ГОСТ Р ИСО 5817-2009
Группа Т51
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка
СВАРНЫЕ СОЕДИНЕНИЯ ИЗ СТАЛИ, НИКЕЛЯ, ТИТАНА И ИХ СПЛАВОВ, ПОЛУЧЕННЫЕ СВАРКОЙ ПЛАВЛЕНИЕМ (ИСКЛЮЧАЯ ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ)
Уровни качества
Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels for imperfections
ОКС 25.160.01
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1075-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 5817:2003* "Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества" (ISO 5817:2003 "Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections" с технической поправкой ISO 5817:2003/Cor. 1:2006).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт предназначен для использования в качестве справочного материала по правилам разработки чертежей и/или других стандартов. Он содержит упрощенный выбор дефектов дуговой сварки на основе обозначений, приведенных в стандарте ИСО 6520-1.
Некоторые дефекты, описанные в стандарте ИСО 6520-1, были использованы напрямую, а некоторые - сгруппированы. Была использована базовая справочная система нумерации из стандарта ИСО 6520-1.
Целью данного стандарта является определение размеров типичных дефектов, появление которых можно ожидать при обычном производстве. Стандарт может использоваться в системе качества при производстве сварных соединений. Он обеспечивает три набора размерных величин, из которых может быть сделан выбор для конкретного применения. Уровень качества, необходимый в каждом случае, должен быть определен применением стандарта или ответственным конструктором в сотрудничестве с производителем, пользователем и/или другой заинтересованной стороной. Уровень качества, таким образом, может быть задан перед началом производства, предпочтительно на стадии рассмотрения или иной стадии. Для особых целей могут быть определены дополнительные детали.
Уровни качества, приведенные в данном стандарте, обеспечивают базовую справочную информацию и не относятся специально к какому-либо конкретному применению. Они относятся к типам сварных соединений в производстве, а не к законченному продукту или компоненту, как таковому. Возможно, однако, что различные уровни качества применяются к отдельным сварным соединениям в одном продукте или компоненте.
Естественно предполагать, что пределы размеров дефектов для конкретного сварного соединения могут полностью покрываться указанным уровнем качества. В некоторых случаях может быть необходимо указывать различные уровни качества для различных дефектов в одном сварном соединении.
Выбор уровня качества для какого-либо применения должен учитывать соображения проектирования, последующую обработку (например, покрытие), режим воздействия нагрузок (например, статический, динамический), условия эксплуатации (например, температура, окружающая среда) и последствия отказа. Экономические факторы также важны и должны включать не только стоимость сварки, но и стоимость освидетельствования, испытаний и ремонта.
Хотя данный стандарт включает в себя типы дефектов, существенные для технологий дуговой сварки, приведенных в разделе 1, следует учитывать только те, которые применимы к рассматриваемой технологии и применению.
Дефекты приводятся согласно их фактическим размерам, и их выявление и оценка могут потребовать использования одного или нескольких методов неразрушающих испытаний. Выявление и определение размеров дефектов зависит от методов проверки и пределов проверки, указанных в применяемом стандарте или контракте.
Данный стандарт не касается методов, используемых для выявления дефектов. Однако стандарт ИСО 17635 содержит взаимосвязь между уровнем качества и уровнем приемки для различных НМК (NDT - non-destructive tests - неразрушающие методы контроля).
Данный стандарт напрямую применим для визуального осмотра сварных швов и не включает подробностей рекомендуемых методов выявления или определения размеров иными неразрушающими средствами. Следует учитывать, что существуют сложности в использовании данных пределов для установления соответствующих критериев, применимых к неразрушающим методам испытаний, таких как ультразвуковые, рентгенографические и проникающие испытания, и они могут быть дополнены требованиями для освидетельствования, испытания и проверки.
Величины, приведенные для дефектов, относятся к сварным швам, произведенным с использованием обычной сварочной технологии. Требование для меньших величин (более строгие), установленные в уровне качества В, могут включать дополнительные производственные процессы, например шлифовку, дуговую обработку в среде инертного газа.
1 Область применения
Настоящий стандарт устанавливает уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку), и допустимые дефекты для всех видов сталей, никеля, титана и их сплавах. Он применяется для материалов толщиной более 0,5 мм. Стандарт охватывает стыковые сварные швы с полным проплавлением основного металла и все виды угловых сварных швов. Принципы настоящего стандарта могут быть также применены к стыковым сварным швам с частичным проплавлением основного металла.
Уровни качества для стальных сварных соединений, полученных лучевым способом сварки, представлены в стандарте ИСО 13919-1.
Чтобы обеспечить применение стандарта во многих областях сварочного производства, устанавливаются три уровня качества. Они обозначаются символами В, С и D. Уровень качества В соответствует самым высоким требованиям к готовому сварному шву. Уровни качества относятся к качеству работ, а не к соответствию цели назначения (см. пункт 3.2) произведенного продукта.
Настоящий стандарт применяется к:
- нелегированным и легированным сталям;
- никелю и никелевым сплавам;
- титану и титановым сплавам;
- ручной, механизированной и автоматической сварке;
- всем положениям при сварке;
- всем типам сварных швов, например стыковым швам, угловым швам и патрубковым соединениям;
- указанным ниже процессам сварки и их определенным технологическим вариантам согласно стандарту ИСО 4063:
11 - дуговая сварка плавящимся электродом без газовой защиты;
12 - дуговая сварка под флюсом;
13 - дуговая сварка в защитном газе плавящимся электродом;
14 - дуговая сварка в защитном газе неплавящимся электродом;
15 - плазменная сварка;
31 - газовая сварка с применением кислорода (только для сталей)
Металлургические аспекты, например величина зерна, твердость, настоящим стандартом не охватываются.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие международные стандарты. Для датированных ссылок последующие поправки или изменения любых из этих публикаций действительны для настоящего стандарта только после введения поправок и изменений к нему. Для недатированных ссылок применяется последнее издание приведенного стандарта (включая изменения).
ИСО 2553 Соединения сварные и паяные твердым и мягким припоем. Условные обозначения на чертежах
ИСО 4063 Сварка и родственные процессы. Перечень и условное обозначение процессов
ИСО 6520-1:1998 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
ИСО 13919-1 Сварка. Сварные соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1: Сталь.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 уровень качества (quality level): Описание качества сварного шва на основе типа, размера и количества отобранных дефектов.
3.2 соответствие назначению (fitness-for-purpose): Способность изделия, процесса или услуги соответствовать определенному назначению при заданных условиях.
3.3 короткие дефекты (short imperfections): В случаях, когда сварной шов имеет длину 100 мм или более, дефекты считаются короткими дефектами, если на 100-миллиметровом участке, содержащем наибольшее количество дефектов, их суммарная длина не более 25 мм.
В случаях, когда сварной шов короче 100 мм, дефекты считаются короткими дефектами, если их суммарная длина не более 25% длины шва.
3.4 систематический дефект (systematic imperfection): Дефекты, которые циклически распределены по длине проверяемого сварного шва, размер одиночного дефекта не должен превышать определенных пределов.
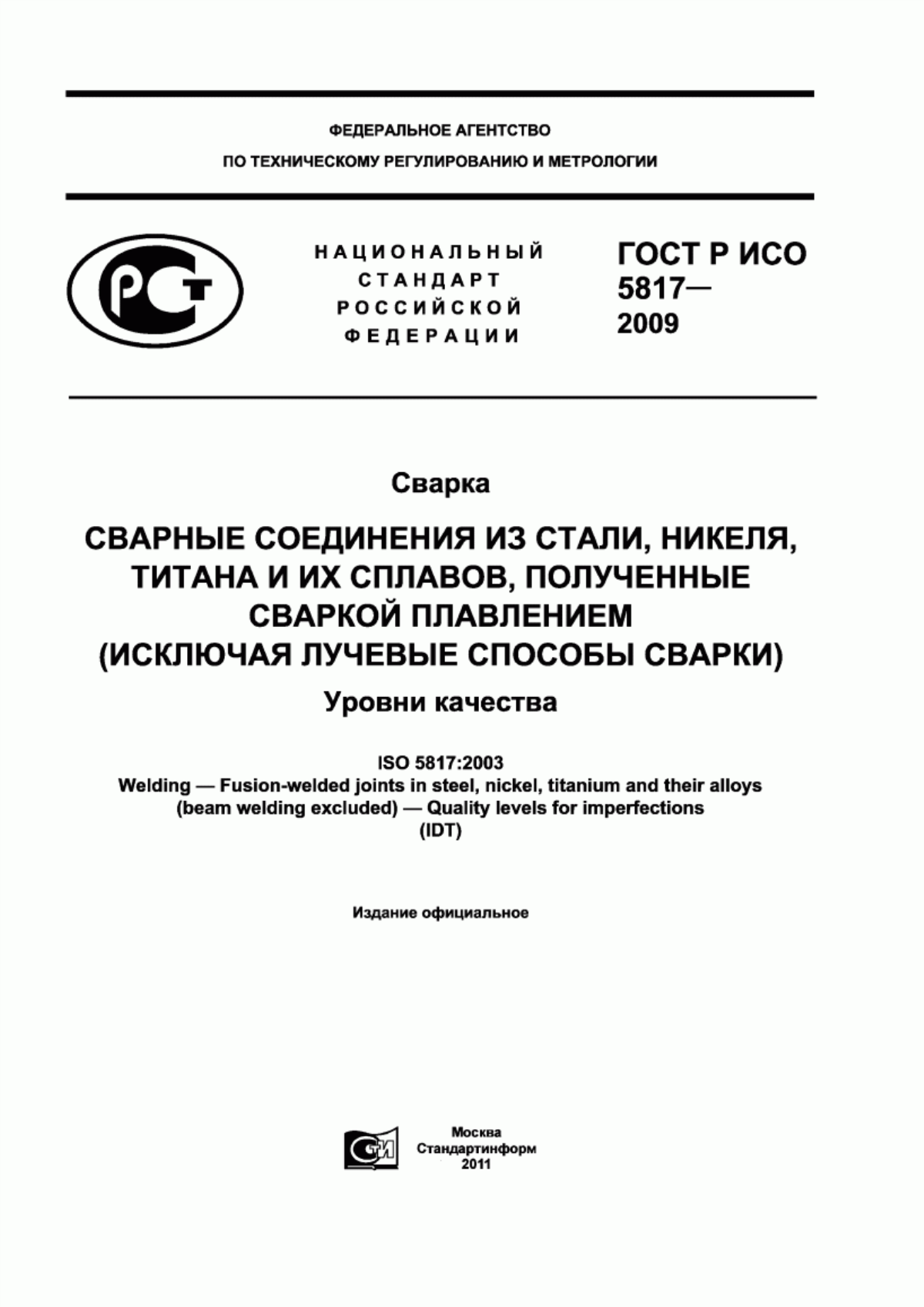
3.5 площадь проекции (projected area): Площадь, на которой дефекты, распределенные по объему сварного шва, при анализе представляются распределенными на плоскости.
Примечание - В отличии от площади поперечного сечения, распространенность дефектов зависит от толщины просвечиваемого рентгеном сварного шва (см. рисунок 1).
3.6 площадь поперечного сечения (cross-sectional area): Площадь, которую нужно рассматривать после разрушения или разрезания.
1 - направление рентгеновского излучения; 2 - элемент объема с 4 порами; 3 - шестислойная толщина; 4 - трехслойная толщина; 5 - двухслойная толщина; 6 - однослойная толщина
Рисунок 1 - Рентгенографические пленки образцов с идентичной распространенностью пор на единицу объема
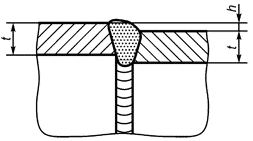
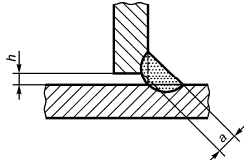
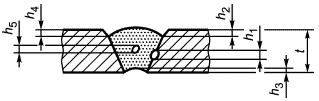
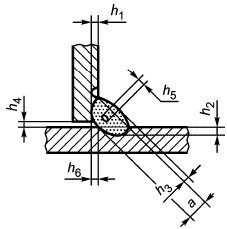
4 Условные обозначения
В таблице 1 применены следующие условные обозначения:
- номинальная толщина углового сварного шва (см. ИСО 2553);
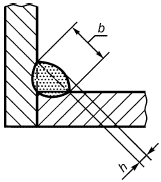
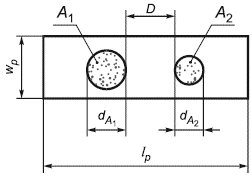
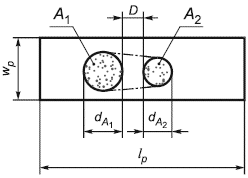
- область, охватывающая газовую пору;
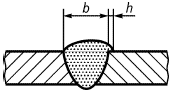
- ширина усиления сварного шва;
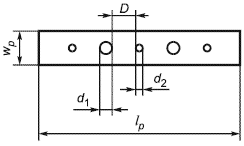
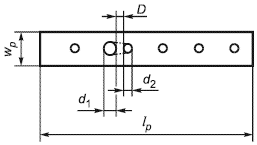
- диаметр газовой поры;
- диаметр области, охватывающей газовую пору;
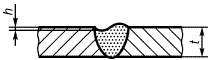
- высота или ширина дефекта;
- длина дефекта вдоль направления сварного шва;
- длина площади проекции или поперечного сечения;
- номинальная толщина стыкового сварного шва (см. ИСО 2553);
- толщина стенки или полки (номинальный размер);
- ширина сварного шва или ширина или высота площади поперечного сечения;
- величина катета углового сварного шва (см. ИСО 2553);
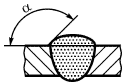
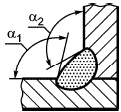
- угол в месте перехода основного металла и сварного шва;
- угол углового смещения.
5 Оценка уровня дефектности сварных швов
Ограничения на дефекты приведены в таблице 1.
Если для выявления дефектов применяются микроисследования, то должны рассматриваться только те дефекты, которые могут быть выявлены не более чем с десятикратным увеличением. Исключением являются микроскопические несплавления (см. таблицу 1, подпункт 1.5) и микротрещины (см. таблицу 1, подпункт 2.2).
Систематические дефекты разрешаются только для уровня качества D при условии выполнения прочих требований, указанных в таблице 1.
Сварное соединение необходимо оценивать по каждому конкретному типу дефектов отдельно (см. таблицу 1, подпункты 1.1-3.2).
Различные виды дефектов, имеющиеся в каком-нибудь поперечном сечении сварного соединения, требуют отдельного рассмотрения (см. множественные дефекты в таблице 1, 4.1).
Ограничения на множественные дефекты применимы только в случаях, когда не превышаются требования к единичным дефектам.
Любые два смежных дефекта, удаленные на расстояние, меньшее чем больший размер меньшего дефекта, должны рассматриваться как единый дефект.
Таблица 1 - Ограничения на дефекты
Номер пункта | Обозна- | Вид дефекта | Пояснения |
| Ограничения на дефекты для различных уровней качества | ||
D | С | В | |||||
1 Поверхностные дефекты | |||||||
1.1 | 100 | Трещина | - |
| Не допускаются | Не допускаются | Не допускаются |
1.2 | 104 | Кратерная трещина | |||||
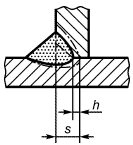
1.3 | 2017 | Поверхностная пора | Максимальный размер единичной поры для: - стыковых сварных швов - угловых сварных швов | От 0,5 до 3 |
| ||
Максимальные размеры единичной поры для: - стыковых сварных швов - угловых сварных швов |
|
|
| ||||
1.4 | 2025 | Кратерная раковина в конце шва |
| От 0,5 до 3 |
| Не допускается | |
|
|
| |||||
1.5 | 401 | Отсутствие сплавления (несплавление) | - |
| Не допускается | Не допускается | |
Микроскопическое несплавление | Определяется только при микроскопическом исследовании | Допускается | Допускается | ||||
1.6 | 4021 | Неполное проплавление в корне шва | Только для одной стороны стыкового сварного шва
| Короткие дефекты: | Не допускается | ||
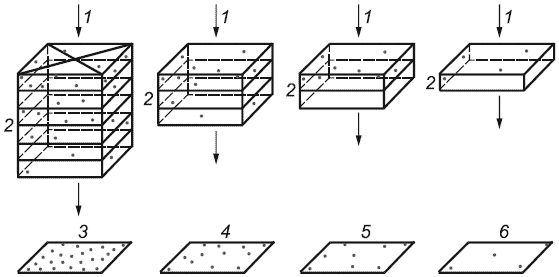
1.7 | 5011 5012 | Непрерывный подрез Прерывистый подрез | Требуется плавный переход. Не рассматривается как систематический дефект | От 0,5 до 3 | Короткие дефекты: | Короткие дефекты: | Не допускаются |
|
|
|
|
| |||
1.8 | 5013 | Подрез корня шва | Требуется плавный переход | От 0,5 до 3 |
|
| Не допускается |
|
| Короткие дефекты: | Короткие дефекты: | Короткие дефекты: | |||
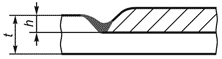
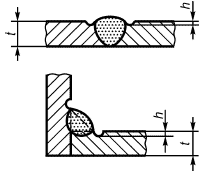
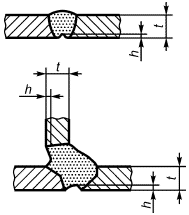
1.9 | 502 | Выпуклость шва (стыковой сварной шов) | Требуется плавный переход
|
|
|
|
|
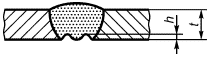
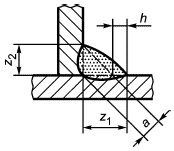
1.10 | 503 | Выпуклость шва (угловой шов) |
|
|
|
|
|
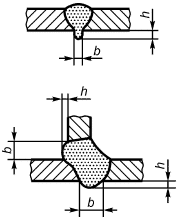
1.11 | 504 | Выпуклость со стороны корня шва |
| От 0,5 до 3 |
|
|
|
|
|
|
| ||||
1.12 | 505 | Неправильная геометрия кромки лицевой поверхности шва | Стыковые швы
|
|
|
|
|
Угловые швы
|
|
|
| ||||
1.13 | 506 | Натек |
|
| Не допускается | Не допускаются | |
1.14 | 509 511 | Протек Неполное заплавление подготовленных кромок | Требуется плавный переход
| От 0,5 до 3 | Короткие дефекты: | Короткие дефекты: | |
| Короткие дефекты: | Короткие дефекты: | Короткие дефекты: | ||||
1.15 | 510 | Прожог | - |
| Не допускается | Не допускается | Не допускается |
1.16 | 512 | Несимметричность углового шва (существенное неравенство катетов шва) | Для случаев, когда асимметрия углового шва не оговорена
|
|
|
|
|
1.17 | 515 | Вогнутость обратной стороны шва | Требуется плавный переход | От 0,5 до 3 |
| Короткие дефекты | Не допускается |
|
| Короткие дефекты | Короткие дефекты | Короткие дефекты | |||
1.18 | 516 | Пористость в корне шва | Пористая структура в корне сварного шва из-за выделения газа из металла шва в момент кристаллизации (например, недостаточная газовая защита нижней части шва) |
| Допускается локально | Не допускается | Не допускается |
1.19 | 517 | Плохое повторное возбуждение дуги | - |
| Допускается. Допустимые пределы зависят от типа дефекта, возникшего из-за рестарта | Не допускается | Не допускается |
1.20 | 5213 | Недостаточная толщина шва | Не применимо к процессам, обеспечивающим большую глубину проплавления | От 0,5 до 3 | Короткие дефекты | Короткие дефекты | |
|
| Короткие дефекты | Короткие дефекты | ||||
1.21 | 5214 | Чрезмерная толщина шва | Фактическая толщина горловины углового шва слишком велика
|
| Не ограничивается |
|
|
1.22 | 601 | Разбрызгивание металла | - | Допускается, если это не влияет на свойства основного металла | Не допускается | Не допускается | |
1.23 | 602 | Брызги металла | - | Допустимость зависит от применения, например от материала, защиты от коррозии | |||
2 Внутренние дефекты | |||||||
2.1 | 100 | Трещины | Все типы трещин, кроме микротрещин и кратерных трещин |
| Не допускаются | Не допускаются | Не допускаются |
2.2 | 1001 | Микротрещины | Трещина, обычно видимая только под микроскопом (50 | Допускаются | Допустимость зависит от вида основного металла и его трещиностойкости | ||
2.3 | 2011 2012 | Газовая пора Равномерно распределенная пористость | Должны выполняться следующие условия и ограничения для дефектов, (см. также приложение А для информации) | ||||
Максимальный размер дефектной области (в том числе систематических дефектов) по отношению к площади проекции. Примечание - Пористость в площади проекции зависит от числа слоев (объема сварного шва) | Для одного слоя: Для нескольких слоев: | Для одного слоя: Для нескольких слоев: | Для одного слоя: Для нескольких слоев: | ||||
Максимальный размер площади поперечного сечения дефектной области (в том числе систематических дефектов) по отношению к площади среза (применимо только для испытаний продукции, сварочного оборудования или технологии) |
|
|
| ||||
Максимальный размер единичной поры для: - стыковых сварных швов - угловых сварных швов |
|
|
| ||||
2.4 | 2013 | Кластерная (локализованная) пористость | Случай 1 (
Сумма различных областей с порами Справочная длина для Если |
| |||
2.4 | 2013 | Кластерная (локализованная) пористость | Должны выполняться следующие условия и ограничения для дефектов (см. также приложение А для информации) | ||||
а) Максимальный размер суммы площадей проекций дефектов (с учетом систематических дефектов) |
|
|
|
| |||
b) Максимальный размер единичной поры для: - стыковых сварных швов; - угловых сварных швов; |
|
|
| ||||
2.5 | 2014 | Линейная пористость | Случай 1 (
Сумма различных областей пор, расположенных в оцениваемой зоне
Если Следующие условия по размерам и ограничения на дефекты должны быть выполнены (см. также приложение А). |
| |||
Максимальный размер области дефектов (включая систематические дефекты), расположенных в площади проекции. Примечание - Пористость в площади проекции зависит от числа слоев (объема сварного шва). | - Для одного слоя: - Для многослойных: | - Для одного слоя: - Для многослойных: | - Для одного слоя: - Для многослойных: | ||||
Максимальный размер площади поперечного сечения области дефектов (в том числе систематических дефектов), расположенных на поверхности разрушения (применимо только к испытаниям продукции, сварочного оборудования или технологий) |
|
|
| ||||
Максимальный размер единичной поры для: - стыковых сварных швов - угловых сварных швов |
|
|
| ||||
2.6 | 2015 2016 | Удлиненная каверна. Червеобразная каверна | Стыковые сварные швы |
|
|
|
|
Угловые сварные швы |
|
|
| ||||
2.7 | 202 | Усадочная раковина | - | Короткие дефекты допускаются, но не нарушающие поверхность: - стыковой шов - угловой шов | Не допускаются | Не допускаются | |
2.8 | 2024 | Кратерная усадочная раковина |
Необходимо измерить большую величину | От 0,5 до 3 |
| ||
2.9 | 300 301 302 303 | Твердые включения. Шлаковые включения. Включения флюса. Оксидные включения | Стыковые сварные швы |
|
|
|
|
Угловые сварные швы |
|
|
| ||||
2.10 | 304 | Металлические включения, кроме медных | Стыковые сварные швы |
|
|
|
|
Угловые сварные швы |
|
|
| ||||
2.11 | 3042 | Включения меди | - | Не допускаются | Не допускаются | Не допускаются | |
2.12 | 401 4011 4012 4013 | Несплавление (неполное сплавление). Несплавление с кромкой разделки Несплавление между слоями Несплавление в корне шва |
| Короткие дефекты допускаются: - стыковые швы - угловые швы | |||
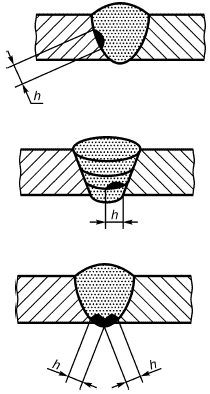
2.13 | 402 | Неполное проплавление |
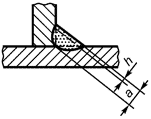
Т-образное соединение (угловой шов) |
| Короткие дефекты: | Не допускается | Не допускается |
Т-образное соединение (частичное проплавление)
Стыковой шов (частичное проплавление) |
| Короткие дефекты: - стыковой шов: - Т-образное соединение: | Короткие дефекты: - стыковой шов: - Т-образное соединение: | ||||
Стыковой шов (частичное проплавление) | Короткие дефекты - стыковой шов: | Не допускается | |||||
3 Дефекты в геометрии шва | |||||||
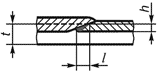
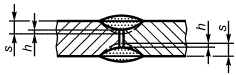
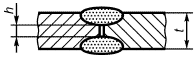
3.1 | 507 | Линейное смещение | Ограничения на отклонения от правильного положения. Если не определено иное, правильным считается положение, когда центральные линии совпадают (см. также параграф 1) - | От 0,5 до 3 |
|
|
|
|
|
|
|
| |||
|
|
|
|
| |||
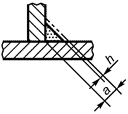
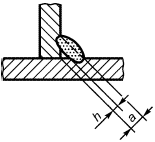
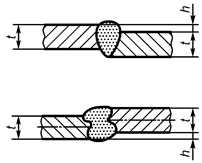
3.2 | 617 | Неправильный зазор в корне шва для угловых сварных швов | Зазор между частями, которые должны быть соединены. Зазоры, превышающие определенные пределы, могут быть, в некоторых случаях, компенсированы за счет соответствующего увеличения толщины шва
| От 0,5 до 3 |
|
|
|
|
|
|
| ||||
4 Множественные дефекты | |||||||
4.1 | Нет | Множественные дефекты в каком-либо поперечном сечении |
| От 0,5 до 3 | Не допускаются | Не допускаются | Не допускаются |
|
| Максимум общей высоты дефектов | Максимум общей высоты дефектов | Максимум общей высоты дефектов | |||
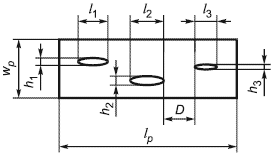
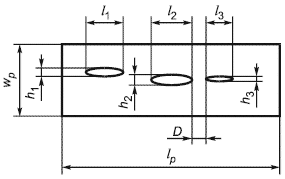
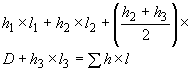
4.2 | Нет | Площадь проекции или области поперечного сечения в продольном направлении | Случай 1 (
| ||||
Случай 2 (
Сумма площадей Если Примечание - см. также приложение А для информации. |
|
|
|
| |||

Приложение А
(справочное)
Примеры определения процента пористости
Рисунки с А.1-А.9 иллюстрируют различные проценты пористости. Они предназначены для помощи при оценке пористости в площадях проекций (рентгенографических) или в площадях поперечного сечения.
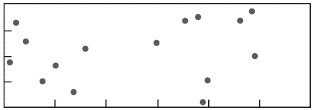
Рисунок А.1 - 1 процент поверхности, 15 пор, 1 мм
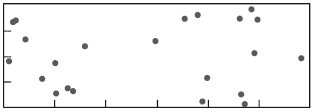
Рисунок А.2 - 1,5 процента поверхности, 23 поры, 1 мм
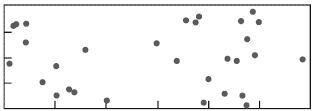
Рисунок А.З - 2 процента поверхности, 30 пор, 1 мм
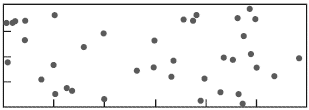
Рисунок А.4 - 2,5 процента поверхности, 38 пор, 1 мм
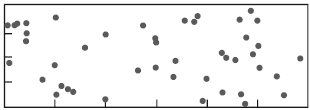
Рисунок А.5 - 3 процента поверхности, 45 пор, 1 мм
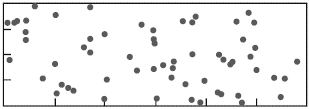
Рисунок А.6 - 4 процента поверхности, 61 пор, 1 мм
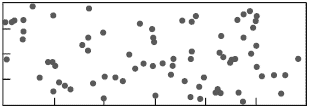
Рисунок А.7 - 5 процентов поверхности, 76 пор, 1 мм
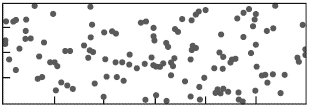
Рисунок А.8 - 8 процентов поверхности, 122 поры, 1 мм
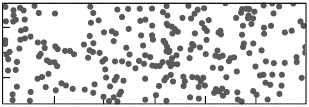
Рисунок А.9 - 16 процентов поверхности, 244 поры, 1 мм
Приложение В
(справочное)
Дополнительная информация и указания по применению настоящего стандарта
Настоящий стандарт определяет требования для трех уровней качества сварных соединений из стали, никеля, титана и их сплавов в зависимости от дефектов, произведенных технологиями сварки плавлением (за исключением лучевой сварки), для толщины сварного шва 0,5 мм. Он может использоваться также, где это возможно, и для других технологий сварки плавлением или толщин сварного шва.
Различные изделия очень часто производятся для разных применений, но соответствуют сходным требованиям. Одинаковые требования должны, однако, применяться для идентичных изделий, произведенных в разных цехах, для обеспечения того, чтобы работа выполнялась с использованием одинаковых критериев. Последовательное применение настоящего стандарта является одним из основополагающих принципов системы обеспечения качества для использования в производстве сварных конструкций.
Суммирование множественных дефектов теоретически допускает возможность того, что отдельные дефекты могут взаимно накладываться. В этом случае суммирование всех допускаемых отклонений должно быть ограничено величинами, указанными для различных дефектов, т.е. предел для единичного дефекта , например единичной поры, не должен превышаться.
Настоящий стандарт может использоваться вместе с каталогом реалистичных иллюстраций, показывающих размеры приемлемых дефектов для различных уровней качества посредством фотографий, показывающих переднюю и корневую стороны и/или репродукции рентгенограмм и фотографий макроструктуры и поперечное сечение сварного шва. Примером такого каталога являются "Справочные рентгенограммы для оценки дефектов сварных швов в соответствии со стандартом ИСО 5817", опубликованные Международным институтом сварки (МИС - IIW) и Deutcher Verlag fur Schweissen und verwandte Verfahren, Dusseldorf. Данный каталог может использоваться со справочными картами для оценки различных дефектов и может применяться, когда мнения о приемлемом размере дефектов расходятся.
Приложение ДА
(обязательное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 2553 | - | * |
ИСО 4063 | - | * |
ИСО 6520-1:1998 | - | * |
ИСО 13919-1 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] ИСО 17635 Неразрушающие испытания сварных швов - Основные правила для швов, полученных сваркой плавлением в металлических материалах
Электронный текст документа
и сверен по:
, 2011
