ГОСТ ISO 9692-2-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Сварка и родственные процессы
ТИПЫ ПОДГОТОВКИ СОЕДИНЕНИЙ
Часть 2
Сварка дуговая сталей под флюсом
Welding and allied processes. Joint preparation. Part 2. Submerged arc welding of steels
МКС 25.160.01
Дата введения 2020-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2020 г. N 346-ст межгосударственный стандарт ГОСТ ISO 9692-2-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 9692-2:1998* "Сварка и родственные процессы. Типы подготовки соединений. Часть 2. Сварка дуговая сталей под флюсом" ("Welding and allied processes - Joint preparation - Part 2: Submerged arc welding of steels", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 7.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ISO 9692 состоит из следующих частей под общим наименованием "Сварка и родственные процессы. Типы подготовки соединений":
- часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей;
- часть 2. Сварка дуговая сталей под флюсом;
- часть 3. Сварка дуговая в инертном газе плавящимся и вольфрамовым электродом алюминия и его сплавов;
- часть 4. Плакированные стали.
1 Область применения
Настоящий стандарт определяет типы подготовки соединений для дуговой сварки сталей под флюсом (процесс 121 в соответствии с ISO 4063).
Настоящий стандарт применяется только для положений при сварке РА и РВ в соответствии с ISO 6947. Для положения при сварке PC необходима специальная подготовка соединения.
Настоящий стандарт применяется для сварных швов с полным проплавлением. Для сварных швов с неполным проплавлением типы подготовки соединений и размеры могут отличаться от размеров, определенных настоящим стандартом, если они определены в соответствующих стандартах или согласованы заинтересованными сторонами.
Если корень шва выполнен другим процессом дуговой сварки (см. ISO 4063), то следует учитывать подготовку соединения в соответствии с ISO 9692-1.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все изменения к нему):
ISO 2553:1992, Welded, brazed and soldered joints - Symbolic representation on drawings (Сварные и паяные соединения. Условные обозначения на чертежах)
ISO 3834-1:1994, Quality requirements for welding - Fusion welding of metallic materials - Part 1: Guidelines for selection and use (Требования к качеству сварки. Сварка металлических материалов плавлением. Часть 1. Рекомендации по выбору и применению)
ISO 3834-2:1994, Quality requirements for welding - Fusion welding of metallic materials - Part 2: Comprehensive quality requirements (Требования к качеству сварки. Сварка металлических материалов плавлением. Часть 2. Общие требования к качеству)
ISO 3834-3:1994, Quality requirements for welding - Fusion welding of metallic materials - Part 3: Standards quality requirements (Требования к качеству сварки. Сварка металлических материалов плавлением. Часть 3. Стандартные требования к качеству)
ISO 3834-4:1994, Quality requirements for welding - Fusion welding of metallic materials - Part 4: Elementary quality requirements (Требования к качеству сварки. Сварка металлических материалов плавлением. Часть 4. Основные требования к качеству)
ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO 6947:1990, Welds - Working positions - Definitions of angles of slope and rotation (Сварные швы. Рабочие положения. Определение углов наклона и поворота)
ISO 9692:1992, Metal-arc welding with covered electrode, gas-shielded metal arc welding and gas-welding - Joint preparations for steel (Сварка дуговая покрытым металлическим электродом, сварка дуговая плавящимся электродом в защитном газе и газовая сварка. Подготовка соединения сталей)
_______________
Заменен на ISO 9692-1:2003 "Сварка и родственные процессы. Типы подготовки соединений. Часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей".
ISO 9956-2:1995![]() , Specification and approval of welding procedures for metallic materials - Part 2: Welding procedure specification for arc welding (Технические требования и аттестация процедур сварки металлических материалов. Часть 2. Технические требования к процедуре дуговой сварки)
, Specification and approval of welding procedures for metallic materials - Part 2: Welding procedure specification for arc welding (Технические требования и аттестация процедур сварки металлических материалов. Часть 2. Технические требования к процедуре дуговой сварки)
_______________
![]() Заменен на ISO 15609-1:2004 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка".
Заменен на ISO 15609-1:2004 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка".
3 Материалы
Подготовку соединений, рекомендованную в настоящем стандарте, проводят для всех групп свариваемых сталей.
4 Типы подготовки соединений
Рекомендуемые типы подготовки соединений и размеры указаны в таблицах 1 и 2.
Зазоры даны в размерах, которые получены после сварки.
Настоящий стандарт не устанавливает размеры или типы материалов подкладок. Корневые валики могут быть также использованы в качестве подкладки и влиять на качество соединений (согласно соответствующей части ISO 3834) и подготовку соединений, приведенных в таблицах 1 и 2. Они должны быть частью технических требований к процедуре сварки в соответствии с ISO 9956-2.
В соответствии с требованиями стандарта или соглашением между заинтересованными сторонами может потребоваться удаление шлака перед выполнением следующего прохода.
Примечание - Номера соединений в таблицах определены согласно следующей схеме: первая цифра соответствует номеру таблицы; вторая цифра или группа чисел - номеру шва по ISO 2553; третье обозначение (буква) - варианту подготовки кромок.
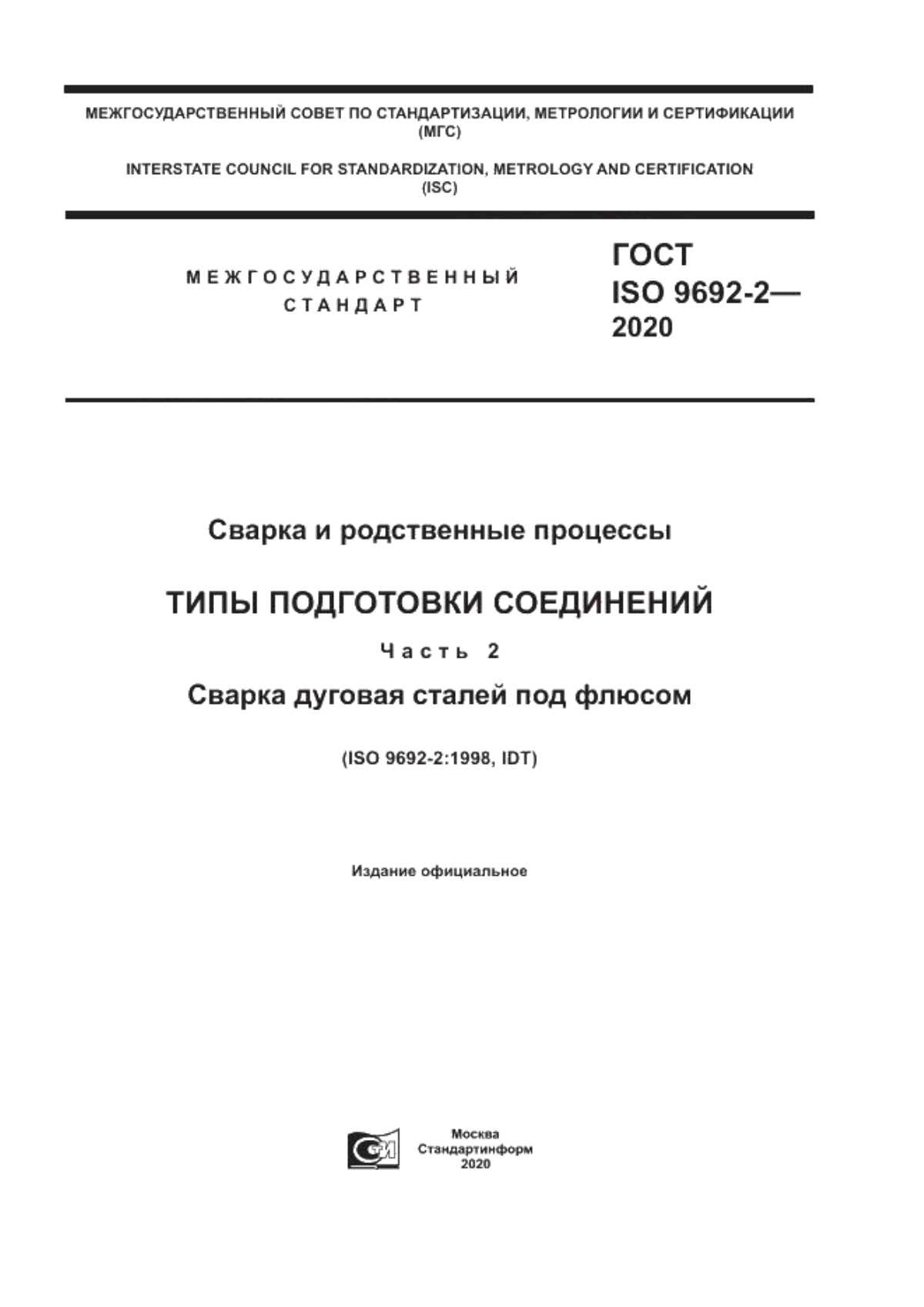
Таблица 1 - Подготовка соединений для односторонних стыковых сварных швов
Сварной шов | Подготовка соединения | Положение | Примечания | ||||||||
N | Толщина детали t, мм | Тип подготовки | Обозначение (по ISO 2553) | Изображение сварного шва | Поперечное сечение | Угол | Зазор b, мм, радиус R, мм | Размер притупления с, мм | Другие размеры h, мм | при сварке (по ISO 6947) | |
1.2 | 3 | Без скоса кромок |
|
| - | b | - | - | РА | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
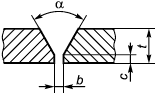
1.3 | 10 | С V-образным скосом кромок |
|
| 30° | 4 | с | - | РА | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
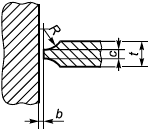
1.14 | t>20 | С V-образным скосом кромок с увеличенным зазором |
|
| 4° | 10 | - | - | РА | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
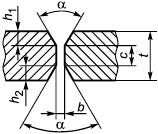
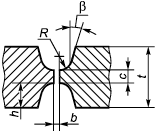
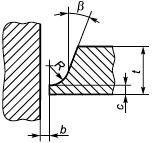
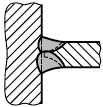
1.3.3 | t>12 | С V-образным скосом кромок и с V-образным скосом для корня шва |
|
|
| 60° | 1 | 0 | 4 | РА | Корневой валик выполнен дополнительным сварочным процессом |
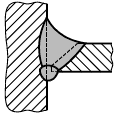
1.3.7 | t | С U-образным скосом кромок и с V-образным скосом для корня шва |
|
| 60° | 1 | 0 | 4 | РА | Корневой валик выполнен дополнительным сварочным процессом | |
1.7 | t | С U-образным скосом кромок |
|
| 4° | 1 | 2 | - | РА | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
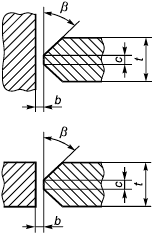
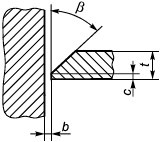
1.4 | 3 | Со скосом одной кромки |
|
| 30° | 1 | с | - | РА | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
1.15 | t | Со скосом одной кромки с увеличенным зазором |
|
| 8° | 5 | - | - | PA | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
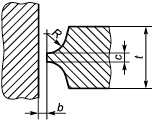
1.8 | t | С U-образным скосом одной кромки (J-образный скос) |
|
| 4° | 2 | 2 | - | PA | На подкладке, минимальная толщина подкладки 5 мм или 0,5 t | |
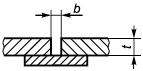
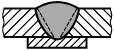
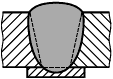
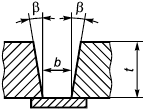
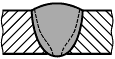
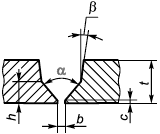
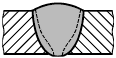
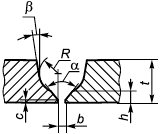
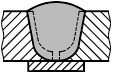
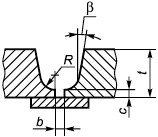
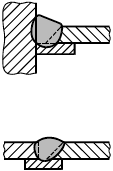
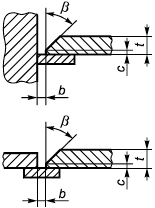
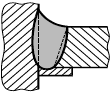
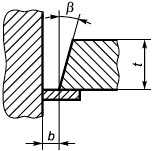
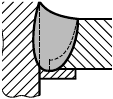
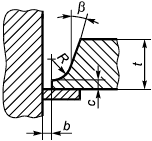
Таблица 2 - Подготовка соединений для двусторонних сварных швов
Сварной шов | Подготовка соединения | Положение | Примечания | ||||||||
N | Толщина детали t, мм | Тип подготовки | Обозначение (по ISO 2553) | Изображение сварного шва | Поперечное сечение | Угол | Зазор b, мм, радиус R, мм | Размер притупления с, мм | Другие размеры h, мм | при сварке (по ISO 6947) | |
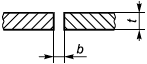
2.2 | 3 | Без скоса кромок |
|
| - | b | - | - | РА | Ширина зазора должна находиться в допустимых пределах | |
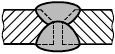
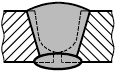
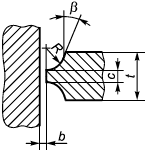
2.5.9 | 10 | С V-образным скосом кромок с увеличенным притуплением и корневым проходом |
|
|
| 30° | b | 4 | - | РА | Корневой валик может быть выполнен другим сварочным процессом |
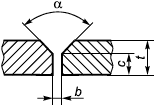
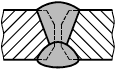
2.5.2 | 10 | С V-образным скосом кромок и без скоса кромок для корня шва |
|
|
| 60° | b | 5 | - | РА | Корневой валик может быть выполнен другим сварочным процессом |
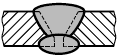
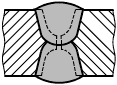
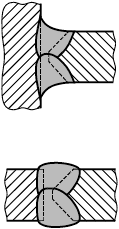
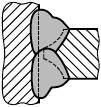
2.5.5 | t | С двусторонним V-образным скосом кромок и с увеличенным притуплением |
|
|
| 30° | b | 4 |
| РА | - |
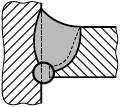
2.7.9 | t | С U-образным скосом кромок и корневым проходом |
|
|
| 5° | b | 4 | - | РА | - |
2.7.7 | t | С двусторонним U-образным скосом кромок |
|
|
| 5° | b | 4 | h=0,5 | РА | Данный тип подготовки может быть выполнен асимметричным аналогично асимметричному двустороннему V-образному скосу кромок |
2.6.6 | t | С двусторонним скосом одной кромки с увеличенным притуплением |
|
|
| 30° | b | 4 | - | РА | Данный тип подготовки может быть выполнен асимметричным аналогично асимметричному двустороннему V-образному скосу кромок. Корневой валик может быть необходим |
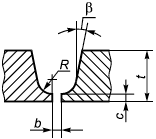
2.8.9 | t | С J-образным односторонним скосом одной кромки и корневым проходом |
|
|
| 5° | b | 4 | - | РА | Корневой валик может быть необходим |
2.4.9 | t<12 | С односторонним скосом одной кромки и корневым проходом |
|
|
| 30° | b | с | - | РА | Корневой валик может быть необходим |
2.8.8 | t | С двусторонним J-образным скосом одной кромки |
|
|
| 5° | b | 2 | - | РА | Данный тип подготовки может быть выполнен асимметричным аналогично асимметричному двустороннему V-образному скосу кромок. Корневой валик может быть необходим |
2.8.8 | t | С двусторонним J-образным скосом одной кромки для однопроходного сварочного процесса |
|
|
| - | b | 2 | - | РА | Тип подготовки соединений для однопроходного сварочного процесса |
2.8.8 | t>12 | С двусторонним J-образным скосом одной кромки для многопроходного сварочного процесса |
|
|
| 5° | b | 2 | - | РА | Тип подготовки соединений для многопроходного сварочного процесса. Корневой валик может быть необходим |

Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2553:1992 | - | *, |
ISO 3834-1:1994 | - | * |
ISO 3834-2:1994 | - | * |
ISO 3834-3:1994 | - | * |
ISO 3834-4:1994 | - | * |
ISO 4063 | - | *, |
ISO 6947:1990 | - | *, |
ISO 9692:1992 | IDT | ГОСТ ISO 9692-1-2016 "Сварка и родственные процессы. Типы подготовки соединений. Часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей" |
ISO 9956-2:1995 | - | *, |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
_______________
В Российской Федерации действует ГОСТ Р ИСО 2553-2017 "Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения".
![]() В Российской Федерации действует ГОСТ Р ИСО 4063-2010 "Сварка и родственные процессы. Перечень и условные обозначения процессов".
В Российской Федерации действует ГОСТ Р ИСО 4063-2010 "Сварка и родственные процессы. Перечень и условные обозначения процессов".
![]() В Российской Федерации действует ГОСТ Р ИСО 6947-2017 "Сварка и родственные процессы. Положения при сварке".
В Российской Федерации действует ГОСТ Р ИСО 6947-2017 "Сварка и родственные процессы. Положения при сварке".
![]() В Российской Федерации действует ГОСТ Р ИСО 15609-1-2009 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка".
В Российской Федерации действует ГОСТ Р ИСО 15609-1-2009 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка".
УДК 621.791:006.354 | МКС 25.160.01 | IDT |
Ключевые слова: сварка, типы подготовки соединений, сварка под флюсом, сварка сталей | ||
Электронный текст документа
и сверен по:
, 2020
