ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
пнет 717—
2024
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ
Конструкции защитные
Издание официальное
Москва Российский институт стандартизации 2024
ПНСТ 717—2024
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Газпром 335» (ООО «Газпром 335»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Нефтяная и газовая промышленность»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 ноября 2024 г. № 92-пнст
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТР 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: inf@gazprom335.ru и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва, Пресненская набережная, д. 10, стр. 2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты» и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ПНСТ 717—2024
Введение
Создание и развитие отечественных технологий и техники для освоения морских нефтегазовых месторождений должно быть обеспечено современными стандартами, устанавливающими положения для проектирования, строительства и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется «Программа по обеспечению нормативной документацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений». В объеме работ программы предусмотрена разработка национальных стандартов и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
Целью разработки настоящего стандарта является установление общих положений для проектирования и изготовления, защитных конструкций для оборудования системы подводной добычи.
Ill
ПНСТ 717—2024
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ
Конструкции защитные
Petroleum and natural gas industry. Subsea production systems. Protection structures
Срок действия — с 2024—12—30 до 2027—12—30
1 Область применения
1.1 Настоящий стандарт устанавливает общие положения и правила для проектирования и изготовления конструкций, предназначенных для защиты подводного оборудования систем подводной добычи от повреждений при действии случайных нагрузок (воздействие ледовых образований, падающих объектов, якорей, орудий рыболовного промысла и т. п.).
1.2 При проектировании и эксплуатации систем подводной добычи под техническим наблюдением Российского морского регистра судоходства в дополнение к положениям настоящего стандарта следует руководствоваться Правилами [1] и [2].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 26828 Изделия машиностроения и приборостроения. Маркировка
ГОСТ ISO 9001 Системы менеджмента качества. Требования
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 27.102 Надежность в технике. Надежность объекта. Термины и определения
ГОСТ Р 27.301 Надежность в технике. Управление надежностью. Техника анализа безотказности. Основные положения
ГОСТ Р 53526 (ИСО 14732:1998) Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р 54123 Безопасность машин и оборудования. Термины, определения и основные показатели безопасности
ГОСТ Р 57148 (ИСО 19901-1:2015) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Проектирование и эксплуатация с учетом гидрометеорологических условий
ГОСТ Р 58753—2019 Стропы грузовые канатные для строительства. Технические условия
ГОСТ Р 59304 Нефтяная и газовая промышленность. Системы подводной добычи. Термины и определения
ГОСТ Р 59305—2021 Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации
ГОСТ Р 59995 (ИСО 19901-4:2016) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Геотехнические и расчетные аспекты проектирования фундаментов
Издание официальное
1
ПНСТ 717—2024
ГОСТ Р 70842 (ИСО 13628-8:2002) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционно управляемых устройств (ДУУ) в системах подводной добычи
ГОСТ Р 71122 (ИСО 13628-15:2011) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 15. Подводные конструкции и манифольды
ГОСТ Р ИСО 8501-1 Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий
ГОСТ Р ИСО 9606-1 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 13628-4—2016 Нефтяная и газовая промышленность. Проектирование и эксплуатация подводных эксплуатационных систем. Часть 4. Подводное устьевое оборудование и фонтанная арматура
ГОСТ Р ИСО 15614-1 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
СП 14.13330 «СНиП 11-7-81* Строительство в сейсмических районах»
СП 58.13330 «СНиП 33-01—2003 Гидротехнические сооружения. Основные положения»
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 27.102, а также следующие термины с соответствующими определениями:
3.1
безопасная рабочая нагрузка: Расчетная нагрузка без динамической составляющей силового воздействия на конструкцию.
[ГОСТ 31844—2012, пункт 3.1.13]
3.2
защитная конструкция: Конструкция, предназначенная для защиты подводного оборудования системы подводной добычи от повреждений при действии случайных нагрузок (воздействие ледовых образований, падающих объектов, якорей, орудий рыболовного промысла и т. п.).
[ГОСТ Р 59304—2021, статья 29]
4 Сокращения
В настоящем стандарте использованы следующие сокращения:
БРН — безопасная рабочая нагрузка;
ЗК — защитные конструкции;
КД — конструкторская документация;
КИП — контрольно-измерительные приборы;
2
ПНСТ 717—2024
лкп | — лакокрасочное покрытие; |
по | — программное обеспечение; |
ПС | — паспорт; |
ПТФЭ | — политетрафторэтилен; |
ПФА | — подводная фонтанная арматура; |
РЭ | — руководство по эксплуатации; |
СПД | — система подводной добычи; |
СПКГ | — система подводных колонных головок; |
ТИПА | — телеуправляемый необитаемый подводный аппарат; |
то | — техническое обслуживание; |
ТУ | — технические условия; |
эд | — эксплуатационная документация; |
ЭХЗ | — электрохимическая защита. |
5 Общие положения
5.1 ЗК предотвращают подводное оборудование от повреждений при действии случайных нагрузок (воздействие ледовых образований, падающих объектов, якорей, орудий рыболовного промысла и т. п.).
Различают следующие типы исполнения ЗК:
- отдельно стоящие;
- интегрированные (встроенные в оборудование СПД).
5.2 В общем случае ЗК состоит из фундамента, рамной конструкции, верхнего защитного закрытия, люков для доступа и системы ЭХЗ.
5.2.1 Фундамент воспринимает все нагрузки от вышележащих конструкций и передает их на грунт.
5.2.2 Рамная конструкция обеспечивает выполнение функций защиты оборудования, необходимую жесткость и прочность, а также возможность крепления верхнего защитного закрытия, люков для доступа, протекторов системы ЭХЗ, грузоподъемных приспособлений, приспособлений для позиционирования при монтаже и поручней ТИПА и панелей управления.
5.2.3 Верхнее защитное закрытие обеспечивает защиту подводного оборудования от падающих объектов. Люки в верхнем защитном закрытии предназначены для доступа с целью выполнения монтажа, диагностики и обслуживания подводного оборудования.
5.3 Общий вид ЗК для ПФА приведен на рисунке А.1; общий вид ЗК для СПКГ — на рисунке А.2.
6 Проектирование и изготовление
6.1 Общие сведения
6.1.1 ЗК должны соответствовать положениям настоящего стандарта, ГОСТ Р 59305, ГОСТ Р ИСО 13628-4 и ГОСТ Р 71122.
6.1.2 Постановку на производство ЗК выполняют в соответствии с ГОСТ Р 15.301.
6.1.3 Технология монтажа/демонтажа ЗК должна минимизировать привлечение водолазов и базироваться на применении ТИПА и грузоподъемных устройств.
6.1.4 ЗК должны обеспечить сохранность, работоспособность защищаемого оборудования и обеспечивать доступ ТИПА к нему с целью диагностики, обслуживания и ремонта.
6.1.5 Функционирование ЭХЗ должно соответствовать ГОСТ Р 71122.
6.2 Конструкция
6.2.1 При проектировании ЗК и ее элементов выполняют положения ГОСТ Р 59305 в части ЗК и положения ГОСТ Р 71122.
6.2.2 Расчеты несущей способности ЗК должны быть выполнены проектировщиком согласно СП 58.13330 и/или ГОСТ Р 57148, ГОСТ Р 59995 (см. также [3]). Расчет должен учитывать основные и особые сочетания нагрузок, возникающих на этапах установки, эксплуатации, ТО и вывода из эксплуатации с учетом сейсмической нагрузки согласно СП 14.13330.
3
ПНСТ 717—2024
6.2.3 При проектировании ЗК необходимо учитывать рекомендации к разработке оборудования, которое может оказаться под воздействием орудий рыболовного промысла, в соответствии с ГОСТ Р 59305—2021 (приложение G.1).
6.2.4 ЗК, включая верхнее защитное закрытие и люки, должны обеспечивать восприятие нагрузок от падающих объектов, орудий рыболовного промысла, воздействий ледовых образований в соответствии с ГОСТ Р 59305—2021 (приложение F, форма F5).
6.2.5 При расчете несущих и защитных элементов ЗК учитывают нагрузки, которые испытывает оборудование при транспортировании, грузоподъемных операциях в воздухе и воде, при монтаже и эксплуатации.
При расчете устойчивости установленной ЗК следует учитывать нагрузки, которые испытывает оборудование при монтаже, установке, эксплуатации. Расчет должен быть проведен согласно ГОСТ Р 71122.
6.2.6 Высотный габарит ЗК должен быть рассчитан таким образом, чтобы величина деформации верхнего защитного закрытия от падающих объектов не приводила к физическому контакту конструкции закрытия с подводным оборудованием (например, ПФА, манифольд). Доступ ТИПА к защищаемому оборудованию выполняют по ГОСТ Р 70842.
6.2.7 На ЗК должны быть расположены монтажные обухи или иные конструктивные элементы, предназначенные для транспортирования, в соответствии с ГОСТ Р ИСО 13628-4—2016 (приложение К).
6.2.8 На ЗК должны быть предусмотрены грузоподъемные приспособления для выполнения спускоподъемных операций в соответствии с ГОСТ Р ИСО 13628-4.
6.2.9 Расчет конструкций и приспособлений, применяемых при выполнении монтажных операций, должен быть выполнен проектировщиком согласно ГОСТ Р 59305—2021 (приложение К) в части прочностных расчетов ЗК.
6.2.9.1 Расчет, содержащий перечень исходных данных, контрольных критериев, описание расчетных сценариев, описание методики и применяемого ПО, результаты расчета и выводы по результатам расчета согласовывают с заказчиком.
6.2.9.2 В исходных данных для расчета должны быть приведены массогабаритные характеристики ЗК, гидрометеорологические условия в районе монтажа оборудования, мореходные характеристики предполагаемого или типового монтажного судна, характеристики типового кранового оборудования, а также описание метода производства монтажных работ.
6.2.9.3 Перечень контрольных критериев должен содержать информацию о контролируемых параметрах состояния оборудования согласно нормативной и/или проектной документации, позволяющих однозначно определить возможность выполнения планируемых операций по результатам расчета.
6.2.9.4 Описание расчетных сценариев должно содержать информацию о сочетании различных значений исходных данных и контрольных критериев, ожидаемых при планируемых морских операциях. Сценарии должны учитывать изменения мореходных характеристик судна в зависимости от направления воздействия нагрузок от окружающей среды.
6.2.9.5 Методика расчета должна содержать информацию по применяемым математическим зависимостям, коэффициентам и нормативной документации, а также описание ПО и математической модели для расчета.
6.2.9.6 Результаты расчета должны содержать информацию по параметрам состояния оборудования для каждого расчетного сценария, соответствующий контрольный критерий и результат контроля.
6.2.9.7 Выводы по результатам расчета должны содержать заключения, подтверждающие возможность выполнения планируемых монтажных операций и ограничения при выполнении работ.
6.2.10 Все глухие и закрытые несущие элементы ЗК, выполненные из профильных и круглых труб, а также изготовленные вальцовкой из металлического листа, должны иметь отверстия для заполнения водой и выхода воздуха при погружении и для обеспечения выравнивания наружного и внутреннего гидростатического давления при изменении глубины во время установки.
6.2.11 С целью снижения коррозионного воздействия отверстия для выравнивания гидростатического давления рекомендуется снабжать втулками, которые ограничивают/сокращают свободное перемещение морской воды при установившемся давлении после установки оборудования на морское дно.
6.2.12 Для снижения гидравлического сопротивления погружению ЗК в воду и облегчения прохождения зоны периодического смачивания все горизонтальные защитные элементы ЗК, такие как металлические или стекловолоконные листы, должны быть перфорированы отверстиями для пропуска воды и воздуха. Отверстия не должны влиять на функцию оборудования и его элементов.
4
ПНСТ 717—2024
6.2.13 Конструктивный тип фундамента ЗК должен быть определен в зависимости от характеристик грунта района установки согласно ГОСТ Р 71122.
6.2.14 Геометрия рамы ЗК должна соответствовать положениям ГОСТ Р 59305—2021 (5.12.7 и А.2.2.8).
6.2.15 Сварка является предпочтительным соединением металлических элементов ЗК.
6.2.16 Геометрические размеры люков и монтажных отверстий в верхнем защитном закрытии ЗК должны обеспечивать возможность проведения монтажа/демонтажа защищаемого оборудования, его съемных элементов или подсоединяемого оборудования СПД.
6.2.17 ЗК должна предусматривать посадочные места для постоянного и/или временного размещения КИП и датчиков для передачи информации о положении изделия при выполнении операций монтажа/демонтажа.
6.2.18 Конструкция грузоподъемных приспособлений для спускоподъемных операций должна предусматривать возможность беспрепятственного демонтажа/монтажа съемных защитных люков.
6.2.19 Для обеспечения доступа к защищаемому оборудованию вес подвижных и съемных модулей ЗК, демонтируемых с помощью ТИПА, может быть выбран с учетом БРН манипулятора ТИПА согласно ГОСТ Р 70842.
6.2.20 Подвижные и съемные части ЗК должны предусматривать фиксаторы с интерфейсами для управления при помощи ТИПА и индикаторы закрытого/открытого положения.
6.2.21 Подвижные и съемные модули ЗК должны предусматривать систему направления и позиционирования. При проектировании съемных элементов ЗК необходимо предусмотреть систему направления при монтаже/демонтаже.
6.2.22 Открытие и закрытие защитных люков при помощи ТИПА следует осуществлять путем приложения тягового усилия манипулятором ТИПА.
6.2.23 При применении ЗК на протяжении всего срока службы должна быть обеспечена возможность проводить обследование, ТО и ремонт как самих ЗК, так и оборудования, для защиты которого они применяются.
6.2.24 На этапе проектирования контроль доступа ТИПА должен быть выполнен с целью проверки возможности осуществления ТО и включает проверку доступа ТИПА к интерфейсам дистанционного управления ЗК. Способы осуществления проверки включают следующее:
- применение специализированного ПО для трехмерного моделирования работы ТИПА (моделирование следует выполнять на основе выбранной конфигурации ТИПА для каждого проекта);
- использование физических макетов ТИПА в рамках наземных испытаний;
- применение ТИПА в рамках наземных испытаний.
6.2.25 Проверку установки и закрепления ЗК на защищаемом подводном оборудовании следует проводить на береговой площадке с использованием самого оборудования или его полноразмерного макета, имеющего необходимые монтажные элементы соединений.
6.2.26 На ЗК не допускается размещение элементов защищаемого оборудования, выступающих за пределы рамы ЗК. Протекторы системы ЭХЗ для исключения зацепа орудиями рыболовного промысла по возможности должны быть расположены внутри рамной конструкции ЗК. При этом следует обеспечить доступ к протекторам ЗК для проведения визуально-инструментального контроля состояния ЭХЗ с помощью ТИПА.
6.2.27 ЗК должна обеспечивать непрерывность электрической цепи между всеми элементами, защищаемыми ЭХЗ.
6.2.28 Поручни и элементы управления для ТИПА рекомендуется изготавливать по ГОСТ Р 70842.
6.2.29 Элементы управления для подключения ТИПА должны быть защищены от механических повреждений при выполнении грузоподъемных и монтажных операций, при позиционировании и стыковке ТИПА.
6.2.30 ЗК СПКГ должна обеспечивать возможность подачи ингибитора коррозии в стволовой проход колонны кондуктора СПКГ при помощи ТИПА.
6.2.31 ЗК СПКГ должна иметь регулируемые по высоте опоры. Должно быть обеспечено внедрение опор в грунт не менее чем на 300 мм, для исключения рисков зацепа ЗК орудиями рыбного лова и ее опрокидывания.
6.2.32 Фиксация ЗК СПКГ на устье скважины обеспечивается за счет массы конструкции и наличия элемента, имеющего цилиндрическую поверхность, которая при радиальном контакте с ответной поверхностью СПКГ исключает перемещения в горизонтальном направлении. Допускается применение фиксирующих механизмов.
5
ПНСТ 717—2024
6.3 Показатели надежности и показатели безопасности
6.3.1 ЗК (за исключением съемных элементов) не предназначена для повторного использования на других объектах обустройства морских месторождений.
6.3.2 Срок службы ЗК после установки должен соответствовать сроку эксплуатации месторождения, за исключением конструкций, предназначенных для защиты СПКГ, срок службы которых после установки на СПКГ должен составлять не менее 3 лет с возможностью замены без демонтажа основной конструкции.
6.3.3 Съемные защитные люки, требующие ТО или ремонта, должны обладать конструктивной возможностью замены без демонтажа основной конструкции.
6.3.4 Для выявления случаев и оценки последствий внешнего воздействия ЗК необходимо проведение периодического мониторинга технического состояния ЗК и проверки ее положения относительно защищаемого оборудования. Процедуры мониторинга должны быть указаны в ЭД и ТУ.
6.3.5 Анализ и прогнозирование безотказности ЗК проводят по ГОСТ Р 27.301.
6.3.6 Показатели надежности и безопасности оборудования должны быть указаны в ЭД и ТУ и соответствовать ГОСТ Р 54123.
6.4 Покрытия
6.4.1 Материалы ЛКП выбирают с учетом обеспечения показателей, приведенных в таблице 1. Таблица 1 — Показатели ЛКП
Наименование показателя | Значение показателя |
Внешний вид покрытия | Равномерная сплошная пленка без пропусков и видимых дефектов |
Диэлектрическая сплошность покрытия (отсутствие пробоя), кВ/мм, не менее | 5,0 |
Адгезионная прочность методом нормального отрыва, МПа, не менее | 5,0 |
Толщина покрытия, мкм | В соответствии с технической документацией, но не менее 350 |
Минимальное количество слоев системы | 2 |
Прочность покрытия при ударе с высоты, см, не менее | 50,0 |
6.4.2 Цвет окраски компонентов должен быть выполнен в соответствии с ГОСТ Р 59305—2021 (приложение В):
- рамная конструкция и фундамент, выполненные из конструкционной стали, — желтый цвет, RAL 1004;
- проушины — красный, RAL3000;
- интерфейсы и поручни ТИПА — оранжевый, RAL 2004;
- текст и символы, нанесенные на компоненты, — черный, RAL 9017.
6.4.3 Цвет окраски компонентов, не указанных в 6.4.2, должен соответствовать КД и ТУ (при наличии).
6.4.4 Крепежные изделия допускается покрывать полимерными составами, содержащими ПТФЭ (при обеспечении электропроводности соединения), и не допускается покрывать кадмиевым покрытием.
6.4.5 Применяемые антифрикционные покрытия должны быть выбраны с учетом срока службы и эксплуатационных показателей.
6.5 Сырье, материалы и покупные изделия
6.5.1 Материалы для изготовления ЗК должны соответствовать ГОСТ Р 59305—2021 (раздел 6) и ГОСТ Р 71122, а также учитывать условия эксплуатации, включая:
- параметры окружающей среды и внешних воздействий;
- другие факторы, влияющие на коррозию (например, электрохимическое воздействие при контакте различных материалов, обрастание микроорганизмами).
6
ПНСТ 717—2024
6.5.2 Параметры и характеристики материалов ЗК устанавливают в КД.
6.5.3 Предпочтение следует отдавать материалам, имеющим подтвержденный опыт применения в оборудовании СПД.
6.5.4 Углеродистые и низколегированные конструкционные стали должны быть полностью раскислены и изготовлены методами, обеспечивающими мелкозернистую микроструктуру согласно ГОСТ Р 71122.
6.5.5 Механические свойства стали, применяемой для изготовления ЗК, должны соответствовать приведенным в ГОСТ Р 59305. Допускается использование защитных конструктивных элементов из стеклопластика и углепластика при условии обеспечения композиционным материалом характеристик, указываемых в КД.
6.5.6 Применение автоматных сталей не допускается.
6.5.7 Применение титановых сплавов в конструкциях, находящихся под действием ЭХЗ, не допускается.
6.5.8 Для углеродистых и низколегированных сталей отношение фактических значений предела текучести к пределу прочности не должно быть выше 0,9.
6.5.9 Фактическое значение предела текучести для элементов ЗК, находящихся под воздействием катодной защиты, не должно превышать 950 МПа.
6.5.10 Для выбора материала протекторов ЭХЗ рекомендуется учитывать [4].
6.6 Изготовление
6.6.1 Изготовителем должны быть определены, идентифицированы и установлены специальные процессы. Перечень специальных процессов должен включать, как минимум, сварку, наплавку, термическую обработку. Специальные процессы подлежат валидации с целью проверки и оценки соответствия согласно ГОСТ ISO 9001.
6.6.2 Все работы по сварке и ремонту должны быть выполнены только в соответствии с технологией, аттестованной согласно ГОСТ Р ИСО 15614-1.
6.6.3 Аттестация технологии должна быть выполнена до начала сварочных работ с целью подтверждения того, что технологии сварки, сварочные материалы, сварочное оборудование обеспечивают качественные и количественные характеристики (свойства) сварных соединений.
6.6.4 Все работы по сварке и ремонту сварных соединений должны быть выполнены персоналом, аттестованным в соответствии с ГОСТ Р ИСО 9606-1 и ГОСТ Р 53526.
6.6.5 Сварку или пайку протекторов (катодная защита) следует выполнять в соответствии с аттестованной технологией.
6.6.6 Проведение местной термообработки допускается для сварного шва и прилегающего металла. Технологии термообработки рекомендуется аттестовывать надлежащим образом (см. [5]).
6.6.7 Изготовитель согласовывает с заказчиком схему сварки ЗК, содержащую эскизы отдельных узлов, последовательность сварки узлов, номера сварочных процедур и процедур неразрушающего контроля, указанные для каждого сварного соединения и наплавки.
6.6.8 Минимальный катет угловых швов для элементов из конструкционных сталей должен составлять:
- 6 мм для толщины основного металла, менее или равного 12,0 мм;
- 8 мм для толщины основного металла, более 12,0 мм или равного 20,0 мм;
- 10 мм для толщины основного металла более 20,0 мм.
6.6.9 Максимально допустимое несовпадение кромок на стыковых сварных швах должно составлять не более 10 % от толщины основного металла или 3,0 мм в зависимости от того, что менее.
6.6.10 Приварка грузоподъемных проушин к раме должна быть выполнена только сварными швами с полным проплавлением. Использование угловых сварных швов без разделки кромок не допускается.
6.6.11 Термическая правка элементов ЗК допускается только в соответствии с аттестованной технологией термической правки. Аттестация технологии термической правки осуществляется в соответствии с техническим заданием заказчика.
6.6.12 При нанесении ЛКП следует учитывать условия, приведенные в таблице 2.
7
ПНСТ 717—2024
Таблица 2 — Условия нанесения ЛКП
Материал подложки | Подготовка поверхности |
Углеродистые и низколегиро-ванные стали | Степень очистки поверхности в соответствии с ГОСТ Р ИСО 8501-1 не менее Sa 21/2 |
Шероховатость поверхности — от 50 до 85 мкм |
6.6.13 Изготовитель ЗК при визуально-измерительном контроле проверяет:
- комплектность;
- отсутствие механических повреждений, коррозии;
- размеры;
- толщину стенок деталей.
6.6.14 При приемке обязательно наличие документированной информации, подтверждающей качество технологических процессов.
Примечание — Аттестация технологического процесса может быть: первичной, периодической (по истечении срока действия предыдущей аттестации, указанной в заключении комиссии) и внеочередной (при снижении качества изготовляемой продукции, реконструкции производственного оборудования и т. п.).
6.7 Маркировка
6.7.1 Сведения о маркировке должны быть приведены в ПС и РЭ.
6.7.2 Маркировка должна быть выполнена в соответствии ГОСТ Р 59305—2021 (приложение В) и ГОСТ 26828.
6.7.3 Маркировка должна быть нанесена на информационную табличку, размещаемую в легкодоступном месте на раме ЗК.
6.7.4 На информационную табличку наносят:
- наименование и/или товарный знак изготовителя;
- заводской (серийный) номер и дату изготовления;
- обозначение изделия по основному конструкторскому документу;
- наименование изделия;
- масса в воздухе/в воде;
- особые данные для изделия.
6.7.5 Маркировка, наносимая непосредственно на оборудование, сборочные единицы, такелажные точки, узлы стыковки, порты, разъемы, поручни, рукоятки, штепсели, модули фиксации ТИПА и другие части конструкций ЗК, должна быть выбрана по цветовой шкале RAL в соответствии с ГОСТ Р 59305—2021 (приложение В), при этом следует обеспечивать:
- идентификацию конструкций и оборудования;
- идентификацию ориентации конструкций на морском дне;
- существующее местоположение рукояток и переключателей относительно оборудования.
6.7.6 Маркировку, наносимую ЛКП, следует выполнять по трафарету.
6.7.7 Все грузоподъемные проушины и такелажные точки должны четко обозначаться маркировкой с указанием БРН. Каждый элемент такелажной оснастки должен быть снабжен клеймом или прочно прикрепленной металлической биркой, на которой указывают данные в соответствии с ГОСТ Р 58753—2019 (раздел 9).
6.7.8 Маркировку запасных частей следует располагать непосредственно на деталях (запасных частях) или на прикрепленных к ним бирках с обозначением ЗК, которые они комплектуют.
8
ПНСТ 717—2024
Приложение А (справочное)
Пример исполнения элементов защитных конструкций
А.1 Общие виды ЗК для ПФА и СПКГ приведены на рисунках А.1 и А.2.
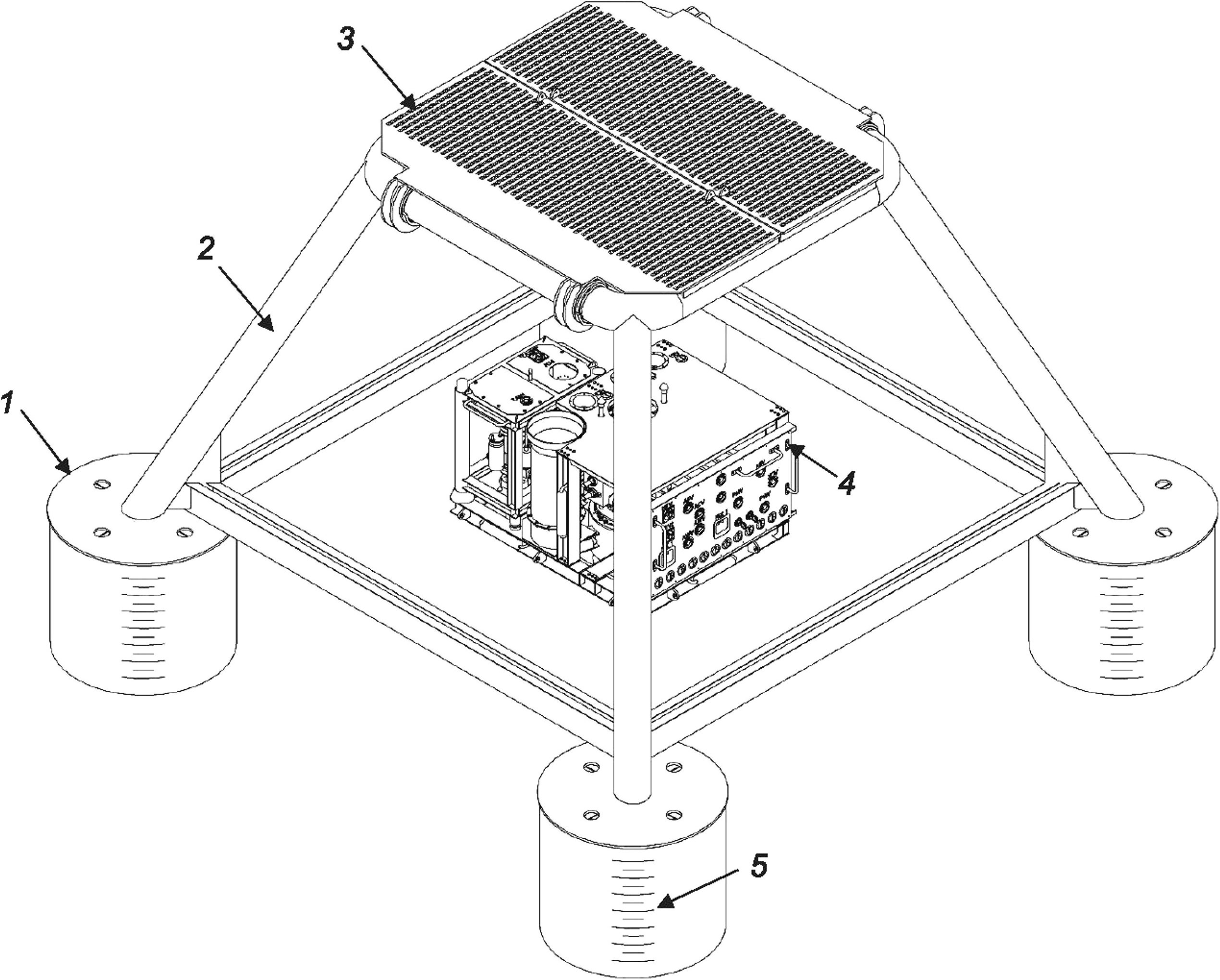
1 — фундамент; 2 — рама; 3 — верхнее защитное закрытие; 4 — ПФА; 5 — марки заглубления Рисунок А.1 — ЗК ПФА. Общий вид
9
ПНСТ 717—2024
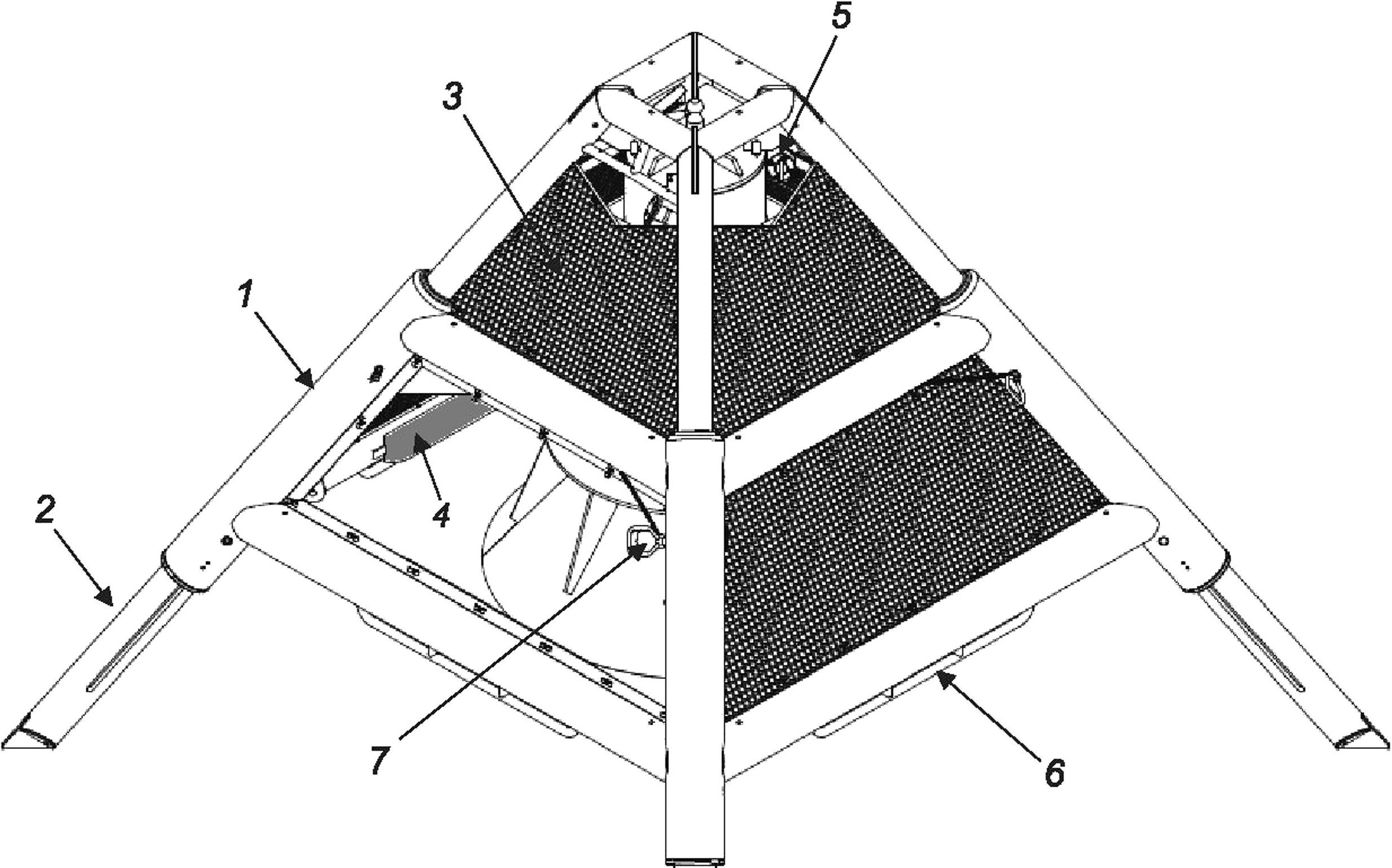
1 — рамная конструкция; 2— регулируемая по высоте опора; 3— решетка; 4 — протектор ЭХЗ; 5 — гидравлический интерфейс подачи ингибитора коррозии; 6 — поручень ТИПА; 7 — ручка фиксации опор
Рисунок А.2 — ЗК СПКГ. Общий вид
10
ПНСТ 717—2024
Библиография
[1] Руководство по техническому наблюдению за постройкой и эксплуатацией морских подводных трубопроводов. РМРС —СПб, 2022
[2] Правила классификации и постройки подводных добычных комплексов. РМРС: СПб, 2023
[3]
[4]
[5]
ИСО 19902:2020
ИСО 15589-2:2024
ИСО 17663:2023
Промышленность нефтяная и газовая. Стационарные стальные морские сооружения (Petroleum and natural gas industries — Fixed steel offshore structures)
Промышленность нефтяная и газовая. Катодная защита систем транспортирования по трубопроводам. Часть 2. Морские трубопроводы (Petroleum, petrochemical and natural gas industries — Cathodic protection of pipeline transportation systems — Part 2: Offshore pipelines)
Сварка. Требования к качеству термической обработки в процессе сварки и смежных процессов (Welding — Quality requirements for heat treatment in connection with welding and allied processes)
11
ПНСТ 717—2024
УДК 622.276.04:006.354
ОКС 75.020
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, конструкции защитные
Редактор Л.С. Зимилова Технический редактор И.Е. Черепкова Корректор Р.А. Ментова Компьютерная верстка И.А. Налейкиной
Сдано в набор 15.11.2024. Подписано в печать 04.12.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 1,86. Уч.-изд. л. 1,58.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
