ГОСТ Р ИСО 6520-2-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
КЛАССИФИКАЦИЯ ДЕФЕКТОВ ГЕОМЕТРИИ В МЕТАЛЛИЧЕСКИХ МАТЕРИАЛАХ
Часть 2
Сварка давлением
Welding and allied processes. Classification of geometric imperfections in metallic materials. Part 2. Welding with pressure
ОКС 25.160.01
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 июня 2021 г. N 550-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6520-2:2013* "Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 2. Сварка давлением" (ISO 6520-2:2013 "Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 2: Welding with pressure", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 7 "Обозначения и термины".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 6520-2-2009
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Серия стандартов ИСО 6520 под общим наименованием "Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах" включает в себя следующие части:
- часть 1. Сварка плавлением;
- часть 2. Сварка давлением.
Из таблицы 3 для удобства пользования стандартом исключены графы 4 и 5, содержащие определения дефектов на французском и немецком языках.
1 Область применения
Настоящий стандарт устанавливает классификацию дефектов сварных швов, выполненных сваркой давлением, с унифицированными обозначениями. В стандарт включены типы, формы и размеры различных дефектов при сварке давлением. Металлургические дефекты и дефекты, не вызванные сваркой, например дефекты, вызванные дополнительными напряжениями, нагрузками или влиянием окружающей среды, не рассматриваются.
Данные о последствиях влияния дефектов и применения конкретных конструкций не представлены, т.к. они зависят от конкретных требований к сварному соединению.
Примечание - В дополнение к терминам на английском и французском языках, двух из трех официальных языков ИСО, приводятся эквивалентные термины на немецком языке; они публикуются под ответственность Германии (DIN) - организации - члена ИСО, и предоставлены только для информации. Только термины и определения на официальных языках могут рассматриваться как термины ИСО.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 6520-1, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 1. Сварка плавлением)
3 Классификация
Дефекты классифицируются по шести группам:
- P1 - трещины;
- P2 - полости;
- P3 - твердые включения;
- P4 - несплавления;
- P5 - дефекты формы;
- P6 - прочие дефекты, не включенные в группы P1-P5.
Буква "P" обозначает сварку давлением.
В таблице 1 приведены:
a) в столбце 1 - трехзначное цифровое обозначение каждого дефекта и четырех- или пятизначное цифровое обозначение его разновидностей;
b) в столбце 2 - наименование дефекта на русском, английском, французском и немецком языках;
c) в столбце 3 - определение;
d) в столбце 4 - рисунки, дополняющие определение, при необходимости.
Используется такая же система обозначения, как и в ИСО 6520-1.
В таблице А.1 приведены процессы сварки, при которых могут возникать дефекты, перечисленные в настоящем стандарте.
Таблица 1 - Классификация
Обозначение дефекта | Наименование | Определение | Рисунок |
1 | 2 | 3 | 4 |
Группа 1 - Трещины | |||
P 100 | Трещина | Несплошность, возникшая из-за охлаждения или приложения нагрузки | |
P 1001 | Микротрещина | Трещина, как правило, видимая только под микроскопом | |
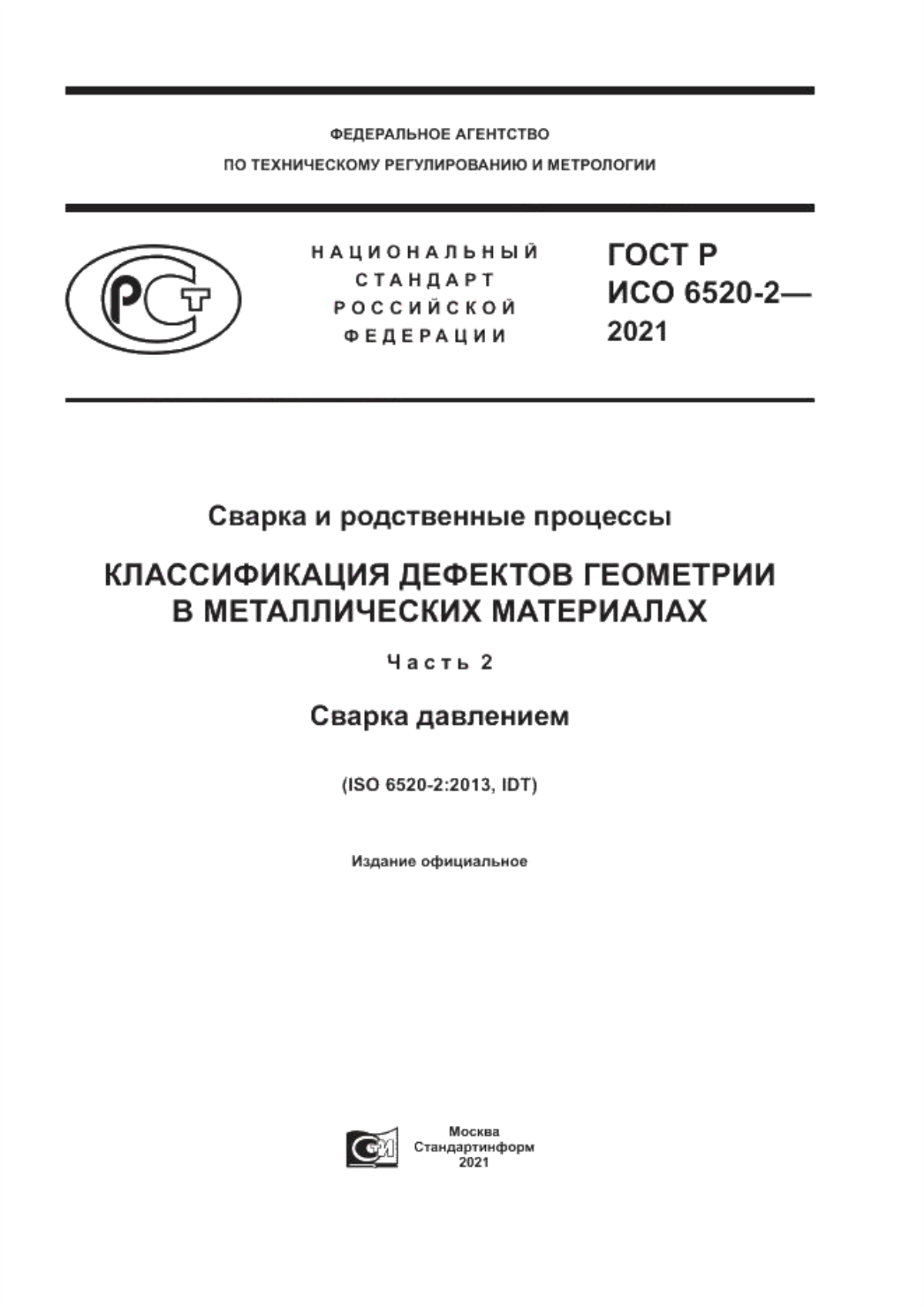
P 101 | Продольная трещина | Трещина, как правило, параллельная оси сварного шва. Может быть расположена: |
|
P 1011 | - в сварном шве; | ||
P 1013 | - в зоне термического влияния (ЗТВ); | ||
P 1014 | - в основном металле | ||
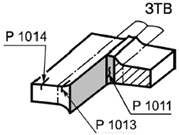
P 102 | Поперечная трещина | Трещина, как правило, расположенная перпендикулярно оси сварного шва. Может быть расположена: |
|
P 1021 | - в сварном шве; | ||
P 1023 | - в зоне термического влияния (ЗТВ); | ||
P 1024 | - в основном металле | ||
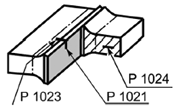
P 1100 | Разветвленная трещина | Множественные трещины, расходящиеся от общей центральной точки и, как правило, расположенные в литом ядре сварной точки |
|
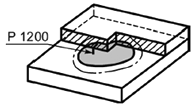
P 1200 | Трещина на краю литого ядра сварной точки | Трещина, как правило, в форме запятой, которая может распространяться в зону термического влияния (ЗТВ) |
|
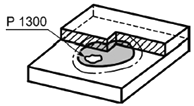
P 1300 | Трещина в плоскости соединения | Трещина, как правило, направленная к краю литого ядра |
|
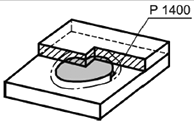
P 1400 | Трещина в зоне термического влияния (ЗТВ) | См. столбец 2 |
|
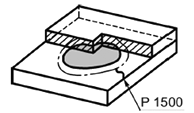
P 1500 | Трещина в основном металле | См. столбец 2 |
|
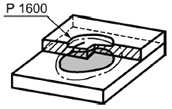
P 1600 | Поверхностная трещина | Трещина, выходящая на поверхность в зоне шва |
|
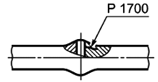
P 1700 | Трещина в форме крючка | Трещина в зоне осадки металла, как правило, берущая начало от включения |
|
Группа 2 - Полости | |||
P 200 | Полость | См. столбец 2 | |
P 201 | Газовая полость | Полость, образованная задержанным газом в области литого ядра, в сварном шве или в зоне термического влияния (ЗТВ) | |
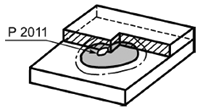
P 2011 | Газовая пора Gaspore | Газовая полость практически сферической формы |
|
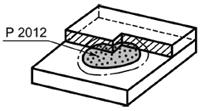
P 2012 | Равномерная пористость | Газовые поры, распределенные примерно равномерно по металлу сварного шва |
|
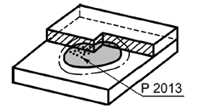
P 2013 | Локализованная (кластерная) пористость | Группа равномерно распределенных пор |
|
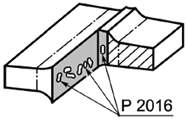
P 2016 | Червеобразная раковина | Трубчатая полость в металле сварного шва; как правило, такие полости объединены в группы и расположены в виде колосовидных образований |
|
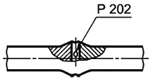
P 202 | Усадочная раковина | Полость, образованная в металле сварного шва во время кристаллизации |
|
P 203 | Раковина, образованная при проковке | Может проявиться при усадке | |
Группа 3 - Твердые включения | |||
P 300 | Твердое включение
| Твердое инородное вещество в сварном шве | |
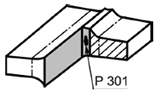
P 301 | Шлаковое включение | Неметаллические включения в сварном шве (единичное или группа) |
|
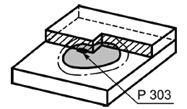
P 303 | Оксидное включение | Тонкие включения оксидов металлов в сварном шве (единичные или групповые) |
|
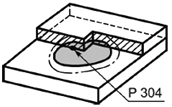
P 304 | Металлическое включение | Частица инородного металла в сварном шве |
|
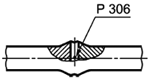
P 306 | Вкрапление литого металла | Затвердевший остаточный расплавленный металл в соединении, включая примеси |
|
Группа 4 - Несплавления | |||
P 400 | Несплавление | Неполное сплавление в соединении | |
P 401 | Отсутствие шва | Свариваемые поверхности не соединены | |
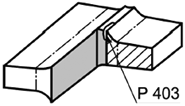
P 403 | Неполное сплавление | Свариваемые поверхности соединены частично или недостаточно |
|
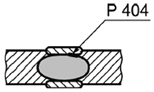
P 404 | Не полностью приваренная фольга | Сплавление между рабочими поверхностями и ленточными накладками из фольги недостаточное |
|
Группа 5 - Дефекты формы | |||
P 500 | Неправильная форма | Отклонение от заданной формы соединения | |
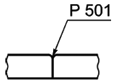
P 501 | Подрез | Канавка на поверхности, образовавшаяся в результате сварки |
|
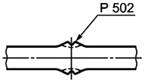
P 502 | Чрезмерная осадка металла | Осадка металла, превышающая установленные пределы |
|
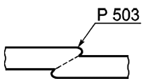
P 503 | Неправильная установка деталей или электродов | Чрезмерная толщина шва из-за неправильной установки деталей или электродов при контактной шовной сварке с раздавливанием кромок |
|
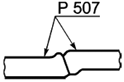
P 507 | Линейное смещение | Смещение друг относительно друга параллельных плоскостей поверхностей двух свариваемых деталей |
|
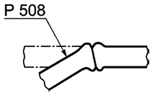
P 508 | Угловое смещение | Непараллельность плоскостей лицевых поверхностей свариваемых деталей (или расположение их под определенным углом) |
|
P 520 | Коробление
| Отклонение от заданных размеров и формы поверхностей сваренных деталей | |
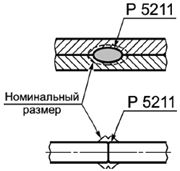
P 521 | Неправильные размеры литого ядра или сварного шва | Отклонение размеров литого ядра или сварного шва от заданных | |
P 5211 | Недостаточная величина литого ядра или осадки | Объем литого ядра или выдавленного при осадке металла слишком мал |
|
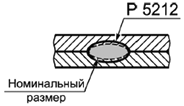
P 5212 | Чрезмерная толщина литого ядра | Толщина литого ядра больше заданной |
|
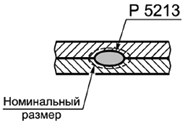
P 5213 | Слишком маленький диаметр литого ядра | Диаметр литого ядра меньше заданного |
|
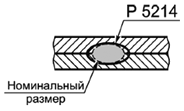
P 5214 | Слишком большой диаметр литого ядра | Диаметр литого ядра больше заданного |
|
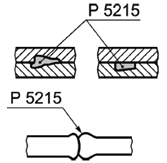
P 5215 | Асимметрия литого ядра или области осадки | Асимметрия формы и/или расположения литого ядра или объема |
|
P 5216 | Недостаточная глубина проплавления в зоне литого ядра
Unzureichende Linseneindringtiefe | Глубина проплавления в зоне литого ядра в одной из соединяемых деталей, измеренная от плоскости соединения, недостаточна |
|
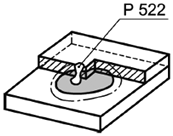
P 522 | Прожог с одной стороны | Глухое отверстие в месте сварного шва, образовавшееся из-за выплеска расплавленного металла |
|
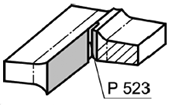
P 523 | Прожог зоны литого ядра или сварного шва | Сквозное отверстие в месте сварного шва, образовавшееся из-за выплеска расплавленного металла |
|
P 524 | Слишком большая зона термического влияния | Зона термического влияния больше требуемой | |
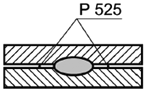
P 525 | Чрезмерное расхождение листов | Зазор между сваренными поверхностями деталей больше допустимого |
|
P 526 | Дефект поверхности
| Отклонение внешнего вида поверхности сваренной детали от требуемого после сварки | |
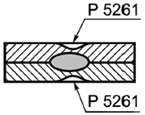
P 5261 | Углубления | Местные углубления на поверхности сваренных деталей в месте вдавливания электрода |
|
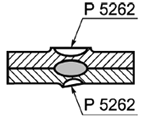
P 5262 | Выступ на поверхности | Выступы материала, образовавшиеся в результате выдавливания, или грат рядом с местом вдавливания электрода |
|
P 5263 | Налипание материала электрода | Материал электрода прилипает к поверхности сваренной детали | |
P 5264 | Неправильное вдавливание электрода | Отклонения размеров отпечатка электрода от требуемых. Могут быть: | |
P 52641 | Чрезмерное вдавливание | - диаметр или ширина вдавливания электрода больше заданного размера; | |
P 52642 | Чрезмерная глубина вдавливания электрода | - глубина вдавливания электрода больше заданной; | |
P 52643 | Неодинаковое вдавливание электрода | - глубина и/или диаметр или ширина вдавливания электрода не постоянны | |
P 5265 | Оплавление поверхности фольги | См. столбец 2 | |
P 5266 | Оплавление в месте зажимов (из-за пригорания) | Оплавление на поверхности сваренного изделия в месте токоподводов | |
P 5267 | Следы от зажимов | Механическое повреждение поверхности изделия от зажимов | |
P 5268 | Поврежденное покрытие | См. столбец 2 | |
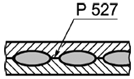
P 527 | Прерывающийся шов | Недостаточное перекрытие сварных точек для образования сплошного сварного шва |
|
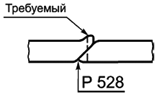
P 528 | Смещенный шов | См. столбец 2 |
|
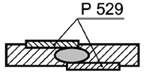
P 529 | Смещение ленточных накладок из фольги | Две ленточные накладки из фольги смещены по отношению друг к другу |
|
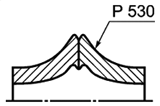
P 530 | "Вздутое" соединение | Сваренные трубы расширяются в области шва |
|
Группа 6 - Прочие дефекты | |||
P 600 | Прочие дефекты
| Дефекты, не включенные в группы 1-5 | |
P 602 | Брызги металла | Металлические капли, прилипшие к поверхности сваренной детали | |
P 6011 | Цвета побежалости (видимая окисная пленка) | Окисленная поверхность в зоне сварной точки или сварного шва | |
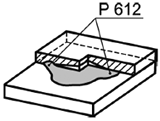
P 612 | Выдавливание материала (выплеск шва) | Расплавленный металл, вышедший из зоны шва, включая брызги и выплески |
|

Приложение А
(справочное)
Дефекты и процессы сварки
Таблица А.1 - Процессы сварки, при которых могут встречаться дефекты, перечисленные в настоящем стандарте
ИСО 4063[1] | 21 | 221 | 222 | 225 | 23 | 24 | 25 | 27 | 41 | 42 | 441 | 45 | 47 | 48 | 78 | 26 | 74 |
Способ сварки | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | Свар- | При- | При- | Свар- |
Р 100 | |||||||||||||||||
Р 1001 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
Р 101 | |||||||||||||||||
Р 1011 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 1013 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||||||
Р 1014 | Х | Х | Х | Х | Х | ||||||||||||
Р 102 | |||||||||||||||||
Р 1021 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 1023 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 1024 | Х | Х | Х | ||||||||||||||
Р 1100 | Х | Х | Х | Х | Х | ||||||||||||
Р 1200 | Х | Х | Х | ||||||||||||||
Р 1300 | Х | Х | Х | Х | |||||||||||||
Р 1400 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||||
Р 1500 | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||||
Р 1600 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 1700 | Х | Х | Х | Х | Х | ||||||||||||
Р 200 | |||||||||||||||||
Р 201 | |||||||||||||||||
Р 2011 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||||
Р 2012 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||||
Р 2013 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 2016 | Х | Х | Х | Х | |||||||||||||
Р 202 | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||||
Р 203 | Х | Х | |||||||||||||||
Р 300 | |||||||||||||||||
Р 301 | Х | Х | Х | Х | Х | Х | Х | ||||||||||
Р 303 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||
Р 304 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||
Р 306 | Х | ||||||||||||||||
Р 400 | |||||||||||||||||
Р 401 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
Р 403 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
Р 404 | Х | ||||||||||||||||
Р 500 | |||||||||||||||||
Р 501 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||||||
Р 502 | Х | Х | Х | Х | Х | Х | Х | ||||||||||
Р 503 | Х | ||||||||||||||||
Р 507 | Х | Х | Х | Х | Х | Х | Х | Х | |||||||||
Р 508 | Х | Х | Х | Х | Х | Х | Х | Х | |||||||||
Р 520 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||
Р 521 | |||||||||||||||||
Р 5211 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 5212 | Х | Х | |||||||||||||||
Р 5213 | Х | Х | |||||||||||||||
Р 5214 | Х | Х | |||||||||||||||
Р 5215 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
Р 5216 | Х | Х | |||||||||||||||
Р 522 | Х | Х | Х | Х | Х | Х | Х | ||||||||||
Р 523 | Х | Х | Х | Х | |||||||||||||
Р 524 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||
Р 525 | Х | Х | Х | Х | Х | ||||||||||||
Р 526 | Х | Х | |||||||||||||||
Р 5261 | Х | Х | Х | Х | Х | ||||||||||||
Р 5262 | Х | Х | Х | Х | Х | Х | Х | ||||||||||
Р 5263 | Х | Х | Х | Х | Х | Х | |||||||||||
Р 5264 | |||||||||||||||||
Р 52641 | Х | Х | Х | Х | Х | ||||||||||||
Р 52642 | Х | Х | Х | Х | Х | ||||||||||||
Р 52643 | Х | Х | Х | Х | Х | ||||||||||||
Р 5265 | Х | ||||||||||||||||
Р 5266 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | ||||||
Р 5267 | Х | Х | Х | Х | Х | Х | Х | ||||||||||
Р 5268 | Х | Х | Х | Х | Х | Х | |||||||||||
Р 527 | Х | Х | |||||||||||||||
Р 528 | Х | Х | Х | Х | Х | Х | Х | Х | |||||||||
Р 529 | Х | ||||||||||||||||
Р 530 | Х | Х | Х | Х | Х | Х | |||||||||||
Р 600 | |||||||||||||||||
Р 602 | Х | Х | Х | Х | Х | Х | Х | ||||||||||
Р 6011 | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||
Р 612 | Х | Х | Х | Х | |||||||||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 6520-1 | IDT | ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 4063 | Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов) |
УДК 621.791:006.354 | ОКС 25.160.01 |
Ключевые слова: сварка давлением, дефекты при сварке, классификация дефектов | |
Электронный текст документа
и сверен по:
, 2021
