение и утечку СОЖ.
b) Жидкостные резервуары и другие компоненты системы должны быть изготовлены из материалов, обеспечивающих постоянную целостность системы.
c) Дозирующие сопла должны быть сконструированы таким образом, чтобы нежелательное распыление было сведено к минимуму.
d) Там, где предусмотрено создание туманов и паров в рабочей зоне, должны быть предусмотрены ограждения и система вытяжки или средства для закрепления такой системы (5.7.1).
e) СОЖ должна иметь характеристики для правильной работы шлифовального станка во избежание чрезмерного нагрева и последующего испарения жидкости. В качестве альтернативы должны быть предусмотрены системы охлаждения.
f) Если требуется, чтобы операторы размещали свои руки в рабочей зоне (например, во время операций загрузки/выгрузки, установки и т.д.), поток рабочей жидкости в рабочую зону должен автоматически останавливаться (5.12. b) 19) при открывании ограждения. Возможна регулировка СОЖ для охлаждения компонентов или для промывки станины, например, с помощью регулировки форсунок. Все другие станки без автоматического управления жидкостью должны быть оснащены устройствами для ручного управления или отвода подачи СОЖ.
g) Жидкостные резервуары должны быть снабжены четко читаемыми индикаторами уровня жидкости с минимальным/максимальным уровнем заполнения.
i) Система СОЖ должна обеспечивать доставку жидкости в количестве, предотвращающем образование опасных паров или аэрозолей во время всех предсказуемых условий работы/шлифования.
j) Система СОЖ должна быть сконструирована таким образом, чтобы облегчить техническое обслуживание, включая отбор проб и уменьшить воздействие персонала на жидкость во время технического обслуживания.
k) Шлифовальный станок должен быть сконструирован таким образом, чтобы остатки шлифования могли быть удалены без необходимости дренирования всей системы.
5.7.2.3 Биологические и микробиологические опасности (вирусные или бактериальные)
a) Весь объем СОЖ должен циркулировать при нормальном использовании, чтобы не существовало застойных зон внутри резервуара, кроме случаев, когда осадок требуется умышленно.
b) Чтобы избежать застойных участков внутри станка, СОЖ должна стекать из станка в сторону бака под действием силы тяжести.
c) Сливное отверстие трубопровода должно иметь достаточный диаметр и уклон, чтобы минимизировать осадок.
d) Система СОЖ должна быть снабжена фильтрацией.
e) При накоплении осадка следует проводить очистку (например, закругленные углы в контейнерах). Очистка не требует дренажа всей системы (см. ГОСТ ИСО 14159).
f) Внутренняя часть резервуаров не должна способствовать росту бактерий (например, гладкие поверхности).
g) Контейнеры для СОЖ должны иметь крышки, предназначенные для предотвращения попадания посторонних предметов.
i) Следует избегать загрязнения СОЖ маслом или смазкой из внешних источников, таких как смазка станка или должны быть предусмотрены средства для их систематического удаления. При необходимости следует добавить систему сепарации, или удаления масла, или смазки.
j) Если для шлифовального станка предусмотрены защитные ограждения, использующие жидкости, корпус должен быть спроектирован таким образом, чтобы обеспечить место системе СОЖ между защитным ограждением и системой вытяжки. При позиционировании системы необходимо учитывать внутренние воздушные потоки, генерируемые станком при нормальной работе для обеспечения эффективной работы системы вытяжки.
5.7.3 Меры по предотвращению пожаров и взрывов
5.7.3.1 Легковоспламеняющиеся жидкости для металлообработки
5.7.3.1.1 Требования к системам СОЖ
Шлифовальные станки, предназначенные для использования легковоспламеняющихся СОЖ, должны иметь следующие устройства, минимизирующие риск образования легковоспламеняющихся смесей и источников воспламенения:
a) цепь системы СОЖ должна быть сконструирована таким образом (поперечное сечение трубы, контейнер для хранения, насосы, типы сопел и варианты позиционирования и т.д.), чтобы обеспечивать достаточным количеством СОЖ в точке обработки в любое время и для любого инструмента;
b) если подача СОЖ не работает, следует предотвратить пуск станка. Для контроля подачи СОЖ см. 5.12 b) 18);
c) в случае неисправности подачи СОЖ процесс должен автоматически останавливаться соответствующим образом, например, разделением инструмента и заготовки, и отключении шлифовального шпинделя и системы вытяжки;
d) должны быть предусмотрены подходящие системы вытяжки.
5.7.3.1.2 Требования к системам вытяжки
Эффективность вытяжки, по крайней мере, обеспечит поддержание отрицательного давления в рабочей зоне внутри защитного ограждения, чтобы безопасно предотвратить выход из станка жидкостных паров и аэрозолей.
Если система вытяжки не работает должным образом, то следует прекратить запуск рабочего цикла станка (5.12 b) 18) или процесс механической обработки, который автоматически останавливается соответствующим образом, например, разделением инструмента и заготовки, и отключением шлифовального шпинделя и инструмента с приводами.
Все металлические тела в рабочей зоны внутри защитного ограждения, включая трубопровод вытяжной системы, должны быть постоянно подключены к защитной системе электропроводки.
Если этими средствами невозможно предотвратить опасность возгорания и взрыва, необходимо принять дополнительные меры для ограничения последствий пожаров и взрывов.
К таким мерам относятся:
1) устойчивое к давлению ограждение рабочей зоны, включая смотровые экраны и устройства сброса давления, где это необходимо, в направлении, не представляющем опасности для человека. Ограждение рабочей камеры, стойкое к давлению, также должно удовлетворять требованиям для ограждений, указанных в 5.1.2 и, если применимо, в 5.2.3.2. Информацию о размерах поверхностей для сброса давления см. в приложении H;
2) предотвращение утечки пламени и горячих газов в рабочую зону и окружающую среду станка, например, с помощью огнестойких лабиринтных уплотнений на подвижных частях ограждений (по окружности). Примеры см. в приложении H;
3) устройства пожаротушения (требований технического контроля пожарной сигнализации и автоматических систем пожаротушения см. в 5.12 b) 16) и 17);
4) станок, включая систему управления, должен быть сконструирован таким образом, чтобы было возможно подключение к устройствам для обнаружения пожара, системам пожаротушения, пожарной сигнализации, устройствам сброса давления и т.д. в соответствии с рекомендациями изготовителя.
Для станков, предназначенных для подключения к центральной системе вытяжки, должны быть предусмотрены меры или системы, предотвращающие в случае пожара:
- распространение огня в центральную систему вытяжки;
- дальнейшую подачу воздуха внутрь защиты кабинетного типа;
- вытяжки огнетушащей среды.
Примечание - Использование пламегасителей (пример см. в приложении H), запорные клапаны нагнетаемого воздуха.
В случае пожара или взрыва встроенные системы вытяжки должны автоматически отключаться.
Примеры интеграции систем вытяжки и пожаротушения при использовании легковоспламеняющихся металлических жидкостей см. в приложении H.
Примечание - Дальнейшие меры по снижению риска зависят от фактических условий использования станка и рассматриваются в отдельном случае.
5.7.3.2 Легковоспламеняющаяся и взрывоопасная пыль
В тех случаях, когда шлифовальные станки предназначены для механической обработки материалов, которые могут образовывать легковоспламеняющуюся и взрывоопасную пыль (например, алюминий, магний и их сплавы), должны быть предусмотрены устройства для безопасного удаления этой пыли и любого легковоспламеняющегося газа (например, водорода) для того, чтобы предотвращать опасности, вызванные пожаром или взрывом. Меры по защите от взрыва (см. ГОСТ 31438.1) должны быть приняты там, где это применимо.
Для предотвращения пылевых взрывов шлифовальные станки должны быть оснащены, например, системами для:
a) мокрого шлифования;
b) сухого шлифования с влажным осаждением посредством мгновенного увлажнения или
c) сухого шлифования с влажным осаждением с помощью циклона мокрого типа.
Требования см. в приложении G.
5.8 Дополнительные требования, связанные с опасностями из-за несоблюдения конструктором эргономических принципов
a) Станки должны быть спроектированы в соответствии с эргономическими принципами в соответствии с ГОСТ ИСО 12100-2013, п.6.2.6, 6.2.8 и 6.3.5.6; а также ГОСТ Р ИСО 6385, ГОСТ Р ИСО 15534-1 и ГОСТ Р ИСО 15534-2.
b) Требования к позиционированию основной панели управления следующие:
1) основная панель управления для пуска, остановки работы, выбора режима и управления удержанием (если применимо) для станка должна располагаться в местоположении(ях) оператора. Контрольные дисплеи и/или исполнительные механизмы должны быть защищены от стружки и шлифовального мусора и соответствовать требованиям ГОСТ Р МЭК 60204-1-2007, раздел 10, и ГОСТ Р ИСО 9355-1, ГОСТ Р ИСО 9355-2, ГОСТ Р ИСО 9355-3, и должны быть защищены от непреднамеренной операции, например с помощью предохранителя на кнопке;
2) переключатель выбора режима или пусковое управление, которое инициирует РБР 1 должно быть представлено только на основной панели управления и нигде более. Отдельный пусковой выключатель может быть установлен в положении, в отдалении от основной панели управления, если оператор, таким образом, имеет лучший обзор опасной зоны. Если предусмотрено более одного пускового выключателя, система управления должна быть сконструирована таким образом, чтобы использование одного из них не позволяло использовать другие;
3) элементы управления для работы станка в РБР 2 могут быть удалены от основной операционной консоли, например, на подвеске. В качестве альтернативы они могут быть предусмотрены на отдельных консолях вне опасной зоны;
4) если для РБР 2 предусмотрено несколько элементов управления, они не могут работать одновременно.
c) Требования к нездоровой осанке или чрезмерным усилиям (повторяющееся напряжение) включают в себя проектирование станков в соответствии с эргономическими принципами, чтобы избежать чрезмерных усилий, нездоровой осанки или усталости во время использования, и, в частности следующее:
1) заготовки, оснастка и аксессуары должны быть легко перемещаемыми. Подъемное оборудование может потребоваться для деталей весом более 10 кг (см. ГОСТ EN 1005-2-2005, ГОСТ EN 1005-4, ГОСТ Р ЕН 1005-1 и ГОСТ Р ЕН 1005-3);
2) если требуется загрузочно-разгрузочное оборудование, подъемники или подъемные устройства, необходимо предусмотреть их установку и эксплуатацию (например, путем доступа к рабочей зоне через верхнюю часть станка, когда защитные устройства открыты);
3) когда детали загружаются вручную, их фиксаторы, например, держатели инструмента, должны быть расположены так, чтобы предотвратить чрезмерного попадания в станок (см. ГОСТ EN 1005-2, ГОСТ EN 1005-4, ГОСТ Р ЕН 1005-1 и ГОСТ Р ЕН 1005-3);
4) устройства управления для работы зажимных или захватных устройств (например, тягово-сцепные устройства, патроны) должны быть расположены так, чтобы избежать чрезмерного достижения станка, поддерживая вес инструмента или заготовки (например, применение педалей). См. ГОСТ EN 894-3-2012, раздел 4;
5) подвижные ограждения должны быть механизированы тогда, когда их использование приведет к повторным чрезмерным усилиям (см. также ГОСТ ИСО 12100-2013, пункт 6.2.2.2).
d) Из соображений анатомии рук или ног, позиционирование контрольных устройств и точек наблюдения или обслуживания, например, для наполнения и слива цистерн, должно быть выбрано удовлетворяя эргономические принципы (см. ГОСТ EN 614-2, ГОСТ EN 894-1, ГОСТ EN 894-3, ГОСТ EN 1005-2, ГОСТ EN 1005-4, ГОСТ ИСО 13855, ГОСТ Р ЕН 1005-1, ГОСТ Р ЕН 1005-3, ГОСТ Р ЕН 614-1, [12], [13]).
e) При проектировании станков должны учитываться интенсивность освещения, направление, блики и т.д. При необходимости обеспечивается встроенное освещение. В частности, учитываются следующие пункты:
1) требуемая интенсивность освещения зависит от выполняемой операции шлифования. Она должна быть не менее 300 лк в зоне наблюдения и ее непосредственной близости;
2) блики, отражения и тени от деталей или частей станка следует избегать, насколько это возможно;
3) источник освещения должен располагаться так, чтобы минимизировать его загрязнение во время обработки.
f) Конструкция, расположение и идентификация ручных органов управления и устройств ввода (например, клавиатура, вспомогательные клавиши, кнопки) должны соответствовать ГОСТ Р ИСО 9355-1, ГОСТ Р ИСО 9355-2 и ГОСТ Р ИСО 9355-3.
g) При проектировании или размещении блоков визуального отображения, отображаемая на экране информация должна быть четкой и однозначной. Отражения и блики должны быть сведены к минимуму (см. ГОСТ EN 894-1, [12], [13], а также ГОСТ Р ИСО 9241-1, ГОСТ Р ИСО 9241-7, ГОСТ Р ИСО 9241-8).
5.9 Дополнительные требования, связанные с опасностями неожиданного запуска, перебега или превышения скорости
a) Для целей настоящего стандарта условие в ГОСТ Р МЭК 60204-1-2007, пункт 9.2.5.2 достигается посредством механизмов блокировки, требуемых в 5.2.3.2 а).
b) Требования к неисправности/неупорядоченности системы управления следующие:
1) системы управления должны быть спроектированы в соответствии с ГОСТ Р МЭК 60204-1, ГОСТ Р МЭК 62061, [14], [15] или ГОСТ ИСО 13849-1. Неожиданные движения станка (например, вращение круга и рабочий ход шпинделя, перемещение оси, освобождение шлифовального инструмента из шпинделя) должны быть предотвращены (см. [4]);
2) если обеспечивается доступ к программируемым функциям для внесения изменений, то он должен быть заблокирован для предотвращения несанкционированного доступа к программным данным или программируемым функциям. Этого добиваются с помощью пароля или ключа;
3) программное обеспечение, связанное с безопасностью, должно быть защищено от несанкционированной реконфигурации. В частности, пользователю не будет возможности приостановить работу функции безопасности (включая блокирующие защитные устройства) с помощью циклов, вставленных или вызванных программой обработки детали.
c) Требования к старту следующие:
1) требования к функциям безопасности для функции пуска и перезапуска см. в п.5.12 b) 14) и 19);
2) если предусмотрено множественное расположение устройств управления (например, основная станция управления, ручной пульт управления), единовременно должно функционировать только одно;
3) замыкание подвижных защитных ограждений не должно приводить к повторному запуску движущихся деталей станка. Если предусмотрены механизированные защитные устройства, см. 5.2.3.2 b);
4) неожиданный запуск опасных движений, например, кругов и шпинделей, удерживающих заготовки, осей или держателей заготовки, должны быть предотвращены в соответствии с [4], раздел 6, когда подвижные ограждения открыты или в РБР 0;
5) любое устройство управления для запуска ручного шпинделя должно быть сконструировано таким образом, чтобы предотвратить непреднамеренную операцию, например, механическое устройство двойного действия, утапливаемая кнопка или частично закрытая кнопка.
d) Следующие требования для контроля скорости вращения шпинделя и осей должны применяться ко всем режимам безопасной эксплуатации.
1) Сниженные скорости шпинделя и оси зависят от режима безопасной работы и должны контролироваться соответствующим образом. Это также включает в себя скорость работы удерживающих устройств и шлифовальных шпинделей.
2) Если одна из сниженных скоростей шпинделя или оси превышена, автоматически должна запускаться остановка категории 1 в соответствии с ГОСТ Р МЭК 60204-1-2007, п.9.2.2.
Шпиндель шлифовального круга не должен останавливаться таким образом, чтобы это могло вызвать проскальзывание, ослабление или поломку абразивного круга в устройстве для удерживания инструмента.
3) Требования, касающиеся функций безопасности для контроля сниженной скорости заготовки и шпинделей и осей инструмента, см. в 5.12 b) 5) и 6).
e) Требования к перемещению осей следующие:
1) Движения оси могут быть достигнуты вручную или механизировано:
i) направление движения оси должно соответствовать направлению управляющего устройства в соответствии с требованиями стандарта [16];
ii) непредвиденный запуск движения механизированной оси должен быть предотвращен (см. [4], раздел 6);
iii) непредвиденное опасное движение вертикальных или наклонных осей под действием силы тяжести должно быть предотвращено (например, весовая балансировка или резервная тормозная система).
2) Требования, касающиеся функций безопасности для запуска перемещений осей или непреднамеренного спуска вертикальных или наклонных осей, см. в 5.12 b) 15) и 13).
f) Требования к остановке следующие:
1) Движения станка должны быть остановлены функциями останова в соответствии с ГОСТ Р МЭК 60204-1-2007, п.9.2.2.
2) Если люди подвергаются опасности при непредвиденном начале движения станка, должны использоваться только функции останова "Безопасная остановка" или "Безопасная рабочая остановка". В случае "Рабочей остановки" невозможно открыть подвижные ограждения.
3) Требования к функциям безопасности см. в 5.12. b) 11) и 12).
g) При восстановлении энергоснабжения после прерывания, конструкция системы управления должна гарантировать, что автоматический перезапуск предотвращается, и всегда требуется перезапуск пускового управления для инициирования механизированного движения (см. [4]).
i) При изоляции и рассеивании энергии:
1) См. ГОСТ ИСО 12100-2013, пункты 6.2.10 и 6.3.5.4 и [4], раздел 5.
2) Должны быть предусмотрены средства для изоляции энергии (см. ГОСТ Р МЭК 60204-1-2007, п.5.3; [14], п.5.1.5; [15] и п.5.1.6 i). Для рассеивания накопленной энергии см. [4], п.5.3.
3) Устройство для отключения электропитания должно соответствовать ГОСТ Р МЭК 60204-1-2007, п.5.3.
4) Когда станок имеет свой собственный гидравлический насос и/или пневматический компрессор, электрическая изоляция станка также должна отключать электричество к двигателю насоса и/ или компрессора. Когда гидравлическая или пневматическая энергия подается снаружи станка, то он должен иметь надежное управляемое вручную и блокируемое устройство отключения питания (клапан отключения), отвечающее требованиям стандарта [4], раздел 5. Там, где рассеивание энергии невозможно автоматически в результате изоляции (см. [4], п.5.3.1.3), должны быть предусмотрены средства для сброса остаточного давления. Эти средства могут включать в себя клапан, но не разъединение труб.
j) Пневматические системы должны соответствовать [15].
k) Гидравлические системы должны соответствовать [14].
l) Требования к внешним воздействиям на электрическое/электронное оборудование (электромагнитная совместимость) следующие:
1) Защита - электронные системы управления должны быть спроектированы и установлены таким образом, чтобы быть защищенными от электромагнитных помех и стабильными при воздействии или сбое в работе электрической системы в соответствии с ГОСТ 30804.6.2.
2) Эмиссия - электрическая/электронная конструкция должна применять техническую информацию и физические меры для ограничения электромагнитных излучений в соответствии с ГОСТ IEC 61000-6-4.
Примечание - ГОСТ EN 50370-1 и ГОСТ EN 50370-2 также применимы.
5.10 Дополнительные требования, связанные с опасностями изменения скорости вращения шпинделя
На шлифовальных станках с устройствами для изменения скорости шлифовального шпинделя предусмотрены следующие меры/устройства для минимизации риска превышения максимальной рабочей скорости зажатого абразивного круга в зависимости от режима движения шлифовального шпинделя:
a) стартовые устройства, которые будут запускать шлифовальный шпиндель только с самой низкой регулируемой скоростью;
b) для приводов с переключением полюсов требуется блокировка переключения, предотвращающая прямой запуск шага с более высокой скоростью;
c) на шлифовальных станках, где скорость вращения рассчитывается по запрограммированной скорости резания и фактическому диаметру абразивного круга, изменение абразивного круга должно распознаваться с помощью контроля или с помощью четко видимого предупреждения о необходимости ввода данных в случае изменения абразивного круга. Ввод данных должен быть подтвержден оператором;
d) на шлифовальных станках, где могут работать абразивные круги с различными наружными диаметрами, должно быть четко видимое предупреждение о максимальной скорости вращения для разных диаметров. Выбранная скорость должна быть четко видна (например, ручка управления со шкалой скорости);
e) индикация выбранной скорости вращения или периферийной скорости. Отображающиеся значения должны быть идентичны выбранным значениям.
Требования, касающиеся контроля функции безопасности уменьшенного круга и скорости шпинделя с заготовкой, см. в 5.12 b) 5).
5.11 Дополнительные требования, связанные с опасностями перебоя источника питания
Требования к отключению питания следующие:
a) неадекватное давление или напряжение должны быть обнаружены и станок должен быть остановлен;
b) прерывание или отказ источника питания не должны приводить к опасной потере держателем заготовки или зажимом инструмента (например, устройства под напряжением и/или под давлением);
c) восстановление энергоснабжения не должно приводить к автоматическому перезапуску станка (см. [4] и ГОСТ ИСО 12100-2013, п.6.2.11.4);
d) прерывание или отказ источника питания не должны приводить к опасному движению вертикальных или наклонных осей под действием силы тяжести (например, резервная тормозная система). Требования, касающиеся функции контроля безопасности для предотвращения непреднамеренного спуска вертикальной или наклонной оси, см. в 5.12 b) 13);
e) системы должны быть сконструированы таким образом, чтобы разрыв линии в любой цепи (например, сломанный провод, труба или шланг) не привел к потере функции безопасности (см. ГОСТ Р МЭК 60204-1, [14] и [15]);
f) должны быть предусмотрены средства для изоляции энергоснабжения (см. [14], п.5.3.2.2 и 5.4.7.2.1 и ГОСТ Р МЭК 60204-1-2007, п.5.3). Для рассеивания накопленной энергии см. [4], п.5.3.
5.12 Дополнительные требования, связанные с опасностями сбоя системы управления
a) Что касается аппаратного и программного обеспечения, связанного с безопасностью, для целей настоящего стандарта компоненты системы управления, связанные с безопасностью, включают в себя всю систему от первоначального исполнительного механизма (устройства управления) или детектора положения до точки ввода в конечный привод или элемент, например двигатель. Функции безопасности систем управления должны выполняться с использованием связанных с безопасностью деталей, спроектированных, изготовленных и применяемых в соответствии с ГОСТ ИСО 13849-1. В общем случае при включении входного устройства в функцию безопасности должно инициировать опасные движения категории 0 или 1 в соответствии с ГОСТ Р МЭК 60204-1-2007, п.9.2.2 и предотвращать непредвиденный запуск.
b) Функции безопасности должны соответствовать требованиям к уровню производительности по ГОСТ ИСО 13849-1, как указано в этом подпункте.
Примечание 1 - Снижение риска может быть достигнуто путем применения различных защитных мер, то есть элементов, связанных с безопасностью системы управления и других защитных мер, например, механических средств; см. ГОСТ ИСО 13849-1-2014, рисунок 2.
Примечание 2 - Для уменьшения риска другими техническими средствами, независимыми от системы управления, например, механической защитой, начальная точка диаграммы риска для определения ![]() для предполагаемой функции безопасности может быть установлена в точке после выполнения этой меры; см. ГОСТ ИСО 13849-1-2014, А.1.
для предполагаемой функции безопасности может быть установлена в точке после выполнения этой меры; см. ГОСТ ИСО 13849-1-2014, А.1.
Таблица 3 - Соотношение функции безопасности и уровня производительности
Функция безопасности | Рекомендуемый уровень производительности, |
1) блокирующее устройство, связанное с подвижным ограждением в следующих областях: электрочувствительное защитное оборудование (ЭЧЗО) или другое защитное оборудование, применяемое к: | |
i) рабочая зона: | d категория 3 |
зона только для обслуживания | с |
ii) трансмиссии, приводные механизмы: | |
с доступом более одного раза в час; | d |
с доступом менее или равным одному разу в час | с |
iii) устройство смены инструмента, магазин инструментов | d |
iv) устройство для загрузки/разгрузки заготовки: | |
с доступом более одного раза в час; | d |
с доступом менее или равным одному разу в час | с |
v) устройство смены спутников: | |
с доступом более одного раза в час; | d |
с доступом менее или равным одному разу в час | с |
vi) доступ к выемкам, воротам по периметру ограждения: | |
с доступом более одного раза в час; | d |
с доступом менее или равным одному разу в час | с |
2) Устройство управления: | |
при комбинации устройства управления и устройства включения: | d |
для контроля сниженной скорости оси, когда это не сделано в соответствии с пунктом 5.12 b) 6); | d |
для контроля сниженной скорости оси, когда это сделано в соответствии с пунктом 5.12 b) 6) | c |
3) Устройство управления с электронным маховиком: | |
При комбинации устройства управления с электронным маховиком и устройства включения: | d |
для контроля сниженной скорости оси, когда это не сделано в соответствии с пунктом 5.12 b) 6); | d |
для контроля сниженной скорости оси, когда это сделано в соответствии с пунктом 5.12 b) 6) | с |
4) Устройства включения | d |
5) Контроль сниженной скорости шпинделя | d категория 3 |
6) Контроль сниженной осевой скорости для осей, если управление подачей движения оси осуществляется с помощью устройства управления с PL=d 5.12 b) 2) или механизированным маховиком с PL=d 5.12 b) 3) | d |
7) Система управления для механизированного зажима инструмента держателя заготовки: | |
для станка, которым не требуются подвижные ограждения; | с |
для станка с подвижными ограждениями при механической обработке с открытыми подвижными ограждениями, например станки с РБР 3; | с |
для режимов безопасной работы с закрытыми подвижными ограждениями | b |
8) Аварийная остановка | с |
9) Предотвращение опасности раздавливания в механизированных ограждениях/дверях с защитными кромками, например, чувствительные к давлению защитные устройства | d |
10) Функция выбора режима безопасной операции | с |
11) Безопасная рабочая остановка (категория остановки 2 согласно ГОСТ Р МЭК 61800-5-2) | d |
12) Безопасная остановка (категория остановки 1 согласно ГОСТ Р МЭК 61800-5-2) | d |
Безопасная остановка (категория останова 0 согласно ГОСТ Р МЭК 61800-5-2) | с |
13) Функция управления для предотвращения непреднамеренного спуска вертикальной или наклонной оси: | |
если сложно избежать опасности; | d |
если существует опасность спуска вертикальной или наклонной оси, если имеется реальная вероятность избежать аварии или значительно уменьшить ее эффект | с |
14) Функция запуска и перезапуска (см. 5.9 с)): | |
для электронных систем управления; | d |
для электромеханических систем управления | с |
Примечание - Функции запуска и перезапуска не связаны с функцией безопасности, если их избегают другими способами, например, дверная блокировка, устройство включения | |
15) Функция запуска движения осей (см. 5.9 e)): | |
для электронных систем управления; | d |
для электромеханических систем управления | с |
Примечание - Функции запуска и перезапуска не связаны с функцией безопасности, если их избегают другими способами, например, дверная блокировка, устройство включения | |
16) Предотвращение непреднамеренного срабатывания системы пожаротушения: | |
для станков, удобных для осмотра и обслуживания; | с |
для станков, неудобных для осмотра и обслуживания | b |
17) Техническая связь между пожарной сигнализацией или автоматической системой пожаротушения с системой управления станка | b |
18) Мониторинг подачи СОЖ и вытяжки масляного тумана при использовании легковоспламеняющейся СОЖ | b |
19) Предотвращение непредвиденного запуска подачи СОЖ более или равно 5 бар. | с |
Предотвращение непредвиденного запуска подачи СОЖ с использованием системы СОЖ низкого давления, то есть менее 5 бар | b |
с) Аварийная остановка.
1) Функции аварийной остановки должны быть категории 1 или 0 (определяется оценкой риска) в соответствии с ГОСТ Р МЭК 60204-1-2007, п.9.2.5.4.2. Кроме того, они должны соответствовать ГОСТ ИСО 12100-2013, п.6.3.5.2 и [17].
2) Функции аварийной остановки должны быть инициированы устройством аварийной остановки, которое должно соответствовать ГОСТ Р МЭК 60204-1-2007, п.10.7 и [17]. Устройством аварийной остановки должно быть обеспечено каждое положение оператора, включая:
i) каждое положение, в котором могут быть инициированы опасные движения;
ii) на главной панели управления;
iii) на любой переносной панели управления (если предусмотрено);
iv) в инструментальном магазине;
v) на станциях загрузки и разгрузки заготовок.
5.13 Дополнительные требования, связанные с опасностями выброса жидкостей или объектов
5.13.1 Общие требования
Шлифовальные станки, в которых помимо опасностей, вызванных фрагментами абразивных кругов (5.13.2), могут возникнуть опасности, вызванные выбросом заготовок, частей заготовок, деталей станка, пыли или СОЖ, должны быть снабжены неподвижными и/или подвижными ограждениями, удерживающими эти детали и вещества в рабочей зоне. Ограждения должны быть спроектированы, изготовлены и расположены с учетом ожидаемого напряжения. Они должны соответствовать общим требованиям [2].
Защитные устройства для предотвращения выброса деталей также могут служить для собирания абразивных фрагментов круга в соответствии с 5.13.2 и/или для предотвращения доступа к рабочей зоне, при проектировании, изготовлении и расположении надлежащим образом.
5.13.2 Защита для предотвращения выброса в случае поломки абразивного круга
5.13.2.1 Защитные устройства абразивных инструментов
Шлифовальные станки должны быть оснащены защитными устройствами абразивных кругов, способных эффективно удерживать фрагменты в случае поломки абразивного инструмента. Толщина стенок этих устройств должна быть указана в зависимости от типа материала, используемого для защиты, и максимальной периферийной скорости, и массы абразивных кругов.
Защитное устройство должно окружать абразивный круг в максимально возможной степени.
Когда части защитного устройства для абразивного круга соединены друг с другом с помощью сварки или другими средствами, соединение должно быть достаточно сильным, чтобы гарантировать, что детали не будут разделяться при воздействии осколков.
Требования к защитным устройствам см. в разделах А.3.1-А.3.3.
Защитные устройства абразивных кругов должны быть прикреплены к шлифовальным станкам, чтобы они не ослабевали или не двигались неконтролируемым образом в случае поломки абразивного круга.
Требования к фиксации защитных устройств см. в А.4.
Защитные устройства абразивных инструментов и их крепежные компоненты должны быть рассчитаны на абразивный инструмент с максимальными размерами, применяемыми на станке при предполагаемом использовании, и максимальной скоростью вращения шлифовального шпинделя. Максимально возможная скорость в случае отказа привода шлифовального шпинделя должна считаться максимальной.
На шлифовальных станках, где используются абразивные круги, D1000 мм и периферийная скорость 16 м/с, не требуется защита от абразивного круга.
В обстоятельствах/ситуациях, когда не может быть обеспечена защита абразивного круга, должно быть предусмотрено защитное ограждение, огораживающее рабочую зону, или другие меры, обеспечивающие требуемую защиту. Ограждение, охватывающее рабочую зону, должно соответствовать требованиям А.3.5.2.2 в отношении толщины стенки и материала.
В тех случаях, когда вращающиеся инструменты для правки создают такие же опасности, как и вращающиеся абразивные круги, соответствующие меры защиты для этих инструментов также должны быть предусмотрены.
5.13.2.2 Ограждения рабочей зоны
Шлифовальные станки с абразивными инструментами с коэффициентом безопасности ![]() 1,75 (см. [18]) [см. формулу (1)] или с периферийными скоростями v>50 м/с должны быть оборудованы ограждениями рабочей зоны, сдерживающими фрагменты, в том числе выброшенные из отверстия защитного устройства абразивного круга в область обработки (полностью закрытая рабочая зона).
1,75 (см. [18]) [см. формулу (1)] или с периферийными скоростями v>50 м/с должны быть оборудованы ограждениями рабочей зоны, сдерживающими фрагменты, в том числе выброшенные из отверстия защитного устройства абразивного круга в область обработки (полностью закрытая рабочая зона).
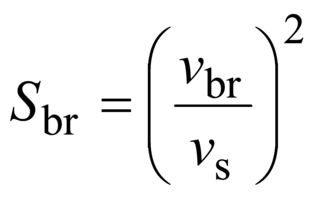 , (1)
, (1)
где ![]() - коэффициент безопасности от разрыва вследствие центробежной силы;
- коэффициент безопасности от разрыва вследствие центробежной силы;
![]() - скорость разрыва, периферийная скорость, с которой абразивный круг разрушается (разрывается) из-за центробежной силы;
- скорость разрыва, периферийная скорость, с которой абразивный круг разрушается (разрывается) из-за центробежной силы;
![]() - максимальная рабочая скорость, максимально допустимая периферийная скорость вращающегося абразивного круга.
- максимальная рабочая скорость, максимально допустимая периферийная скорость вращающегося абразивного круга.
Обеспечение ограждения рабочей зоны может включать следующее:
a) неподвижные и подвижные ограждения в соответствии с А.3.5;
b) защита абразивного круга, дополнительно снабженная внутренней защитой, которая закрывает отверстие защиты абразивного круга в случае поломки абразивного круга (см. А.3.1.4).
Ограждение рабочей зоны не требуется:
c) Для ручных маятниковых шлифовальных станков и маятниковых отрезных станков с периферийной скоростью абразивного круга v80 м/с, см. таблицу 1, N 1.4.
d) Для ручных и механически управляемых отрезных станков с периферийной скоростью абразивного круга v<100 м/с и диаметром отрезного диска D406 мм, см. таблицу 1, N 1.3 и 1.5.
Защита абразивного круга и ограждение рабочей зоны должны быть рассчитаны на абразивный круг с максимальными размерами, применяемыми на станке при предполагаемом использовании, и максимальной скоростью вращения шлифовального шпинделя. Максимально возможная скорость в случае отказа привода шлифовального шпинделя должна считаться максимальной.
Примечание - Контроль скорости, связанный с различными определенными участками диаметра шлифовального инструмента, может быть обеспечен снижением толщины стенки защиты (защита абразивного круга и ограждение рабочей зоны) в соответствии с приложением А.
5.13.3 Устройства, защищающие от выброса заготовок и частей заготовок
5.13.3.1 Общие положения
Шлифовальные станки должны быть сконструированы таким образом, чтобы исключить выброс заготовок и частей заготовок. Если это невозможно, должны быть предусмотрены соответствующие ограждения с удерживающей способностью, которые должны быть рассчитаны в зависимости от энергии этих частей.
5.13.3.2 Плоскошлифовальные станки
Плоскошлифовальные станки (см. таблицу 1, N 1.10 и 1.11) должны дополнительно снабжаться ограждением для выталкиваемых заготовок, которое располагается на границе рабочей зоны в направлении вращения абразивного круга. Энергия поступательного движения выталкиваемых частей должна определяться по весу заготовки и максимальной периферийной скорости абразивного круга. Необходимые размеры защитного ограждения могут затем быть определены с помощью формул расчета в А.4.3 для разных материалов защитного устройства. ![]() в формулах соответствует определяемой энергии выталкиваемой части.
в формулах соответствует определяемой энергии выталкиваемой части.
Примечание - Для плоскошлифовальных станков максимальная масса выталкиваемой заготовки допускается считать равной m=0,5 кг.
5.14 Дополнительные требования, связанные с опасностями нарушения устойчивости
Станки и сопутствующее оборудование должны быть сконструированы таким образом, чтобы они были устойчивы при определенных условиях их использования. Требования в ГОСТ ИСО 12100-2013, п.6.2.6 и 6.3.2.6 должны быть выполнены.
5.15 Дополнительные требования, связанные с опасностями скольжения, спотыкания и падения персонала
a) Места работы и средства доступа к станкам (например, лестницы, стремянки, платформы и дорожки) должны быть спроектированы таким образом, чтобы свести к минимуму вероятность скольжения, съезда и падения, используя перила, подножки для ног и стойкие к скольжению поверхности в соответствии с требованиями ГОСТ Р ИСО 14122-1, ГОСТ Р ИСО 14122-2, ГОСТ Р ИСО 14122-3 и ГОСТ Р ИСО 14122-4.
b) Во избежание загрязнения полов, где предусмотрена система подачи СОЖ, она должна быть сконструирована таким образом, чтобы предотвратить всплеск, распыление и туман за пределами ограждения станка. Информация для пользователя должна обращать внимание на важность предотвращения утечки жидкости в окружающую местность что, таким образом, создает опасность скольжения.
6 Проверка требований безопасности и/или защитных мер
В таблице 4 указаны методы, с помощью которых должны быть проверены требования безопасности и/или меры, описанные в разделе 5, вместе со ссылкой на соответствующие (вспомогательные) положения настоящего стандарта.
Таблица 4 - Методы проверки
Под- | Требования безопасности и/или | Метод проверки | ||||
пункт | защитных мер | Визуаль- | Функцио- | Изме- | Вычис- | Доку- |
5.1 | Общие требования | |||||
5.1.2 | Требуемые характеристики для защиты всех групп шлифовальных станков | X | X | X | X | |
5.2 | Дополнительные требования, связанные с механическими опасностями | |||||
5.2.1 | Группа 1: шлифовальные станки с ручным управлением без механизированных осей и без числового программного управления | X | X | X | X | |
5.2.2 | Группа 2: шлифовальные станки с ручным управлением с механизированными осями и, в случае применимости, с числовым программным управлением с ограниченными возможностями | X | X | X | X | |
5.2.3 | Группа 3: шлифовальные станки с числовым программным управлением. | |||||
5.2.3.1 | Доступ в рабочую зону | X | X | X | ||
5.2.3.2 | Дополнительные требования к защите | X | X | X | X | |
5.2.3.3 | Другие дополнительные требования | X | X | X | X | X |
5.2.4 | Держатель инструмента | X | X | X | X | X |
5.2.5 | Держатель заготовки | |||||
5.2.5.2 | Подпорки для заготовки | X | X | X | ||
5.2.5.3 | Механизированное зажимное приспособление | X | X | X | X | |
5.2.6 | Вертикальные или наклонные оси под действием силы тяжести | X | X | X | ||
5.2.7 | Режимы работы станка | |||||
5.2.7.1 | Выбор режима | X | X | X | ||
5.2.7.2 | РБР 0: Ручной режим | X | X | X | X | |
5.2.7.3 | РБР 1: Автоматический режим | X | X | X | ||
5.2.7.4 | РБР 2: Режим настройки | X | X | X | X | |
5.2.7.5 | РБР 3: дополнительный специальный режим для ручного вмешательства в режиме ограниченной работы | X | X | X | X | |
5.2.7.6 | РБР служба | X | X | X | X | |
5.2.8 | Опции или дополнительное оборудование | |||||
5.2.8.1 | Манипуляторы для загрузки/разгрузки заготовки | X | X | X | ||
5.2.8.2 | Станки, оснащенные задней бабкой и/или пинолью | X | X | X | X | |
5.2.8.3 | Внешне доступный инструментальный магазин, транспортный механизм, и система автоматической смены инструмента | X | X | X | X | |
5.3 | Дополнительные требования, связанные с электрическими опасностями | X | X | X | X | |
5.4 | Дополнительные требования, связанные с опасностями, создаваемые шумом | X | X | X | X | |
5.5 | Дополнительные требования, связанные с опасностями, создаваемые вибрацией | X | X | X | X | |
5.6 | Дополнительные требования, связанные с опасностями, создаваемые излучением | X | X | X | X | |
5.7 | Дополнительные требования, связанные с опасностями, создаваемые материалами и веществами | |||||
5.7.1 | Общие положения | X | X | X | X | |
5.7.2 | Устройства для использования СОЖ | |||||
5.7.2.1 | Общие положения | X | X | X | X | |
5.7.2.2 | Меры по защите от контакта или вдыхания | X | X | X | X | |
5.7.2.3 | Биологические и микробиологические опасности (вирусные или бактериальные) | X | X | X | ||
5.7.3 | Меры по предотвращению пожаров и взрывов | |||||
5.7.3.1 | Легковоспламеняющиеся жидкости для металлообработки | X | X | X | X | |
5.7.3.2 | Легковоспламеняющаяся и взрывоопасная пыль | X | X | X | ||
5.8 | Дополнительные требования, связанные с опасностями из-за несоблюдения конструктором эргономических принципов | X | X | X | X | |
5.9 | Дополнительные требования, связанные с опасностями неожиданного запуска, перебега или превышения скорости | X | X | X | ||
5.10 | Дополнительные требования, связанные с опасностями изменения скорости вращения шпинделя | X | X | X | ||
5.11 | Дополнительные требования, связанные с опасностями перебоя источника питания | X | X | X | ||
5.12 | Дополнительные требования, связанные с опасностями сбоя схемы управления | X | X | X | X | |
5.13 | Дополнительные требования, связанные с опасностями выброса жидкостей или объектов | |||||
5.13.1 | Общие требования | X | X | X | ||
5.13.2 | Защита для предотвращения выброса в случае поломки абразивного круга | |||||
5.13.2.1 | Защитные устройства для абразивного круга | X | X | X | X | X |
5.13.2.2 | Ограждения рабочей зоны | X | X | X | X | X |
5.13.3 | Устройства, защищающие от выброса заготовок и частей заготовок | X | X | X | X | X |
5.14 | Дополнительные требования, связанные с опасностями нарушения устойчивости | X | X | X | ||
5.15 | Дополнительные требования, связанные с опасностями скольжения, спотыкания и падения персонала | X | X | X | ||
7 | Информация для пользователя | |||||
7.1 | Маркировка | X | X | |||
7.2 | Инструкция по эксплуатации | X | X | |||
7 Информация для пользователя
Примечание - См. ГОСТ ИСО 12100-2013, п.6.4.
7.1 Маркировка
Шлифовальные станки должны иметь маркировку в соответствии с ГОСТ ИСО 12100-2013, пп.6.4.4. Должна быть предусмотрена следующая маркировка:
a) Для его однозначной идентификации
1) фирменное наименование и полный адрес изготовителя и, если применимо, его уполномоченного представителя;
2) обозначения станка, серии или типа станка;
3) серийный номер, если таковой имеется;
4) месяц и год изготовления, т.е. месяц и год, в котором был завершен процесс изготовления.
b) Для того, чтобы указать ее соответствие обязательным требованиям (например, маркировка СЕ);
c) Для его безопасного использования
1) направление вращения шлифовального шпинделя;
2) максимальная допустимая скорость или диапазон скоростей вращения шлифовального шпинделя(ей) в оборотах в минуту или периферийная скорость в м/с;
3) максимально допустимые размеры абразивного изделия;
4) вес станка;
5) данные по питанию для электрических, гидравлических и пневматических систем;
6) максимально допустимая скорость шпинделя с заготовкой в оборотах в минуту;
7) ограждения, защитные устройства и другие части станка, которые не прикреплены постоянно, должны быть отмечены идентификационными данными;
8) станок, представляющий опасность пожара или взрыва, должен иметь соответствующую маркировку, если
i) огнетушащее вещество, прилагаемое к станку представляет опасность,
ii) станок предназначен исключительно для механической обработки специальных материалов (например, легких металлов), и обработка других (например, искрообразующих) материалов может создавать опасности.
7.2 Инструкция по эксплуатации
7.2.1 Общие положения
Руководство по эксплуатации в соответствии с ГОСТ ИСО 12100-2013, пп.6.4.5, заполненное конкретной информацией для указанного шлифовального станка, должно прилагаться к станку.
В инструкциях по эксплуатации должна быть предоставлена вся необходимая информация о транспортировке, монтаже/разборке, эксплуатации, настройке, обслуживании, чистке и т.д., чтобы обучать или квалифицировать операторов в достаточной степени в целях надежного и безопасного использования станка.
В руководстве по эксплуатации указывается, что важно, чтобы операторы были надлежащим образом обучены безопасному использованию, настройке и эксплуатации станка. По крайней мере, должна быть предоставлена следующая информация:
a) Технические характеристики процессов обработки и режимов безопасной работы, для которых подходит шлифовальный станок. Если аппарат предоставляет услуги РБР 2 и/или РБР 3 и/или РБР, необходимо определить детали предполагаемого использования этих режимов.
1) Предоставляется информация о предвидимом злоупотреблении.
2) Информация о возможных остаточных рисках, например:
i) любого предусмотренного режима безопасной работы (например, РБР 0, РБР 1, РБР 2, РБР 3 или служба РБР);
ii) шум (см. 7.2.6);
iii) вибрация на ручных станках (см. 7.2.7);
iv) касание абразивного изделия, когда инструмент управляется вручную.
3) Информация о необходимой квалификации операторов, в частности, если станок включает РБР 0, РБР 2, РБР 3 и/или РБР службу, которая, например, может включать в себя опыт:
i) регулировка и зажим заготовок и устройств;
ii) установка, эксплуатация и мониторинг шлифовальных станков;
iii) выбор и использование абразивных изделий;
iv) монтаж и правка абразивного изделия;
v) ввод данных для обработки деталей и оптимизация процесса обработки;
vi) особые опасности и требования безопасности;
vii) использование средств индивидуальной защиты.
Примечание - В РБР 3 и в РБР службе могут потребоваться дополнительные навыки (см. 7.2.9).
В дополнение к общей информации, требуемой в соответствии с ГОСТ ИСО 12100, в инструкции по использованию должна быть указана следующая информация:
b) требование о том, чтобы защитные меры были установлены и функционировали до запуска станка для каждого режима безопасной эксплуатации;
c) любая необходимая информация для безопасной установки (например, условия пола, сервисы, амортизация вибрации).
Сюда входит информация о местонахождении станка, использующего легковоспламеняющиеся жидкости, который оснащен устройствами для сброса давления, а также информация о местоположении мокрого электрофильтра для станков, обрабатывающих материалы, в процессе обработки которых образуется воспламеняющаяся и взрывоопасная пыль.
d) требование по обслуживанию, включая перечень тех устройств, которые должны быть проверены или испытаны, включая частоту и методы испытаний;
e) частота визуальных осмотров, необходимых для обеспечения защитной функции смотрового окна и прозрачных экранов.
1) Методы проверки и описание дефектов, которые делают прозрачный экран непригодным для дальнейшего использования или указывают на необходимость замены. Эта информация может включать в себя описание неприемлемого состояния прозрачного экрана, например, пластическая деформация (выпуклости, вмятины) из-за предыдущих воздействий ударами, трещин, повреждения краевого уплотнения, проникновения охлаждающей жидкости (эффект старения) в композит, свидетельства ухудшения, такие как потускнение/обесцвечивание, другое повреждение защитных слоев. Поликарбонатные прозрачные экраны становятся опасны, если запятнаны или обесцвечены, и заблаговременно должны быть заменены новыми прозрачными экранами.
2) Рекомендации изготовителя по замене прозрачных экранов должны учитывать свойства материала соответствующего прозрачного экрана. Для особого случая поликарбоната см. А.3.6.
3) Рекомендуемые методы очистки прозрачных экранов без причинения ущерба и, при необходимости, выбора и использования подходящих чистящих средств.
4) Требование, чтобы при замене прозрачных экранов соблюдались инструкции по сборке изготовителя станка.
f) рекомендации по обработке и подъему тяжелых деталей/инструментов или заготовок, включая расположение точек подъема сменных компонентов, например, инструменты, детали, зажимные устройства;
g) рекомендации по использованию калибровочного лазера (там, где это применимо, см. ГОСТ IEC 60825-1);
h) рекомендации по выбору, подготовке, применению и обслуживанию смазочных материалов для систем торможения и передачи;
i) рекомендации по отбору, подготовке, применению и обслуживанию СОЖ и меры предосторожности против их ухудшения, а также информацию, соответствующую рекомендациям производителя СОЖ;
j) рекомендации о мерах по предотвращению разбрызгивания, распыления или выброса СОЖ, например, чистоты собирающих водостоков и предотвращения утечки жидкостей в окружающую среду станка;
k) рекомендация о снижении риска пожара и взрыва при выборе легковоспламеняющихся СОЖ. Это включает, например, информацию о вязкости и температуре воспламенения, а также об уменьшении образования аэрозолей и паров путем выбора СОЖ с низким уровнем выбросов;
l) рекомендация использовать дополнительные меры предосторожности при работе с СОЖ.
Сюда входит информация:
1) об утечках горячих газов в дверных зазорах и отверстиях станка;
2) остающиеся после пожара горячие поверхности и детали;
3) опасность возникновения пожара при включении/перезапуске станка непосредственно после пожара;
4) предотвращение попадания посторонних веществ, таких как:
i) продукты чистящих средств станка и продукты кондиционирования;
ii) чистящие средства для заготовки и растворители;
iii) инородные масла и т.д.
Информация предназначена, чтобы сохранить связанные с безопасностью свойства СОЖ относительно опасности пожара и взрыва в течение всего срока ее службы.
m) рекомендации по дополнительным мерам предосторожности, если во время обработки образуется воспламеняющаяся или взрывоопасная пыль (см. также пункт 7.2.9, второй абзац);
n) инструкции, позволяющие освободить захваченных лиц;
o) рекомендации, касающиеся использования средств индивидуальной защиты (например, защиты рук, ушей и глаз);
p) инструкция для подключения системы вытяжки, где процесс обработки генерирует опасные вещества (например, пыль и туманы);
q) предупреждение об опасностях и мерах предосторожности на рабочих местах и подступам к станкам (например, лестницам, рабочим платформам, рольгангам), представляющим опасность скольжения, защемления или падения.
7.2.2 Инструментальная оснастка
a) Информация о выборе и обработке абразивных изделий и прижимных фланцев, о соответствующем монтаже и зажиме абразивных изделий, об испытаниях круга и испытаниях скорости, об использовании прослойки и проставки, о запуске новых абразивных изделий, о выверке и правке, см. приложение D. Информация о выборе абразивных изделий должна включать рекомендации по проверке применимости малошумящих абразивных изделий, если это применимо.
b) Информация о максимально допустимой массе и рабочей зоне абразивных изделий на шлифовальных станках, поставляемых с автоматическими загрузочными устройствами.
c) Информация о выборе защиты абразивных изделий для различных типов и размеров абразивных изделий.
d) Информация о мерах предосторожности и защитных мерах, например, средства индивидуальной защиты, которые могут потребоваться при ручной очистке стружечной канавки абразивного изделия.
7.2.3 Крепление заготовки
Должна быть предоставлена следующая информация об удержании заготовки и держателей заготовки.
a) Для держателей заготовки, поставляемых вместе со станком: информация о том, как использовать и поддерживать устройство для удержания заготовки (например, график обслуживания и смазки).
b) Для держателей заготовки, которые можно использовать: рекомендации по зажимам заготовок, включая информацию о цангах или патронах, которые могут использоваться вместе со станком, а также рекомендации изготовителя по использованию/обслуживанию держателя заготовки.
c) Для перестановки/смены держателя заготовки: информация о применимости, соответствии или замене выбранных держателей заготовки (например, патронов, планшайб или цанг), например данные для той части зажимного устройства/интерфейса станка, относящиеся к требованиям к компьютеру или балансировке для патронов и планшайб.
d) Для модификаций держателя заготовки:
1) Должна быть указана информация о том, что модификация держателей заготовки, поставляемых со станком или смонтированных на нем, может уменьшить или изменить максимально допустимую скорость шпинделя или эффективность этих держателей.
2) Должна быть указана информация о том, что держатели заготовки должны быть модифицированы только в пределах, указанных изготовителем шлифовального станка, и в соответствии с рекомендациями производителя зажимного устройства.
3) Должна быть указана информация о добавляемом или заменяемом оборудовании для держателей заготовки (например, кулачки), которые уменьшали бы максимально допустимую скорость этих устройств. Такое оборудование должно быть четко маркировано уменьшенной максимальной допустимой скоростью вращения в минуту.
7.2.4 Функции станка, доступные с панели ЧПУ
Инструкции по эксплуатации должны описывать правильный выбор и использование функций станка, доступных с панели ЧПУ, например, корректировка инструмента, доступ к режиму и изменение режима.
7.2.5 Перезапуск
Должна предоставляться информация по процедурам перезапуска. В частности, после замены абразивного изделия прибор для настройки станка должен вводить максимальную скорость абразивного изделия. После каждой смены программы оператор должен ввести и/или подтвердить максимальную рабочую скорость, и обе скорости должны быть подтверждены оператором.
Оператор должен ввести или подтвердить максимальную рабочую скорость для конкретной заготовки и максимальную скорость заготовки.
7.2.6 Шум
Должна быть предоставлена следующая информация о выбросах шума станка в воздух:
a) уровень звукового излучения (А) на рабочих местах, где уровень превышает 70 дБ (А); где уровень не превышает 70 дБ (А), должно указываться;
b) внезапный пик уровня звукового излучения (С) на рабочих местах, где это превышает 63 Па (130 дБ по отношению к 20 мкПа);
c) взвешенный уровень звуковой мощности (А), испускаемый станком, где уровень звукового излучения на уровне A на рабочем месте превышает 80 дБ (A).
Эти значения должны быть либо фактически измерены для рассматриваемого оборудования, либо установлены на основе измерений, сделанных для технически сопоставимого оборудования, которое является представителем производимого оборудования.
В случае очень больших станков вместо взвешенного уровня звуковой мощности (А), может указываться уровень звукового излучения (А) в определенных местах вокруг оборудования.
Когда указаны значения излучения звука, должны быть указаны неопределенности, связанные с этими значениями. Должны быть описаны рабочие условия оборудования во время измерения и используемые методы измерения.
Должно быть указано место и значение максимального звукового давления.
Декларация должна сопровождаться изложением используемого метода измерения и условий эксплуатации, применяемых во время испытания, и значений разброса для K, с использованием двойной формы декларации, определенной в соответствии с ГОСТ 30691:
- K=4 дБ при использовании ГОСТ Р ИСО 3746 или ГОСТ ИСО 11202-2016 (класс 3);
- K=2,5 дБ при использовании ГОСТ Р ИСО 3744 или ГОСТ ИСО 11204-2016 (класс 2).
Пример - Для уровня звуковой мощности LWA=83 дБ (A) (измеренное значение), разброс K=4 дБ (A) для измерений, выполненных в соответствии с ГОСТ Р ИСО 3746.
Если точность заявленных значений излучения должна быть проверена, измерения должны проводиться с использованием того же метода и тех же условий эксплуатации, что и заявленные.
Декларация шума должна сопровождаться следующим заявлением:
"Приведенные цифры - это уровни звукового давления излучения и не обязательно безопасные рабочие уровни. Хотя существует корреляция между уровнями звукового давления излучения и воздействия, это не может быть надежно использовано для определения необходимости дополнительных мер предосторожности. Факторы, влияющие на фактический уровень воздействия на персонал, включают характеристики рабочей комнаты и других источников шума, то есть количество станков и других смежных процессов и продолжительность времени, в течение которого оператор подвергается воздействию шума. Кроме того, допустимый уровень воздействия может варьироваться в зависимости от страны. Однако эта информация позволит пользователю станка лучше оценить опасность и риск".
7.2.7 Вибрация
В случае если верхние части тела подвергаются вибрациям, например, ручные шлифовальные станки, руководство по эксплуатации должно содержать следующую информацию о вибрациях, передаваемых станком:
- общее значение вибрации, которому подвергаются верхние части тела, если заданное значение превышает 2,5 м/с;
- если общее значение вибрации, которому подвергаются верхние части тела, не превышает 2,5 м/с, это также указывается;
- следует учитывать неопределенности измерений.
В руководстве по эксплуатации также должно быть указано следующее:
a) информация о технических мерах по снижению вибрации;
b) информация о средствах индивидуальной защиты, если это необходимо;
c) условия эксплуатации оборудования во время измерения вибрации;
d) положения преобразователя во время измерения;
e) используемые методы измерения вибрации;
f) критерии, по которым сделана декларация вибрации (например, [19]).
7.2.8 Вспомогательные устройства
Если на станке должны быть установлены вспомогательные устройства для обработки, производитель/поставщик вспомогательного оборудования должен предоставить необходимую информацию, чтобы позволить производителю/поставщику станка установить эти устройства для использования.
7.2.9 Остаточные риски, которые должны быть рассмотрены пользователем оборудования
Должна быть предоставлена информация о том, что ограждения, входящие в комплект поставки или снабжаемые вместе со станком в соответствии с приложением А, предназначены для минимизации рисков выброса, а не для их полного устранения. Кроме того, должно быть предусмотрено минимальное расстояние от оператора до смотровых окон.
Следует предусмотреть, что обработка веществ, таких как алюминий или магний, может вызвать дополнительные опасности, например, пожара и взрыва или ядовитой пыли.
Инструкции должны быть предоставлены на необходимых проверках после замены компонентов, удаления оборудования или смены программного обеспечения, если они могут повлиять на функции безопасности.
Должна быть представлена информация, указывающая, что обработка несбалансированных деталей может создать опасность выброса и что способ минимизации риска состоит в том, чтобы противодействовать балансу или станку на пониженных скоростях.
Должна быть представлена информация о процессах механической обработки и режимах безопасной эксплуатации, для которых подходит шлифовальный станок.
Информация о возможных остаточных рисках, например, механические опасности в течение режима настройки и режима ручной обработки.
Если станок оснащен РБР 3 в соответствии с 5.2.7.5:
- сведения о предполагаемом использовании и мерах безопасности должны быть задокументированы производителем/поставщиком станка;
- производитель - поставщик станка должен указать необходимый уровень квалификации для оператора(ов) для работы РБР 3.
Если станок оснащен РБР службой в соответствии с 5.2.7.6, производитель станка должен указать:
- сведения о приложении(ях) РБР службы;
- необходимые навыки и уровень навыков для оператора(ов) для работы РБР службы;
- все инструменты и зажимные приспособления для обрабатываемых деталей (если применимо) должны быть удалены.
Должна быть представлена информация об основных параметрах, которые должен учитывать пользователь, чтобы снизить уровень шума, например:
a) выбор инструмента;
b) зажим заготовки инструмента;
c) техническое обслуживание.
7.2.10 Инструкции по установке шлифовального станка
Должна быть предоставлена информация о необходимом фундаменте и способах установки и поддержки станка. Прежде всего, следует описать безопасное обращение с тяжелыми частями больших станков.
7.2.11 Инструкции по очистке машины
Должна быть представлена информация о предполагаемых процедурах очистки. Должны быть описаны все комплектующие (например, рукоятки, опоры и/или стойкие к скольжению поверхности) и объяснен способ доступа ко всем сторонам (частям) станка.
8 Определение допустимого уровня риска
Допустимый уровень риска определяется в соответствии с положениями ГОСТ 33938-2016 (раздел 6, приложения B и C).
Приложение А
(обязательное)
Защитные устройства абразивных инструментов, ограждения рабочей зоны и их комбинации
А.1 Общие положения
Следующие требования распространяются на защитные устройства абразивных инструментов, корпуса рабочей зоны и их комбинации, предназначенные для использования абразивных инструментов со связкой и суперабразивных продуктов.
А.2 Сокращения и обозначения
| поперечное сечение крепежного элемента | [мм |
| приведенное поперечное сечение болта вала | [мм |
D | диаметр области сдвига | [мм] |
E | полная энергия вращающегося абразивного круга | [Дж] |
| поступательная энергия фрагмента | [Дж] |
| поступательная энергия фрагмента для расчета крепежных элементов защиты абразивного круга | [Дж] |
| вращательная энергия фрагмента | [Дж] |
| потеря энергии при ударе | [Дж] |
F | сила удара | [Н] |
| средняя сила сдвига | [Н] |
| максимальная сила сдвига | [Н] |
k | коэффициент воздействия | [-] |
| приведенная длина болта вала | [мм] |
m | масса абразивного круга | [кг] |
| масса фрагмента | [кг] |
| масса защитного устройства абразивного инструмента | [кг] |
n | количество зажимных элементов | [-] |
Q | соотношение диаметра отверстия и наружного диаметра абразивного круга | [-] |
| предел текучести | [Н/мм |
| предел прочности | [Н/мм |
| условный предел текучести (при остаточной деформации 0,2%) | [Н/мм |
S | отклонение | [мм] |
| расстояние сдвига | [мм] |
v | периферийная скорость абразивного круга | [м/сек] |
| максимально возможная периферийная скорость абразивного круга в случае отказа привода шлифовального шпинделя | [м/сек] |
| максимальная рабочая скорость абразивного круга | [м/сек] |
| энергоемкость приведенного болта при ударном растяжении | [Дж] |
| энергоемкость i-го зажимного элемента | [Дж] |
| энергоемкость элемента сдвига при сдвиговом воздействии | [Дж] |
z | количество фрагментов абразивного круга | [-] |
| половинный угол фрагментов | [°] |
| половинный угол фрагментов (радианная мера) | [-] |
| удлинение трещины | [%] |
| удлинение при разрыве | [%] |
E | модуль упругости | [Н/мм |
| среднее арифметическое от | [Н/мм |
плотность | [г/см | |
предел прочности на сдвиг | [Н/мм |
А.3 Требования к защитным устройствам абразивных инструментов и ограждениям рабочих зон
А.3.1 Виды защиты абразивных кругов и углы апертуры
А.3.1.1 Общие положения
Защитные устройства абразивного круга должны надежно удерживать фрагменты в случае поломки абразивного круга.
Как правило, абразивный круг полностью закрыт защитным устройством абразивного инструмента. Раствор пространственного угла (угол апертуры) отличается для различных типов шлифовальных станков и обеспечивает доступ только к той части абразивного круга, которая необходима для процесса обработки.
А.3.1.2 Защитные устройства абразивных инструментов для шлифования периферией круга
Защитные устройства абразивных кругов на шлифовальных станках для шлифования периферией круга, отрезания, профильного шлифования в соответствии с таблицей 1, N 1.3, 1.5, 1.10, 1.13, 1.14 должны охватывать абразивный круг с максимальным углом апертуры 150° (см. рисунки А.1 и А.2).
|
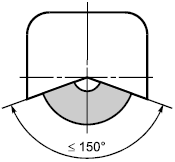
Рисунок А.1
|
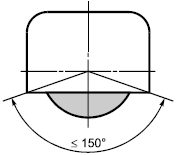
Рисунок А.2
А.3.1.3 Защитные устройства абразивного инструмента для шлифования периферией круга с периферийными скоростями v50 м/с на шлифовальных станках настольных или на тумбе (см. таблицу 1, N 1.1).
Угол апертуры защитного устройства абразивного инструмента не должен превышать 90°, угол выше оси х не должен превышать 65° для абразивных кругов с наружным диаметром D250 мм и не должен превышать 50° для абразивных кругов с наружным диаметром D>250 мм (см. рисунок А.3).
|
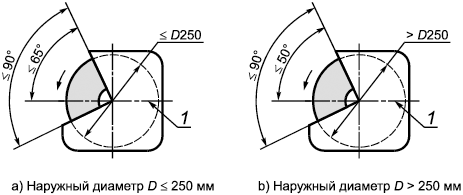
1 - ось x
Рисунок А.3
Защитные устройства абразивных кругов с наружным диаметром D125 мм должны быть спроектированы таким образом, чтобы для периферийного износа ширина зазора между абразивным инструментом и защитой могла быть скорректирована до
5 мм. Примеры см. на рисунках А.4-А.9.
|
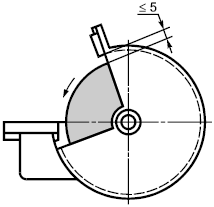
Рисунок А.4
|
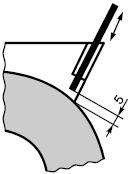
Рисунок А.5
|
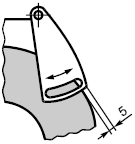
Рисунок А.6
|
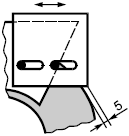
Рисунок А.7
|
Рисунок А.8
|
Рисунок А.9
Боковое расстояние между абразивным кругом и защитой абразивного круга не должно превышать 10 мм (см. рисунок А.10).
|
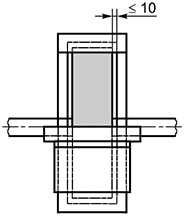
Рисунок А.10
А.3.1.4 Защитные устройства абразивных инструментов для шлифования периферией круга с периферийными скоростями v>50 м/с на шлифовальных станках настольных или на тумбе (см. таблицу 1, N 1.1).
Шлифовальные станки настольные или на тумбе для абразивных инструментов с ![]() >50 м/с должны быть оснащены защитным устройством абразивного инструмента и внутренней защитой. Внутренняя защита закрывает апертуру защитного устройства абразивного инструмента в случае поломки абразивного круга (см. рисунки А.11 и А.12).
>50 м/с должны быть оснащены защитным устройством абразивного инструмента и внутренней защитой. Внутренняя защита закрывает апертуру защитного устройства абразивного инструмента в случае поломки абразивного круга (см. рисунки А.11 и А.12).
|
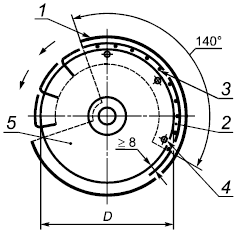
1 - защитное устройство абразивного круга; 2 - внутренняя защита; 3 - державка, закрепленная штифтами; 4 - крепежные винты; 5 - абразивный инструмент для шлифования
Рисунок А.11
|
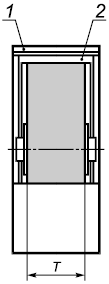
1 - защитное устройство для абразивного круга; 2 - внутренняя защита
Рисунок А.12
Требования и конструкция внутренней защиты:
U-образные профили, адаптированные к внутреннему контуру круглой защиты. Угол центрирования должен составлять 140°. В зависимости от внешнего диаметра абразивного круга должны соблюдаться следующие значения ширины круга (T):
Примечание - Эксперименты показали, что безопасная работа обеспечивается только при соблюдении следующих соотношений диаметра/ширины:
D500 мм - T
60 мм
D600 мм - T
50 мм
D762 мм - T
40 мм
На внутренней стороне вращающейся части U-образного профиля должны быть предусмотрены штифты-держатели.
Внутренняя защита должна быть прикреплена к боковым частям защиты с помощью крепежных элементов. Фиксирующие элементы должны иметь относительное удлинение при минимальном растяжении, например M5 10.9.
Толщина стенки внутреннего ограждения должна составлять не менее 3 мм, но максимум 5 мм, материал 1-3 в соответствии с таблицей А.7.
Внутренняя защита должна быть размещена так, чтобы расстояние между внутренней стороной защиты абразивного круга и наружной стороной внутренней защиты составляло минимум 8 мм (см. рисунок А.11).
А.3.1.5 Защитные устройства абразивных инструментов для шлифования торцом круга на шлифовальных станках настольных или на тумбе (см. таблицу 1, N 1.1)
Защитные устройства абразивных инструментов для абразивных инструментов для шлифования боковой стороной с выемкой или без нее должны быть выполнены так, чтобы апертура
- выше оси x не превышала 0,4D;
- ниже оси x не превышала 0,2D.
См. рисунки А.13 и А.14.
|

1 - ось x
Рисунок А.13
|
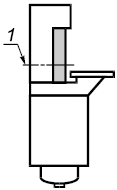
1 - ось x
Рисунок А.14
Для защиты для абразивных кругов с наружным диаметром D200 мм переднее ограждение выше оси x не нужно, если периферийная часть выходит за пределы периферии абразивного круга не менее чем на 5 мм (см. рисунки А.15 и А.16).
|
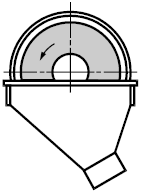
Рисунок А.15
|
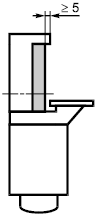
Рисунок А.16
А.3.1.6 Защитные устройства абразивных инструментов для станков наружного круглого шлифования (см. таблицу 1, N 1.9)
Примеры автоматически действующих устройств для защиты от контакта с абразивным инструментом, например, при снятии заготовки, см. рисунки А.17-А.20.
|
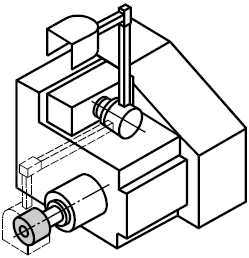
Рисунок А.17
|
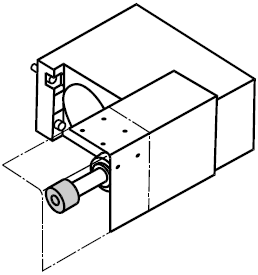
Рисунок А.18
|
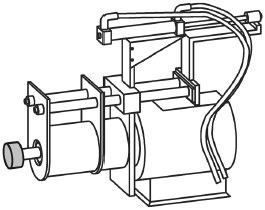
Рисунок А.19
|
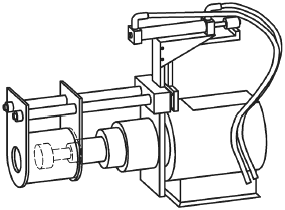
Рисунок А.20
Во время процесса обработки выброс фрагментов абразивного круга должен быть предотвращен ограждениями рабочих зон в соответствии с 5.13.2.2.
А.3.1.7 Защита абразивного круга станка для наружного круглого шлифования (см. таблицу 1, N 1.7 и N 1.8)
Общий угол апертуры защиты абразивного круга не должен превышать 180°, отверстие выше оси х не должно превышать 60° (см. рисунок А.21).
|
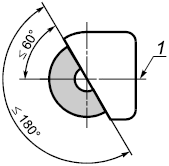
1 - ось х
Рисунок А.21
Защиты для абразивных кругов с наружным диаметром D250 мм должны быть спроектированы таким образом, чтобы для периферийного износа абразивных кругов зазор между периферией абразивного круга и защитой абразивного круга можно отрегулировать до
5 мм (см. рисунки А.5-А.7).
А.3.1.8 Защита абразивного инструмента для шлифования торцом круга на плоскошлифовальных станках (см. таблицу 1, N 1.11)
Для перемещения регулируемых защит абразивных инструментов (также с регулируемой защитной полосой), где передается осевое перемещение носителя абразивного инструмента, зазор между периферийной поверхностью абразивного круга и внутренней частью защиты абразивного круга должен быть не более 12,5 мм, а открытая (незащищенная) ширина абразивного круга ![]() , выступающая из движущейся регулируемой защиты абразивного круга (регулируемая защитная полоса), должна быть для
, выступающая из движущейся регулируемой защиты абразивного круга (регулируемая защитная полоса), должна быть для 0,3
![]() при T
при T50 мм, для
0,2Т при T>50 мм.
См. рисунок А.22.
|
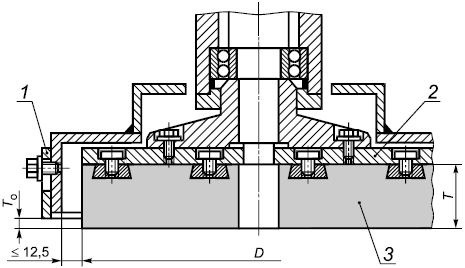
1 - регулируемая защитная полоса; 2 - сменный стальной диск
Рисунок - А.22
А.3.1.9 Защита абразивного инструмента для шлифования торцом круга на плоскошлифовальных станках с двойным шпинделем (см. таблицу 1, N 1.12)
Защита абразивного инструмента на плоскошлифовальных станках с двойным шпинделем должна полностью охватывать рабочую зону, за исключением отверстий для загрузки и разгрузки заготовок (см. рисунки А.23 и А.24).
|
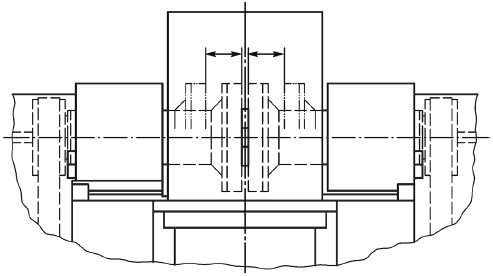
Рисунок А.23
|
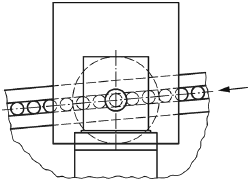
Рисунок А.24
А.3.1.10 Защита абразивного круга для заточного станка для инструментов (см. таблицу 1, N 1.6)
Тип используемой защиты абразивного круга зависит от формы и положения абразивного круга и от операции, которую необходимо выполнить.
Угол апертуры защиты абразивного круга не должен превышать 180°. Защита абразивного круга должна охватывать всю ширину абразивного круга (см. рисунки А.25 и А.26).
|
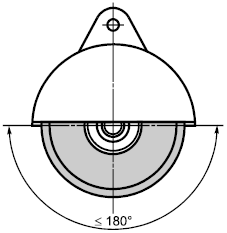
Рисунок А.25
|
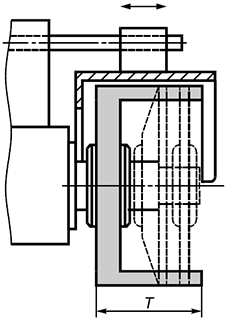
Рисунок А.26
А.3.1.11 Защита абразивного круга для маятникового шлифовального и отрезного станка (см. таблицу 1, N 1.4)
Угол апертуры защиты абразивного круга не должен превышать 160° (см. рисунок А.27).
|
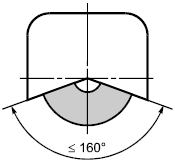
Рисунок А.27
А.3.2 Толщина стенок и материал
А.3.2.1 Общие положения
Защиты абразивного инструмента должны иметь размеры, указанные в таблицах А.1-А.6, в зависимости от используемого материала (см. таблицу А.7). Толщины стенок, указанных в таблицах для размеров абразивных инструментов и периферийных скоростей, считаются минимальными.
Если шлифовальный станок предназначен для использования различных типов абразивных кругов или для разных периферийных скоростей, размеры защиты абразивного круга должны всегда основываться на случае, где ожидается наивысшая энергия фрагментов (для расчета, см. А.4 2*).
_______________
* Текст документа соответствует оригиналу. - .
Для составных кругов, измерение толщины стенок защиты должно учитывать абразивный круг с наивысшей энергией фрагментов (для расчета см. А.4.2). Размеры защиты должны основываться на 150% этой величины энергии для связанных абразивных кругов или на 100% для суперабразивных кругов.
Принципы определения толщины стенок описаны в А.4. Для размеров абразивных кругов и периферийных скоростей, не указанных в таблицах, толщину стенки можно определить с помощью описанного метода. Толщина стенки должна составлять не менее 1,5 мм.
Для размеров абразивных инструментов и/или периферийных скоростей, где можно ожидать более высоких энергий фрагментов, чем те, которые приняты за основу для значений в таблицах, проектировщик должен отдельно указывать размеры. В этом случае конструкция должна предусматривать использование либо дополнительных поглощающих энергию элементов в защите абразивного круга, либо более толстых защитных устройств.
А.3.2.2 Толщина стенок
См. таблицы А.1-А.6.
Таблица А.1 - Толщина стенок для защиты из стали связанного абразивного инструмента, за исключением отрезных кругов
Размеры в миллиметрах | ||||||||||||||||||||||
Мате- | Перифе- | Ширина абра- | Внешний диаметр D абразивного инструмента | |||||||||||||||||||
125 | 200 | 315 | 406 | 508 | 610 | 762 | 914 | 1067 | 1250 | |||||||||||||
Минимальная толщина стенки | ||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
1 | 32 | 25 | 1,5 | 1,5 | 2,5 | 2 | 3 | 2,5 | 4 | 3 | 4,5 | 3,5 | 5 | 4 | 6 | 4,5 | 7 | 5 | 8 | 6 | 8,5 | 6,5 |
2 | 50 | 2 | 1,5 | 3 | 2 | 4 | 3 | 5 | 3,5 | 6 | 4,5 | 6,5 | 5 | 8 | 6 | 9 | 6,5 | 10 | 7,5 | 11 | 8,5 | |
3 | 100 | 2,5 | 2 | 4 | 3 | 5 | 4 | 6,5 | 5 | 7,5 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | 11,5 | 8,5 | 13 | 10 | 14,5 | 11 | |
8 | 160 | 3 | 2,5 | 4,5 | 3,5 | 6 | 4,5 | 7,5 | 5,5 | 9 | 6,5 | 10 | 7,5 | 12 | 9 | 13,5 | 10,5 | 15 | 11,5 | 17 | 13 | |
200 | 3,5 | 2,5 | 5 | 3,5 | 7 | 5 | 8 | 6 | 9,5 | 7 | 11 | 8 | 13 | 10 | 15 | 11 | 16,5 | 12,5 | 18,5 | 14 | ||
250 | 4 | 3 | 5,5 | 4 | 7,5 | 5,5 | 9 | 6,5 | 10,5 | 8 | 12 | 9 | 14 | 10,5 | 16 | 12 | 18 | 13,5 | ||||
315 | 8 | 6 | 10 | 7 | 11,5 | 8,5 | 13 | 10 | 15,5 | 11,5 | 17,5 | 13 | ||||||||||
400 | 10,5 | 8 | 12,5 | 9,5 | 14 | 10,5 | 17 | 12,5 | 19 | 14,5 | ||||||||||||
500 | 13,5 | 10 | 15,5 | 11,5 | 18 | 13,5 | ||||||||||||||||
600 | 15,5 | 12 | 16,5 | 12,5 | 19,5 | 14,5 | ||||||||||||||||
1 | 40 | 25 | 2,0 | 1,5 | 2,5 | 2 | 3,5 | 3 | 4,5 | 3,5 | 5,5 | 4 | 6 | 4,5 | 7 | 5,5 | 8 | 6 | 9 | 7 | 10,5 | 7,5 |
2 | 50 | 2,5 | 2 | 3,5 | 2,5 | 5 | 3,5 | 6 | 4,5 | 7 | 5 | 8 | 6 | 9 | 7 | 10,5 | 8 | 12 | 9 | 13 | 10 | |
3 | 100 | 3 | 2,5 | 4,5 | 3,5 | 6 | 4,5 | 7,5 | 5,5 | 9 | 6,5 | 10 | 7,5 | 12 | 9 | 13,5 | 10 | 15 | 11,5 | 17 | 13 | |
8 | 160 | 3,5 | 3 | 5 | 4 | 7 | 5,5 | 9 | 6,5 | 10,5 | 8 | 12 | 9 | 14 | 10,5 | 16 | 12 | 18 | 13,5 | 20,5 | 15 | |
200 | 4 | 3 | 5,5 | 4,5 | 8 | 6 | 9,5 | 7 | 11,5 | 8,5 | 13 | 10 | 15,5 | 11,5 | 17,5 | 13 | 19,5 | 14,5 | 22 | 16,5 | ||
250 | 4,5 | 3,5 | 6 | 5 | 8,5 | 6,5 | 10,5 | 8 | 12,5 | 9 | 14 | 10,5 | 16,5 | 12,5 | 19 | 14,5 | 21,5 | 16 | ||||
315 | 9,5 | 7 | 11,5 | 8,5 | 13,5 | 10 | 15,5 | 11,5 | 18 | 13,5 | 20,5 | 15,5 | ||||||||||
400 | 12,5 | 9,5 | 14,5 | 11 | 17 | 12,5 | 20 | 15 | 22,5 | 17 | ||||||||||||
500 | 16 | 12 | 18 | 13,5 | 21,5 | 16 | ||||||||||||||||
600 | 17 | 12,5 | 19,5 | 14,5 | 23 | 17 | ||||||||||||||||
1 | 50 | 25 | 2,5 | 1,5 | 3 | 2,5 | 4,5 | 3,0 | 5 | 3,5 | 6 | 4,5 | 7 | 5,5 | 8,5 | 6,5 | 9,5 | 7 | 11 | 8 | 12 | 9 |
2 | 50 | 3 | 2 | 4 | 3 | 5,5 | 4,5 | 7 | 5 | 8 | 6 | 9 | 7 | 11 | 8 | 12,5 | 9,5 | 14 | 10,5 | 15,5 | 11,5 | |
3 | 100 | 3,5 | 2,5 | 5 | 4 | 7,5 | 5,5 | 9 | 6,5 | 10,5 | 8 | 12 | 9 | 14 | 10,5 | 16 | 12 | 18 | 13,5 | 20 | 15 | |
8 | 160 | 4,5 | 3 | 6 | 4,5 | 8,5 | 6,5 | 10,5 | 8 | 12,5 | 9 | 14 | 10,5 | 16,5 | 12,5 | 19 | 14 | 21,5 | 16 | 24 | 18 | |
200 | 5 | 3,5 | 6,5 | 5 | 9,5 | 7 | 11,5 | 8,5 | 13,5 | 10 | 15,5 | 11,5 | 18 | 13,5 | 20,5 | 15,5 | 23 | 17,5 | 26 | 19,5 | ||
250 | 5 | 4 | 7 | 5,5 | 10 | 7,5 | 12 | 9 | 14,5 | 11 | 16,5 | 12,5 | 19,5 | 14,5 | 22,5 | 17 | 25 | 19 | ||||
315 | 11 | 8,5 | 13,5 | 10 | 15,5 | 12 | 18 | 13,5 | 21,5 | 16 | 24,5 | 18,5 | ||||||||||
400 | 14,5 | 11 | 17 | 13 | 20 | 15 | 23,5 | 17,5 | 26,5 | 20 | ||||||||||||
500 | 18,5 | 14 | 21,5 | 16 | 25,5 | 19 | ||||||||||||||||
600 | 20 | 15 | 23 | 17 | 27 | 20 | ||||||||||||||||
1 | 63 | 25 | 2,5 | 2 | 3,5 | 3 | 5 | 4 | 6 | 4,5 | 7,5 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | 11,5 | 8,5 | 12,5 | 9,5 | 14,5 | 11 |
2 | 50 | 3,5 | 2,5 | 5 | 3,5 | 6,5 | 5 | 8 | 6 | 9,5 | 7 | 11 | 8 | 13 | 9,5 | 14,5 | 11 | 16,5 | 12,5 | 18,5 | 14 | |
3 | 100 | 4,5 | 3,5 | 6 | 4,5 | 8,5 | 6,5 | 10,5 | 8 | 12 | 9 | 14 | 10,5 | 16,5 | 12,5 | 19 | 14 | 21 | 16 | 24 | 18 | |
8 | 160 | 5 | 4 | 7 | 5,5 | 10 | 7,5 | 12,5 | 9 | 14,5 | 11 | 16,5 | 12,5 | 19,5 | 15 | 22,5 | 17 | 25 | 19 | 28,5 | 21,5 | |
200 | 5,5 | 4,5 | 8 | 6 | 11 | 8,5 | 13,5 | 10 | 16 | 12 | 18 | 13,5 | 21,5 | 16 | 24,5 | 18,5 | 27,5 | 20,5 | ||||
250 | 6 | 4,5 | 8,5 | 6,5 | 12 | 9 | 14,5 | 11 | 17 | 13 | 20 | 15 | 23 | 17,5 | 26,5 | 20 | ||||||
315 | 13 | 10 | 16 | 12 | 18,5 | 14 | 21,5 | 16 | 25,5 | 19 | ||||||||||||
400 | 17,5 | 13 | 20,5 | 15 | 23,5 | 17,5 | 27,5 | 20,5 | ||||||||||||||
500 | 22 | 16,5 | 25,5 | 19 | ||||||||||||||||||
600 | 23,5 | 17,5 | 27 | 20 | ||||||||||||||||||
1 | 80 | 25 | 3 | 2,5 | 4,5 | 3,5 | 6 | 4,5 | 7,5 | 5,5 | 9 | 6,5 | 10 | 7,5 | 12 | 9 | 13,5 | 10 | 15 | 11,5 | 17 | 13 |
2 | 50 | 4 | 3 | 5,5 | 4 | 8 | 6 | 9,5 | 7 | 11,5 | 8,5 | 13 | 10 | 15,5 | 11,5 | 17,5 | 13 | 19,5 | 14,5 | 22 | 16,5 | |
3 | 100 | 5 | 4 | 7,5 | 5,5 | 10,5 | 7,5 | 12,5 | 9 | 14,5 | 11 | 17 | 12,5 | 20 | 15 | 22,5 | 17 | 25,5 | 19 | 28,5 | 21,5 | |
8 | 160 | 6 | 4,5 | 8,5 | 6,5 | 12 | 9 | 14,5 | 11 | 17,5 | 13 | 20 | 15,5 | 23,5 | 17,5 | 27 | 20 | |||||
200 | 6,5 | 5 | 9,5 | 7 | 13 | 10 | 16 | 12 | 19 | 14 | 21,5 | 16,5 | 25,5 | 18 | ||||||||
250 | 7,5 | 5,5 | 10,5 | 7,5 | 14,5 | 11 | 17,5 | 13 | 20,5 | 15 | 23,5 | 17,5 | 28 | 21 | ||||||||
315 | 15,5 | 11,5 | 19 | 14 | 22 | 16,5 | 25,5 | 19 | ||||||||||||||
400 | 20,5 | 15,5 | 24,5 | 18 | 28 | 21 | ||||||||||||||||
1 | 100 | 25 | 3,5 | 3 | 5 | 4 | 7,5 | 5,5 | 9 | 6,5 | 10,5 | 7,5 | 12 | 9 | 14 | 10,5 | 16 | 12 | 18 | 13,5 | 20 | 15 |
2 | 50 | 4,5 | 3,5 | 6,5 | 5 | 9,5 | 7 | 11,5 | 8,5 | 13,5 | 10 | 15,5 | 11,5 | 18 | 13,5 | 20,5 | 15,5 | 23 | 17,5 | 26 | 19,5 | |
3 | 100 | 6 | 4,5 | 8,5 | 6,5 | 12 | 9 | 14,5 | 11 | 17 | 13 | 20 | 15 | 23,5 | 17,5 | 26,5 | 20 | |||||
8 | 160 | 7,5 | 5,5 | 10,5 | 7,5 | 14,5 | 11 | 17,5 | 13 | 20,5 | 15 | 23,5 | 17,5 | 27,5 | 21 | |||||||
200 | 8 | 6 | 11 | 8,5 | 15,5 | 11,5 | 19 | 14 | 22 | 16,5 | 25,5 | 19 | ||||||||||
1 | 125 | 25 | 4,5 | 3 | 6 | 4,5 | 8,5 | 6,5 | 10,5 | 7,5 | 12 | 9 | 14 | 10,5 | 16,5 | 12,5 | 19 | 14 | ||||
2 | 50 | 5,5 | 4 | 8 | 6 | 11 | 8 | 13,5 | 10 | 15,5 | 12 | 18 | 13,5 | 21,5 | 16 | 24,5 | 18,5 | |||||
3 | 100 | 7 | 5,5 | 10 | 7,5 | 14 | 10,5 | 17 | 13 | 20 | 15 | 23,5 | 17,5 | 27,5 | 21 | |||||||
8 | 160 | 8,5 | 6,5 | 12 | 9 | 17 | 12,5 | 20,5 | 15 | 24 | 18 | 27,5 | 21 | |||||||||
| ||||||||||||||||||||||
Таблица A.2 - Толщина стенок для защиты излитой стали связанного абразивного инструмента, за исключением отрезных кругов
Размеры в миллиметрах | ||||||||||||||||||||||
Мате- | Перифе- | Ширина абра- | Внешний диаметр D абразивного инструмента | |||||||||||||||||||
125 | 200 | 315 | 406 | 508 | 610 | 762 | 914 | 1067 | 1250 | |||||||||||||
Минимальная толщина стенки | ||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
4 | 32 | 25 | 2,5 | 2 | 3 | 2,5 | 4,5 | 3,5 | 5,5 | 4 | 6,5 | 5 | 7,5 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | 11 | 8,5 | 12,5 | 9,5 |
50 | 3 | 2,5 | 4 | 3 | 6 | 4,5 | 7 | 5 | 8 | 6 | 9,5 | 7 | 11 | 8,5 | 12,5 | 9,5 | 14 | 10,5 | 16 | 12 | ||
100 | 4 | 3 | 5,5 | 4 | 7,5 | 5,5 | 9 | 6,5 | 10,5 | 8 | 12 | 9 | 14,5 | 11 | 16,5 | 12 | 18,5 | 14 | 20,5 | 15,5 | ||
160 | 4,5 | 3,5 | 6,5 | 4,5 | 9 | 6,5 | 10,5 | 8 | 12,5 | 9,5 | 14,5 | 11 | 17 | 13 | 19,5 | 14,5 | 22 | 16,5 | 24,5 | 18,5 | ||
200 | 5 | 3,5 | 7 | 5 | 9,5 | 7 | 11,5 | 8,5 | 13,5 | 10 | 15,5 | 12 | 18,5 | 14 | 21 | 16 | 23,5 | 18 | 26,5 | 20 | ||
250 | 5,5 | 4 | 7,5 | 6 | 10,5 | 8 | 12,5 | 9,5 | 15 | 11 | 17 | 13 | 20 | 15 | 23 | 17 | 25,5 | 19,5 | ||||
315 | 11,5 | 8,5 | 13,5 | 10,5 | 16 | 12 | 18,5 | 14 | 22 | 16,5 | 25 | 19 | ||||||||||
400 | 15 | 11 | 17,5 | 13 | 20 | 15 | 24 | 18 | 27 | 20,5 | ||||||||||||
500 | 19 | 14 | 22 | 16,5 | 26 | 19,5 | ||||||||||||||||
600 | 20,5 | 15,5 | 23,5 | 17,5 | 27,5 | 21 | ||||||||||||||||
4 | 40 | 25 | 3 | 2 | 4 | 3 | 5,5 | 4 | 6,5 | 5 | 7,5 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | 11,5 | 8,5 | 13 | 10 | 14,5 | 11 |
50 | 3,5 | 2,5 | 5 | 3,5 | 7 | 5 | 8 | 6 | 9,5 | 7 | 11 | 8,5 | 13 | 10 | 15 | 11 | 16,5 | 12,5 | 19 | 14 | ||
100 | 4,5 | 3,5 | 6,5 | 4,5 | 9 | 6,5 | 10,5 | 8 | 12,5 | 9,5 | 14,5 | 11 | 17 | 12,5 | 19 | 14,5 | 21,5 | 16 | 24,5 | 18 | ||
160 | 5 | 4 | 7,5 | 5,5 | 10,5 | 8 | 12,5 | 9,5 | 15 | 11 | 17 | 13 | 20 | 15 | 23 | 17 | 25,5 | 19,5 | 29 | 21,5 | ||
200 | 5,5 | 4,5 | 8 | 6 | 11 | 8,5 | 13,5 | 10 | 16 | 12 | 18,5 | 14 | 22 | 16,5 | 25 | 18,5 | 28 | 21 | 31,5 | 23,5 | ||
250 | 6 | 4,5 | 9 | 6,5 | 12 | 9 | 14,5 | 11 | 17,5 | 13 | 20 | 15 | 23,5 | 17,5 | 27 | 20 | 30,5 | 22,5 | ||||
315 | 13 | 10 | 16 | 12 | 19 | 14 | 22 | 16,5 | 25,5 | 19,5 | 29,5 | 22 | ||||||||||
400 | 17,5 | 13 | 20,5 | 15,5 | 24 | 18 | 28 | 21 | 32 | 24 | ||||||||||||
500 | 22,5 | 17 | 26 | 19,5 | 30,5 | 23 | ||||||||||||||||
600 | 24 | 18 | 27,5 | 21 | 32,5 | 24,5 | ||||||||||||||||
4 | 50 | 25 | 3 | 2,5 | 4,5 | 3,5 | 6 | 4,5 | 7,5 | 5,5 | 9 | 6,5 | 10 | 7,5 | 12 | 9 | 13,5 | 10,5 | 15,5 | 11,5 | 17 | 13 |
50 | 4 | 3 | 6 | 4 | 8 | 6 | 9,5 | 7,5 | 11,5 | 8,5 | 13 | 10 | 15,5 | 11,5 | 17,5 | 13 | 20 | 15 | 22 | 16,5 | ||
100 | 5 | 4 | 7,5 | 5,5 | 10,5 | 8 | 12,5 | 9,5 | 14,5 | 11 | 17 | 12,5 | 20 | 15 | 22,5 | 17 | 25,5 | 19 | 28,5 | 21,5 | ||
160 | 6 | 4,5 | 9 | 6,5 | 12,5 | 9 | 15 | 11 | 17,5 | 13 | 20 | 15 | 23,5 | 18 | 27 | 20 | 30 | 22,5 | 34 | 25,5 | ||
200 | 6,5 | 5 | 9,5 | 7 | 13,5 | 10 | 16 | 12 | 19 | 14 | 22 | 16,5 | 25,5 | 19 | 29 | 22 | 33 | 24,5 | 37 | 27,5 | ||
250 | 7,5 | 5,5 | 10,5 | 8 | 14,5 | 11 | 17,5 | 13 | 20,5 | 15,5 | 23,5 | 18 | 28 | 21 | 32 | 24 | 36 | 27 | ||||
315 | 15,5 | 12 | 19 | 14 | 22,5 | 17 | 25,5 | 19 | 30 | 22,5 | 34,5 | 26 | ||||||||||
400 | 20,5 | 15,5 | 24,5 | 18,5 | 28 | 21 | 33 | 25 | 38 | 25,5 | ||||||||||||
500 | 26,5 | 20 | 30,5 | 23 | 36 | 27 | ||||||||||||||||
600 | 28 | 21 | 32,5 | 24,5 | 38.5 | 29 | ||||||||||||||||
4 | 63 | 25 | 4 | 3 | 5 | 4 | 7,5 | 5,5 | 9 | 6,5 | 10,5 | 8 | 12 | 9 | 14 | 10,5 | 16 | 12 | 18 | 13,5 | 20,5 | 15,5 |
50 | 5 | 4 | 7 | 5 | 9,5 | 7 | 11,5 | 8,5 | 13,5 | 10 | 15,5 | 11,5 | 18 | 13,5 | 21 | 15,5 | 23,5 | 17,5 | 26,5 | 20 | ||
100 | 6 | 4,5 | 9 | 6,5 | 12 | 9 | 14,5 | 11 | 17,5 | 13 | 20 | 15 | 23,5 | 17,5 | 27 | 20 | 30 | 22,5 | 34 | 25,5 | ||
160 | 7,5 | 5,5 | 10,5 | 8 | 14,5 | 11 | 17,5 | 13 | 20,5 | 15,5 | 24 | 18 | 28 | 21 | 32 | 24 | 36 | 27 | ||||
200 | 8 | 6 | 11,5 | 8,5 | 16 | 12 | 19 | 14,5 | 22,5 | 17 | 26 | 19,5 | 30,5 | 23 | 35 | 26 | 39 | 29 | ||||
250 | 12,5 | 9 | 17 | 13 | 20,5 | 15,5 | 24,5 | 18,5 | 28 | 21 | 33 | 25 | 38 | 28,5 | ||||||||
315 | 18,5 | 14 | 22,5 | 17 | 26,5 | 20 | 30,5 | 23 | 36 | 27 | ||||||||||||
400 | 24,5 | 18,5 | 29 | 21,5 | 33,5 | 25 | 39,5 | 29,5 | ||||||||||||||
500 | 31,5 | 23,5 | 36 | 27 | ||||||||||||||||||
600 | 33,5 | 25 | 39 | 29 | ||||||||||||||||||
| ||||||||||||||||||||||
Таблица А.3 - Толщина стенок для защиты из чугуна с шаровидным графитом связанного абразивного инструмента, за исключением отрезных кругов
Размеры в миллиметрах | ||||||||||||||
Материал | Периферийная скорость | Ширина | Внешний диаметр D абразивного инструмента | |||||||||||
125 | 200 | 315 | 406 | 508 | 610 | |||||||||
Минимальная толщина стенки | ||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||
5 | 32 | 25 | 3,5 | 3 | 5 | 4 | 7 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | 12 | 9 |
50 | 4,5 | 3,5 | 6,5 | 5 | 9 | 7 | 11 | 8,5 | 13 | 10 | 15 | 11,5 | ||
100 | 6 | 4,5 | 8,5 | 6,5 | 12 | 9 | 14,5 | 11 | 17 | 13 | 19,5 | 14,5 | ||
160 | 7 | 5,5 | 10 | 7,5 | 14 | 10,5 | 17 | 13 | 20 | 15 | 23 | 17,5 | ||
| ||||||||||||||
Таблица А.4 - Толщина стенок для защиты из чугуна с шаровидным графитом связанного абразивного инструмента, за исключением отрезных кругов
Размеры в миллиметрах | ||||||||||||
Материал | Периферийная скорость | Ширина абразивного инструмента | Внешний диаметр D абразивного инструмента | |||||||||
125 | 200 | 315 | 406 | 508 | ||||||||
Минимальная толщина стенки | ||||||||||||
|
|
|
|
|
|
|
|
|
| |||
6 | 40 | 10 | 2,5 | 2 | 3 | 2,5 | 4,5 | 3,5 | 5,5 | 4 | 6,5 | 5 |
20 | 3 | 2,5 | 4 | 3 | 6 | 4,5 | 7 | 5,5 | 8,5 | 6,5 | ||
32 | 3,5 | 2,5 | 5 | 3,5 | 7 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | ||
50 | 10 | 3 | 2 | 4 | 3 | 5,5 | 4 | 6,5 | 5 | 7,5 | 6 | |
20 | 3,5 | 2,5 | 5 | 3,5 | 7 | 5,5 | 8,5 | 6,5 | 10 | 7,5 | ||
32 | 4 | 6 | 6 | 4,5 | 8,5 | 6,5 | 10 | 7,5 | 12 | 9 | ||
63 | 10 | 3 | 2,5 | 4,5 | 3,5 | 6,5 | 5 | 7,5 | 6 | 9 | 7 | |
20 | 4 | 3 | 6 | 4,5 | 8,5 | 6,5 | 10 | 7,5 | 12 | 9 | ||
32 | 5 | 3,5 | 7 | 5,5 | 10 | 7,5 | 12 | 9 | 14 | 10,5 | ||
7 | 32 | 10 | 5 | 4 | 7 | 5,5 | 10 | 7,5 | 12 | 9 | 14 | 11 |
20 | 6,5 | 5 | 9 | 7 | 13 | 10 | 15,5 | 11,5 | 18,5 | 14 | ||
32 | 8 | 6 | 11 | 8 | 15,5 | 11,5 | 18,5 | 14 | 22 | 16,5 | ||
40 | 10 | 6 | 4,5 | 8,5 | 6,5 | 12 | 9 | 14 | 11 | 17 | 12,5 | |
20 | 7,5 | 6 | 11 | 8 | 15 | 11 | 18,5 | 14 | 21,5 | 16 | ||
32 | 9 | 7 | 13 | 9,5 | 18 | 13,5 | 22 | 16 | 26 | 19 | ||
| ||||||||||||
Таблица А.5 - Толщина стенок для защиты из стали и литой стали связанных абразивных отрезных кругов
Размеры в миллиметрах | |||||||||||||||||||||||
Мате- | Размеры отрезных кругов | ||||||||||||||||||||||
Внешний диаметр D | 150 | 250 | 350 | 500 | 600 | 800 | 1000 | 1250 | 1500 | 1800 | |||||||||||||
Диаметр отверстия Н | 16 | 32 | 32 | 40 | 60 | 60 | 100 | 100 | 127 | 203,2 | |||||||||||||
Ширина T | 3,2 | 4 | 4 | 6 | 8 | 10 | 13 | 16 | 16 | 20 | |||||||||||||
Перифе- | Минимальная толщина стенки | ||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
1 | 63 | 1,5 | 1,5 | 2 | 1,5 | 3 | 2 | 4 | 3 | 5,5 | 4 | 7 | 5,5 | 9,5 | 7 | 12 | 9 | 13,5 | 10 | 17 | 13 | ||
2 | 80 | 1,5 | 1,5 | 2,5 | 2 | 3,5 | 2,5 | 5 | 4 | 6,5 | 5 | 8,5 | 6,5 | 11 | 8,5 | 14 | 10,5 | 16 | 12 | 20 | 15 | ||
3 | 100 | 2 | 1,5 | 3 | 2,5 | 4 | 3 | 6 | 4,5 | 7,5 | 5,5 | 10 | 7,5 | 13,5 | 10 | 16,5 | 12,5 | 19 | 14,5 | 24 | 18 | ||
4 | 63 | 2 | 1,5 | 3 | 2,5 | 4 | 3 | 6 | 4,5 | 8 | 5,5 | 10,5 | 8 | 13,5 | 10 | 17 | 13 | 19,5 | 15 | 24,5 | 18 | ||
80 | 2,5 | 2 | 4 | 3 | 5 | 3,5 | 7 | 5,5 | 9 | 7 | 12,5 | 9,5 | 16 | 12 | 20 | 15 | 23 | 17,5 | 29 | 22 | |||
100 | 3 | 2 | 4,5 | 3,5 | 5,5 | 4 | 8,5 | 6,5 | 10,5 | 8 | 14,5 | 11 | 19 | 14 | 24 | 18 | 27,5 | 20,5 | 34 | 25,5 | |||
| |||||||||||||||||||||||
Таблица А.6 - Толщина стенок для защиты из стали абразивных инструментов для суперабразивов со стальным или алюминиевым сердечником
Размеры в миллиметрах | ||||||||||||||||
Материал | Периферийная скорость | Ширина абразивного инструмента | Внешний диаметр D абразивного инструмента | |||||||||||||
150 | 200 | 300 | 400 | 500 | 600 | 750 | ||||||||||
Минимальная толщина стенки | ||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
1 | 50 | 20 | 1,5 | 1,5 | 2 | 1,5 | 2 | 1,5 | 2,5 | 2 | 2,5 | 2 | 3 | 2 | 3 | 2,5 |
3 | 40 | 2 | 1,5 | 2,5 | 2 | 3 | 2 | 3 | 2,5 | 3,5 | 2,5 | 3,5 | 3 | 4 | 3 | |
1 | 63 | 20 | 2 | 1,5 | 2,5 | 1,5 | 2,5 | 2 | 3 | 2 | 3 | 2,5 | 3,5 | 3 | 3,5 | 3 |
3 | 40 | 2,5 | 2 | 3 | 2 | 3,5 | 2,5 | 4 | 3 | 4 | 3 | 4,5 | 3,5 | 5 | 3,5 | |
1 | 80 | 20 | 2,5 | 2 | 2,5 | 2 | 3 | 3,5 | 3,5 | 2,5 | 4 | 3 | 4 | 3 | 4,5 | 3,5 |
3 | 40 | 3 | 2,5 | 3,5 | 2,5 | 4 | 3 | 4,5 | 3,5 | 5 | 3,5 | 5 | 4 | 5,5 | 4,5 | |
1 | 100 | 20 | 3 | 2 | 3 | 2,5 | 3,5 | 3 | 4 | 3 | 4,5 | 3,5 | 5 | 3,5 | 5 | 4 |
3 | 40 | 3,5 | 2,5 | 4 | 3 | 4,5 | 3,5 | 5,5 | 4 | 5,5 | 4,5 | 6 | 4,5 | 6,5 | 5 | |
1 | 125 | 20 | 3 | 2,5 | 3,5 | 2 | 4 | 3 | 4,5 | 3,5 | 5 | 4 | 5,5 | 4 | 6 | 4,5 |
3 | 40 | 4 | 3 | 4,5 | 3,5 | 5,5 | 4 | 6 | 4,5 | 6,5 | 5 | 7 | 5,5 | 7,5 | 5,5 | |
1 | 140 | 20 | 3,5 | 2,5 | 4 | 3 | 4,5 | 3,5 | 5 | 4 | 5,5 | 4,5 | 6 | 4,5 | 6,5 | 5 |
3 | 40 | 4,5 | 3,5 | 5 | 4 | 6 | 4,5 | 6,5 | 5 | 7 | 5,5 | 8 | 6 | 8,5 | 6,5 | |
1 | 160 | 20 | 4 | 3 | 4,5 | 3,5 | 5 | 4 | 5,5 | 4,5 | 6 | 4,5 | 6,5 | 5 | 7 | 5,5 |
3 | 40 | 5 | 4 | 5,5 | 4,5 | 6,5 | 5 | 7,5 | 5,5 | 8 | 6 | 8,5 | 6,5 | 9,5 | 7 | |
1 | 180 | 20 | 4,5 | 3 | 5 | 3,5 | 5,5 | 4 | 6 | 4,5 | 7 | 5 | 7,5 | 5,5 | 8 | 6 |
3 | 40 | 5,5 | 4 | 6 | 4,5 | 7 | 5,5 | 8 | 6 | 9 | 6,5 | 9,5 | 7 | 10,5 | 7,5 | |
1 | 200 | 20 | 4,5 | 3,5 | 5 | 4 | 6 | 4,5 | 7 | 5 | 7,5 | 5,5 | 8 | 6 | 8,5 | 6,5 |
3 | 40 | 6 | 4,5 | 6,5 | 5 | 8 | 6 | 8,5 | 6,5 | 9,5 | 7 | 10 | 7,5 | 11 | 8,5 | |
| ||||||||||||||||
Таблица А.7 - Выбор материала
Обозначение материала | Механические свойства прочности | ||||
в соответствии с ИСО |
|
|
| ||
1 | Холоднокатаный лист из углеродистой стали обыкновенной и для вытяжки | [20] | 270 | 140 | 28 |
2 | Холоднокатаный лист из углеродистой стали конструкционной | [21], [22] | 300 | 220 | 18 |
3 | Конструкционная сталь | [23] | 340 | 215 | 17 |
4 | Конструкционная углеродистая литая сталь | [24] | 450 | 230 | 22 |
5 | Чугун с шаровидным графитом | [25] | 400 | 250 | 15 |
6 | Кованый алюминиевый сплав | [26] | 310 | 260 | 10 |
7 | Литые алюминиевые сплавы | [27] | 200 | - | 3 |
8 | Горячекатаный нержавеющий лист | [28] | 520 | 205 | - |
9 | Поликарбонат | - | 60 | E=2400 Н/мм |
|
А.3.3 Составная защита абразивного инструмента
А.3.3.1 Общие положения
Если защита абразивного материала соединена из отдельных частей, например, с помощью сварки, завинчивания, клепки, то компоненты должны быть соединены таким образом, чтобы в случае поломки абразивного круга швы не расходились из-за полученной энергии.
А.3.3.2 Сварные защитные устройства абразивных инструментов
А.3.3.2.1 Чертежи
Представление сварочных линий на чертежах должно соответствовать ГОСТ Р ИСО 2553.
А.3.3.2.2 Подготовка
Подготовка деталей для сварки должна проводиться в соответствии с прилагаемыми чертежами. Особенно важно, чтобы выполнялись правильные процедуры там, где требуются проплавные сварные швы.
А.3.3.2.3 Персонал
Сварщик должен получить разрешение на условиях, указанных в соответствующем стандарте.
- Для стальной защиты абразивных инструментов требуется аттестат испытания согласно ГОСТ Р ИСО 9606-1.
- Для защиты абразивных инструментов из алюминиевого сплава требуется аттестат испытания согласно ГОСТ Р 53688.
А.3.3.2.4 Процесс сварки
Сварочный процесс и металл шва должны выбираться с учетом основного металла. Порядок сварки должно соответствовать требованиям ГОСТ Р ИСО 15607 и ГОСТ Р ИСО 3834-1.
А.3.3.2.5 Контроль и испытания
Качество сварного шва должно соответствовать стандарту, указанному в ГОСТ Р ИСО 5817-2009, таблица 1 уровень качества C (средний).
После сварки и после сварочной очистки, компонент должен быть осмотрен визуально. Для защиты абразивных кругов с толщиной стенки >20 мм необходимо провести неразрушающее испытание сварных швов.
Примечание - Недопустимо игнорировать первые и последние 25 мм длины стыкового соединения или сварного шва, так как ожидается, что некоторые соединения будут относительно короткими, а требуемый стандарт должен поддерживаться для полного соединения.
А.3.4 Экраны для шлифовальных станков настольных и на тумбе
Минимальные размеры прозрачной части прямоугольных, трапециевидных или круглых экранов шлифовальных станков настольных и на тумбе, оснащенных плоскими абразивными инструментами, приведены в таблице А.8 и на рисунке А.28.
Эти размеры указаны в зависимости от номинального диаметра абразивного круга D и для шлифовального абразивного материала шириной T, ограниченной 0,15 D.
Когда T больше 0,15 D, ![]() должно подниматься пропорционально реальному значению T. Меньшее основание
должно подниматься пропорционально реальному значению T. Меньшее основание ![]() трапецеидальных экранов должно быть равно, по меньшей мере, в 1,5 раза больше ширины T, шлифовального абразивного материала, с минимальным значением 75 мм.
трапецеидальных экранов должно быть равно, по меньшей мере, в 1,5 раза больше ширины T, шлифовального абразивного материала, с минимальным значением 75 мм.
Минимальные размеры прозрачной части экранов шлифовальных станков настольных и на тумбе, оснащенных чашеобразным шлифовальным кругом или кругом, шлифующим торцом, идентичны размерам экранов этих шлифовальных станков, оснащенных обычными шлифовальными кругами; однако ширина Т плоских шлифовальных кругов должна быть заменена на ширину W, рабочей части кругов, шлифующих торцом.
|
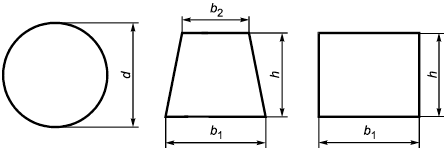
Рисунок А.28
Таблица А.8 - Размеры экранов
Размеры в миллиметрах | ||||
Наружный диаметр шлифовального абразивного круга D |
| h |
| d |
100/200 | 75 | 60 | 75 | 75 |
200 | 80 | 70 | 80 | 85 |
230/250 | 100 | 80 | 80 | 95 |
300 | 125 | 100 | 80 | 115 |
356 | 140 | 110 | 100 | 130 |
406/457 | 150 | 115 | 100 | 135 |
508 | 200 | 150 | 100 | 170 |
610 | 200 | 175 | 100 | 182 |
762 | 200 | 175 | 100 | 182 |
А.3.5 Ограждения рабочих зон
А.3.5.1 Площадь разбрасывания
Площадь разбрасывания - это пространство вокруг шлифовального станка, в котором могут наблюдаться рассредоточенные фрагменты от разрыва абразивного круга (инструмента).
|
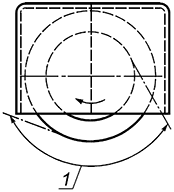
1 - полуплощадь разбрасывания
Рисунок А.29
|
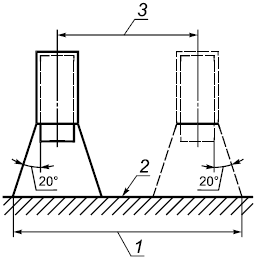
1 - длина разбрасывания; 2 - ограждение рабочей зоны; 3 - расстояние хода
Рисунок А.30
Площадь разбрасывания соответствует наибольшей ширине абразивного инструмента, предназначенного для шлифовального станка, плюс площадь, возникающая с обеих сторон по меньшей мере на угол 20° к свободным боковым стенкам абразивного инструмента (см. рисунок А.30). Свободные боковые стенки - это стенки, которые не закрыты защитой или фланцами.
При указании площади разбрасывания (см. рисунок А.30) учитываются ход и вращательные движения головки шлифовального шпинделя.
А.3.5.2 Толщина стенок и материалы
А.3.5.2.1 Толщины стенок и материалы ограждения рабочей зоны для шлифовальных станков с защитой абразивных инструментов
Стальной лист.
В площади разбрасывания толщина стенки 0,2 от ![]() в соответствии с таблицей А.1, А.5 или А.6, но не менее 1,5 мм. Материал 1, 2, 3 или 8 таблицы А.7.
в соответствии с таблицей А.1, А.5 или А.6, но не менее 1,5 мм. Материал 1, 2, 3 или 8 таблицы А.7.
Поликарбонат.
В площади разбрасывания толщина стенки 0,5 от ![]() в соответствии с таблицей А.1, но не менее 3 мм. Материал 9 таблицы А.7.
в соответствии с таблицей А.1, но не менее 3 мм. Материал 9 таблицы А.7.
А.3.5.2.2 Толщина стенок и материалы ограждений рабочей зоны для шлифовальных станков без защиты абразивных инструментов
Стальной лист.
В площади разбрасывания толщины стенок в соответствии с таблицами А.1, А.5 или А.6, толщина стенки вне площади разбрасывания может, однако, быть 0,2 от ![]() в соответствии с таблицей А.1, А.5 или А.6, но должно быть не менее 1,5 мм. Материалы 1, 2, 3 или 8 таблицы А.7.
в соответствии с таблицей А.1, А.5 или А.6, но должно быть не менее 1,5 мм. Материалы 1, 2, 3 или 8 таблицы А.7.
Поликарбонат.
В площади разбрасывания толщина стенки 2,5 от ![]() в соответствии с таблицей А.1, А.5 или А.6, но не менее 3 мм. Вне зоны распространения не менее 3 мм. Материал 9 таблицы А.7.
в соответствии с таблицей А.1, А.5 или А.6, но не менее 3 мм. Вне зоны распространения не менее 3 мм. Материал 9 таблицы А.7.
Примечание - Обширные исследования на стальном листе и поликарбонате показали, что для отношения толщины стенки ![]() , приблизительно равные значения приводят к ударопрочности (
, приблизительно равные значения приводят к ударопрочности (![]() = толщина поликарбоната,
= толщина поликарбоната, ![]() = толщина стального листа).
= толщина стального листа).
А.3.6 Крепление смотровых окон в ограждениях рабочих зон
Смотровые окна в ограждениях рабочих зон должны быть закреплены к внутренней части ограждения путем зажима или склеивания.
Для обеспечения гарантий защитного эффекта смотрового окна требуется достаточная степень покрытия с окружающей структурой стального листа. Должны соблюдаться следующие минимальные значения:
a) шлифовальный станок с защитой абразивного инструмента и ограждением рабочей зоны, расположение смотрового окна вне площади разбрасывания (см. рисунки А.29 и А.30) - минимальное покрытие 10 мм (см. рисунок А.31);
b) шлифовальный станок с защитой абразивного инструмента и ограждением рабочей зоной, расположение смотрового окна в площади разбрасывания (см. рисунки А.29 и А.30) - минимальное покрытие 15 мм, при размере смотрового окна свыше 500 мм, минимальное покрытие должно составлять 35 мм (см. рисунок А.31);
c) шлифовальный станок без защиты абразивного инструмента, но с ограждением рабочей зоны, расположение смотрового окна вне площади разбрасывания (см. рисунки А.29 и А.30) - минимальное покрытие 15 мм (см. рисунок А.31);
d) шлифовальный станок без защиты абразивного инструмента, но с корпусом рабочей зоны, расположением смотрового окна в площади разбрасывания (см. рисунки А.29 и А.30) - производитель должен представить доказательства пригодности крепления смотрового окна для сдерживания фрагментов абразивного круга. Методы проверки см. в приложениях B и C.
|
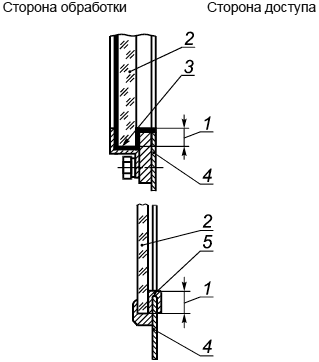
1 - покрытие; 2 - смотровое окно; 3 - рама; 4 - стальной лист; 5 - профиль рамы
Рисунок А.31
Поликарбонатные экраны должны быть защищены от эффектов старения, например, добавив экран из защитного стекла со стороны обработки и пластиковый экран со стороны доступа. Края экранов должны быть герметичны. Ограниченный срок службы поликарбонатных экранов указывается в руководстве по эксплуатации.
Примечание - Все защищенные поликарбонатные панели показывают только предельную потерю ударопрочности, тогда как кривая показывает, что ударопрочность незащищенного поликарбоната значительно снижается (см. рисунок А.32).
|
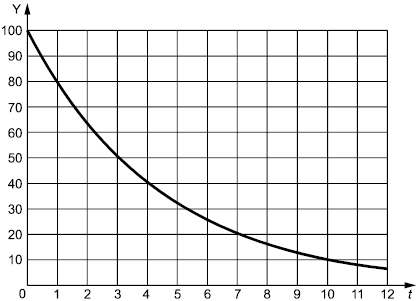
Y - ударопрочность, %; t - время жизни в годах
Рисунок А.32 - Кривая старения незащищенного поликарбоната (усредненные контрольные точки)
А.3.7 Проверка прочности, испытания
А.3.7.1 Защитные устройства абразивных инструментов
Защитные устройства абразивных инструментов, которые не соответствуют техническим требованиям, изложенным в А.3.2, должны быть проверены на прочность. Испытание должно проводиться в соответствии со следующими методами:
a) установка ограждения;
b) ограждение должно быть смонтировано при испытании так, чтобы его положение и крепежные элементы соответствовали его предполагаемому использованию на шлифовальном станке;
c) должно использоваться абразивный инструмент, соответствующее конструктивному типу и размерам его предполагаемому использованию на шлифовальных станках;
d) поломка абразивного инструмента должна начинаться с предполагаемой максимальной рабочей скоростью или допустимой скоростью вращения выстрелом снаряда на абразивный инструмент или другим подходящим методом. Снаряд должен ударить абразивный инструмент рядом с зажимным устройством (фланцем);
e) испытание должно проводиться с тремя абразивными инструментами подряд с использованием той же защиты.
Достаточная прочность проходит проверку, если защита и его зажимные элементы остаются функционировать, не проявляя видимых трещин при проверке общепризнанным методом обнаружения трещин, например, проникновением красителя или обнаружением трещины магнитом. Могут быть приняты незначительные деформации и поверхностные повреждения. Фиксирующие устройства, например, зажимные устройства, болты, должны оставаться в рабочем состоянии без каких-либо заметных повреждений.
А.3.7.2 Ограждения рабочих зон
Ограждения рабочих зон, не соответствующие требованиям А.3.5.2, должны быть проверены на предмет прочности или их ударопрочности на фрагменты абразивных инструментов. Методы испытаний см. в приложениях B и C. Для расчета толщины стенок, как указано в А.3.5.2, могут использоваться значения, определенные в отдельной проверке.
А.4 Критерии для конструкции защиты абразивных инструментов и их средств крепления
А.4.1 Общие положения
Энергия фрагментов, возникающих в результате разрушения абразивного круга, является основным критерием для проектирования защитных устройств и средств крепления абразивных инструментов, поскольку энергия фрагментов передается:
- прямо или косвенно (путем выброса сталкивающихся фрагментов) к защитному устройству абразивного инструмента;
- через защиту абразивного инструмента к его средствам крепления и раме станка;
- через устройства правки шлифовального круга, которые могут проецироваться в защиту абразивного инструмента, косвенно на шпиндельную головку и раму станка.
Методы расчета энергии фрагментов абразивного инструмента и определения толщины стенок защитных элементов абразивного инструмента и конструкции средств крепления защиты абразивных инструментов описаны в следующих подразделах.
А.4.2 Энергия фрагментов абразивного инструмента
Расчет энергии удара, передаваемой в случае разрушения абразивного инструмента от фрагментов до защиты абразивного инструмента, возможен только с помощью аппроксимации. Ее значение зависит, среди прочего, от характера поломки абразивного инструмента.
![]() , (А.1)
, (А.1)
где E - полная энергия вращающегося абразивного круга;
m - масса абразивного круга;
Q - соотношение диаметра отверстия и наружного диаметра абразивного круга;
v - периферийная скорость абразивного круга.
Энергия вращающегося абразивного инструмента равна и содержит во фрагментах как поступательную, так и вращательную энергию. В предположении, что полученные фрагменты равны по размеру, применяется следующая формула:
![]() , (А.2)
, (А.2)
где z - количество фрагментов абразивного круга;
![]() - поступательная энергия фрагмента;
- поступательная энергия фрагмента;
![]() - вращательная энергия фрагмента.
- вращательная энергия фрагмента.
Поступательная энергия фрагмента будет:
 , (А.3)
, (А.3)
где ![]() - половинный угол фрагментов;
- половинный угол фрагментов;
![]() - половинный угол фрагментов (радианная мера).
- половинный угол фрагментов (радианная мера).
При половине угла фрагментов ![]() =67° поступательная энергия достигает своего максимального значения:
=67° поступательная энергия достигает своего максимального значения:
 . (А.4)
. (А.4)
Энергия вращения фрагмента рассчитывается как
![]() . (А.5)
. (А.5)
Примечание - Для символов А.2.
А.4.3 Определение толщины стенок защиты абразивного инструмента
Теоретическая модель расчета толщины стенок абразивных инструментов не доступна. Поэтому определение значений толщины стенок в таблицах А.1-А.6 основано частично на опыте и частично на доступных экспериментальных результатах испытаний. Процедура описана ниже.
Основным критерием для определения размеров толщины стенки защиты абразивного инструмента является поступательная энергия фрагментов в соответствии с формулой (А.4) с использованием массы и размеров нового абразивного инструмента и максимально возможной периферийной скорости абразивного инструмента в случае отказа привода шлифовального шпинделя.
Необходимая толщина стенки и энергия фрагмента были связаны на основе таблиц толщины стенок в национальных правилах Германии, Англии и Франции, когда был разработан стандарт ГОСТ EN 13218. Энергия фрагмента, ожидаемая для абразивных инструментов, перечисленная в этих таблицах толщин стенок, рассчитывалась с использованием вышеупомянутой формулы. Соответствующее значение из таблиц для толщины стенки защиты абразивного инструмента было присвоено этому рассчитанному значению энергии. Толщина стенки была представлена на диаграмме как зависимость энергии фрагмента от материала защиты абразивного инструмента в качестве параметров.
Диаграмма показала значительное соответствие между требованиями. Тем не менее, это объясняет, что во всех рассмотренных таблицах значения энергии, заданные для значений толщины стенки, показывают широкий разброс.
Чтобы однозначно присвоить толщину стенки энергии фрагмента, выявленные вариации были аппроксимированы с помощью компенсирующих функций, дополнительно используя экспериментальные исследования и опыт с толщиной стенок, которые до настоящего времени использовались на практике.
Эта эмпирическая процедура привела к следующим соотношениям между толщиной стенки ![]() периферийной части защиты абразивного инструмента и энергией фрагмента
периферийной части защиты абразивного инструмента и энергией фрагмента ![]() абразивного инструмента для различных защитных материалов в соответствии с таблицей А.7:
абразивного инструмента для различных защитных материалов в соответствии с таблицей А.7:
Стальной лист |
|
Литая сталь |
|
Чугун |
|
Кованый алюминиевый сплав |
|
Литой алюминий |
|
В этих формулах значение энергии ![]() должно быть задано в Нм, тогда значение толщины стенки
должно быть задано в Нм, тогда значение толщины стенки ![]() будет в мм.
будет в мм.
Значения энергии, указанные в скобках, являются предельными значениями; нет никакого опыта относительно применимости приведенных выше формул для более высоких значений.
Толщины стенок, указанные в таблицах А.1-А.6, определялись с помощью этих функций аппроксимации. В качестве основы для расчета энергии фрагмента в соответствии с формулой (А.4) были взяты следующие предположения:
Таблицы А.1-А.4: Абразивный инструмент типа 1 или 41 в соответствии с [29].
Q=0,2 для D508 мм.
Q=0,4 для D610 мм.
Q = отношение диаметра отверстия Н и наружного диаметра D абразивного инструмента.
Половинный угол фрагмента ![]() =67°.
=67°.
Плотность абразивного инструмента = 2,4 г/см
.
Таблица А.6: Суперабразивный тип 1А1 в соответствии с [30].
Глубина суперабразивного сечения X=6 мм.
Q = отношение диаметра сердечника (D-2X) и наружного диаметра D абразивного инструмента.
Половинный угол фрагмента ![]() =15°.
=15°.
Плотность абразивной секции инструмента = 8,6 г/см
(металлическая связка).
Исключение ошибок для ядра.
Исключение ошибок для ядра суперабразивного инструмента допускается только в том случае, если абразивный инструмент соответствует требованиям стандарта ГОСТ 32406 или сопоставимым требованиям.
Основываясь на данных, приведенных в национальных таблицах и предыдущем опыте, в качестве основы для расчета толщины стенок боковых частей абразивных инструментов предполагалось отношение ![]() =0,75. Значения толщины стенки, определенные путем расчета, округлялись в таблицах до целых значений или полмиллиметра.
=0,75. Значения толщины стенки, определенные путем расчета, округлялись в таблицах до целых значений или полмиллиметра.
Эта процедура также применима для определения размеров защиты абразивного инструмента, для размеров абразивных инструментов и периферийных скоростей, не указанных в таблицах А.1-А.6, и для абразивных инструментов с плотностями, отличающимися от приведенных выше. Следует соблюдать зависимые от формул пределы отношений.
А.4.4 Проектирование средств крепления защиты абразивного инструмента
Для упрощения при проектировании средств крепления учитывается только поступательная энергия фрагмента. Однако из соображений безопасности расчет выполняется с периферийной скоростью, которая превышает максимальную периферийную рабочую скорость на 30%. Следовательно, для этого расчета формула (А.4) модифицируется следующим образом:
 . (А.6)
. (А.6)
Однако должно учитываться, что в случае импульсного напряжения статической массы потери энергии могут быть вызваны пластической деформацией:
![]() , (А.7)
, (А.7)
где ![]() - потеря энергии при ударе;
- потеря энергии при ударе;
![]() - масса защитного устройства абразивного инструмента;
- масса защитного устройства абразивного инструмента;
![]() - масса фрагмента;
- масса фрагмента;
k - коэффициент воздействия;
![]() - поступательная энергия фрагмента для расчета крепежных элементов защиты абразивного круга.
- поступательная энергия фрагмента для расчета крепежных элементов защиты абразивного круга.
Коэффициент динамичности k изменяется между k=0 (пластический удар) и k=1 (упругий удар). Коэффициент динамичности k может быть уменьшен в определенных пределах пластически деформируемыми материалами и элементами, например, жесткие пенополиуретаны или тонкостенные круглые трубы, которые встроены в защиту абразивного инструмента в качестве облицовки. Практические испытания показали, например, коэффициент динамичности k=0,75. Толщина элементов деформации должна быть, по меньшей мере, равна толщине абразивного инструмента. Соотношение толщины облицовки и толщины стенки защиты абразивного инструмента (таблицы А.1-А.5) должно составлять около 4:1 для прочности пенополиуретана 180 Н/см. Однако следует избегать жестких препятствий в защите абразивного инструмента, например, сварных стабилизирующих сеток.
Части защитного устройства так соединены со шлифовальным станком, что остаются связанными в случае поломки абразивного инструмента. Должно быть обеспечено, чтобы способность поглощать энергию общим количеством n фиксирующих элементов превышала значение энергии, определяемое методом расчета, то есть условие:
![]() , (А.8)
, (А.8)
где ![]() - энергоемкость i-го зажимного элемента.
- энергоемкость i-го зажимного элемента.
Должно быть выполнено.
Напряжение при ударном растяжении.
В случае напряжения при ударном растяжении используются приведенные болты вала. Энергопоглощаю-щая способность приведенного болта вала, то есть высокоэластичного винта (качество материала 8,8, 10,9 или эквивалент), приблизительно рассчитывается по формуле (А.9):
![]() , (А.9)
, (А.9)
где ![]() - энергоемкость приведенного болта при ударном растяжении;
- энергоемкость приведенного болта при ударном растяжении;
![]() - приведенное поперечное сечение болта вала;
- приведенное поперечное сечение болта вала;
![]() - приведенная длина болта вала;
- приведенная длина болта вала;
![]() - среднее арифметическое от
- среднее арифметическое от ![]() или
или ![]() и
и ![]() ;
;
![]() - удлинение трещины.
- удлинение трещины.
С формулой (А.10):
![]() , (А.10)
, (А.10)
где ![]() - предел текучести;
- предел текучести;
![]() - предел прочности.
- предел прочности.
![]() , например, равен
, например, равен ![]() .
.
Напряжение при ударном сдвиге.
Если возможно, крепежные винты не должны подвергаться напряжению сдвига энергией фрагмента, так как в этих условиях энергоемкость очень мала. Если интегрированы специальные средства крепления, то гарантируется, что предусмотренная площадь сдвига достаточно велика. Энергоемкость режущего элемента приблизительно равна:
![]() , (А.11)
, (А.11)
где ![]() - энергоемкость элемента сдвига при сдвиговом воздействии;
- энергоемкость элемента сдвига при сдвиговом воздействии;
![]() - средняя сила сдвига;
- средняя сила сдвига;
![]() - расстояние сдвига.
- расстояние сдвига.
Для сдвигающих элементов с круговым сечением средняя сила сдвига равна:
![]() , (А.12)
, (А.12)
где ![]() - максимальная сила сдвига.
- максимальная сила сдвига.
С максимальной силой сдвига:
![]() , (А.13)
, (А.13)
где ![]() - предел прочности на сдвиг;
- предел прочности на сдвиг;
![]() - поперечное сечение крепежного элемента.
- поперечное сечение крепежного элемента.
Расстояние сдвига равно:
![]() . (А.14)
. (А.14)
Приложение B
(справочное)
Динамическое испытание защитных устройств. Испытание на удар
B.1 Общие положения
В этом приложении указаны испытания для защитных устройств, используемых на шлифовальных станках для того, чтобы свести к минимуму риск выброса деталей или заготовок из рабочей зоны.
Это приложение применяется к материалам защитных устройств, а также к самой защите.
B.2 Метод испытания
B.2.1 Принцип
Этот метод испытания применяется к станкам, работающим с абразивными инструментами без защиты, и воспроизводит опасность выброса фрагментов абразивных инструментов. Испытание показывает сопротивление/прочность ограждений и/или защитных материалов от проникновения и смещения.
В этом методе испытания опасное событие воспроизводится путем преднамеренного инициирования разрыва абразивных инструментов, используемых на станке.
B.2.2 Условия испытания
a) В ходе испытания разрыв абразивного инструмента начинается, по меньшей мере, в момент скорости, превышающей в 1,2 раза максимально возможную скорость шпинделя соответствующего шлифовального станка. Если обеспечивается безопасное ограничение максимальной скорости для соответствующего диаметра абразивного инструмента в соответствии с 5.12. b) 5), испытание может проводиться с предельно ограниченной максимальной скоростью, умноженной на 1,2.
Примечание - Предполагается периферийная скорость абразивного инструмента, которая на 20% выше максимально возможной скорости шпинделя или периферийной скорости, возникающей в результате безопасно ограниченной максимальной скорости шпинделя. Этот "фактор безопасности" охватывает следующее:
- дисперсии характеристик материала образцов или ограждений;
- неустойчивость из-за увеличения скоростей/периферийных скоростей при остановке шпинделей при задержках из-за временных интервалов, необходимых для обработки сигналов в системе управления;
- "центральный удар" не является самым критическим случаем стресса;
- небольшое количество испытаний на удар, требуемых для определения ударной вязкости;
- неуверенность в определении скорости шпинделя испытательного устройства.
b) Должен использоваться абразивный инструмент, тип (форма, твердость, пористость), масса которого соответствует абразивным инструментам, предназначенным для использования на шлифовальном станке. Должен использоваться абразивный инструмент с наивысшим потенциалом опасности.
c) Испытательные образцы должны быть расположены радиально в направлении полета вокруг абразивного инструмента.
d) Поскольку потенциальная энергия фрагмента находится в максимуме, если масса фрагмента составляет около одной трети от массы абразивного инструмента, должны быть получены фрагменты с массой примерно равной одной трети от общей массы абразивного инструмента. Это может быть достигнуто путем приготовления абразивного инструмента с определенными разрезами.
e) Расстояние испытательных образцов до шлифовального шпинделя должно приблизительно соответствовать расстоянию между абразивным инструментом и защитой на фактическом шлифовальном станке.
f) Количество испытаний: поскольку направления полета и, следовательно, ударные позиции фрагментов абразивного инструмента являются случайными, это необходимо проверить (например, с помощью высокоскоростных фотографий), если поверхность испытательного образца была поражена, по меньшей мере, 1/3 фрагмента. Если такой удар не реализован, испытание должно повторяться. Чтобы увеличить вероятность попадания в одном испытании в направлении полета могут быть расположены несколько испытательных образцов.
B.2.3 Установка для испытания
Испытательная установка (см. рисунок B.1) состоит главным образом из шпинделя с силовым приводом с устройством для удержания абразивного инструмента, который ускоряет его до соответствующей скорости или периферийной скорости.
Скорость должна контролироваться измерением.
Кроме того, испытательное оборудование состоит из устройства, которое инициирует разрыв абразивного инструмента, например, падающий вес. Испытательная установка также включает в себя раму для фиксации образцов для испытания.
|
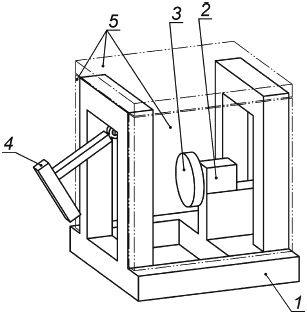
1 - рама;
2 - шпиндель; 3 - абразивный инструмент; 4 - устройство для разрыва; 5 - образец для испытания
Рисунок B.1 - Пример испытательной установки для испытания на удар
B.2.4 Образец для испытания
Материалы, как образцов, так и ограждений, готовых к использованию, могут быть образцами для испытания.
Испытательные образцы, подвергнутые удару, должны соответствовать материалу и структурному построению ограждения фактического шлифовального станка в его самой слабой области.
Если проверяются интерфейсы между двумя элементами защиты, в испытательных образцах должны быть представлены соответствующие интерфейсы, которые должны быть расположены на испытательном оборудовании таким образом, чтобы фрагменты абразивного инструмента попадали непосредственно рядом с интерфейсом.
Смотровое окно должно быть проверено не только активное сопротивление удару. Другим решающим фактором является прикрепление смотрового окна к окружающей стеновой конструкции.
Поэтому проверяемые смотровые окна должны быть установлены на раме, соответствующей структуре ограждения шлифовального станка, по аналогии с тем, как они устанавливаются на фактической машине (особенно в отношении перекрытия материала и элементов крепления).
Поскольку большие смотровые окна выпирают больше, чем маленькие, во время удара и, следовательно, требуют другого минимального перекрытия, испытания должны проводиться с помощью смотровых окон, внешние размеры которых приблизительно соответствуют размерам смотровых окон, используемых на фактическом шлифовальном станке. Возможны отклонения ±15%.
B.3 Результаты испытания
После удара идентифицированные повреждения на испытательном образце оцениваются следующим образом:
B.3.1 Возможные повреждения:
a) изгиб/выпучивание (постоянная деформация без трещины);
b) зачаточная трещина (видимая только на одной поверхности);
c) сквозная трещина (трещина, переходящая с одной поверхности на другую);
d) проникновение (снаряд, проникающий в объект испытания);
e) защитное окно ослаблено в его креплении;
f) защита была ослаблена на опоре.
B.3.2 Оценка испытания
Испытание считается пройденным, если нет сквозной трещины или проникновения испытуемого объекта и никаких повреждений типа e) и f) в соответствии с B.3.1.
B.4 Протокол испытания
В протоколе испытания должна быть указана следующая минимальная информация:
a) дата, место проведения испытания и название института тестирования;
b) масса, размеры и прочность абразивного инструмента, разрывные и периферийные скорости;
c) строение, материал и размеры объекта испытания;
d) зажим или фиксация испытуемого объекта на испытательной установке;
e) результат испытания с указанием изображений повреждений.
Приложение C
(справочное)
Динамическое испытание защитных устройств. Испытание на устойчивость к пробиванию метательным снарядом
C.1 Общие положения
В настоящем приложении указаны испытания для защитных устройств, используемых на шлифовальных станках для того, чтобы свести к минимуму риск выброса деталей или заготовок из рабочей зоны.
Настоящее приложение применяется к материалам защитных устройств, а также к самой защите.
C.2 Метод испытания
C.2.1 Принцип
Настоящий метод испытаний применяется к станкам, работающим с абразивными инструментами без защиты, и воспроизводит опасность выброса фрагментов абразивных инструментов. Испытание показывает сопротивление/прочность ограждений и/или защитных материалов от проникновения и смещения.
В настоящем методе испытания опасное событие воспроизводится воздействием на защиту снарядом, энергия удара которого соответствует поступательной энергии фрагмента абразивного инструмента 134°.
C.2.2 Условия испытания
a) Для определения энергии удара снаряда в качестве основы следует использовать абразивный инструмент, предназначенный для использования на станке, который представляет наибольший потенциальный риск.
b) Требуемая энергия удара соответствует поступательной энергии 134° фрагмента этого абразивного инструмента, определяемого формулой (А.4), при условии, что периферийная скорость абразивного инструмента в 1,2 раза превышает максимально возможную скорость шпинделя соответствующего шлифовального станка. Если обеспечивается безопасное ограничение максимальной скорости для соответствующего диаметра абразивного инструмента в соответствии с 5.12 b) 5), испытание может проводиться с предельно ограниченной максимальной скоростью, умноженной на 1,2.
Примечание - Для расчета требуемой энергии удара снаряда предполагается периферийная скорость абразивного инструмента, которая на 20% выше максимально возможной скорости шпинделя или периферийной скорости, возникающей в результате безопасно ограниченной максимальной скорости шпинделя. Этот "фактор безопасности" охватывает следующее:
- дисперсии характеристик материала образцов или ограждений;
- неустойчивость из-за увеличения скоростей/периферийных скоростей при остановке шпинделей при задержках из-за временных интервалов, необходимых для обработки сигналов в системе управления;
- "центральный удар" не является самым критическим случаем стресса;
- небольшое количество испытаний на удар, требуемых для определения ударной вязкости.
c) Масса снаряда должна составлять массу 134-градусного фрагмента абразивного инструмента, указанного в подпункте а). Диаметр снаряда должен приблизительно соответствовать ширине соответствующего абразивного инструмента.
d) Требуемая скорость снаряда рассчитывается исходя из потенциальной энергии, определенной в пункте b), и массы согласно c) с формулой:
![]() ,
,
где v - скорость снаряда равна скорости удара;
Е - энергия удара, рассчитанная в соответствии с b);
m - масса снаряда в соответствии с c).
C.2.3 Оборудование для испытания
Испытательное оборудование состоит из пушки, снаряда и опоры для ограждения, подлежащего испытанию.
C.2.3.1 Пушка
Пушка может состоять из баллона со сжатым воздухом с развальцованным стволом пушки (см. рисунок C.1). Сжатый воздух может быть выпущен клапаном для ускорения снаряда по отношению к испытуемому объекту. Пневматический пистолет обеспечивается воздушным компрессором. Скорость снаряда может контролироваться давлением воздуха. Привод или тяговый узел должен обеспечивать ускорение снаряда до ±5% от заданной скорости удара.
Скорость снаряда измеряется вблизи дульной части ствола пушки подходящим велосиметром, например, датчиком приближения или фотоэлементом.
|
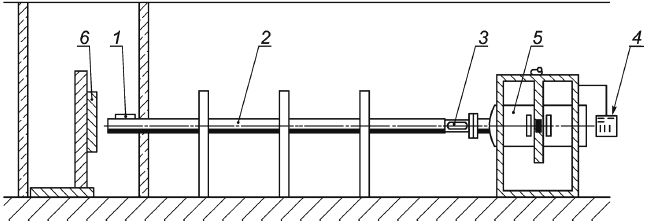
1 - велосиметр; 2 - ствол пушки; 3 - снаряд; 4 - панель управления; 5 - баллон со сжатым воздухом; 6 - испытуемый объект
Рисунок C.1 - Оборудование для испытания на удар
C.2.3.2 Снаряд
Форма, масса и размеры стандартизованных снарядов приведены на рисунке В.2 и в таблице В.1.
Спецификация материала, массы и формы снаряда выполняется на основе следующего:
- материал снаряда, соответствующий материалу абразивного инструмента, указанному в В.2.2 а);
- масса и диаметр снаряда, как указано в пункте В.2.2 c);
- передняя поверхность снаряда, как указано на рисунке В.2 и в таблице В.1.
Если определенные параметры снаряда соответствуют стандартизованным снарядам из таблицы В.1, могут использоваться стандартизированные снаряды. В противном случае указывается геометрия снаряда, которая уменьшена или увеличена соответственно.
|
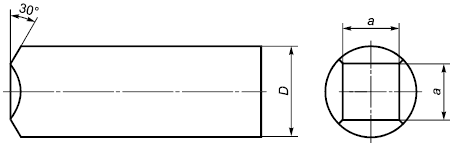
Примечание - Снаряд закален до ![]() HCR на глубину не менее 0,5 мм.
HCR на глубину не менее 0,5 мм.
Рисунок C.2 - Снаряд
Таблица C.1 - Снаряд, масса и размеры
Снаряд | ||
Масса m, кг | Диаметр D, мм | Передняя поверхность а |
30 | 19 | |
30 | 19 | |
0,625 | 40 | 25 |
1,25 | 50 | 30 |
2,5 | 30 | 19 |
50 | 30 | |
60 | 38 | |
70 | 45 | |
C.2.3.3 Измерение скорости
Скорость снаряда должна измеряться в точке, где она больше не подвергается ускорению (то есть после выхода из ствола или в стволе за пределами соответствующего сброса давления). Скорость должна измеряться на фиксированном расстоянии с помощью датчиков приближения, фотоэлектрических элементов или других эквивалентных средств.
C.2.3.4 Опора защиты во время испытания
Испытание проводится с образцом защитного устройства и/или образцом материала защиты. Опора защиты должна быть эквивалентна опоре защиты на станке. Для тестирования материалов защиты можно использовать образцы, закрепленные на раме с внутренним отверстием 450450 мм. Рама должна быть достаточно жесткой. Монтаж образца должен производиться с помощью нежесткого зажима.
C.2.4 Процедура испытания
Чтобы оценить класс сопротивления защиты, должен быть выстрел снаряда в образец материала, и удар должен приходиться на центр образца и как можно перпендикулярно к поверхности. Для испытания на реальных ограждениях станка удар должен приходиться в самую слабую зону ограждения.
C.3 Результаты испытания
После удара любой ущерб, обнаруженный на защите или материале, оценивается следующим образом.
C.3.1 Возможные повреждения:
a) изгиб/выпучивание (постоянная деформация без трещины);
b) зачаточная трещина (видимая только на одной поверхности);
c) сквозная трещина (трещина, переходящая с одной поверхности на другую);
d) проникновение (снаряд, проникающий в объект испытания);
e) защитное окно ослаблено в его креплении;
f) защита была ослаблена в ее опоре.
C.3.2 Оценка испытания
Испытание считается пройденным, если нет сквозной трещины или проникновения испытуемого объекта и никаких повреждений типа e) и f) в соответствии с B.3.1.
C.4 Протокол испытания
В протоколе испытания должна быть указана следующая минимальная информация:
a) дата, место проведения испытания и название института тестирования;
b) масса, размеры и скорость снаряда;
c) производитель станка, тип, максимальный диаметр, максимальная скорость шпинделя, масса и размеры абразивного инструмента, неисправность которого должна быть воспроизведена при ударе;
d) строение, материал и размеры объекта испытания;
e) зажим или фиксация испытуемого объекта;
f) направление удара, точка удара снаряда;
g) результат испытания.
Приложение D
(обязательное)
Методы зажима для абразивных инструментов и требования безопасности для держателей инструмента
D.1 Общие положения
Следующие утверждения включают требования безопасности устройств для установки абразивных инструментов на шлифовальных станках.
D.2 Методы зажима
Методами зажима являются, например:
- с помощью фланцев. См. рисунки D.7-D.15;
- с помощью вставленных гаек. См. рисунки D.13-D.15;
- с помощью зажимного хомута или зажимного инструмента снаружи абразивного инструмента. См. рисунок D.16;
- путем цементирования к задней пластине. См. рисунки D.17 и D.18;
- с помощью сегментов, установленных на зажимном приспособлении. См. рисунки D.19 и D20.
D.3 Общие требования
Зажимные устройства должны передавать максимальный требуемый рабочий крутящий момент при минимальном давлении зажима. Должны выполняться следующие общие требования:
- конструкция фланцев должна гарантировать, что контактные поверхности перпендикулярны оси вращения при зажатии (кроме конических колес типа 4);
- зажимная сила должна быть равномерно распределена по всей зоне зажима. Области контакта должны быть плоскими и свободными от заусенцев. Концентричность с осью вращения должна составлять 0,02 мм;
- всегда должна быть подрезана на внутреннем диаметре площади зажима. Этот подрез должен быть не менее 1 мм, для абразивных инструментов с H>0,2 D минимум 4 мм;
- зажимное устройство должно быть маркировано в соответствии с D.4.4.
D.4 Конструкция фланцев
D.4.1 Зажимные силы и крутящие моменты затяжки
Проектирование размеров может быть успешно выполнено методом моделирования конечных элементов или эквивалентными методами. В качестве альтернативы для проектирования D.4.2 дает некоторые рекомендации, которые могут быть использованы.
D.4.2 Наружный диаметр зажима, радиальная ширина и покрытие
Спецификация наружного диаметра ![]() фланцев должна выполняться в соответствии с таблицами D.1-D.3 в зависимости от абразивного инструмента, типа станка и максимальной рабочей скорости. Кроме того, должно быть гарантировано, что, по меньшей мере, 1/6 радиальной ширины M абразивного инструмента (рисунок D.1) покрывается зажимным фланцем (R
фланцев должна выполняться в соответствии с таблицами D.1-D.3 в зависимости от абразивного инструмента, типа станка и максимальной рабочей скорости. Кроме того, должно быть гарантировано, что, по меньшей мере, 1/6 радиальной ширины M абразивного инструмента (рисунок D.1) покрывается зажимным фланцем (R0,17 M). Для прямых утопленных фланцев площадь кольцевого контакта должна иметь ширину R 1/6 диаметра фланца (R
0,17
![]() ) (рисунок D.2).
) (рисунок D.2).
Для проектирования фланцев со ступицей (рисунок D.1) см. [31].
Таблица D.1 - Диаметры фланцев для связанных абразивных инструментов и супер абразивных инструментов со стекловидным сердечником (за исключением отрезных кругов)
Тип станка | Абразивный инструмент | Максимальная | Наружный | ||
Наименование | Размеры, мм | Связка | рабочая скорость | диаметр фланца | |
Стационарные | Плоские круги, тарельчатые круги, чашечные круги | Н<0,2·D | все | все | >0,33·D |
Н>0,2·D | >H+2·(0,17·М) | ||||
D = наружный диаметр абразивного инструмента. | |||||
| |||||
Таблица D.2 - Диаметры фланцев для связанных абразивных отрезных кругов
Тип станка | Абразивный инструмент | Максимальная | Наружный | ||
Наименование | Размеры, мм | Связка | рабочая скорость | диаметр фланца | |
Стационарные отрезные станки | Плоские отрезные круги | D<800 | В, BF | <63 | >0,2·D |
80, 100 | >0,25·D | ||||
125 | >0,33·D | ||||
D>800 | BF | <63 | >0,2·D | ||
80, 100, 125 | >0,33·D | ||||
Отрезные круги с опущенным центром | все D | BF | <100 | >0,25·D | |
Маятниковые отрезные станки | Отрезные круги плоские, с опущенным центром | D<600 | BF | <80 | |
Таблица D.3 - Диаметры фланцев для суперабразивных отрезных кругов с металлическим сердечником
Тип станка | Абразивный инструмент | Максимальная | Наружный | ||
Наименование | Размеры, мм | Связка | рабочая скорость | диаметр фланца | |
Стационарные отрезные станки | Плоские отрезные круги | D | G, M |
| >0,18·D |
В |
| ||||
600<D | M |
|
| ||
D>1500 |
| ||||
|
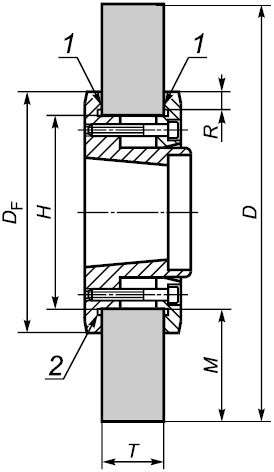
1 - гибкие прокладки; 2 - подрез
Рисунок D.1 - Зажимные фланцы для монтажа абразивных инструментов с большим отверстием (H>0,2D)
|
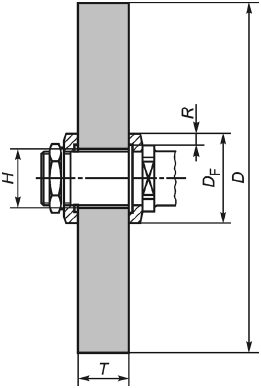
Рисунок D.2 - Зажимные фланцы для монтажа абразивных инструментов с малым отверстием (H 0,2D)
D.4.3 Жесткость
D.4.3.1 Общие положения
Фланцы должны иметь достаточную жесткость, чтобы обеспечить однородное распределение силы по всей площади контакта при зажатии. Фланец считается достаточно жестким, если его зажимная область параллельна нижней поверхности при приложении испытательной силы ![]() (
(![]() 0,005). Процедура испытания описана в D.4.3.2. Фланцы, соответствующие стандарту [31], считаются достаточно жесткими, поэтому в этом случае не требуется измерение жесткости.
0,005). Процедура испытания описана в D.4.3.2. Фланцы, соответствующие стандарту [31], считаются достаточно жесткими, поэтому в этом случае не требуется измерение жесткости.
D.4.3.2 Метод измерения жесткости
Приложенная испытательная сила должна иметь значение ![]() , соответствующее усилию зажима
, соответствующее усилию зажима ![]() , рассчитанному производителем, и учитывать свойства абразивного инструмента.
, рассчитанному производителем, и учитывать свойства абразивного инструмента.
Выполнение измерения:
a) Установите фланец на измерительный стол (допустимое отклонение по плоскости 0,01/100), контактная поверхность находится в контакте с измерительным столом.
b) Поместите два индикатора, один по нормали к диаметру выемки, другой на 1 мм от наружного диаметра для ![]()
200 или 2 мм для
![]() >200 мм.
>200 мм.
c) Используйте плоскую шайбу, которая имеет такую же контактную поверхность, что и гайка или многовинтовая система, зажимая фланец (см. примечания):
- применить испытательную силу ![]() ;
;
- уменьшите это усилие до значения предварительной нагрузки, соответствующее 1/10 испытательной силы, и установите индикаторы на 0.
Для фланцев со ступицей, зажатых с помощью многовинтовой системы, груз должен быть передан на фланец штифтами, установленными по нормали к винтам.
d) Запишите алгебраическое значение смещения ![]() и
и ![]() , о чем свидетельствуют индикаторы, при испытательной силе
, о чем свидетельствуют индикаторы, при испытательной силе ![]() (рисунок D.3).
(рисунок D.3).
|
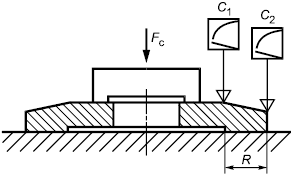
Рисунок D.3 - Схема испытания
e) Удалите испытательное усилие, сохраняя при этом предварительную нагрузку. Указатели индикатора должны возвратиться в исходное положение.
f) Проведите три измерения при 120° друг от друга.
g) Рассчитайте соотношение:
![]() .
.
(![]() ,
, ![]() и R в миллиметрах).
и R в миллиметрах).
D.4.4 Маркировка фланцев
Для абразивных инструментов с наружным диаметром D>200 мм на фланцах должны быть указаны следующие обозначения, которые должны быть видны после монтажа абразивного инструмента:
- максимальный наружный диаметр D абразивного инструмента;
- максимальная и минимальная ширина Т абразивного инструмента;
- диаметр Н отверстия абразивного инструмента.
D.5 Устройства для установки абразивных инструментов с помощью зажимных вставок
D.5.1 Центральные резьбовые вставки
Опорные фланцы для установки абразивных инструментов с центральными резьбовыми вставками должны иметь плоские контактные поверхности с абразивными инструментами. Допуск биения с осью вращения должен составлять 0,02 мм.
Наружный диаметр ![]() опорных фланцев должен составлять не менее 0,33 D от максимального наружного диаметра абразивного инструмента для монтажа простых и конических чашечных кругов (рисунок D.4).
опорных фланцев должен составлять не менее 0,33 D от максимального наружного диаметра абразивного инструмента для монтажа простых и конических чашечных кругов (рисунок D.4).
|
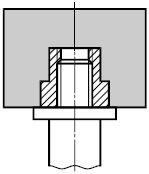
Рисунок D.4 - Чашечные круги
Цанги для установки абразивных инструментов со вставленным стальным шпинделем должны иметь указания на диаметр зажима и длину шпинделя внутри зажима. Они должны обеспечивать достаточную концентричность зажимаемого шпинделя. Это требование считается выполненным, если позволительные допуски биения в соответствии с таблицей D.4 не превышены при использовании процедуры испытания, описанной в разделе D.5.2.
D.5.2 Метод определения допуска биения для цанг
После установки цанги в испытательном шпинделе, тестовый вал, h5 устанавливается в цангу (рисунок D.5).
Допуск биения тестового вала определяется на расстоянии/(тестовая длина) от положения зажима, например, с помощью циферблатного индикатора, и сравнивается с соответствующим тестовым значением.
|
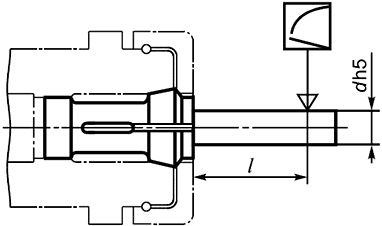
Рисунок D.5 - Тестовый вал
Таблица D.4 - Позволительные допуски биения для цанг
Диаметр зажима, мм | Тестовая длина l, мм | Позволительные допуски биения, мм |
Больше чем 1,6 до 3 | 10 | 0,02 |
Больше чем 3 до 6 | 16 | 0,02 |
Больше чем 6 до 10 | 25 | 0,02 |
Больше чем 10 до 18 | 40 | 0,03 |
D.5.3 Вставки для абразивных инструментов типа 2, 35, 36, 37 (см. [18]) и аналогичные абразивные инструменты
Вставляемая гайка абразивного инструмента должна иметь достаточную площадь для прикосновения к стали задней панели, а наведение на болт должно быть таким, чтобы не возникал изгиб или размыкание вставленных гаек. Конец болта не должен достигать нижней части вставленной гайки и не доходить до абразивного тела. Между болтом и нижней частью гайки/абразивного тела всегда должен быть зазор. См. рисунок D.6.
|
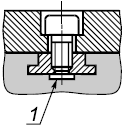
1 - конец болта не должен достигать нижней части гайки
Рисунок D.6 - Правильное расположение гаек и болтов
На рисунках D.7-D.19 показаны различные примеры для удержания абразивных инструментов.
|
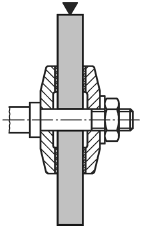
Рисунок D.7
|
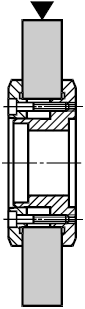
Рисунок D.8
|
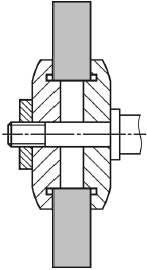
Рисунок D.9
|
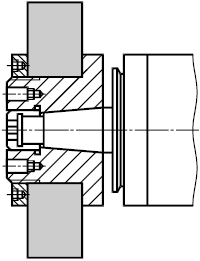
Рисунок D.10
|
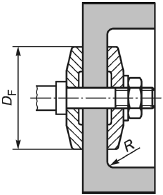
Рисунок D.11
|
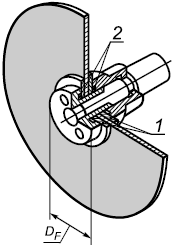
1 - промежуточный слой; 2 - подрез
Рисунок D.12
|
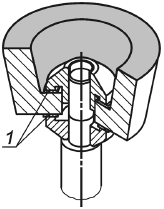
1 - промежуточный слой
Рисунок D.13
|
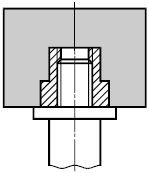
Рисунок D.14
|
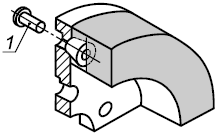
1 - конец болта не должен достигать нижней части гайки
Рисунок D.15
|
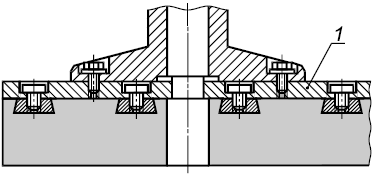
1 - задняя панель
Рисунок D.16
|
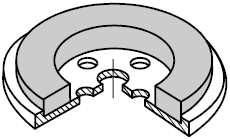
Рисунок D.17
|
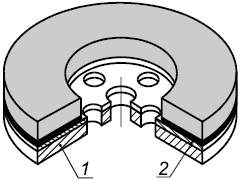
1 - задняя панель; 2 - клей
Рисунок D.18
|
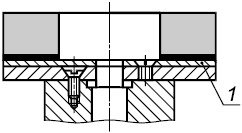
1 - клей
На рисунках D.20 и D.21 показаны примеры сегментированных абразивных инструментов.
Рисунок D.19
|
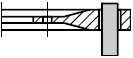
Рисунок D.20
|
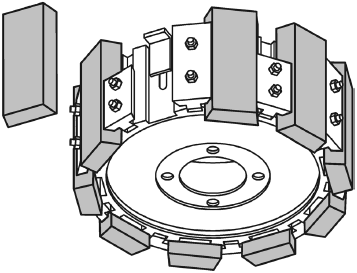
Рисунок D.21
Приложение E
(справочное)
Снижение шума
В следующем списке приведены примеры мер по снижению шума на этапе проектирования. Он не претендует быть исчерпывающим. Производители могут использовать альтернативные меры для управления шумом с одинаковой или большей эффективностью.
Шумы могут быть уменьшены следующим образом:
- предотвращение вибрации. Использование сбалансированных инструментов и достаточная поддержка инструмента, например, с помощью фланцев с высокой жесткостью и большим наружным диаметром;
- предотвращение передачи вибрации. Если невозможно избежать вибрации посредством конструктивных мер, их передача в окружающую среду должна быть уменьшена за счет изоляции вибрационного элемента с помощью виброизоляторов;
- уменьшение шума потока. С помощью звукопоглотителей для газообразных веществ на выходных отверстиях или для релаксационных процессов (например, использование сжатого воздуха для пневматического управления). Использование многоствольных сопел для сжатого воздуха, например, для струйной обработки зажимных приспособлений для инструментов и заготовок;
- предотвращение турбулентности. Аэродинамическое проектирование быстро вращающихся деталей, например, закрытые поверхности, если возможно, предотвращают образование турбулентности и результирующий визг наиболее высоких частот;
- cокращение распространения звука. Звукоизолирующие/поглощающие ограждения уменьшают распространение воздушных шумов от источника шума до окружающей среды. Они могут охватывать либо весь станок, либо индивидуальный источник шума (например, гидравлический блок, зону обработки, приводные двигатели).
Эффективность ограждений будет значительно уменьшена за счет отверстий, например, воздухозаборников или воздуховыпускных отверстий, загрузочных и разгрузочных отверстий.
Распространение звука также может быть уменьшено частичными ограждениями. Шумопоглощающие материалы наносятся на внутренние поверхности ограждений станка вокруг источника шума, например, на внутренних поверхностях станочной обшивки в окружении роликового шпинделя.
Приложение F
(справочное)
Определение уровня шума
F.1 Метод
Общая информация и основные процедуры измерения для определения уровня звукового давления и уровня звуковой мощности на станках приведены в ГОСТ 33972.5.
В качестве коррекции окружающей среды ![]() , уровень звуковой мощности будет определяться с помощью метода отражающей плоскости в соответствии с ГОСТ Р ИСО 3746 или ГОСТ Р ИСО 3744. Уровень звукового давления на рабочих станциях будет определяться в соответствии с ГОСТ ИСО 11201, ГОСТ ИСО 11202 и ГОСТ ИСО 11204. Определение уровня звукового давления будет осуществляться в этом положении в непосредственной близости от станка, которое указано в руководстве по эксплуатации в качестве положения для использования оператором.
, уровень звуковой мощности будет определяться с помощью метода отражающей плоскости в соответствии с ГОСТ Р ИСО 3746 или ГОСТ Р ИСО 3744. Уровень звукового давления на рабочих станциях будет определяться в соответствии с ГОСТ ИСО 11201, ГОСТ ИСО 11202 и ГОСТ ИСО 11204. Определение уровня звукового давления будет осуществляться в этом положении в непосредственной близости от станка, которое указано в руководстве по эксплуатации в качестве положения для использования оператором.
F.2 Условия эксплуатации
Условия эксплуатации для измерения шума еще не определены для шлифовальных станков, рассмотренных в настоящем стандарте. Эти условия будут включены позднее в специальное Приложение к настоящему стандарту. До тех пор, пока эти спецификации не будут доступны, производитель подробно описывает используемые условия эксплуатации, абразивные инструменты и заготовки при декларировании значений шума.
Будет полезно выполнить измерение уровня шума при нескольких типичных условиях эксплуатации. До тех пор, пока не будут доступны соответствующие спецификации в стандартах, измерения, по крайней мере, должны выполняться в режиме "без нагрузки" при следующих условиях:
- максимальная рабочая скорость абразивного инструмента;
- максимально возможная скорость осей;
- максимальные давление или расход охлаждающей жидкости;
- максимальная мощность вентиляторов.
Дополнительно к этому:
- все дополнительные устройства (например, конвейеры для стружки, система охлаждения, гидравлические и смазочные системы) должны быть введены в эксплуатацию во время измерения;
- все защитные устройства, особенно те, которые предназначены для снижения уровня шума и поставляются со станком, должны быть установлены во время измерения и должны находиться в положении "защита".
Для любого определения уровня звукового давления на рабочих станциях и уровня звуковой мощности будут использоваться одинаковые монтажные и рабочие условия.
Примечание - Достижимые значения уровня шума для шлифовальных станков, охватываемых настоящим стандартом, в настоящее время не могут быть заявлены, так как до сих пор нет систематической регистрации, сбора и оценки шумовых деклараций в соответствии с ГОСТ 31327.
Приложение G
(обязательное)
Требования к шлифовальным станкам для обработки материалов, образующих воспламеняющуюся и взрывоопасную пыль
G.1 Устройства для шлифования с охлаждением
Станок должен быть оборудован устройствами для подачи воды или других подходящих СОЖ непосредственно в точку обработки. Размеры контура циркуляции СОЖ должны обеспечивать, чтобы в любой момент времени в точке обработки имелась достаточно СОЖ для обработки металла.
Запуск шлифовального шпинделя должен быть предотвращен, если подача СОЖ не работает должным образом.
В РБР 1 процесс механической обработки должен быть остановлен надлежащим образом, если подача СОЖ является недостаточной.
|
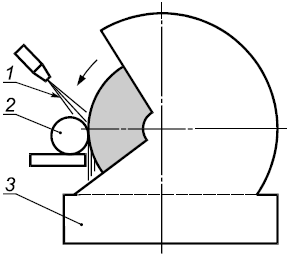
1 - СОЖ;
2 - заготовка; 3 - приемник для скопления
Рисунок G.1 - Процесс шлифования с охлаждением
G.2 Устройства для сухого шлифования с влажным осаждением посредством мгновенного увлажнения
Станок должен быть оборудован устройствами для увлажнения образовавшейся пыли водой или другими подходящими СОЖ непосредственно за точкой шлифования, чтобы там пыль связывалась, осаждалась и собиралась. Габаритные размеры контура циркуляции воды или СОЖ должны обеспечивать достаточное количество жидкости в любое время для влажного осаждения.
Запуск шлифовального шпинделя должен быть предотвращен, если подача СОЖ не работает должным образом.
|
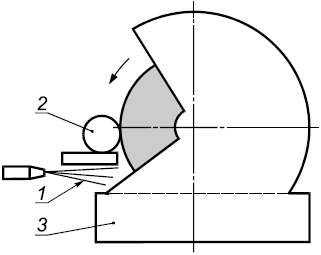
1 - СОЖ;
2 - заготовка; 3 - приемник для скопления
Рисунок G.2 - Сухое шлифование с влажным осаждением посредством мгновенного увлажнения
G.3 Оборудование для сухого шлифования с осаждением с помощью системы сбора влажного типа
Станок должен быть оборудован устройствами для вытяжки полученной сухой шлифовальной пыли непосредственно в точке обработки и с подходящей системой для влажного осаждения извлеченной пыли.
Участок обработки станка должен быть спроектирован и изготовлен таким образом, чтобы предотвратить накопление пыли.
Система сбора влажного типа должна обеспечивать достаточное увлажнение пыли промывочной водой. Пылеулавливание и накопление внутри сборной системы должны быть предотвращены. Аккумуляция опасных смесей водорода/воздуха должна быть предотвращена, даже если система сбора находится в состоянии покоя.
Запуск шлифовального шпинделя должен быть предотвращен, если вытяжка или влажное осаждение не работают должным образом.
Процесс обработки должен быть остановлен надлежащим образом, если вытяжка и осаждение недостаточны.
Во время строительства вытяжных устройств в качестве основы для безопасного захвата и транспортировки шлифовальной пыли следует принять скорость воздуха 20 м/с.
Вентиляторы для вытяжки должны быть размещены на стороне чистого воздуха и должны продолжать работать после остановки шлифовального станка, насколько это необходимо, чтобы избежать осаждения измельчающей пыли в трубопроводе.
|
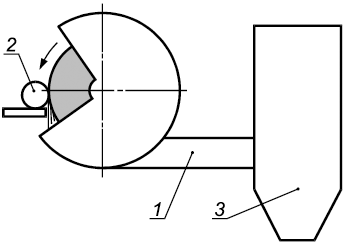
1 - вытяжка; 2 - заготовка; 3 - система сбора влажного типа
Рисунок G.3 - Сухое шлифование с влажным осаждением шлифовальной пыли
Приложение H
(справочное)
Меры по использованию легковоспламеняющихся СОЖ
H.1 Выбор СОЖ с низким уровнем выбросов
СОЖ, содержащие более 15% масла, могут привести к опасности пожара или мгновенного сгорания.
Благодаря выбору СОЖ с низким уровнем выбросов, нерастворимых в воде, образование аэрозолей и паров внутри станка может быть уменьшено. СОЖ с низким уровнем выбросов характеризуются следующими свойствами:
- приготовление на основе минеральных масел с низким уровнем выбросов или синтетических эфиров и/или специальных жидкостей;
- добавление противотуманных добавок.
В таблице H.1 приведены рекомендуемые характеристики для выбора СОЖ с низким уровнем выбросов в зависимости от классов вязкости и процесса обработки.
Таблица H.1 - Характеристики нерастворимых в воде СОЖ
Тенденция | Класс вязкости согласно ISO 3448 [32] | Вязкость при 40°C, мм | Температура воспламенения | Потери на испарение при 250°C (Испаряемость смазок и масел по ASTM D5800 [33]), % | Процесс обработки (Примеры) |
Снижение опасности возгорания и взрыва | ИСО VG 5 | 4,14-5,06 | >120 | <85 | Хонингование, истирание, шлифовка, глубокое бурение, токарная обработка, фрезерование, бурение, нарезание резьбы, накатка резьбы, протяжка |
ИСО VG 7 | 6,12-7,48 | >145 | <80 | ||
ИСО VG 10 | 9-11 | >155 | <60 | ||
ИСО VG IS | 13,5-16,5 | >190 | <25 | ||
ИСО VG 22 | 19,8-24,2 | >200 | <15 | ||
ИСО VG 32 | 28,8-35,2 | >210 | <13 | ||
ИСО VG 46 | 41,4-50,6 | >220 | <11 |
В принципе, рекомендуется выбирать СОЖ с наименьшими потерями испарения и максимальной температурой воспламенения при вязкости, требуемой процессом обработки, которая должна быть как можно выше.
H.2 Огнеупорные лабиринтные уплотнения
Выход пламени в рабочую зону можно полностью предотвратить, используя подходящие лабиринтные уплотнения на дверцах станков. Наилучшие результаты обеспечили лабиринтные уплотнения с несколькими изменениями направления пути пламени и максимальной ширины зазора 2 мм.
Принципы построения огнеупорных лабиринтов:
- сужение зазоров при резком повышении давления во внутреннем пространстве станка;
- ширина зазора в узких точках 2 мм максимум;
- изменение направления потока не менее 2180°;
- регулируемость зазоров;
- неиспользование легковоспламеняющихся материалов;
- направление выхода не к оператору;
- защита точек среза и дробления с помощью соответствующих средств (например, защита кромок).
Лабиринтное уплотнение, показанное на рисунке H.1, функционирует по принципу многократных изменений направления, последовательного соединения и расширения входного пламени.
|
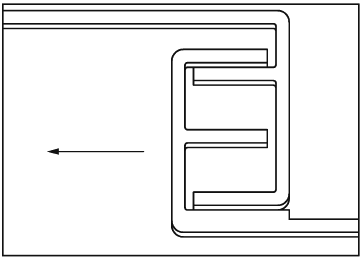
Рисунок Н.1 - Принцип устройства огнеупорного лабиринтного уплотнения
H.3 Предотвращение попадания пламени в систему вытяжки
Использование перегородки перед отверстием вытяжки в сочетании с подходящим пламегасителем на пути вытяжения может предотвратить распространение пламени в (центральную) систему вытяжки.
Пламегаситель, показанный на рисунке H.2, функционирует по принципу многократных изменений направления и расширения входного пламени.
|
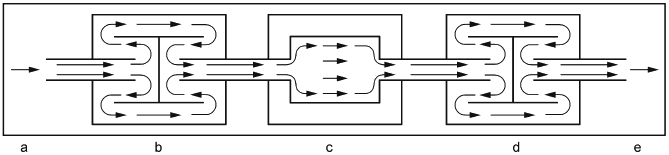
a - приточный воздух; b - изменения направления; c - расширение; d - изменения направления; е - отработанный воздух
Рисунок H.2 - Принцип устройства пламегасителя на пути вытяжения
H.4 Размеры поверхностей сброса давления
В зависимости от сопротивления давлению ограждения рабочей зоны, может быть необходима интеграция устройства для сброса давления для ограничения давления вспышки до неопасной степени и для направления выходящего пламени в безопасное направление (например, устройство сброса давления на верхней части станка).
Необходимость устройства для сброса давления и размер поверхности сброса давления могут быть определены с помощью схемы H.3. Для этого в правом разделе вводится объем ограждения рабочей зоны. От пересечения с линией, представляющей максимально уменьшенное давление вспышки, , в ограждение рабочей зоны, горизонтальная линия сопровождается до пересечения с линией, представляющей статическое ответное давление,
![]() , выбранного устройства сброса давления. Необходимая поверхность сброса давления может быть видна на оси х. Естественные отверстия в корпусе, например, отверстия приточного воздуха, можно принимать во внимание в предположении статического ответного давления 0 мбар.
, выбранного устройства сброса давления. Необходимая поверхность сброса давления может быть видна на оси х. Естественные отверстия в корпусе, например, отверстия приточного воздуха, можно принимать во внимание в предположении статического ответного давления 0 мбар.
|
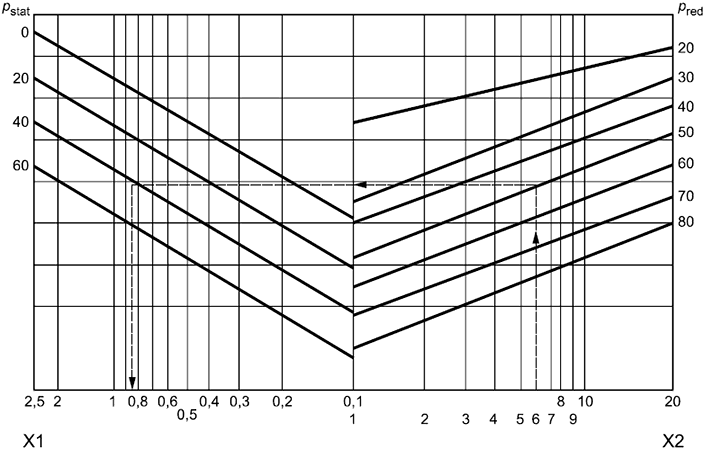
![]() - статическое ответное давление, мбар;
- статическое ответное давление, мбар; - максимально уменьшенное давление вспышки;
Х1 - поверхность сброса давления, м; Х2 - объем ограждения рабочей зоны, м
Рисунок H.3 - Сброс давления взрыва - Нумограмма для оценки требуемой поверхности
Примечание - Рисунок H.3 действителен для степени наполнения 5%.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение ссылочного национального или межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ISО 11201-2016 | IDT | ISО 11201:2010 "Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления шума на рабочем месте и в других установленных местах свободного звукового поля над отражающей поверхностью с пренебрегаемыми поправками на воздействия окружающей среды" |
ГОСТ ISО 11202-2016 | IDT | ISО 11202:2010 "Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках c применением приближенных поправок на воздействие окружающей среды" |
ГОСТ ISО 11204-2016 | IDT | ISО 11204:2010 "Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках с применением точных поправок на воздействие окружающей среды" |
ГОСТ ISО 12100-2013 | IDT | ISО 12100:2010 "Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков" |
IDT | EN 13218:2002 "Станки металлообрабатывающие. Безопасность. Стационарные шлифовальные станки" | |
ГОСТ ISО 13849-1-2014 | IDT | ISО 13849-1:2006 "Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы проектирования" |
ГОСТ ISО 13857-2012 | IDT | ISО 13857:2008 "Безопасность машин. Безопасные расстояния для обеспечения недоступности опасных зон для верхних и нижних конечностей" |
ГОСТ 30691-2001 | MOD | ISО 4871:1996 "Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка" |
ГОСТ 30804.6.2-2013 | MOD | IEC 61000-6-2(2005) "Электромагнитная совместимость. Часть 6-2. Общие стандарты. Помехоустойчивость оборудования, используемого в районах с промышленными предприятиями" |
ГОСТ 31438.1-2011 | MOD | EN 1127-1:2007 "Взрывоопасные атмосферы. Предотвращение и защита от взрыва. Часть 1. Основополагающая концепция и методология" |
ГОСТ 32406-2013 | NEQ | EN 13236:2010 "Инструменты абразивные с алмазом или нитридом бора. Требования безопасности" |
ГОСТ 33972.5-2016 | MOD | ISО 230-5:2000 "Нормы и правила испытаний станков. Часть 5. Определение уровня шума" |
IDT | IEC 60825-1(2007) "Безопасность лазерных устройств. Часть 1. Классификация и требования к аппаратуре" | |
IDT | IEC 61000-6-4(2011) "Электромагнитная совместимость. Часть 6-4. Общие стандарты. Стандарт на излучение для окружающей среды промышленных предприятий" | |
IDT | IEC 61029-2-10(1998) "Инструменты передвижные с электроприводом. Безопасность. Часть 2-10. Частные требования к отрезным шлифовальным станкам" | |
IDT | ISO 13855:2002 "Безопасность машин. Позиционирование защитного оборудования с учетом скорости сближения частей человеческого тела" | |
ГОСТ 16519-2006 | MOD | ISO 20643:2005 "Вибрация механическая. Ручные машины и машины с ручным приводом. Принципы оценивания вибрационной эмиссии" |
IDT | IEC 60204-1:2005 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования" | |
IDT | ISO 11161:2007 "Безопасность машин и механизмов. Интегрированные производственные системы. Основные требования" | |
IDT | ISO 6385:2016 "Эргономические принципы проектирования рабочих систем" | |
IDT | ISO 15534-1:2000 "Эргономическое проектирование для безопасности машин и механизмов. Часть 1. Принципы определения размеров проемов для доступа в машину всего тела" | |
IDT | ISO 15534-2:2000 "Эргономическое проектирование для безопасности машин и механизмов. Часть 2. Принципы определения размеров отверстий, необходимых для доступа" | |
IDT | ISO 9355-1 "Эргономические требования к конструкции дисплеев и органов управления. Часть 1. Взаимодействие пользователя с дисплеями и органами управления" | |
IDT | ISO 9355-2 "Эргономические требования к конструкции дисплеев и органов управления. Часть 2. Дисплеи" | |
IDT | ISO 9355-3 "Эргономические требования к конструкции дисплеев и органов управления. Часть 3. Органы управления" | |
IDT | EN 1005-1 "Машины. Безопасность. Физические характеристики человека. Часть 1. Термины и определения" | |
IDT | EN 1005-3 "Безопасность машин. Физические характеристики человека. Часть 3. Рекомендуемые предельные значения усилий для функционирования машин" | |
IDT | EN 614-1:1995 "Безопасность машин и механизмов. Эргономические принципы проектирования. Часть 1. Терминология и общие принципы" | |
IDT | ISO 9241-1:1997 "Эргономические требования, связанные с использованием дисплеев для учрежденческих работ" | |
IDT | ISO 9241-7:1998 "Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 7. Требования к дисплеям при наличии отражений" | |
IDT | ISO 9241-8:1997 "Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 8. Требования к отображаемым цветам" | |
IDT | IEC 62061:2005 "Безопасность оборудования. Функциональная безопасность систем управления электрических, электронных и программируемых электронных, связанных с безопасностью" | |
IDT | IEC 61800-5-2:2007 "Системы силовых электрических приводов с регулируемой скоростью. Часть 5-2. Требования к функциональной безопасности" | |
IDT | ISO 14122-1:2001 "Безопасность машин. Средства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями" | |
IDT | ISO 14122-2:2001 "Безопасность машин. Средства доступа к машинам стационарные. Часть 2. Рабочие площадки и проходы" | |
IDT | ISO 14122-3:2001 "Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила" | |
IDT | ISO 14122-4:2004 "Безопасность машин. Средства доступа к машинам стационарные. Часть 4. Лестницы вертикальные" | |
IDT | ISO 3746:2010 "Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения" | |
IDT | ISO 3744:2010 "Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума с использованием звукового давления. Технические методы в условиях свободного звукового поля над отражающей поверхностью" | |
IDT | ISO 2553:2013 "Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения" | |
IDT | ISO 9606-1:2012 "Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали" | |
ГОСТ Р 53688-2009 | MOD | ISO 9606-2:2004 "Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы" |
IDT | ISO 15607:2003 "Технические требования и аттестация процедур сварки металлических материалов. Общие правила" | |
IDT | ISO 3834-1:2005 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований" | |
IDT | ISO 5817:2003 "Сварка. Сварные швы при сварке плавлением стали, никеля, титана и их сплавов (кроме лучевой сварки). Уровни качества в зависимости дефектов шва" | |
ГОСТ 31327-2006 | MOD | ISO 11689:1996 "Акустика. Методика сравнения данных о шуме, создаваемом машинами и оборудованием" |
ГОСТ 4333-2014 | MOD | ISO 2592:2000 "Нефть и нефтепродукты. Определение температур вспышки и воспламенения в открытом тигле Кливленда" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Приложение ДБ
(справочное)
Обоснование причин основных технических отклонений в тексте применяемого международного стандарта
Нижеприведенные исключения касаются только тех отдельных положений в базовом международном стандарте ИСО 16089, в которых изложена дополнительная подробная справочная информация о типах, классификации, конструкции отдельных групп шлифовальных стационарных станков и их узлов, а также рекомендации.
В частности:
В разделе 1 "Область применения" исключены примечания:
Примечание 1 - Подробную информацию о группах шлифовальных станков см. в определениях в 3.1 и 3.4.
Примечание 2 - Требования в настоящем стандарте, как правило, применимы ко всем группам шлифовальных станков. Если требования применимы только к некоторой специальной группе шлифовальных станков, то специальная группа шлифовального станка обозначена.
В разделе 2 "Нормативные ссылки" ссылочные МС заменены на идентичные и модифицированные межгосударственные стандарты. Часть международных и региональных стандартов приведены как справочные в разделе "Библиография".
В разделе 3 "Термины и определения" введены 2 определения в части понятия риска в связи с включением отдельных положений ГОСТ 33938 по определению степени риска.
Исключены приложения:
Приложение I (справочное) Примеры интеграции систем вытяжки и пожаротушения при использовании легковоспламеняющихся СОЖ.
Приложение J (справочное) Функциональная безопасность - Пример контроля скорости вращения шлифовального шпинделя.
Приложение K (справочное) РБР 3 (дополнительный специальный режим для ручного вмешательства в условиях ограниченной эксплуатации) - Примеры.
Библиография
[1] | IEC 61029-2-4 | Safety of transportable motor-operated electric tools; part 2. particular requirements for bench grinders (Инструменты передвижные с электроприводом. Безопасность. Часть 2: Частные требования к настольным заточным станкам) |
[2] | ISO 14120 | Safety of machinery - Guards - General requirements for the design and construction of fixed and movable guards (Безопасность машин. Защитные ограждения. Общие требования к проектированию и конструированию стационарных и съемных защитных ограждений) |
[3] | ISO 14119 | Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства для ограждений. Принципы конструкции и выбора) |
[4] | ISO 14118 | Safety of machinery. Prevention of unexpected start-up (Безопасность машин. Предупреждение неожиданных пусков) |
[5] | ISO 13856-2 | Safety of machinery - Pressure-sensitive protective devices - Part 2: General principles for design and testing of pressure-sensitive edges and pressure-sensitive bars (Безопасность машин. Сенсорные защитные устройства. Часть 2. Общие принципы расчета и испытания сенсорных кромок и штанг) |
[6] | ISO 10218-1 | Robots and robotic devices - Safety requirements for industrial robots - Part 1: Robots (Роботы манипуляционные промышленные. Требования к технике безопасности. Часть 1. Роботы) |
[7] | ISO 13854 | Safety of machinery - Minimum gaps to avoid crushing of parts of the human body (Безопасность машин. Минимальные расстояния, предохраняющие части тела человека от повреждений) |
[8] | ISO/TR 11688-1 | Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование) |
[9] | CR 1030-1 | Hand-arm vibration - Guidelines for vibration hazards reduction - Part 1: Engineering methods by design of machinery (Локальная вибрация - Рекомендации для сокращения опасностей вибрации - Часть 1: Технические методы с применением дизайна машинного оборудования) |
[10] | EN 12198-2 | Safety of machinery - Assessment and reduction of risks arising from radiation emitted by machinery - Part 2: Radiation emission measurement procedure (Безопасность машин. Оценка и снижение риска, возникающего при излучении от машин. Часть 2. Методика измерения возникающего излучения) |
[11] | EN 12198-3 | Safety of machinery - Assessment and reduction of risks arising from radiation emitted by machinery - Part 3: Reduction of radiation by attenuation or screening (Безопасность машин. Оценка и снижение риска, возникающего при излучении от машин. Часть 3. Уменьшение излучения методом затухания или экранирования) |
[12] | EN 894-2 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 2: Displays (Безопасность машин. Эргономические требования к конструкции дисплеев и органам обслуживания. Часть 2. Дисплеи) |
[13] | EN 894-4 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 4: Location and arrangement of displays and control actuators (Безопасность машин. Эргономические требования к конструктивному исполнению дисплеев и органов управления. Часть 4. Место размещения и систематизация дисплеев и органов управления) |
[14] | ISO 4413 | Hydraulic fuid power - General rules and safety requirements for systems and their components (Гидравлика. Общие правила и требования безопасности, касающиеся систем и их компонентов) |
[15] | ISO 4414 | Pneumatic fuid power - General rules and safety requirements for systems and their components (Пневматика. Общие правила и требования безопасности, касающиеся систем и их компонентов) |
[16] | ISO 447 | Machine tools; Direction of operation of controls (Станки. Направление действия органов управления) |
[17] | ISO 13850 | Safety of machinery - Emergency stop function - Principles for design (Безопасность машин. Аварийный останов. Принципы проектирования) |
[18] | EN 12413 | Safety requirements for bonded abrasive products (Требования безопасности для абразивных продуктов, хранящихся на таможенных складах) |
[19] | EN 12096 | Mechanical vibration - Declaration and verification of vibration emission values (Вибрация механическая. Объявление и проверка значений вибрационной эмиссии) |
[20] | ISO 3574 | Cold-reduced carbon steel sheet of commercial and drawing qualities (Сталь углеродистая листовая, обжатая в холодном состоянии, торгового качества и для вытяжки) |
[21] | ISO 4997 | Cold-reduced carbon steel sheet of structural quality (Сталь тонколистовая углеродистая конструкционная, обжатая в холодном состоянии) |
[22] | ISO 6316 | Hot-rolled steel strip of structural quality (Полосы горячекатаные углеродистой стали конструкционного качества) |
[23] | ISO 1052 | Steels for general engineering purposes (Сталь конструкционная общего назначения) |
[24] | ISO 3755 | Cast carbon steels for general engineering purposes (Стали углеродистые литые для общего машиностроения) |
[25] | ISO 1083 | Spheroidal graphite cast irons - Classification (Чугун с шаровидным графитом. Классификация) |
[26] | ISO 6361-2 | Wrought aluminium and aluminium alloys - Sheets, strips and plates - Part 2: Mechanical properties (Алюминий и алюминиевые сплавы деформируемые. Листы, ленты и плиты. Часть 2. Механические свойства) |
[27] | ISO 3522 | Aluminium and aluminium alloys - Castings - Chemical composition and mechanical properties (Алюминий и алюминиевые сплавы. Отливки. Химический состав и механические свойства) |
[28] | ISO 9444 | Continuously hot-rolled stainless steel strip, plate/sheet and cut lengths. Tolerances on dimensions and form (Сталь полосовая, толсто- и тонколистовая и в мерных длинах нержавеющая, изготовленная методом непрерывной горячей прокатки. Допуски на размеры и форму) |
[29] | ISO 525 | Bonded abrasive products - General requirements (Абразивная продукция на связке. Общие требования) |
[30] | ISO 6104 | Superabrasive products - Rotating grinding tools with diamond or cubic boron nitride - General survey, designation and multilingual nomenclature (Изделия суперабразивные. Шлифовальные круги и пилы алмазные или из кубического нитрида бора. Общий обзор, обозначение и многоязычная номенклатура) |
[31] | ISO 666 | Machine tools - Mounting of grinding wheels by means of hub fanges (Станки. Крепление шлифовальных кругов посредством втулочных фланцев) |
[32] | ISO 3448 | Industrial liquid lubricants; ISO vicosity classification (Материалы смазочные жидкие индустриальные. Классификация ISO по вязкости) |
[33] | ASTM D5800 | Standard Test Method for Evaporation Loss of Lubricating Oils by the Noack Method (Смазочные масла. Стандартный метод определения потерь на испарение методом Hоака) |
УДК 621.9.02 - 434.5.006.354 | ОКС 25.080.01 | MOD | |
Ключевые слова: металлорежущие станки, шлифовальные станки, допустимый уровень опасности, риски | |||
Электронный текст документа
и сверен по:
, 2020
