ГОСТ EN 859-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков
ФУГОВАЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ С РУЧНОЙ ПОДАЧЕЙ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
Safety of woodworking machines. Hand fed surface planing machines
МКС 79.120.10
Дата введения 2024-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС), на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Госстандартом Республики Беларусь
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 февраля 2015 г. № 75-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 января 2024 г. № 92-ст межгосударственный стандарт ГОСТ EN 859-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2024 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 859:2007+A2:2012* "Безопасность деревообрабатывающих станков. Фуговально-строгальные станки с ручной подачей обрабатываемого материала" ("Safety of woodworking machines - Hand fed surface planing machines", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт разработан Техническим комитетом по стандартизации CEN/TC 142 "Деревообрабатывающие станки. Безопасность" Европейского комитета по стандартизации (CEN).
Настоящий стандарт реализует существенные требования безопасности Директивы 2006/42/ЕС, приведенные в приложении ZA.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт представляет собой стандарт типа C по EN ISO 12100.
В области применения приведены существенные опасности, опасные ситуации и события, рассматриваемые в настоящем стандарте.
Если требования настоящего стандарта отличаются от положений, которые установлены в стандартах типа A или B, то требования настоящего стандарта имеют приоритет над положениями других стандартов для машин, которые сконструированы и изготовлены в соответствии с положениями настоящего стандарта типа C.
1 Область применения
Настоящий стандарт рассматривает все существенные опасности, опасные ситуации и события, приведенные в разделе 4, которые относятся к стационарным и передвижным фуговально-строгальным станкам с ручной подачей обрабатываемого материала, с или без съемного механизма подачи (далее - станки), предназначенные для обработки древесины, древесностружечных, древесноволокнистых плит и фанеры, при использовании станков по назначению и в соответствии с условиями, предусмотренными изготовителем, включая неправильное использование, которое можно предусмотреть.
Станки, предназначенные для обработки древесных материалов, могут также использоваться для обработки материалов, укрепленных пластмассой, с похожими физическими характеристиками как у древесины.
Настоящий стандарт не распространяется на:
a) станки, устанавливаемые на верстаке или столе, подобном верстаку, предназначенные для стационарного использования в работе и возможности переноса их вручную одним человеком;
Примечание 1 - Переносные настольные электроприводные станки рассмотрены в EN 61029-1:2009 совместно с EN 61029-2-3:2011.
b) ручные рубанки и любые приспособления, допускающие использование их различным способом, например установкой на верстаке;
Примечание 2 - Машины ручные электрические рассмотрены в EN 60745-1:2009 совместно с EN 60745-2-14:2009.
Требования настоящего стандарта не распространяются на станки, которые изготовлены до даты введения в действие настоящего стандарта.
Примечание 3 - Станки, рассматриваемые в настоящем стандарте, перечислены в Директиве 2006/42/ЕС (п.3 приложения IV).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных ссылок применяют последнее издание ссылочного стандарта (включая все его изменения)]:
EN 847-1:2005+A1:2007 Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades (Инструменты деревообрабатывающие. Требования безопасности. Часть 1. Инструменты для обработки фрезерованием и резанием, полотна дисковой пилы)
EN 1005-2:2003+A1:2008 Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физические характеристики человека. Часть 2. Управление машинами вручную и составные части машин)
EN 1005-4:2005+А1:2008 Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физические характеристики человека. Часть 4. Оценка рабочих положений и движений относительно машин)
EN 1037:1995+А1:2008 Safety of machinery - Prevention of unexpected start-up (Безопасность машин. Предотвращение неожиданного пуска)
EN 50178:1997 Electronic equipment for use in power installations (Оборудование электронное, используемое в силовых электроустановках)
EN 50370-1:2005 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Помехоэмиссия)
EN 50370-2:2003 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость)
EN 60204-1:2006 Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005, modified) (Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования)
EN 60439-1:1999/А1:2004 Low-voltage switchgear and controlgear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999) (Низковольтные комплектные устройства распределения и управления. Часть 1. Устройства, подвергаемые типовым испытаниям полностью и частично)
EN 60439-1:2009 Low-voltage switchgear and controlgear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999) (Низковольтные комплектные устройства распределения и управления. Часть 1. Устройства, подвергаемые типовым испытаниям полностью и частично)
EN 60529:1991 Degrees of protection provided by enclosures (IP code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками (код IP))
EN 60529:1991/А1:2000 Degrees of protection provided by enclosures (IP code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками (код IP))
EN 61310-1:2008, Safety of machinery - Indication, marking and actuation - Part 1: Requirements for visual, auditory and tactile signals (IEC 61310-1:2007) (Безопасность машин. Индикация, маркировка и включение. Часть 1. Требования к визуальным, звуковым и тактильным сигналам)
EN 61496-1:2004 Safety of machinery - Electro-sensitive protective equipment - Part 1: General requirements and tests (IEC 61496-1:2004, modified) (Безопасность машин. Электрочувствительные защитные устройства. Часть 1. Общие требования и испытания)
EN 61800-5-2:2007 Adjustable speed electrical power drive systems - Part 5-2: Safety requirements - Functional (IEC 61800-5-2:2007) (Системы силовых электрических приводов с регулируемой скоростью. Часть 5-2. Требования безопасности. Функциональная безопасность)
EN ISO 3743-1:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering methods for small movable sources in reverberant fields - Part 1: Comparison method for a hard-walled test room (ISO 3743-1:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 1. Метод сравнения для испытательной камеры с жесткими стенами)
EN ISO 3743-2:2009 Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2: Methods for special reverberant test rooms (ISO 3743-2:1994) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер)
EN ISO 3744:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering methods for an essentially free field over a reflecting plane (ISO 3744:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы в условиях свободного звукового поля над отражающей поверхностью)
EN ISO 3745:2009 Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and semi-anechoic rooms (ISO 3745:2003) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Точные методы звукопоглощающих и звукоотражающих камер)
EN ISO 3746:2010 Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием охватывающей измерительной поверхности над звукоотражающей плоскостью)
EN ISO 4413:2010 Hydraulic fluid power - General rules and safety requirements for systems and their components (ISO 4413:2010) (Приводы гидравлические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4414:2010 Pneumatic fluid power - General rules and safety requirements for systems and their components (ISO 4414:2010) (Приводы пневматические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4871:2009 Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996) (Акустика. Декларация и верификация значений шумовых характеристик машин и оборудования)
EN ISO 9614-1:2009 Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (ISO 9614-1:1993) (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в дискретных точках)
EN ISO 11202:2010 Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections (ISO 11202:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением приближенной поправки на внешние воздействующие факторы)
EN ISO 11204:2010 Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections (ISO 11202:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением точных поправок на внешние воздействующие факторы)
EN ISO 11688-1:2009 Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (ISO/TR 11688-1:1995) (Акустика. Практические рекомендации для проектирования машин и оборудования с низким уровнем шума. Часть 1. Планирование)
EN ISO 12100:2010 Safety of machinery - General principles for design - Risk assessment and risk reduction (ISO 12100:2010) (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
EN ISO 13849-1:2012 Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006) (Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы конструирования)
EN ISO 13849-2:2008 Safety of machinery - Safety-related parts of control systems - Part 2: Validation (ISO 13849-2:2003) (Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 2. Валидация)
EN ISO 13850:2008 Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006) (Безопасность машин. Аварийный останов. Принципы конструирования)
EN ISO 13857:2008 Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (ISO 13857:2008) (Безопасность машин. Безопасные расстояния, предохраняющие верхние и нижние конечности от попадания в опасные зоны)
HD 22.4 S4:2004 Cables of rated voltages up to and including 450/750 V and having crosslinked insulation - Part 4: Cords and flexible cables (Кабели на номинальное напряжение до 450/750 В включительно и со сшитой изоляцией. Часть 4. Шнуры и гибкие кабели)
ISO 7571:1986, Woodworking machines - Surface planing machines with cutterblock for one-side dressing - Nomenclature and acceptance conditions (Станки деревообрабатывающие. Горизонтально-строгальные станки с режущей головкой для одностороннего строгания. Номенклатура и условия приемки)
ISO 7960:1995 Airborne noise emitted by machine tools - Operating conditions for woodworking machines (Шум, распространяющийся по воздуху при работе станков. Условия эксплуатации деревообрабатывающих станков)
3 Термины и определения
3.1 Общие положения
В настоящем стандарте применяют термины, установленные в EN ISO 12100:2010, а также следующие термины с соответствующими определениями.
3.2 Определения
3.2.1 фуговально-строгальный станок с ручной подачей обрабатываемого материала (handfed surface planing machine): Станок, предназначенный для срезания слоя с нижней поверхности заготовки вращающимся вокруг горизонтальной оси ножевым валом, установленным под прямым углом к направлению подачи заготовки и расположенным снизу между двумя столами, предназначенными для установки и поддержания обрабатываемой заготовки в процессе обработки.
Примечание - Ножевой вал является составным инструментом цилиндрической формы, оснащенный плоскими ножами с горизонтальной прямолинейной режущей кромкой, который режет в процессе вращения (см. также описание составного инструмента по EN 847-1:2005+А1:2007). Заготовка подается в станок навстречу вращению ножевого вала.
3.2.2 ручная подача (hand feed): Управление загрузкой и/или подача заготовки. Ручная подача включает использование съемного механизма подачи.
3.2.3 стационарный станок (stationary machine): Станок, предназначенный для размещения и закрепления на полу или в других местах рабочего помещения и не предназначенный для перемещения во время его эксплуатации.
3.2.4 передвижной станок (displaceable machine): Станок, закрепленный на полу, неподвижный при эксплуатации и оснащенный устройством (обычно колесами), позволяющим перемещать его с одного места на другое.
3.2.5 съемный механизм подачи (demountable power feed unit): Механизм подачи, который установлен на станке таким образом, что он может быть перемещен из его рабочего положения без применения гаечного ключа или аналогичных вспомогательных устройств.
3.2.6 обратный удар (kickback): Особая форма выбрасывания, заключающаяся в непредусмотренном движении заготовки, ее частей или частей станка, во время обработки в направлении, противоположном подаче.
3.2.7 время выбега (run-down time): Время от момента приведения в действие устройства управления остановом станка до остановки шпинделя.
3.2.8 время разгона (run-up time): Время от приведения в действие устройства управления пуском станка до достижения шпинделем заданной частоты вращения.
3.2.9 место оператора (operator position): Место, с которого оператор подает заготовку в станок.
3.2.10 привод станка (machine actuator): Устройство, с помощью которого станок приводится в действие.
3.2.11 программируемый логический контроллер безопасности (safety programmable logic controller (PLC)): Программируемый логический контроллер, обеспечивающий безопасность работы станка и имеющий соответствующий характеристический уровень PL по EN ISO 13849-1:2008.
3.2.12 встроенное программное обеспечение (embedded software (SRESW)): Программное обеспечение, которое является частью системы управления, поставляемое изготовителем и которое не доступно для модификации пользователем станка.
Примечание 1 - Аппаратно-программное обеспечение или системное программное обеспечение являются примерами встроенного программного обеспечения (см. EN ISO 13849-1:2008, терминологическая статья 3.1.37).
Примечание 2 - "Изготовитель" означает "Изготовитель системы".
Примечание 3 - В качестве примера можно привести систему устройства контроля частоты вращения.
3.2.13 прикладное программное обеспечение (application software (SRASW)): Программное обеспечение конкретного приложения, реализованное изготовителем станка и содержащее логические последовательности, пределы и выражения, которые контролируют соответствующие входы, выходы, расчеты и решения, необходимые для выполнения требований SRP/CS (см. EN ISO 13849-1:2008, терминологическая статья 3.1.36).
3.2.14 элемент системы управления, связанная с безопасностью (SRP/CS) (safety related part of a control system (SRP/CS)): Часть или элемент(ы) системы управления, которые реагируют на входные сигналы, связанные с безопасностью, и генерируют выходные сигналы, связанные с безопасностью.
Примечание 1 - Комбинация элементов системы управления, связанная с безопасностью, начинающаяся от точки возникновения сигнала, связанного с обеспечением безопасности на входе (в том числе, например, приводного кулачка или ролика позиционного выключателя), и заканчивающаяся конечным элементом системы управления на выходе (в том числе, например, главный контактный пускатель). Система управления также включает в себя систему контроля (см. EN ISO 13849-1:2008, подраздел 3.1).
Примечание 2 - Если система контроля используется для диагностики, она также считается SRP/CS (см. EN ISO 13849-1:2008, терминологическая статья 3.1.1).
3.2.15 информация от поставщика (information from the supplier): Заявления, коммерческая литература, буклеты и другая документация, в котором изготовитель (поставщик) указывает либо характеристики, например материала или продукции, либо подтверждает соответствие данного материала или продукции требованиям соответствующего стандарта.
3.2.16 характеристический уровень PL (performance level PL): Дискретный уровень, который используется для оценки способности элементов систем управления, связанных с безопасностью, обеспечивать безопасное функционирование оборудования в прогнозируемых условиях (см. EN ISO 13849-1:2008, терминологическая статья 3.1.23).
3.3 Составные элементы станка
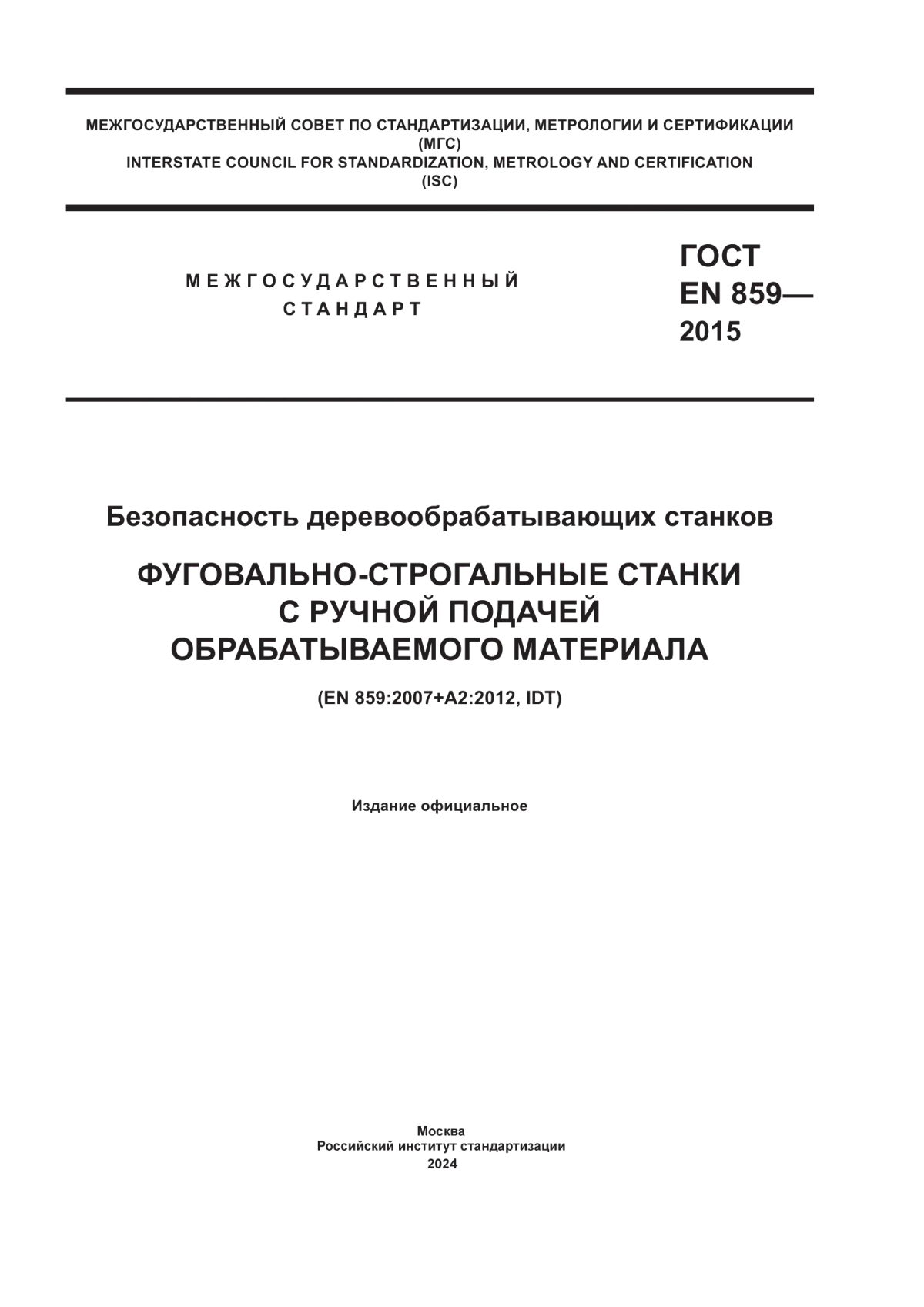
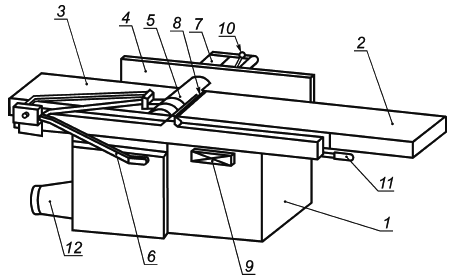
Наименования основных элементов станка показаны на рисунке 1. Рабочие операции при использовании аппарата в режиме строгания показаны на рисунке 2.
|
1 - станина; 2 - загрузочный стол; 3 - приемный стол; 4 - наклоняемая направляющая линейка; 5 - ограждение мостового типа; 6 - устройство регулировки защитного ограждения мостового типа; 7 - ограждение за направляющей линейкой; 8 - ножевой вал; 9 - панель управления; 10 - устройство для наклона направляющей; 11 - устройство регулировки стола по высоте; 12 - вытяжной колпак опилок и пыли
Рисунок 1 - Пример фуговального станка с ручной подачей
|
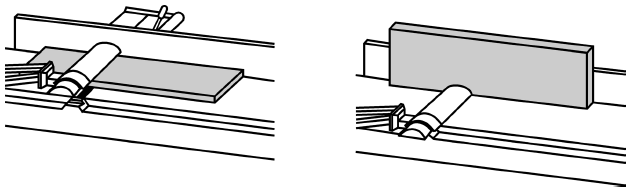
Рисунок 2 - Фугование (слева) и обработка кромки (справа)
4 Перечень существенных опасностей
В настоящем разделе рассматриваются все существенные опасности, опасные ситуации и события (см. EN ISO 12100:2010), которые идентифицированы оценкой риска как существенные для данного типа станков, указанных в области применения, и описаны применяемые меры для устранения или уменьшения рисков. Настоящий стандарт рассматривает существенные опасности путем определения требований безопасности и/или защитных мер, или включением ссылок на соответствующие стандарты.
Перечень опасностей приведен в таблице 1.
Таблица 1 - Перечень существенных опасностей
№ | Опасности, опасные ситуации и события | EN ISO 12100:2010 | Пункт в настоящем стандарте |
1 | Механические опасности, касающиеся:
| ||
a) форма; | 6.2.2.1, 6.2.2.2, 6.3 | 5.3.3, 5.3.5, 5.3.6 | |
b) взаимное расположение; | 5.3.2, 5.3.5, 5.3.6 | ||
c) масса и устойчивость (потенциальная энергия элементов, которые могут перемещаться под действием силы тяжести); | 5.3.1, 5.3.5 | ||
e) механическая прочность; | 5.3.5, 5.3.6, 5.3.7 | ||
- накопленной энергии внутри станка: | |||
f) упругие элементы (пружины); | 6.2.10, 6.3.5.4 | 5.3.6 | |
g) жидкость и газы под давлением; | 5.4.6, 5.4.7 | ||
1.1 | Опасность раздавливания | 5.3.7 | |
1.3 | Опасность разрезания или разрыва | 5.3.3, 5.3.7 | |
1.4 | Опасность наматывания | 5.3.7 | |
1.5 | Опасности затягивания или захвата | 5.3.7 | |
1.6 | Опасность удара | 5.3.5 | |
1.9 | Опасность выброса жидкостей под высоким давлением | 6.2.10 | 5.4.6, 5.4.7 |
2 | Электрические опасности: | ||
2.1 | контакт персонала с токоведущими частями (прямой контакт) | 6.2.9, 6.3.5.4 | 5.4.4 |
2.2 | Соприкосновение персонала с частями, которые попали под напряжение в результате неисправности (косвенный контакт) | 6.2.9 | 5.4.4 |
4 | Опасности от шума, приводящие: | ||
4.1 | к потере слуха (глухота), другим физиологическим нарушениям (потеря равновесия, потеря сознания) | 6.2.2.2, 6.3 | 5.4.2 |
4.2 | к нарушению речевой коммуникации, ухудшению восприятия звуковых сигналов | 5.4.2 | |
7 | Опасности, возникающие от воздействия материалов и веществ (и их составляющих элементов), обрабатываемых или используемых оборудованием: | ||
7.1 | опасности контактирования или вдыхания ядовитых жидкостей и пыли | 6.2.3, 6.2.4 | 5.4.3 |
7.2 | пожар | 6.2.4 | 5.4.1 |
8 | Опасности, возникающие из-за несоблюдения эргономических принципов при конструировании станка и касающиеся: | ||
8.1 | неправильной осанки или повышенного физического напряжения | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | 5.2.2 |
8.2 | анатомии "кисть-рука" или "ступня-нога" | 6.2.8.3 | 5.3.6 |
8.4 | местного освещения | 6.2.8.6 | 6.3 |
8.6 | человеческого фактора | 6.2.8, 6.2.11,8, 6.2.11.10, 6.3.5.2, 6.4 | 6.3 |
8.7 | конструкции, расположения или идентификации элементов ручного управления | 6.2.8.7, 6.2.11.8 | 5.2.2 |
8.8 | конструкции, расположения средств визуального наблюдения | 6.2.8.8, 6.4.2 | 5.4.5, 6.2 |
9 | Комбинация опасностей | 6.3.2.1 | 5.2.3, 5.2.5, 5.2.6, 5.2.7, 5.4.9, 5.4.10 |
10 | Непреднамеренный пуск, неожиданное повышение скорости (или любой подобный сбой) от: | ||
10.1 | отказа/сбоя в работе системы управления | 6.2.11, 6.3.5.4 | 5.2.1, 5.2.6, 5.2.7 |
10.2 | восстановление подачи энергоснабжения после прерывания | 6.2.11.4 | 5.2.6 |
10.3 | внешних воздействий на электрооборудование | 6.2.11.11 | 5.2.1, 5.4.8 |
10.5 | ошибок в программном обеспечении | 6.2.11.7 | 5.2.1 |
11 | Невозможность останова станка в оптимальных условиях | 6.2.11.1, 6.2.11.3, 6.3.5.2 | 5.2.4, 5.2.5, 5.3.4 |
13 | Отказ системы энергоснабжения | 6.2.11.1, 6.2.11.4 | 5.2.6 |
14 | Отказ систем управления | 6.2.11, 6.3.5.4 | 5.2.1, 5.2.7 |
16 | Поломки во время работы | 6.2.3 | 5.3.2 |
17 | Падение или выброс предметов или жидкостей | 6.2.3, 6.2.10 | 5.3.2, 5.3.3, 5.3.5 |
18 | Потери устойчивости/опрокидывание станка | 6.3.2.6 | 5.3.1 |
5 Требования безопасности и/или защитные меры
5.1 Общие требования
Станки должны соответствовать требованиям безопасности и/или защитным мерам, установленным настоящим разделом.
Кроме того, станки следует проектировать в соответствии с EN ISO 12100:2010 для соответствующих опасностей, но не значительных, которые не рассматриваются в настоящем стандарте (например, острые кромки станины станка).
Требования, направленные на снижение риска, обусловленные конструкцией, установлены в EN ISO 12100:2010 (подраздел 6.2) и для защитных мер в EN ISO 12100:2010 (подраздел 6.3).
5.2 Органы управления
5.2.1 Безопасность и надежность органов управления
В настоящем стандарте система безопасного управления представляет собой систему от исходного привода или датчика положения до элемента регулирования приводного механизма конечного привода станка (например, двигателя или тормоза). Элементы системы управления станком, связанные с безопасностью, должны соответствовать требованиям не ниже характеристического уровня PL (далее - уровня PL) по EN ISO 13849-1:2008:
- устройство пуска - PL=c (см. 5.2.3, 5.3.4.2);
- устройство нормального останова - PL=c (см. 5.2.4);
- устройство аварийного останова - PL=c (см. 5.2.5);
- система блокировки - PL=c (см. 5.2.3, 5.2.6, 5.3.4.2, и 5.3.6.2);
- система торможения - PL=c (см. 5.3.4);
- устройство предотвращения непреднамеренного пуска из-за нарушения энергоснабжения: PL=c (см. 5.2.6 и 5.2.7);
- система растормаживания - PL=c (см. 5.3.4.1, 5.3.4.2);
- устройство блокировки между приводом подачи и приводом ножевого вала - PL=c (см. 5.2.3);
- удержание органа управления в рабочем положении - PL=c (см. 5.2.3);
- механизм вертикального перемещения стола - PL=c (см. 5.2.3).
Контроль. Проверка соответствующих чертежей и/или схем и осмотр станка.
5.2.2 Расположение органов управления
Электрические органы управления для пуска, нормального останова, аварийного останова и механизма регулировки перемещения стола (если имеется см. 5.2.3) должны быть расположены:
a) на станке со стороны загрузки заготовки на высоте не менее 600 мм от пола и не менее 50 мм ниже верхней поверхности фуговального стола со стороны загрузки заготовки при рейсмусовании;
b) на неподвижной или подвижной панели управления, закрепленной на станке со стороны загрузки, которые должны быть не более 1800 мм от пола и не более 650 мм от передней кромки загрузочного стола. Передняя поверхность панели управления не должна выступать за пределы станка в сторону позиции оператора.
Контроль. Проверка соответствующих чертежей, проведение измерений и осмотр станка.
5.2.3 Пуск
Перед пуском или повторным пуском станка все защитные ограждения должны быть на месте и в рабочем состоянии. Это достигается с помощью блокирующих устройств, описанных в 5.3.7. Защитные ограждения без блокировки перед пуском должны быть отрегулированы [см. 6.3, перечисление j)].
Станки с электроприводом должны соответствовать требованиям EN 60204-1:2006 (подпункт 9.2.5.2) и следующим дополнительным требованиям:
a) согласно настоящему стандарту термин "работа" означает движение ножевого вала и/или вертикального регулирования стола;
b) пуск съемного механизма подачи (при наличии) должен быть возможным только, если ножевой вал запущен;
Если регулирование перемещения стола механизировано, то настройка должна осуществляться через орган управления с автоматическим возвратом в исходное положение или предварительно настроенное электронное управление.
Для станков с механизированной вертикальной регулировкой стола с помощью электронного управления должны соблюдаться следующие требования:
- вертикальное регулирование стола должно быть начато командой пуск (например, нажатием кнопки), система управления должна соответствовать уровню PL=c по EN ISO 13849-1:2008;
- после того как стол отрегулирован, привод вертикального регулирования стола должен быть отключен, соответствуя уровню PL=b. Для выполнения дополнительного регулирования должно быть необходимо новое приведение в действие.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для пуска и повторного пуска станка и для блокировки двигателя ножевого вала и энергоснабжения съемного механизма подачи должны соответствовать уровню PL=с по EN ISO 13849-1:2008.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для органа управления с автоматическим возвратом в исходное положение должны соответствовать уровню PL=с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.4 Нормальный останов
Станки должны быть оснащены системой управления остановом, с помощью которого станок или съемный механизм подачи (при наличии) можно безопасно полностью остановить. Действие устройства нормального останова должно обеспечить отключение от энергоснабжения все приводы станка и включение привода системы торможения (если имеется, см. 5.3.4).
Порядок нормального останова системы силового привода, связанной с безопасностью [PDS (SR)], "безопасного выключения крутящего момента (STO)" приведен в EN 61800-5-2:2007 (подпункт 4.2.2.2), а "безопасный останов1 (SS1)" в EN 61800-5-2:2007 (пункт 4.2.2.3).
Система управления нормальным остановом должна соответствовать EN 60204-1:2006 (пункт 9.2.2) и должна быть:
a) категории 1 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2), если станок оснащен электрической системой торможения;
b) категории 0 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2), если станок оснащен механической системой торможения с пружинным устройством или без него.
Для системы управления нормальным остановом категории 1 последовательность останова должна быть следующей:
1) одновременное отключение от энергоснабжения съемного механизма подачи, двигателя ножевого вала и привода механизма вертикального регулирования стола, если имеется электронное управление, и применяется система торможения;
2) отключение энергоснабжения системы торможения после полного останова ножевого вала, например, применение реле времени надежным способом, например, устройством емкостного типа, которое должно соответствовать уровню PL=с по EN ISO 13849-1:2008.
Конструкция системы управления должна быть такой, чтобы удовлетворять требованиям последовательности нормального останова. Если используется реле времени, то время задержки должно быть равно как минимум времени выбега. Время задержки должно быть установлено на постоянную величину или устройство для его регулирования должно быть опломбировано.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для обеспечения нормального останова должны соответствовать уровню PL=с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.5 Аварийный останов
Станки, предназначенные для использования со съемным механизмом подачи или оснащенные штепсельным разъемом для съемного механизма подачи или с заданным электронным управлением для регулировки высоты стола(ов), должны быть оснащены органом управления аварийного останова, которое должно соответствовать требованиям EN 60204-1:2006 (подпункт 9.2.5.4.2 и подраздел 10.7). Орган управления аварийным остановом должен быть без самовозврата.
Также должны выполняться следующие требования:
Если станок оснащен системой торможения с пружинным устройством, то функция аварийного останова должна соответствовать категории 0 в соответствии с требованиями EN ISO 13850:2008 (пункт 4.1.4), а система управления аварийным остановом должна соответствовать категории 0 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2) и удовлетворять требованиям EN 60204-1:2006 (подпункт 9.2.5.4.2).
Если станок оснащен системой торможения любого другого типа, например, электрическая система торможения и/или с приводом подачи с отдельным двигателем и/или с блокируемым защитным ограждением, функция аварийного останова должна соответствовать категории 1 в соответствии с требованиями EN ISO 13850:2008 (пункт 4.1.4), а система управления аварийным остановом должна соответствовать категории 0 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2) и удовлетворять требованиям EN 60204-1:2006 (подпункт 9.2.5.4.2).
Последовательность аварийного останова должна быть такой же, как и для нормального останова (см. 5.2.4).
Конструкция системы управления должна быть такой, чтобы удовлетворять требованиям последовательности аварийного останова. Если используется реле времени, то задержка должна быть не менее максимального времени выбега. Время задержки должно быть установлено на постоянную величину или устройство для его регулирования должно быть опломбировано.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для обеспечения аварийного останова должны соответствовать уровню PL=с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.6 Нарушение энергоснабжения
Восстановление энергоснабжения после его прерывания не должно приводить к перезапуску любого привода станка в соответствии с требованиями EN 1037:1995 + A1:2008. Для станков с электрическим приводом это достигается, например, путем обеспечения защиты от падения напряжения при определенном уровне пониженного напряжения в соответствии с требованиями EN 60204-1:2006 (подраздел 7.5, абзацы 1 и 3).
Для станков с пневматическим и/или гидравлическим приводом должно быть предусмотрено исключение самопроизвольного повторного пуска и опасных движений станка после нарушения энергоснабжения.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.7 Сбои в системе управления
Системы управления должны соответствовать требованиям EN 1037:1995+A1:2008 (раздел 6) и следующим дополнительным требованиям.
Система управления должна быть сконструирована таким образом, чтобы разрыв в любом месте цепи (например, разрыв электропровода, трубопровода или рукава) не мог привести к потере функций безопасности, например непроизвольный пуск, в соответствии с EN 60204-1:2006, EN ISO 4413:2010 и EN ISO 4414:2010.
Требования к системам управления см. 5.2.1.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.3 Защита от механических опасностей
5.3.1 Устойчивость
Должна быть обеспечена возможность крепления стационарных станков к неподвижной поверхности, например, полу. Должны быть обеспечены условия для фиксации, например, отверстия для креплений или необходимые фиксирующие устройства в корпусе станка [см. 6.3, перечисление f)].
Для передвижных станков должна быть обеспечена возможность их фиксации во время работы (например, путем предусмотрения тормоза для колес или устройств для подъема колес над полом).
Контроль. Проверка соответствующих чертежей, осмотр и для передвижных станков соответствующее функциональное тестирование в соответствии с приложением С.
5.3.2 Опасность поломки во время эксплуатации
Для уменьшения вероятности поломки при эксплуатации станка необходимо выполнять требования 5.3.3 и 5.3.5.1. Для уменьшения последствий после поломки станка необходимо выполнять требования 5.3.6 и 5.3.7.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.3.3 Конструкция ножевого вала
Ножевой вал должен быть круглой цилиндрической формы и промаркирован "MАN" в соответствии с EN 847-1:2005+A1:2007.
Для станков, где ножи устанавливаются не автоматически, должен быть обеспечен установочный шаблон для их правильной установки.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.3.4 Система торможения
5.3.4.1 Общие положения
Для шпинделя ножевого вала должен быть предусмотрен автоматический тормоз, если время выбега на холостом ходу превышает 10 с.
Время выбега с торможением должно быть менее 10 с.
Для функции торможения должен быть достигнут уровень ![]() не менее с.
не менее с.
Если применяется механический тормоз, то EN 60204-1:2006 (пункт 9.3.4, последний абзац) не применяется.
При использовании электрической системы торможения не допускается использовать противотоковое торможение.
За исключением случаев, когда используется электрический тормоз с системой электронного управления, конструкция системы управления должна соответствовать, как минимум уровню PL=b в соответствии с требованиями EN ISO 13849-1:2008 и категории 2 по EN ISO 13849-1:2008; при этом не должно применяться ускоренное испытание по EN ISO 13849-1:2008 (пункт 4.5.4). Элементы системы управления торможением, для обеспечения безопасности, должны подвергаться периодическим испытаниям, например контроль времени выбега с торможением. Сигнал обратной подачи должен поступать либо с датчика положения, установленного на шпинделе двигателя, либо с датчика измерения остаточного тока в проводах, питающих двигатель.
Испытание должно проводиться:
a) независимо от основной системы управления торможением или с установкой таймера внутри системы управления;
b) независимо от намерений оператора;
c) при каждом останове шпинделя ножевого вала.
Если результаты испытаний окажутся отрицательными в результате трех последовательных испытаний, станок к эксплуатации не допускается. В протоколе испытаний указывается отрицательный результат.
Диагностическое покрытие (![]() ) должно быть
) должно быть 60%.
Расчет величины диагностического покрытия DC приведен в EN 13849-1:2008 (приложение Е).
Как исключение может применяться просто электронный тормоз (с применением таких простых устройств, как выпрямители, транзисторы, симисторы, диоды, резисторы или тиристоры), с уровнем PL=b и категории 1 по EN ISO 13849-1:2008, если среднее время наработки на опасный отказ" (MTTFd) в соответствии с требованиями EN ISO 13849-1:2008 (таблица 5) достигает уровня "высокий" (не менее 30 лет).
Примечание - Сложные электронные компоненты, такие как микропроцессоры или программируемые логические контролеры (ПЛК) не могут рассматриваться или проходить испытания в соответствии EN ISO 13849-1:2008 и поэтому не выполняют требования категории 1.
Для вычисления вероятности опасного отказа простого элемента электронного тормоза, без обнаружения неисправностей (без диагностического покрытия) и без возможности тестирования (категория 1) может использоваться процедура, приведенная в EN ISO 13849-1:2008 (приложение 1).
Контроль. Проверка времени выбега без торможения и времени выбега с торможением проводят соответствующие испытания, приведенные в приложении D.
5.3.4.2 Отключение системы торможения
Если есть орган управления отключением системы торможения ножевого вала с целью возможности его проворачивания и регулирования вручную, отключение системы торможения должно быть возможным только при полной остановке ножевого вала (например, посредством реле времени надежным способом, например, устройством емкостного типа, которое должно соответствовать уровню PL=с по EN ISO 13849-1:2008 для обеспечения времени задержки между срабатыванием и отключением системы торможения).
Привод пускового устройства системы торможения должен быть сблокирован с приводом ножевого вала таким образом, чтобы этот привод нельзя было включить при включенной системе торможения. Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для отключения системы торможения должны иметь уровень не ниже PL=с по EN ISO 13849-1:2008 (см. также 5.2.1).
Непреднамеренный пуск двигателя должен быть предотвращен следующим образом:
а) пуск станка возможен только когда система торможения отключена;
в) отключение системы торможения не должно приводить к пуску станка.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для функции блокировки должны соответствовать уровню PL=с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.5 Опоры и направляющие
5.3.5.1 Требования к столу
Конструкция станка должна быть такой, чтобы обработка на концах ножевого вала была невозможной.
Столы должны соответствовать следующим требованиям:
a) вертикальная регулировка приемного стола станка должна быть ограничена на 1,1 мм ниже диаметра окружности резания;
b) в станках с глубиной резания более 1 мм должна быть предусмотрена вертикальная регулировка загрузочного стола;
c) поверхность загрузочного и приемного столов должна быть плоской;
d) если в загрузочном столе предусмотрена вертикальная регулировка, то он должен на всем диапазоне регулировки оставаться параллельным приемному столу. Диапазон регулировки должен быть ограничен таким образом, чтобы глубина резания не превышала 8 мм;
e) столы должны быть изготовлены из сплавов легких металлов, чугуна или стали, имеющих минимальный предел прочности при растяжении 200 Н/мм;
f) кромки стола должны быть прочными;
g) оба стола должны быть такими, чтобы:
1) расстояние между кромками стола и диаметром окружности резания было (5±2) мм независимо от установки столов по высоте (см. рисунок 3);
|
d - Расстояние между кромками стола и диаметром окружности резания
Рисунок 3 - Расстояние между кромками стола и диаметром окружности резания
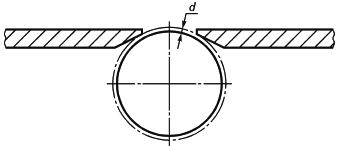
2) если стол и кромки имеют пазы (с целью снижения шума), то ширина паза не должна превышать 6 мм. Минимальная толщина острой части кромки должна быть не менее 1,5 мм (см. рисунок 4);
3) если стол или кромки имеют отверстия (с целью снижения шума), то диаметр отверстия не должен быть более 6 мм;
Размеры в миллиметрах
|
|
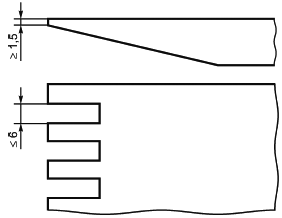
Рисунок 4 - Пример кромки стола с пазами
h) размеры стола должны соответствовать требованиям, приведенным в таблице 2;
Таблица 2 - Размеры стола
Ширина обработки w, мм | Наименьшее расстояние между каждым краем стола (загрузочного и приемного) и вертикальной плоскостью, проходящей через ось вращения ножевого вала L, мм |
W | 2·W |
W>600 | 1200 |
Контроль. Проверка соответствующих чертежей, измерения, осмотр и испытания G.1 и G.2 по ISO 7571:1986 и испытания на прочность в соответствии с приложением В.
Примечание - Для подтверждения материала относительно данных по пределу прочности при растяжении подтверждение от изготовителя материала может быть полезным.
5.3.5.2 Направляющая заготовки
Станок должен быть оснащен направляющей, которая должна соответствовать следующим требованиям:
a) направляющая не должна касаться с ножевым валом в любом положении;
b) направляющая должна быть закреплена на станке, а на станках с шириной обработки более 160 мм должна иметь возможность перемещаться по всей длине ножевого вала до линии на расстоянии 160 мм от передней кромки стола без вспомогательного инструмента;
c) если установлена наклоняемая направляющая, то она должна быть расположена в нормальном положении под углом 90° к поверхности стола и ограничена специальным концевым стопором. Движение направляющей должно быть ограничено до 45° по часовой стрелке от ее нормального положения, если смотреть со стороны загрузки заготовки в станок. Движение в направлении против часовой стрелки от нормального положения, если смотреть со стороны загрузки заготовки в станок, не допускается;
d) зазор между приемным столом и нижней поверхностью направляющей не должен превышать 5 мм, если направляющая находится в вертикальном положении, и 10 мм в любом другом положении направляющей;
e) в любом положении направляющая после установки должна быть закреплена;
f) минимальная высота и длина направляющей, связанные с рабочей шириной обработки, должны соответствовать значениям, указанным в таблице 3;
Таблица 3 - Размеры направляющей
Рабочая ширина обработки W, мм | Наименьшая длина направляющей по обе стороны шпинделя ножевого вала b, мм | Высота направляющей с, мм |
W | b | c |
W > 260 | 550 | c |
g) для обработки небольших заготовок должны быть предусмотрены встроенные вспомогательные направляющие, например, с помощью крепежа с основной направляющей (см. рисунок 5), высота вспомогательной направляющей должна быть не менее 20 мм и не более 25 мм, ее ширина должна быть более 55 мм, а длина должна быть не менее длины основной направляющей. Если вспомогательная направляющая соединена с основной направляющей, то крепеж должен обеспечить надежную фиксацию вспомогательной направляющей в нерабочем положении, например, путем установки блокирующего устройства или под действием силы тяжести. Вспомогательная направляющая не должна касаться ножевого вала в любом положении.
Если станок со съемным механизмом подачи, то крепление этого устройства не должно ограничивать перемещение направляющей на всем диапазоне ее регулирования.
Контроль. Проверка соответствующих чертежей, измерения, осмотр станка и соответствующее функциональное тестирование станка.
|
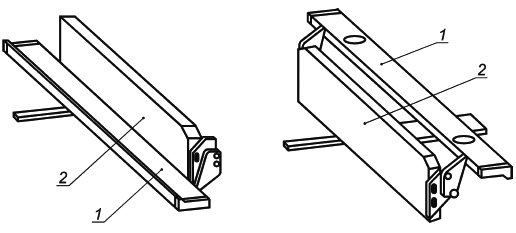
1 - вспомогательная направляющая; 2 - основная направляющая
Рисунок 5 - Пример вспомогательной направляющей
5.3.6 Предотвращение доступа к подвижным частям станка
5.3.6.1 Ограждение рабочей зоны ножевого вала и механизма подачи
5.3.6.1.1 Общие требования
Защитные ограждения перед (см. 5.3.6.1.2) и за (см. 5.3.6.1.3) направляющей должны быть сконструированы таким образом, чтобы их нельзя было снять со станка без помощи инструмента.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.6.1.2 Защитные ограждения перед направляющей
Доступ к ножевому валу должен быть исключен с помощью регулируемого защитного ограждения мостового типа (см. рисунок 6) с или без автоматического регулирования, закрепленного на станке, например, на станине станка со стороны приемного стола.
Защитное ограждение мостового типа должно соответствовать следующим требованиям:
a) оно должно быть регулируемым без инструментов;
b) оно должно регулироваться вручную или автоматически таким образом, чтобы зазор между направляющей и защитным ограждением был не более 6 мм, и закрывать по всей длине рабочую часть ножевого вала перед направляющей, независимо от положения направляющей и столов (см. 5.4.5);
c) козырек защитного ограждения мостового типа должен быть выпуклой или плоской формы и спроектирован таким образом, чтобы была возможность поддерживать заготовку вручную в течение всей обработки (например, см. рисунок 6). Верхняя поверхность ограждения должна быть гладкой, без выступающих частей;
d) нижняя поверхность козырька защитного ограждения мостового типа должна быть спроектирована таким образом, чтобы не было контакта с ножевым валом, когда ограждение прижато к столу;
e) конструкция ограждения должна позволять проводить замену ножей без его демонтажа;
f) козырек или защитное ограждение мостового типа должно быть прочным на удар и сжатие;
g) должно быть изготовлено из такого материала, чтобы в случае контакта с ножевым валом ни защитное ограждение, ни ножевой вал не разрушились (например, из фанеры, сплава легких металлов);
h) должна быть предусмотрена блокировка горизонтального регулирования козырька защитного ограждения мостового типа в любом положении без помощи инструментов и он должен оставаться неподвижным, когда к нему приложена горизонтальная сила в 80 Н в сторону направляющей;
i) должно быть регулируемым по высоте в пределах от 0 до 75 мм выше приемного стола и регулировка должна быть плавной и автоматически возвращаться в свое исходное положение (например, с помощью пружины) после нажатия вниз;
j) в нижнем положении на всем диапазоне регулировки:
1) оно должно полностью закрывать площадь между двумя вертикальными плоскостями, касающимися кромки стола, смежные с ножевым валом, когда они установлены на максимальной ширине друг от друга с учетом возможных отклонений;
2) в самом нижнем положении козырек защитного ограждения мостового типа должен закрывать область между кромками стола и не менее 5 мм в стороны загрузки и приемки;
3) кромка козырька со стороны загрузочного стола должна быть не выше 2 мм от верхней поверхности заготовки (см. рисунок 6);
4) кромка козырька со стороны приемного стола должна быть не более 4 мм от верхней поверхности заготовки (см. рисунок 6);
Размеры в миллиметрах
|
|
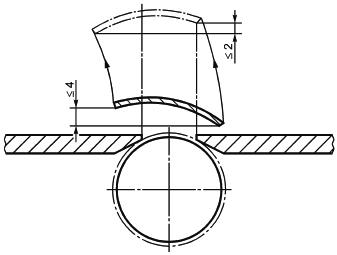
Рисунок 6 - Пример защитного ограждения мостового типа
k) устройство регулировки защитных ограждений должно быть доступным с рабочего места оператора и в пределах 1 м от оси ножевого вала;
l) нижняя поверхность ограждения должна быть спроектирована таким образом, чтобы оно не препятствовало прохождению заготовки через станок;
m) оно не должно быть выше станины станка на 550 мм;
n) максимальная ширина козырька защитного ограждения мостового типа должна быть:
1) 100 мм при длине ножевого вала до 350 мм;
2) 120 мм при длине ножевого вала более 350 мм.
o) автоматически регулируемое (самоустанавливающееся) ограждение мостового типа со стороны загрузки должно быть оборудовано заборным устройством, которое спроектировано таким образом, что во время самоустанавливания к заготовке прикладывалось горизонтальное усилие от 15 до 30 Н.
Для обеспечения плавной подачи заготовки с требуемым усилием заборное устройство:
- должно быть закреплено на защитном ограждении;
- не должно выступать более чем на 30 мм от направляющей или от стола, как показано на рисунке 7;
- или иметь заборную кромку в соответствии с размерами, приведенными на рисунке 8 или 9.
Размеры в миллиметрах
|
|
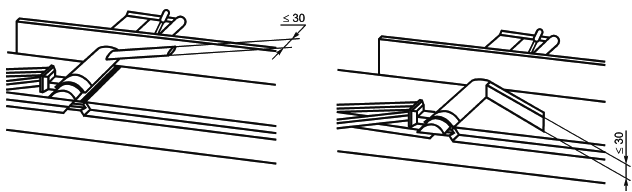
Рисунок 7 - Примеры заборного устройства
Размеры в миллиметрах
|
|
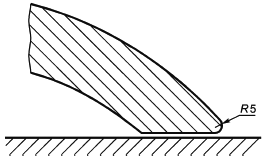
Рисунок 8 - Пример 1 конструкции заборной кромки защитного ограждения мостового типа
Размеры в миллиметрах
|
|
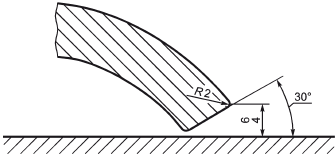
Рисунок 9 - Пример 2 конструкции заборной кромки защитного ограждения мостового типа
Остальные эргономические требования к защитным ограждениям мостового типа приведены в 5.4.5.
Контроль. Проверка соответствующих чертежей, осмотр станка, измерения, соответствующее функциональное тестирование станка и испытания А.2, А.3 и А.4 в соответствии с приложением А.
5.3.6.1.3 Защитные ограждения за направляющей
Доступ к ножевому валу сзади направляющей должен быть предотвращен с помощью защитного ограждения, закрепленного, например, на петлях или к направляющей или к опоре направляющей.
Защитные ограждения должны быть спроектированы следующим образом:
a) передвигаться вместе с направляющей;
b) закрывать всю длину и диаметр ножевого вала;
c) не соприкасаться с лезвиями ножевого вала;
d) зазор(ы) сзади между размерной направляющей и фиксированным защитным ограждением, полученные в результате наклона направляющей должны быть в соответствии с требованиями EN ISO 13857:2008 (таблица 4).
Контроль. Проверка соответствующих чертежей, осмотр станка, измерения и соответствующее функциональное тестирование станка.
5.3.6.2 Ограждения для привода ножевого вала
Доступ к приводу ножевого вала должен быть огражден путем:
a) неподвижных защитных ограждений, крепежные изделия, которых должны оставаться на защитных ограждениях или станках, когда защитные ограждения демонтируются, например, применением невыпадающих винтов [см. 6.3, перечисление w]);
b) подвижных защитных ограждений, сблокированных с приводом ножевого вала в соответствии с EN 1088:1995+A2:2008, если необходим доступ к приводам для их обслуживания или регулирования, более, чем один раз в смену. Если ограждение открывается, то блокировка должна сработать до того, как зазор станет более 50 мм.
Элементы системы управления, связанные с безопасностью (5.2.1), для функции блокирования должны быть не менее уровня PL=с в соответствии с требованиями EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.3.6.3 Съемный механизм подачи
Крепление съемного механизма подачи (при наличии) должно быть на задней стороне станка.
См. также 5.3.5.2.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.3.7 Требования к защитным ограждениям
Защитные ограждения ножевого вала, за исключением перед направляющей, должны быть изготовлены из одного из следующих материалов:
a) стали с пределом прочности при растяжении не менее 350 Н/мм и толщиной стенок не менее 1,5 мм;
b) сплавов легких металлов с характеристиками, указанными в таблице 4;
Таблица 4 - Толщины стенок и их предел прочности при растяжении для защитных ограждений ножевого вала, изготовленных из сплавов легких металлов
Предел прочности при растяжении, Н/мм | Минимальная толщина стенок, мм |
180 | 5 |
240 | 4 |
300 | 3 |
c) поликарбоната с толщиной стенок не менее 3 мм или другого пластичного материала, прошедшего испытания в соответствии с приложением Е;
d) литейного чугуна с пределом прочности при растяжении не менее 200 Н/мм и толщиной стенок не менее 5 мм.
Контроль. Проверка соответствующих чертежей, измерения и для пластмасс, кроме поликарбоната, испытания в соответствии с приложением Е.
Примечание - Для подтверждения материала относительно данных по пределу прочности при растяжении подтверждение от изготовителя материала может быть полезным.
5.3.8 Приспособления для обеспечения безопасности
На всех станках должны быть предусмотрены толкатели с рукояткой для подачи заготовки (см. рисунок 10). Должны быть обеспечены условия для хранения толкателей на станке.
Толкатели могут быть сделаны из пластмассы, дерева или клееной фанеры.
|
1 - толкатель с рукояткой
Рисунок 10 - Пример толкателя с рукояткой
Контроль. Проверка соответствующих чертежей и/или схем и осмотр станка.
5.4 Меры защиты от воздействия опасностей другого характера
5.4.1 Пожар
Для минимизации уровня пожароопасности необходимо соблюдать требования 5.4.3 и 5.4.4 [см. также 6.3, перечисление h)].
Предотвращение искр в результате контакта между ножами и столом в соответствии с 5.3.5, перечисление g)1).
Контроль. Проверка соответствующих чертежей, осмотр и соответствующее функциональное тестирование станка.
5.4.2 Шум
5.4.2.1 Снижение шума при конструировании станка
При проектировании станков должны быть выполнены требования EN ISО 11688-1:2009 и приняты соответствующие меры по снижению уровня шума, исходящего от источника. Кроме того, может быть принята во внимание информация, приведенная в EN ISO 11688-2:2000. Основным источником шума является вращающийся ножевой вал.
5.4.2.2 Измерение шума
Производственные условия для измерения шума должны соответствовать требованиям ISO 7960:1995 (приложение В).
Условия монтажа и эксплуатации станков для определения уровней звукового давления и звуковой мощности на рабочем месте должны быть одинаковы.
Для станков, к которым неприменимы требования ISO 7960:1995 (приложение В), например, для расположения направляющей, ширины или глубины обработки, в протоколе испытаний должны быть подробно приведены условия установки и эксплуатации.
Уровни звуковой мощности должны определяться по методу измерительной поверхности в соответствии с требованиями EN ISО 3746:2010 со следующими дополнениями:
a) показатель акустических условий ![]() должен быть менее или равен 4 дБ;
должен быть менее или равен 4 дБ;
b) разность между уровнем звукового давления окружающей среды и уровнем звукового давления в любой точке замера должна быть равной или больше 6 дБ. Поправочная формула для этой разности приведена в EN ISО 3746:2010 (пункт 8.3.3, формула 12);
c) должна использоваться только поверхность огибающего параллелепипеда на расстоянии 1,0 м от поверхности корпуса станка;
d) если расстояние между станком и вспомогательными устройствами меньше чем 2,0 м, то вспомогательное устройство должно включаться в поверхность корпуса станка;
e) точность измерения должна составлять не более 3 дБ;
f) количество точек измерения должно быть не менее 9 в соответствии с ISO 7960:1995 (приложение В).
Альтернативно, если в наличии имеется необходимое оборудование и тип станка соответствует используемому методу измерения, уровни звуковой мощности могут измеряться с использованием более точного метода, включая методы, приведенные в EN ISО 3743-1:2010, EN ISО 3743-2:2009, EN ISО 3744:2010 и EN ISО 3745:2009 без внесения изменений в методики, указанные выше.
Для измерения уровня звуковой мощности на основе интенсивности звука необходимо использовать методику, приведенную в EN ISО 9614-1:2009 (по согласованию между поставщиком и покупателем).
Измерения уровней звукового давления на рабочем месте необходимо проводить в соответствии с EN ISО 11202:2010, со следующими изменениями:
1) показатель акустических условий ![]() и локальная коррекция на акустические условия
и локальная коррекция на акустические условия ![]() должны быть менее или равны 4 дБ;
должны быть менее или равны 4 дБ;
2) разность между уровнем звукового давления окружающей среды и уровнем звукового давления на рабочем месте должна быть более или равна 6 дБ; в соответствии EN ISО 11201:2010 (пункт 6.4.1, степень точности 2 (технический метод));
3) локальная коррекция на акустические условия ![]() , должна рассчитываться в соответствии с требованиями EN ISО 11204:2010, А.2 со ссылкой, ограниченной EN ISО 3746:2010, вместо метода, приведенного в EN ISО 11202:2010 или в соответствии с требованиями EN ISО 3743-1:2010, EN ISО 3743-2:2009, EN ISО 33743-1:2010, EN ISО 3744-1:2010 или EN ISО 3745:2009, если один из данных стандартов использовался в качестве метода измерения.
, должна рассчитываться в соответствии с требованиями EN ISО 11204:2010, А.2 со ссылкой, ограниченной EN ISО 3746:2010, вместо метода, приведенного в EN ISО 11202:2010 или в соответствии с требованиями EN ISО 3743-1:2010, EN ISО 3743-2:2009, EN ISО 33743-1:2010, EN ISО 3744-1:2010 или EN ISО 3745:2009, если один из данных стандартов использовался в качестве метода измерения.
Для заявления шумовых характеристик необходимо соблюдать требования 6.3, перечисление m).
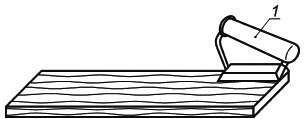
5.4.3 Выброс опилок и пыли
Должны быть предусмотрены меры для удаления опилок и пыли из станка с помощью вытяжного колпака опилок и пыли (см. рисунок 12, позиция 1) с возможностью дальнейшего подключения станка к системе сбора опилок и пыли.
Если проем уловителя не может быть направлен навстречу потоку, то поток стружки и пыли должен направляться к уловителю.
Уловители должны иметь достаточно большой проем для захвата опилок и пыли.
Примечание 1 - Размер проема уловителя зависит от интенсивности выбросов и расстояния между источником выбросов и уловителя.
Конструкция уловителя должна обеспечивать минимальный перепад давления и скопления материалов, например посредством исключения резких изменений направления транспортируемых опилок и пыли, острых углов и препятствий, ведущих к скоплению опилок и пыли.
Транспортирование опилок и пыли между уловителем и подсоединением станка к системе CADES (система вытяжки опилок и пыли) и гибкие соединения подвижных узлов должны быть направлены на минимизацию перепада давления и скопления материала.
Для удаления опилок и пыли от места их образования до системы сбора, конструкция вытяжных колпаков, воздуховодов и заслонок должна проектироваться, учитывая скорость движения удаляемого воздуха в вытяжной системе для сухих опилок - 20 м/с и 28 м/с - для влажных опилок (влажность 18% и более).
Перепад давления между входом всех улавливаемых устройств и подсоединением к системе CADES должен составлять не более 1500 Па (при номинальном расходе воздуха).
Требования по статическому электричеству см. 5.4.10.
Примечание 2 - Низкий уровень выбросов пыли можно достигнуть, если выполнять требования, приведенные в таблице 5:
Таблица 5 - Низкий уровень выброса пыли
Конструктивные характеристики | Минимальный диаметр патрубка, мм | Минимальная скорость движения воздуха, м/с | Минимальный расход воздуха, м |
Ширина обработки, W
| |||
W
| 100 | 20 | 565 |
300<W
| 120 | 20 | 815 |
W>520 мм | 140 | 20 | 1110 |
См. также 6.3, перечисление k).
Контроль. Проверка соответствующих чертежей и осмотр станка. Запуск станка (отключенного от вытяжной системы опилок и пыли) в условиях, предусмотренных ISO 7960:1995 (приложения В и С). Используя дым, проверить, что станок создает воздушный поток от входа(ов) в уловитель(и) соединительного(ых) патрубка(ов) вытяжной системы опилок и пыли. Определить перепад давления (станок подключен к вытяжной системе опилок и пыли) на выбранной скорости потока воздуха путем измерения в условиях, предусмотренных для измерения уровней шума в соответствии с ISO 7960:1995 (приложения В и С).
Примечание 3 - Для измерения характеристик вытяжной системы опилок и пыли применяют два стандартизированных метода: метод концентрации (EN 1093-9:1998 + A1:2008) и индексный метод (EN 1093-11:2001+A1:2008).
5.4.4 Электрооборудование
За исключением 6.3, применяют требования EN 60204-1:2006, если не указано иное.
Предотвращения поражения электрическим током за счет прямых контактов приведены в EN 60204-1:2006 (пункт 6.2) и для защиты от короткого замыкания и перегрузки приведены в EN 60204-1:2006 (раздел 7).
Защита персонала от поражения электрическим током из-за непрямого контакта обеспечивается автоматическим отключением станка от источника энергопитания станка, применением защитного устройства, установленного пользователем в линии питания станка [см. информацию, указанную изготовителем в руководстве по эксплуатации 6.3, перечисление v)].
Следующие требования EN 60204-1:2006 должны быть выполнены:
- раздел 6 для защиты от поражения электрическим током;
- раздел 7 для защиты оборудования;
- раздел 8 для эквипотенциальных соединений;
- раздел 12 для проводов и кабелей;
- раздел 13 для монтажа электропроводки;
- раздел 14 для электродвигателей и сопутствующего оборудования.
Степень защиты всех электрических компонентов должна соответствовать, как минимум, IP54 в соответствии с требованиями EN 60529:1991 и EN 60529:1991/А1:2000.
Силовой кабель (если имеется) передвижных станков должен соответствовать типу Н07 по HD 22.4 S 4:2004.
Испытания для контроля целостности соединительной цепи проводят в соответствии с EN 60204-1:2006 (подраздел 18.2) (только метод 1), а для функциональных испытаний - в соответствии с EN 60204-1:2006 (подраздел 18.6).
Контроль. Проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка. Испытания для контроля целостности соединительной цепи и функциональные испытания проводят в соответствии с EN 60204-1:2006 (подраздел 18.2 (только тест 1) и подраздел 18.6).
5.4.5 Эргономика и управление
Чтобы снизить утомляемость, станок и его органы управления должны быть разработаны в соответствии с эргономическими принципами по EN 1005-4:2005+A1:2008 для рабочей позы.
Высота фуговальных столов должна быть 750-950 мм над уровнем пола.
Усилие, необходимое для перемещения козырька защитного ограждения мостового типа относительно его опоры, когда отключена блокировка для регулировки, должна быть меньше или равна 5 Н.
Максимальное угловое перемещение рычага управления для регулировки высоты козырька защитного ограждения мостового типа не должно превышать 35°.
Усилие, необходимое для регулировки козырька защитного ограждения мостового типа "вверх-вниз", должно быть не более или равно 35 Н.
Емкости для гидравлической жидкости, устройства выпуска сжатого воздуха и масленки должны размещаться в таких местах и таким образом, чтобы наливные горловины и сливные патрубки находились в легкодоступном месте.
Детали станка массой более 25 кг должны быть оснащены необходимыми приспособлениями для размещения установки подъемных устройств в соответствии с EN 1005-2:2003+A1:2008. Приспособления должны быть расположены так, чтобы исключить возможность опрокидывания или падения данной детали или ее движения в неуправляемом направлении во время транспортировки, сборки, демонтажа и утилизации.
Дополнительные требования приведены в EN 60204-1:2006, EN 614-1:2006, EN 614-2:2000, EN 894-1:1997+A1:2008, EN 894-3:2000+A1:2008, EN 1005-1:2001+A1:2008, EN 1005-3:2002+A1:2008. См. также 5.2.2.
Если станок оснащен шкалой, указывающей толщину срезаемого слоя при фуговании, то она должна быть сконструирована и расположена так, чтобы значения указывались сразу и четко, например, с помощью увеличительного стекла.
Контроль. Проверка соответствующих чертежей и/или схем, измерения и осмотр станка.
5.4.6 Пневматическая система
Если станок оснащен пневматической системой, применяют требования EN ISО 4414:2010.
См. также 5.2.6, 6.1, 6.2 и 6.3.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.7 Гидравлическая система
Если станок оснащен гидравлической системой, применяют требования EN ISО 4413:2010.
См. также 5.2.6, 6.1, 6.2 и 6.3.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.8 Электромагнитная совместимость
Станок должен обладать устойчивостью к воздействию электромагнитных помех для обеспечения нормальной работы в соответствии EN 60439-1:2009 и EN 60439-1-1999/А1:2004, EN 50370-1:2005, EN 50370-2:2003.
Примечание - Если электрические компоненты станка имеют маркировку СЕ и если такие детали и кабели станка смонтированы в соответствии с требованиями инструкций изготовителя, считается, что станок защищен от внешних электромагнитных помех.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка.
5.4.9 Отключение энергоснабжения (выключатель)
Электроснабжение станка должно управляться устройством отключения энергоснабжения (выключателем), которое должно соответствовать требованиям EN 60204-1:2006 (подраздел 5.3).
Если станок оснащен электрическим тормозом, то электрический выключатель:
a) должен быть оснащен блокирующим устройством, отключение сетевого энергоснабжения должно быть возможно только после ручного включения блокирующего устройства;
b) не должен размещаться на той стороне станка или той стороне пульта управления, на которой находится устройство пуска/останова. Также см. 6.2, перечисление g).
Гидравлическое и/или пневматическое энергоснабжение (если имеется) должно отключаться с помощью устройства отключения энергоснабжения.
Если используется пневматическая энергия, то достаточно применения быстроразъемной муфты без блокировочного устройства в соответствии с требованиями EN ISO 4414:2010; при этом отсоединенный станок (или часть станка), как и отсоединенная муфта должны все время находиться под контролем оператора, выполняющего определенные работы на станке в соответствии с требованиями EN 1037:1995+А1:2008 (подраздел 5.2).
Если станок имеет гидравлическую систему, то отключение гидравлической системы должно осуществляться:
- с помощью отключения электроснабжения к гидравлическому приводу в соответствии с EN 60204-1:2006 (подраздел 5.3);
- с помощью использования отключающего устройства, например, клапана с механической блокировкой в выключенном положении в соответствии с EN ISO 4413:2010.
Если возникает накопление остаточной энергии, например, в сосуде или трубопроводе, то в системе должны быть предусмотрены устройства для снижения остаточного давления. Такие устройства могут включать в себя клапаны, но не включают отсоединение трубопровода.
Контроль. Проверка соответствующих чертежей и/или схем электрических соединений, осмотр и проведение соответствующего функционального испытания станка.
5.4.10 Статическое электричество
Если станок оснащен встроенным гибкими рукавами для вытяжки стружки и пыли, то рукава должны быть пригодны для снятия статического заряда и отвода к земле.
Контроль. Проверка соответствующих чертежей и осмотр станка.
5.4.11 Техническое обслуживание
Конструкция станка должна быть спроектирована таким образом, чтобы техническое обслуживание и очистка могли производиться только после отсоединения всех источников энергоснабжения (см. 6.3 o)).
Контроль. Проверка соответствующих чертежей, осмотр и проведение соответствующего функционального испытания станка.
6 Информация для потребителя
6.1 Общие требования
Должны соблюдаться основные принципы EN ISO 12100:2010 (подраздел 6.4), а также следующие требования в соответствии EN 847-1:2005+А1:2007.
Контроль. Проверка соответствующих чертежей и визуальный контроль станка.
6.2 Маркировка
Должны применяться основные принципы EN ISO 12100:2010 (пункт 6.4.4) со следующими дополнениями:
a) торговое наименование и адрес изготовителя, а также его уполномоченного представителя (при наличии);
b) год выпуска, т.е. тот год, в котором завершен процесс изготовления;
c) обозначение станка и обозначение серии или типа;
d) идентификационные данные или серийный номер станка (при наличии);
e) номинальные данные (обязательные для электротехнической продукции: напряжение, частота, мощность в соответствии с EN 60204-1:2006 (подраздел 16.4));
f) номинальное давление для пневматических/гидравлических контуров (если станок оснащен пневматической/гидравлической системой);
g) если станок оснащен пневматическими/гидравлическими выключателями, то их функции, местоположение и рабочее расположение необходимо указать, например, с применением указательной таблички или пиктограммы.
Если станок оснащен пневматической/гидравлической подачей энергии и отключение пневматической/гидравлической подачи энергии осуществляется не электрическим выключателем, то на или около электрического устройства отключения энергопитания должен устанавливаться постоянный знак, предупреждающий, что пневматическая/гидравлическая подача энергии не отключается путем выключения электропитания.
Указательные таблички или пиктограммы, используемые для маркировки номинального давления и выключателей (при наличии), должны размещаться рядом с выключателем электроснабжения станка.
Маркировка должна быть на языке страны, в которой используется станок, или по возможности она должна выражаться в виде пиктограмм.
Если используются графические символы, связанные с эксплуатацией приводов, то они должны быть выполнены в соответствии с EN 61310-1:2008 (таблица А.1).
Если станок оборудован шкалами, то они должны соответствовать требованиям EN 894-2:1997+A1:2008.
Маркировки инструмента в соответствии с EN 847-1:2005+A1:2007.
Контроль. Проверка соответствующих чертежей и визуальный контроль станка.
6.3 Руководство по эксплуатации
Необходимо соблюдать требования EN ISO 12100:2010 (пункт 6.4.5). Руководство по эксплуатации должно содержать:
a) дублирование маркировки, пиктограмм и других инструкций для станка и при необходимости информацию об их значениях в соответствии 6.1 и 6.2;
b) предполагаемую область назначения станка с учетом возможных нарушений, которые включают, например, снятие защитного ограждения мостового типа во время обработки;
c) предположения относительно остаточных рисков, включая: пыль, шум, контакт с ножевым валом, обратные удары;
d) инструкции по безопасной работе станка в соответствии EN ISO 12100:2010 [пункт 6.4.5.1, перечисление d)], включая место оператора;
e) описание типа и размера ножей, которые предназначены для установки в станки, включая меры предосторожности во время механической обработки при работе с острыми лезвиями;
f) инструкцию по установке стационарных станков на пол;
g) информацию о перемещении станка: о переносе за рукоятку и как обеспечить стабильность станка во время обработки;
h) информацию, что операторы прошли соответствующую подготовку по использованию, настройке и эксплуатации станка, включая меры предосторожности при установке и эксплуатации станка такие как:
1) отключать станок, когда он находится без надзора;
2) убедиться, что пол вокруг станка ровный, чистый и без наличия рассыпчатых материалов, например щепок;
3) после выявления неисправностей в станке, включая защитные ограждения или ножевой вал, сообщить соответствующим лицам;
4) необходимо принимать и соблюдать правила техники безопасности по проведению регулярной очистки, технического обслуживания и удаления опилок и пыли для предотвращения возникновения пожара;
5) принципы настройки и эксплуатации станков, включая правильное применение и регулировку защитных ограждений мостового типа и направляющих устройств заготовки;
6) безопасного обращения с заготовкой при резке;
7) использование направляющей при фуговании и обработки кромки небольших заготовок;
8) правильное отключение станка от источника питания;
9) соблюдать правильное обеспечение оптимального крутящего момента для крепежных винтов ножей и на станках без автоматического позиционирования ножей, информацию о установке и креплении ножей с помощью шаблона;
10) проверить перед началом работы, заблокирована ли направляющая;
11) использовать и прикладывать толкатель с рукояткой к заготовке;
12) использование соответствующих приспособлений для специальных заготовок;
13) использование средств индивидуальной защиты, например, для защиты слуха и глаз в соответствии с требованиями техники безопасности на предприятии;
i) информация о необходимом общем или локальном освещении;
j) требования к установке и техническому обслуживанию, включая перечень устройств, которые должны быть проконтролированы, как часто должен проводиться контроль и какими методами. Эти требования должны содержать следующее:
1) аварийную остановку: проведение функциональных испытаний;
2) блокируемые защитные ограждения: открытие каждого защитного устройства для остановки станка и установления, что запуск станка не возможен при любом открытом устройстве;
3) тормоза: проведение функционального тестирования, что станок тормозит в течение 10 с;
4) указания, что станок не должен использоваться, если все вышеперечисленные условия не будут выполнены;
k) рекомендации по использованию станка, только при подключении его к системе удаления пыли и стружки;
Наружные установки для удаления стружки и пыли рассматриваются в EN 12779:2004+A1:2009.
l) информация, касающаяся вытяжного оборудования для отсоса пыли, установленного на станке:
- расход воздуха, м/ч;
- минимальное давление на каждом измерительном штуцере вытяжного устройства;
- рекомендуемая скорость воздуха в вытяжном трубопроводе, м/с;
- геометрические размеры каждого измерительного штуцера;
m) данные по уровням шума, выделяемого станком, с указанием фактических значений, полученных при измерениях, выполненных на соответствующем оборудовании в соответствии с методами, приведенными в 5.4.2.2;
- уровни звукового давления по шкале А на рабочем месте;
- уровни звуковой мощности по шкале А, исходящие от оборудования.
Заявление должно сопровождаться указанием использованных методов измерения и условий эксплуатации при испытании и значениями параметра неопределенности К, используя двухзначное значение в соответствии с EN ISO 4871:2009:
- 4 дБ при применении EN ISO 3746:2010 и EN ISO 11202:2010;
- 2 дБ при применении EN ISO 3743-1:2010 или EN ISO 3743-2:2009 или EN ISO 3744:2010;
- 1 дБ при применении EN ISO 3745:2009
Пример для уровня звуковой мощности:
![]() =хх дБ (измеренное значение).
=хх дБ (измеренное значение).
Параметр неопределнности К=4 дБ.
Измерения выполнены в соответствии с EN ISO 3746:2010.
Проверку точности измерения заявленного уровня шума должны производить с применением того же метода и тех же условий эксплуатации, которые указаны в заявлении.
Заявление об уровне шума должно быть дополнено следующим указанием:
"Указанные значения уровня звука достоверно не оценивают шумовое воздействие на рабочем месте. Несмотря на то что корреляция между уровнями звука и шумового воздействия и существует, выводов о необходимости дополнительных мер предосторожности из нее сделать невозможно.
Факторами, влияющими на уровень шумового воздействия на рабочем месте, могут быть: особенности рабочего помещения, наличие других источников шума (количество станков или создающие звук технологические процессы, происходящие по соседству). Допустимые значения на рабочем месте могут быть разными для разных стран. Однако данная информация позволяет пользователю лучше оценивать имеющиеся опасность и степени риска".
Информация об уровне шума должна быть приведена в рекламно-коммерческой литературе вместе с рабочими характеристиками.
n) информация о запрещении технического обслуживания станка, если он не отключен от всех источников энергии;
о) инструкции по техническому обслуживанию, перечисленные в EN ISO 12100:2010, 6.4.5.1, перечисление е) в том числе график проведения;
р) информацию об отключении станка от источника питания перед заменой ножевого вала;
q) информацию по безопасной очистке станка;
r) информацию о способах обеспечения безопасного отвода остаточной энергии станка, если он оснащен пневматической/гидравлической системой (см. 5.4.9);
s) информацию об условиях, необходимых для того, чтобы на протяжении всего прогнозируемого срока службы станок и его узлы не могли опрокинуться и упасть, или подвергнуться неуправляемому перемещению во время транспортирования, сборки, демонтажа, разборки и утилизации;
t) порядок действий в случае аварии или поломки; если произошла блокировка, то порядок действий по обеспечению безопасного разблокирования оборудования;
u) идентификационные данные на запасные части, которые должны заменяться пользователем и которые оказывают воздействие на его здоровье и безопасность (исключаются те части, которые заменяются изготовителем или его официальным представителем);
v) информацию о том как обеспечить защиту людей от удара электрического тока при непрямом контакте со станком, используя для этого устройства автоматического отключения энергоснабжения, которые должны устанавливается пользователем в линии энергоснабжения станка;
w) описание стационарных защитных ограждений, которые должны сниматься пользователем для проведения технического обслуживания и ремонта (демонтаж защитных ограждений изготовителем или его представителем запрещен).
Контроль. Проверка руководства по эксплуатации и соответствующих чертежей.
Приложение A
(обязательное)
Испытания защитных ограждений мостового типа фуговальных столов
А.1 Общие положения
Испытания проводят в следующей последовательности.
А.2 Испытание на сжатие
Защитное ограждение мостового типа, расположенное на столе выпуклой стороной к верху, нагружают вертикальной силой F=400 Н с помощью испытательного нагрузочного элемента с плоской поверхностью длиной 75 мм.
Защитное ограждение мостового типа считается выдержавшим испытание, если оно остается на том же месте, не имеет деформаций после испытаний, способно перейти к испытаниям по A.3 и A.4 и отвечает требованиям 5.3.6.1.2 и 5.4.5.
А.3 Испытание на удар
Защитное ограждение мостового типа, расположенное на столе, выпуклой стороной к верху, подвергают удару в результате падения груза массой 8 кг с высоты 500 мм.
Контактная поверхность груза должна быть изготовлена из сосны с размерами 200100 мм (200 мм вдоль оси ножевого вала). Поверхность груза, которая контактирует с ограждением, должна быть плоской и иметь притупленные кромки.
Защитное ограждение мостового типа считается выдержавшим испытание, если оно не имеет никаких видимых повреждений, способно перейти к испытаниям по А.3 и соответствует требованиям 5.3.6.1.2 и 5.4.5.
А.4 Испытание на жесткость
Конец защитного ограждения мостового типа нагружают силой F=135 Н, перпендикулярной оси ножевого вала в плоскости стола. Максимальная деформация ограждения f во время испытания не должна превышать значений, указанных на рисунке А.1.
После испытания защитное ограждение мостового типа должно соответствовать требованиям 5.3.6.1.2 и 5.4.5.
Размеры в миллиметрах
|
|
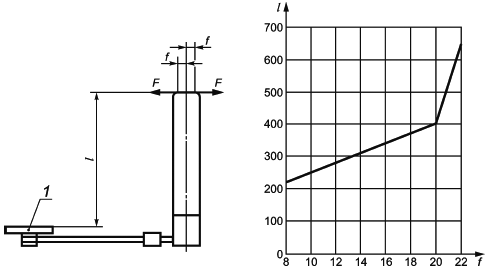
1 - крепление защитного ограждения мостового типа на станке; F - сила при испытании на жесткость; f - деформация
Рисунок А.1 - Наибольшая величина деформации защитного ограждения мостового типа
Приложение В
(обязательное)
Испытания на прочность кромки фуговального стола
В.1 Общие требования
Испытание состоит из фугования специального образца для обеспечения выброса при обработке для того, чтобы проверить кромки или зубцы на повреждение и деформацию.
В.2 Испытательный образец
Испытательный образец состоит из основы и 10 вставок (см. рисунок В.1).
Основа: древесина хвойных пород первого сорта;
влажность от 8% до 14%;
размеры L l
h=800 мм
90 мм
90 мм;
основа обрабатывается с четырех сторон.
Вставка: из рифленой древесины бука диаметром 10 мм (см. рисунок B.1);
длина 70 мм;
канавки прямоугольного профиля, прорезанные на глубину 5 мм поперек оси стандартной пилой с зубьями из твердого сплава шириной 3,2 мм;
вставки должны быть установлены в глухие отверстия основы (см. рисунок В.2)
|
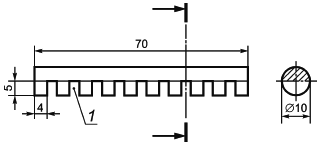
1 - девять пазов шириной 3,2 мм на расстоянии 4 мм друг от друга
Рисунок В.1 - Вставка
|
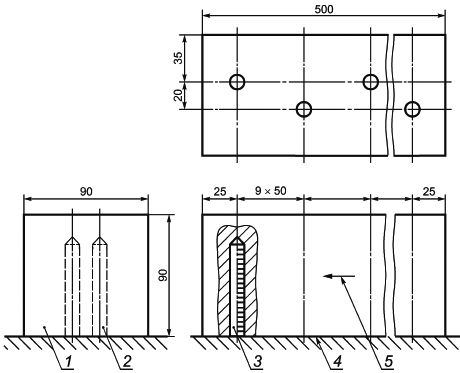
1 - основа; 2 - глухие отверстия; 3 - вставка; 4 - обрабатываемая сторона плиты; 5 - направление подачи
Рисунок В.2 - Испытательный образец в сборе
В.3 Измерения
Каждая точка измерения отмечается на кромке загрузочного и приемного столов, как показано на рисунке В.3. Для измерения в каждой точке используется индикатор часового типа с точностью измерения не более 0,01 мм.
Если кромки выполнены в виде зубцов, то точки измерения находятся в центре каждого зуба.
|
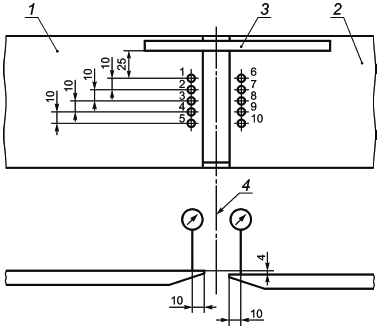
1 - приемный стол; 2 - загрузочный стол; 3 - направляющая; 4 - ось ножевого вала
Рисунок В.3 - Точки измерения
В.4 Испытания
Закрепляют направляющую в рабочем положении и провести измерения в каждой отмеченной точке, как показано на рисунке В.3.
Устанавливают загрузочный стол для выполнения глубины резания на 4 мм (или максимальную глубину резания).
Проводят испытания со скоростью подачи (6±2) м/мин.
Проводят фугование со стороны, где видны вставки и канавки, направленные к ножевому валу.
Выполняют фугование при этих условиях 10 раз.
Затем проводят измерения в точках, указанных на рисунке В.3.
В.5 Результаты
Кромки считаются выдержавшими испытание, если деформации не превышают 0,2 мм и нет видимых повреждений.
Протокол испытаний должен содержать следующую информацию:
- дата проведения испытаний;
- наименование изготовителя станка;
- тип станка;
- серийный номер;
- ширина обработки (мм);
- максимальная глубина резания (мм).
Таблица В.1 - Результаты испытаний
Кромка приемного стола | Кромка загрузочного стола | |
Точки измерения | 1 2 3 4 5 | 6 7 8 9 10 |
Измерения до испытаний | ||
Измерения после испытаний |
Приложение С
(обязательное)
Испытания на устойчивость передвижных станков
Станок должен быть установлен в рабочее положение на древесностружечной плите, закрепленной на полу, применены тормозные устройства к колесам (если имеется) или колеса могут быть подняты от пола (если имеется устройство для поднятия от пола). Горизонтальное усилие ![]() =500 Н прикладывают к центру боковой поверхности ножевого вала, как показано на рисунке С.1.
=500 Н прикладывают к центру боковой поверхности ножевого вала, как показано на рисунке С.1.
Затем горизонтальное усилие ![]() =500 Н прикладывают к середине боковой поверхности загрузочного стола, а вертикальное усилие
=500 Н прикладывают к середине боковой поверхности загрузочного стола, а вертикальное усилие ![]() =500 Н прикладывают к середине загрузочного стола на расстоянии не более 30 мм от кромки, в направлении, как показано на рисунке С.1.
=500 Н прикладывают к середине загрузочного стола на расстоянии не более 30 мм от кромки, в направлении, как показано на рисунке С.1.
В обоих случаях станок не должен передвигаться и опрокидываться.
|
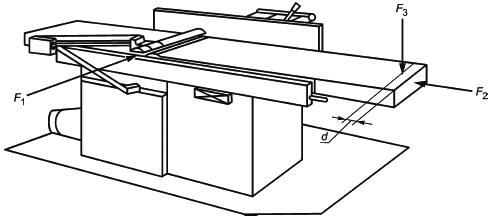
Рисунок С.1 - Испытание на устойчивость передвижных станков
Приложение D
(обязательное)
Испытания защитных ограждений на удар
D.1 Общие требования
В данном приложении рассматриваются испытания защитных ограждений, которые применяются с целью минимизации риска выброса частей ножевого вала или заготовок из рабочей зоны.
Настоящее приложение распространяется на ограждения, а также образцы материалов ограждения.
D.2 Метод испытаний
D.2.1 Предварительные испытания
Данный метод испытаний воспроизводит опасность выброса режущих частей пилы или заготовок. Испытание помогает определить сопротивление/прочность защитных ограждений и/или выбрать материалы для ограждений, защищающих от проникновения и смещения выбрасываемых частей из станка или заготовок.
D.2.2 Испытательное оборудование
Испытательное оборудование состоит из устройства толчка, выбрасываемого предмета, опоры для объекта испытания и системы, позволяющей измерить или зарегистрировать скорость удара с точностью ±5%.
D.2.3 Выброс частей на защитные ограждения
В качестве выбрасываемого предмета используется стальной шарик диаметром 8 мм, обладающий следующими характеристиками:
a) прочность при растяжении: от ![]() 560·H/мм* до 690 Н/мм
560·H/мм* до 690 Н/мм;
________________
* Текст документа соответствует оригиналу. - .
b) условный предел текучести: ![]() 330 Н/мм
330 Н/мм;
c) относительное удлинение при растяжении: А20%;
d) закалка до 56![]() HRC на глубину не менее 0,5 мм.
HRC на глубину не менее 0,5 мм.
D.2.4 Выбор образцов
Для испытания используется защитное ограждение и/или образец материала, из которого изготовлено защитное ограждение. Опора для защитного ограждения должна быть эквивалентной ограждению, установленному на станке. Для испытания допускается использование образцов материалов, закрепленных на раме с внутренним отверстием (450450) мм. Рама должна быть достаточно жесткой. Для крепления образцов должна быть использована надежная фиксация.
D.2.5 Процедура испытаний
Для ударных испытаний используют летящий предмет (D.2.3) со скоростью соударения 70 м/с ±5%. Удар должен наноситься под максимально прямым углом к поверхности образца материала или поверхности защитного ограждения. В качестве мишеней должны выбираться самые слабые места, расположенные в наиболее неудобных местах на защитном ограждении или по центру образца материала.
D.3 Результаты
После удара проводят оценку повреждений, обнаруженных на защитном ограждении или на образце материала:
a) выгибание/выпучивание (остаточная деформация без трещин);
b) едва заметная трещина (видимая только на одной поверхности);
c) сквозная трещина (видимая с одной поверхности до другой);
d) проникновение ("прошивание" испытываемого объекта летящим предметом);
e) ослабление крепления окошка защитного ограждения;
f) ослабление защитного ограждения на опоре.
D.4 Оценка
Считается, что испытание выполнено успешно, если в испытуемом объекте нет сквозных трещин и проникновений и если нет повреждений в соответствии с D.3 [перечисления e) и f)].
D.5 Протокол испытаний
В протоколе испытаний должна содержаться следующая минимальная информация:
a) дата, место испытаний и наименование организации, проводившей испытания;
b) масса летящего предмета, размеры, скорость;
c) идентификационные данные заявителя;
d) конструкция, материал и размеры испытуемого объекта;
e) зажатие или крепление испытуемого объекта;
f) направление удара, точка удара летящего объекта;
g) результаты испытания.
D.6 Оборудование для проведения ударных испытаний
Двигательная установка состоит из сосуда сжатого воздуха с фланцевыми соединениями ствольного канала (см. рисунок D.1). Сжатый воздух подается через клапан для ускорения летящего предмета в направлении испытуемого объекта.
Воздушная пушка приводится в действие воздушным компрессором. Скорость летящего предмета может регулироваться давлением воздуха.
Скорость летящего предмета измеряется возле сопла ствольного канала с помощью соответствующего спидометра с использованием, например, бесконтактного датчика или фотореле.
|
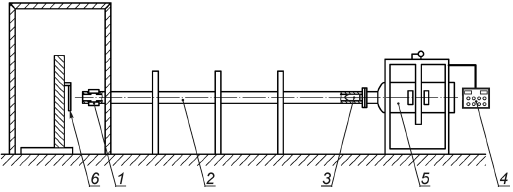
1 - спидометр; 2 - ствольный канал; 3 - летящий предмет; 4 - пульт управления; 5 - сосуд со сжатым воздухом; 6 - испытуемый объект
Рисунок D.1 - Пример оборудования для проведения испытаний на удар
Приложение E
(обязательное)
Испытание торможения
E.1 Условия для всех испытаний
a) Шпиндель должен быть установлен в соответствии с предполагаемым использованием станка по инструкциям изготовителя (например, натяжение ремня) [см. 6.3, перечисление h)].
b) Перед началом испытаний прогреть шпиндель на протяжении 15 мин, включив станок без нагрузки.
c) Убедиться, что фактическая скорость шпинделя находится в пределах 10% от предполагаемой скорости.
E.2.2 Время выбега без торможения
Время выбега без торможения измеряется следующим образом:
a) включают двигатель привода шпинделя ножевого вала и дают ему возможность проработать с заданной частотой вращения в течение 1 минуты (холостой ход);
b) отключают энергоснабжение двигателя привода ножевого вала и измеряют время выбега без торможения;
c) повторяют операции а) и b) еще два раза.
Время выбега без торможения определяется как среднее арифметическое трех результатов измерений.
E.2.3 Время выбега с торможением
Время выбега с торможением измеряется следующим образом:
a) включают двигатель привода ножевого вала и дают ему проработать с заданной частотой вращения в течение 1 минуты (холостой ход);
b) отключают энергоснабжение двигателя привода ножевого вала и измеряют время выбега с торможением;
c) оставливают шпиндель пилы в неподвижном состоянии на 1 мин;
d) повторно включают привод шпинделя ножевого вала и оставляют вращаться на холостом ходу в течение 1 мин;
e) повторяют операции b)-d) более девяти раз.
Время выбега с торможением определяют как среднее арифметическое 10 результатов измерений.
Приложение ZA
(справочное)
Взаимосвязь между европейским стандартом и существенными требованиями Директивы 2006/42/EC
Европейский стандарт, на основе которого подготовлен настоящий межгосударственный стандарт, разработан Европейским комитетом по стандартизации (CEN) по поручению Комиссии Европейского сообщества и Европейской ассоциации свободной торговли (EFTA) и реализует существенные требования Директивы 2006/42/ЕС.
Европейский стандарт размещен в официальном журнале Европейского сообщества как взаимосвязанный с этой директивой и применен как национальный стандарт не менее чем в одной стране - члене сообщества. Соответствие обязательным требованиям европейского стандарта обеспечивает в пределах области применения настоящего стандарта презумпцию соответствия существенным требованиям этой директивы и регламентирующим документам EFTA.
Таблица ZA.1 - Соответствие разделов настоящего стандарта с Директивой 2006/42/ЕС
Раздел/пункт настоящего стандарта | Основные требования Директивы 2006/42/ЕС |
1.1.2 Принципы полноты обеспечения безопасности | |
5.2.1, 5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 5.3, 5.4.11, 6.3 | а) установление функций |
Разделы 5, 6 | b) устранение или снижение рисков, принятие мер, уведомление пользователей |
Разделы 5, 6 | c) использования по назначению и довольно предсказуемое неправильное использование |
5.4.5, 6.3 | d) ограничение использования |
5.3.1, 6.3 | e) оборудование |
5.3.2, 5.4.3 | 1.1.3 Материалы и изделия |
6.3 | 1.1.4 Освещение |
5.2.2, 5.4.5 | 1.1.5 Конструирование машины с учетом упрощенного обращения с нею |
5.4.5 | 1.1.6 Эргономика |
6.3 | 1.1.7 Рабочие места |
5.2.1, 5.2.6, 5.2.7, 5.4.10 | 1.2.1 Безопасность и надежность управления |
5.2.2, 5.2.3, 5.3.5, 5.3.6, 5.4.5, 6.3 | 1.2.2 Органы управления |
5.2.2, 5.2.3 | 1.2.3 Запуск |
5.2.4, 5.2.5 | 1.2.4 Остановка |
5.2.4 | 1.2.4.1 Нормальная остановка |
5.2.5 | 1.2.4.3 Аварийное отключение |
5.2.6 | 1.2.6 Неполадки в энергообеспечении |
5.3.1, 6.3 | 1.3.1 Риск потери устойчивости |
5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.3.2, 5.3.3, 5.3.5, 5.3.6, 5.3.7 | 1.3.2 Риск поломки при эксплуатации |
5.3.3, 5.3.7 | 1.3.3 Риски, вызванные падающими или выбрасываемыми предметами |
5.1 | 1.3.4 Риски, вызванные поверхностями, кромками и углами |
5.2.7, 5.3.6 | 1.3.7 Риски, вызванные подвижными деталями |
5.3.6 | 1.3.8 Выбор защитных устройств от рисков, вызванных подвижными деталями |
5.3.6.2 | 1.3.8.1 Подвижные детали трансмиссии |
5.3.6 | 1.3.8.2 Подвижные детали, задействованные в рабочем процессе |
5.3.5, 5.3.6 | 1.3.9 Риск, вызванный неконтролируемыми движениями |
5.3.5, 5.3.6, 5.3.7 | 1.4.1 Требования к характеристикам защитных устройств - общие требования |
5.3.6 | 1.4.2.1 Неподвижные ограждающие защитные устройства |
5.3.6 | 1.4.2.2 Подвижные ограждающие защитные устройства с блокировкой |
5.3.6 | 1.4.2.3 Регулируемые защитные устройства, ограничивающие доступ |
5.2.6, 5.4.4 | 1.5.1 Снабжение электроэнергией |
5.4.10 | 1.5.2 Статическое электричество |
5.4.6, 5.4.7 | 1.5.3 Неэлектрическое снабжение энергией |
5.3.8, 6.3 | 1.5.4 Неправильный монтаж |
5.4.1 | 1.5.6 Пожар |
5.4.2 | 1.5.8 Шум |
5.4.8 | 1.5.11 Излучение извне |
5.4.3 | 1.5.13 Выброс опасных веществ и частиц |
5.4.10 | 1.6.1 Техническое обслуживание машин |
5.2.2, 5.3.6, 5.4.10 | 1.6.2 Доступ к постам управления и местам для технического обслуживания |
5.4.4, 5.4.9 | 1.6.3 Отсоединение от источников энергии |
5.2.2, 5.3.6, 5.4.5, 5.4.10, 6.3 | 1.6.4 Вмешательства обслуживающего персонала |
5.4.3, 6.3 | 1.6.5 Чистка деталей, расположенных внутри машины |
5.4.5, 6.3 | 1.7.1 Информация и предупредительные указания на машине |
6.1 | 1.7.2 Предупреждение остаточных рисков |
6.2 | 1.7.3 Маркировка машин |
6.3 | 1.7.4 Руководство по эксплуатации |
2.3 Машины для обработки древесины и материалов с аналогичными физическими свойствами | |
5.3.5 | а) руководство |
5.3.6, 5.3.7 | b) обратный удар |
5.3.4 | c) тормоз |
5.3.6, 5.3.8, 5.3.10, 5.3.11 | d) случайный контакт с инструментом |
Внимание - Другие требования и другие Директивы ЕС могут распространяться на станки в пределах, указанных в области применения настоящего стандарта.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного и европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 847-1:2005+А1:2007 | - | * |
EN 1005-2:2003+А1:2008 | - | * |
EN 1005-4:2005+А1:2008 | IDT | ГОСТ EN 1005-4-2013 "Безопасность машин. Физические возможности человека. Часть 4. Положение тела при работе с машинами и механизмами" |
EN 1037:1995+А1:2008 | - | * |
EN 50178:1997 | - | * |
EN 50370-1:2005 | IDT | ГОСТ EN 50370-1-2012 "Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 1. Помехоэмиссия" |
EN 50370-2:2003 | IDT | ГОСТ EN 50370-2-2012 "Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 2. Помехоустойчивость" |
EN 60204-1:2006 | - | * |
EN 60439-1:1999/A1:2004 | - | * |
EN 60439-1:2009 | - | * |
EN 60529:1991 | - | * |
EN60529:1991/A1:2000 | - | * |
EN 61310-1:2008 | - | * |
EN 61496-1:2004 | - | * |
EN 61800-5-2:2007 | - | * |
EN ISO 3743-1:2010 | - | * |
EN ISO 3743-2:2009 | - | * |
EN ISO 3744:2010 | - | * |
EN ISO 3745:2009 | - | * |
EN ISO 3746:2010 | - | * |
EN ISO 4413:2010 | - | * |
EN ISO 4414:2010 | - | * |
EN ISO 4871:2009 | - | * |
EN ISO 9614-1:2009 | - | * |
EN ISO 11202:2010 | - | * |
EN ISO 11204:2010 | - | * |
EN ISO 11688-1:2009 | - | * |
EN ISO 12100:2010 | - | * |
EN ISO 13849-1:2012 | - | * |
EN ISO 13849-2:2008 | - | * |
EN ISO 13850:2008 | - | * |
EN ISO 13857:2008 | - | * |
HD 22.4 S4:2004 | - | * |
ISO 7571:1986 | - | * |
ISO 7960:1995 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | EN 614-1:2006 | Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин. Эргономические принципы проектирования. Часть 1. Термины, определения и общие принципы) |
[2] | EN 614-2:2000 | Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между компоновкой машин и рабочими заданиями) |
[3] | EN 894-1:1997+А1:2008 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие принципы при взаимодействии оператора с индикаторами и органами управления) |
[4] | EN 894-2:1997+А1:2008 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 2: Displays (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Индикаторы) |
[5] | EN 894-3:2000+А1:2008 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 3: Control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления) |
[6] | EN 1005-1:2001+А1:2008 | Safety of machinery - Human physical performance - Part 1: Terms and definitions (Безопасность машин. Физические характеристики человека. Часть 1. Термины и определения) |
[7] | EN 1005-3:2002+А1:2008 | Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические характеристики человека. Часть 3. Рекомендуемые значения физических усилий человека при работе с машинами) |
[8] | EN 1088:1995+A2:2008 | Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора) |
[9] | EN 1093-9:1998+A1:2008 | Safety of machinery - Evaluation of the emission of airborne hazardous substances - Part 9: Pollutant concentration parameter, room method (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 9. Параметры концентрации вредных веществ. Метод испытания в испытательном помещении) |
[10] | EN 1093-11:2001+A1:2008 | Safety of machinery - Evaluation of the emission of airborne hazardous substances - Part 11: Decontamination index (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 11. Индекс очистки) |
[11] | EN 12779:2004+A1:2009 | Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performance and safety requirements (Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью) |
[12] | EN 60745-1:2009 | Hand-held motor-operated electric tools - Safety - Part 1: General requirements (IEC 60745-1:2006, modified) (Инструменты ручные электромеханические. Безопасность. Часть 1. Общие требования) |
[13] | EN 60745-2-14:2009 | Hand-held motor-operated electric tools - Safety - Part 2-14: Particular requirements for planers (IEC 60745-2-14:2003, modified+A1:2006, modified) (Инструменты ручные электромеханические. Безопасность. Часть 2-14. Дополнительные требования к строгальным инструментам) |
[14] | EN 60947-4-1:2001 | Low-voltage switchgear and controlgear - Part 4-1: Contractors and motor-starters - Electromechanical contractors and motor-starters (IEC 60947-4-1:2000) (Аппаратура распределения и управления низковольтная. Часть 4-1. Контакторы и пускатели. Электромеханические контакторы и пускатели) |
[15] | EN 60947-5-1:2004 | Low-voltage switchgear and controlgear - Part 5-1: Control circuits devices and switching elements - Electromechanical control circuit devices (IEC 60947-5-1:2003) (Аппаратура распределения и управления низковольтная. Часть 5-1. Аппараты и коммутационные элементы цепей управления. Электромеханические аппараты для цепей управления) |
[16] | EN 61029-1:2009 | Safety of transportable motor-operated electric tools - Part 1: General requirements (IEC 61029-1:1990, modified) (Безопасность переносных электрических инструментов с приводом от электродвигателя. Часть 1. Общие положения) |
[17] | EN 61029-2-3:2011 | Safety of transportable motor-operated electric tools - Part 2-3: Particular requirements for planers and thicknessers (IEC 61029-2-3:1993, modified + A1:2001) (Безопасность переносных электрических инструментов с приводом от электродвигателя. Часть 2-3. Дополнительные требования к рубанкам и строгальным станкам с устанавливаемой толщиной для обработанной детали) |
[18] | EN ISO 11688-2:2000 | Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 2: Introduction to the physics of low-noise design (ISO/TR 11688-2:1998) (Акустика. Практические рекомендации для проектирования машин и оборудования с низким уровнем шума. Часть 2. Введение в физику проектирования оборудования с низким уровнем шума) |
[19] | HD 21.1 S4:2002 | Cables of rated voltages up to and including 450/750 V and having thermoplastic insulation - Part 1: General requirements (Кабели на номинальное напряжение до 450/750 В, включительно, с изоляцией из термопластика. Часть 1. Общие требования) |
[20] | HD 22.1 S4:2004 | Cables of rated voltages up to and including 450/750 V and having cross-linked insulation - Part 1: General requirements (Кабели на номинальное напряжение до 450/750 В включительно и со сшитой изоляцией. Часть 1. Общие требования) |
УДК 621.912.251-783(083.74)(476):006.354 | МКС 79.120.10 | IDT |
Ключевые слова: безопасность станков, деревообрабатывающие станки, фуговальные станки, строгальные станки, требования безопасности | ||
Электронный текст документа
и сверен по:
М.: ФГБУ "РСТ", 2024
