ГОСТ Р ИСО 15618-2-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АТТЕСТАЦИОННЫЕ ИСПЫТАНИЯ СВАРЩИКОВ ДЛЯ ПОДВОДНОЙ СВАРКИ
Часть 2
Водолазы-сварщики и сварщики-операторы гипербарической сухой сварки
Qualification testing of welders for underwater welding. Part 2. Diver-welders and welding operators for hyperbaric dry welding
ОКС 25.160.01
Дата введения 2024-12-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2024 г. № 1644-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15618-2:2001* "Аттестационные испытания сварщиков для подводной сварки. Часть 2. Водолазы-сварщики и сварщики-операторы гипербарической сухой сварки" (ISO 15618-2:2001 "Qualification testing of welders for underwater welding - Part 2: Diver-welders and welding operators for hyperbaric dry welding", IDT).
Международный стандарт разработан подкомитетом ПК 11 "Квалификационные требования к персоналу для сварки и родственных процессов" Технического комитета ТК 44 "Сварка и родственные процессы" Международной организации по стандартизации (ИСО).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Серия стандартов ИСО 15618 под общим наименованием "Аттестационные испытания сварщиков для подводной сварки" включает в себя следующие части:
- часть 1. Гипербарическая мокрая сварка;
- часть 2. Водолазы-сварщики и сварщики-операторы гипербарической сухой сварки.
1 Область применения
Настоящий стандарт применяется к сварочным процессам, при которых умение водолаза-сварщика или сварщика-оператора оказывает существенное влияние на качество сварки.
В настоящем стандарте приведены основные требования, условия испытаний, область аттестации, требования по приему и признанию результатов аттестационных испытаний водолаза-сварщика или сварщика-оператора при сварке сталей под водой в сухих гипербарических условиях. Рекомендуемая форма аттестационного удостоверения приведена в приложении A.
Во время аттестационного испытания водолаз-сварщик или сварщик-оператор должен продемонстрировать достаточный практический опыт и профессиональные знания (не обязательно) сварочных процессов, материалов и требований безопасности, в соответствии с которыми он должен быть аттестован. Информация о критериях оценки приведена в приложении B.
Настоящий стандарт применяют в случаях, когда аттестационные испытания водолаза-сварщика или сварщика-оператора требуют заказчик, проверяющие органы или иные организации.
Сварочные процессы, рассматриваемые в настоящем стандарте, включают процессы сварки плавлением, такие как ручная или частично механизированная сварка для водолазов-сварщиков и полностью механизированная или автоматическая сварка для сварщиков-операторов (см. 5.2).
Настоящий стандарт применим ко всем новым аттестациям.
Настоящий стандарт не аннулирует предыдущие аттестации сварщика-водолаза, полученные в соответствии с ранее действовавшими национальными стандартами или правилами, при условии соблюдения технических требований, а предыдущие аттестации действуют и применяются в производственных работах.
При необходимости проведения дополнительных испытаний для признания соответствия аттестации настоящему стандарту выполняют дополнительное испытание образца в соответствии с настоящим стандартом. Рассмотрение предыдущих аттестаций по ранее действовавшим национальным стандартам или правилам осуществляют на этапе заключения договора по согласованию сторон.
Аттестационное удостоверение выдается исключительно под ответственность эксперта или экспертного органа.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
EN 288-1, Specification and approval of welding procedures for metallic materials - Part 1: General rules for fusion welding (Технические требования и аттестация процедур сварки металлических материалов. Часть 1. Общие правила сварки плавлением)
EN 288-2, Specification and approval of welding procedures for metallic materials - Part 2: Welding procedure specification for arc welding (Технические требования и аттестация процедур сварки металлических материалов. Часть 2. Технические требования к дуговой сварке)
EN 499, Welding consumables - Covered electrodes for manual metal arc welding of non alloy and fine grain steels - Classification (Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация)
EN 571-1, Non-destructive testing - Penetrant testing - Part 1: General principles (Неразрушающий контроль. Капиллярный контроль. Часть 1. Общие положения)
EN 910, Destructive tests on welds in metallic materials - Bend tests (Испытания разрушающие сварных швов металлических материалов. Испытания на изгиб)
EN 970, Non-destructive examination of fusion welds - Visual examination (Неразрушающий контроль сварных швов, выполненных сваркой плавлением. Визуальный контроль)
EN 1290, Non-destructive examination of welds - Magnetic particle examination of welds (Неразрушающий контроль сварных швов. Магнитопорошковый контроль сварных швов)
EN 1320, Destructive tests on welds in metallic materials - Fracture test (Испытания разрушающие сварных швов металлических материалов. Испытание на излом)
EN 1321, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Испытания разрушающие сварных швов металлических материалов. Макроскопический и микроскопический анализ сварных швов)
EN 1418, Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials (Сварочный персонал. Аттестация сварщиков-операторов сварки плавлением и наладчиков контактной сварки сопротивлением полностью механизированной и автоматической сварки металлических материалов)
EN 1435, Non-destructive examination of welds - Radiographic examination of welded joints (Неразрушающий контроль сварных швов. Рентгенографический контроль сварных соединений)
EN 1600, Welding consumables - Covered electrodes for manual metal arc welding of stainless and heat resisting steels - Classification (Материалы сварочные. Покрытые электроды для ручной дуговой сварки нержавеющих и жаростойких сталей. Классификация)
EN 1714, Non destructive examination of welds - Ultrasonic examination of welded joints (Неразрушающий контроль сварных швов. Ультразвуковой контроль сварных соединений)
EN ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (ISO 4063:1998) [Сварка и родственные процессы. Перечень и условные обозначения процессов (ИСО 4063:1998)]
prEN ISO 5817, Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections (ISO/DIS 5817:2000) [Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки) (ИСО/ДИС 5817: 2000)]
EN ISO 6520-1, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (ISO 6520-1:1998) [Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением (ИСО 6520-1:1998)]
EN ISO 6947, Welds - Working positions - Definitions of angles of slope and rotation (ISO 6947:1993) [Сварные швы. Положения при сварке. Определение углов наклона и поворота (ИСО 6947:1993)]
CR ISO 15608, Welding - Guidelines for a metallic material grouping system (ISO/TR 15608:2000) [Сварка. Руководство по системе группирования металлических материалов (ISO/TR 15608:2000)]
ISO 857-1, Welding and allied processes - Vocabulary - Part 1: Metal welding processes (Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения)
ISO 3581, Covered electrodes for manual arc welding of stainless and other similar high alloy steels - Code of symbols for identification (Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация).
3 Термины и определения
В настоящем стандарте применены термины по ЕН 288-1, а также следующие термины с соответствующими определениями.
3.1 водолаз-сварщик (diver-welder): Лицо, выполняющее подводную гипербарическую сварку.
3.2 сварщик-оператор гипербарической сварки (hyperbaric welding operator): Лицо, выполняющее полностью механизированную или автоматическую сварку в сухой среде повышенного давления (см. ЕН 1418).
3.3 сухая гипербарическая сварка (hyperbaric dry welding): Процесс сварки под водой в сухом рабочем пространстве, где газообразная атмосфера, воздействующая на сварочную дугу и сварной шов, находится под повышенным давлением, определяемым глубиной погружения.
3.4 подводная камера (habitat): Герметичный корпус вокруг рабочей зоны, из которого вода вытеснена газовой средой для обеспечения сухого рабочего пространства для выполнения сварки.
4 Обозначения и сокращения
4.1 Общие сведения
При оформлении аттестационного удостоверения (см. приложение A), если не может быть применена полная формулировка, применяют следующие обозначения и сокращения.
4.2 Образец для испытаний
a - номинальная толщина сварного шва;
BW - стыковой шов;
D - наружный диаметр трубы;
FW - угловой шов;
P - лист;
t - толщина листа или стенки трубы;
T - труба;
z - катет углового шва.
4.3 Сварочные материалы
nm - без присадочного материала;
wm - с присадочным материалом (проволока сплошного сечения);
B - основное покрытие;
S - иные виды покрытий;
fc - с порошковым сердечником;
mc - с металлическим сердечником.
4.4 Прочее
bs - двухсторонняя сварка;
gb - газовая защита;
gg - зачистка корня шва;
mb - сварка на металлической подкладке;
nb - сварка без подкладки;
ng - без зачистки корня шва;
ss - односторонняя сварка;
wd - глубина воды.
5 Основные параметры аттестационных испытаний
5.1 Общие сведения
Критерии, указанные в настоящем разделе, должны быть проверены для определения способностей водолазов-сварщиков и сварщиков-операторов в этих областях. Каждый критерий служит важным показателем при аттестационных испытаниях.
Водолаз-сварщик и сварщик-оператор проходят испытания отдельно. Аттестационные испытания водолаза-сварщика проводят на стандартных образцах для испытаний вне зависимости от типа конструкции.
Аттестация водолазов-сварщиков в соответствии с настоящим стандартом не распространяется на сварщиков-операторов и наоборот.
5.2 Сварочные процессы
Определения сварочных процессов приведены в ИСО 857-1, а перечень и условные обозначения сварочных процессов - в ЕН ИСО 4063.
Настоящий стандарт охватывает следующие сварочные процессы, применяемые в гипербарических сухих условиях:
- 111 сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом);
- 114 сварка дуговая порошковой самозащитной проволокой;
- 131 сварка дуговая сплошной проволокой в инертном газе MIG;
- 135 сварка дуговая сплошной проволокой в активном газе MAG;
- 136 сварка дуговая порошковой проволокой в активном газе;
- 137 сварка дуговая порошковой проволокой в инертном газе;
- 141 сварка дуговая вольфрамовым электродом в инертном газе TIG;
- 15 сварка дуговая плазменная.
Иные способы сварки плавлением по согласованию.
5.3 Типы соединений (стыковые и угловые швы)
________________
5.4 Группы материалов
Применяют обозначения групп материалов сталей, приведенные в ISO/TR 15608.
Настоящий стандарт применяют к группам материалов 1, 2, 3, 7, 8 и 10 в соответствии с ISO/TR 15608.
Аттестационные испытания водолаза-сварщика или сварщика-оператора включают выполнение сварного шва, имеющего химический состав и механические свойства, схожие с любой сталью в пределах группы (групп) основного металла.
При сварке основных материалов из двух различных групп, которые не распространяются друг на друга, требуется аттестация на комбинацию как на отдельную группу.
Если присадочный материал отличается от группы основного металла, то требуется аттестация такого соединения основного металла с данным присадочным материалом.
5.5 Сварочные материалы
5.5.1 Общая информация
Используют только специальные сварочные материалы для гипербарического применения, в том числе при аттестации процедуры сварки.
5.5.2 Сварка дуговая плавящимся покрытым электродом
Вид покрытых электродов классифицируют по существенным характеристикам согласно ЕН 499, как указано 4.3. В случае гипербарической сухой сварки применяют только два вида покрытия:
- B - основное покрытые;
- S - иные виды покрытия.
Примечание - Для получения дополнительной информации о покрытых электродах см. ЕН 499, ЕН 1600 или ИСО 3581 в зависимости от применяемой стали.
5.6 Размеры
Аттестационные испытания водолаза-сварщика и сварщика-оператора проводят исходя из толщин материала (т.е. толщин листа или стенки трубы) и диаметров труб, которые водолаз-сварщик и сварщик-оператор используют на производстве. Область аттестации указана для каждого из диапазонов толщин листов и стенки трубы или диаметра трубы, согласно таблицам 1 и 2.
Толщина и диаметр, указанные в таблицах 1 и 2, являются номинальными значениями и не предназначены для точного измерения.
Таблица 1 - Толщина образца для испытаний (лист или труба) и область аттестации
Толщина образца t, мм | Область аттестации |
t 6 | t , но не более 6 мм |
t>6 | От 0,5t до 2t, но не менее 6 мм |
Таблица 2 - Диаметр образца для испытаний и область аттестации
Диаметр образца D , мм | Область аттестации |
D 100 | От 0,7D до 2D |
100< D 300 | От 0,5D до 2D, но не менее 75 мм |
D>300 | >0,5D |
Для полых профилей D - размер наименьшей стороны. | |
См. 6.3 a). | |
5.7 Положения при сварке
Положения при сварке - в соответствии с ЕН ИСО 6947.
Значения углов наклона и поворота прямолинейных сварных швов для положений при сварке - в соответствии с ЕН ИСО 6947.
5.8 Гипербарическая среда
Аттестационные испытания водолаза-сварщика и сварщика-оператора проводят в реальных или модельных гипербарических условиях на соответствующей глубине воды.
6 Область аттестации
6.1 Общие сведения
Сварка образца для испытаний дает возможность сварщику-водолазу и сварщику-оператору работать в условиях, аналогичных созданным при аттестации, а также выполнять сварку более простых соединений. Область аттестации для каждого вида испытаний приведена в соответствующих пунктах и таблицах. В данных таблицах область аттестации указана одной строкой.
6.2 Сварочные процессы
Каждое испытание соответствует одному сварочному процессу. Изменение процесса сварки требует нового аттестационного испытания. Водолаз-сварщик и сварщик-оператор могут быть аттестованы на один процесс сварки и более в ходе одного или нескольких аттестационных испытаний с учетом применения нескольких сварочных процессов для одного сварного соединения. Например, когда требуется аттестация односторонней сварки стыкового соединения без подкладки с выполнением корня шва процессом TIG (141), а заполняющие и облицовочные слои шва дуговой сваркой плавящимся покрытым электродом (111), то водолаз-сварщик и сварщик-оператор могут быть аттестованы одним из следующих способов:
a) успешное прохождение аттестационного испытания, имитирующего сложное сварное соединение, то есть корневой слой сварен TIG-сваркой (141) без подкладки и последующие проходы или слои сварены дуговой сваркой покрытым электродом (111) в пределах уровней качества для каждого процесса сварки отдельно;
b) успешное прохождение отдельного испытания на аттестацию для TIG-сварки (141) корневого прохода без подкладки и отдельного испытания на заполнение шва сваркой покрытым электродом (111) с подкладкой или двусторонней сварки с зачисткой или без зачистки корня шва.
6.3 Типы соединений
Диапазон сварных швов, на которые аттестуется водолаз-сварщик или сварщик-оператор, в зависимости от образца для испытаний приведен в таблице 3, также применяют следующие дополнительные критерии:
a) аттестация на стыковые швы труб диаметром >300 мм распространяется на сварку стыковых швов листов;
c) аттестация на одностороннюю сварку без подкладки распространяется на одностороннюю сварку швов с подкладкой и двустороннюю сварку с зачисткой и без зачистки корня шва;
d) аттестация на сварку листов или труб с подкладкой распространяется на двустороннюю сварку швов, кроме швов, выполненных без подкладки;
e) аттестация на стыковые сварные швы распространяется на угловые швы при аналогичных условиях сварки;
f) если производственные работы состоят преимущественно из сварки угловых швов, рекомендуется, чтобы водолаз-сварщик или сварщик-оператор прошли аттестационные испытания, выполняя угловые швы листов, труб или отводов (см. ЕН 288-3);
g) аттестация на сварные швы двухсторонней сварки без зачистки корня шва распространяется на сварные швы односторонней сварки с подкладкой и швы двухсторонней сварки с зачисткой корня шва;
h) аттестация стыковой сварки труб без подкладки распространяется на сварку отводов в том же диапазоне применения, который приведен в таблицах 3 и 4. Для сварки отводов область аттестации основана на диаметре отвода;
i) если проводятся работы по сварке отводов или работа включает в себя сварку узла соединения ответвления и главной линии трубопровода, то необходимо провести специальную подготовку и испытания.
Таблица 3 - Область аттестации в зависимости от испытаний стыковых соединений (типа сварного шва)
Тип сварного шва | Область аттестации | ||||||||
Стыковые швы листов | Стыковые швы труб | ||||||||
Односторон- няя сварка (ss) | Двухсторонняя сварка (bs) | Лист | Труба | ||||||
с под- кла- дкой (mb) | без под- кла- дки (nb) | с зачи- сткой корня шва (gg) | без зачи- стки корня шва (ng) | с под- кла- дкой (mb) | без под- кла- дки (nb) | ||||
Стыковой шов | Односторонняя сварка (ss) | С подкладкой | (mb) | x | - | x | - | - | |
листов | Без подкладки | (nb) | x | x | x | x | A | ||
Двухсторонняя сварка (bs) | С зачисткой корня шва | (gg) | x | - | x | - | - | ||
Без зачистки корня шва | (ng) | x | - | x | x | - | |||
Стыковой | Односторонняя | С подкладкой | (mb) | x | - | x | - | x | - |
шов в трубе | сварка (ss) | Без подкладки | (nb) | x | x | x | x | x | x |
См. 6.3 c) и 6.3 d). | |||||||||
x - сварные швы, к выполнению которых допущен водолаз-сварщик или сварщик-оператор. | |||||||||
- - сварные швы, к выполнению которых не допущен водолаз-сварщик или сварщик-оператор. | |||||||||
6.4 Группы материалов
Область аттестации по группам материалов ограничена только для тех групп, для сварки которых применимы сварочные материалы в 5.5.
6.5 Расходные материалы
Область аттестации по покрытым электродам и порошковым проволокам включает в себя все аналогичные покрытые электроды и порошковые проволоки, а также смеси газов, используемые в испытаниях для аттестации водолаза-сварщика или сварщика-оператора.
6.6 Размеры
Область аттестации по толщинам листов или стенки трубы и/или диаметра трубы приведена в таблицах 1 и 2.
6.7 Положения при сварке
Область аттестации по положениям при сварке приведена в таблице 4. Положения при сварке приведены в ЕН ИСО 6947.
Таблица 4 - Область аттестации по положениям при сварке
Положение при сварке образца для испытания | Область аттестации | ||||||||||||||||||||||||
Лист | Трубы | ||||||||||||||||||||||||
Стыковые швы | Угловые швы | Стыковые швы | Угловые швы | ||||||||||||||||||||||
Ось трубы и угол | |||||||||||||||||||||||||
Неповоротная | Неповоротная | ||||||||||||||||||||||||
0° | 90° | 45° | 0° | 90° | |||||||||||||||||||||
PA | PC | PG | PF | PE | PA | PB | PG | PF | PD | PG | PF | PC | H-L045 | J-L045 | PB | PG | PF | PD | |||||||
Листы | Стыковые швы | PA | x | - | - | - | - | x | x | - | - | - | - | - | - | - | - | x | - | - | - | ||||
PC | x | x | - | - | - | x | x | - | - | - | - | - | x | - | - | x | - | - | - | ||||||
PG | - | - | x | - | - | - | - | x | - | - | - | - | - | - | - | - | - | - | - | ||||||
PF | x | x | - | x | - | x | x | - | x | - | - | - | - | - | - | x | - | x | - | ||||||
PE | x | - | - | x | x | x | x | - | x | x | - | - | - | - | - | x | - | x | x | ||||||
Угловые швы | PA | - | - | - | - | - | x | - | - | - | - | - | - | - | - | - | - | - | - | - | |||||
PB | - | - | - | - | - | x | x | - | - | - | - | - | - | - | - | x | - | - | - | ||||||
PG | - | - | - | - | - | - | - | x | - | - | - | - | - | - | - | - | - | - | - | ||||||
PF | x | - | - | - | - | x | x | - | x | - | - | - | - | - | - | x | - | - | - | ||||||
PD | - | - | - | - | - | x | x | - | x | x | - | - | - | - | - | x | - | - | x | ||||||
Трубы | Сты- | Ось | Непо- | 0° | PG | - | - | x | - | - | - | - | x | - | - | x | - | - | - | - | - | x | - | - | |
ковые | трубы | воро- | PF | x | - | - | x | x | x | x | - | x | x | - | x | - | - | - | x | - | x | x | |||
швы | и угол | тная | 90° | PC | x | x | - | - | - | x | x | - | - | - | - | - | x | - | - | x | - | - | - | ||
45° | H-L045 | x | x | - | x | x | x | x | - | x | x | - | x | x | x | - | x | - | x | x | |||||
J-L045 | - | - | x | - | - | - | - | x | - | - | x | - | - | - | x | - | x | - | - | ||||||
Угло- вые | PB | - | - | - | - | - | x | x | - | - | - | - | - | - | - | - | x | - | - | - | |||||
швы | Непо- | 0° | PG | - | - | - | - | - | - | - | x | - | - | - | - | - | - | - | - | x | - | - | |||
воро- | PF | - | - | - | - | - | x | x | - | x | - | - | - | - | - | - | x | - | x | - | |||||
тная | 90° | PD | - | - | - | - | - | x | x | - | - | x | - | - | - | - | - | x | - | - | x | ||||
Положение PB только при неповоротной трубе, ось вертикальная, сварка в нижнем положении. | |||||||||||||||||||||||||
Это положение, на которое распространяются другие соответствующие испытания. | |||||||||||||||||||||||||
x - положения при сварке, на которые распространяется аттестация водолаза-сварщика или сварщика-оператора. | |||||||||||||||||||||||||
- - положения при сварке, на которые не распространяется аттестация водолаза-сварщика или сварщика-оператора. | |||||||||||||||||||||||||
6.8 Гипербарическая среда
6.8.1 Глубина воды (wd)
Область аттестации по глубине воды приведена в таблице 5.
Таблица 5 - Область аттестации по глубине воды
Глубина сварки образца для испытаний | Область аттестации wd |
wd 100 м | wd±20 м |
100 м<wd 200 м | wd±30 м |
>200 м | wd±40 м |
6.8.2 Газовая среда
Для глубины воды >20 м применение воздуха или кислородно-азотной смеси не допускается.
7 Контроль и испытания
7.1 Общая информация
Экзамены и тесты могут сдавать только квалифицированные промышленные водолазы.
7.2 Освидетельствование
Сварка и испытания образцов подтверждаются экспертом или экспертным органом.
Образцы перед сваркой маркируют для идентификации данных эксперта, водолаза-сварщика или сварщика-оператора.
Эксперт или экспертный орган останавливает аттестационные испытания в том случае, если условия сварки не соответствуют требованиям или водолаз-сварщик или сварщик-оператор не обладает соответствующей квалификацией для выполнения необходимых требований, например, происходят избыточные и/или систематические исправления.
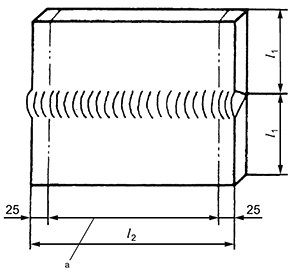
7.3 Формы и размеры образцов
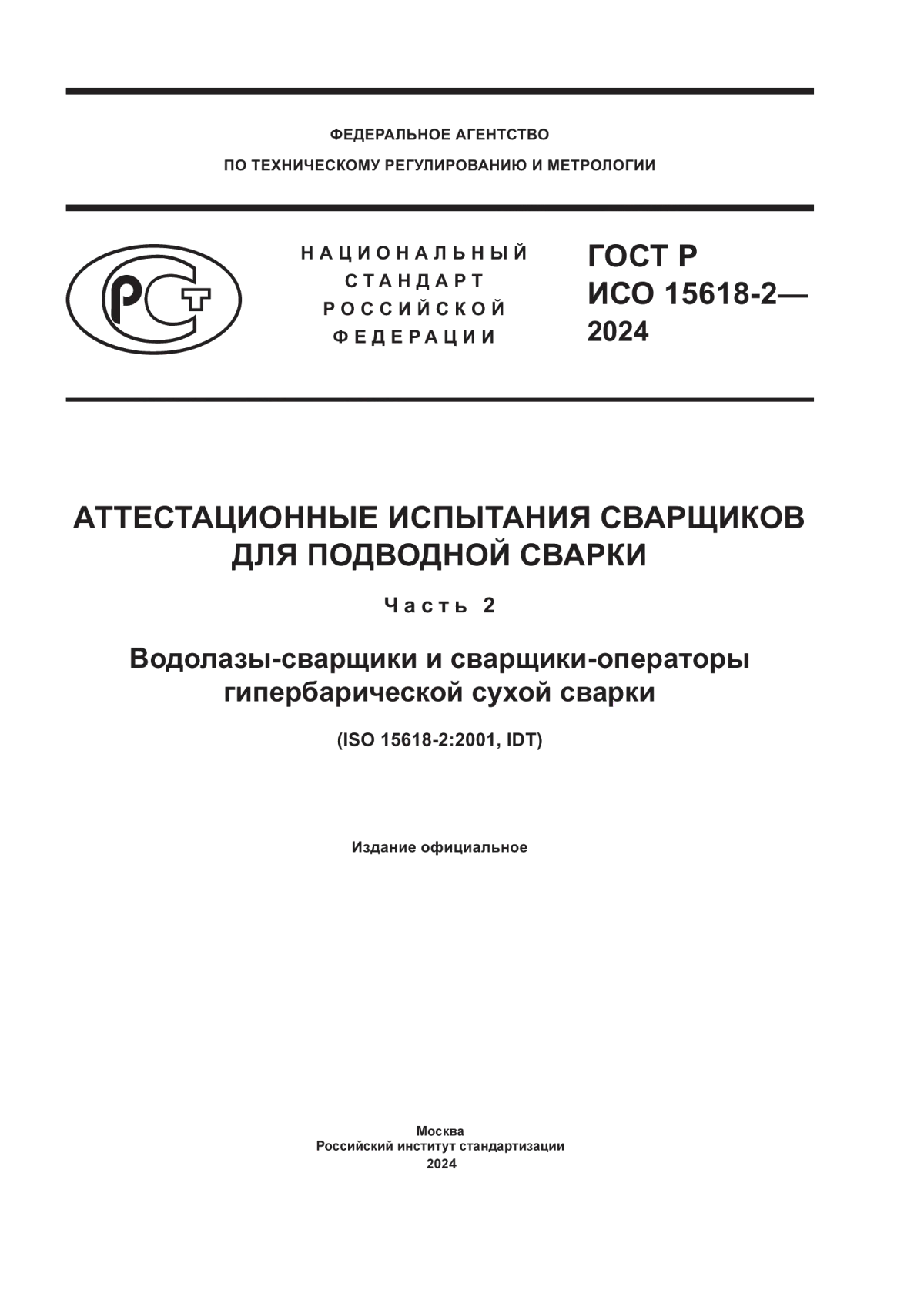
Форма и размеры образцов для испытаний (см. 5.6) приведены на рисунках 1-4.
Размеры в миллиметрах
|
 |
Рисунок 1 - Размеры образца для испытаний стыкового шва листов
Размеры в миллиметрах |
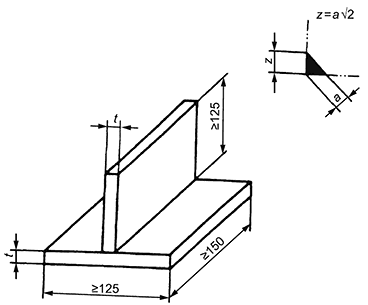 |
Рисунок 2 - Размеры образца для испытаний углового шва листов
Размеры в миллиметрах |
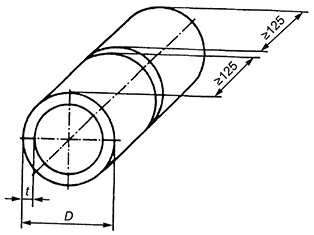 |
Рисунок 3 - Размеры образца для испытаний стыкового шва труб
Размеры в миллиметрах |
 |
Рисунок 4 - Размеры образца для испытаний углового шва трубы
7.4 Условия сварки
Аттестационное испытание водолаза-сварщика или сварщика-оператора должно соответствовать производственным условиям и техническим требованиям к процедуре сварки (WPS) или предварительным техническим требованиям к процедуре сварки (pWPS) согласно ЕН 288-2.
Соблюдают следующие условия:
a) сварочное оборудование для ручной и частично механизированной сварки должно быть эквивалентно тому, которое используется на производстве, а сварочное оборудование для полностью механизированной или автоматической сварки должно быть идентично используемому на производстве;
b) время сварки образца для испытаний должно соответствовать времени работы в обычных условиях производства;
c) на образце выполняют не менее одного прерывания дуги и повторного ее зажигания в корневом и облицовочном слоях, места прерываний контролируют в ходе проверки;
d) любой предварительный или сопутствующий подогрев, требуемый по WPS или pWPS, является обязательным для образца для испытаний водолаза-сварщика или сварщика-оператора;
e) термическую обработку после сварки, требуемую по WPS или pWPS, допускается выполнять, если не требуются испытания на изгиб;
f) идентификация образца для испытаний;
g) водолазу-сварщику или сварщику-оператору допускается устранять дефекты образца для испытаний, за исключением облицовочного слоя, шлифовкой, выборкой или иным способом, используемым на производстве. На это должно быть получено разрешение эксперта или экспертного органа;
h) испытание проводят в реальных или модельных гипербарических условиях на глубине погружения согласно 6.8.1.
7.5 Методы испытаний
Каждый сварной шов после сварки должен быть сразу проконтролирован визуально в соответствии с ЕН 970. При необходимости (см. таблицу 6) визуальный контроль может быть дополнен магнитопорошковым (ЕН 1290), капиллярным (ЕН 571-1) или другими методами контроля и макроскопическим исследованием (ЕН 1321) стыковых сварных швов. Если сварные швы проходят визуальный контроль, необходимо провести дополнительное исследование согласно таблице 6. Для макроскопического анализа образец должен быть подготовлен и протравлен с одной стороны, чтобы четко был виден сварной шов.
Дополнительно к радиографии выполняют испытания на изгиб стыковых сварных швов, выполненных сварочными процессами 114, 131, 135, 136 и 137.
Перед проведением механических испытаний защитные подкладки, если они используются, должны быть удалены. Заготовка может быть разрезана термической резкой или механическими способами, исключая первые и последние 25 мм сварного шва (рисунки 5 и 6).
Таблица 6 - Методы испытаний
Методы испытаний | Стыковой шов листов | Стыковой шов труб | Угловой шов |
Визуальный контроль | Обязательно | Обязательно | Обязательно |
Радиографический контроль | Обязательно | Обязательно | Не обязательно |
Испытание на изгиб | Обязательно | Обязательно | Не обязательно |
Испытание на излом | Обязательно | Обязательно | Обязательно |
Микроскопический контроль | Не обязательно | Не обязательно | Не обязательно |
Магнитопорошковый/ капиллярный контроль | Не обязательно | Не обязательно | Не обязательно |
Проводят радиографический контроль или испытания на излом, но не то и другое. | |||
При радиографическом контроле дополнительные испытания на изгиб обязательны для процессов 114, 131, 135, 136, 137. | |||
Испытание на излом должно совмещаться с магнитопорошковым/капиллярным контролем, если есть требование эксперта или экспертного органа. | |||
Испытание на излом может быть заменено макроскопическим исследованием не менее четырех участков шва. | |||
Радиографический контроль может быть заменен ультразвуковым для толщин 8 мм или для ферритных сталей в соответствии с ЕН 1714. | |||
7.6 Образцы для испытаний и заготовки
7.6.1 Общие сведения
В 7.6.2-7.6.5 приведены сведения о типе, размерах и подготовке заготовок и образцов для испытаний. Указаны требования к механическим испытаниям.
7.6.2 Стыковые швы листов
При проведении радиографии [см. рисунок 5a)] просвечивают всю контролируемую длину сварного шва заготовки сразу после сварки в соответствии с ЕН 1435 способами класса B.
Испытание на поперечный изгиб проводят на одном образце со стороны корня шва и одном образце с лицевой стороны шва в соответствии с ЕН 910. Диаметр оправки или опорного ролика должен составлять 4t, а угол изгиба не менее 120°, если низкая пластичность основного или присадочного металла не налагает иных ограничений.
Во время испытаний образцы не должны иметь дефектов более 3 мм в любом направлении. Дефекты, выявленные во время испытаний на краях и углах образца для испытаний, к оценке не принимаются.
Размеры в миллиметрах | |
| 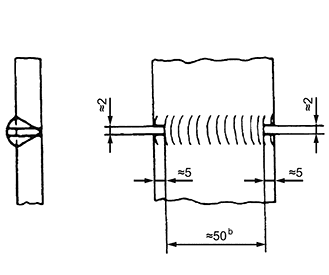 |
a) Вырезка образцов для испытаний | b) Подготовка |

|  |
c) Испытания на излом лицевой стороны | d) Испытания на излом стороны корня |
Примечание - На рисунке 5b) показан надрез q согласно ЕН 1320.
Рисунок 5 - Подготовка и испытания на излом образцов стыкового шва листов
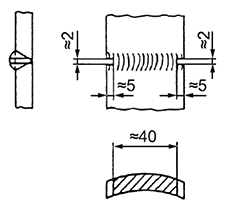
7.6.3 Угловые швы листов
Если необходимо, для испытаний на излом в соответствии с ЕН 1320 изделие разрезают на несколько образцов для испытаний [см. рисунок 6a)]. Каждый образец для испытаний должен иметь положение для испытаний согласно рисунку 6b, и быть исследован после излома.
Когда используют макроскопическое исследование, не менее четырех образцов для испытаний должны быть равномерно распределены по длине контролируемого участка шва. Макроскопические испытания проводят согласно ЕН 1321.
Размеры в миллиметрах | |

|  |
a) Контролируемая длина угловых швов | b) Испытание на излом |
Примечание - Рисунок 6b) - в угловом шве может быть сделан надрез, если это необходимо.
Рисунок 6 - Подготовка и испытание на излом образца углового шва листов
7.6.4 Стыковой шов труб
Минимальная длина сварного шва, требуемая для испытания труб, 150 мм. Если длина окружности менее 150 мм, то требуются дополнительные образцы для испытаний сварных швов.
При проведении радиографии [см. рисунки 7a) и b)] просвечивают всю контролируемую длину сварного шва заготовки сразу после сварки в соответствии с ЕН 1435 с способами класса B.
Испытание на поперечный изгиб выполняют в соответствии с ЕН 910. Диаметр оправки или опорного ролика должен составлять 4t, а угол изгиба не менее 120°, если низкая пластичность основного или присадочного металла не налагает иных ограничений.
Количество образцов для испытаний на излом или поперечный изгиб зависит от положения при сварке. Для положений PA или PC необходимо испытать один образец со стороны корня шва и один образец с лицевой стороны шва [см. рисунок 7a)]. Для всех других положений при сварке должны быть испытаны два образца со стороны корня шва и два образца с лицевой стороны шва [см. рисунок 7b)].
Во время испытаний образцы не должны иметь дефектов более 3 мм в любом направлении. Дефекты, выявленные во время испытаний на краях и углах образца для испытаний, к оценке не принимаются.
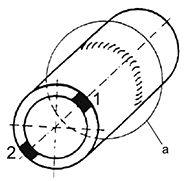 |
Положение 1 - образец для испытаний на излом корня шва или на поперечный изгиб корня шва или на боковой изгиб. Положение 2 - образец для испытаний на излом лицевой стороны шва или поперечный изгиб корня шва или на боковой изгиб
a) Вырезка не менее двух образцов для испытаний
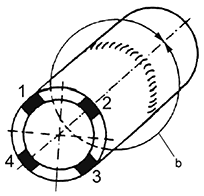 |
Положения 1+3 - каждое положение для испытания на излом корня шва или на поперечный изгиб корня шва или на боковой изгиб. Положения 2+4 - каждое положение для испытания на излом лицевой стороны шва или на поперечный изгиб лицевой стороны или на боковой изгиб
b) Вырезка не менее четырех образцов для испытаний
Размеры в миллиметрах | |
 | 
|
c) Подготовка образца для испытаний | d) Испытание на излом корня шва
|
| 
|
| e) Испытание на излом корня шва |
Примечание - На рисунке 7c) показан надрез q.
Рисунок 7 - Подготовка и испытания на излом образцов стыкового шва труб
7.6.5 Угловой шов труб
Для испытаний на излом в соответствии с ЕН 1320 заготовку разрезают на четыре и более образцов для испытаний и подвергают деформации (см. рисунок 8).
 |
Рисунок 8 - Подготовка и испытания на излом образцов углового шва труб
8 Требования к оценке образцов для испытаний
Образцы для испытаний оценивают в соответствии с нормами оценки качества, установленными для соответствующих видов дефектов. Полное описание этих дефектов приведено в ЕН ИСО 6520-1. Нормы оценки качества для дефектов, выявленных методами контроля в соответствии с настоящим стандартом, если не указано иное, устанавливают в соответствии с ИСО 5817. Водолаз-сварщик или сварщик-оператор проходит аттестацию, если дефекты находятся в допустимых пределах уровня B по ИСО 5817, за исключением следующих видов дефектов: превышение выпуклости (стыковой шов), превышение выпуклости (угловой шов), превышение проплава, для которых установлен уровень C.
Если дефекты в образце для испытаний водолаза-сварщика или сварщика-оператора превышают указанный допустимый максимум, то водолаз-сварщик или сварщик-оператор не может быть аттестован.
Следует также указать соответствующий уровень качества для неразрушающего контроля. Указанные процедуры используют для всех разрушающих испытаний и неразрушающего контроля.
9 Повторные испытания
Если по какому-либо испытанию не выполнены требования настоящего стандарта, водолаз-сварщик или сварщик-оператор должен сварить новый образец для испытаний.
Если будет установлено, что несоответствие качества объясняется недостаточной квалификацией водолаза-сварщика или сварщика-оператора, то водолаз-сварщик или сварщик-оператор считаются неспособными выполнить требования настоящего стандарта без дальнейшей подготовки до повторной аттестации.
Если установлено, что несоответствие качества вызвано металлургическими или другими посторонними причинами и не может быть напрямую связано с недостаточной квалификацией водолаза-сварщика или сварщика-оператора, то для оценки качества и испытаний нового образца и/или новых условий испытаний необходимы дополнительные испытания.
10 Срок действия аттестации
10.1 Первичная аттестация
Срок действия аттестации водолаза-сварщика или сварщика-оператора начинается с момента удовлетворительного завершения всех необходимых испытаний. Эта дата может отличаться от даты выдачи, указанной в аттестационном удостоверении.
Аттестация водолаза-сварщика или сварщика-оператора действует в течение двух лет, при условии, что соответствующее аттестационное удостоверение подписывается работодателем/координатором с интервалом в шесть месяцев и выполняются следующие условия:
a) водолаз-сварщик или сварщик-оператор должен работать по сварочному процессу в рамках области аттестации. Допускается перерыв в течение периода, не превышающего трех месяцев;
b) не должно быть оснований ставить под сомнение навыки и знания водолаза-сварщика или сварщика-оператора.
Если какое-либо из этих условий не выполняется, аттестационное удостоверение аннулируется.
10.2 Продление
Срок действия аттестации может быть продлен на два года после первичной аттестации при условиях 10.1 и выполнении следующих условий:
a) производственные сварные швы, выполненные водолазами-сварщиками или сварщиками-операторами, имеют требуемое качество.
b) записи всех испытаний в соответствии с таблицей 6, задокументированные за полгода, должны быть прикреплены к аттестационному удостоверению водолаза-сварщика или сварщика-оператора.
Эксперт или экспертный орган должен проверить соблюдение вышеуказанных условий и подписать продление аттестационного удостоверения водолаза-сварщика или сварщика-оператора.
11 Аттестационное удостоверение
Должно быть достоверно подтверждено, что водолаз-сварщик или сварщик-оператор успешно прошел аттестационные испытания. Все соответствующие условия испытаний должны быть записаны в аттестационном удостоверении. Если водолаз-сварщик или сварщик-оператор не выполнил какие-либо предписанные испытания, аттестационное удостоверение не выдают.
Удостоверение выдают под исключительную ответственность эксперта или экспертного органа, оно должно содержать всю информацию, указанную в приложении A. Форму приложения A рекомендуется использовать в качестве аттестационного удостоверения водолаза-сварщика или сварщика-оператора.
Если используется какая-либо другая форма удостоверения о прохождении водолазом-сварщиком аттестационных испытаний, то она должна содержать информацию, приведенную в приложении A. PWPS или WPS производителя, как указано в ЕН 288-2, должны содержать информацию о материалах, положениях при сварке, процессах, критериях качества и т.д. в соответствии с настоящим стандартом.
Аттестационное удостоверение водолаза-сварщика и сварщика-оператора выдается, по крайней мере, на одном из официальных языков CEN (английский, французский, немецкий).
Практическое испытание и проверку профессиональных знаний (см. приложение B) обозначают "Пройдено" или "Не проводилось".
Каждое изменение основных параметров аттестационных испытаний, выходящее за пределы области распространения аттестации, требует новых аттестационных испытаний и нового аттестационного удостоверения.
12 Обозначение
Оформленное аттестационное удостоверение водолаза-сварщика или сварщика-оператора должно содержать следующие пункты в указанном порядке (система устроена так, чтобы ее можно было использовать для компьютеризации):
a) номер настоящего стандарта;
b) основные параметры:
1) сварочные процессы, см 5.2 и ИСО 4063;
2) вид свариваемых деталей: лист (P), труба (T), см. 5.3;
3) тип шва: стыковой шов (BW), угловой шов (FW), см. 5.3;
4) группу основных материалов, см. 5.4;
5) присадочные материалы, см. 5.5;
6) размеры образца для испытаний: толщина t и диаметр трубы D, см. 5.6;
7) положения при сварке, см. 5.7 и ЕН ИСО 6947;
8) вид соединения: см. 6.3 и таблицу 3, расшифровку обозначений в 4.4;
9) глубина воды (wd) и тип воды, см. таблицу 5 и 5.8, расшифровку обозначений в 4.4.
Пример 1 - Аттестацию водолаза-сварщика обозначают:
ЕН ИСО 15618-2 111 P BW 8 B t09 PF ss nb wd200, где 111 - сварочный процесс - сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом); P - лист; BW - стыковой шов; 8 - группа основных материалов - аустенитные стали; B - сварочные материалы - электроды с основным типом покрытия; t09 - толщина образца для испытаний - 9 мм; PF - положение при сварке стыкового шва листов - вертикальное снизу вверх; ss - вид соединения - одностороннее, nb - без подкладки; wd200 - глубина воды - 200 м.
Пример 2 - Аттестацию сварщика-оператора обозначают:
ЕН ИСО 15618-2 136 T BW 1 fc t20 D219 PA ss nb wd200, где 136 - сварочный процесс - сварка дуговая порошковой проволокой в активном газе; T - труба; BW - стыковой шов; 1 - группа основных материалов - низкоуглеродистые нелегированные стали; fc - сварочные материалы - порошковая проволока; t20 - толщина образца для испытаний - 20 мм; PA - положение при сварке стыкового шва труб - нижнее поворотное; ss - вид соединения - одностороннее, nb - без подкладки; wd200 - глубина воды - 200 м.
Примечание - Для расшифровки обозначений, используемых в примерах, см. раздел 4.
Приложение А
(справочное)
Аттестационное удостоверение водолаза-сварщика или сварщика-оператора гипербарической сухой сварки | |||||||||||
Обозначение: | Эксперт/экспертный орган: | ||||||||||
Технические требования к процедуре сварки производителя | № | ||||||||||
№ (при наличии): | |||||||||||
ФИО водолаза-сварщика: | |||||||||||
Клеймо: | |||||||||||
Способ клеймения: | Фотография | ||||||||||
(если требуется) | |||||||||||
Дата и место рождения: | |||||||||||
Организация: | |||||||||||
Шифр/Стандарт на испытания: | |||||||||||
Проверка профессиональных знаний: Пройдено/не проводилась (ненужное зачеркнуть) | |||||||||||
Информация об испытаниях шва | Область аттестации | |
Глубина воды | ||
Газовая среда | ||
Сварочные процессы | ||
Лист или труба | ||
Тип шва | ||
Группа(ы) основного металла | ||
Тип/обозначение присадочного материала | ||
Защитные газы | ||
Вспомогательные приспособления | ||
Толщина образца для испытаний, мм | ||
Наружный диаметр трубы, мм | ||
Положение при сварке | ||
Зачистка/на подкладке |
Дополнительная информация доступна на прилагаемых листах и/или в технических требованиях к процедуре сварки: |
Вид контроля | Проведен | Не требуется |
Визуальный | ||
Радиографический | ||
Магнитопорошковый | ||
Капиллярный | ||
Макроскопический | ||
Испытание на излом | ||
Испытание на изгиб | ||
Ультразвуковой | ||
Дополнительные испытания | ||
При необходимости прикладывают отдельный лист. | ||
ФИО, дата и подпись: | |||||
Эксперт или экспертный орган: | |||||
Дата проведения: | |||||
Место проведения: | |||||
Аттестация действительна до: | |||||
Продление аттестации работодателем/координатором сварки на следующие шесть месяцев | |||||
Дата | Подпись | Должность или звание |
Приложение В
(справочное)
Профессиональные знания
В.1 Общие сведения
Проверка профессиональных знаний рекомендуется, но не является обязательной.
В некоторых странах может потребоваться, чтобы сварщик-водолаз прошел проверку профессиональных знаний. Если проверка профессиональных знаний проводилась, это заносят в удостоверение водолаза-сварщика или сварщика-оператора.
В настоящем приложении представлены профессиональные знания, которыми должен обладать водолаз-сварщик или сварщик-оператор для соблюдения правильности выполняемых процедур. Профессиональные знания, указанные в настоящем приложении, соответствуют минимальному необходимому уровню знаний.
Благодаря различным программам обучения в разных странах предлагается стандартизировать общие цели или категории профессиональных знаний. Актуальные вопросы должны быть составлены конкретной страной, но должны включаться вопросы по областям, указанным в В.2, относящимся к аттестационным испытаниям водолаза-сварщика или сварщика-оператора.
Фактические проверки профессиональных знаний водолаза-сварщика или сварщика-оператора проводят любым из следующих способов или комбинаций этих способов:
a) письменные тесты с выбором ответа (нескольких ответов);
b) устный опрос после письменных вопросов;
c) тестирование на компьютере;
d) тестирование с демонстрацией/наблюдением в соответствии с установленными критериями.
Проверка профессиональных знаний ограничивается вопросами, связанными с процессом сварки, применяемым при аттестации.
В.2 Требования
В.2.1 Оборудование для дуговой сварки
a) Идентификация и сборка основных компонентов и оборудования.
b) Род сварочного тока.
c) Подсоединение обратного сварочного кабеля.
________________
В.2.2.1 Ручная дуговая сварка покрытым электродом (111)
a) Умение обращаться с электродами.
b) Различные электроды.
В.2.2.2 Дуговая сварка в защитных газах (114, 131, 135, 136, 137, 141, 15)
a) Тип и размер электродов.
b) Обозначение защитного газа и скорость его подачи (кроме 114).
c) Тип, размер и обслуживание сопел/наконечников.
d) Выбор и ограничения режима переноса металла.
e) Защита сварочной дуги от сквозняков.
В.2.3 Основной металл
a) Идентификация материала.
b) Способ и контроль предварительного подогрева.
c) Контроль температуры между проходами.
В.2.4 Сварочные материалы
a) Идентификация сварочных материалов.
b) Хранение, обращение и условия применения сварочных материалов.
c) Выбор правильного размера.
d) Требования к чистоте поверхности электродов и порошковой проволоки.
e) Контроль расхода проволоки.
f) Контроль и оценка качества газа и его расхода.
В.2.5 Безопасность и предотвращение несчастных случаев
В.2.5.1 Общие сведения
a) Безопасная сборка, настройка и завершение процедур.
b) Безопасность сварочных испарений и газов.
c) Индивидуальная защита.
d) Угрозы пожара.
e) Сварка в замкнутых пространствах.
f) Информированность об условиях выполнения сварки.
В.2.5.2 Все дуговые процессы
a) Среда с повышенной опасностью поражения электрическим током.
b) Излучение дуги.
c) Эффект блуждающей дуги.
В.2.5.3 Дуговая сварка металлов в защитных газах
a) Безопасное хранение, обращение и использование сжатых газов.
b) Обнаружение утечек газа в шлангах и соединениях.
В.2.6 Последовательности/процедуры сварки
Знание требований технологического процесса сварки и влияния параметров сварки.
В.2.7 Разделка кромок и подготовка сварного шва
a) Соответствие подготовки соединения под сварку техническим требованиям к процедуре сварки (WPS).
b) Чистота подготовки кромок.
В.2.8 Дефекты сварного шва
a) Идентификация дефектов.
b) Причины возникновения.
c) Предупреждение и методы исправления.
В.2.9 Аттестация водолаза-сварщика и сварщика-оператора
Водолаз-сварщик или сварщик-оператор должны быть ознакомлены с областью распространения аттестации.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
EN 288-1 | - | * |
EN 288-2 | - | * |
EN 499 | - | * |
EN 571-1 | - | * |
EN 910 | - | * |
EN 970 | - | * |
EN 1290 | - | * |
EN 1320 | - | * |
EN 1321 | - | * |
EN 1418 | - | * |
EN 1435 | - | * |
EN 1600 | - | * |
EN 1714 | - | * |
EN ISO 4063 | IDT | ГОСТ Р ИСО 4063-2010 "Сварка и родственные процессы. Перечень и условные обозначения процессов" |
EN ISO 5817 | IDT | ГОСТ Р ИСО 5817-2021 "Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества" |
EN ISO 6520-1 | IDT | ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением" |
EN ISO 6947 | IDT | ГОСТ Р ИСО 6947-2022 "Сварка и родственные процессы. Положения при сварке" |
CR ISO 15608 | IDT | ГОСТ ISO/TR 15608-2020 "Сварка. Руководство по системе группирования металлических материалов" |
ISO 857-1 | - | * |
ISO 3581 | IDT | ГОСТ Р ИСО 3581-2021 "Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионностойких и жаростойких сталей. Классификация" |
* Соответствующий национальный, межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Примечание - В настоящей таблице использовано следующее условное обозначения степени соответствия стандартов: - IDT - идентичные стандарты. | ||
УДК 621.791:006.354 | ОКС 25.160.01 |
Ключевые слова: аттестационные испытания сварщиков, подводная сварка, гипербарическая сухая сварка | |
