ГОСТ Р ИСО 13628-4-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ПРОЕКТИРОВАНИЕ И ЭКСПЛУАТАЦИЯ ПОДВОДНЫХ ЭКСПЛУАТАЦИОННЫХ СИСТЕМ
Часть 4
Подводное устьевое оборудование и фонтанная арматура
Petroleum and natural gas industries. Design and operation of subsea production systems. Part 4. Subsea wellhead and tree equipment
ОКС 75.180.10
Дата введения 2017-06-01
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом "Центральное конструкторское бюро нефтеаппаратуры" (АО "ЦКБН") на основе русской версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 декабря 2016 г. N 2006-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13628-4:2010* "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 4. Подводное оборудование устья скважины и устьевой елки" (ISO 13628-4:2010 "Petroleum and natural gas industries - Design and operation of subsea production systems - Part 4: Subsea wellhead and tree equipment", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Технические поправки к указанному международному стандарту, принятые после его официальной публикации, внесены в текст настоящего стандарта и выделены двойной вертикальной линией, расположенной на полях от соответствующего текста, а обозначение и год принятия технической поправки (ИСО 13628-4:2010/Cor.1:2011) приведены в скобках после соответствующего текста.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.qost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2020 год
Поправка внесена изготовителем базы данных
Введение к международному стандарту ИСО 13628-4:2010
Международная организация по стандартизации (ИСО) является Всемирной федерацией национальных организаций по стандартизации (комитетов - членов ИСО). Подготовка международных стандартов, как правило, осуществляется техническими комитетами ИСО. Каждый комитет - член ИСО, заинтересованный в деятельности, для осуществления которой был создан технический комитет ИСО, имеет право быть представленным в этом комитете. Международные организации, правительственные и неправительственные, имеющие соответствующие соглашения о сотрудничестве с ИСО, также принимают участие в работах. Относительно стандартизации в электротехнике ИСО работает в тесном сотрудничестве с Международной электротехнической комиссией (МЭК).
Международные стандарты разрабатываются в соответствии с правилами, приведенными в Директивах ИСО/МЭК, часть 2.
Главная задача технических комитетов заключается в подготовке международных стандартов. Проекты международных стандартов, принятые техническими комитетами, рассылаются комитетам - членам ИСО на голосование. Их опубликование в качестве международных стандартов требует одобрения по меньшей мере 75% комитетов - членов ИСО, принимающих участие в голосовании.
Необходимо иметь в виду, что некоторые элементы настоящего стандарта могут быть объектом патентного права. ИСО не берет на себя ответственность за идентификацию какого-либо отдельного или всех таких патентных прав.
Международный стандарт ИСО 13628-4:2010 был подготовлен подкомитетом ПК 4 "Буровое и эксплуатационное оборудование" технического комитета по стандартизации ИСО/ТК 67 "Материалы, оборудование и морские конструкции для нефтяной, нефтехимической и газовой промышленности".
Второе издание ИСО 13628-4:2010 отменяет и заменяет первое издание ИСО 13628-4:1999, которое было технически пересмотрено и обновлено с учетом потребностей международной нефтяной и газовой промышленности. Второе издание было доработано пользователями и изготовителями подводных устьевых оголовков и устьевых елок.
Основное внимание при разработке второго издания стандарта было направлено на исследование рисков и преимуществ применения подводных устьевых оголовков с боковыми проходками (пенетрациями). Предыдущие издания ИСО 13628-4 и аналогичного документа API Spec 17D "Технические условия на подводное оборудование устьевых оголовков и устьевых елок" не допускали практики применения проходок в устьевых оголовках. Тем не менее данные запрещения были аксиоматическими. При разработке второго издания ИСО 13628-4 рабочая группа подкомитета ПК 4 использовала методы качественного анализа рисков и пришла к заключению, что исходное представление было верным: вероятность возникновения утечек в течение срока службы подводных устьевых оголовков с боковыми проходками возрастает в два раза по отношению к традиционным (без проходок) подводным устьевым оголовкам.
Причина пересмотра первых изданий стандартов ИСО 13628-4 и API Spec 17 D - эффект давления в межтрубном пространстве и его мониторинг в скважинах с подводным расположением устьев. Отчет, подготовленный на базе вышеупомянутого анализа рисков, был оформлен в виде стандартов API 17 TR3 и API RP 90. Рабочая группа рекомендует использование этих нормативных документов при проектировании конструкций и режимов эксплуатации скважин с подводным расположением устьев.
При проектировании следует также уделять особое внимание эффекту от действия наружного гидростатического давления. Первые издания API 17D и ИСО 13628-4 были введены в действие, когда влияние этого параметра было относительно небольшим. Подводная добыча на все более глубоководных участках привела к необходимости учета таких аспектов во втором издании ИСО 13628-4. Общее требование заключается в том, что не допускается использование эффекта наружного гидростатического давления для расширения областей возможного применения компонента. Например, ИСО 13628-4 не допускает применения подводной устьевой елки с номинальным значением давления 69 МПа (10000 фунт/дюйм), установленной на глубине 2438 м (8000 футов) на устье скважины, при статическом устьевом давлении более 69 МПа (10000 фунт/дюйм
). Подробнее см. в 5.1.2.1.1.
Проектные решения, связанные с использованием эффекта наружного гидростатического давления только сейчас стали полностью изученными. Если пользователь или изготовитель желает исследовать эти возможности, рекомендуется тщательно изучить технический бюллетень Американского нефтяного института (API) по данной теме.
ИСО 13628 под общим заголовком "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи" состоит из следующих частей:
- часть 1: Общие требования и рекомендации;
- часть 2: Гибкие трубные системы многослойной структуры без связующих слоев для подводного и морского применения;
- часть 3: Системы проходных выкидных трубопроводов (TFL);
- часть 4: Оборудование подводных устьевых оголовков и устьевых елок;
- часть 5: Подводные управляющие шлангокабели;
- часть 6: Системы контроля подводной добычи;
- часть 7: Райзерные системы для заканчивания/ремонта скважин;
- часть 8: Интерфейсы дистанционно управляемых аппаратов (ROV) в системах подводной добычи;
- часть 9: Системы дистанционно управляемого инструмента (ROT) для внутрискважинных работ;
- часть 10: Технические условия на гибкую трубу многослойной структуры со связующими слоями;
- часть 11: Гибкие трубные системы для подводного и морского применения;
- часть 15: Подводные конструкции и манифольды.
Часть 12, относящаяся к динамическим эксплуатационным райзерам, часть 14, относящаяся к системам защиты от превышения давления с высоким интегральным уровнем безопасности (HIPPS), часть 16, относящаяся к техническим условиям на вспомогательное оборудование гибких труб, и часть 17, относящаяся к практическим рекомендациям для вспомогательного оборудования гибких труб, находятся в разработке.
Введение
Настоящий стандарт предназначен для широкого применения в нефтегазовой промышленности. Он не имеет своей целью замену общепринятой инженерной оценки. Пользователи настоящего стандарта должны учитывать, что могут возникать дополнительные или отличающиеся правила, которые будут в большей степени соответствовать потребностям в конкретных случаях применения, а также законодательные требования и другие обстоятельства, которые не рассматриваются в настоящем стандарте.
Основной целью настоящего стандарта является установление однозначных и непротиворечивых правил и характеристик, которые будут способствовать развитию национальной стандартизации в области обеспечения безопасности и экономической целесообразности при разработке морских нефтегазовых месторождений с применением оборудования устьевых оголовков и устьевых елок в системах подводной добычи. Настоящий стандарт допускает использование разнообразных технологий от общепринятых до самых современных разработок и тем самым не ограничивает и не сдерживает разработку новых технологий. Однако пользователям настоящего стандарта рекомендуется проводить тщательный анализ стандартных сопряжений (интерфейсов) и повторного использования внутрискважинных систем и инструмента в целях минимизации затрат на жизненный цикл и повышения надежности за счет применения апробированных сопряжений (интерфейсов).
Пользователи настоящего стандарта должны учитывать, что в конкретных случаях применения могут потребоваться дополнительные или отличающиеся правила. Настоящий стандарт не имеет целью запретить продавцу предлагать, а покупателю приобретать альтернативное оборудование или технические решения для конкретных случаев применения. Особенно это касается новых или усовершенствованных технологий. Если предлагается альтернатива, продавец должен подробно указывать все отступления от нормативных положений настоящего стандарта.
1 Область применения
Настоящий стандарт устанавливает технические характеристики подводных устьевых оголовков, донных устьевых оголовков, донных устьевых оголовков со стволовым проходом, а также устьевых елок вертикального и горизонтального типов. Настоящий стандарт определяет соответствующую инструментальную оснастку, необходимую для проведения спуско-подъемных операций, испытаний и монтажа оборудования. Настоящий стандарт также устанавливает области проектирования, применяемые материалы, виды сварки, контроля качества (включая заводские приемо-сдаточные испытания), маркировку, хранение и транспортировку как отдельных узлов (используемых для узловой сборки компоновок подводных устьевых елок), так и готовых сборных компоновок подводных устьевых елок.
Пользователь несет ответственность за обеспечение соответствия всех дополнительных технических характеристик применяемого подводного оборудования, которые не являются предметом рассмотрения настоящего стандарта.
Там, где применимо, настоящий стандарт может быть также использован для проектирования оборудования, устанавливаемого на скважинах-спутниках, на кустовых скважинах, а также на многоствольных скважинах с донной опорной плитой.
Оборудование, относящееся к области применения настоящего стандарта:
а) подводные устьевые елки:
- соединители устьевой елки и устьевые трубодержатели скважинных трубопроводов (насосно-компрессорных труб),
- задвижки, блоки задвижек и приводные механизмы задвижек,
- дроссели и приводные механизмы дросселей,
- дренажные, испытательные и изолирующие задвижки,
- Y-образная катушка системы TFL,
- интерфейс (сопряжение) повторного ввода,
- заглушка устьевой елки,
- трубная обвязка устьевой елки,
- направляющие рамы устьевой елки,
- спуско-подъемный инструмент устьевой елки,
- спуско-подъемный инструмент заглушки устьевой елки,
- соединитель выкидного трубопровода/шлангокабеля, смонтированный на устьевой елке,
- устьевые трубные головки и соединители устьевых трубных головок,
- основания выкидных трубопроводов (линий) и спуско-подъемный инструмент,
- управляющие интерфейсы (сопряжения), смонтированные на устьевой елке (контрольно-измерительная аппаратура, датчики, гидравлические трубы/трубопроводы и фитинги, электрический управляющий кабель и фитинги);
b) подводные устьевые оголовки:
- корпуса устьевых колонных головок направления,
- корпуса устьевых оголовков,
- устьевые трубодержатели обсадных колонн,
- уплотнительные узлы,
- направляющие плиты,
- защитные вкладыши и другие протекторы проходного канала,
- антикоррозионные колпаки;
c) донные системы подвесок (донное подвесное оборудование):
- устьевые оголовки,
- спуско-подъемный инструмент,
- устьевые трубодержатели обсадных колонн,
- спуско-подъемный инструмент устьевых трубодержателей обсадных колонн,
- надставочный инструмент для заканчивания скважины с подводным расположением устья,
- переводники донных устьевых оголовков для заканчивания скважин с подводным расположением устьев,
- устьевые трубные головки,
- антикоррозионные колпаки;
d) донные системы подвесок со стволовым проходом (донное подвесное оборудование со стволовым проходом):
- корпуса устьевых колонных головок направления,
- устьевые трубодержатели первых обсадных колонн,
- корпуса устьевых оголовков,
- устьевые трубодержатели обсадных колонн,
- кольцевые уплотнительные узлы,
- протекторы проходного канала и защитные вкладыши,
- консервационные колпаки;
e) системы устьевых трубодержателей скважинных трубопроводов:
- устьевые трубодержатели скважинных трубопроводов,
- спуско-подъемный инструмент;
f) вспомогательное оборудование:
- концевые и выпускные фланцевые соединения (соединители),
- хомутовые соединения (соединители) бугельного типа (бугельные хомуты),
- концевые и выпускные резьбовые соединения (соединители),
- другие концевые соединения,
- шпильки и гайки,
- уплотнительные кольца,
- установочное оборудование с направляющими канатами.
Настоящий стандарт содержит наименования и определения оборудования, разъяснения по вопросам эксплуатации и функциям применяемого оборудования, условиям эксплуатации и уровням технических требований, описание критических компонентов, т.е. тех деталей, которые должны соответствовать нормативным положениям настоящего стандарта.
В область применения настоящего стандарта не входит следующее оборудование:
- подводные превенторы для спуска инструмента на тросе/гибких насосно-компрессорных трубах (скважинных трубопроводах);
- монтажные райзеры, райзеры для ремонта скважин и эксплуатационные райзеры;
- подводные испытательные устьевые елки (посадочные колонны);
- управляющие системы и подводные манифольды дистанционного управления;
- надставки платформы;
- первичные защитные конструкции;
- подводное технологическое оборудование;
- подводные манифольды и гибкие трубные соединители;
- инструмент подводного устьевого оголовка;
- многоствольные конструкции с донными опорными плитами;
- донная подвеска райзеров высокого давления;
- трубная обвязка донных опорных плит;
- интерфейсы (сопряжения) донных опорных плит.
В область применения настоящего стандарта не входят восстановление и ремонт применяемого оборудования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы*. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных ссылок применяют последнее издание ссылочного стандарта, включая все его изменения и поправки.
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 8501-1 Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings (Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степени ржавости и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий)
ISO 10423 Petroleum and natural gas industries - Drilling and production equipment - Wellhead and Christmas tree equipment (Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Устьевое и фонтанное оборудование)
ISO 10424-1 Petroleum and natural gas industries - Rotary drilling equipment - Part 1: Rotary drill stem elements (Нефтяная и газовая промышленность. Оборудование для вращательного бурения. Часть 1. Элементы бурильного инструмента для вращательного бурения)
ISO 11960 Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells (Нефтяная и газовая промышленность. Трубы стальные для применения в скважинах в качестве обсадных и насосно-компрессорных)
ISO 13625 Petroleum and natural gas industries - Drilling and production equipment - Marine drilling riser couplings (Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Соединения морских буровых райзеров)
ISO 13628-1 Petroleum and natural gas industries - Design and operation of subsea production systems - Part 1: General requirements and recommendations (Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации)
ISO 13628-3 Petroleum and natural gas industries - Design and operation of subsea production systems - Part 3: Through flowline (TFL) systems [Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 3. Системы проходных выкидных трубопроводов (TFL)]
ISO 13628-7 Petroleum and natural gas industries - Design and operation of subsea production systems - Part 7: Completion/workover riser systems (Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 7. Системы райзера для заканчивания/ремонта скважин)
ISO 13628-8 Petroleum and natural gas industries - Design and operation of subsea production systems - Part 8: Remotely Operated Vehicle (ROV) interfaces on subsea production systems (Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционно управляемых механизмов для систем подводной добычи)
ISO 13628-9 Petroleum and natural gas industries - Design and operation of subsea production systems - Part 9: Remote Operated Tool (ROT) intervention systems (Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 9. Системы работ на скважине с использованием дистанционно управляемых инструментов)
ISO 13533 Petroleum and natural gas industries - Drilling and production equipment - Drill-through equipment (Нефтяная и газовая промышленность. Буровое и нефтепромысловое оборудование. Буровое проходное оборудование)
ISO 15156 (all parts) Petroleum and natural gas industries - Materials for use in -containing environments in oil and gas production (Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче)
ANSI/ASME В16.11 Forged Fittings, Socket-Welding and Threaded (Кованые фитинги, приварные и резьбовые)
ANSI/ASME В31.3 Process Piping (Технологические трубопроводы)
ANSI/ASME В31.4 Pipeline Transportation Systems for Liquid Hydrocarbons and Other Liquids (Трубопроводно-транспортные системы для жидкостей и суспезий)
ANSI/ASME В31.8 Gas Transmission and Distribution Piping Systems (Трубопроводные системы для передачи и распределения газа)
ANSI/ISA 75.02* Control Valve Capacity Test Procedure (Процедуры испытаний свойств управляющих клапанов)
_______________
* Данный ссылочный стандарт действует в редакции ANSI/ISA 75.02.01-2008 "Control Valve Capacity Test Procedures" (ANSI/ISA 75.02.01-2008 "Процедуры испытания пропускной способности управляющего клапана"). Для однозначного соблюдения требований настоящего стандарта рекомендуется использовать только данный ссылочный стандарт.
ANSI/SAE J517 Hydraulic Hose Fittings (Фитинги гидравлических шлангов)
ANSI/SAE J343 Test and Test Procedures for SAE 100R Series Hydraulic Hose and Hose Assemblies (Испытания и процедуры испытаний для гидравлических шлангов серий SAE 100R и шлангов в сборе)
API Spec 5В Specification for Threading, Gauging, and Thread Inspection of Casing, Tubing and Line Pipe Threads (US Customary Units) [Технические условия на нарезание резьбы, калибровку и контроль резьб резьбовых соединений обсадных, насосно-компрессорных труб и труб для трубопроводов (единицы измерения США)]
ASTM D 1414 Standard Test Methods for Rubber O-Rings (Стандартные методы испытаний для резиновых уплотнительных колец)
DNV RP В401 Cathodic Protection Design (Проектирование катодной защиты)
ISA 75.01.01 Flow Equations for Sizing Control Valves (Уравнения движения потока для расчета размеров управляющих клапанов)
NACE No. 2/SSPC-SP 10 Joint Surface Preparation Standard: Near-White Metal Blast Cleaning (Стандарт подготовки поверхностей соединения: Пескоструйная очистка почти до белого металла)
NACE SP0176 Corrosion Control of Submerged Areas of Permanently Installed Steel Offshore Structures Associated With Petroleum Production (Защита от коррозии подводных частей стационарных стальных морских конструкций, предназначенных для добычи нефти и газа)
SAE/AS 4059 Aerospace Fluid Power - Cleanliness Classification for Hydraulic Fluids (Авиакосмическая гидроэнергетика. Классификации чистоты гидравлических флюидов)
3 Термины, определения, сокращения и обозначения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1.1 кольцевой уплотнительный узел (annulus seal assembly): Механизм, предназначенный для обеспечения герметичного перекрытия между устьевым трубодержателем обсадной колонны и корпусом устьевого оголовка.
3.1.2 обратный ход (backdriving): <Общее> незапланированное перемещение в направлении, обратном рабочему.
3.1.3 обратный ход (backdriving): <Линейный привод> режим, при котором задвижка смещается с установленного (рабочего) положения.
3.1.4 обратный ход (backdriving): <Дроссель с ручным управлением/ДУА> режим, при котором задвижка изменяет положение после отсоединения исполнительного механизма.
3.1.5 обратный ход (backdriving): <Вращательного (поворотного) привода> режим, при котором задвижка продолжает изменять положение после завершения позиционирования.
3.1.6 обратный ход (backdriving): <Дросселя с шаговым приводом> режим, при котором задвижка изменяет положение после отсоединения исполнительного механизма.
3.1.7 протектор проходного канала (bore protector): Устройство, предназначенное для защиты внутренней поверхности проходного канала в процессе бурения или ремонтных работ в скважине.
3.1.8 обратная арматура (check valve): Устройство, предназначенное для предотвращения обратного потока.
3.1.9 дроссель (choke): Оборудование, используемое для ограничения и регулирования потока жидкости и газа.
3.1.10 райзер для заканчивания/ремонта скважины (completion/work-over riser): Удлинитель эксплуатационного и/или кольцевого канала (каналов) скважины с подводным расположением устья до надводного судна.
См. ИСО 13628-7.
3.1.11
корпус подводной устьевой колонной головки направления (conductor housing): Верхняя часть первой колонны обсадных труб в скважине с подводным расположением устья, которая формирует основную опору подводного устьевого нефтегазопромыслового оборудования и обеспечивает крепление направляющих конструкций. [ГОСТ 28996-2012, статья 89] |
3.1.12
антикоррозионный колпак (corrosion cap): Колпак, устанавливаемый на устьевом нефтегазопромысловом оборудовании скважины с подводным расположением устья для защиты от коррозии, шлама и обрастания морскими организмами. [ГОСТ 28996-2012, статья 92] |
3.1.13 коррозионно-стойкий сплав (corrosion-resistant alloy); CRA: Сплав цветных металлов, в котором один или сумма определенного количества следующих легирующих элементов превышает 50%: титан, никель, кобальт, хром и молибден.
Примечание - Данный термин относится к коррозионно-стойким сплавам, а не к трещинно-стойким сплавам, как определено в ИСО 15156 (все части).
3.1.14 коррозионно-стойкий материал (corrosion-resistant material); CRM: Сплав черных и цветных металлов, который обладает повышенной коррозионной стойкостью по сравнению с низколегированными сталями.
Примечание - Данный термин включает: CRA, дуплексные и нержавеющие стали.
3.1.15 номинальная глубина (depth rating): Максимальная номинальная рабочая глубина для элемента оборудования при заданных условиях эксплуатации.
3.1.16 расположенный после (объекта) (downstream): Направление движения от коллектора (залежи углеводородов).
3.1.17 оборудование (equipment): Любой элемент или узел (компоновка), относящиеся к области применения настоящего стандарта.
3.1.18
переводник-удлинитель устьевой елки (extension sub): Герметичный трубный элемент, предназначенный для установки между смежными элементами подводной устьевой елки при необходимости увеличения ее длины. [ГОСТ 28996-2012, статья 75] |
3.1.19 нормально закрытая задвижка (fail-closed valve): Приводная задвижка, спроектированная на переход в закрытое положение при отказе управляющего сигнала.
3.1.20 нормально открытая задвижка (fail-open valve): Приводная задвижка, спроектированная на переход в открытое положение при отказе управляющего сигнала.
3.1.21 выкидной трубопровод; выкидная линия (flowline): Любой трубопровод, соединяющий компоновку подводной устьевой елки с внешним соединителем выкидной линии или стыковочной втулкой.
3.1.22 опорная рама соединителя выкидного трубопровода/выкидной линии (flowline connector support frame): Конструкционная рама, которая принимает и удерживает соединитель выкидной линии и передает нагрузку от нее на устьевой оголовок или конструкцию, закрепленную на морском дне.
3.1.23 система соединителя выкидного трубопровода/выкидной линии (flowline connector system): Оборудование, используемое для соединения подводных трубопроводов и/или управляющих шлангокабелей с подводной устьевой елкой.
Пример - Смонтированные на устьевой елке соединительные системы, используемые для соединения подводных выкидных трубопроводов с подводной устьевой елкой, соединяют концевой терминал выкидного трубопровода с подводной устьевой елкой с помощью гибкого трубного соединителя, соединяют подводную устьевую елку с манифольдом с помощью гибкого трубного соединителя и т.д.
3.1.24 трубная петля (flow loop): Трубопровод, который соединяет отвод(ы) подводной устьевой елки с подводным соединителем выкидной линии и/или другими соединителями трубной обвязки устьевой елки (перепускная трубная обвязка и т.п.).
3.1.25 направляющий раструб (guide funnel): Конусное расширение на конце направляющего элемента, предназначенное для обеспечения предварительного направления по отношению к другому направляющему элементу.
3.1.26 направляющий канат (guideline): Канат, натянутый от морского дна к поверхности и предназначенный для спуска оборудования к донным конструкциям.
3.1.27 райзер высокого давления (high-pressure riser): Трубный элемент, который удлиняет ствол скважины на участке от донного устьевого оголовка или устьевой трубной головки до надводного превентора.
3.1.28
устьевая елка горизонтального типа (horizontal tree); НХТ: Подводная устьевая елка, в которой главная задвижка расположена на боковом отводе. [ГОСТ 28996-2012, статья 54] |
3.1.29 гидравлическое (номинальное рабочее) давление (hydraulic rated working pressure): Максимальное внутреннее давление, на поддержание и/или регулирование которого спроектировано гидравлическое оборудование.
Примечание - Следует различать гидравлическое давление и испытательное гидравлическое давление (давление гидравлического испытания).
3.1.30 гидростатическое давление (hydrostatic pressure): Максимальное наружное давление окружающей морской среды (при максимальной глубине), на поддержание и/или регулирование которого спроектировано оборудование.
3.1.31 приспособление для внутрискважинных работ (intervention fix-ture): Механизм или устройство, постоянно установленное на подводном устьевом оборудовании, для обеспечения проведения внутрискважинных работ (операций), включая в том числе:
- захватывающие приспособления;
- стыковочные приспособления;
- установочные приспособления;
- приспособления с линейным приводным механизмом;
- приспособления с поворотным приводным механизмом;
- приспособления с гидравлической соединительной муфтой.
3.1.32 внутрискважинная система (intervention system): Комплекс средств для перемещения или транспортировки внутрискважинного инструмента к подводному устьевому оборудованию для выполнения внутрискважинных работ (операций), включая:
- дистанционно управляемый аппарат;
- дистанционно управляемый инструмент;
- систему для проведения водолазных работ с подачей воздуха с поверхности;
- водолаза.
3.1.33 внутрискважинный инструмент (intervention tool): Механизм или дистанционно управляемый инструмент, перемещаемый внутрискважинной системой, для соединения или сопряжения с приспособлениями для внутрискважинных работ.
3.1.34 (подъемная) проушина (lifting pad eye): Проушина, предназначенная для подъема или удерживания проектной нагрузки или сборных компоновок.
3.1.35 нижняя компоновка райзера для ремонтных работ в скважине (lower workover riser package); LWRP: Унифицированный узел, сопряженный с верхним соединителем устьевой елки и позволяющий герметизировать (уплотнять) вертикальный проходной канал(ы) устьевой елки.
3.1.36
система донной подвески (mudline suspension system): Часть устьевого нефтегазопромыслового оборудования, состоящая из колонных головок с трубодержателями, используемая для подвески обсадных колонн на уровне морского дна при бурении морских скважин с размещением противовыбросового оборудования на буровой установке. [ГОСТ 28996-2012, статья 88] |
3.1.37 ориентирующие вкладыши (orienting bushings): Детали, не работающие под давлением, которые применяют для ориентации оборудования или инструмента относительно устьевого оголовка.
3.1.38 внешняя трубная обвязка устьевой елки (outboard tree piping): Трубная обвязка подводной устьевой елки, расположенная после последней задвижки устьевой елки (включая дроссельные узлы) и до соединения выкидного трубопровода. См. термин "трубная петля" (3.1.24).
3.1.39
постоянная донная направляющая плита (permanent guidebase): Конструкция, обеспечивающая выравнивание, ориентацию и направление устьевого нефтегазопромыслового оборудования при его установке на устье подводной скважины. [ГОСТ 28996-2012, статья 87] |
3.1.40 деталь, работающая под давлением; компонент, работающий под давлением (pressure-containing part; pressure-containing component): Деталь, отказ которой приводит к утечке скважинного флюида в окружающую среду.
Пример - Корпуса, крышки, штоки.
3.1.41 деталь, регулирующая давление; компонент, регулирующий давление (pressure-controlling part; pressure-controlling component): Деталь, предназначенная для контроля и регулирования процесса транспортировки скважинных флюидов, находящихся под давлением.
Пример - Механизмы уплотнения проходных каналов задвижек, дроссельных насадок и устьевых трубодержателей.
3.1.42 номинальное рабочее давление (rated working pressure); RWP: Максимальное внутреннее давление, на поддержание и/или регулирование которого спроектировано оборудование.
Примечание - Следует различать номинальное рабочее давление и испытательное давление.
3.1.43
катушка повторного ввода (re-entry spool): Соединительный узел в верхней части подводной устьевой елки, который обеспечивает дистанционное подсоединение инструмента для спуска устьевой елки, нижнего блока райзера или защитного колпака устьевой елки. [ГОСТ 28996-2012, статья 102] |
3.1.44 обратное дифференциальное давление (reverse differential pressure): Условие, при котором дифференциальное давление прикладывается к дроссельной задвижке в направлении, обратном указанному рабочему направлению.
Примечание - Это возможно в рабочем или закрытом положении дросселя.
3.1.45 спуско-подъемный инструмент (running tool): Инструмент, предназначенный для дистанционного выполнения с поверхности операций по спуску, извлечению, позиционированию или подсоединению подводного оборудования.
Пример - Инструмент для спуска-подъема устьевой елки, заглушки устьевой елки, соединителей выкидных линий и т.п.
3.1.46
подводный превентор (subsea blowout preventer): Превенторный блок, предназначенный для установки на скважину с подводным расположением устья. [ГОСТ 28996-2012, статья 14] |
3.1.47 (подводный устьевой) трубодержатель обсадных колонн (subsea casing hanger): Устройство, которое удерживает обсадную колонну в устьевом оголовке на дне моря.
3.1.48 (подводное) оборудование для заканчивания скважины (subsea completion equipment): Специализированное оборудование устьевой елки и устьевого оголовка, используемые для заканчивания скважины с подводным расположением устья.
3.1.49 корпус (подводного) устьевого оголовка (subsea wellhead housing): Корпус, работающий под давлением и предназначенный для размещения в нем элементов подвески и уплотнения (герметизации) скважинных обсадных колонн.
3.1.50 (подводный) превентор для спуска инструмента на тросе/гибких насосно-компрессорных трубах (скважинных трубопроводах) (subsea wireline/coiled tubing blowout preventer): Подводный превентор, который устанавливается над подводной устьевой елкой для обеспечения ввода инструмента на тросе или гибких насосно-компрессорных трубах (скважинных трубопроводах).
3.1.51 надводный превентор (surface blowout preventer): Превентор, предназначенный для использования на поверхностном оборудовании, таком как стационарная платформа, самоподъемная плавучая буровая установка.
3.1.52 поворотный фланец (swivel flange): Фланцевый узел, состоящий из центральной втулки и отдельной фланцевой тарелки, которая может свободно вращаться вокруг втулки.
Примечание - Поворотные фланцы типа 17SV соответствуют типовым фланцам по стандарту ИСО типа 17SS и 6ВХ одного размера и номинального давления.
3.1.53 надставочный переводник (tieback adapter): Устройство, используемое для обеспечения интерфейса (соединения) между донным подвесным оборудованием и подводным оборудованием для заканчивания скважины.
3.1.54
заглушка устьевой елки (tree cap): Элемент подводной устьевой нефтегазопромысловой арматуры, устанавливаемый над проходным клапаном в устьевой елке вертикального типа или над трубодержателем в устьевой елке горизонтального типа, обеспечивающий герметичное перекрытие стволового прохода. [ГОСТ 28996-2012, статья 93] |
3.1.55 соединитель устьевой елки (tree connector): Механизм, предназначенный для соединения и уплотнения (герметизации) подводной устьевой елки с подводным устьевым оголовком или устьевой трубной головкой.
3.1.56
направляющая рама устьевой елки (tree guide frame): Рамная конструкция для скважины с подводным расположением устья, устанавливаемая на устье и предназначенная для направления, ориентации и защиты подводной елки. [ГОСТ 28996-2012, статья 91] |
3.1.57 боковой отвод устьевой елки (tree-side outlet): Месторасположение канальных выходов с боковой стороны блока устьевой елки.
3.1.58 шлангокабель (umbilical): Шланговый, трубный, трубопроводный и/или электрический проводник, по которому направляются флюиды и/или электрический ток или сигналы к подводным устьевым елкам, или от подводных устьевых елок.
3.1.59 расположенный до (объекта) (upstream): Направление движения к коллектору (залежи углеводородов).
3.1.60 блок задвижек (valve block): Единый блок, состоящий из двух или более задвижек.
3.1.61
устьевая елка вертикального типа (vertical tree); VXT: Подводная устьевая елка, в которой главная задвижка расположена на вертикальном стволе елки ниже горизонтальных отводов. [ГОСТ 28996-2012, статья 55] |
3.1.62 защитный вкладыш (wear bushing): Протектор проходного канала, который также предназначен для защиты устьевого трубодержателя обсадной колонны, расположенный ниже его.
3.1.63 границы корпуса устьевого оголовка (wellhead housing pressure boundary): Корпус устьевого оголовка от верхней его части до самого нижнего комплекта уплотнений.
3.1.64
Y-образная катушка (wye spool): Катушка между главной задвижкой и проходным клапаном на подводной устьевой елке, конструкция которой обеспечивает прохождение инструмента из выкидных линий в проходные каналы устьевой елки. [ГОСТ 28996-2012, статья 101] |
3.2 Сокращения и обозначения
ADS (atmospheric diving system) - система для проведения водолазных работ с подачей воздуха с поверхности;
AMV (annulus master valve) - коренная задвижка канала кольцевого пространства;
ANSI (American National Standards Institute) - Американский национальный институт стандартов;
API (American Petroleum Institute) - Американский институт нефти;
ASME (American Society of Mechanical Engineers) - Американское общество инженеров-механиков;
ASV (annulus swab valve) - коронная задвижка канала кольцевого пространства;
AWS (American Welding Society) - Американское общество по сварке;
AWV (annulus wing valve) - боковая задвижка канала кольцевого пространства;
ВОР (blowout preventer) - превентор;
CGB (completion guidebase) - направляющая плита для заканчивания скважины;
CID (chemical injection - downhole) - нагнетание химических реагентов - забой скважины;
CIT (chemical injection - tree) - нагнетание химических реагентов - устьевая елка;
CRA (corrosion-resistant alloy) - коррозионно-стойкий сплав;
CRM (corrosion-resistant material) - коррозионно-стойкий материал;
EDP (emergency disconnect package) - блок аварийной расстыковки (см. ИСО 13628-7);
FAT (factory acceptance test) - заводские приемо-сдаточные испытания;
FEA (finite element analysis) - анализ методом конечных элементов;
GRA (guidelineless re-entry assembly) - блок (узел) повторного ввода без направляющих канатов;
НХТ (horizontal subsea tree) - (подводная) устьевая елка горизонтального типа;
LRP (lower riser package) - нижняя компоновка райзера (см. ИСО 13628-7);
LWRP [lower workover riser package (LRP + EDP)] - нижняя компоновка райзера для ремонтных работ в скважине (см. ИСО 13628-7);
NACE (National Association of Corrosion Engineers) - Национальная ассоциация инженеров - специалистов по коррозии;
ОЕС (other end connectors) - другие концевые соединения;
PGB (permanent guidebase) - постоянная (донная) направляющая плита;
PMR (per manufacturer's rating) - по стандарту изготовителя;
PMV (production master valve) - эксплуатационная коренная задвижка;
PR2 (performance requirement level two) - уровень эксплуатационных требований 2;
PSV (production swab valve) - эксплуатационная коронная (главная) задвижка;
PWV (production wing valve) - эксплуатационная боковая задвижка;
QTC (qualification test coupon) - образец для квалификационного испытания;
RMS (root mean square) - среднее квадратическое значение;
RWP (rated working pressure) - номинальное рабочее давление;
SCF (stress concentration factor) - коэффициент концентрации напряжений;
SCSSV (surface-controlled subsurface safety valve) - скважинная предохранительная задвижка, управляемая с поверхности;
SIT (system integration test) - комплексные испытания системы;
TFL (through-flowline) - система проходных выкидных трубопроводов (см. ИСО 13628-3);
TGB (temporary guidebase) - временная (донная) направляющая плита;
USV (underwater safety valve) - подводная предохранительная задвижка (см. ИСО 10423);
VXT (vertical subsea tree) - (подводная) устьевая елка вертикального типа;
WCT-BOP (wireline/coil tubing blowout preventer) - превентор для спуска инструмента на тросе/гибких насосно-компрессорных трубах (скважинных трубопроводах) (см. ИСО 13628-7);
XOV (cross-over valve) - перепускная задвижка;
XT (subsea tree) - подводная устьевая елка;
БРН (SWL - safe working load) - безопасная рабочая нагрузка;
ВД (ID inside diameter) - внутренний диаметр;
ДУИ (ROT - remotely operated tool) - дистанционно управляемый инструмент (см. ИСО 13628-9);
ДУА (ROV - remotely operated vehicle) - дистанционно управляемый аппарат (см. ИСО 13628-8);
КИП - контрольно-измерительные приборы;
КИПиА - контрольно-измерительные приборы и автоматика;
НД (OD - outside diameter) - наружный диаметр;
НК (NDE - non-destructive examination) - неразрушающий контроль;
НКТ - насосно-компрессорная труба (скважинный трубопровод);
ПТФЭ (PTFE - polytetrafluoroethylene) - политетрафторэтилен;
УТТ (PSL - product specification level) - уровень технических требований.
(bending stress) - изгибающее напряжение;
(membrane stress) - мембранное напряжение;
(yield strength) - предел текучести.
4 Условия эксплуатации и уровни технических требований
4.1 Условия эксплуатации
4.1.1 Общие положения
Условия эксплуатации классифицируют по давлению, температуре, различным элементам конструкции ствола скважины и эксплуатационным режимам, на которые спроектировано оборудование.
4.1.2 Значения давления
Указывают максимальные рабочие давления, выраженные в мегапаскалях (МПа) с эквивалентными значениями в фунтах на квадратный дюйм (фунт/дюйм) в скобках. Необходимо учесть, что давление представляет собой манометрическое давление.
4.1.3 Классификация по температуре
Классификация по температуре указывает диапазоны температур от минимальных (окружающей среды или потока) до максимальных температур потоков флюида, выраженных в градусах Цельсия (°С) с эквивалентными значениями в градусах Фаренгейта (°F) в скобках. Классификация представлена в ИСО 10423.
4.1.4 Эксплуатация в присутствии сернистых соединений и маркировка
Для классов материалов DD, ЕЕ, FF и НН изготовитель должен обеспечить соответствие технологии обработки материалов и свойств материалов (например, твердости) требованиям ИСО 15156 (все части). Выбор класса материала и конкретных материалов для конкретных условий является в полной мере ответственностью покупателя (потребителя).
Обозначение класса материалов DD, ЕЕ, FF, НН должно включать маркировку максимально допустимого парциального давления , выраженного в фунтах на квадратный дюйм. Максимально допустимое парциальное давление должно соответствовать требованиям ИСО 15156 (все части), для установленного класса температур по стандарту API для предельного компонента (компонентов) в компоновке оборудования.
Пример - "FF-1,5" указывает класс материала FF, рассчитанный на 1,5 фунт/дюйм абсолютного максимально допустимого парциального давления
.
В случае отсутствия ограничения по парциальному давлению для согласно ИСО 15156 (все части) необходимо использовать маркировку "NL".
Пример - "DD-NL".
Пользователям настоящего стандарта следует учитывать, что на стойкость к трещинообразованию, возникающему при наличии , оказывают влияние многие другие факторы, для которых установлены некоторые ограничения в ИСО 15156 (все части). Они включают, но, не ограничиваясь этим, следующее:
- рН;
- температуру;
- концентрацию хлоридов;
- свободную серу.
Примечание - Для данного подраздела ANSI/NACE MR0175/ИСО 15156 является эквивалентом ИСО 15156 (все части).
При выборе материалов потребителю следует также учитывать различные факторы окружающей среды и эксплуатационные параметры, перечисленные в приложении А.
4.1.5 Классы материалов
Выбор материалов для изготовления оборудования, работающего под давлением и регулирующего давление, является ответственностью конечного потребителя. При выборе материалов для изготовления таких компонентов оборудования должны быть использованы классы материалов АА-НН, указанные в таблице 1. Руководство по выбору класса материала, основанное на составе удерживаемого флюида и режимах эксплуатации, приведено в приложении М.
4.2 Уровни технических требований
Руководство по выбору соответствующего УТТ приведено в приложении М. УТТ смонтированной системы оборудования устьевого оголовка или устьевой елки должен быть определен по самому низкому УТТ любого из компонентов этой системы, работающего под давлением или регулирующего давление. Требования к структурным компонентам и другим деталям оборудования, не работающим под давлением/не регулирующим давление, изготовленным в соответствии с настоящим стандартом, не устанавливаются в УТТ, а должны быть установлены в технических условиях изготовителя.
Компоненты оборудования, работающие под давлением, изготовленные в соответствии с настоящим стандартом, должны удовлетворять УТТ 2, УТТ 3 и УТТ 3G, как установлено в ИСО 10423. Компоненты, регулирующие давление, должны соответствовать требованиям УТТ 2, УТТ 3 и УТТ 3G, как указано в 5.4 и ИСО 10423, за исключением тех, для которых в настоящем стандарте установлены дополнения или модификации. Данные УТТ определяют различные уровни требований к квалификации материала, испытаниям и документации. УТТ 3G не всегда предусматривает испытания компоновки газом на уровне выше, чем испытания компонента/компоновочного узла (таких как отдельные задвижки, дроссели, трубодержатели скважинных трубопроводов и т.п.). Покупатель должен указать необходимость проведения испытаний газом компоновки верхнего уровня, изготовленной в соответствии с УТТ 3G (такие как компоновки VXT или НХТ), как единой установки при FAT.
5 Общие системные требования
5.1 Проектные и эксплуатационные требования
5.1.1 Общие положения
5.1.1.1 Характеристики продукции
Характеристики продукции (изделий) определяются изготовителем на основе анализа и испытаний, в частности:
валидационных испытаний (см. 5.1.7), которые предназначены для демонстрации и определения эксплуатационных характеристик общих серий продукции (изделий), представляющих определенные типы продукции (изделий);
требований эффективности, которые определяют рабочие характеристики конкретных изделий в состоянии на момент поставки (как предусмотрено в 5.1.1 и 5.1.2), основанные на данных FAT и соответствующих валидационных испытаний.
Требования эффективности являются специфическими и индивидуальными для изделия в состоянии на момент отгрузки. Изделия должны быть спроектированы и подвергнуты испытаниям для их применения в соответствии с 5.1, 6.1 и разделами 7-11.
5.1.1.2 Герметичность
Конструкции изделий должны быть способны выдерживать номинальное рабочее давление при номинальной температуре без деформаций, влияющих на соответствие любому другому требованию эффективности, при условии непревышения критериев напряженного состояния.
5.1.1.3 Теплостойкость
Конструкция изделия должна сохранять состояние функционирования в пределах диапазона температур, к которому было отнесено изделие. Компоненты должны быть аттестованы и подвергнуты испытаниям на максимальные и минимальные рабочие температуры, которым они будут подвержены в процессе эксплуатации, на определение охлаждающего эффекта Джоуля - Томпсона, на принудительный нагрев выкидных трубопроводов или на определение эффектов тепловой инертности (изоляции). При установлении требований к рабочей температуре компонентов допустимо использование термоанализа. Информация для проектирования и аттестации оборудования, работающего при повышенных температурах, приведена в ИСО 10423.
5.1.1.4 Материалы
Изделие должно быть спроектировано для приемлемого класса материала, выбранного из таблицы 1, и соответствовать требованиям ИСО 10423.
Таблица 1 - Требования к материалам
Класс материала | Минимальные требования к материалу | |
Корпус, крышка и фланец | Детали, регулирующие давление, штоки и держатели оправок | |
АА - общее применение | Углеродистая или низколегированная сталь | Углеродистая или низколегированная сталь |
ВВ - общее применение | Углеродистая или низколегированная сталь | Нержавеющая сталь |
СС - общее применение | Нержавеющая сталь | Нержавеющая сталь |
DD - исполнение для работы в присутствии сернистых соединений | Углеродистая или низколегированная сталь | Углеродистая или низколегированная сталь |
ЕЕ - исполнение для работы в присутствии сернистых соединений | Углеродистая или низколегированная сталь | Нержавеющая сталь |
FF - исполнение для работы в присутствии сернистых соединений | Нержавеющая сталь | Нержавеющая сталь |
НН - исполнение для работы в присутствии сернистых соединений | CRA | CRA |
Примечание - Информацию относительно выбора класса материала см. в 5.1.2.3. | ||
| ||
5.1.1.5 Несущая способность
Конструкции изделий должны быть способны выдерживать номинальные нагрузки без деформаций, влияющие на соответствие любому другому эксплуатационному требованию, при условии непревышения критериев напряженного состояния. Конструкции изделий, удерживающих трубы, должны быть способными удерживать номинальные нагрузки без смятия труб на величину менее диаметра проходного сечения.
Проектные требования и критерии, приведенные в настоящем стандарте, основаны на номинальном рабочем давлении и внешних нагрузках, возникающих при монтаже, испытаниях и нормальной эксплуатации. Изготовителю необходимо рассмотреть дополнительные проектные требования при возникновении нагрузок, прикладываемых к буровому райзеру или райзеру для ремонта скважины, и документально оформлять общие эксплуатационные ограничения. ИСО 13628-7 определяет проектные требования к райзеру для ремонта скважины и включает дополнительные эксплуатационные условия, такие как экстремальные и случайные события (смещение судна, отключение или блокировка компенсатора перемещения). Такие условия нагружения должны быть рассмотрены при аттестации оборудования, см. 5.1.7. Потребитель должен подтвердить, что ожидаемые рабочие нагрузки находятся в пределах эксплуатационных ограничений оборудования для конкретных условий применения.
5.1.1.6 Циклы
Конструкции изделий должны отвечать функциональным требованиям и условиям работы при планируемом количестве рабочих циклов, как указано изготовителем. Изделие необходимо проектировать на требуемое количество циклов давления/температуры, на циклические внешние нагрузки и многократные свинчивания/развинчивания (закрепления/раскрепления), при соответствующих условиях и, где требуется, подтверждать соответствие валидационными испытаниями.
5.1.1.7 Рабочее усилие или крутящий момент
Изделия необходимо проектировать для работы в соответствии с техническими условиями изготовителя на рабочее усилие или крутящий момент, при соответствующих условиях и, где требуется, подтверждать соответствие валидационными испытаниями.
5.1.1.8 Накопленная энергия
Конструкция должна учитывать высвобождение накопленной энергии и обеспечивать возможность ее безопасного высвобождения до разъединения фитингов, компоновок, т.д. Характерными примерами этого являются, но не ограничиваются этим, сосуды под давлением и сжатые пружины.
5.1.2 Условия эксплуатации
5.1.2.1 Значения номинального давления
5.1.2.1.1 Общие положения
Значения номинального давления должны соответствовать 5.1.2.1.2 и 5.1.2.1.8. При прохождении трубопроводных линий малого диаметра, таких как управляющие линии SCSSV или линии нагнетания химических реагентов, через полость, такую как полость устьевой елки/трубодержателя НКТ, оборудование, граничащее с этой полостью, должно быть спроектировано на максимальное давление в любой из этих линий, если только не предусмотрены средства для контроля и сброса давления в полости в случае возникновения утечки в любой из этих линий; дополнительную информацию см. в 7.9.1 и 9.2.7. Дополнительно необходимо учитывать влияние внешних нагрузок (например, изгибающих моментов, растяжения), гидростатических нагрузок от окружающей среды и усталостных нагрузок. В контексте настоящего стандарта значения номинального давления должны интерпретироваться как значения номинального рабочего давления (3.1.41).
В конструкции уплотнений необходимо учитывать создаваемое на большой глубине обратное давление, оказывающее воздействие на уплотнение из-за наружного гидростатического давления, превышающего внутреннее давление в проходном отверстии. Необходимо учитывать все условия и этапы эксплуатации (например, ввод в эксплуатацию, испытания, пуско-наладочные работы, эксплуатацию, продувку).
5.1.2.1.2 Подводные устьевые елки
5.1.2.1.2.1 Стандартные значения номинального давления
Там, где возможно, потребитель должен указать одно из следующих стандартных значений номинального рабочего давления: 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) или 103,5 МПа (15000 фунт/дюйм
), в соответствии с которым необходимо спроектировать и изготовить компоновки оборудования, работающие под давлением и регулирующие давление, такие как задвижки, дроссели, корпуса устьевых оголовков и соединители. Стандартные значения номинального давления способствуют обеспечению безопасности и взаимозаменяемости оборудования, в частности там, где концевые соединения соответствуют требованиям настоящего стандарта или другим стандартам, таким как ИСО 10423. Промежуточные значения номинального давления, например 49,5 МПа (7500 фунт/дюйм
) для деталей, работающих под давлением и регулирующих давление, не рассматриваются, за исключением трубной обвязки трубодержателей НКТ и/или проходок (пенетраций) в устьевой елке и соединений, расположенных до компонентов в скважине (таких как SCSSV, порты системы нагнетания химических реагентов, датчики), которые могут иметь более высокие проектные требования, чем проектные требования к рабочему давлению.
5.1.2.1.2.2 Нестандартные значения номинального рабочего давления
Нестандартные значения номинального давления не входят в область применения настоящего стандарта.
5.1.2.1.3 Трубодержатели скважинных трубопроводов
Стандартные значения RWP для подводных трубодержателей НКТ должны составлять 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) и 103,5 МПа (15000 фунт/дюйм
). Эксплуатационные или кольцевые соединения скважинных трубопроводов могут иметь RWP ниже, чем RWP для трубодержателей НКТ. Кроме того, трубодержатель НКТ может содержать проточные каналы, значения RWP которых не должны превышать 1,0 RWP компоновки трубодержателя НКТ плюс 17,2 МПа (2500 фунт/дюйм
).
5.1.2.1.4 Оборудование подводного устьевого оголовка
Стандартные значения RWP для подводных устьевых оголовков должны составлять 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) и 103,5 МПа (15000 фунт/дюйм
). Для инструмента и внутренних компонентов, таких как трубодержатели обсадных колонн, допустимы другие значения номинального давления в зависимости от размера, резьбы соединения и эксплуатационных требований.
5.1.2.1.5 Донное оборудование
Стандартные значения номинального рабочего давления не применимы к донному трубодержателю обсадной колонны и наставочному оборудованию. Данное оборудование должно быть рассчитано на рабочее давление в соответствии с методами, представленными в разделе 10 и приложении Е.
5.1.2.1.6 Гидравлически управляемые компоненты
Гидравлически управляемые компоненты и гидравлические управляющие линии, не подверженные воздействию скважинных флюидов, должны иметь гидравлическое RWP (проектное давление), соответствующее документально оформленным техническим условиям изготовителя. Компоненты, использующие для работы гидравлическую систему, необходимо проектировать для выполнения предусмотренных функций при 0,9 гидравлического RWP или менее, а также для возможности выдерживать случайные аномальные значения давления до 1,1 гидравлического RWP.
5.1.2.1.7 Ограничения по применению резьбы
Оборудование, проектируемое с механическими соединителями, имеющими небольшие внутренние каналы [до 25,4 мм (1,00 дюйм)], испытательные порты и измерительные присоединительные патрубки должны иметь внутреннюю резьбу, соответствовать ограничениям по применению, установленным в 7.3, и ограничениям по размерам и RWP, указанным в таблице 2. Допускается использование ОЕС с внутренней резьбой и удовлетворяющих требованиям 7.3, которые также спроектированы специально для применений для небольших каналов, испытательных портов или измерительных присоединительных патрубков.
Таблица 2 - Номинальные значения давления для внутренних резьбовых соединений
Тип резьбы | Размер, мм (дюйм) | Номинальное рабочее давление, МПа (фунт/дюйм |
Трубные изделия по стандарту API (размеры) | 12,7 (1/2) | 69,0 (10000) |
Соединители высокого давления | Тип I, II и III по ИСО 10423 | 103,5 (15000) |
5.1.2.1.8 Другое оборудование
Конструкции другого оборудования, такого как спуско-подъемный и испытательный инструмент, должны соответствовать техническим условиям покупателя/изготовителя.
5.1.2.2 Значения номинальной температуры
5.1.2.2.1 Стандартные значения номинальной рабочей температуры
Оборудование, входящее в область применения настоящего стандарта, должно быть спроектировано и аттестовано для работы в диапазоне температур, определенном изготовителем, и как система в целом в соответствии с ИСО 10423. Минимальным диапазоном температур для приводных механизмов задвижек и дросселей является интервал от 2°С (35°F) до 66°С (151°F). Минимальным диапазоном для проверки подводной системы, в соответствии с настоящим стандартом, должна быть классификация температуры V [от 2°С (35°F) до 121°С (250°F)]. В случае, где в качестве минимального уровня проверки для материалов, работающих под давлением и регулирующих давление, требующих ударную вязкость материалов (УТТ 3 и УТТ 3G), рекомендуется классификация температуры U [от минус 18°С (0°F) до 121°С (250°F)].
Допустимо проведение надводных (поверхностных) испытаний перед монтажом при более низких температурах окружающей среды, чем при температурах аттестации системы, указанной изготовителем. Аттестацию изделия при температуре испытаний перед монтажом проводить не требуется.
При эксплуатации оборудования необходимо учитывать переходные низкотемпературные эффекты на корпусах дросселей и сопряженных компонентах, расположенных после них, подвергаемых воздействию эффекта охлаждения Джоуля - Томпсона вследствие экстремальных перепадов давления газа.
Соответствие применяемого оборудования для работы при переходных низкотемпературных эффектах, связанных с эффектом охлаждения Джоуля - Томпсона и условиями пуска в эксплуатацию, устанавливается одним или несколькими методами:
a) валидации компонентов при требуемой минимальной температуре, как указано в 5.1.7;
b) валидации компонентов в стандартном рабочем температурном диапазоне с проверкой материала с V-образным надрезом по Шарпи при минимальной переходной рабочей или более низкой температуре в соответствии с требованиями 4.1.3;
c) валидации компонентов в стандартном рабочем температурном диапазоне при наличии документации, подтверждающей применимость материала для работы в диапазоне переходных температур.
5.1.2.2.2 Стандартные значения номинальной рабочей температуры, соответствующие условиям охлаждения морской водой
Если производитель подтвердит проведенным анализом либо испытаниями, что диапазон температур конкретного оборудования для компоновок подводного устьевого оголовка, донного подвесного оборудования и оборудования устьевой елки, например приводов задвижек и дросселей, не превышает 66°С (150°F) при эксплуатации под водой с удерживаемым флюидом с температурой как минимум 121°С (250°F), допустимо проектировать и аттестовывать оборудование для работы в диапазоне температур от 2°С (35°F) до 66°С (150°F).
С другой стороны, применение подводных компонентов и оборудования, которые термически защищены от морской воды, благодаря применению изоляционных материалов, должно продемонстрировать сохранение работоспособного состояния в пределах диапазона температур применяемой классификации температур.
5.1.2.2.3 Учет температуры при проектировании
При проектировании необходимо учитывать влияние температурных градиентов и циклов на металлические и неметаллические детали оборудования.
5.1.2.2.4 Учет температуры хранения/испытаний
При хранении и испытании подводного оборудования на поверхности при температурах, выходящих за пределы номинальных значений температуры, необходимо обратиться к изготовителю для уточнения наличия специальных рекомендованных процедур испытаний для периода хранения или процедур надводных (поверхностных) испытаний. Изготовитель должен документально оформить подобные рекомендованные процедуры испытаний для периода хранения или поверхностных испытаний.
5.1.2.3 Определение классов материалов
5.1.2.3.1 Общие положения
Оборудование должно быть изготовлено из материалов (металлических или неметаллических), отвечающих требованиям классификации материалов, в соответствии с таблицей 1. Таблица 1 не определяет все факторы окружающей среды на устье скважины, а представляет классы материалов для различных уровней условий эксплуатации и относительной коррозионной активности.
5.1.2.3.2 Классы материалов
Выбор материалов является ответственностью покупателя, так как он обладает информацией по условиям эксплуатации, а также контролирует нагнетаемые химические реагенты. Покупатель может предоставить изготовителю уточненную информацию об условиях эксплуатации и нагнетаемых химических реагентах с целью выбора производителем материалов с последующей проверкой и утверждением рекомендуемых к применению материалов.
Требования к материалам должны соответствовать таблице 1. Компоненты, работающие под давлением, должны интерпретироваться как "корпуса" при определении требований к материалу из таблицы 1. В настоящем стандарте другое оборудование прохода границ ствола скважины, такое как смазочные и отводные фитинги, должно интерпретироваться как "штоки", как представлено в таблице 1. Металлические уплотнения должны интерпретироваться как детали, регулирующие давление в соответствии с таблицей 1.
Детали, работающие под давлением и подверженные воздействию скважинных флюидов, должны соответствовать классам материалов АА-НН в соответствии с ИСО 15156 (все части) и таблицей 1.
5.1.3 Методы и критерии проектирования
5.1.3.1 Общие положения
В настоящем стандарте дается оценка конструкционной прочности и усталостной прочности. При расчете на усталостную прочность допустимо использование ASME BPVC (раздел VIII, подраздел 2, приложение 5) или другие общепринятые стандарты. Локальные значения напряжения смятия не входят в область применения настоящего стандарта. Влияния на компоновку или компоненты внешних нагрузок (например, изгибающего момента, растяжения, т.д.) подробно не рассматриваются в настоящем стандарте или ИСО 10423. При определении конструкционной прочности оборудования, входящего в область применения настоящего стандарта и подверженного воздействию внешних нагрузок, допустимо использование ИСО 13628-7.
Потребитель должен подтвердить соответствие ожидаемых рабочих нагрузок эксплуатационным ограничениям оборудования для конкретных условий применения.
5.1.3.2 Фланцы, стыковочные втулки и резьбовое оборудование по стандартам ИСО
Фланцы и стыковочные втулки для подводного использования должны быть спроектированы в соответствии с требованиями 7.1, 7.2 и/или 7.3.
5.1.3.3 Компоненты, регулирующие давление
Трубодержатели обсадных колонн и скважинных трубопроводов, а также компоненты, регулирующие давление, за исключением устьевого донного подвесного оборудования, следует проектировать в соответствии с ИСО 10423.
Компоненты, регулирующие давление, для донного подвесного оборудования должны быть спроектированы в соответствии с разделом 10.
5.1.3.4 Компоненты, работающие под давлением
Устьевые оголовки, корпуса, крышки, штоки и другие компоненты, работающие под давлением, должны быть спроектированы в соответствии с ИСО 10423.
5.1.3.5 Запорные и критические болтовые крепления
Запорные болтовые крепления (работающие под давлением) и критические болтовые крепления (несущие высокую нагрузку) требуют предварительного нагружения практически до предела текучести материала, как указано ниже.
Запорные болтовые крепления 6ВХ и 17SS фланцев должны быть выполнены с использованием метода, позволяющего создавать напряжения в диапазоне от 67% до 73% предела текучести материала болтов.
Данный диапазон напряжений необходим для создания предварительной нагрузки, величина которой превышает усилие разделения при давлении испытаний, но создаваемое при этом напряжение не превышает 83% от значения предела текучести материала болтов.
Для запорного болтового крепления, изготавливаемого из углеродистой или легированной стали для использования в подводных условиях, величина твердости примененного материала должна быть ограничена максимальным значением 321 HBN (Роквелл "С" 35) из-за возможности возникновения водородного охрупчивания при применении катодной защиты. Запорное болтовое крепление для классов материала АА-НН, покрываемое изоляцией, должно быть обработано согласно ИСО 15156 (все части) как болтовое крепление, подвергаемое воздействию.
Максимально допустимое напряжение растяжения для запорного болтового крепления необходимо определять с учетом условий первоначального напряжения крепления, номинального рабочего давления и условий испытаний гидростатическим давлением. Напряжения в болтах, определяемые на основании площади поперечного сечения резьбы, не должны превышать ограничения, установленные в ИСО 10423.
5.1.3.6 Первичные конструктивные компоненты
Первичные конструктивные компоненты, такие как донные направляющие плиты, следует проектировать в соответствии с общепризнанными отраслевыми технологиями и документально оформлять в соответствии с 5.1.5. При проектных расчетах должен использоваться расчетный/проектный коэффициент безопасности не менее 1,5, основанный на минимальном пределе текучести материала; также следует использовать требования других отраслевых стандартов. Многие требования включают в себя коэффициенты безопасности. Допустимо использование FEA для подтверждения отсутствия деформаций, вызываемых прикладываемыми нагрузками и приводящих к нарушению каких-либо эксплуатационных требований. В качестве альтернативы для анализа проекта допустимо использование проектных валидационных испытаний под нагрузкой, равной 1,5 номинальной несущей способности. Компонент должен выдерживать испытательное нагружение без деформаций, приводящих к нарушению каких-либо других эксплуатационных требований, при этом необходимо сохранять отчеты испытаний.
Для других условий нагружения применять расчетные коэффициенты (коэффициенты безопасности), приведенные в ИСО 13628-7.
5.1.3.7 Специальное оборудование
См. ИСО 10423. Кроме того, дополнительные требования к проектированию оборудования см. в разделах 6-11. В случае отличия специальных проектных требований разделов 6-11 от общих требований раздела 5 преимущество имеют специальные проектные требования.
5.1.3.8 Конструкции подъемного оборудования
5.1.3.8.1 Общие положения
В зависимости от конструкции и проводимых испытаний подъемное оборудование подразделяется на две категории: стационарное (постоянно установленное) подъемное оборудование и подъемное оборудование многократного применения. К испытаниям подъемного оборудования многократного применения предъявляют более жесткие требования, вследствие многократных циклов использования данного оборудования в течение срока службы. В приложении K приведено руководство по проектированию, испытаниям и техническому обслуживанию как для многократно применяемого, так и для стационарного подъемного оборудования.
Оборудование, используемое только для спуско-подъемных операций в скважину, на скважину или из скважины, должно быть спроектировано в соответствии с требованиями 5.1.3.6 или 5.1.3.7, приложения Н или приложения K, в зависимости от применения.
5.1.3.8.2 Проушины
Проушины необходимо проектировать в соответствии с приложением K. Грузоподъемность на проушинах должна быть промаркирована, как указано в 5.5.2.
5.1.3.8.3 Основные элементы
Части конструкции, испытывающие нагрузки при подъеме, являются основными элементами конструкции. Грузоподъемность основных элементов, работающих под давлением или регулирующих давление, а также спроектированных таким образом, что в процессе спуско-подъемных операций они находятся под давлением, должна учитывать дополнительные напряжения, возникающие при воздействии внутреннего номинального рабочего давления.
5.1.3.8.4 Испытания нагрузкой
Испытания нагрузкой подъемных проушин следует выполнять в соответствии с приложением K.
5.1.4 Прочая проектная информация
5.1.4.1 Дробные и десятичные эквиваленты
В ИСО 10423 (приложение В) приведены эквивалентные дробные и десятичные значения.
5.1.4.2 Допуски
Следует применять следующие допуски, если иное не указано в соответствующих таблицах или на рисунках настоящего стандарта:
a) допуск для размеров формата "" составляет ±0,5 мм ("
" составляет ±0,02 дюйма);
b) допуск для размеров формата "" составляет ±0,5 мм ("
![]() " составляет ±0,02 дюйма);
" составляет ±0,02 дюйма);
c) допуск для размеров формата "![]() " составляет ±0,13 мм ("
" составляет ±0,13 мм ("![]() " составляет ±0,005 дюйма);
" составляет ±0,005 дюйма);
d) размеры, представленные как "![]() ", рассматривают как максимальный размер ("
", рассматривают как максимальный размер ("![]() ") и минимальный размер ("
") и минимальный размер (""), перекрывающие номинальные допуски для удобства представления некоторых геометрических форм.
Размеры менее 10 мм (0,39 дюйма) необходимо представлять с двумя десятичными знаками так, что британский эквивалент будет находиться в пределах допуска на изготовление также с двумя десятичными знаками.
5.1.4.3 Концевые и выпускные болтовые крепления
5.1.4.3.1 Соосность отверстий
Концевые и выпускные отверстия под болты для фланцев по стандарту ИСО должны быть равномерно расположены на общей линии центров (см. таблицу 7).
5.1.4.3.2 Зацепление резьбовых шпилек
Длина зацепления резьбовой шпильки в корпусе фланцев по стандарту ИСО со шпильками должна быть равна как минимум одному НД шпильки.
5.1.4.4 Другие болтовые крепления
Средства анкерного крепления резьбовыми шпильками следует проектировать для выдерживания растягивающей нагрузки, эквивалентной нагрузке, передаваемой шпильке через полностью зацепленную гайку.
5.1.4.5 Испытальные, вентиляционные, нагнетальные и измерительные патрубки
5.1.4.5.1 Уплотнения
Испытальные, вентиляционные, нагнетальные и измерительные присоединительные патрубки (соединительные порты) должны обеспечивать герметичные уплотнения при давлении испытания оборудования, на котором они установлены.
Необходимо предусмотреть средства, обеспечивающие безопасный сброс давления после испытательного, вентиляционного, нагнетательного или измерительного присоединительных патрубков до удаления компонента.
5.1.4.5.2 Испытательные и измерительные соединительные порты
Испытательные и измерительные соединительные порты должны соответствовать требованиям 5.1.2.1.7 и 7.3.
5.1.4.6 Программа контроля наружной коррозии
Защита от наружной коррозии для подводных устьевых елок и оголовков должна быть обеспечена надлежащим выбором материалов, системой покрытий и катодной защитой. Программа защиты от коррозии представляет непрерывную деятельность по испытаниям, мониторингу и замене отработавшего срок службы оборудования. Внедрение программы защиты от коррозии не входит в область применения настоящего стандарта.
5.1.4.7 Наружные покрытия
5.1.4.7.1 Методы
Система покрытий и используемая методика должны соответствовать документально оформленным техническим условиям изготовителя оборудования или изготовителя покрытий и согласована между потребителем/поставщиком и изготовителем. При отсутствии спецификаций допустимо использование приложения I.
5.1.4.7.2 Хранение документации
Изготовитель должен поддерживать актуальность и обеспечивать доступность документации, регламентирующей системы покрытий и применяемые процедуры.
5.1.4.7.3 Цветовая окраска
Выбор цвета для обеспечения подводной видимости выполняется в соответствии с ИСО 13628-1.
5.1.4.8 Катодная защита
5.1.4.8.1 Для проектирования системы катодной защиты необходим учет наружной площади защищаемого оборудования. Документальное оформление и поддержание актуальности информации о площади поверхности, подверженной воздействию морской воды, для всего оборудования, поставляемого в соответствии с требованиями 5.1.5, является обязанностью изготовителя оборудования. Данная документация должна содержать как минимум следующую информацию:
- расположение и размер смачиваемого участка поверхности для конкретных материалов с покрытием или без покрытия;
- участки, где сварка допустима или недопустима;
- материалы конструкции и системы покрытий, прилегающие к наружным смачиваемым поверхностям;
- расположение сопряжений управляющих линий;
- сопряжения выкидных трубопроводов.
5.1.4.8.2 Для катодной защиты необходимо применять следующие стандарты проектирования:
- NACE SP0176;
- DNV RP B401.
5.1.4.8.3 Некоторые материалы чувствительны к водородному охрупчиванию при воздействии катодной защиты в морской воде. Необходимо уделять особое внимание выбору материалов для применения в условиях, требующих высокой прочности, коррозионной стойкости и стойкости к водородному охрупчиванию. К материалам с такой чувствительностью относятся мартенситные нержавеющие стали и большинство высоколегированных сталей, имеющих пределы текучести выше 900 МПа (131000 фунт/дюйм). Другими материалами, соответствующими данным признакам, являются упрочненные низколегированные стали, в частности, с уровнями твердости выше, чем Роквелл "С" 35 [с пределом текучести, превышающим 900 МПа (131000 фунт/дюйм
)], дисперсионно-твердеющие медно-никелевые сплавы и некоторые высокопрочные титановые сплавы.
5.1.5 Проектная документация
Проектная документация должна включать методы, допущения, расчеты, протоколы квалификационных испытаний и требования к проверке правильности проектных решений. Требования проектной документации должны включать, но не ограничиваясь этим, критерии размеров, значения испытательного и рабочего давлений, описание материала, требования к окружающей среде и другие необходимые требования, которые должны быть учтены в конструкции. Носитель проектной документации должен быть четким, читаемым, воспроизводимым и восстанавливаемым. Проектную документацию следует хранить как минимум в течение пяти лет после изготовления последней установки данной модели, размера и номинального рабочего давления. Проектные требования должны быть занесены в технические условия изготовителя, которые должны отвечать требованиям настоящего стандарта, техническим условиям покупателя или собственным требованиям изготовителя. Технические условия изготовителя могут содержать текст, чертежи, компьютерные файлы и т.д.
5.1.6 Экспертиза проектной документации
Проектная документация должна быть проверена и подтверждена квалифицированным компетентным специалистом, не участвовавшим в разработке данного проекта.
5.1.7 Валидационные испытания
5.1.7.1 Введение
В настоящем подпункте определяются минимальные процедуры валидационных испытаний, используемые для проверки конструкций изделий в соответствии с таблицей 3. Изготовитель должен устанавливать дополнительные валидационные испытания, применимые и подтверждающие соответствие между конкретными валидационными испытаниями и предполагаемыми условиями эксплуатации и/или сроком службы, а также проводимыми в соответствии с требованиями заказчика.
5.1.7.2 Общие положения
Прототип оборудования (или опытный образец) и приспособлений, используемых для проверки конструкций с помощью процедур валидации, должен представлять собой серийные модели с точки зрения конструкции, производственных размеров/допусков, предусмотренных технологий изготовления, отклонений и материалов. При внесении в конструкцию каких-либо изменений физических, функциональных и эксплуатационных характеристик или материалов изготовитель должен документально описать влияние этих изменений на эксплуатационные свойства изделия. Конструкция, в которую вносятся существенные изменения, становится новой конструкцией, требующей повторных испытаний. Существенным изменением является изменение, влияющее на технические характеристики изделия в предполагаемых условиях эксплуатации. Существенным изменением будет любое изменение уже протестированной конфигурации или выбора материала, которое может повлиять на эксплуатационные свойства изделия или предполагаемое функционирование. Изменение должно быть документально оформлено, и изготовитель должен обосновать необходимость или отсутствие необходимости повторной проверки. Данное требование распространяется на изменения физических, функциональных и эксплуатационных характеристик или материала. При возможности обоснования применимости нового материала другими способами повторное испытание не требуется.
Примечание - Посадка, определяемая как геометрическое соотношение между деталями, включает критерии на допуск, используемые в процессе проектирования детали и сопрягаемых деталей. Посадка как состояние, которое должно быть адаптировано или подогнано, включает критерии на допуск, используемые в процессе проектирования уплотнения и сопрягаемых деталей уплотнения.
Для изделий с первичными и вторичными независимыми уплотнительными механизмами, уплотнительные механизмы должны быть верифицированы отдельно. Оборудование необходимо испытывать с минимальным количеством смазки, требуемым для сборки, за исключением случаев, когда смазку возможно добавлять во время эксплуатации оборудования или обеспечить его эксплуатацию в герметичной камере.
Фактические размеры оборудования, подвергаемого валидационным испытаниям, должны соответствовать допустимому диапазону размеров, указанных для типового эксплуатационного оборудования. Наихудшие параметры для допусков на размеры определяются изготовителем, принимая во внимание такие условия, как функционирование уплотнительной и механической частей оборудования.
5.1.7.3 Рабочая среда для испытаний
При испытании оборудования, работающего под давлением и регулирующего давление, в периоды выдерживания под давлением в качестве рабочей среды для испытаний должен быть использован газ. Для другого оборудования допустимо проведение гидростатических испытаний.
По усмотрению изготовителя могут не проводиться испытания газовой средой в качестве валидационных испытаний под давлением. Процедуры валидационных испытаний и приемочные критерии должны удовлетворять требованиям, установленным в 5.4.
5.1.7.4 Испытания с циклическим изменением давления
В таблице 3 представлен перечень оборудования, которое должно быть подвергнуто периодическим гидростатическим (или газовым, если применимо) испытаниям с циклическим изменением давления для моделирования циклического изменения давления при запуске и останове, которое происходит в течение длительного срока эксплуатации. Для данных гидростатических циклических испытаний оборудование необходимо попеременно нагружать давлением до полного номинального рабочего давления и затем полностью разгружать по завершении проведения заданного количества циклов изменения давления. Устанавливать период выдерживания под давлением для каждого цикла нагружения давлением не требуется. До и после гидростатических испытаний с циклическим изменением давления должны быть проведены стандартные гидростатические (или газовые, если применимо) испытания (см. 5.4).
5.1.7.5 Испытания под нагрузкой
Номинальная несущая способность оборудования, указанная изготовителем, в соответствии с настоящим стандартом должна быть подтверждена как валидационными испытаниями, так и инженерным анализом. В процессе испытаний оборудование должно быть нагружено до номинальной грузоподъемности с количеством циклов в соответствии с таблицей 3 без деформации, которая могла бы повлиять на какие-либо другие эксплуатационные требования (если не оговорено иначе). Инженерный анализ должен быть проведен с использованием методов и программ, которые соответствуют документально оформленной отраслевой практике.
Для испытаний под нагрузкой компонентов, регулирующих давление, см. 5.1.3.3, а также 5.1.3.6 - в случае испытаний под нагрузкой основных (первичных) конструктивных компонентов.
5.1.7.6 Испытания с циклическим изменением температуры
Валидационные испытания следует проводить при приложении RWP или в нагруженном состоянии при температуре, которая соответствует или выходит за рамки диапазона номинальной рабочей температуры.
В таблице 3 представлено оборудование, которое должно быть подвержено периодическим испытаниям с циклическим изменением температуры для моделирования циклического изменения температуры запуска и останова, которое будет происходить в течение длительного срока эксплуатации. Для этих циклических температурных испытаний оборудование необходимо попеременно нагревать и охлаждать до верхней и нижней предельных температур номинальной рабочей температуры, как определено в 5.1.2.2. В течение температурного цикла к оборудованию должно быть приложено номинальное рабочее давление при температурных максимумах, при этом не должно быть утечек сверх критериев допустимости, установленных в ИСО 10423. В качестве альтернативы испытаниям, изготовитель должен предусмотреть другие соответствующие отраслевой практике объективные доказательства того, что оборудование будет соответствовать эксплуатационным требованиям при обоих крайних значениях температуры.
5.1.7.7 Ресурсные испытания
Ресурсные испытания, такие как испытания на свинчивание/развинчивание соединителей и эксплуатационные испытания задвижек, дросселей и приводов, предназначены для оценки характеристик долговременного износа испытываемого оборудования. Проведение подобных испытаний допустимо при температурах, указанных изготовителем и документально оформленных, как соответствующие для изделия и температурного диапазона. В таблице 3 представлено оборудование, которое должно быть подвержено продолжительному ресурсному испытанию для моделирования длительного срока эксплуатации. При ресурсных испытаниях оборудование должно быть подвержено воздействию эксплуатационных циклов в соответствии с документально оформленными техническими условиями изготовителя (например, свинчивание с полным крутящим моментом, развинчивание, открытие/закрытие при полном номинальном рабочем давлении). Испытания соединителей, включающих в себя стыковочные устройства, должны включать полное разъединение/подъем как часть цикла испытаний. Дополнительные технические условия для ресурсных испытаний компонентов, приведенных в таблице 3, см. в соответствующих разделах 6-11, относящихся к конкретному оборудованию. В испытания должны быть включены вторичные функции, такие как вторичное разблокирование соединителя. Если возможно подтвердить, что испытания под давлением и/или температуре создают такие же нагрузки на компонент или узел, что и ресурсные испытания, общее количество приложенных циклов испытаний может суммарно соответствовать общему количеству циклов, указанному для ресурсных испытаний.
Пример - 200/3 циклов давления/температуры, приложенных при испытаниях задвижки, могут накопительно квалифицироваться как 203 цикла для 600 суммарных циклов, необходимых для ресурсных циклических испытаний.
Таблица 3 - Минимальные требования к валидационным испытаниям
Компонент | Испытания под циклическим давлением/ циклической нагрузкой | Испытания при циклической температуре | Ресурсные циклические испытания (общее суммарное количество циклов) |
Металлическое уплотнение, подверженное воздействию среды в стволе скважины при эксплуатации | 200 | 3 | PMR |
Металлическое уплотнение, не подверженное воздействию среды в стволе скважины при эксплуатации | 3 | 3 | PMR |
Неметаллическое уплотнение, незащищенное в стволе скважины при эксплуатации | 200 | 3 | PMR |
Неметаллическое уплотнение, защищенное в стволе скважины при эксплуатации | 3 | 3 | PMR |
ОЕС | 200 | - | PMR |
Соединители устьевого оголовка/устьевой елки/устьевой трубной головки | 3 | - | PMR |
Соединители для ремонтных/внутрискважинных работ | 3 | - | 100 |
Устьевые трубные головки | 3 | - | - |
Задвижки | 200 | 3 | 600 |
Приводы задвижек | 200 | 3 | 600 |
Соединители заглушки устьевой елки | 3 | - | PMR |
Соединители выкидных трубопроводов | 200 | - | PMR |
Подводные дроссели | 200 | 3 | 500 |
Приводы подводных дросселей | 200 | 3 | 1000 |
Подводные устьевые трубодержатели обсадных колонн | 3 | - | - |
Подводные уплотнительные узлы кольцевого пространства скважины (включая аварийные уплотнительные узлы) | 3 | 3 | - |
Подводные устьевые трубодержатели НКТ, внутренние заглушки НХТ и коронные пробки | 3 | - | - |
Тарельчатые задвижки, скользящие втулки и обратная арматура | 200 | 3 | PMR |
Донные устьевые трубные головки | 3 | - | - |
Донные устьевые оголовки, трубодержатели обсадных колонн, трубодержатели НКТ | 3 | - | - |
Спуско-подъемный инструмент | 3 | - | PMR |
| |||
5.1.7.8 Валидация серии продукции
Допустимо использование изделия одного размера для верификации других размеров в серии продукции при выполнении следующих требований:
a) серией продукции считать группу продукции, для которой одинаковыми являются принципы проектирования, внешние конфигурации и выполняемые функции, но которые имеют разные размеры;
b) геометрические параметры изделия следует моделировать таким образом, чтобы уровни проектных напряжений и отклонения относительно механических свойств материала базировались на одних и тех же критериях для элементов серии продукции для того, чтобы верифицировать конструкции с помощью данного метода;
c) для верификации элементов серии продукции допустимо использование масштабирования в соответствии с ИСО 10423 (приложение F).
5.1.7.9 Документация
Изготовитель должен документально описывать используемые процедуры и результаты валидационных испытаний, используемых для проверки оборудования в соответствии с настоящим стандартом. Требования к документации для валидационных испытаний такие же, как и требования к проектной документации в 5.1.5, но дополнительно устанавливается личность персонала, проводящего и засвидетельствовавшего испытания, а также время и место испытания.
5.2 Материалы
5.2.1 Общие положения
Требования к характеристикам материала, технологические и композиционные требования для деталей, работающих под давлением и регулирующих давление, и указанные в настоящем стандарте, должны соответствовать ИСО 10423. В рамках этой ссылки подводные устьевые оголовки и трубные головки должны рассматриваться как корпуса.
5.2.2 Свойства материала
Дополнительно к материалам, указанным в ИСО 10423, допустимо использование других высокопрочных материалов, обеспечивающих соответствие проектным требованиям, указанным в 5.1, и документально оформленным техническим условиям изготовителя. Значение ударной вязкости по Шарпи, применяемое в ИСО 10423, является минимальным требованием, и для удовлетворения регламентирующих требований законодательства или требований конкретного потребителя допустимо использование более жестких требований.
Для штампованного материала, работающего под давлением и несущего высокие нагрузки, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) необходимо определять в соответствии с API RP 6НТ. Пробный образец также должен сопровождать материал, который он характеризует, в течение выполнения термообработок, за исключением снятия напряжений.
"Нагружение высокими нагрузками" является процедурой нагружения, при которой в компоненте возникают эквивалентные напряжения, превышающие 50% минимального предела текучести базового материала.
5.2.3 Уровни технических требований
Материалы, работающие под давлением и регулирующие давление, используемые в оборудовании, входящем в область применения настоящего стандарта, должны соответствовать УТТ 2 или УТТ 3/3G в соответствии с ИСО 10423. Другие элементы необходимо изготавливать в соответствии с документально оформленными техническими условиями изготовителя.
5.2.4 Требования к защите от коррозии
5.2.4.1 Коррозия от удерживаемых флюидов
Выбор материалов, основанный на результатах анализа скважинных флюидов, должен быть выполнен в соответствии с требованиями 5.1.2.3.
5.2.4.2 Коррозия в морской среде
Антикоррозионная защита путем выбора материалов, основанного на результатах анализа морской среды, должна учитывать как минимум следующие факторы:
- внешние флюиды;
- внутренние флюиды;
- свариваемость;
- щелевую коррозию;
- влияние разнородности материалов;
- влияние катодной защиты;
- покрытия.
5.2.5 Конструкционные материалы
Несущие элементы конструкции, как правило, являются сварными конструкциями из обычных металлоконструкций. Допустимо использование любого класса прочности, соответствующего требованиям проекта.
5.3 Сварка
5.3.1 Компоненты, работающие под давлением/регулирующие давление
Сварные процедуры на компонентах, работающих под давлением/регулирующих давление, должны соответствовать требованиям ИСО 10423 для УТТ 2 или УТТ 3/3G.
5.3.2 Конструкционные компоненты
Конструкционные сварные швы следует рассматривать как сварные швы, не работающие под давлением и соответствующие ИСО 10423 или документально оформленным нормам по сварке конструкций, таким как AWS D1.1. Расположения сварных швов в местах превышения напряжения от нагружения 50% предела текучести основного материала или сварного шва, а также приварные подъемные проушины должны быть идентифицированы как "критические сварные швы" и должны быть рассмотрены в соответствии с 5.3.1, УТТ 3/3G.
5.3.3 Коррозионно-стойкие наплавки
5.3.3.1 Общие положения
Коррозионно-стойкие наплавки следует выполнять в соответствии с требованиями ИСО 10423 с учетом:
a) соответствия требованиям к сварке для наплавки для обеспечения коррозионной стойкости и/или упрочнения поверхности и других поверхностных свойств материала;
b) соответствия требованиям к качеству, как указано в 5.3.3.2-5.3.3.5.
5.3.3.2 Кольцевые канавки
Наплавка кольцевых канавок должна удовлетворять соответствующим требованиям ИСО 10423 с учетом:
a) соответствия требованиям ИСО 10423 к наплавляемым сварным швам для коррозионно-стойких кольцевых канавок;
b) соответствия требованиям ИСО 10423 к качеству для металлических наплавок (кольцевые канавки, штоки, уплотнительные механизмы проходных каналов задвижек и дроссельные насадки).
Примечание - Наплавка кольцевых канавок, как правило, предназначена только для обеспечения антикоррозионной защиты.
5.3.3.3 Штоки, уплотнительные механизмы проходных каналов задвижек и дроссельные насадки
Наплавка штоков, уплотнительных механизмов проходных каналов задвижек и дроссельных насадок должна удовлетворять соответствующим требованиям ИСО 10423 с учетом:
a) соответствия требованиям ИСО 10423 к наплавляемым сварным швам для других коррозионно-стойких наплавок;
b) соответствия требованиям ИСО 10423 к качеству для металлических наплавок (кольцевые канавки, штоки, уплотнительные механизмы проходных каналов задвижек и дроссельные насадки).
Примечание - Наплавка штоков, уплотнительных механизмов проходных каналов задвижек и дроссельных насадок, как правило, предназначена только для обеспечения антикоррозионной защиты и износостойкости.
5.3.3.4 Наплавка CRM смачиваемых поверхностей деталей, работающих под давлением
Наплавка смачиваемых поверхностей деталей, работающих под давлением, должна удовлетворять соответствующим требованиям ИСО 10423 с учетом:
a) соответствия требованиям ИСО 10423 к наплавляемым сварным швам для других коррозионно-стойких наплавок;
b) соответствия требованиям ИСО 10423 к качеству для металлических наплавок коррозионно-стойким сплавом (корпуса, крышки, концевые и выходные соединения).
Примечание - Наплавка CRM смачиваемых поверхностей деталей, работающих под давлением, как правило, предназначена для удовлетворения требований ИСО 10423 класса материалов НН и/или высокой стойкости к морской воде и удерживаемым флюидам. Эта категория включает не только локальные наплавки CRM уплотнительных поверхностей.
5.3.3.5 Другие коррозионно-стойкие наплавки уплотнительных поверхностей
Наплавка уплотнительных поверхностей деталей, работающих под давлением и регулирующих давление, должна удовлетворять соответствующим требованиям ИСО 10423 с учетом:
a) соответствия требованиям ИСО 10423 к наплавляемым сварным швам для других коррозионно-стойких наплавок;
b) соответствия требованиям к качеству, которые должны быть указаны изготовителем и должны удовлетворять как минимум требованиям ИСО 10423 для металлических наплавок (кольцевые канавки, штоки, уплотнительные механизмы проходных каналов задвижек и дроссельные насадки).
Примечание - Локальная наплавка CRM уплотнительных поверхностей деталей, работающих под давлением или регулирующих давление, как правило, предназначена для повышения антикоррозионной стойкости критических уплотнительных сопряжений. Это отличается от полной наплавки CRM смачиваемых поверхностей для удовлетворения требованиям класса материалов.
Требования, устанавливаемые изготовителем, должны учитывать проектные требования для наплавки.
5.4 Контроль качества
5.4.1 Общие положения
Требования к контролю качества для оборудования, указанного в настоящем стандарте, должны соответствовать ИСО 10423.
Для компонентов, не входящих в область применения ИСО 10423, специальные требования к контролю качества оборудования должны соответствовать документально оформленным техническим условиям изготовителя. Потребителю и изготовителю необходимо согласовывать любые дополнительные требования.
5.4.2 Уровни технических требований
Контроль качества и испытания компонентов, работающих под давлением и регулирующих давление, входящих в область применения настоящего стандарта, должны соответствовать УТТ 2 или УТТ 3, как указано в ИСО 10423. Контроль качества для УТТ 3G должен соответствовать требованиям для УТТ 3, за исключением испытаний под давлением, которые должны соответствовать требованиям 5.4.6. Требования для других компонентов должны соответствовать документально оформленным техническим условиям изготовителя.
5.4.3 Конструкционные компоненты
Контроль качества и испытания сварных швов конструкционных компонентов должны быть назначены как для сварных швов, не работающих под давлением, и соответствовать ИСО 10423 или документально оформленным нормам по сварке конструкций, таким как AWS D1.1. "Критические сварные швы" следует рассматривать как сварные швы, регулирующие давление, соответствующие ИСО 10423, УТТ 3, за исключением объемного контроля NDE.
5.4.4 Подъемные устройства
Руководство для подъемных проушин определено в приложении K.
Сварные швы проушин и других подъемных устройств, присоединяемых сваркой, должны удовлетворять требованиям к сварным швам, как указано в 5.3.2 и 5.4.3. Сварные швы проушин и подъемных устройств должны быть обозначены как "критические сварные швы". Подъемные проушины должны быть отдельно испытаны пробной нагрузкой как минимум в два с половиной раза больше документально оформленной допустимой рабочей нагрузки для отдельной проушины (БРН/количество проушин). После испытаний пробной нагрузкой проушины должны быть подвергнуты проверке магнитопорошковым методом и/или методом проникающей жидкости с красителем. Испытания пробной нагрузкой следует повторять после существенных ремонтов или модификаций до ввода в эксплуатацию. Основной металл и сварные швы проушин и других подъемных устройств должны удовлетворять УТТ 3.
5.4.5 Испытания для оборудования УТТ 2 и УТТ 3
5.4.5.1 Гидростатические испытания
Процедуры для испытаний под гидростатическим давлением (гидростатические испытания) оборудования, указанного в разделах 6-11, должны удовлетворять УТТ 2 или УТТ 3, в соответствии с ИСО 10423, за исключением деталей, окрашиваемых до испытаний.
Для всех диапазонов давлений давление гидростатических испытаний корпуса должно быть минимум в 1,5 раза выше номинального рабочего давления. Приемочным критерием гидростатических испытаний является отсутствие видимых утечек в течение периода выдержки под давлением. При использовании для документального оформления манометра, контролирующего давление и/или регистрирующего устройства, необходимо применять регистрирующее устройство со скоростью установления давления, не превышающей 3% давления испытания в час. Окончательное установленное давление не должно падать ниже испытательного давления до окончания периода выдержки под давлением. Начальное давление испытаний не должно превышать указанное давление испытаний более чем на 5%.
5.4.5.2 Испытания оправкой
Испытания оправкой необходимо проводить в соответствии с ИСО 10423 после завершения испытаний давлением. Вертикальные проходы, требуемые для прохождения скважинных инструментов, должны быть подвержены физическому контролю оправкой, как указано в ИСО 10423. Проходы, необходимые для прохождения инструментов системы TFL, должны быть подвержены физическому контролю оправкой, как указано в ИСО 13628-3. Устройства других конфигураций, которые не позволяют применение метода испытаний оправкой из-за допуска или длины прохода, могут быть подтверждены как соответствующие требованиям с помощью других методов, таких как контроль с использованием бороскопа и визуальный контроль.
5.4.6 Испытания для оборудования УТТ 3G
5.4.6.1 Испытания оправкой
См. 5.4.5.2.
5.4.6.2 Испытания давлением
5.4.6.2.1 Гидростатические испытания корпуса и седел задвижек и дросселей
Гидростатические испытания корпуса и седел задвижек следует проводить до испытаний под давлением газа.
Приемочным критерием для гидростатических испытаний под давлением является отсутствие видимых утечек в течение периода выдержки под давлением. При использовании для документального оформления манометра, контролирующего давление и/или регистрирующего устройства, необходимо использовать регистрирующее устройство со скоростью установления давления, не превышающей 3% давления испытания в час. Окончательное установленное давление не должно падать ниже давления испытаний до окончания периода выдержки под давлением. Начальное давление испытаний не должно превышать указанное давление испытаний более чем на 5%.
5.4.6.2.2 Испытания под давлением газа корпуса для собранных задвижек и дросселей
Испытания следует проводить при следующих условиях:
a) температуре окружающей среды;
b) испытательной средой должен быть азот;
c) оборудование должно быть полностью погружено в водяную ванну;
d) задвижки и дроссели должны быть в частично открытом положении;
e) испытания корпуса под давлением газа для собранного оборудования должны состоять из одного периода выдержки под давлением не менее 15 мин, время которого не должно отсчитываться до тех пор, пока не будет достигнуто давление испытаний, а также оборудование и манометр, контролирующий давление, не будут изолированы от источника давления;
f) давление испытаний должно быть равно номинальному рабочему давлению оборудования.
Приемочным критерием для испытаний под давлением газа является отсутствие видимых пузырьков в течение периода выдержки под давлением. При использовании для документального оформления манометра, контролирующего давление и/или регистрирующего устройства, необходимо использовать регистрирующее устройство со скоростью установления давления, не превышающей 3% давления испытаний за 15 мин или 2 МПа (300 фунт/дюйм), используя меньшее из них. Окончательное установленное давление не должно падать ниже давления испытаний до окончания периода выдержки под давлением. Начальное давление испытаний не должно превышать более чем на 5% указанное давление испытаний.
5.4.6.2.3 Испытания под давлением газа седла - задвижки
Допустимо проведение испытаний под давлением газа седла в дополнение к гидростатическим испытаниям седла или взамен него.
Испытания следует проводить при следующих условиях:
a) давление газа следует прикладывать на каждую сторону задвижки или пробки двунаправленных задвижек с одной стороной, открытой в атмосферу. Однонаправленные задвижки должны быть испытаны в направлении, указанном на корпусе, за исключением обратной арматуры, которая будет подвергнута испытаниям в обратную сторону;
b) температура окружающей среды;
c) испытательной средой должен быть азот;
d) оборудование должно быть полностью погружено в водяную ванну;
e) испытания должны состоять из двух контролируемых периодов выдержки под давлением;
f) первоначальное давление испытаний должно быть равно номинальному рабочему давлению;
g) первоначальный контролируемый период выдержки под давлением должен составлять 15 мин;
h) между первоначальным и вторичным периодами выдержки давление должно быть снижено до нуля, но не за счет открытия задвижки;
i) вторичное давление испытаний должно составлять (2±0,2) МПа [300±30 (фунт/дюйм)];
j) вторичный контролируемый период выдержки под давлением должен составлять 15 мин; затем давление со стороны скважины сбрасывается до нуля, но не за счет открытия задвижки;
k) задвижки должны быть полностью открытыми и полностью закрытыми между испытаниями;
I) двунаправленные задвижки следует испытывать на другой стороне задвижки или пробки с использованием аналогичной процедуры.
Приемочным критерием для испытаний под давлением газа должно быть отсутствие видимых пузырьков в течение периода выдержки под давлением.
Для первоначальных испытаний седла под высоким давлением, если для документального оформления используется контролирующий давление манометр и/или регистрирующее устройство, необходимо использовать регистрирующее устройство со скоростью установления давления, не превышающей 3% давления испытаний за 15 мин или 2 МПа (300 фунт/дюйм), которое из них меньшее. Окончательное установленное давление не должно падать ниже испытательного давления до окончания периода выдержки под давлением. Начальное давление испытаний не должно превышать указанное давление испытаний более чем на 5%.
Для повторных испытаний седла низким давлением газа давление испытаний должно составлять (2±0,2) МПа [(300±30) (фунт/дюйм)] в течение периода выдержки под давлением.
5.4.7 Испытания гидравлических систем под давлением
Компоненты, содержащие гидравлические жидкости, должны быть подвергнуты гидростатическому испытанию корпуса/кожуха под давлением в 1,5 раза выше гидравлического RWP соответствующих гидравлических систем с первым и вторым периодами выдержки под давлением в соответствии с 5.4, УТТ 3. Рабочие подсистемы (приводы, соединители, т.д.), работающие под управлением гидравлической системы, должны функционировать при давлении, составляющем 0,9 от гидравлического RWP или менее давления соответствующих систем.
Поскольку гидравлическая система не соединена со скважиной, ее RWP должно быть ограничено наиболее слабым элементом, работающим под давлением, или меньшим, как указано изготовителем. Давление гидростатических испытаний должно быть в 1,5 раза выше гидравлического RWP с первым и вторым периодами выдержки в соответствии с требованиями, указанными в 5.4 УТТ 3. Испытательной средой является гидравлическая жидкость. Приемочным критерием является отсутствие видимой утечки. Регистрация на самописец не требуется.
5.4.8 Катодная защита
Для подтверждения эффективности системы катодной защиты должны быть проведены испытания непрерывности электрического тока. При сопротивлении более 0,10 и отсутствии непрерывности электрического тока необходима установка заземляющего провода на неудовлетворительных участках.
5.5 Маркировка оборудования
5.5.1 Общие положения
Оборудование, удовлетворяющее требованиям настоящего стандарта, следует маркировать "ГОСТ Р ИСО 13628-4", вместо маркировки "ИСО 10423".
Оборудование с маркировкой "ГОСТ Р ИСО 13628-4" следует также промаркировать следующей минимальной информацией: номер детали, наименование изготовителя или торговая марка. Расположение маркировок на металлических изделиях см. в ИСО 10423.
Оборудование следует маркировать с использованием метрической или британской системы единиц измерения там, где информация о размерах применима и полезна. Единицы измерения должны быть указаны вместе со значениями.
5.5.2 Проушины и точки подъема
Проушины, предназначенные для подъема компоновки, необходимо окрашивать в красный цвет и маркировать надлежащим образом для уведомления персонала о возможности осуществления безопасного подъема в данной точке.
Подъемные проушины или точки подъема на каждой соответствующей компоновке должны быть промаркированы документально оформленной общей БРН следующим образом.
Пример 1 - Использование устройства подъема с четырьмя проушинами, каждая из которых со статической БРН 25 т дает общую БРН 100 т, а предельный угол наклона подъемных канатов (90°-) составляет 60° от горизонтали. Статическая маркировка в непосредственной близости к точке подъема следующая:
"100 т общая БРН статическая, 4 точки подъема, 60-90"
Пример 2 - Для морских или подводных условий подъема в дополнение к маркировке статической нагрузки необходимо указывать общую динамическую допускаемую рабочую нагрузку. Уменьшенная БРН грузоподъемность отражает коэффициенты динамической нагрузки (LAF-load amplification factors), которые приведены в приложении K.
"50 т общая БРН динамическая, 4 точки подъема, 60-90"
МЕРЫ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ - Неокрашенные и/или соответствующим образом непромаркированные проушины на рамах необходимо рассматривать только как вспомогательные средства для работы с канатами (оттяжками) или швартовыми канатами (транспортировка, морское крепление, т.д.). Любую проушину или точку подъема, неокрашенную и/или надлежащим образом непромаркированную соответствующими подъемными маркерами, недопустимо использовать для подъема. Подъем за непромаркированные проушины может привести к серьезным повреждениям или травмам.
Персоналу необходимо обращать особое внимание на вес полезного груза и его маркировку и, в частности, на значение написанного для подтверждения соответствия общих БРН требованиям такелажной оснастки: "tons" относится к стандартной тонне британской системы единиц (2240 фунтов), "s ton" - к "короткой тонне" (2000 фунтов), "tonne" - к метрической тонне (1000 кг или 2200 фунтов).
Компоновки и оборудование, подлежащие перемещению между грузовым морским судном и буровой установкой, могут иметь специальное подъемное оборудование (комплекты строп, т.д.), соответствующее местному законодательству и нормам. Блоки более 100 кН (22500 фунтов) должны иметь проушины для погрузочно-разгрузочных работ и морского крепления. Данные проушины не должны быть окрашены в красный цвет, и их необходимо рассматривать только как вспомогательные средства для работы с канатами (оттяжками) или швартовыми канатами (транспортировка, морское крепление, т.д.). Любую проушину без штампованной или трафаретной маркировки соответствующим подъемным маркером использовать для подъема недопустимо. Подъем за непромаркированные проушины может привести к серьезным повреждениям или травмам. Оборудование, непригодное для транспортировки в сетках или контейнерах, должно быть оборудовано устройствами для морского крепления в установленном порядке.
5.5.3 Другие подъемные устройства
Номинальная грузоподъемность других подъемных устройств, таких как инструменты, указанные в 5.1.3.8, должна быть четко промаркирована согласно 5.5.2 в местах, которые видны, когда подъемное устройство находится в рабочем положении.
5.5.4 Классификация температур
Подводное оборудование, изготавливаемое согласно 5.1.2.2, должно быть промаркировано надлежащей классификацией температур в соответствии с ИСО 10423.
5.6 Хранение и транспортировка
5.6.1 Опорожнение после испытаний
После испытаний перед хранением или отгрузкой оборудование следует опорожнить и смазать в соответствии с документально оформленными техническими условиями изготовителя.
5.6.2 Предупреждение поражения ржавчиной
Перед отгрузкой детали и оборудование, имеющие открытые металлические поверхности (за исключением тех, которые имеют специальное предназначение, такое как аноды или паспортные таблички), должны быть защищены путем покрытия, предупреждающего поражение ржавчиной, которое не разжижается при температуре ниже 50°С (125°F), или путем заполнения совместимым флюидом, содержащим соответствующие ингибиторы коррозии, в соответствии с документально оформленными техническими условиями изготовителя. Для оборудования с нанесенным покрытием, имеющим повреждения после проведенных испытаний, перед размещением на хранение или отгрузкой необходимо выполнить ремонт покрытия, согласно 5.1.4.8.
5.6.3 Защита уплотнительных поверхностей
Открытые уплотнения и уплотнительные поверхности, резьбы и рабочие детали должны быть защищены от механических повреждений в процессе транспортировки. Оборудование или контейнеры должны быть спроектированы таким образом, чтобы оборудование не опиралось на какие-либо уплотнения или уплотнительные поверхности в процессе транспортировки или хранения.
5.6.4 Съемные уплотнения и кольцевые прокладки
Съемные уплотнения, стыковочные переводники и кольцевые прокладки для транспортировки и хранения должны быть отдельно упакованы в коробки или обертываться.
5.6.5 Контроль старения эластомеров
Изготовитель должен иметь документально оформленные инструкции относительно условий хранения, процедур контроля старения и защиты эластомерных материалов.
5.6.6 Гидравлические системы
Перед транспортировкой отгружаемое оборудование, включая гидравлические линии, должно быть промыто и заполнено в соответствии с документально оформленными техническими условиями изготовителя. Открытые гидравлические концевые фитинги должны быть закрыты пробками или накрыты. Давление должно быть сброшено из оборудования, кроме случаев, согласованных между изготовителем и покупателем.
5.6.7 Электрические/электронные системы
Изготовитель должен иметь документально оформленные инструкции, касающиеся правил хранения и транспортировки электрических кабелей, соединителей и электронных блоков (комплектов оборудования).
5.6.8 Транспортировка
Перед транспортировкой блоки и компоновки необходимо надежно упаковать в ящики или установить на грузовые платформы, не допуская их повреждения и упрощая погрузочно-разгрузочные работы с помощью стропов. Металлические поверхности необходимо защитить окраской или нанесением состава для предупреждения поражения ржавчиной. Поверхности фланцев, хомутовые бугели и резьбы необходимо защитить соответствующими покрытиями.
Необходимо учитывать как наземные, так и морские условия транспортировки и погрузочно-разгрузочных работ. В случае необходимости оборудование необходимо поставлять со съемными отбойными брусьями или транспортными ящиками/рамами.
5.6.9 Инструкции по сборке, монтажу и техническому обслуживанию
Изготовитель должен документально оформить инструкции по сборке на месте, монтажу и техническому обслуживанию оборудования. В них должны быть предусмотрены безопасные рабочие процедуры и технологии.
5.6.10 Длительное хранение
Требования по хранению и консервации оборудования после поставки покупателю не входят в область применения настоящего стандарта. Изготовитель должен предоставить покупателю по его запросу рекомендации по хранению.
6 Общие проектные требования для подводных устьевых елок и трубодержателей скважинных трубопроводов
6.1 Общие положения
6.1.1 Введение
В настоящем подпункте указаны специальные требования для оборудования, рассматриваемого в разделах 7 и 9. Конфигурации компоновок подводных устьевых елок различаются по типу устьевых оголовков, эксплуатации, статическому давлению в закрытой скважине, глубине моря, параметрам продуктивного пласта, факторам окружающей среды и эксплуатационным требованиям. В разделе 6 не приводятся требования к конфигурациям подводных устьевых елок, включая расположение и количество USV. Как минимум должны быть удовлетворены основополагающие барьерные принципы, описанные в ИСО 13628-1. При проектировании системы необходимо минимизировать количество потенциальных каналов утечек.
Оборудование, используемое в компоновке подводной устьевой елки и не рассматриваемое в разделах 6, 7 и 9, должно соответствовать документально оформленным техническим условиям изготовителя. Дополнительные требования должны быть согласованы между потребителем и изготовителем.
6.1.2 Погрузочно-разгрузочные и монтажные работы
Пользователю необходимо провести анализ прочности конструкции для подтверждения того, что разрушение конструкции не произойдет ниже катушки повторного ввода, сохраняя устьевую елку в безопасном состоянии в случае ее отсоединения до отсоединения спуско-подъемного инструмента/EDP.
В конструкции компоновки подводной устьевой елки необходимо предусмотреть возможность упрощения проведения погрузочно-разгрузочных и монтажных работ. Оборудование компоновки необходимо сбалансировать в пределах 1°. Необходимо учитывать условия погружения данного оборудования, включая плавучесть или удаление утяжеляющих модулей после установки. Необходимо минимизировать использование балансировочных грузов для минимизации транспортировочного веса, при этом нужно тщательно выбирать места размещения балансировочных грузов, чтобы не затруднять осмотр/доступ водолазу/ДУА.
6.1.3 Ориентация и центрирование
В конструкции необходимо уделять особое внимание ориентации и центрированию оборудования компоновок. Изготовитель должен провести анализ допусков и расположения для обеспечения соединения устьевых елок с трубодержателями НКТ, устьевыми оголовками, направляющими платформами; соединения спуско-подъемного инструмента устьевой елки с катушками повторного ввода; соединения заглушек устьевой елки с катушками повторного ввода и т.д. Данные исследования должны учитывать внешние воздействия, такие как нагрузки от выкидных трубопроводов, температуру, течения, смещение райзера и т.д. Оборудование должно быть надлежащим образом отцентрировано и ориентировано до входа стыковочных переводников в уплотнительные карманы. Там, где возможно, в процессе FAT необходимо подтвердить расчеты проведением испытаний сопряжений, которые будут соединены дистанционно, в условиях, приближенных к реальным условиям эксплуатации.
6.1.4 Номинальные значения
Обозначение УТТ, номинальное давление, номинальная температура и класс материалов, заданный для компоновки устьевой елки, должны быть определены минимальными номинальными значениями соответствующих показателей отдельного компонента, используемого в компоновке устьевой елки, как правило, подверженного воздействию скважинного флюида.
6.1.5 Взаимозаменяемость
Компоненты и подузлы для различных конфигураций подводных устьевых елок по возможности должны быть взаимозаменяемыми, если функциональные требования позволяют это.
Пример - Смена соединителя устьевой елки для соответствия различным конфигурациям устьевого оголовка, смена расположения боковых задвижек для различных операций, таких как добыча, нагнетание, т.д. и взаимозаменяемость запасных частей.
Взаимозаменяемость между сопрягаемыми елками, трубодержателями НКТ, заглушками, сопряжениями инструмента, т.д. должна быть обеспечена контролем конструкции и размеров. Рекомендуется обеспечить сопряжение соединяемых под водой элементов или устройств. Компоновочные испытания не входят в область применения настоящего стандарта.
6.1.6 Безопасность
Испытания являются одними из наиболее опасных операций, осуществляемых на нефтепромысловом оборудовании. Испытание под давлением преднамеренно подвергает оборудование более высокому состоянию аккумулирования энергии, чем в реальных условиях эксплуатации, для подтверждения работоспособности конструкции, отсутствия значительных поверхностных дефектов материалов, а также надлежащей сборки оборудования. Обычные средства индивидуальной защиты не обеспечивают безопасность в случае резкого сброса давления. Ниже приведены некоторые минимальные практические рекомендации, которые следует рассматривать для повышения уровня безопасности персонала:
- перед выполнением каких-либо испытаний под давлением и нагрузкой необходимо проводить анализ безопасности работы;
- при испытаниях компонента или сборки под давлением необходимо использовать защитные барьеры, персоналу располагаться в стороне от опасных зон и устанавливать надлежащие расстояния. Это особенно важно при проведении первых испытаний нового оборудования;
- сброс захваченного воздуха перед проведением гидростатических испытаний является определяющим для минимизации потенциального аккумулирования энергии. Проектировщику необходимо учитывать это при расположении испытательных/вентиляционных портов и при определении ориентации оборудования в процессе испытаний;
- там, где это практически возможно, необходимо минимизировать объем аккумулированной энергии давления путем проведения испытаний более высоким давлением отдельных подузлов сборки, а не проведением испытаний всей сборки в целом;
- необходимо указать методы контроля для проверки и подтверждения того, что давление испытаний было полностью сброшено/стравлено;
Пример - Определение нескольких точек сброса, требование, чтобы все задвижки были полностью открыты и т.д.
- испытания под давлением газа необходимо всегда проводить только после гидростатических испытаний и давление испытаний газом не должно превышать номинальное рабочее давление оборудования;
- испытания под давлением газа допустимо проводить только при погружении оборудования на максимальную глубину, которая возможна в испытательной ванне/камере;
- для персонала, участвующего в испытаниях, необходимо предусмотреть безопасные способы контроля утечек, такие как дистанционные регистраторы давления, видеоаппаратура, зеркала/перископы, брызгозащитная ткань/бумага и т.п. для обнаружения брызг/пузырей;
- использование баллистических расчетов для формирования требований и выбора типов экранирующих устройств и безопасных рабочих зон для персонала, участвующего в испытании;
- инструменты, используемые при испытаниях под давлением, в состоянии разрушаться, аналогично разрушению испытываемого оборудования. Испытательное оборудование необходимо подвергать периодическому профилактическому обслуживанию, так как испытательные фланцы, хомуты, шланги, т.д. подвергаются более экстремальным нагрузкам от действия давления, чем любое другое оборудование;
- поскольку линии испытательных шлангов под давлением всегда пересекают барьеры безопасности, их необходимо закрепить/отгородить механическим ограничителем для предупреждения биения в случаях разрушения шланга или концевого фитинга. Предусмотреть заглубление линий под давлением для предотвращения их повреждения от автопогрузчиков и т.д. на участках с интенсивным транспортным движением.
Обеспечение безопасного доступа персонала к блоку оборудования в процессе испытаний, контроля, технического обслуживания, подготовки для установки или других работ необходимо рассматривать как часть проектирования. Там, где необходимо, следует предусмотреть устройства доступа. В устройства доступа необходимо включать предупреждающие надписи, указывающие на необходимость использования устройств, предотвращающих падение, при работах персонала на верхней части блока оборудования. В случае расположения сборок друг над другом необходимо устанавливать устройства доступа с целью облегчения безопасного перехода с одной сборки на другую.
6.2 Задвижки устьевой елки
6.2.1 Коренные задвижки устьевой елки вертикального типа
Любую задвижку на вертикальном проходном стволе устьевой елки между устьевым оголовком и боковым отводом устьевой елки следует определять как коренную (главную) задвижку. Подводная устьевая елка вертикального типа должна иметь одну или несколько коренных задвижек в вертикальном эксплуатационном (нагнетательном) канале и вертикальных кольцевых пространствах (если применимо). Как минимум одна задвижка в каждом вертикальном канале должна быть приводной нормально закрытой.
6.2.2 Коренные задвижки устьевой елки горизонтального типа
Задвижку, установленную на устьевой елке горизонтального типа, расположенную между корпусом елки и трубодержателем НКТ и эксплуатационным (нагнетательным) каналом флюида (стволом), следует определять как эксплуатационную коренную (главную) задвижку. Задвижку, установленную на проходном стволе в кольцевом пространстве ниже трубодержателя НКТ, следует определять как кольцевую коренную (главную) задвижку. Подводная устьевая елка горизонтального типа должна иметь одну или несколько коренных задвижек на каждом из вышеперечисленных каналов. Как минимум одна задвижка на каждом из каналов должна быть приводной нормально закрытой.
6.2.3 Боковые задвижки устьевой елки вертикального типа
Боковой задвижкой является задвижка в компоновке подводной устьевой елки, контролирующая эксплуатационные (нагнетательные) или кольцевые потоки и не находящаяся на вертикальном стволе устьевой елки. Боковой отвод для добычи (нагнетания) должен иметь как минимум одну боковую задвижку. При отсутствии второй кольцевой коренной задвижки кольцевой проходной канал подводной устьевой елки должен иметь как минимум одну боковую задвижку (в зависимости от конфигурации устьевой елки) в соответствии с эксплуатационными/технологическими требованиями и/или требованиями к проведению внутрискважинных работ.
6.2.4 Боковые задвижки устьевой елки горизонтального типа
Подводная устьевая елка горизонтального типа должна иметь боковую задвижку после (до - для нагнетания) коренной задвижки как в эксплуатационном (нагнетательном) канале, так и в кольцевом канале в соответствии с эксплуатационными/технологическими требованиями и/или требованиями к проведению внутрискважинных работ.
6.2.5 Проходные запорные элементы устьевых елок вертикального и горизонтального типов
Канал, проходящий через компоновку подводной устьевой елки, который может использоваться для ремонтных операций в скважине, должен быть оборудован как минимум двумя проходными запорными элементами. Проходной запорный элемент является устройством, обеспечивающим вертикальный доступ в устьевую елку, но не открытым в процессе эксплуатации скважины. Проходными запорными элементами могут быть колпаки, стыковочные устройства, трубные пробки или задвижки. Удаление или открытие проходного запорного элемента не должно приводить к какому-либо ограничению диаметра эксплуатационного канала устьевой елки или трубодержателя НКТ.
Допустимо применение коронных задвижек как с ручным управлением, так и приводных коронных задвижек. Приводные задвижки должны управляться только от системы ремонта скважины.
Задвижки доступа в кольцевое пространство и/или ремонтные задвижки рассматриваются как формы проходных запорных элементов.
6.2.6 Перепускные задвижки
Перепускная задвижка является опциональной, которая в открытом положении обеспечивает связь между кольцевыми и эксплуатационными каналами елки, которые, как правило, изолированы.
6.2.7 Запорные элементы компоновки устьевой елки
В область применения настоящего стандарта входят требования только к запорным элементам, включенным в компоновку подводной устьевой елки. Другие запорные элементы, спроектированные в соответствии с отраслевыми общепризнанными нормами, содержащиеся в общей системе, такие как SCSVV или задвижки выкидных трубопроводов, не входят в область применения настоящего стандарта. Многочисленные требования к запорным элементам подводной компоновки устьевой елки не предполагают отмены использования других системных запорных элементов.
6.2.8 Эксплуатационные (нагнетательные) и кольцевые проходные каналы
Минимальным требованием к расположению задвижек в эксплуатационных (нагнетательных) и кольцевых проходных каналах для поддержания подводной устьевой елки в качестве барьерного элемента является наличие одной приводной нормально закрытой коренной (главной) задвижки в эксплуатационном (нагнетательном) канале и одной приводной нормально закрытой коренной задвижки в кольцевом канале. Допустимо также включение иных задвижек, описанных в 6.2, если это обусловлено требованиями законодательства или проектными требованиями в соответствии с эксплуатационными/технологическими требованиями и/или требованиями к проведению внутрискважинных работ.
Кольцевые проходные каналы следует проектировать для обеспечения возможности управления давлением в обсадной колонне в эксплуатационном кольцевом пространстве и возможности циркуляции в процессе ремонтных работ в скважине и в случаях необходимости контроля скважины с целью уменьшения риска закупоривания.
Принципиальная схема типовой двухствольной подводной устьевой елки вертикального типа представлена на рисунке 1. На рисунке 2 представлены устьевые елки вертикального типа с устьевыми трубными головками. На рисунке 3 показаны подводные устьевые елки горизонтального типа.
6.2.9 Проходки эксплуатационных и кольцевых каналов
Для проходок (пенетраций), ведущих в проходной канал устьевой елки или устьевой трубной головки, должны быть предусмотрены как минимум два нормально закрытых запорных элемента на давление, один из которых должен быть нормально закрытой приводной задвижкой. Допустимо использование коренной задвижки в качестве одного из барьеров для трубопроводных проходок (пенетраций), расположенных после коренной задвижки. Должен быть как минимум один контролепригодный запорный элемент на давление между устьевым оголовком и любой проходкой, ведущей в кольцевой канал устьевой елки или устьевой трубной головки.
Герметизированные сенсорные устройства с двумя или более уплотнительными барьерами, работающими под давлением, могут быть напрямую соединены с проходкой без дополнительных барьерных устройств при условии, что это сенсорное устройство имеет как минимум те же проектные номинальные показатели, что и корпус устьевой елки или трубной головки, к которому оно подсоединено.
Фланцы, хомутовые бугели или другие концевые соединения, соответствующие требованиям раздела 7, в зависимости от применимых требований следует использовать для обеспечения соединений пенетраций с устьевой елкой или устьевой трубной головкой.
На рисунке 4 показана минимальная конфигурация, отвечающая требованиям 6.2.9.
Примечание - Пунктирные присоединения являются опциональными. Если имеется два запорных элемента, возможно применение заглушки устьевой елки, не работающей под давлением.
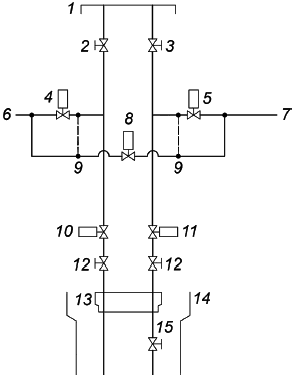
1 - заглушка устьевой елки; 2 - ASV (ручная или нормально закрытая, или опциональная пробка); 3 - PSV (ручная или нормально закрытая, или опциональная пробка); 4 - AWV; 5 - PWV; 6 - кольцевое пространство; 7 - эксплуатация; 8 - XOV; 9 - опционально; 10 - AMV; 11 - PMV; 12 - опциональная коренная задвижка (ручная или гидравлическая); 13 - устьевой трубодержатель НКТ; 14 - устьевой оголовок; 15 - SCSSV
Рисунок 1 - Пример двухствольной устьевой елки, смонтированной на подводном устьевом оголовке
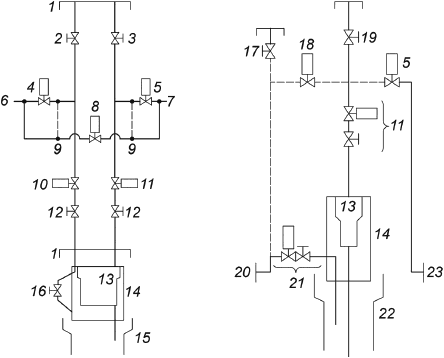
1 - заглушка устьевой елки; 2 - ASV (ручная или нормально закрытая, или опциональная пробка); 3 - PSV (ручная или нормально закрытая, или опциональная пробка); 4 - AWV; 5 - PWV; 6 - кольцевое пространство; 7 - эксплуатация; 8 - XOV; 9 - опционально; 10 - AMV; 11 - PMV; 12 - опциональная коренная задвижка (ручная или гидравлическая); 13 - устьевой трубодержатель НКТ; 14 - устьевая трубная головка; 15 - устьевой оголовок; 16 - изоляция кольцевого пространства; 17 - опциональная ASV (WOV или AAV) (ручная или гидравлическая); 18 - опциональная XOV; 19 - PSV; 20 - к шлангокабелю или сервисной линии; 21 - задвижки кольцевого пространства; 22 - устьевой оголовок; 23 - эксплуатационная линия
Примечание - Пунктирные присоединения являются опциональными. Если имеется два запорных элемента, возможно применение заглушки устьевой елки, не работающей под давлением.
Рисунок 2 - Пример устьевых елок вертикального типа, смонтированных на устьевых трубных головках
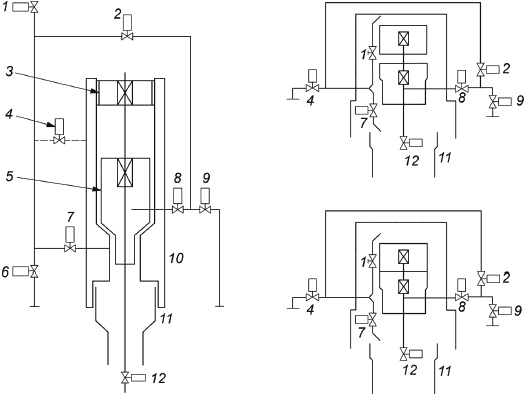
1 - ASV (W
OV или AAV);
2 - XOV;
3 - заглушка устьевой елки; 4 - AWV; 5 - устьевой трубодержатель НКТ; 6 - AWV (гидравлическая или ручная); 7 - AMV; 8 - PMV; 9 - PWV; 10 - корпус устьевой елки; 11 - устьевой оголовок; 12 - SCSSV
Рисунок 3 - Примеры устьевых елок горизонтального типа
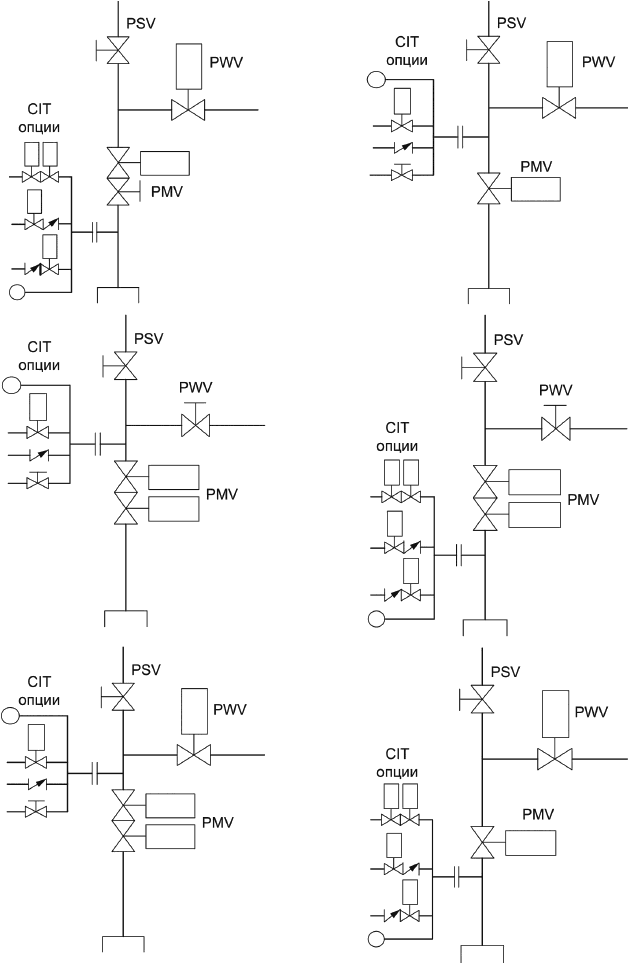
а) Примеры проходок (пенетраций) эксплуатационных каналов
Рисунок 4 - Примеры проходок (пенетраций) каналов, лист 1
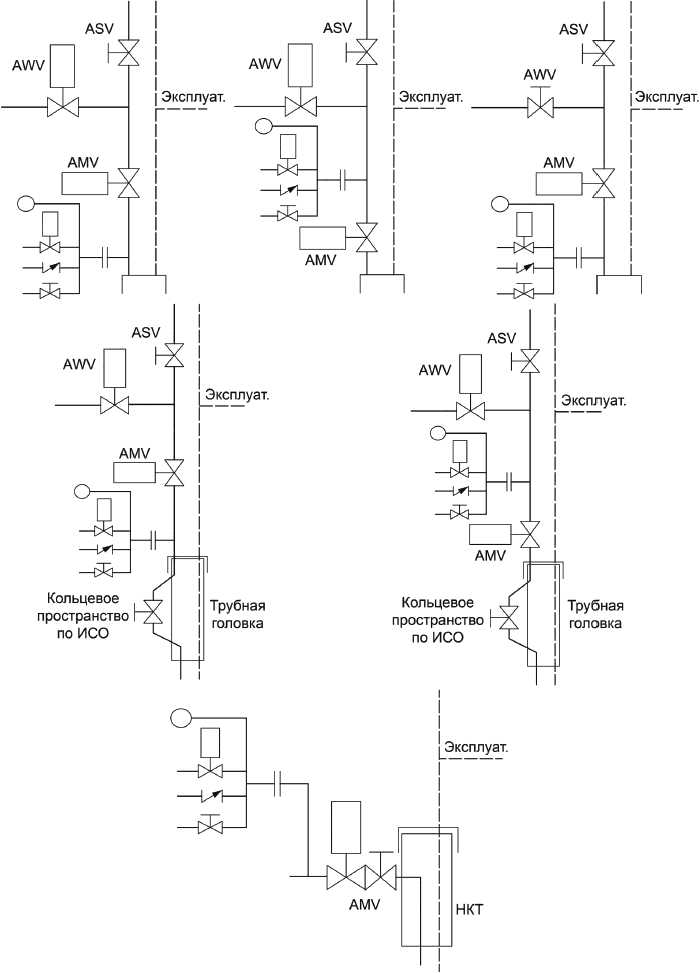
b) Примеры проходок (пенетраций) кольцевых каналов
Рисунок 4 - Примеры проходок (пенетраций) каналов, лист 2
6.2.10 Проходки управляющей линии SCSSV
Как минимум один запирающий элемент, регулирующий давление, следует применять на всех проходках (пенетрациях) управляющих линий SCSSV, которые проходят через устьевую елку или устьевую трубную головку. Приемлемыми запирающими устройствами являются задвижки с ручным управлением (приводимые в действие водолазом/ДУА).
Любое запирающее устройство с дистанционным приводом, включая соединительные муфты управляющих линий, которые предусматривают для предупреждения проникновения морской воды, используемые в контуре управляющей линии SCSSV, следует проектировать таким образом, чтобы не влиять на запирающий элемент SCSSV. Запрещаются резьбовые соединения напрямую в корпус или блок боковой задвижки для проходок управляющей линии SCSSV.
Недопустимо применение обратной арматуры в контуре SCSSV, если ее закрытие может препятствовать сбросу управляющего давления.
На рисунке 5 показано типовое расположение задвижек подводной устьевой елки для контуров SCSSV, удовлетворяющее требованиям 6.2.
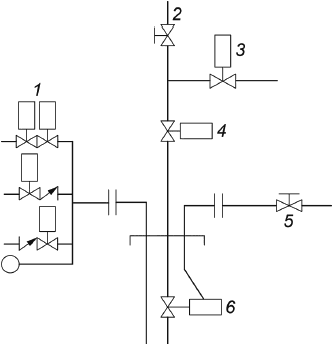
1 - CID; 2 - PSV; 3 - PWV; 4 - PMV; 5 - изоляция SCSSV; 6 - SCSSV
Примечание - Линия SCSSV проектируется для предупреждения открытия гидравлического затвора SCSSV при отсоединении.
Рисунок 5 - Примеры расположения задвижек устьевой елки для нагнетания химических реагентов в скважину и SCSSV
6.2.11 Проходки линии нагнетания химических реагентов в скважину
Линии нагнетания химических реагентов, проходящие через устьевую трубную головку должны содержать две нормально закрытые задвижки. Для линий диаметром 25,4 мм (1,00 дюйм) или менее допустимо использование обратной арматуры, перекрывающей поток, в качестве одной из нормально закрытой задвижки. Как минимум одна из нормально закрытых задвижек должна быть с приводом. На левой части рисунка 5 показано типовое расположение задвижек устьевой елки с учетом вышесказанного. Допустимо применение встроенной или внешней нормально закрытой обратной арматуры. Фланцы, хомутовые бугели или ОЕС, удовлетворяющие требованиям раздела 7, в соответствии с применением следует применять для обеспечения соединения проходок (пенетраций) с устьевой елкой. Запрещены к применению резьбовые соединения напрямую в корпус или блок боковой задвижки для проходок нагнетательных линий при размещении внутри двух запирающих устройств.
6.2.12 Линии испытания/контроля давления и внутренние управляющие линии
В линиях испытания/контроля давления, проходящих в или через устьевую елку или устьевую трубную головку должен быть установлен как минимум один запирающий элемент, регулирующий давление.
Номинальное рабочее давление гидравлических управляющих линий, имеющих потенциальную возможность сообщения со скважиной, должно быть равно или более рабочего давления устьевой елки. Запрещено применение резьбовых соединений напрямую в корпус или блок боковой задвижки для проходок нагнетательных линий при размещении внутри двух запирающих устройств.
В испытательных линиях соединительных полостей в качестве запирающих устройств допускается применение ручной запорной арматуры.
6.2.13 Компенсационный барьер
Размер компенсационного барьера, используемого для предотвращения попадания морской воды к приводному механизму и компенсации гидростатического давления, должен соответствовать не менее 120% вытесняемого объема. Для предупреждения образования гидравлической пробки необходимо включать в контур такие средства, как обратную арматуру. В этот контур следует включить разгрузочное устройство для предотвращения случаев, при которых разрушение уплотнения приводного механизма в состоянии повлиять на эксплуатационные характеристики остальной арматуры. Изготовитель должен документально оформить процедуру.
6.2.14 Проходки скважинных гидравлических управляющих линий для интеллектуальных систем заканчивания скважин
В гидравлических управляющих линиях, проходящих через устьевую елку или устьевую трубную головку и используемых для управления интеллектуальными системами заканчивания скважин, следует применять не менее одного запирающего элемента, регулирующего давление.
Задвижки с ручным управлением (приводимые в действие водолазом/ДУА/ДУИ) или дистанционно управляемые нормально закрытые задвижки являются приемлемыми запирающими устройствами для интеллектуальных систем заканчивания скважин, управляемых источником гидравлической мощности, который соединен с устьевой елкой только с помощью водолаза/ДУА/ДУИ, в процессе проведения внутрискважинных операций.
Дистанционно управляемые нормально закрытые задвижки являются приемлемыми запирающими устройствами для интеллектуальных систем заканчивания скважин, управляемых дистанционно с помощью эксплуатационного управляющего шлангокабеля.
Запирающие устройства должны находиться в закрытом положении, за исключением периода функционирования интеллектуальной системы управления скважиной. При применении дистанционного управляемого подводного манифольда для управления интеллектуальной системой заканчивания скважины управляющие функции должны подаваться через гидравлический контур, отличный от контура, используемого для сброса флюида/давления от других управляющих функций на устьевой елке, включая SCSSV.
В конструкции и эксплуатации интеллектуальных систем заканчивания скважин необходимо учитывать температурное расширение гидравлического флюида в управляющих линиях интеллектуальной системы заканчивания скважины. Контуры управляющих линий интеллектуальных скважин необходимо проектировать с RWP выше давления в закрытой скважине.
Для обеспечения соединения проходок с устьевой елкой при управлении интеллектуальной скважиной следует использовать фланцы, хомутовые бугели или ОЕС, если применимо, удовлетворяющие требованиям раздела 7. Запрещаются резьбовые соединения напрямую в корпус устьевой елки или блок боковой задвижки для проходок управляющих линий интеллектуальной скважины.
Недопустимо применение обратной арматуры в управляющем контуре интеллектуальной скважины в случае препятствования надлежащему функционированию интеллектуальной системы управления скважиной.
6.3 Испытания компоновок подводных устьевых елок
6.3.1 Валидационные испытания
Требования к валидационным испытаниям компоновок подводных устьевых елок не устанавливаются. Детали и оборудование, рассматриваемые в разделе 7 и используемые в компоновке подводных устьевых елок, должны соответствовать применимым требованиям к валидационным испытаниям.
6.3.2 Заводские приемо-сдаточные испытания
Компоновка подводной устьевой елки должна проходить FAT в соответствии с документально оформленными техническими условиями изготовителя, используя фактическое сопрягаемое оборудование или соответствующее испытательное оборудование, которое воспроизводит применяемые сопряжения направляющей плиты (OGB, PGB, GRA, рама устьевой елки и т.д.), а также интерфейсы устьевого оголовка и трубодержателя НКТ. Требования к испытаниям см. в разделе 5.
Из-за различий в конфигурациях подводных устьевых елок в некоторых случаях компоненты могут быть напрямую подвержены воздействию скважинного флюида или, в других случаях, функционировать в качестве вторичного барьера. В связи с этим таблица 4 дает графическое представление, для уточнения места расположения компонентов и значений величины давления гидростатических испытаний, необходимых для испытаний корпуса, сопряжения и запорного удерживающего элемента. Подробные требования к испытаниям для каждого элемента/размещения приведены в соответствующих разделах настоящего стандарта.
Таблица 4 - Графическое представление испытаний под давлением
Позиция | Описание | RWP | Гидростатическое давление испытаний корпуса | Давление испытаний запорного выдерживания |
а) Подводная устьевая елка вертикального типа | ||||
| ||||
А | Подводный устьевой оголовок | 1,0 | 1,5 | - |
В | Соединитель устьевой трубной головки, устьевая трубная головка и соединитель устьевой елки | 1,0 | 1,5 | - |
С | Задвижки, блок задвижек | 1,0 | 1,5 | - |
D | Проходные каналы SCSSV и уплотнительный переводник (работающий под давлением) | 1,0 | 1,5 | - |
Проходные каналы SCSSV и уплотнительный переводник (регулирующий давление) | 1,0 | 1,0 | - | |
Е | Заглушка устьевой елки (каналы и запорный механизм) | 1,0 | 1,5 | - |
F | Устьевой трубодержатель НКТ | 1,0 | 1,5 | - |
L1 | Ниже установленного трубодержателя НКТ | - | - | 1,1 |
L2 (не показано) | Выше трубной пробки | - | - | 1,0 |
Ниже трубной пробки | - | - | 1,1 | |
L3 | Галерея | 1,0 | - | - |
b) Подводная устьевая елка горизонтального типа с отдельной внутренней заглушкой | ||||
| ||||
А | Подводный устьевой оголовок | 1,0 | 1,5 | - |
В | Соединитель устьевой елки | 1,0 | 1,5 | - |
С | Задвижки, блок задвижек | 1,0 | 1,5 | - |
D | Проходные каналы SCSSV и уплотнительный переводник (работающий под давлением) | 1,0 | 1,5 | - |
Проходные каналы SCSSV и уплотнительный переводник (регулирующий давление) | 1,0 | 1,0 | - | |
Е | Шламовый колпак | PMR | PMR | - |
F | Коронные пробки | 1,0 | 1,5 | - |
G | Внутренняя заглушка устьевой елки | 1,0 | 1,5 | - |
Н | Устьевой трубодержатель НКТ | 1,0 | 1,5 | - |
L1 | Ниже установленного трубодержателя НКТ | - | - | 1,5 |
L2 | Ниже внутренней заглушки устьевой елки | - | - | 1,5 |
L3 | Выше нижней коронной пробки | - | - | 1,0 |
Ниже нижней коронной пробки | - | - | 1,5 | |
| ||||
L4 | Выше верхней коронной пробки | - | - | 1,0 |
Ниже верхней коронной пробки | - | - | 1,5 | |
L5 | Галерея | 1,0 | - | - |
| ||||
с) Подводная устьевая елка горизонтального типа без отдельной внутренней заглушки | ||||
| ||||
А | Подводный устьевой оголовок | 1,0 | 1,5 | - |
В | Соединитель устьевой елки | 1,0 | 1,5 | - |
С | Задвижки, блок задвижек | 1,0 | 1,5 | - |
D | Проходные каналы SCSSV и уплотнительный переводник (работающий под давлением) | 1,0 | 1,5 | - |
Проходные каналы SCSSV и уплотнительный переводник (регулирующий давление) | 1,0 | 1,0 | - | |
Е | Шламовый колпак | PMR | PMR | - |
F | Коронные пробки | 1,0 | 1,5 | - |
G | ДУА заглушка устьевой елки | PMR | PMR | - |
Н | Устьевой трубодержатель НКТ | 1,0 | 1,5 | - |
L1 | Ниже установленного трубодержателя НКТ | - | - | 1,5 |
L2 | Выше нижней коронной пробки | - | - | 1,0 |
Ниже нижней коронной пробки | - | - | 1,5 | |
L3 | Выше верхней коронной пробки | - | - | 1,0 |
Ниже верхней коронной пробки | - | - | 1,5 | |
L4 | Галерея | 1,0 | - | - |
| ||||
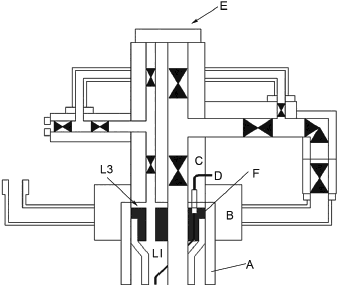
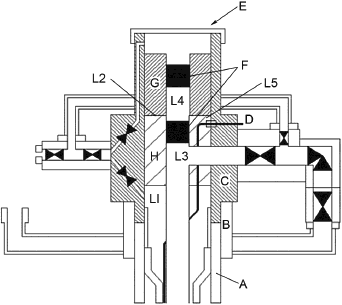
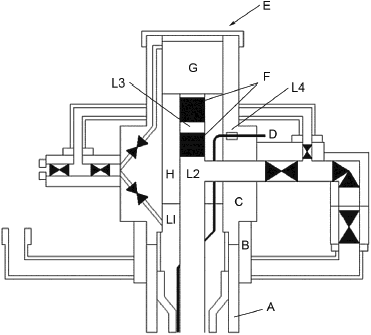
6.4 Маркировка
Компоновка подводной устьевой елки должна быть снабжена паспортной табличкой, обозначенной "Компоновка подводной устьевой елки", размещаемой на коренной задвижке или блоке задвижек устьевой елки, и содержать как минимум следующую информацию:
- наименование и местоположение сборщика/дата;
- обозначение УТТ компоновки;
- номинальное рабочее давление компоновки;
- номинальная температура компоновки;
- класс материала компоновки (включая максимальное парциальное давление , если применимо);
- уникальный идентификатор (серийный номер);
- "ГОСТ Р ИСО 13628-4".
6.5 Хранение и транспортировка
Разборка, удаление или замена деталей или оборудования после испытаний должны быть согласованы с потребителем.
Отгрузочный вес подводной устьевой елки, включая балансировочные грузы, необходимо минимизировать. Следует установить ограничения максимального подъемного веса в соответствии с предельными значениями грузоподъемных характеристик крана буровой установки согласно местному законодательству и нормам.
7 Специальные требования - оборудование, относящееся к подводной устьевой елке, и компоновки узлов
7.1 Фланцевые концевые и выпускные соединения
7.1.1 Общие положения - типы фланцев
Раздел 7 определяет типы концевых и выпускных фланцев по стандарту ИСО (API), используемых на подводном оборудовании для заканчивания скважин. В таблице 5 приведены типы и размеры фланцев, рассматриваемые в настоящем стандарте.
Таблица 5 - Диапазоны номинального рабочего давления и размеров фланцев по стандарту ИСО (API)
Номинальное рабочее давление | Размерный ряд фланцев | ||||||
Тип 17SS | Тип 17SV | Тип 6ВХ | |||||
МПа | фунт/ дюйм | мм | дюйм | мм | дюйм | мм | дюйм |
34,5 | 5000 | От 52 до 346 | От 2 1/16 до 13 5/8 | От 52 до 346 | От 2 1/16 до 13 5/8 | От 346 до 540 | От 13 5/8 до 21 1/4 |
69,0 | 10000 | - | - | От 46 до 346 | От 113/16* до 13 5/8 | От 46 до 540 | От 1 13/16 до 21 1/4 |
103,5 | 15000 | - | - | - | - | От 46 до 496 | От 1 13/16 до 18 3/4 |
_______________
* Текст документа соответствует оригиналу. - .
Стандартными фланцами подводного оборудования для заканчивания скважин с рабочим давлением 34,5 МПа (5000 фунт/дюйм) и менее, размерами от 52 мм (2 1/16 дюйма) до 346 мм (13 5/8 дюйма) должны быть фланцы типа 17SS, в соответствии с 7.1.2.2. Фланцы типа 17SS основаны на фланцах типа 6В, как определено в ИСО 10423, незначительно модифицированы для использования в соответствии с установившейся практикой подводного применения. Основными модификациями являются замена кольцевых прокладок типа ВХ для подводного использования и незначительное уменьшение диаметров проходных отверстий на некоторых размерах фланцев. Фланцы типа 17SS были разработаны для размеров и рабочих давлений, указанных в таблице 7.
Как определено в ИСО 10423, стандартными фланцами для давления 34,5 МПа (5000 фунт/дюйм) и менее, размерами от 346 мм (13 5/8 дюйма) до 540 мм (21 1/4 дюйма) должны быть фланцы типа 6ВХ.
Как определено в ИСО 10423, стандартными фланцами для заканчивания скважин с подводным расположением устьев с максимальными значениями рабочего давления 69 МПа (10000 фунт/дюйм) или 103,5 МПа (15000 фунт/дюйм
) должны быть фланцы типа 6ВХ. Допустимо использование цельных (несъемных), глухих или фланцев приварных встык (воротниковых фланцев) по стандарту ИСО для заканчивания скважин с подводным расположением устьев. Недопустимо использование резьбовых фланцев, определенных в ИСО 10423, на оборудовании для подводного заканчивания скважин, работающего с добываемым флюидом, за исключением указанного в 7.3.
Использование сегментных фланцев недопустимо.
Поворотные фланцы, как правило, используют для упрощения стыковки подводных выкидных трубопроводов, соединяемых под водой. Фланцы типа 17SV, как определено в настоящем стандарте, разработаны как конструкция стандартного поворотного фланца для заканчивания скважин с подводным расположением устьев с размерами и рабочими давлениями, представленными в таблице 5. Поворотные фланцы типа 17SV предназначены для сопряжения со стандартными фланцами по стандарту ИСО типа 17SS и 6ВХ с теми же размерами и номинальными давлениями.
Концевые и выпускные фланцы оборудования для заканчивания скважин с подводным расположением устьев должны иметь кольцевые канавки, изготовленные из коррозионно-стойкого материала или покрытые коррозионно-стойким материалом в соответствии с требованиями 7.1.2.5.5.
7.1.2 Конструкция
7.1.2.1 Общие положения
Фланцы, используемые на оборудовании для заканчивания скважин с подводным расположением устьев, должны быть кольцевого соединительного типа (фланцы с пазом под кольцевое уплотнение), предназначенные для сборки "торец-к-торцу". Усилия от сборки соединения и внешние нагрузки должны главным образом воздействовать на привалочный торец фланца. Как минимум один из фланцев в соединении должен иметь привалочный торец.
Фланцевые соединения, предназначенные для подводной сборки в соответствии с документально оформленными техническими условиями изготовителя, должны быть снабжены средствами для удаления захваченных флюидов. Кольцевые прокладки типа SBX, как указано в таблице 6, являются применимыми средствами для вентиляции фланцев типа 6ВХ, 17SS или 17SV. Кольцевые прокладки типа SBX или ВХ по ИСО 10423 применимы для фланцев 6ВХ, 17SS или 17SV, собранных на воздухе.
Конструкции фланцев и уплотнений, устраняющие проблему захвата флюида, применяемые для подводной сборки, должны быть выполнены в соответствии с 7.4.
Захваченный флюид в состоянии препятствовать надлежащему свинчиванию шпилек или болтов, устанавливаемых под водой в глухие отверстия. Необходимо предусмотреть средства для удаления захваченного флюида из-под шпилек (такие как отверстия или канавки в резьбовом отверстии и/или шпильке).
7.1.2.2 Стандартные подводные фланцы - фланцы типа 17SS с рабочим давлением до 34,5 МПа
7.1.2.2.1 Общие положения
Конструкции фланцев типа 17SS от 52 мм (2 1/16 дюйма) до 279 мм (11 дюймов) основаны на конструкциях фланцев типа 6В, как определено в ИСО 10423, они были модифицированы для возможности применения кольцевых прокладок типа ВХ (установившаяся практика для заканчивания скважин с подводным расположением устьев) вместо прокладок типа R или RX. Дополнительно фланцы типа 17SS должны быть снабжены привалочными торцами для жесткой сборки "торец-к-торцу".
Фланцы типа 17SS для 34,5 МПа (5000 фунт/дюйм) следует применять для фланцев по стандарту ИСО с размерами от 52 мм (2 1/16 дюйма) до 279 мм (11 дюймов) для применения при заканчивании скважин с подводным расположением устьев при рабочем давлении равном или менее 34,5 МПа (5000 фунт/дюйм
).
Стандартные подводные фланцы от 346 мм (13 5/8 дюйма) до 540 мм (21 1/4 дюйма) для рабочего давления 34,5 МПа (5000 фунт/дюйм) и менее должны быть типа 6ВХ, как определено в ИСО 10423.
Таблица 6 - Кольцевые прокладки по стандарту API типа SBX, уплотняющиеся под давлением
| |
Обозначение | Допуск, мм (дюйм) |
1 - наружный диаметр кольца, НД |
|
2 - наружный диаметр Т, НДТ | |
3 - ширина торца, |
|
4 - радиус скруглений кольца, | +0,5 (+0,02) |
5 - высота кольца, |
|
6 - ширина кольца, |
|
7 - глубина канавки, |
|
8 - наружная глубина канавки, | 23°±0°15' |
9 - ширина канавки, | ±0,2 (±0,008) |
10 - радиус скруглений канавки | макс. |
11 - скругление острых углов | |
12 - высота фаски, |
|
Примечания | |
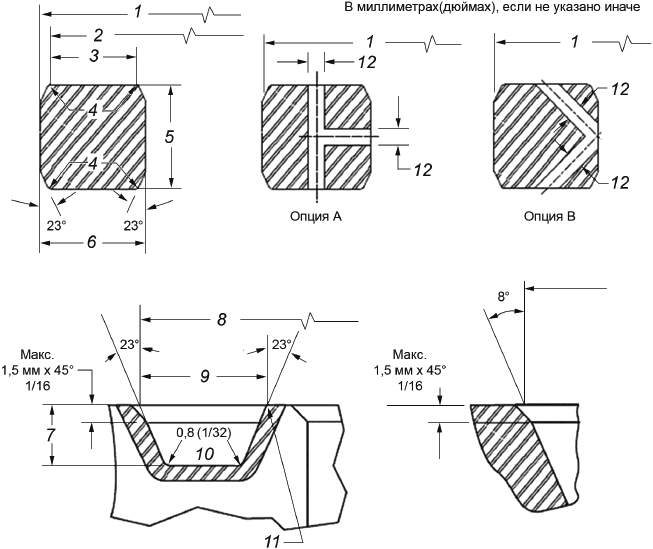
Окончание таблицы 6
Номер кольца | Размер | Внешний диаметр кольца | Высота кольца | Ширина кольца | Диаметр торца | Ширина торца | Размер отверстия | Глубина канавки | Наружный диаметр канавки | Ширина канавки | ||||||||||
НД | НДТ | |||||||||||||||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | |
SBX 149 | 19 | 3/4 | 42,647 | 1,679 | 9,627 | 0,379 | 7,518 | 0,296 | 41,326 | 1,627 | 6,121 | 0,241 | 1,5 | 0,06 | 5,842 | 0,23 | 44,221 | 1,741 | 9,677 | 0,381 |
5,334 | 0,21 | 44,069 | 1,735 | 9,576 | 0,377 | |||||||||||||||
SBX150 | 25 | 1 | 72,19 | 2,842 | 9,30 | 0,366 | 9,30 | 0,366 | 70,87 | 2,790 | 7,98 | 0,314 | 1,5 | 0,06 | 5,59 | 0,22 | 73,48 | 2,893 | 11,43 | 0,450 |
SBX 151 | 46 | 1 11/16 | 76,40 | 3,008 | 9,63 | 0,379 | 9,63 | 0,379 | 75,03 | 2,954 | 8,26 | 0,325 | 1,5 | 0,06 | 5,56 | 0,22 | 77,79 | 3,062 | 11,84 | 0,466 |
SBX 152 | 52 | 2 1/16 | 84,68 | 3,334 | 10,24 | 0,403 | 10,24 | 0,403 | 83,24 | 3,277 | 8,79 | 0,346 | 1,5 | 0,06 | 5,95 | 0,23 | 86,23 | 3,395 | 12,65 | 0,498 |
SBX 153 | 65 | 2 9/16 | 100,94 | 3,74 | 11,38 | 0,448 | 11,38 | 0,448 | 99,31 | 3,910 | 9,78 | 0,385 | 1,5 | 0,06 | 6,75 | 0,27 | 102,77 | 4,046 | 14,07 | 0,554 |
SBX 154 | 78 | 3 1/16 | 116,84 | 4,600 | 12,40 | 0,488 | 12,40 | 0,488 | 115,09 | 4,531 | 10,64 | 0,419 | 1,5 | 0,06 | 7,54 | 0,30 | 119,00 | 4,685 | 15,39 | 0,606 |
SBX 155 | 103 | 4 1/16 | 147,96 | 5,825 | 14,22 | 0,560 | 14,22 | 0,560 | 145,95 | 5,746 | 12,22 | 0,481 | 1,5 | 0,06 | 8,33 | 0,33 | 150,62 | 5,930 | 17,73 | 0,698 |
SBX 156 | 179 | 7 1/16 | 237,92 | 9,367 | 18,62 | 0,733 | 18,62 | 0,733 | 235,28 | 9,263 | 15,98 | 0,629 | 3,0 | 0,12 | 11,11 | 0,44 | 241,83 | 9,521 | 23,39 | 0,921 |
SBX 157 | 228 | 9 | 294,46 | 11,593 | 20,98 | 0,826 | 20,98 | 0,826 | 291,49 | 11,476 | 18,01 | 0,709 | 3,0 | 0,12 | 12,70 | 0,50 | 299,06 | 11,774 | 26,39 | 1,039 |
SBX 158 | 279 | 11 | 352,04 | 13,860 | 23,14 | 0,911 | 23,14 | 0,911 | 348,77 | 13,731 | 19,86 | 0,782 | 3,0 | 0,12 | 14,29 | 0,56 | 357,23 | 14,064 | 29,18 | 1,149 |
SBX 159 | 346 | 13 5/8 | 426,72 | 16,800 | 25,70 | 1,012 | 25,70 | 1,012 | 423,09 | 16,657 | 22,07 | 0,869 | 3,0 | 0,12 | 15,88 | 0,62 | 432,64 | 17,033 | 32,49 | 1,279 |
SBX 160 | 346 | 13 5/8 | 402,59 | 15,850 | 23,83 | 0,938 | 13,74 | 0,541 | 399,21 | 15,717 | 10,36 | 0,408 | 3,0 | 0,12 | 14,29 | 0,56 | 408,00 | 16,063 | 19,96 | 0,786 |
SBX 161 | 422 | 16 5/8 | 491,41 | 19,347 | 28,07 | 1,105 | 16,21 | 0,638 | 487,45 | 19,191 | 12,24 | 0,482 | 3,0 | 0,12 | 17,07 | 0,67 | 497,94 | 19,604 | 23,62 | 0,930 |
SBX 162 | 422 | 16 5/8 | 475,49 | 18,720 | 14,22 | 0,560 | 14,22 | 0,560 | 473,48 | 18,641 | 12,22 | 0,481 | 1,5 | 0,06 | 8,33 | 0,33 | 487,33 | 18,832 | 17,91 | 0,705 |
SBX 163 | 476 | 18 3/4 | 556,16 | 21,896 | 30,10 | 1,185 | 17,37 | 0,684 | 551,89 | 21,728 | 13,11 | 0,516 | 3,0 | 0,12 | 18,26 | 0,72 | 563,50 | 22,185 | 25,55 | 1,006 |
SBX 164 | 476 | 18 3/4 | 570,56 | 22,463 | 30,10 | 1,185 | 24,59 | 0,968 | 566,29 | 22,295 | 20,32 | 0,800 | 3,0 | 0,12 | 18,26 | 0,72 | 577,90 | 22,752 | 32,77 | 1,290 |
SBX 165 | 540 | 21 1/4 | 624,71 | 24,595 | 32,03 | 1,261 | 18,49 | 0,728 | 620,19 | 24,417 | 13,97 | 0,550 | 3,0 | 0,12 | 19,05 | 0,75 | 632,56 | 24,904 | 27,20 | 1,071 |
SBX 166 | 540 | 21 1/4 | 640,03 | 25,198 | 32,03 | 1,261 | 26,14 | 1,029 | 635,51 | 25,020 | 21,62 | 0,851 | 3,0 | 0,12 | 19,05 | 0,75 | 647,88 | 25,507 | 34,87 | 1,373 |
SBX 169 | 131,18 | 5 1/8 | 173,51 | 6,831 | 15,85 | 0,624 | 12,93 | 0,509 | 171,29 | 6,743 | 10,69 | 0,421 | 1,5 | 0,06 | 9,65 | 0,38 | 176,66 | 6,955 | 16,92 | 0,666 |
| ||||||||||||||||||||
7.1.2.2.2 Размеры
7.1.2.2.2.1 Стандартные размеры
Размеры для фланцев типа 17SS должны соответствовать рисунку 6 и таблицам 7-10.
Размеры для кольцевых канавок должны соответствовать таблицам 6-10.
7.1.2.2.2.2 Исключения для цельных фланцев
Фланцы типа 17SS, используемые как концевые соединения на оборудовании для заканчивания скважин с подводным расположением устьев, могут иметь входные фаски, расточки и расширения для приема спуско-подъемного/испытательного инструмента, пробок, т.д. Размеры таких входных фасок, расточек и расширений не входят в область применения настоящего стандарта и не могут превышать размер В, как указано на рисунке 6, в таблицах 7 и 8. Изготовитель должен обеспечить, чтобы модифицированные конструкции цельных фланцев соответствовали требованиям раздела 5.
7.1.2.2.2.3 Резьбовые фланцы
Резьбовые фланцы не следует использовать на оборудовании для заканчивания скважин с подводным расположением устьев за исключением предусмотренного в 7.1.2.2.2.2 и 7.3.
7.1.2.2.2.4 Воротниковые фланцы - трубы
Необходимо применять следующие условия:
a) проходное отверстие и толщина стенки: диаметр проходного отверстия , не должен превышать значений, указанных в таблице 9. Указанное проходное отверстие не должно приводить к уменьшению толщины стенки приварного конца менее 87,5% толщины стенки трубы, к которой присоединяется фланец;
b) разделка приварного конца: размеры для разделки приварного конца должны соответствовать рисунку 8;
c) конусность: при толщине приварного конца как минимум на 2,3 мм (0,09 дюйма) более толщины трубы и дополнительной толщине, уменьшающей ВД, фланец должен иметь конусную расточку от приварного конца с наклоном, не превышающим 3 к 1.
В настоящем стандарте воротниковые фланцы типа 17SS не предназначены для приварки к корпусам устьевых оголовков или устьевой елки. Их целью является обеспечение сварочного перехода между фланцем и трубой.
7.1.2.2.3 Кольцевые канавки
Кольцевые канавки с коррозионно-стойким покрытием должны соответствовать требованиям таблиц 6 и 10, а также ИСО 10423.
7.1.2.3 Стандартные подводные фланцы - тип 6ВХ с рабочим давлением до 69 МПа (10000 фунт/дюйм) или 103,5 МПа (15000 фунт/дюйм
)
Стандартные фланцы для использования в оборудовании для заканчивания скважин с подводным расположением устьев с рабочим давлением 69 МПа (10000 фунт/дюйм) или 103,5 МПа (15000 фунт/дюйм
) должны соответствовать требованиям для фланцев типа 6ВХ, как определено в ИСО 10423. Данные фланцы являются фланцами кольцевого соединительного типа, предназначенными для сборки "торец-к-торцу". Усилия от сборки соединения и внешние нагрузки должны главным образом воздействовать на привалочный торец фланца.
7.1.2.4 Подводные фланцы специального назначения - тип 17SS с рабочим давлением 103,5 МПа (15000 фунт/дюйм) или 120,7 МПа (17500 фунт/дюйм
)
Подводные фланцы специального назначения 25 мм (1 дюйм) с рабочим давлением 103,5 МПа (15000 фунт/дюйм) или 19 мм (0,75 дюйма) с рабочим давлением 120,7 МПа (17500 фунт/дюйм
) для использования в оборудовании для заканчивания скважин с подводным расположением устьев должны соответствовать требованиям для фланцев типа 6ВХ, как определено в таблице 8. Эти фланцы являются фланцами кольцевого соединительного типа, предназначенными для сборки "торец-к-торцу". Усилия от сборки соединения и внешние нагрузки главным образом воздействуют на привалочный торец фланца.
Для профилей кольцевых канавок ВХ-150 и ВХ-149 профиль привалочного торца фланца может быть расположен очень близко к зоне термического влияния (HAZ), возникающей у наиболее удаленного диаметра наплавки CRA в процессе окончательной машинной обработки фланца, что может создавать проблемы при контроле. Для предупреждения проблем сопряжения HAZ может быть использован альтернативный черновой/финишный машинный профиль, показанный на рисунке 7.
Таблица 7 - Базовые размеры фланца и болтов для фланцев типа 17SS для номинального рабочего давления 34,5 МПа (5000 фунт/дюйм)
|
|
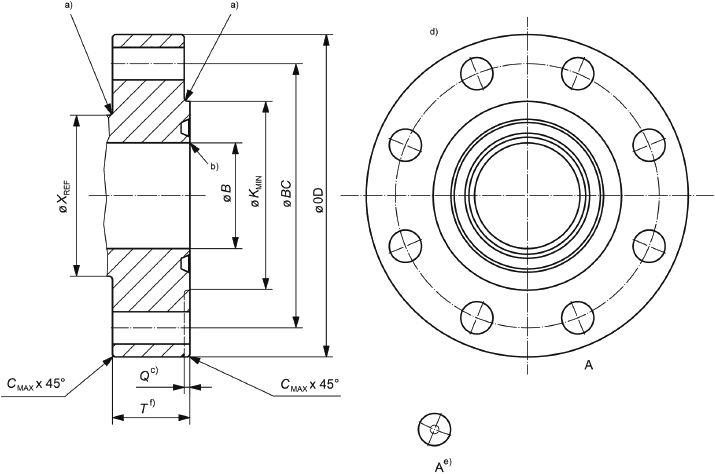
Окончание таблицы 7
Основные размеры фланца | Размеры болта | ||||||||||||||||||||||||||
Номина- | Макс. проходное отверстие | Наружный диаметр фланца | Допуск на НД | Макс. фаска | Диаметр привалочного торца | Полная толщина фланца | Диаметр шейки | Диаметр делительной окружности под болты | Коли- | Диаметр болтов | Диаметр отверстий под болты | Допуск на отверстие под болт | Длина резьбовых шпилек | Номер кольца ВХ | |||||||||||||
НД | |||||||||||||||||||||||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | ||
52 | 2 1/16 | 53,1 | 2,09 | 215 | 8,50 | ±2 | ±0,06 | 3 | 0,12 | 128 | 5,03 | 46,0 | 1,81 | 104,7 | 4,12 | 165,1 | 6,50 | 8 | 22 | 7/8 | 26 | 1,00 | 2 | +0,06 | 155 | 6,00 | 152 |
65 | 2 9/16 | 65,8 | 2,59 | 245 | 9,62 | ±2 | ±0,06 | 3 | 0,12 | 147 | 5,78 | 49,3 | 1,94 | 124,0 | 4,88 | 190,5 | 7,50 | 8 | 25 | 1 | 29 | 1,12 | 2 | +0,06 | 165 | 6,50 | 153 |
78 | 3 1/8 | 78,5 | 3,09 | 265 | 10,50 | ±2 | ±0,06 | 3 | 0,12 | 160 | 6,31 | 55,7 | 2,19 | 133,4 | 5,25 | 203,2 | 8,00 | 8 | 29 | 1 1/18 | 32 | 1,25 | 2 | +0,06 | 185 | 7,25 | 154 |
103 | 4 1/16 | 103,9 | 4,09 | 310 | 12,25 | ±2 | ±0,06 | 3 | 0,12 | 194 | 7,63 | 62,0 | 2,44 | 162,1 | 6,38 | 241,3 | 9,50 | 8 | 32 | 1 1/4 | 36 | 1,38 | 2 | +0,06 | 205 | 8,00 | 155 |
130 | 5 1/8 | 131,1 | 5,16 | 375 | 14,75 | ±2 | ±0,06 | 3 | 0,12 | 238 | 9,38 | 81,1 | 3,19 | 196,9 | 7,75 | 292,1 | 11,50 | 8 | 38 | 1 1/2 | 42 | 1,62 | 2 | +0,06 | 255 | 10,00 | 169 |
179 | 7 1/16 | 180,1 | 7,09 | 395 | 15,50 | ±3 | ±0,12 | 6 | 0,25 | 272 | 10,70 | 92,0 | 3,62 | 228,6 | 9,00 | 317,5 | 12,50 | 12 | 35 | 1 3/8 | 39 | 1,50 | 2 | +0,06 | 275 | 10,75 | 156 |
228 | 9 | 229,4 | 9,03 | 485 | 19,00 | ±3 | ±0,12 | 6 | 0,25 | 337 | 13,25 | 103,2 | 4,06 | 292,1 | 11,50 | 393,7 | 15,50 | 12 | 42 | 1 5/8 | 45 | 1,75 | +2,5 | +0,09 | 305 | 12,00 | 157 |
279 | 11 | 280,2 | 11,03 | 585 | 23,00 | ±3 | ±0,12 | 6 | 0,25 | 418 | 16,25 | 119,2 | 4,69 | 368,3 | 14,50 | 482,6 | 19,00 | 12 | 48 | 1 7/8 | 51 | 2,00 | +2,5 | +0,09 | 350 | 13,75 | 158 |
346 | 13 5/8 | 347,0 | 13,66 | 673 | 26,50 | ±3 | ±0,12 | 6 | 0,25 | 457 | 18,00 | 112,8 | 4,44 | 368,3 | 14,50 | 590,6 | 23,25 | 16 | 42 | 1 5/8 | 45 | 1,75 | +2,5 | +0,09 | 324 | 12,75 | 160 |
| |||||||||||||||||||||||||||
Таблица 8 - Базовые размеры фланца и болтов для фланцев типа 17SS для 19 мм (3/4 дюйма) и 25 мм (1 дюйм)
Основные размеры фланца | Размеры болта | ||||||||||||||||||||||||||
Номинальное давление фланца | Макс. проходное отверстие | Наружный диаметр фланца | Допуск на НД | Макс. фаска | Диаметр привалочного торца | Полная толщина фланца | Диаметр шейки | Диаметр делительной окружности под болты | Коли- | Диаметр болтов | Диаметр отверстий под болты | Допуск на отверстие под болт | Длина резьбовых шпилек | Но- | |||||||||||||
НД | |||||||||||||||||||||||||||
МПа | фунт/ дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | ||
120,7 | 17500 | 19 | 0,75 | 158,8 | 6,25 | ±2 | ±0,06 | 3 | 0,12 | 57,2 | 2,250 | 41,0 | 1,62 | 58,67 | 2,31 | 114,8 | 4,52 | 4 | 25,4 | 1 | 28,5 | 1,06 | 2 | +0,06 | 140 | 5,50 | 149 |
103,5 | 15000 | 26 | 1,02 | 171 | 6,75 | ±2 | ±0,06 | 3 | 0,12 | 147 | 3,985 | 41,0 | 1,62 | 58,67 | 2,31 | 117,3 | 4,62 | 4 | 25,4 | 1 | 28,5 | 1,06 | 2 | +0,06 | 140 | 5,50 | 150 |
| |||||||||||||||||||||||||||
Таблица 9 - Размеры шейки и проходного отверстия для воротниковых фланцев типа 17SS для номинального рабочего давления 34,5 МПа (5000 фунт/дюйм)
| |||||||
Примечание - Размеры | |||||||
Номинальный размер и проходное отверстие фланца | Диаметр шейки фланца с приварной шейкой | Допуск для | Максимальное проходное отверстие фланца с приварной шейкой | ||||
| |||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм |
52 | 2 1/16 | 60,5 | 2,38 | +2 | +0,09 | 43,0 | 1,69 |
65 | 2 9/16 | 73,2 | 2,88 | +2 | +0,09 | 54,1 | 2,13 |
98 | 3 1/8 | 88,9 | 3,50 | +2 | +0,09 | 66,5 | 2,62 |
103 | 4 1/16 | 114,3 | 4,50 | +2 | +0,09 | 87,4 | 3,44 |
130 | 5 1/8 | 141,2 | 5,56 | +2 | +0,09 | 109,5 | 4,31 |
179 | 7 1/16 | 168,4 | 6,63 | +4 | +0,16 | 131,0 | 5,19 |
228 | 9 | 219,2 | 8,63 | +4 | +0,16 | 173,0 | 6,81 |
279 | 11 | 273,1 | 10,75 | +4 | +0,16 | 215,9 | 8,50 |
346 | 13 5/8 | 424,0 | 16,69 | +4 | +0,16 | 347,0 | 13,61 |
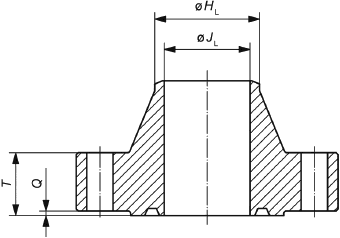
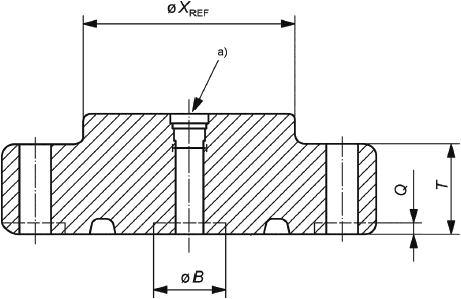
Примечание - Приподнятая втулка ![]() , привалочный торец
, привалочный торец и расточка
являются опциональными. Размеры
,
,
и
, а также размеры, которые не показаны, см. в таблицах 7 или 8.
_______________
Опциональный входной канал должен иметь проектное номинальное значение, равное или выше RWP фланца.
Рисунок 6 - Цельный или глухой фланец типа 17SS
Таблица 10 - Детализация черновой машинной обработки для коррозионно-стойких кольцевых канавок по стандарту API
В миллиметрах (дюймах)
|
| |||||
| ||||||
Номер кольца | Наружный диаметр кольца, | Внутренний диаметр канавки, | Глубина канавки, | |||
мм | дюйм | мм | дюйм | мм | дюйм | |
ВХ-149 | 53,34 | 2,100 | 28,96 | 1,140 | 8,89 | 0,350 |
ВХ-150 | 84,48 | 3,326 | 41,76 | 1,644 | 12,32 | 0,485 |
ВХ-151 | 88,80 | 3,496 | 45,06 | 1,774 | 12,32 | 0,485 |
ВХ-152 | 97,18 | 3,826 | 51,92 | 2,044 | 12,83 | 0,505 |
ВХ-153 | 113,94 | 4,486 | 66,14 | 2,604 | 13,59 | 0,535 |
ВХ-154 | 129,95 | 5,116 | 79,10 | 3,114 | 14,35 | 0,565 |
ВХ-155 | 161,70 | 6,366 | 106,27 | 4,184 | 15,11 | 0,595 |
ВХ-156 | 252,88 | 9,956 | 185,78 | 7,314 | 17,91 | 0,705 |
ВХ-157 | 310,03 | 12,206 | 236,83 | 9,324 | 19,43 | 0,765 |
ВХ-158 | 368,20 | 14,496 | 289,92 | 11,414 | 20,96 | 0,825 |
ВХ-159 | 443,64 | 17,466 | 358,75 | 14,124 | 22,73 | 0,895 |
ВХ-160 | 419,00 | 16,496 | 359,00 | 14,134 | 20,96 | 0,825 |
ВХ-162 | 489,36 | 19,266 | 433,43 | 17,064 | 15,11 | 0,595 |
ВХ-163 | 574,45 | 22,616 | 503,28 | 19,814 | 25,02 | 0,985 |
ВХ-164 | 588,92 | 23,186 | 503,02 | 19,804 | 25,02 | 0,985 |
ВХ-165 | 643,53 | 25,336 | 568,81 | 22,394 | 25,78 | 1,015 |
ВХ-166 | 659,03 | 25,946 | 596,06 | 22,404 | 25,78 | 1,015 |
ВХ-167 | 779,42 | 30,686 | 713,33 | 28,084 | 25,78 | 1,105 |
ВХ-168 | 785,27 | 30,916 | 713,59 | 28,094 | 25,78 | 1,105 |
ВХ-169 | 187,86 | 7,396 | 133,96 | 5,274 | 16,38 | 0,645 |
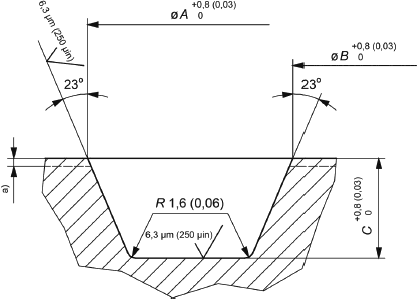
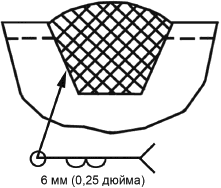
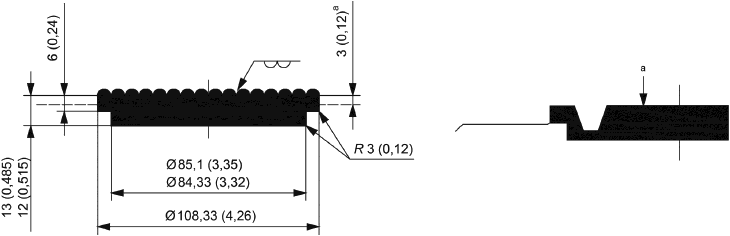
_______________
Подрезать при чистовой обработке.
Рисунок 7 - Альтернативная детализация черновой и финишной машинной обработки для коррозионно-стойких кольцевых канавок ВХ-149 и ВХ-150
Применение альтернативной подготовки под сварку допустимо только в местах, где прочность наплавляемого сплава равна или превышает прочность базового материала и объемный NDE выполняется на металле шва и зоне сплавления при сварке с теми же приемочными критериями, что и для базового металла.
Весь наплавляемый материал должен быть совместим со скважинными флюидами, ингибирующими флюидами, нагнетательными флюидами и т.д. в соответствии с документально оформленными техническими условиями изготовителя, а также с базовым металлом фланца и материалом кольцевой прокладки (сварка, задир и коррозия разнородных металлов).
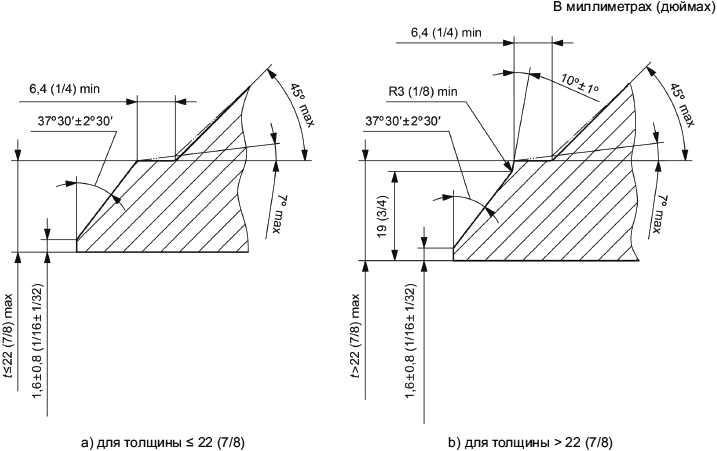
Рисунок 8 - Разделка приварного конца для фланцев с приварными шейками типа 17SS и 17SV
7.1.2.5 Поворотные фланцы - тип 17SV для рабочего давления 34,5 МПа (5000 фунт/дюйм) или 69 МПа (10000 фунт/дюйм
)
7.1.2.5.1 Общие положения
Фланцы типа 17SV являются узлами из нескольких деталей, в которых фланцевая тарелка свободна для вращения вокруг втулки фланца. На шейке втулки выполняется удерживающая канавка для установки стопорной проволоки достаточного диаметра для удержания кольца на втулке в процессе хранения, погрузочно-разгрузочных работ и установки. Фланцы типа 17SV могут быть использованы на оборудовании для заканчивания скважин с подводным расположением устьев там, где затруднительно или невозможно поворачивать какую-либо фланцевую втулку для центровки сопрягаемых болтовых отверстий. Фланцы типа 17SV сопрягаются со стандартными фланцами типа 6ВХ и 17SS с теми же размерами и номинальными давлениями.
Поворотные фланцы типа 17SV являются фланцами кольцевого соединительного типа, предназначенными для сборки "торец-к-торцу". Усилия от сборки соединения и внешние нагрузки должны главным образом воздействовать на привалочный торец фланца.
7.1.2.5.2 Размеры
Размеры для фланцев типа 17SV должны соответствовать таблицам 11-14.
Размеры для разделки шейки под сварку должны соответствовать рисунку 8 и таблице 11.
Размеры для кольцевых канавок должны соответствовать таблицам 6-10.
7.1.2.5.3 Поверхность фланца
Поверхности фланцев должны быть полностью обработаны на станке. Опорная поверхность под гайку должна быть параллельна поверхности фланца для прокладки в пределах 1°. Обратная поверхность фланца может быть полностью обработана на станке или частично обработана у болтовых отверстий. Толщина фланцев типа 17SS, втулок типа 17SV и поворотных колец после торцевой обточки должна соответствовать размерам, указанным в таблицах 7-8 и 11-14, в зависимости от конкретного случая. Толщина фланцев типа 6ВХ должна удовлетворять требованиям ИСО 10423.
7.1.2.5.4 Прокладки
Фланцы типа 6ВХ, 17SS и 17SV в оборудовании для заканчивания скважин с подводным расположением устьев должны использовать прокладки типа ВХ или SBX в соответствии с 7.6. При сборке данных фланцев под водой, в соответствии с документально оформленными техническими условиями изготовителя, должны быть использованы кольцевые прокладки типа SBX с внутренним поперечным перепускным отверстием для предупреждения захвата флюида между прокладкой и кольцевой канавкой в процессе сборки фланца.
7.1.2.5.5 Коррозионно-стойкие кольцевые канавки
Концевые и выпускные фланцы, используемые при заканчивании скважин с подводным расположением устьев, должны быть изготовлены из коррозионно-стойких материалов или быть покрыты коррозионно-стойкими материалами с подтвержденной стойкостью к морской воде при заданных условиях эксплуатации. Выбранный материал должен быть также стойким к коррозии от внутреннего флюида. Кольцевые канавки ВХ с коррозионно-стойким покрытием должны соответствовать ИСО 10423.
До нанесения наплавки подготовка кольцевых канавок ВХ должна соответствовать размерам, указанным в таблице 10, в зависимости от применимых требований. Допустимо использование других видов подготовки под сварку при прочности наплавляемого сплава равной или превышающей прочность базового материала, а также объемный NDE выполняется на металле шва и зоне сплавления при сварке с теми же приемочными критериями, что и для базового металла. Наплавляемый материал должен быть совместим со скважинным флюидом, ингибирующим флюидом, нагнетательными флюидами и т.д. в соответствии с документально оформленными техническими условиями изготовителя, а также с базовым металлом фланца и материалом кольцевой прокладки (сварка, задир и коррозия разнородных металлов).
7.1.2.5.6 Материалы фланцев
Материалы фланцев должны соответствовать требованиям раздела 5 в зависимости от применимых требований, и должны быть использованы материалы с минимальным пределом текучести 517 МПа (75000 фунт/дюйм) для фланцев типа 17SV для номинального рабочего давления 69 МПа (10000 фунт/дюйм
).
Таблица 11 - Размеры бугеля и проходного отверстия для фланцев типа 17SV для номинального рабочего давления 34,5 МПа (5000 фунт/дюйм)
В миллиметрах (дюймах)
|
|
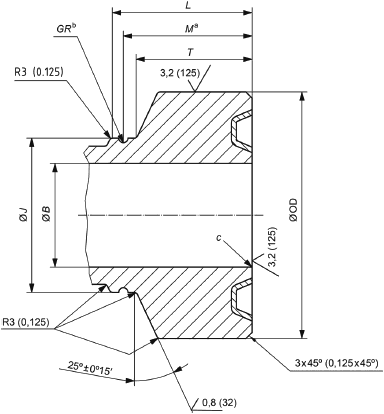
(Техническая поправка 1 к ИСО 13628-4:2010 от 15.06.2011)
Размеры проходного отверстия и бугеля | ||||||||||||||
Номина- | Наружный диаметр | Полная толщина | Большой диаметр шейки | Длина шейки | Располо- | Радиус | Номер кольцевой канавки | |||||||
НД | ||||||||||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | - |
52 | 2 1/16 | 128 | 5,031 | 29,5 | 1,166 | 93 | 3,656 | 84 | 3,282 | 74 | 2,907 | 3 | 0,125 | 152 |
65 | 2 9/16 | 147 | 5,781 | 29,5 | 1,166 | 112 | 4,406 | 84 | 3,282 | 74 | 2,907 | 3 | 0,125 | 153 |
78 | 3 1/8 | 160 | 6,312 | 29,5 | 1,166 | 126 | 4,938 | 88 | 3,432 | 78 | 3,067 | 3 | 0,125 | 154 |
103 | 4 1/16 | 194 | 7,625 | 30,5 | 1,197 | 159 | 6,250 | 96 | 3,757 | 86 | 3,382 | 3 | 0,125 | 155 |
130 | 5 1/8 | 240 | 9,380 | 36,0 | 1,410 | 197 | 7,755 | 121 | 4,732 | 111 | 4,357 | 3 | 0,125 | 169 |
179 | 7 1/16 | 272 | 10,700 | 41,5 | 1,622 | 231 | 9,075 | 141 | 5,541 | 127 | 4,979 | 5 | 0,188 | 156 |
228 | 9 | 340 | 13,250 | 41,5 | 1,622 | 296 | 11,625 | 156 | 6,113 | 141 | 5,551 | 5 | 0,188 | 157 |
279 | 11 | 415 | 16,250 | 42,0 | 1,654 | 372 | 14,625 | 162 | 6,932 | 162 | 6,370 | 5 | 0,188 | 158 |
346 | 13 5/8 | 524 | 20,625 | 47,52 | 1,871 | 489 | 19,000 | 182 | 7,150 | 168 | 6,614 | 5 | 0,188 | 160 |
| ||||||||||||||
Таблица 12 - Базовые размеры тарелок и болтов для фланцев типа 17SV для номинального рабочего давления 34,5 МПа (5000 фунт/дюйм)
В миллиметрах (дюймах)
| |
Обозначение | Допуск, мм (дюйм) |
| +2 (0,062) |
| +3 (0,125) |
|
|
|
|
|
|
|
|
|
|
Диаметр болта: размер от 2 1/16 до 7 1/16 дюйма |
|
Диаметр болта: размер от 9 до 11 дюймов |
|
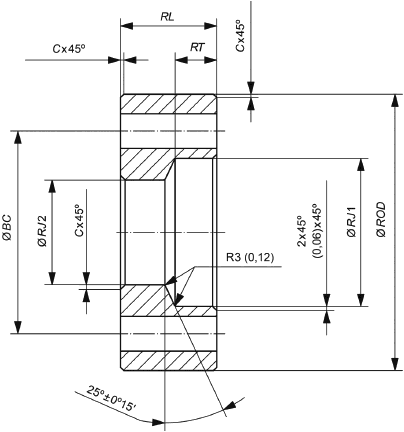
Окончание таблицы 12
Болты | ||||||||||||||||||
Номинальный размер и проходное отверстие втулки | Наружный диаметр тарелки | Глубина LG ВД | Большой ID тарелки | Малый ID тарелки | Длина тарелки | Фаска | Диаметр делительной окружности под болты | Количество болтов | Диаметр отверстий под болты | |||||||||
RНД | ||||||||||||||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | |
52 | 2 1/16 | 216 | 8,50 | 24,5 | 0,964 | 129,4 | 5,093 | 94,5 | 3,718 | 63 | 2,450 | 3 | 0,125 | 165,1 | 6,50 | 8 | 26 | 1,00 |
65 | 2 9/16 | 246 | 9,62 | 24,5 | 0,964 | 148,5 | 5,843 | 113,5 | 4,468 | 63 | 2,450 | 3 | 0,125 | 190,5 | 7,50 | 8 | 29 | 1,12 |
78 | 3 1/8 | 267 | 10,50 | 24,5 | 0,964 | 162,0 | 6,375 | 127 | 5,000 | 66 | 2,600 | 3 | 0,125 | 203,2 | 8,00 | 8 | 32 | 1,25 |
103 | 4 1/16 | 312 | 12,25 | 25,3 | 0,995 | 195,3 | 7,687 | 160,4 | 6,312 | 75 | 2,925 | 3 | 0,125 | 241,3 | 9,50 | 8 | 36 | 1,38 |
130 | 5 1/8 | 375 | 14,75 | 30,7 | 1,208 | 239,9 | 9,442 | 198,6 | 7,817 | 99 | 3,900 | 3 | 0,125 | 292,1 | 11,50 | 8 | 42 | 1,62 |
179 | 7 1/16 | 394 | 15,50 | 36,1 | 1,420 | 273,4 | 10,762 | 232,1 | 9,157 | 114 | 4,459 | 5 | 0,188 | 317,5 | 12,50 | 12 | 39 | 1,50 |
228 | 9 | 483 | 19,00 | 36,1 | 1,420 | 338,2 | 13,312 | 296,9 | 11,687 | 128 | 5,031 | 5 | 0,188 | 393,7 | 15,50 | 12 | 45 | 1,75 |
279 | 11 | 585 | 23,00 | 36,9 | 1,452 | 414,4 | 16,312 | 373,1 | 14,687 | 149 | 5,850 | 5 | 0,188 | 482,6 | 19,00 | 12 | 51 | 2,00 |
346 | 13 5/8 | 673 | 26,50 | 42,4 | 1,670 | 525,4 | 20,687 | 484,2 | 19,062 | 154 | 6,062 | 5 | 0,188 | 590,6 | 23,25 | 16 | 45 | 1,75 |
| ||||||||||||||||||
Таблица 13 - Размеры втулки для фланцев типа 17SV для номинального рабочего давления 69 МПа (10000 фунт/дюйм)
Размеры втулки | ||||||||||||||
Номинальный размер и проходное отверстие | Наружный диаметр | Полная толщина | Большой диаметр шейки | Длина шейки | Расположение канавки | Радиус стопорной канавки | Номер кольцевой прокладки | |||||||
НД | Т | |||||||||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | |
46 | 1 13/16 | 115 | 4,500 | 29,5 | 1,166 | 82,6 | 3,250 | 84 | 3,282 | 74 | 2,907 | 3 | 0,125 | 151 |
52 | 2 1/16 | 130 | 5,000 | 29,5 | 1,166 | 95,3 | 3,750 | 84 | 3,282 | 74 | 2,907 | 3 | 0,125 | 152 |
65 | 2 9/16 | 150 | 5,800 | 29,5 | 1,166 | 115,6 | 4,550 | 84 | 3,302 | 75 | 2,927 | 3 | 0,125 | 153 |
78 | 3 1/16 | 175 | 6,930 | 30,5 | 1,197 | 144,3 | 5,680 | 93 | 3,666 | 84 | 3,291 | 3 | 0,125 | 154 |
103 | 4 1/16 | 215 | 8,437 | 33,3 | 1,310 | 178,0 | 6,812 | 109 | 4,277 | 99 | 3,902 | 3 | 0,125 | 155 |
130 | 5 1/8 | 225 | 9,960 | 38,1 | 1,500 | 211,7 | 8,335 | 121 | 4,732 | 111 | 4,357 | 3 | 0,125 | 169 |
179 | 7 1/16 | 350 | 13,660 | 42,0 | 1,653 | 305,7 | 12,035 | 158 | 6,204 | 143 | 5,641 | 5 | 0,188 | 156 |
228 | 9 | 415 | 16,250 | 42,0 | 1,653 | 371,5 | 14,625 | 185 | 7,270 | 170 | 6,707 | 5 | 0,188 | 157 |
279 | 11 | 480 | 18,870 | 51,7 | 2,035 | 438,0 | 17,245 | 207 | 8,153 | 193 | 7,591 | 5 | 0,188 | 158 |
346 | 13 5/8 | 565 | 22,250 | 58,7 | 2,309 | 523,9 | 20,625 | 242 | 9,531 | 228 | 8,969 | 5 | 0,188 | 159 |
| ||||||||||||||
Таблица 14 - Базовые размеры тарелок и болтов для фланцев типа 17SV для номинального рабочего давления 69 МПа (10000 фунт/дюйм)
В миллиметрах (дюймах)
Обозначение | Допуск, мм (дюйм) | ||||||||||||
|
| +2 (0,062) | |||||||||||
| +3 (0,125) | ||||||||||||
|
| ||||||||||||
|
| ||||||||||||
|
| ||||||||||||
|
| ||||||||||||
|
| ||||||||||||
Диаметр болта: размер от 2 1/16 до 7 1/16 дюйма |
| ||||||||||||
Диаметр болта: размер от 9 до 11 дюймов |
| ||||||||||||
Базовые размеры тарелки | Болты | ||||||||||||
Большой ВД тарелки | Малый ВД тарелки | Длина тарелки | Фаска | Диаметр делительной окружности под болты | Количество болтов | Диаметр отверстий под болты | |||||||
мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | мм | дюйм | ||
115,9 | 4,562 | 84,1 | 3,312 | 63 | 2,450 | 3 | 0,125 | 146,1 | 5,75 | 8 | 23 | 0,88 | |
128,6 | 5,062 | 96,8 | 3,812 | 63 | 2,450 | 3 | 0,125 | 158,8 | 6,25 | 8 | 23 | 0,88 | |
148,9 | 5,862 | 117,1 | 4,612 | 63 | 2,470 | 3 | 0,125 | 184,1 | 7,25 | 8 | 26 | 1,00 | |
177,6 | 6,992 | 145,8 | 5,742 | 72 | 2,834 | 3 | 0,125 | 215,9 | 8,50 | 8 | 29 | 1,12 | |
215,9 | 8,500 | 174,6 | 6,875 | 88 | 3,445 | 3 | 0,125 | 258,8 | 10,19 | 8 | 32 | 1,25 | |
254,6 | 10,022 | 213,3 | 8,397 | 99 | 3,900 | 3 | 0,125 | 300,0 | 11,81 | 12 | 32 | 1,25 | |
348,5 | 13,722 | 307,3 | 12,097 | 130 | 5,122 | 5 | 0,188 | 403,4 | 15,98 | 12 | 42 | 1,62 | |
409,7 | 16,312 | 373 | 14,687 | 158 | 6,188 | 5 | 0,188 | 496,3 | 18,75 | 16 | 42 | 1,62 | |
480,9 | 18,932 | 439,6 | 17,307 | 180 | 7,072 | 5 | 0,188 | 565,2 | 22,25 | 16 | 48 | 1,88 | |
566,7 | 22,312 | 525,4 | 20,687 | 215 | 8,450 | 5 | 0,188 | 673,1 | 26,50 | 20 | 51 | 2,00 | |
| |||||||||||||
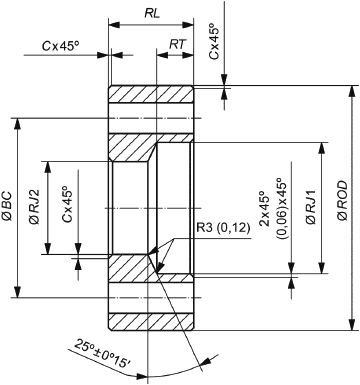
7.1.3 Испытания
Свободные фланцы, выполненные в соответствии с 7.1, не требуют гидростатических испытаний до окончательной приемки.
7.2 Хомутовые соединители бугельного типа по стандарту ИСО
Хомутовые соединители бугельного типа по стандарту API для использования на оборудовании для заканчивания скважин с подводным расположением устьев должны соответствовать требованиям соблюдения размеров согласно ИСО 13533. Концевые и выпускные бугельные хомуты, используемые на оборудовании для заканчивания скважин с подводным расположением устьев, должны иметь кольцевые канавки из коррозионно-стойких материалов или быть покрытыми коррозионно-стойкими материалами.
Кольцевые канавки с коррозионно-стойким покрытием для бугельных хомутов должны соответствовать ИСО 13533 (или рисунку 7 и таблице 6, если используются прокладки типа ВХ и SBX). В случае использования базового материала, совместимого со скважинными флюидами, морской водой и т.д., наплавки не требуются.
Примечание - В контексте настоящего положения API Spec 16А является эквивалентом ИСО 13533 (все части).
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) необходимо определять в соответствии с API RP 6НТ. Дополнительно, пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.3 Резьбовые соединения
Не допускается использование свободных резьбовых фланцевых и других резьбовых концевых и выпускных соединений на подводном оборудовании для заканчивания скважин, за исключением устьевых трубодержателей скважинных трубопроводов, работающих с добываемым флюидом. Допускается применение резьбовых фланцев на соединителях, не имеющих непосредственного отношения к процессу добычи, таких как нагнетательные трубопроводы при наличии изолирующих задвижек, а также применение болтового фланца или хомутового соединителя бугельного типа на резьбовом фланце со стороны устьевой елки. Допускается использование цельных резьбовых соединений, таких как присоединительные патрубки для КИП, испытательные порты и нагнетательные/контрольные соединители с размерами до 25,4 мм (1,00 дюйм), при условии соответствия величины номинального рабочего давления значениям, указанным в таблице 2 и ИСО 10423, и их расположения после первой боковой задвижки. При использовании резьбовых соединений, расположенных до первой боковой задвижки, на резьбовом соединителе со стороны устьевой елки должна быть установлена запорная арматура, а также болтовой фланец, хомутовый соединитель бугельного типа, или применяться сварное соединение в соответствии с 7.20.2.6. Допустимо применение резьбовых выпускных/смазочных/нагнетательных фитингов, расположенных до первой боковой задвижки без запорной арматуры и фланцевого/хомутового соединителя бугельного типа при условии обеспечения не менее двух барьеров давления между добываемым флюидом и окружающей средой. Уплотнительные участки должны быть выполнены из коррозионно-стойких материалов.
Резьбовые соединения, применяемые на оборудовании для заканчивания скважин с подводным расположением устьев, рассматриваемые в настоящем стандарте, должны соответствовать требованиям 5.1.2.1.7.
7.4 Другие концевые соединения
На оборудовании для подводного заканчивания скважин допускается использование других нестандартных концевых соединений (соединителей), таких как несоосные соединители, фланцы, не отвечающие требованиям ИСО, шаровые соединения, гибкие шарнирные компоновки или инструментальные/контрольные фланцы, если эти соединители были спроектированы, документально оформлены и испытаны в соответствии с требованиями, установленными в разделе 5.
Материалы ОЕС должны удовлетворять требованиям, как указано в 5.2 и 5.3. В случае использования в основном уплотнении соединителя не типа "металл-к-металлу", должны быть обеспечены дополнительные уплотнения. ОЕС, используемые на оборудовании для заканчивания скважин с подводным расположением устьев, должны иметь уплотнительные поверхности, включающие уплотнения "металл-к-металлу", и быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д. В случае использования коррозионно-стойкого базового материала, наплавки не требуются.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) необходимо определять в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки, за исключением снятия напряжений.
7.5 Шпильки, гайки и болты
7.5.1 Общие положения
При выборе материала шпилек, гаек и болтов, а также покрытий/плакировок, необходимо учитывать хлоридное растрескивание под напряжением в морской воде и коррозионную усталость. Необходимо также учитывать водородное охрупчивание, возникающее из-за применения систем катодной защиты. Необходимо принимать во внимание влияние покрытий на системы катодной защиты.
Некоторые высокопрочные материалы для болтов могут быть непригодными для работы в морской воде (см. 5.1.3.5).
7.5.2 Шпильки и гайки по стандарту ИСО
Требования к шпилькам и гайкам применимы только для используемых в концевых и выпускных соединениях. Такие шпильки и гайки, используемые на оборудовании для заканчивания скважин с подводным расположением устьев, рассматриваемые в настоящем стандарте, должны соответствовать ИСО 10423.
7.5.3 Другие шпильки, гайки и болты
Другие шпильки, гайки и болты, используемые на оборудовании, должны соответствовать документально оформленным техническим условиям изготовителя.
7.5.4 Антикоррозионное покрытие/плакировка
Необходимо избегать использования покрытий, отрицательно воздействующих на окружающую среду или являющихся гальванически активными. Необходимо контролировать соответствие потенциально опасных покрытий требованиям местного законодательства.
7.5.5 Требования к крутящему моменту свинчивания
Требования к свинчиванию должны соответствовать требованиям, указанным в 5.1.3.5.
Шпильки, гайки, а также запорные болтовые крепежные изделия для подводных условий работы, как правило, изготавливают с антикоррозионными покрытиями/плакировкой, что может существенно повлиять на коэффициент трения между шпилькой и гайкой. Изготовители должны документально оформлять рекомендуемое растяжение (или крутящий момент) при свинчивании для их крепежных элементов с использованием таблиц, аналогичных, приведенным в приложении G.
Рекомендуется использование откалиброванного оборудования для приложения крутящего момента или растяжения к болту для гарантии надлежащего растяжения от свинчивания.
7.6 Кольцевые прокладки
7.6.1 Общие положения
В 7.6 рассматриваются кольцевые прокладки типа SBX для применения с фланцевыми соединителями по стандарту ИСО типа 6ВХ, 17SS и 17SV, и с хомутовыми соединителями ИСО 13533, используемыми на оборудовании для заканчивания скважин с подводным расположением устьев. Прокладки типа SBX вентилируются* для предотвращения увеличения давления при подводной сборке соединений.
_______________
* Прокладки снабжены отверстиями (каналами) для предупреждения их деформаций/разрушений в случае увеличения давления.
Допустимо использование невентилируемых прокладок типа ВХ в соединениях, собираемых на суше.
Другие фирменные прокладки должны соответствовать документально оформленным техническим условиям изготовителя.
Несмотря на то что позиционирование кольцевых прокладок в их сопрягаемых канавках зачастую вызывает проблемы при подводной сборке фланцев/хомутовых соединений бугельного типа, не следует использовать смазку для позиционирования кольцевых прокладок в процессе сборки, так как смазка в состоянии помешать надлежащему затягиванию прокладки. Аналогично не допускается использование прихваточных стержней, привариваемых к НД уплотнительных колец (для упрощения позиционирования колец в процессе сборки) на прокладках для подводных работ. Вместо этого, при необходимости удержания прокладки в одном положении в процессе сборки, допустимо использование инструмента для установки прокладок.
7.6.2 Конструкция
7.6.2.1 Размеры
Кольцевые прокладки типа SBX должны соответствовать размерам, качеству обработки поверхности и допускам, представленным в таблице 6 и ИСО 10423.
7.6.2.2 Перепускное отверстие
Каждая прокладка ВХ должна иметь одно перепускное отверстие, просверленное по ее высоте, как указано в ИСО 10423.
Кольцевые канавки типа ВХ непригодны для соединений, которые будут соединять под водой, так как флюид, захваченный в кольцевой канавке, может помешать надлежащей сборке. Должны быть использованы вентилируемые кольцевые прокладки типа SBX вместо прокладок типа ВХ на фланцевых соединениях по стандарту ИСО, собираемых под водой в соответствии с документально оформленными техническими условиями изготовителя. Кольцевые прокладки типа SBX должны соответствовать таблице 6.
В случае использования других концевых соединителей на оборудовании, которое соединяют под водой в соответствии с документально оформленными техническими условиями изготовителя, необходимо использовать средства для обеспечения сброса захваченного давления между прокладкой и соединителем.
7.6.2.3 Повторное использование прокладок
Кольцевые прокладки по стандарту ИСО не допускаются к повторному использованию, за исключением применения при проведении испытаний.
7.6.3 Материалы
7.6.3.1 Материалы кольцевых прокладок
Кольцевые прокладки, используемые для фланцевых соединений, работающих под давлением, и подводных хомутовых соединений должны быть изготовлены из коррозионно-стойких материалов. Материал прокладок должен соответствовать требованиям ИСО 10423.
7.6.3.2 Покрытия и плакировки
Толщина покрытий и плакировок, используемых на кольцевых прокладках по стандарту ИСО для обеспечения уплотнения при минимизации возможности задиров, не должна превышать 0,01 мм (0,0005 дюйма). Необходимо избегать применение покрытий, отрицательно воздействующих на окружающую среду или являющихся гальванически активными. Для покрытий, которые могут быть опасными, необходимо контролировать их соответствие требованиям местного законодательства.
7.7 Направляющая плита для заканчивания скважины
7.7.1 Общие положения
Направляющая плита для заканчивания скважины аналогична по своим функциям PGB, используемой на подводном устьевом оголовке. CGB крепится к корпусу устьевой колонной головки направления (после снятия PGB) или к соединителю устьевой трубной головки (таким же образом, как направляющая рама устьевой елки крепится к соединителю подводной устьевой елки). Это обеспечивает одинаковое направление для бурового оборудования и для оборудования для заканчивания скважин (ВОР, эксплуатационная устьевая елка, спуско-подъемный инструмент), а также обеспечивает посадку и структурную опору для вспомогательного оборудования, такого как дистанционные соединители ОЕС выкидных трубопроводов. CGB обеспечивает направление для ВОР и подводной устьевой елки на подводном устьевом оголовке или устьевой трубной головке, используя методы с направляющими канатами или без них. Оно также не должно препятствовать установке превенторного блока. Должны быть учтены возможности доступа для ДУА и удаления шлама.
Направление и ориентация относительно другого подводного оборудования должны соответствовать требованиям 7.15.2.1.
Руководство по проектированию и соответствующим испытаниям под нагрузкой должно удовлетворять требованиям 5.1.3.6.
7.7.2 Конструкция
7.7.2.1 Нагрузки
При проектировании CGB изготовителю необходимо учитывать и документально оформлять следующие нагрузки:
- натяжение направляющих канатов;
- натяжение выкидных трубопроводов, нагрузки при соединении, установке (монтаже) и эксплуатационные нагрузки (см. 7.18.2.2.1);
- нагрузки при соединении для обеспечения доступа к кольцевому пространству;
- от окружающей среды;
- нагрузки при установке (монтаже) (включая подвешивание кондуктора на спайдерных балках);
- нагрузки от случайного зацепления;
- нагрузки ВОР и устьевой елки;
- ударные нагрузки ДУА;
- нагрузки от подводного крепления (при удержании на спайдерных балках).
7.7.2.2 Размеры
Размеры CGB должны соответствовать размерам, приведенным в 7.15.2.1 и 8.3.2 и показанным на рисунке 9, а), если система ориентации не требует более жестких допусков.
7.8 Соединители устьевой елки и устьевые трубные головки
7.8.1 Общие положения
7.8.1.1 Рассматриваемое оборудование
В 7.8 рассматриваются соединители устьевой елки и катушки устьевой трубной головки, которые соединяют устьевую елку или устьевую трубную головку с подводным устьевым оголовком. Дополнительно в 7.8 рассматриваются устьевые трубные головки.
7.8.1.2 Соединители устьевых елок/катушек устьевых трубных головок
Как правило, применяются три типа соединителей устьевых елок/катушек устьевых трубных головок:
- гидравлические с дистанционным управлением;
- механические с дистанционным приводом;
- механические, приводимые в действие водолазом/ДУА.
Соединители должны быть спроектированы в соответствии с размером, номинальным давлением и типом конфигурации подводного устьевого оголовка, к которому они будут присоединены (см. таблицу 15). Соединители устьевых елок/катушек устьевых трубных головок должны соответствовать максимальным стандартным значениям номинального давления 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/ дюйм
) и 103,5 МПа (15000 фунт/дюйм
), в зависимости от применимых требований. Проверочное испытание корпуса должно быть проведено при давлении, равном 1,5 от значения номинального давления. Для проектных и установочных предварительных нагрузок необходимо учитывать возможность более высокого давления от утечки уплотнительного переводника SCSSV в галерее внутри соединителя устьевой елки.
Соединитель устьевой елки может быть отдельным узлом или может быть выполнен заодно с блоком задвижек XT.
Таблица 15 - Системы устьевого оголовка - стандартные размеры и типы
Система обозначения | Рабочее давление корпуса высокого давления | Минимальный вертикальный канал | |||
мм - МПа | дюйм; фунт/дюйм | МПа | фунт/дюйм | мм | дюйм |
476-69 | 18 3/4; 10000 | 69,0 | 10000 | 446 | 17,56 |
476-103 | 18 3/4; 15000 | 103,5 | 15000 | 446 | 17,56 |
425-35 | 16 3/4; 5000 | 34,5 | 5000 | 384 | 15,12 |
425-69 | 16 3/4; 10000 | 69,0 | 10000 | 384 | 15,12 |
527-540-14 | 20 3/4; 21 1/4; 2000 | 13,8 | 2000 | 472 | 18,59 |
346-69 | 13 5/8; 10000 | 69,0 | 10000 | 313 | 12,31 |
540-35 | 21 1/4; 5000 | 34,5 | 5000 | 472 | 18,59 |
346-103 | 13 5/8; 15000 | 103,5 | 15000 | 313 | 12,31 |
476-69 | 18 3/4; 10000 | 69,0 | 10000 | 446 | 17,56 |
346-103 | 13 5/8; 15000 | 103,5 | 15000 | 313 | 12,31 |
7.8.1.3 Устьевые трубные головки
7.8.1.3.1 Применение
Устьевые трубные головки обычно применяют для обеспечения:
- перехода между устьевым оголовком и устьевой елкой, изготовленными различными производителями;
- перехода между устьевым оголовком и устьевой елкой, имеющими различные размеры и/или значения номинального давления;
- поверхности для установки и герметизации трубодержателя НКТ, если устьевой оголовок поврежден или не рассчитан на сопряжение с трубодержателем НКТ;
- возможности крепления какого-либо направляющего оборудования к подводному устьевому оголовку.
7.8.1.3.2 Типы, размеры и значения номинального давления
При проектировании устьевой трубной головки следует соблюдать размеры, значения номинального давления и типы профилей в соответствии с ее верхними и нижними соединениями. Верхними соединениями, как правило, являются соединения бугельного или шпиндельного типа, которые должны быть сопряжены с соединителем устьевой елки. Нижнее соединение должно быть сопряжено с устьевым оголовком. Устьевая трубная головка и соединитель могут быть изготовлены как единый узел. Устьевые трубные головки должны соответствовать стандартным значениям номинального давления 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) или 103,5 МПа (15000 фунт/дюйм
), в зависимости от применимых требований. Контрольное испытание корпуса должно быть проведено при давлении, равном 1,5 от значения номинального давления. Когда устьевая трубная головка и соединитель изготовлены как единый узел, значение номинального давления должно быть применено для всего узла в целом.
7.8.2 Конструкция
7.8.2.1 Нагрузки/условия
Как минимум, при проектировании соединителя устьевой елки и устьевой трубной головки изготовитель должен рассматривать и документально оформлять следующие параметры нагружения/условия:
- внутреннее и наружное давление;
- нагрузки от разделения, управляемого давлением, которые должны базироваться на наихудшем случае условий уплотнения (должна предполагаться утечка наибольшего диаметра через дополнительный уплотнитель);
- механические нагрузки от предварительного нагружения;
- нагрузки от растяжения и изгиба райзера (буровой райзер и/или райзер для заканчивания скважин);
- нагрузки от окружающей среды;
- нагрузки от случайного зацепления;
- сопротивление усталости;
- вибрация;
- механические (ударные) нагрузки при монтаже (установке);
- упорные нагрузки и/или нагрузки предварительного нагружения стыковочного соединителя выкидного трубопровода/гидравлической соединительной муфты;
- тепловое расширение (захваченные флюиды, разнородные металлы);
- нагрузки от ВОР;
- нагрузки от устьевой елки;
- нагрузки от выкидных трубопроводов;
- нагрузки от монтажа/ремонтных работ в скважине;
- дополнительное натяжение;
- коррозия.
7.8.2.2 Нагрузка/несущая способность
Изготовитель должен указать нагрузки/условия, на которые было рассчитано оборудование.
7.8.2.3 Давление приводных механизмов
Соединители устьевых елок и устьевых трубных головок с гидравлическими приводными механизмами должны быть способны работать при гидравлическом давлении отсоединения как минимум кратном 1,25 гидравлического RWP в случае, когда значение давления не соответствует величине нормального рабочего давления. Изготовитель должен документально оформить значения нормального и максимального рабочего давления. Конструкция соединителя должна обеспечивать усилия разъединения большее, чем усилие соединения. Обязанностью изготовителя является документальное оформление значений давлений и усилий соединения и разъединения.
7.8.2.4 Устройство вторичного отсоединения
Соединители устьевых елок и устьевых трубных головок с гидравлическими приводными механизмами следует проектировать с гидравлическим или механическим устройством вторичного отсоединения*. Трубопровод гидравлической линии управления открытием и закрытием должен предусматривать ДУА/оперативное стыковочное устройство/ запорную арматуру или располагаться вместе с обводным трубопроводом (для отрезания линий водолазом/ДУА) для сброса давления, если необходимо, для возможности приведения в действие устройства вторичного отсоединения.
_______________
* Дублирующее устройство, которое служит для отсоединения оборудования в случае отказа основного устройства отсоединения.
7.8.2.5 Индикация позиционирования
Дистанционно управляемый соединитель устьевой елки и/или соединители устьевых трубных головок должны быть оборудованы внешним индикатором позиционирования, удобным для наблюдения водолазом/ДУА.
7.8.2.6 Требование к самоблокировке
Гидравлические соединители устьевых елок и устьевых трубных головок следует проектировать таким образом, чтобы не допускать разъединения из-за потери гидравлического давления блокировки. Это может быть достигнуто применением механизма самоблокировки (такого как конструкция блокирующего сегмента под ключ) или дублированием, с применением механического блокирующего устройства или других апробированных средств. Конструкция механического блокирующего устройства должна обеспечивать разблокировку в случае неисправности. Конструкция соединителя и механического устройства блокировки должна обеспечить блокировку в наихудшем случае сочетания допусков на размеры блокирующего механизма.
7.8.2.7 Наплавка уплотнительных поверхностей
Уплотнительные поверхности соединителей устьевых елок и устьевых трубных головок, которые соединяют уплотнения "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д. В случае использования базового материала, совместимого со скважинными флюидами, морской водой, т.д., наплавки не требуются, например материал из CRA. Конструкция - в соответствии с техническими условиями изготовителя.
7.8.2.8 Испытания уплотнений
Должны быть предусмотрены средства для испытаний первичных уплотнений в полостях соединителя при номинальном рабочем давлении соединителя устьевой елки/катушки или устьевой трубной головки, учитывая более низкое значение давления.
7.8.2.9 Замена уплотнения
Конструкция должна позволять легко и безопасно заменять первичное уплотнение или стыковочный переводник.
7.8.2.10 Гидравлическая пробка
Конструкция должна обеспечивать предотвращение противодействия захваченного флюида установке соединителя.
7.8.2.11 Материалы
Материалы должны соответствовать требованиям 5.2.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) необходимо устанавливать в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.8.3 Испытания
7.8.3.1 Общие положения
К механическим и гидравлическим соединителям применяются процедуры испытаний, указанные в 7.8.3.2.
7.8.3.2 Заводские приемо-сдаточные испытания
После окончательной сборки соединитель должен быть испытан на надлежащее функционирование и сопряжение в соответствии с документально оформленными техническими условиями изготовителя с использованием сопрягаемого оборудования или соответствующего испытательного устройства. Функциональные испытания должны быть проведены в соответствии с документально оформленными техническими условиями изготовителя для проверки первичных и вторичных рабочих и разъединительных механизмов, механизмов перехода с автоматического на ручное управление и блокирующих механизмов. Испытания должны подтвердить, что фактические рабочие усилия/давления находятся в пределах документально оформленных технических условий изготовителя.
Гидравлически управляемые соединители должны иметь свой внутренний гидравлический контур, поршень (поршни) и цилиндрическую полость (полости), испытанные на гидростатическое давление для подтверждения их конструктивной целостности. Давление испытаний должно быть не менее 1,5 гидравлического RWP соединителя. Видимые утечки не допускаются. Минимальный период выдержки под давлением для гидростатических испытаний приводного механизма гидравлического соединителя составляет 3 мин.
7.9 Стыковочные/уплотнительные переводники для устьевой елки вертикального типа
7.9.1 Общие положения
Стыковочные/уплотнительные переводники обеспечивают контуры, работающие под давлением и регулирующие давление, между двумя дистанционно сопряженными подводными компонентами в пределах устьевой елки/устьевой трубной головки (например, блок задвижек и трубодержатель НКТ). Стыковочные/уплотнительные переводники используют на эксплуатационном (нагнетательном) канале, кольцевом канале, гидравлических соединительных муфтах, управляющих линиях SCSSV и скважинных линиях нагнетания химических реагентов. Корпус электрического прохода (проходов) должен также быть рассмотрен, как и стыковочный переводник, в отношении проектных требований, описанных в 7.9. Стыковочные/уплотнительные переводники должны быть рассмотрены как работающие под давлением, если разрушение их планируемой уплотнительной способности приводит к проникновению скважинного флюида в окружающую среду. Стыковочные/уплотнительные переводники должны быть рассмотрены как регулирующие давление, если имеется как минимум один дополнительный уплотнительный барьер между стыковочным/уплотнительным переводником и окружающей средой.
Необходимо обеспечить соответствие стыковочных переводников и уплотнительных переводников максимальным значениям номинального давления 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) и 103,5 МПа (15000 фунт/дюйм
), которые рассматриваются в настоящем стандарте, в эксплуатационном и кольцевом канале. Должно также быть учтено влияние наружного давления, воздействующего на стыковочные и уплотнительные переводники, на их конструкцию, вплоть до номинального давления устьевой елки, номинального давления любого уплотнительного переводника в кольцевом пространстве снаружи уплотнительного стыковочного устройства или гипербарического номинального давления, какое из них больше. Стыковочные или уплотнительные переводники, используемые для транспортировки управляющего флюида SCSSV или нагнетаемых химических реагентов, должны быть нормированы на рабочее давление, равное или большее, чем управляющее давление SCSSV или давление нагнетания, соответственно, какое из них выше, и быть ограничены величиной давления, равной 17,2 МПа (2500 фунт/дюйм
) плюс RWP устьевой елки. Проверочные испытания следует проводить при 1,0-кратном значении номинального давления стыковочного/уплотнительного переводника, если стыковочный/уплотнительный переводник регулирует давление, и 1,5-кратном значении номинального давления стыковочного/уплотнительного переводника, если стыковочный/уплотнительный переводник работает под давлением. Испытания на рабочее давление следует проводить при номинальном давлении уплотнительного переводника и его флюидного прохода. Галереи снаружи стыковочного/уплотнительного переводника должны быть испытаны при наиболее высоком номинальном давлении стыковочного/уплотнительного переводника в этой галерее, если не предусмотрены средства для сброса давления из галереи, в этом случае галерея должна быть испытана при номинальном значении рабочего давления сопряжения.
7.9.2 Конструкция
7.9.2.1 Нагрузки/условия
При проектировании стыковочных/уплотнительных переводников изготовителем должны быть рассмотрены и документально оформлены как минимум следующие параметры нагружения/условий:
- внутреннее и наружное давление;
- нагрузки при отделении;
- изгибающие нагрузки при установке (монтаже);
- тепловое расширение;
- коррозия;
- задирание.
7.9.2.2 Конструкция уплотнения
Уплотнительный механизм может быть уплотнением типа "металл-к-металлу" или резервным неметаллическим уплотнением. В конструкции необходимо предусмотреть простую и безопасную замену уплотнения. Коррозионно-стойкий материал должен быть использован для конструкций уплотнительных переводников "металл-к-металлу" и рекомендуется к использованию для конструкций резервных неметаллических уплотнений.
7.9.2.3 Исключение попадания шлама в конструкции
В конструкции необходимо предусмотреть влияние или исключить попадание шлама на сопряжение стыковочного/уплотнительного переводника.
7.10 Задвижки, блоки задвижек и приводные механизмы
7.10.1 Обзор
7.10.1.1 Общие положения
В 7.10 рассматриваются задвижки, блоки задвижек и приводные механизмы, используемые на подводных устьевых елках. Здесь приводится информация относительно стандартов, устанавливающих требования к расчетным характеристикам.
7.10.1.2 Задвижки с фланцевыми патрубками
Задвижки, имеющие фланцевые концевые соединения по стандарту ИСО, должны использовать цельные, шпилечные фланцы или фланцы с приварной шейкой, как указано в 7.1.
Для установок, имеющих концевые и выпускные соединения с различными значениями номинального давления, классификация детали, работающей под давлением, с наименьшей величиной номинального давления, должна быть классификацией установки.
7.10.1.3 Задвижки других концевых соединений
Хомутовые соединители должны соответствовать ИСО 13533. ОЕС должны соответствовать 7.4.
Примечание - В контексте настоящего положения API Spec 16А является эквивалентом ИСО 13533 (все части).
7.10.2 Конструкция
7.10.2.1 Задвижки и блоки задвижек
7.10.2.1.1 Общие положения
Задвижки и блоки задвижек, используемые в проходных каналах подводных устьевых елок и трубной обвязке устьевой елки, должны соответствовать применимым требованиям к размерам проходного канала ИСО 10423. Другие размеры задвижек и блоков задвижек должны соответствовать требованиям 7.1-7.6.
Если нижнее концевое соединение устьевой елки, которое сопрягается с соединителем устьевой елки, герметизирует управляющие линии SCSSV, которые имеют более высокое значение номинального давления, чем значение номинального давления устьевой елки, то конструкция должна учитывать влияние линии, контролирующей утечку, или уплотнительного переводника, если только не предусмотрен предохранительный сброс, как указано в 5.1.2.1.1. Проверочное испытание концевых соединений и корпуса должно быть проведено при 1,5-кратном RWP.
Для задвижек и блоков задвижек, используемых при операциях системы TFL, конструкция должна соответствовать ИСО 13628-3 для систем TFL.
Следует учитывать необходимость включения систем водолазного/ДУА перехода с автоматического на ручное управление, в частности в вертикальном проходе для облегчения работ в скважине в случае нарушения гидравлического управления.
Устройства сальниковой набивки/смазки, если включены, должны удовлетворять требованиям 7.3.
7.10.2.1.2 Задвижки
Для всех типов задвижек применимо следующее:
a) задвижки должны иметь свою эксплуатационную классификацию, как указано в разделе 5, относительно номинального давления, температуры и класса материала. Дополнительно USV должны быть классифицированы для работы в условиях пескопроявления (PR2 класс II), как определено в ИСО 10423;
b) задвижки для работы под водой должны быть спроектированы с учетом влияния наружного гидростатического давления и окружающей среды, а также условий внутреннего флюида;
c) изготовители подводных задвижек должны документально оформлять проектные и рабочие параметры задвижек, как указано в таблице 16;
d) должны быть выполнены измерения для обеспечения того, чтобы исключить наличие заусенцев или высадок у проходных отверстий задвижек и седел, которые могут повредить поверхности задвижек и седел или препятствовать прохождению инструмента на кабеле или инструмента системы TFL.
Таблица 16 - Проектные и рабочие параметры задвижек и приводных механизмов
А | Задвижка |
1 | Номинальный размер проходного канала |
2 | Рабочее давление |
3 | Класс эксплуатации |
4 | Классификация по температуре |
5 | Тип и размер соединителей |
6 | Ход задвижки |
7 | Общие наружные размеры и масса |
8 | Номинальный класс материала |
9 | Положение при отказе (открытое, закрытое, в рабочем положении) |
10 | Односторонняя или двусторонняя |
11 | Тип индикатора положения (визуальный, электрический, т.д.) |
В | Приводной механизм |
1 | Минимальное гидравлическое рабочее давление |
2 | Максимальное гидравлическое рабочее давление |
3 | Классификация по температуре |
4 | Объем вытеснения приводного механизма |
5 | Количество оборотов открытия/закрытия задвижки |
6 | Требуемое усилие или крутящий момент перехода с автоматического на ручное управление |
7 | Максимальное усилие или крутящий момент перехода с автоматического на ручное управление |
8 | Максимальная скорость перехода с автоматического на ручное управление |
9 | Общие наружные размеры и масса |
10 | Тип и класс перехода с автоматического управления на ручное (в соответствии с ИСО 13628-8) |
11 | Изготовитель и номер модели задвижки, для которой предназначен приводной механизм |
С | Компоновка задвижка/гидравлический приводной механизм |
1 | Максимальная номинальная глубина моря |
При максимальной номинальной глубине моря для компоновки и максимальном номинальном давлении в канале гидравлическое давление приводного механизма, выраженное в мегапаскалях (фунтах на квадратный дюйм) при следующих положениях задвижки: | |
2 | Начало открытия от предшествующего закрытого положения |
3 | Полностью открытая |
| |
4 | Начало закрытия от предшествующего открытого положения |
5 | Полностью закрытая |
При максимальной номинальной глубине моря для компоновки и давлении в канале 0 МПа (фунт/дюйм | |
6 | Начало открытия от предшествующего закрытого положения |
7 | Полностью открытая |
8 | Начало закрытия от предшествующего открытого положения |
9 | Полностью закрытая |
7.10.2.1.3 Блоки задвижек
Блоки задвижек должны удовлетворять проектным требованиям, как указано в 6.1 и ИСО 10423.
Двухствольный блок задвижек должен удовлетворять требования к проектированию, приведенным в ИСО 10423. В таблице 17 указаны расстояния между центрами для двухствольных параллельных блоков задвижек, спроектированных в соответствии с настоящим стандартом. Для этих блоков задвижек отсутствуют конкретные требования к размерам "торец-к-торцу" или выходным каналам.
Другие конфигурации многоканальных блоков задвижек должны удовлетворять проектным требованиям, приведенным в ИСО 10423.
Таблица 17 - Расстояние между центрами проходных каналов для двухствольных параллельных блоков задвижек
Размер задвижки, мм (дюйм) | Расстояние между центрами проходных каналов задвижки, мм (дюйм) | Расстояние от центра наибольшего канала до центра корпуса блока, мм (дюйм) |
34,5 МПа (5000 фунт/дюйм | ||
52 | 90,09 (3,547) | 45,06 (1,774) |
65 | 90,09 (3,547) | 41,91 (1,650) |
79 | 116,28 (4,578) | 51,00 (2,008) |
103 | 115,90 (4,563) | 44,45 (1,750) |
130 | 114,30 (4,500) | 0,0 |
69,0 МПа (10000 фунт/дюйм | ||
52 | 90,17 (3,550) | 45,05 (1,774) |
65 | 101,60 (4,000) | 47,63 (1,875) |
78 | 128,27 (5,050) | 64,10 (2,524) |
103 | 127,00 (5,000) | 41,28 (1,625) |
130 | 146,05 (5,750) | 0,0 |
103,5 МПа (15000 фунт/дюйм | ||
52 | 90,17 (3,550) | 45,05 (1,774) |
65 | 101,60 (4,000) | 47,63 (1,875) |
78 | 128,27 (5,050) | 64,10 (2,524) |
103 | 139,70 (5,500) | 28,58 (1,125) |
130 | 171,45 (6,750) | 0,0 |
Центры расположения подготовок под уплотнения каналов должны находиться в пределах 0,13 мм (0,005 дюйма) их номинального положения относительно центра корпуса блока или уплотнения концевого соединения корпуса блока. Каналы должны быть в пределах 0,25 мм (0,010 дюйма) полного показания индикатора относительно центров подготовки под уплотнение канала.
7.10.2.1.4 Материалы
Материалы должны соответствовать требованиям 5.2. Уплотнительные поверхности, которые соединяют уплотнения "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой и т.д. Наплавки не требуются, если базовый материал совместим со скважинными флюидами, морской водой и т.д. Требования к обработке уплотнительных поверхностей, работающих под давлением, описаны в 7.1.2.5.5.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) необходимо устанавливать в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.10.2.2 Приводные механизмы
7.10.2.2.1 Рассматриваемое оборудование
В 7.10.2.2 рассматриваются механические и гидравлические приводные механизмы.
7.10.2.2.2 Общие положения
К конструкциям приводных механизмов подводных задвижек применяют следующие требования:
a) конструкция должна учитывать обрастание морскими организмами, загрязнение, гидравлический рабочий флюид и, если контактирует, скважинный флюид;
b) усилие открытия и закрытия подводного приводного механизма должно быть достаточным для управления подводной задвижкой, когда задвижка находится в наиболее тяжелых расчетных рабочих условиях без превышения 90% гидравлического рабочего давления, как определено в перечислении с) 7.10.2.2.2. Данное требование предназначено для обеспечения того, чтобы приводной механизм был рассчитан для надлежащей работы с источником гидравлической мощности при FAT и SIT без давления (внешней окружающей среды и гидростатического напора), связанного с глубиной моря;
c) подводные приводные механизмы, рассматриваемые в настоящем стандарте, должны быть спроектированы изготовителем для обеспечения соответствия значения номинального гидравлического управляющего давления техническим условиям изготовителя;
d) в дополнение к требованиям, указанным в перечислении с) 7.10.2.2.2, подводный приводной механизм должен быть спроектирован для управления подводной задвижкой, когда задвижка находится в наиболее тяжелых проектных условиях и при гидравлическом давлении (давлениях), связанном с наиболее тяжелой планируемой последовательностью операций задвижки (задвижек), который соединен с обычным питающим шлангокабелем. Это подразумевает, что приводной механизм должен быть способным обеспечить, чтобы нормально закрытые (или нормально открытые, или в рабочем положении при отказе) задвижки сохраняли свое положение (возврат в исходное положение) при отказе и, соответственно, выполняли команду установить задвижку в заданное положение на всем диапазоне подаваемого гидравлического давления, создаваемого тяжелой последовательностью рабочих операций из-за очень большого удаления (между источником гидравлической мощности и приводным механизмом), снижения подачи аккумулятора или многочисленных функциональных операций т.д.
7.10.2.2.3 Приводные механизмы с ручным регулированием
К приводным механизмам с ручным регулированием применяют следующие требования:
a) при проектировании приводного механизма должна быть учтена возможность для работы водолазов, ADS и/или ДУА. Задвижки должны быть пригодными для эксплуатации водолазами и/или ДУА. Задвижка должна быть защищена от приложения чрезмерного крутящего момента;
b) изготовители приводных механизмов с ручным регулированием или устройств перевода с автоматического на ручной режим управления для подводных задвижек должны документально оформлять требования по техническому обслуживанию, количеству оборотов для открытия, рабочему крутящему моменту, максимальному допустимому крутящему моменту или соответствующему линейному усилию для привода;
c) задвижки должны поворачиваться против часовой стрелки для открытия и по часовой стрелке для закрытия, если смотреть со стороны конца штока для нормально закрытых задвижек;
d) приспособления для работы с приводными механизмами задвижек должны соответствовать требованиям ИСО 13628-8 или ИСО 13628-9 в зависимости от предполагаемого использования.
7.10.2.2.4 Гидравлические приводные механизмы
К гидравлическим приводным механизмам применяют следующие требования:
a) гидравлические приводные механизмы должны быть спроектированы для определенной задвижки или определенной группы задвижек;
b) гидравлические приводные механизмы должны иметь систему отверстий для промывки гидравлического цилиндра;
c) гидравлические приводные механизмы должны быть спроектированы для работы без повреждения задвижки или приводного механизма (в рамках, когда какое-либо другое функциональное требование не выполняется), когда давление гидравлического приводного механизма (в пределах его номинального рабочего давления) прикладывается или сбрасывается при любых условиях давления проходного канала задвижки, или остановки движения уплотнительного механизма проходного канала задвижки в любом промежуточном положении;
d) в конструкции приводного механизма следует учитывать влияние наружного гидростатического давления при максимальной номинальной глубине моря, определенной изготовителем, и RWP задвижки;
e) ручные устройства перевода с автоматического на ручное управление, если имеются, должны соответствовать следующим требованиям:
- устройство перевода с автоматического на ручное управление поворотного типа должно поворачиваться против часовой стрелки для открытия, если смотреть со стороны конца штока для нормально закрытых задвижек;
- устройство перевода с автоматического на ручное управление вытягивающе-нажимного типа должно открывать задвижку при нажатии на устройство для нормально закрытых задвижек;
f) для нормально закрытых задвижек изготовитель должен документально оформить метод и процедуры для перевода с автоматического управления на ручное;
g) во все типы приводных механизмов необходимо включать индикаторы положения, кроме случаев, отдельно согласованных с покупателем. Они должны четко показывать положение задвижки (открыта/закрыта и полный ход) для наблюдения водолазом/ДУА. Там, где приводной механизм содержит устройства перевода с автоматического управления на ручное с применением ДУА, необходимо обеспечивать возможность видимости индикатора положения из работающего ДУА;
h) механизм закрытия при отказе системы управления привода должен быть спроектирован и подтвержден для обеспечения минимального среднего срока службы пружины 5000 циклов;
i) изготовитель приводного механизма должен документально оформлять проектные и рабочие параметры, как показано в таблице 16.
7.10.2.3 Компоновка задвижка/приводной механизм
7.10.2.3.1 Усилие закрытия/открытия
Конструкция компоновки подводной задвижки и гидравлического приводного механизма должна использовать давление проходного канала задвижки и/или усилие пружины для содействия при закрытии нормально закрытой задвижки (или открытия - для нормально открытой задвижки).
7.10.2.3.2 Защита приводного механизма от скважинного давления
Для случая, когда скважинное давление проникает в приводной механизм, должны быть предусмотрены средства защиты поршня приводного механизма от избыточного давления и компенсационные камеры.
7.10.2.3.3 Номинальные значения глубин моря
Изготовитель должен указать максимальное номинальное значение глубины моря для компоновки задвижки/приводного механизма. Компоновки подводных задвижек и приводных механизмов, спроектированные на нахождение в нормально закрытом (нормально открытом) положении, должны быть спроектированы и изготовлены таким образом, чтобы полностью закрывать (открывать) задвижку при максимальной номинальной глубине моря при следующих условиях:
a) от 0,10 МПа (14,7 фунт/дюйм) абсолютного до максимального рабочего давления задвижки в проходном канале задвижки;
b) дифференциальное давление, равное номинальному давлению в проходном канале, через уплотнительный механизм проходного канала задвижки во время функционирования;
c) наружное давление на компоновку задвижка/приводной механизм при максимальной номинальной глубине моря, принимая плотность морской воды 1,03;
d) отсутствие содействия приводному механизму в направлении закрытия (открытия), кроме гидростатического давления на глубине функционирования;
е) для гидравлических приводных механизмов с давлением 0,69 МПа (100 фунт/дюйм) плюс гидростатическое давление морской воды в окружающей среде при максимальной величине номинальной глубины нахождения компоновки, которое воздействует на поршень приводного механизма в направлении открытия (закрытия).
Изготовитель может указать другие эксплуатационные критерии приводного механизма, такие как проектные критерии срезания кабеля/гибкой НКТ, но это должно быть рассмотрено отдельно от вышеприведенного основного перечня критериев.
Примечание - Номинальное значение максимальной глубины моря рассчитывается с использованием вышеприведенного перечня условий "наихудшего случая" в контексте стандартного сравнения, но необязательно представляет эксплуатационное ограничение. Дополнительная информация относительно рабочей глубины моря для конкретных условий применения по возможности должна быть представлена и согласована между изготовителем и потребителем как наиболее реально представляющая предполагаемые условия эксплуатации.
7.10.3 Материалы
Материалы должны соответствовать требованиям 5.2. Уплотнительные поверхности, которые соединяют уплотнения "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д. Наплавки не требуются, если базовый материал совместим со скважинными флюидами, морской водой, т.д.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) необходимо устанавливать в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.10.4 Испытания
7.10.4.1 Валидационные испытания
7.10.4.1.1 Общие положения
Для квалификации конкретных конструкций задвижки и приводного механизма задвижки, изготовленных в соответствии с настоящим стандартом (см. 5.1.7), требуется проведение валидационных испытаний.
7.10.4.1.2 Эксплуатация в условиях пескопроявления
Для работы в условиях пескопроявления подводные предохранительные задвижки должны быть испытаны в соответствии с ИСО 10423 дополнительно к испытаниям, указанным в разделе 5.
7.10.4.1.3 Испытания компоновки задвижки и приводного механизма
Подводные компоновки задвижек и приводных механизмов должны быть испытаны для демонстрации пределов эффективности эксплуатации компоновки. Однонаправленные задвижки должны быть испытаны под давлением, приложенным в предназначенном направлении. Двунаправленные задвижки должны быть испытаны под давлением, приложенным в обоих направлениях в отдельных испытаниях.
Для нормально закрытой (нормально открытой) задвижки с компоновкой, подверженной воздействию наружного гидростатического давления (фактического или имитируемого) от максимальной номинальной глубины моря и полного номинального давления проходного канала, прикладываемого как дифференциальное, через задвижку, задвижка должна продемонстрировать полное открытие (закрытие) из его предшествующего закрытого (открытого) положения с максимум 90% гидравлического RWP выше фактического, или имитируемого давления окружающей среды, или минимального гидравлического давления, как определено в 7.10.2.2, приложенного к приводному механизму.
Для гидравлической нормально закрытой (нормально открытой) задвижки с компоновкой, подверженной воздействию наружного гидростатического давления (фактического или имитируемого) от максимальной номинальной глубины моря и атмосферного давления в полости корпуса, задвижка должна продемонстрировать полное открытие (закрытие) от его предшествующего закрытого (открытого) положения при гидравлическом давлении в приводном механизме, сниженном до минимального давления, значение которого выше давления окружающей среды на 0,69 МПа (100 фунт/дюйм).
Для задвижки, остающейся в рабочем положении при отказе управляющего сигнала, с компоновкой, подверженной воздействию наружного гидростатического давления (фактического или имитируемого) от максимальной номинальной глубины моря, задвижка должна продемонстрировать полное открытие или закрытие от его предшествующего закрытого или открытого положения с максимум 90% рабочего давления гидравлического флюида выше фактического, или имитируемого давления окружающей среды, или минимального гидравлического давления, как определено в 7.10.2.2, приложенного к приводному механизму. Гидравлическая задвижка, остающаяся в рабочем положении при отказе управляющего сигнала, должна оставаться в рабочем положении при гидравлическом давлении в приводном механизме, сниженном до минимального давления, значение которого выше давления окружающей среды на 0,69 МПа (100 фунт/дюйм).
7.10.4.2 Заводские приемо-сдаточные испытания
7.10.4.2.1 Общие положения
Каждая подводная задвижка и приводной механизм задвижки должны быть подвергнуты гидростатическим и функциональным испытаниям для того, чтобы продемонстрировать конструкционную целостность, надлежащую сборку и функционирование каждой изготовленной задвижки и/или приводного механизма. В таблицах 18 (а-с) и 19 приведены примеры документального оформления испытаний.
7.10.4.2.2 Подводная задвижка
Каждая подводная задвижка должна пройти заводские приемо-сдаточные испытания в соответствии с УТТ 2 или УТТ 3, или УТТ 3G, как определено в 5.4.5 или в 5.4.6.
Таблица 18а - Пример документального оформления заводских приемо-сдаточных испытаний задвижки УТТ 2
Испытание кожуха задвижки под давлением | ||||||
Гидростатические испытания | Испытания под давлением газа | |||||
фунт/ дюйм | Время начала | Время окончания | фунт/ дюйм | Время начала | Время окончания | |
1 Первичные испытания корпуса (ТР). Выдержка под давлением 3 мин | - | - | - | |||
2 Вторичные испытания корпуса (ТР) Выдержка под давлением 3 мин | - | - | - | |||
Испытания седла задвижки под давлением | ||||||
3 Контроль оправкой | Успешно завершен Да/Нет (в зависимости от применимых требований) | |||||
4 Испытания седла (RWP). Выдержка под давлением 3 мин | - | - | - | |||
5 Первое гидростатическое размыкание седла | - | - | - | - | - | |
6 Испытания седла (RWP). Выдержка под давлением 3 мин (УТТ 2) | - | - | - | |||
7 Второе гидростатическое размыкание седла | - | - | - | - | - | |
8 Испытания седла (WP). Выдержка под давлением 3 мин (УТТ 2) | - | - | - | |||
9 | - | - | - | |||
10 | - | - | - | - | - | |
11 | - | - | - | |||
12 | - | - | - | - | - | |
13 | - | - | - | |||
| ||||||
Таблица 18b - Пример документального оформления заводских приемо-сдаточных испытаний задвижки УТТ 3
Испытания кожуха задвижки под давлением | ||||||
Гидростатические испытания | Испытания под давлением газа | |||||
фунт/ дюйм | Время начала | Время окончания | фунт/ дюйм | Время начала | Время окончания | |
1 Первичные испытания корпуса (ТР). Выдержка под давлением 3 мин | - | - | - | |||
2 Вторичные испытания корпуса (ТР). Выдержка под давлением 15 мин (УТТ 3) | - | - | - | |||
3 Контроль оправкой | Успешно завершен Да/Нет (в зависимости от применимых требований) | |||||
4 Испытания седла (RWP). Выдержка под давлением 3 мин | - | - | - | |||
5 Первое гидростатическое размыкание седла | - | - | - | - | - | |
6 Испытания седла (RWP). Выдержка под давлением 15 мин (УТТ 3) | - | - | - | |||
7 Второе гидростатическое размыкание седла | - | - | - | - | - | |
8 Испытания седла (LP). Выдержка под давлением 15 мин | - | - | - | |||
9 | - | - | - | |||
10 | - | - | - | - | - | |
11 | - | - | - | |||
12 | - | - | - | - | - | |
13 | - | - | - | |||
| ||||||
Таблица 18с - Пример документального оформления заводских приемо-сдаточных испытаний задвижки УТТ 3G
Испытания кожуха задвижки под давлением | ||||||
Гидростатические испытания | Испытания под давлением газа | |||||
фунт/ дюйм | Время начала | Время окончания | фунт/ дюйм | Время начала | Время окончания | |
1 Первичные испытания корпуса (ТР). Выдержка под давлением 3 мин | - | - | - | |||
2 Вторичные испытания корпуса (ТР). Выдержка под давлением 15 мин (УТТ 3G) | - | - | - | |||
3 Третьи испытания корпуса (RWP). Выдержка под давлением 15 мин (УТТ 3G) | - | - | - | |||
4 Контроль оправкой | Успешно завершен Да/Нет (в зависимости от применимых требований) | |||||
5 Испытания седла (RWP). Выдержка под давлением 3 мин | - | - | - | |||
6 Первое гидростатическое размыкание седла (RWP) | - | - | - | - | - | |
7 Испытания седла (RWP). Выдержка под давлением 15 мин | - | - | - | |||
8 Второе гидростатическое размыкание седла (RWP) | - | - | - | - | - | |
9 Испытания седла (LP). Выдержка под давлением 15 мин | - | - | - | |||
10 | - | - | - | |||
11 | - | - | - | - | - | |
12 | - | - | - | |||
13 | - | - | - | - | - | |
14 | - | - | - | |||
15 Испытания седла газом (RWP). Выдержка под давлением 15 мин | - | - | - | |||
16 | - | - | - | |||
| ||||||
7.10.4.2.3 Приводной механизм подводной задвижки
Испытания, проводимые для приводного механизма подводной задвижки, описаны далее в перечислениях а)-d).
a) Гидростатические испытания кожуха гидравлического приводного механизма
Каждый цилиндр и поршень гидравлического приводного механизма должен быть подвергнут гидростатическим испытаниям для подтверждения конструктивной целостности. Давление испытаний должно быть не менее 1,5 гидравлического RWP приводного механизма. Видимые утечки недопустимы.
Минимальный период выдержки под давлением для гидравлических испытаний приводного механизма составляет 3 мин.
b) Эксплуатационные испытания приводного механизма
Надлежащее функционирование приводного механизма должно быть проверено путем перемещения приводного механизма от полностью закрытого положения до полностью открытого положения минимум три раза. Приводной механизм должен работать плавно в обоих направлениях в соответствии с документально оформленными техническими условиями изготовителя. Изготовитель должен указать испытательную среду для гидравлических приводных механизмов. Циклические испытания перед последующим испытанием на низкое давление на следующем этапе подтверждают сохранение целостности уплотнений в процессе испытаний под высоким давлением.
c) Испытания уплотнений гидравлического приводного механизма
Уплотнения приводного механизма должны быть подвергнуты испытаниям под давлением в два этапа, с приложением давления, кратного 0,2 гидравлического RWP и не менее 1,0 гидравлического RWP приводного механизма. Утечки на уплотнениях недопустимы. Изготовитель должен указать испытательную среду для гидравлических приводных механизмов. Минимальный период выдержки под давлением для каждого значения давления испытаний должен составлять 3 мин. Период испытаний не должен начинаться до достижения и стабилизации давления испытаний. Необходимо проводить регистрацию давления испытаний на манометре и время начала и окончания каждого периода выдержки под давлением. Испытания при низком давлении неприменимы для пульсирующих приводных механизмов.
d) Испытания компенсационного контура гидравлического приводного механизма
Компенсационная камера приводного механизма должна быть испытана в соответствии с документально оформленными техническими условиями изготовителя.
Таблица 19 - Пример документального оформления заводских приемо-сдаточных испытаний гидравлического приводного механизма
Протокол заводских приемо-сдаточных испытаний гидравлического приводного механизма | ||||
Последовательность испытаний (минимальный период выдержки под давлением 3 мин) | Гидростатические испытания | |||
Давление | Время начала | Время окончания | ||
1 | Гидростатические испытания управляющего порта (давление, кратное 1,5 гидравлического RWP) | |||
2 | Гидростатические испытания управляющего порта (давление, кратное 1,5 гидравлического RWP) | |||
3 | Испытания уплотнения управляющего порта (давление, кратное 0,2 гидравлического RWP) | |||
4 | Испытания уплотнения управляющего порта (давление, кратное 1,0 гидравлического RWP) | |||
5 | Гидростатические испытания компенсационного порта (давление, кратное 1,5 рабочего давления компенсации) | |||
6 | Гидростатические испытания пружинной камеры (давление, кратное 1,5 рабочего давления компенсации) | |||
7 | Функциональные испытания приводного механизма: три полных цикла | |||
8 | Испытания ручного режима: три полных цикла (вращательная конструкция), один цикл (линейная конструкция) | Ход, выраженный в миллиметрах (дюймах) на число оборотов для работы | Усилие на крутящий момент, выраженное в ньютонах (фунтах) на ньютон (фунт-фут) без давления | Усилие на крутящий момент, выраженное в ньютонах (фунтах) на ньютон (фунт-фут) с дифференциальным давлением |
7.10.4.2.4 Испытания компоновки "задвижка/приводной механизм"
После окончательной сборки каждая "компоновка задвижка"/"приводной механизм" (включая устройство перевода с автоматического на ручное управление) должна быть подвержена функциональным испытаниям и испытаниям под давлением для подтверждения надлежащей сборки и эксплуатации в соответствии с документально оформленными техническими условиями изготовителя. Оборудование, смонтированное с оборудованием, предварительно прошедшим гидростатические испытания, необходимо испытывать только при номинальном рабочем давлении. Функциональные испытания должны быть проведены квалифицированным изготовителем подводной задвижки/приводного механизма. Данные испытания должны быть занесены в протокол и должны поддерживаться изготовителем подводной задвижки/приводного механизма как минимум в течение пяти лет с момента изготовления. Протокол испытаний должен быть подписан и датирован специалистом (персоналом), проводившим испытания.
Компоновка подводной задвижки/приводного механизма должна удовлетворять требованиям к испытаниям, указанным в 7.10.4.2.2 и 7.10.4.2.4.
7.10.5 Маркировка
7.10.5.1 Маркировка подводной задвижки
Все задвижки подводной арматуры должны быть промаркированы, как показано в таблице 20. Изготовитель может расположить требуемую маркировку на паспортной табличке так, как это позволяет размер паспортной таблички.
Таблица 20 - Маркировка подводных задвижек
Маркировка | Размещение | |
1 | Наименование изготовителя или торговая марка | Корпус (если доступно) или паспортная табличка |
2 | ГОСТ Р ИСО 13628-4 | Паспортная табличка |
3 | RWP | Корпус (если доступно), крышка или паспортная табличка |
4 | УТТ | Паспортная табличка |
5 | Размер подводной задвижки и, где применимо, суженный или расширенный проходной канал | Корпус или паспортная табличка или на обоих по усмотрению изготовителя |
6 | Направление потока, если применимо | Корпус или наиболее близкое доступное место |
7 | Серийный или идентификационный номер, индивидуальный для конкретной подводной задвижки | Паспортная табличка и корпус, если доступно |
7.10.5.2 Маркировка приводного механизма подводной задвижки
На приводной механизм подводной задвижки должна быть нанесена маркировка, как показано в таблице 21.
Таблица 21 - Маркировка приводного механизма подводных задвижек
Маркировка | Размещение | |
1 | Наименование изготовителя или торговая марка | Паспортная табличка и цилиндр |
2 | ГОСТ Р ИСО 13628-4 | Паспортная табличка |
3 | Максимальное рабочее давление цилиндра | Паспортная табличка |
4 | Номер компонента изготовителя | Паспортная табличка |
5 | Серийный или идентификационный номер | Паспортная табличка и цилиндр |
7.10.5.3 Маркировка компоновки подводной задвижки и приводного механизма
На компоновку подводной задвижки и приводного механизма должна быть нанесена маркировка, как показано в таблице 22.
Таблица 22 - Маркировка компоновки подводной задвижки и приводного механизма
Маркировка | Размещение | |
1 | Наименование изготовителя или торговая марка | Паспортная табличка |
2 | ГОСТ Р ИСО 13628-4 | Паспортная табличка |
3 | Серийный или идентификационный номер | Паспортная табличка |
4 | Максимальное номинальное значение глубины моря | Паспортная табличка |
7.10.5.4 Паспортные таблички
Паспортные таблички должны быть закреплены на оборудовании после нанесения окончательного покрытия. Паспортные таблички следует проектировать так, чтобы они сохранялись в читаемом состоянии в течение срока службы задвижки/приводного механизма.
7.10.5.5 Маркировка с низким напряжением
Виды маркировки, выполняемые напрямую на компонентах, работающих под давлением, исключая периферийную маркировку на фланцах по стандарту API, должны быть выполнены с использованием методов маркировки с низким напряжением.
7.10.5.6 Направление потока
На подводных задвижках, предназначенных для однонаправленного потока, следует размещать заметную и постоянную маркировку направления потока.
7.11 Y-образная катушка и дивертер системы TFL
7.11.1 Общие положения
Y-образная катушка системы TFL располагается между коренными задвижками и проходным запорным элементом. Целью установки Y-образной катушки является обеспечение плавного переходного канала из выкидного трубопровода (трубопроводов) в вертикальный эксплуатационный ствол скважины для инструмента системы TFL, оставляя при этом возможность вертикального прохода инструмента на кабеле или другого инструмента через верхнюю часть устьевой елки. Дополнительную информацию по системам закачивания* с применением системы TFL см. ИСО 13628-3.
_______________
* Текст документа соответствует оригиналу. - .
7.11.2 Конструкция
7.11.2.1 Y-образная катушка
Поверхности прохода через Y-образную катушку должны иметь скошенные кромки без уменьшения диаметра или больших зазоров в соответствии с требованиями к размерам ИСО 13628-3 для систем закачивания* с применением системы TFL.
_______________
* Текст документа соответствует оригиналу. - .
Пересечение проходного канала трубопроводной петли с вертикальным стволом скважины должно соответствовать требованиям к размерам ИСО 13628-3 для заканчивания скважин с применением системы TFL.
7.11.2.2 Дивертер
Операции по отводу инструмента системы TFL в трубные петли системы TFL и обратно должны быть выполнены в соответствии с документально оформленными техническими условиями изготовителя. Дивертеры следует проектировать в соответствии с ИСО 13628-3 для систем TFL.
7.11.2.3 Материалы
Материалы должны соответствовать 5.2. Уплотнительные поверхности, которые соединяют уплотнения "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д. Наплавки не требуются, если базовый материал совместим со скважинными флюидами, морской водой, т.д.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) следует устанавливать в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.11.2.4 Сопряжения
7.11.2.4.1 Общие положения
Y-образная катушка может быть выполнена заодно с блоком коренной задвижки или блоком коронной задвижки. Если она выполнена отдельно, то следует соблюдать требования 7.11.2.4.2-7.11.2.4.5.
7.11.2.4.2 Сопряжение блока коренной задвижки
Нижнее соединение Y-образной катушки должно иметь размеры, сопрягаемые с верхним соединением блока коренной задвижки. Данное соединение должно обеспечивать герметичность конструкции, равную рабочему давлению подводной устьевой елки, и конструкционную прочность, необходимую для выдерживания комбинированных нагрузок от полного рабочего давления у соединения плюс любые приложенные внешние нагрузки.
7.11.2.4.3 Сопряжение запорного проходного элемента
Верхнее соединение Y-образной катушки должно иметь размеры, сопрягаемые с нижним соединением запорного проходного (коронного) элемента. Это соединение должно обеспечивать герметичность конструкции, равную рабочему давлению подводной устьевой елки, и конструкционную прочность, необходимую для выдерживания комбинированных нагрузок от полного рабочего давления у соединения плюс любые приложенные внешние нагрузки.
7.11.2.4.4 Сопряжения трубных петель системы TFL
Выпускное соединение Y-образной катушки должно иметь размеры, сопрягаемые с обвязкой трубных петель системы TFL или с боковой задвижкой. Данное соединение должно обеспечивать герметичность конструкции, равную рабочему давлению подводной устьевой елки, и конструкционную прочность, необходимую для выдерживания комбинированных нагрузок от полного рабочего давления у соединения плюс любые приложенные внешние нагрузки, указанные изготовителем. Комбинированные нагрузки от давления, нагрузки от предварительного нагружения трубопроводов (или растяжение), сборки трубных петель и другие приложенные нагрузки не должны превышать допустимый предел текучести материала трубопровода системы TFL согласно 7.17, а также не должны уменьшать внутренний диаметр выкидного трубопровода менее проходного диаметра. Проходной канал Y-образной катушки должен быть отцентрирован с проходным каналом трубной петли в соответствии с требованиями к размерам ИСО 13628-3 для систем TFL. Углы соединения Y-образной катушки системы TFL/трубной петли должны быть менее или равны 15° от вертикали.
7.11.2.4.5 Сопряжение Y-образной катушки/дивертера
Проходной канал дивертера должен быть концентричным с проходным каналом выкидного трубопровода, следует использовать плавные переходные поверхности при соединении проходных каналов. Дополнительно к прямой секции трубной петли выше переходной поверхности также должна быть предусмотрена прямая секция выше или ниже любого блокирующего расширения или бокового кармана. Внутренняя поверхность должна обеспечивать плавный переход от цилиндрического прохода к кривой трубной петли.
7.11.3 Испытания
Y-образные катушки системы TFL и дивертеры должны быть испытаны в соответствии с 5.4, а также контролироваться оправкой, как указано в ИСО 13628-3 для систем TFL.
7.12 Сопряжение повторного ввода
7.12.1 Общие положения
7.12.1.1 Введение
В данном подпункте рассматриваются верхние конструкции устьевой елки. Конструкция и изготовление управляющих соединительных муфт/соединителей, которые могут быть или не быть выполнены заодно с верхним соединением устьевой елки, рассматриваются в 7.20.
7.12.1.2 Назначение
Сопряжение повторного ввода предназначено для обеспечения самого верхнего соединительного сопряжения на устьевой елке для присоединения:
- спуско-подъемного инструмента устьевой елки для целей выполнения монтажных и ремонтных работ;
- заглушки устьевой елки;
- внутренней коронной пробки, если применимо;
- сопряжения с LWRP или подводным буровым превенторным блоком, если применимо;
- сопряжения с другими устройствами для проведения внутрискважинных работ.
7.12.1.3 Неразъемный или разъемный профиль сопряжения
Верхнее соединение устьевой елки может содержать отдельную катушку, которая обеспечивает механическое соединение и уплотнение с терминалом верхней задвижки или блока задвижек устьевой елки. Верхнее соединение может содержать неразъемный профиль сопряжения в или сверху корпуса задвижки (задвижек).
7.12.2 Конструкция
7.12.2.1 Номинальное давление
Сопряжение повторного ввода должно быть рассчитано на рабочее давление устьевой елки плюс поправка на влияние других нагрузок, как определено в 7.12.3.
7.12.2.2 Верхнее соединение/профиль сопряжения повторного ввода
Сопряжение повторного ввода устьевой елки должно обеспечить запорный и уплотнительный профиль с расчетной прочностью, основанной на факторах нагружения, указанных в 7.12.3. На металлических уплотнительных поверхностях должны быть выполнены коррозионно-стойкие наплавки. Наплавки не требуются, если базовый металл является коррозионно-стойким материалом. Соединение должно также обеспечить проход для инструмента на тросе и не должно ограничивать проходной диаметр проходного канала устьевой елки.
7.12.3 Проектные нагрузки/условия
Аналитические методы расчета должны соответствовать требованиям 5.1. Как минимум, при проектировании сопряжения повторного ввода должны быть учтены и документально оформлены изготовителем следующие параметры/условия нагружения:
- внутреннее и наружное давления;
- нагрузки от давления отсоединения, которые должны быть основаны на наихудшем случае уплотнительных условий (должна предполагаться утечка на наибольшем дополнительном уплотнительном диаметре);
- механические нагрузки от предварительного нагружения;
- изгибающие и растягивающие нагрузки от райзера;
- внешние нагрузки от окружающей среды;
- усталостный анализ;
- вибрация;
- механические (ударные) нагрузки при монтаже;
- тяговое усилие и/или нагрузки от предварительного нагружения гидравлической соединительной муфты;
- коррозия.
7.13 Заглушка подводной устьевой елки
7.13.1 Общие положения
7.13.1.1 Введение
В устьевых елках вертикального и горизонтального типов применяют заглушки, присоединенные внутри или снаружи. Когда применяют внутренние заглушки, то может быть установлен наружный шламовый колпак или укрытие для защиты уплотнительных поверхностей и гидравлических соединительных муфт. В заглушке устьевой елки могут быть предусмотрены гидравлические соединительные муфты. Они могут быть выполнены заодно с заглушкой или присоединяться снаружи. Конструкция и изготовление управляющих соединительных муфт/соединителей рассматриваются в 7.20.2.6.
7.13.1.2 Заглушка устьевой елки, не работающая под давлением
Заглушки устьевой елки, не работающие под давлением, защищают сопряжение повторного ввода устьевой елки, гидравлические соединительные муфты и вертикальные стволы скважины от возможного повреждения от окружающей среды или нежелательного влияния, возникающего из-за коррозии, обрастания морскими организмами или потенциальных механических нагрузок. Конструкция заглушек устьевой елки, не работающих под давлением, должна соответствовать разделу 5 и не рассматривается далее в настоящем стандарте.
7.13.1.3 Заглушка устьевой елки, работающая под давлением
Заглушка устьевой елки, работающая под давлением и присоединяемая снаружи, защищает сопряжение повторного ввода и гидравлические муфты, и обеспечивает дополнительный уплотнительный барьер между стволовым проходом (и) устьевой елки и окружающей средой. Заглушка может также выполнять функцию сопряжения управляющих систем гидравлических соединительных муфт. Заглушка устьевой елки, работающая под давлением и присоединяемая внутри, обеспечивает дополнительный барьер для давления.
7.13.2 Конструкция
7.13.2.1 Общие положения
Положения данного подпункта относятся к заглушкам устьевой елки, работающим под давлением. Конструкция оборудования должна соответствовать требованиям 5.1. Требования 7.13.2.2-7.13.2.4 в целом применимы к заглушкам устьевых елок, присоединяемым изнутри и снаружи.
7.13.2.2 Номинальное давление
Заглушка устьевой елки должна быть рассчитана на рабочее давление устьевой елки, как определено в 5.1.2.1.2, плюс поправка на влияние других нагрузок, как определено в 7.13.2.4.
7.13.2.3 Запорный механизм заглушки устьевой елки
Запорный механизм заглушки устьевой елки следует проектировать для работы под номинальным рабочим давлением устьевой елки, воздействующим на соответствующие уплотнительные участки, которые сопрягаются с верхним соединителем устьевой елки. Запорный механизм заглушки устьевой елки должен включать вторичное (дублирующее) устройство разъединения или отдельный профиль для извлечения. Как правило, применяют заглушки устьевой елки трех типов:
- с гидравлическим дистанционным управлением;
- с механическим дистанционным управлением;
- механически управляемые водолазом/ДУА.
7.13.2.4 Проектные нагрузки/условия
Аналитические методы расчета должны соответствовать требованиям 5.1. Как минимум при проектировании заглушки устьевой елки изготовителю следует учитывать и документировать следующие параметры/условия нагружения:
- внутреннее и наружное давления;
- нагрузки от давления отсоединения должны быть основаны на наихудшем случае уплотнительных условий (должна предполагаться утечка на наибольшем дополнительном уплотнительном диаметре), если только не обеспечен сброс, как описано в 5.1.2.1.1;
- механические нагрузки от предварительного нагружения;
- изгибающие и растягивающие нагрузки установочной колонны;
- колебания температуры;
- внешние нагрузки от окружающей среды;
- усталостный анализ;
- вибрацию;
- нагрузки от захваченных объемов и теплового расширения;
- механические (ударные) нагрузки при установке;
- тяговое усилие и/или нагрузки от предварительного нагружения гидравлической соединительной муфты;
- коррозию;
- нагрузки от падающих предметов и случайного зацепления.
7.13.3 Проектные и функциональные требования
7.13.3.1 Гидравлические испытания при монтаже
Должны быть предусмотрены средства для испытаний уплотнения (уплотнений) верхнего соединителя и заглушки устьевой елки после монтажа.
7.13.3.2 Сброс давления
Должны быть предусмотрены средства для сброса давления под заглушкой устьевой елки до ее снятия. Эта функция может быть предусмотрена как автоматическая процедура с использованием спускаемого/извлекаемого инструмента или как независимая процедура, выполняемая водолазом/ДУА.
7.13.3.3 Гидравлическая блокировка
Должны быть предусмотрены средства для предупреждения гидравлической блокировки в процессе установки или снятия заглушки устьевой елки.
7.13.3.4 Рабочее давление
Заглушки устьевой елки с гидравлическими приводными механизмами должны быть рассчитаны для работы с давлением гидравлического отсоединения как минимум на 25% выше нормального рабочего давления отсоединения в случае, если нормальное рабочее давление отсоединения будет недостаточным для освобождения соединителя. Изготовитель должен документально оформить нормальное и максимальное рабочее давление отсоединения. Размыкающее усилие должно быть больше усилия замыкания, значения которых должны быть документально оформлены изготовителем.
7.13.3.5 Устройство вторичного отсоединения
Заглушки устьевых елок следует проектировать с гидравлическим или механическим устройством вторичного отсоединения. Следует рассматривать методы с использованием водолаза/ДУА/ДУИ. Трубопровод гидравлической линии управления открытием и закрытием должен располагаться так, чтобы обеспечить возможность срезания с участием водолаза/ДУА или содержать средства для сброса гидравлического замыкающего давления, если необходимо, для возможности приведения в действие устройства вторичного отсоединения.
7.13.3.6 Внешняя индикация позиционирования
Наружные заглушки устьевых елок должны быть оборудованы внешним индикатором позиционирования для индикации момента, когда соответствующая заглушка полностью заблокирована.
7.13.3.7 Требования к самоблокировке
Гидравлические заглушки устьевых елок следует проектировать для предупреждения разъединения из-за потери гидравлического давления блокировки.
Это может быть достигнуто с использованием дублирования механизма самоблокировки или других проверенных средств. Конструкция блокирующего устройства должна предусматривать разблокировку в случае неисправности.
7.13.4 Материалы
Материалы должны соответствовать требованиям 5.2. Уплотнительные поверхности, которые соединяют уплотнения "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д. Наплавки не требуются, если базовый материал совместим со скважинными флюидами, морской водой, т.д.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) следует определять в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.13.5 Испытания
7.13.5.1 Общие положения
Следующая процедура испытаний применима к заглушкам устьевых елок, имеющих механические или гидравлические соединители. Коронные пробки, связанные с трубодержателями НКТ устьевых елок горизонтального типа или внутренними заглушками устьевых елок, должны удовлетворять таким же требованиям к испытаниям, что и внутренние заглушки устьевых елок.
7.13.5.2 Валидационные испытания
Валидационные испытания заглушки устьевой елки должны соответствовать требованиям 5.1.7. Дополнительно должно быть испытано запирание заглушки устьевой елки на минимум 1,5 RWP снизу и 1,0 RWP сверху. Там, где в конструкцию включены устройства доступа (например, тарельчатая задвижка, загрузочно-разгрузочное устройство, скользящая втулка, т.д.) и химические носители, они должны удовлетворять проектным квалификационным требованиям к эксплуатационным характеристикам, указанным в таблице 4.
7.13.5.3 Заводские приемо-сдаточные испытания
Функциональные испытания для проверки рабочих и отсоединяющих механизмов, механизмов перевода с автоматического на ручное управление и запирающих механизмов должны быть проведены в соответствии с документально оформленными техническими условиями изготовителя. Испытания должны подтвердить, что фактические рабочие нагрузки/давление находятся в пределах документально оформленных технических условий изготовителя.
Заглушки устьевых елок следует испытывать в соответствии с 7.8.4.2, в зависимости от применимых требований.
7.14 Спуско-подъемный инструмент заглушки устьевой елки
7.14.1 Общие положения
Спуско-подъемный инструмент заглушки устьевой елки применяют для установки и снятия компоновок заглушек устьевых елок. Спуско-подъемный инструмент может быть с механическим или гидравлическим управлением.
Спуско-подъемный инструмент для заглушек устьевой елки может выполнять некоторые из следующих функций:
- приведение в действие соединителя заглушки устьевой елки;
- испытания на давление уплотнений заглушек устьевых елок;
- сброс давления из-под заглушки устьевой елки;
- нагнетание жидкостных ингибиторов коррозии.
7.14.2 Конструкция
7.14.2.1 Эксплуатационные критерии
Изготовитель должен указать эксплуатационные критерии, в соответствии с которыми был спроектирован спуско-подъемный инструмент заглушки устьевой елки.
Спуско-подъемный инструмент заглушек устьевой елки следует проектировать так, чтобы он сохранял работоспособность в условиях/обстановке, которые ожидаются в процессе его работы и операциях по повторному вводу/ремонту скважин. Особые эксплуатационные критерии (пределы проектных нагрузок и углов, т.д.) должны учитывать максимальные поверхностные перемещения судна и соответствующие максимальные растяжения и углы спуско-подъемной колонны, которые могут возникнуть.
7.14.2.2 Нагрузки
При проектировании спуско-подъемного инструмента заглушки устьевой елки изготовителю следует учитывать и документально оформлять как минимум следующие параметры/условия нагружения:
- внутреннее и наружное давление;
- нагрузки от давления отсоединения должны быть основаны на наихудшем случае уплотнительных условий (должна предполагаться утечка на наибольшем дополнительном уплотнительном диаметре);
- механические нагрузки от предварительного нагружения;
- изгибающие и растягивающие нагрузки установочной колонны;
- нагрузки от окружающей среды;
- усталостный анализ;
- вибрацию;
- механические (ударные) нагрузки при монтаже;
- тяговое усилие и/или нагрузки от предварительного нагружения гидравлической соединительной муфты;
- нагрузки от теплового расширения (захваченных флюидов, разнородных металлов);
- дополнительное натяжение при монтаже/ремонтных работах;
- коррозию.
Изготовитель должен указать нагрузки/условия, на которые рассчитано оборудование.
7.14.2.3 Сопряжения спуско-подъемного инструмента и заглушки устьевой елки
7.14.2.3.1 Общие положения
Сопряжение между заглушкой устьевой елки и спуско-подъемным инструментом должно быть спроектировано для освобождения под углом выхода спуско-подъемной колонны, как документально оформлено изготовителем, для соответствия эксплуатационным требованиям. Это освобождение не должно приводить к повреждениям заглушки устьевой елки, которые нарушают любые другие эксплуатационные требования, не создавать риска зацепления или отсоединения заглушки устьевой елки при удалении ее под таким углом.
Сопряжение заглушки устьевой елки содержит несколько основных компонентных участков:
- запорный профиль и соединитель;
- уплотнение повторного ввода (где применимо);
- переводники-удлинители или уплотнения (где применимо);
- КИПиА (где применимо);
- сопряжения водолаза/ДУА (для работы и проведения испытаний под давлением).
7.14.2.3.2 Запорный профиль и соединитель
Спуско-подъемный инструмент заглушки устьевой елки должен садиться и захватываться на захватывающем профиле заглушки устьевой елки и должен выдерживать разделяющие силы, возникающие при приложении механических нагрузок и номинального рабочего давления устьевой елки, как указано изготовителем. Соединитель спуско-подъемного инструмента заглушки устьевой елки должен удовлетворять функциональным требованиям 7.14.2.
При сборке гидравлического или механического соединителя спуско-подъемного инструмента должны быть обеспечены средства для предупреждения противодействия захваченного флюида.
7.14.2.3.3 КИПиА
Контуры управляющей системы и контрольно-измерительной системы сбора данных могут проходить через корпус спуско-подъемного инструмента устьевой елки. Изготовитель несет ответственность за особенности конструкции и выбор материалов для компонентов.
7.14.2.4 Сопряжение направляющей рамы устьевой елки
Следует предусмотреть, чтобы направление и ориентация относительно другого подводного оборудования была согласована или являлась продолжением конфигураций, приведенных в 7.15.2.1, когда применимо для конструкции.
7.14.2.5 Устройство вторичного отсоединения
Спуско-подъемный инструмент для заглушек устьевых елок с гидравлическими приводными механизмами должен быть спроектирован с гидравлическим или механическим устройством вторичного отсоединения. Следует рассматривать методы с использованием водолаза/ДУА/ДУИ. Трубопровод гидравлической линии управления открытием и закрытием должен располагаться так, чтобы обеспечить возможность срезания с участием водолаза/ДУА или иметь средства для сброса гидравлического замыкающего давления, если необходимо, для возможности приведения в действие устройства вторичного отсоединения.
7.14.2.6 Индикация позиционирования
Спуско-подъемный инструмент для заглушек устьевых елок с дистанционным управлением должен быть оборудован внешним индикатором позиционирования, удобным для наблюдения водолазом/ДУА.
7.14.3 Испытания
7.14.3.1 Общие положения
Процедура испытаний, приведенная в 7.14.3.2, применима к механическим и гидравлическим соединителям спуско-подъемного инструмента для заглушек устьевых елок.
7.14.3.2 Заводские приемо-сдаточные испытания
Функциональные испытания следует проводить в соответствии с документально оформленными техническими условиями изготовителя для проверки рабочих и отсоединяющих механизмов, а также запирающих механизмов. Испытания должны подтвердить, что фактические рабочие нагрузки/давление находятся в пределах документально оформленных технических условий изготовителя.
Спуско-подъемный инструмент заглушек устьевых елок, работающих под давлением, следует испытывать в соответствии с 7.8.4.2, в зависимости от применимых требований.
7.15 Направляющая рама устьевой елки
7.15.1 Общие положения
Направляющая рама устьевой елки стыкуется с CGB или PGB (или GRA) для направления устьевой елки на подводный устьевой оголовок или устьевую трубную головку. Направляющая рама может выполнять функции конструкционной монтажной опоры для трубной обвязки, соединений выкидных трубопроводов, контрольных интерфейсов, рабочих платформ, анодов, точек крепления для выполнения погрузочно-разгрузочных работ, панелей стыковки ДУА/перевода с автоматического на ручное управление, а также обеспечивать защиту конструкций компонентов устьевой елки как на поверхности, так и под водой. Направляющая рама устьевой елки должна служить кожухом и конструкционной монтажной опорой для подводного манифольда дистанционного управления в случае его применения. Размеры кожуха должны обеспечить достаточное пространство для монтажа и демонтажа подводного манифольда, а также доступ к нему. Положения данного подраздела также применимы к съемному дроссельному модулю, если он располагается на подводной устьевой елке. В конструкции необходимо предусмотреть защиту приводных механизмов и критических компонентов от падающих предметов, тралового оборудования, т.д., когда это применимо. Проектирование и соответствующие испытания под нагрузкой должны соответствовать требованиям 5.1.3.6.
В направляющей раме устьевой елки необходимо предусмотреть направляющую конструкцию, которая сопрягается с CGB или стойками от PGB (GRA) для обеспечения первоначальной ориентации и центровки. Она должна быть спроектирована для обеспечения соосности в целях защиты от повреждений уплотнений, устройств стыковки управляющих линий и уплотнительных поверхностей в соответствии с документально оформленными техническими условиями изготовителя.
7.15.2 Конструкция
7.15.2.1 Направление и ориентация
Для конфигурации направляющей рамы с направляющими канатами сопряжение должно соответствовать размерам, представленным на рисунке 9, а), при условии, что система ориентации не требует более жестких допусков. Раструбы направляющих стоек, как правило, изготавливают из трубы или трубной продукции с НД и толщиной, равными 273 мм13 мм (10 3/4 дюйма
0,5 дюйма). Допуск на ориентацию в пространстве [направление (поворот) относительно вертикальной оси и вертикальное отклонение (раскачивание-поворот относительно горизонтальной оси) и фиксированное
![]() - положение] при сопряжении с направляющими стойками, как правило, составляет ±0,5°. В случаях, где направление и ориентация зависят от направляющих стоек, необходимо рассмотреть альтернативные средства ориентации спуско-подъемного инструмента устьевой елки в процессе монтажа/испытаний с поверхности для предотвращения повреждения уплотнительных проходных каналов.
- положение] при сопряжении с направляющими стойками, как правило, составляет ±0,5°. В случаях, где направление и ориентация зависят от направляющих стоек, необходимо рассмотреть альтернативные средства ориентации спуско-подъемного инструмента устьевой елки в процессе монтажа/испытаний с поверхности для предотвращения повреждения уплотнительных проходных каналов.
Для конфигураций направляющей рамы без направляющих канатов направляющий раструб повторного ввода может охватывать устьевой оголовок или устьевую трубную головку с направлением вверх (раструбом вверх) или может включать в конфигурацию сопряженного раструбного оборудования на соединителе устьевой елки, и соответственно располагаться над устьевым оголовком/устьевой трубной головкой (раструбом вниз). Конфигурация раструба обычно включает один (или более) диагональный конус(ы) и центральную цилиндрическую раму для обеспечения точности центровки между сопрягаемыми компонентами/конструкциями. Необходимо, чтобы диаметр диагонального конуса был не менее 1,5 диаметра захватываемого компонента. Рекомендуется угол диагонального конуса не менее 40° относительно горизонтали. Как правило, угол конуса составляет 45°. После стыковки оборудования конус(ы) и внутренний цилиндр необходимо располагать таким образом, чтобы позволить оборудованию повторно входить под углом наклона до 3° (от вертикали) при любой ориентации и, соответственно, обеспечивать выравнивание захваченного компонента в вертикальном положении.
Части конуса повторного ввода могут быть вырезаны для облегчения повторного ввода без направляющих тросов прилегающего оборудования, захватывающие раструбы которых могут пересекать основной раструб(ы) из-за пространственных ограничений. Это приемлемо, хотя и снижает характеристики повторного ввода раструба в его вырезанной части. Данную практику следует применять с проведением тщательной инженерной экспертизы, сравнивая потери, связанные с эксплуатационными ограничениями, с преимуществами по размерам и массе (весу). Теоретически следует минимизировать использование вырезанных раструбов, и использовать их только там, где это практически целесообразно.
Так как конструкции повторных вводов с раструбами вверх обычно цилиндрической и конической формы, то в конструкцию рамы необходимо включать горизонтальные монтажные опоры или балочную конструкцию для обеспечения прочной плоской поверхности, которую можно твердо устанавливать на спайдерных балках для удержания или подвешивания оборудования.
При необходимости пространственной ориентации направленные вверх раструбы и захватывающее оборудование могут также снабжаться Y-пазом и ориентирующими штырями. Необходимо предусмотреть достаточно широкую верхнюю часть Y-паза для захвата сопряженных штырей в пределах ±7,5° от правильной ориентации. Y-паз необходимо выполнять конусом вниз с шириной, соответствующей штырю, для обеспечения ориентации в пределах ±0,5° (аналогично угловой ориентации, обеспечиваемой направляющими стойками и раструбами). Как правило, имеются два или четыре ориентирующих штыря, каждый из которых имеет минимальный диаметр 101,6 мм (4,0 дюйма) [рисунок 9, b)]. Также приемлемы другие ориентирующие методы, такие как ориентирующие спирали или устройство индексации (храповые механизмы, т.д.). Вне зависимости от применяемого ориентирующего метода необходимо, чтобы в конструкции было соблюдено требование наклона 3° для повторного ввода с достаточным зазором для обеспечения свободного поворотного эффекта.
Методы ориентации с раструбом вниз включают спирали, устройства индексации или периферийные ориентирующие штыри/стойки. Необходимо, чтобы ориентирующий метод обеспечивал начальную ширину, достаточную для захвата в пределах ±7,5° от истинной ориентации, затем к низу улучшающий ориентацию до ±0,5°. Вне зависимости от применяемого ориентирующего метода необходимо, чтобы в конструкции было соблюдено требование наклона 3° для повторного ввода с достаточным зазором для обеспечения свободного поворотного эффекта.
Направляющую раму следует обеспечить погрузочно-разгрузочными кронштейнами для погрузочно-разгрузочных работ с устьевой елкой в сборе.
7.15.2.2 Погрузочно-разгрузочные работы
На направляющей раме могут быть использованы подъемные проушины для обеспечения выполнения погрузочно-разгрузочных работ с устьевой елкой в сборе, укомплектованной испытательной грузовой платформой в соответствии с 5.1.3.8, 5.4.4 и 5.5.2. Подъемные проушины могут также применяться для оттяжек. Возможно применение других альтернативных предохранительных средств для погрузочно-разгрузочных операций с оборудованием подводной устьевой елки.
7.15.2.3 Нагрузки
Необходимо, чтобы направляющие раструбы были способны удерживать полный вес укомплектованной устьевой елки, спуско-подъемного инструмента и EDP, или в качестве альтернативы могут быть применены посадочные штыри. В зависимости от характеристик окружающей среды, в которой предполагается использование устьевой елки, необходимо предусмотреть продолжение конструкции от нижней части устьевой елки до ее верхней части для обеспечения защиты от нагрузок при монтаже и нагрузок при случайном зацеплении. При проектировании направляющей рамы устьевой елки изготовитель должен рассматривать и документально оформлять, когда это целесообразно, как минимум следующие нагрузки:
- натяжение направляющих канатов;
- реакционные нагрузки от выкидных трубопроводов;
- нагрузки при случайном зацеплении;
- нагрузки от падающих объектов;
- ударные нагрузки;
- нагрузки при проведении монтажных и внутрискважинных работ;
- нагрузки от соединений и трубной обвязки (из-за отклонения рамы);
- нагрузки при погрузочно-разгрузочных работах и транспортировке.
7.15.2.4 Сопряжения при проведении внутрискважинных работ
Должно быть предусмотрено все необходимое для обеспечения проведения внутрискважинных работ с применением ДУА в соответствии с их функциями. Приспособления для внутрискважинных работ, закрепляемые на направляющей раме устьевой елки, должны соответствовать ИСО 13628-8. Конструкция рамы не должна препятствовать доступу или наблюдению водолазами/ДУА за функционированием устьевой елки и позиционными индикаторами.
7.15.3 Испытания
Испытания сопряжений для систем направляющих канатов должны быть проведены на направляющей раме путем установки рамы на испытательную тумбу радиусом 1,829 м с четырьмя направляющими стойками или PGB в соответствии с настоящим стандартом. В процессе испытаний следует применять соединитель устьевого оголовка и оправку или другие центрирующие средства. Результаты должны соответствовать документально оформленным техническим условиям изготовителя.
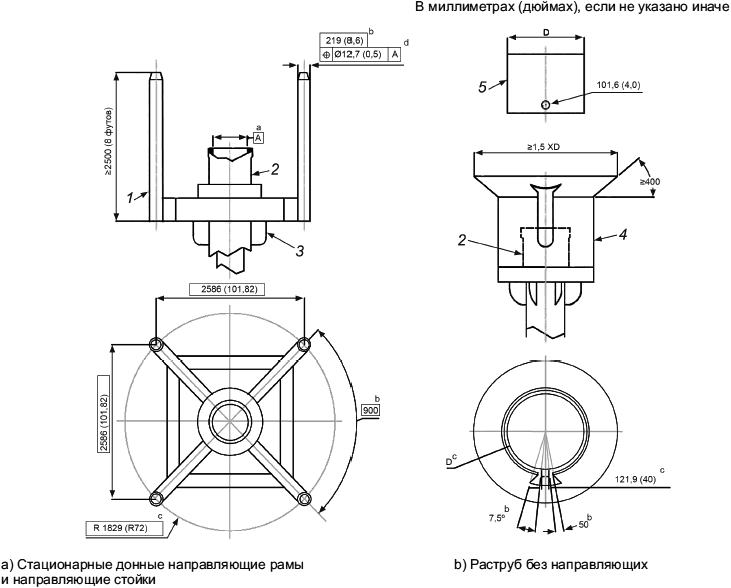
1 - направляющая стойка; 2 - корпус устьевого оголовка; 3 - стационарная направляющая платформа; 4 - направляющий конус; 5 - соединитель устьевого оголовка
Примечание - Допуски на позиционирование направляющих стоек определяют относительно проходного канала корпуса устьевого оголовка (отметка А). Метод измерения должен быть указан изготовителем.
_______________
Суммарные допуски между всеми сопрягаемыми компонентами должны быть менее или равны показанному допуску на позиционирование.
Типовой.
Ссылочный размер.
Обоснование допусков см. в ANSI Y14 М5.
Рисунок 9 - Направляющие рамы устьевой елки
7.16 Спуско-подъемный инструмент устьевой елки
7.16.1 Общие положения
Функцией гидравлического и механического спуско-подъемного инструмента устьевой елки является подвеска устьевой елки в процессе монтажа и операций извлечения с подводного устьевого оголовка, а также соединение с устьевой елкой при проведении ремонтных работ в скважине. Инструмент также может быть использован для соединения райзера для заканчивания скважины с подводной устьевой елкой при монтаже, испытаниях или ремонтных работах. Подводный превентор для спуска инструмента на тросе/гибких НКТ или другие инструментальные компоновки могут быть спущены между райзером для заканчивания скважины и спуско-подъемным инструментом устьевой елки. Следует оценивать необходимость применения систем мягкой посадки.
7.16.2 Критерии эксплуатации
Потребитель должен указать критерии эксплуатации, необходимые для монтажа устьевой елки. Изготовитель должен документально оформить эксплуатационные пределы, в соответствии с которыми был спроектирован спуско-подъемный инструмент для устьевой елки.
Спуско-подъемный инструмент необходимо проектировать с учетом возможности выполнения работ в условиях/обстановке, которые ожидаются в процессе выполнения работ по спуско-подъему/извлечению и операций повторного ввода/ремонта в скважине. При определении особых критериев эксплуатации (ограничения на проектные нагрузки и углы, т.д.) следует учитывать максимальные перемещения надводного судна и соответствующие максимальные растягивающие усилия и углы в спуско-подъемной колонне.
7.16.3 Нагрузки
При проектировании спуско-подъемного инструмента устьевой елки изготовителю следует учитывать и документировать как минимум следующие параметры/условия нагружения:
- нагрузки от внутреннего и наружного давлений;
- нагрузки от давления отсоединения, которые должны быть основаны на наихудшем сочетании уплотнительных условий (должна предполагаться утечка на наибольшем дополнительном уплотнительном диаметре, если только не предусматривается сброс, описанный в 5.1.2.1.1);
- механические нагрузки от предварительного нагружения;
- изгибающие и растягивающие нагрузки от райзера;
- нагрузки от воздействия окружающей среды;
- усталостный анализ;
- вибрацию;
- механические нагрузки (ударные) при монтаже;
- тяговое усилие и/или нагрузки от предварительного нагружения гидравлической соединительной муфты;
- нагрузки от теплового расширения (захваченных флюидов, разнородных металлов);
- дополнительное натяжение при монтажных/ремонтных работах;
- коррозию.
Изготовитель должен указать нагрузки/условия, в соответствии с которыми оборудование было спроектировано. Изготовитель должен определить предел прочности или ограничения по разделению уплотнений в качестве основы для максимально допустимой нагрузки.
7.16.4 Сопряжение устьевой елки
7.16.4.1 Общие положения
Спуско-подъемный инструмент устьевой елки сопрягается с верхним соединителем устьевой елки. Это сопряжение должно быть спроектировано с учетом аварийного освобождения под углом выхода спуско-подъемной колонны, как указано изготовителем или потребителем. Это освобождение не должно наносить каких-либо повреждений подводной устьевой елке, нарушающих любое другое эксплуатационное требование.
Сопряжение устьевой елки содержит четыре основных компонентных участка:
- запорный профиль и соединитель;
- уплотнение повторного ввода, где применимо;
- переводники-удлинители или уплотнения, где применимо;
- КИПиА, где применимо.
При применении с буровыми установками, имеющими динамические системы позиционирования особенно важно, чтобы соединитель мог быть освобожден под большим углом, и мог быстро быть разблокирован. В некоторых системах конструкция EDP может удовлетворять этим требованиям. Изготовитель и/или потребитель должен указать угол и время разблокировки.
7.16.4.2 Запорный профиль и соединитель
Спуско-подъемный инструмент устьевой елки должен садиться и захватываться на запорном профиле катушки повторного ввода устьевой елки и должен выдерживать разделяющие силы, возникающие при приложении механических нагрузок и номинального рабочего давления устьевой елки, как указано изготовителем. Соединитель спуско-подъемного инструмента устьевой елки должен удовлетворять функциональным требованиям, установленным в 7.8.3.
Должны быть обеспечены средства для предупреждения противодействия захваченного флюида при сборке гидравлического или механического соединителя.
7.16.4.3 Уплотнение повторного ввода
В сопряжение между интерфейсом спуско-подъемного инструмента устьевой елки может быть включен дополнительный уплотнительный барьер. Это уплотнение охватывает переводники-удлинители проходного канала и может включать в себя гидравлические управляющие контуры. Номинальное рабочее давление этой прокладки должен указать изготовитель.
Предельное давление этой прокладки должно быть как минимум равно номинальному рабочему давлению устьевой елки или максимальному ожидаемому управляющему давлению скважинной предохранительной задвижки, в зависимости от того, величина которого из них больше, если это уплотнение включает в себя управляющий контур(ы) SCVSSV, если не предусмотрен сброс, как описано в 5.1.2.1.1.
7.16.4.4 Переводники-удлинители или уплотнения
Переводники-удлинители или уплотнения (если применяются) должны соединять сопрягаемые поверхности в верхнем соединителе устьевой елки с целью изоляции каждого проходного канала. Уплотнительным механизмом должно быть уплотнение (уплотнения) "металл-к-металлу" или резервные неметаллические уплотнения.
При многоканальных применениях, которые используют уплотнения повторного ввода, как описано в 7.16.4.3, каждый переводник-удлинитель или уплотнение должны быть спроектированы таким образом, чтобы выдерживать внешнее давление, как указано изготовителем.
7.16.4.5 КИПиА
Контуры управляющей системы и контрольно-измерительной системы сбора данных могут проходить через корпус спуско-подъемного инструмента устьевой елки. Изготовитель несет ответственность за особенности конструкции и выбор материалов для компонентов.
7.16.4.6 Сопряжение спуско-подъемной колонны
Спуско-подъемный инструмент устьевой елки может быть сопряжен с одним или несколькими из нижеперечисленных компонентов:
- системой бурового райзера;
- подводным WCT-BOP или резаком для троса;
- райзером для заканчивания скважины или силовым соединением;
- спуско-подъемной колонной бурильных труб или НКТ;
- LRP;
- системой развертывания каната.
7.16.4.7 Направление и ориентация
Необходимо обеспечить согласование направления и ориентации относительно другого подводного оборудования, а также возможность расширения конфигурации, определенной в 7.15.2.1.
7.16.4.8 Сопряжение управляющей системы
Управляющее сопряжение устьевой елки/спуско-подъемного инструмента устьевой елки и/или системы ремонта, как правило, передает управление подводной елкой от обычного поверхностного эксплуатационного пункта управления к системе управления ремонтом. При работе в режиме ремонта протокол следует передавать в систему управления ремонтом.
7.16.4.9 Устройство вторичного отсоединения
Соединители спуско-подъемного инструмента устьевых елок с гидравлическими приводными механизмами необходимо проектировать с устройством вторичного (дублирующего) отсоединения. Необходимо рассмотреть методы с использованием ДУА/водолаза/ДУИ. Для возможности приведения в действие устройства вторичного отсоединения трубопровод гидравлической линии управления открытием и закрытием должен быть расположен с учетом обеспечения возможности срезания при участии водолаза/ДУА или содержать средства для сброса гидравлического замыкающего давления при необходимости.
7.16.4.10 Индикация позиционирования
Соединители спуско-подъемного инструмента устьевой елки с дистанционным управлением должны быть оборудованы внешним индикатором позиционирования, удобным для наблюдения водолазом/ДУА.
7.16.5 Материалы
Детали спуско-подъемного инструмента устьевой елки, которые могут быть подвержены воздействию скважинных флюидов, должны быть изготовлены из материалов, соответствующих требованиям 5.2.
7.16.6 Заводские приемо-сдаточные испытания
Для проверки рабочих и отсоединяющих механизмов, механизмов перехода с автоматического на ручной режим управления и запирающих механизмов должны быть проведены функциональные испытания в соответствии с документально оформленными техническими условиями изготовителя. Испытания должны подтвердить, что фактические рабочие нагрузки/давления находятся в пределах документально оформленных технических условий изготовителя.
Спуско-подъемный инструмент устьевых елок, работающий под давлением, должен быть испытан в соответствии с 7.8.4.2 в зависимости от применимых требований.
7.17 Трубная обвязка устьевой елки
7.17.1 Общие положения
Требования к трубной обвязке применимы для труб, фитингов или напорных трубопроводов, кроме задвижек и дросселей, от вертикальных проходных каналов устьевой елки до соединения (соединений) выкидного трубопровода, выходящих из подводной елки. Трубная обвязка может быть использована для эксплуатации, очистки внутренними снарядами, мониторинга, нагнетания воды, газа и химических реагентов, обслуживания или испытаний подводной устьевой елки.
Внутренняя трубная обвязка устьевой елки располагается до последней задвижки устьевой елки (включая дроссельные компоновки). Внешняя трубная обвязка устьевой елки располагается после последней задвижки устьевой елки, но до соединителя выкидного трубопровода.
В местах, где трубная обвязка продолжается за направляющую раму устьевой елки, необходимо обеспечить ее защиту. При проектировании маршрутов трубных петель и их защиты следует учитывать необходимость доступа водолаза/ДУА/ДУИ для проведения работ с устьевой елкой.
7.17.2 Конструкция
7.17.2.1 Допустимые напряжения
Внешняя трубная обвязка устьевой елки должна соответствовать требованиям действующих документально оформленных норм на трубную обвязку, таких как ANSI/ASME В31.4, ANSI/ASME В31.8 или ANSI/ASME В31.3. Проектное номинальное рабочее давление внешней трубной обвязки как минимум должно быть равно номинальному рабочему давлению устьевой елки. Внутренняя трубная обвязка должна быть спроектирована в соответствии с 5.1. Во всех случаях необходимо учитывать следующее:
- допустимое напряжение при рабочем давлении;
- допустимое напряжение при давлении испытаний;
- внешнее нагружение;
- допуски;
- допустимую коррозию/эрозию;
- температуру;
- уменьшение толщины стенки при изгибе;
- вибрацию.
7.17.2.2 Рабочие параметры
Рабочие параметры трубной обвязки устьевой елки должны быть основаны на применении, температуре, материале и внешнем нагружении каждой трубы. Трубную обвязку устьевой елки можно проектировать с учетом возможности изгиба для перемещения соединителей и компенсации допусков изготовления. Особое внимание следует уделять трубной обвязке, расположенной после дросселей вследствие возможных высоких скоростей флюида и низких температур; см. раздел 5.
7.17.2.3 Трубные петли трубной обвязки устьевой елки
Трубные петли трубной обвязки устьевой елки могут быть изготовлены с использованием штампованных фитингов или предварительно изогнутых секций, а также могут быть изготовлены в виде непрерывного элемента. Возможно использование гибки в холодном и горячем состоянии. Колена, которые используют при работе с , должны соответствовать требованиям ИСО 15156 (все части). Колена, изготовленные индукционным методом, должны быть изготовлены в соответствии с квалифицированными процедурами и требованиями поставщиков.
7.17.2.4 Трубные петли системы TFL трубной обвязки устьевой елки
Трубные петли системы TFL трубной обвязки также должны быть спроектированы в соответствии с ИСО 13628-3 и 7.10.
7.17.2.5 Работа с внутренними снарядами
Изготовитель должен документально оформить возможность работы с внутренними снарядами для очистки и инспектирования трубопровода в трубной обвязке устьевой елки там, где предусмотрено выполнение таких работ. Демонстрация возможности работы со снарядами в предполагаемой трубной обвязке должна быть согласована между потребителем и изготовителем.
7.17.2.6 Сопряжение соединителя выкидного трубопровода
Соединитель трубной обвязки устьевой елки и выкидного трубопровода там, где это требуется системой, должен быть спроектирован с учетом требования к обеспечению необходимой гибкости соединителя в соответствии с документально оформленными техническими условиями изготовителя. В качестве альтернативного решения такую гибкость возможно предусмотреть в системе сопряжения трубной обвязки. Комбинация создаваемых в присоединенной трубе растягивающих нагрузок, постоянного изгибающего напряжения, теплового расширения, отклонения устьевого оголовка и заданного рабочего давления не должна превышать допустимое напряжение, как это определено в 7.17.2.1. Напряжения, возникающие при сборке, могут превышать уровень, указанный в 7.17.2.1, но не должны превышать минимальный предел текучести материала.
Проходки (пенетрации) для датчиков давления/температуры и нагнетания химических реагентов, размещаемые на внутренней трубной обвязке, должны быть оборудованы фланцевыми или шпилечными выпускными соединениями, которые выполнены в соответствии с 7.1 или 7.4.
Проходки, размещаемые на внешней трубной обвязке, могут быть фланцевыми, резьбовыми или приварными с усиливающими наплавками. Резьбовые соединения должны соответствовать требованиям 7.3, фланцевые соединения должны соответствовать 7.1 или 7.4, а приварные с усиливающими наплавками должны соответствовать ANSI/ASME В16.11.
Защита для соединений датчиков должна быть обеспечена путем размещения портов на защищенных участках или путем изготовления защитных ограждений или укрытий.
7.17.2.7 Область применения технических требований
Области применения требований настоящего стандарта к устьевой елке или CGB и технических требований других стандартов к выкидным трубопроводам/трубопроводам определены далее.
Следующие требования применимы к устьевой елке или устьевой трубной головке/CGB:
- нормы проектирования: в соответствии с 7.17.1 вся внутренняя трубная обвязка (до боковой задвижки) должна быть спроектирована в соответствии с 5.1. Внешняя трубная обвязка должна соответствовать указанным нормам на трубную обвязку, используя RWP подводной устьевой елки в качестве проектного давления для норм проектирования трубной обвязки. Нормы проектирования трубной обвязки включают: API RP 1111, ANSI/ASME В31.4, ANSI/ASME В31.8 или ANSI/ASME В31.3. Концевые соединения/фитинги для внутренней и наружной трубных обвязок должны быть спроектированы в соответствии с 7.1-7.4 независимо от используемых норм на трубную обвязку;
- испытания: испытания для внутренней трубной обвязки должны соответствовать требованиям 5.4. Внешняя трубная обвязка должна соответствовать указанным нормам на трубную обвязку;
- материалы: материалы для внутренней трубной обвязки должны соответствовать требованиям 5.2. Материалы для внешней трубной обвязки и трубных фитингов должны соответствовать требованиям указанных норм на трубную обвязку. Например, толщина стенки, рассчитанная по ANSI/ASME В31.3, требует использования допустимых напряжений материала по ANSI/ASME В31.3;
- сварка: сварка внутренней трубной обвязки должна соответствовать требованиям 5.3. Сварка внешней трубной обвязки должна соответствовать требованиям указанных норм на трубную обвязку или 5.3, в зависимости от применимости.
7.18 Соединительные системы выкидных трубопроводов
7.18.1 Общие положения - типы и области применения
В 7.18 рассматриваются смонтированные на устьевой елке соединительные системы выкидных трубопроводов, которые применяют для соединения подводных выкидных трубопроводов, шлангокабелей, гибких трубных соединителей, т.д. с подводными устьевыми елками.
7.18.2 Опорная рама соединителя выкидного трубопровода
7.18.2.1 Общие положения
Соединительная система должна поддерживаться на соответствующей спроектированной опорной раме, прикрепляемой к подводной устьевой елке и/или подводному устьевому оголовку. Опорная рама должна крепиться к корпусу подводного устьевого оголовка, PGB, GRA или CGB, устьевой елке и/или направляющей раме устьевой елки, или другим конструкционным элементам, пригодным для приложения ожидаемых условий нагружения.
7.18.2.2 Конструкция
7.18.2.2.1 Нагрузки
При проектировании опорной рамы соединителя выкидного трубопровода изготовителю следует учитывать и документировать следующие нагрузки:
- нагрузки от натяжения выкидного трубопровода, провисания и/или сопротивления при монтаже;
- нагрузки, возникающие при ориентировании выкидного трубопровода (крутящие, боковые и осевые) в процессе монтажа;
- силы реакции выкидного трубопровода вследствие остаточных напряжений, веса выкидного трубопровода, теплового расширения/сокращения и воздействия эксплуатационных условий/условий окружающей среды;
- реакции от воздействия окружающей среды на спуско-подъемный инструмент для соединителя выкидного трубопровода и инструмент для технического обслуживания;
- силы реакции/выравнивания выкидного трубопровода при натяжении устьевой елки для обслуживания;
- дополнительные нагрузки от выкидного трубопровода/шлангокабеля;
- нагрузки от отклонения устьевого оголовка;
- нагрузки от внутреннего и наружного давлений (рабочие и гидростатические испытания/испытания под давлением газа).
7.18.2.2.2 Функциональные требования
Опорная рама соединителя выкидного трубопровода должна передавать конструкционному элементу нагрузки, воздействующие на выкидной трубопровод и шлангокабель для обеспечения:
- защиты задвижек устьевой елки и/или трубной обвязки устьевой елки от нагрузок выкидного трубопровода/шлангокабеля, которые могли бы повредить эти компоненты;
- процесса центрирования критических сопрягаемых компонентов в процессе монтажа;
- возможности удаления и замены устьевой елки без повреждения критических сопрягаемых компонентов.
Опорная рама соединителя выкидного трубопровода должна быть спроектирована так, чтобы не допустить создания помех для превенторного блока.
7.18.3 Соединители выкидного трубопровода
7.18.3.1 Общие положения
Соединитель выкидного трубопровода и связанный с ним спуско-подъемный инструмент обеспечивают соединение подводного выкидного трубопровода (трубопроводов) и/или шлангокабеля (шлангокабелей) с подводной устьевой елкой. В некоторых случаях соединитель выкидного трубопровода также позволяет производить отсоединение и демонтаж устьевой елки без извлечения подводного выкидного трубопровода/шлангокабеля на поверхность.
Соединители выкидных трубопроводов подразделяются на три категории:
a) соединители с ручным управлением, управляемые водолазами или ДУА;
b) гидравлические соединители с интегрированной гидравлической системой, аналогичные соединителям подводного устьевого оголовка;
c) механические соединители с гидравлическими приводными механизмами, включенными в отдельный спуско-подъемный инструмент.
7.18.3.2 Конструкция
Соединители выкидных трубопроводов должны иметь RWP, равный RWP устьевой елки. Конструкция соединителей выкидных трубопроводов должна соответствовать указанным нормам на трубную обвязку, используя RWP подводной устьевой елки в качестве проектного давления для норм проектирования трубной обвязки. Гидравлические контуры должны быть спроектированы в соответствии с 5.4.7.
7.18.3.3 Нагрузки
При проектировании соединителя выкидного трубопровода изготовитель должен учесть и документально оформить следующие нагрузки:
- нагрузки от натяжения выкидного трубопровода, провисания и/или сопротивления при монтаже;
- нагрузки, возникающие при ориентировании выкидного трубопровода (крутящие, боковые и осевые) в процессе монтажа;
- силы реакции выкидного трубопровода вследствие остаточных напряжений, веса выкидного трубопровода, теплового расширения/сокращения и воздействия эксплуатационных условий/условий окружающей среды;
- реакции от воздействия окружающей среды на спуско-подъемный инструмент и инструмент для технического обслуживания для соединителя выкидного трубопровода;
- силы реакции/выравнивания выкидного трубопровода при натяжении устьевой елки для обслуживания;
- дополнительные нагрузки от выкидного трубопровода/шлангокабеля;
- нагрузки от отклонения устьевого оголовка;
- нагрузки от внутреннего и наружного давлений (рабочие и гидростатические испытания/испытания под давлением газа);
- нагрузку, возникающую при нарушении удержания неизменного положения судна на рабочей точке.
Соединитель выкидного трубопровода должен обеспечивать герметичность при заданных условиях давления и внешнего нагружения.
После активизации положения зажима гидравлические соединители выкидных линий должны оставаться в самозакрепленном состоянии без необходимости поддержания гидравлического давления. Соединители должны быть спроектированы с защитой от раскрепления из-за циклических нагрузок при монтаже и/или эксплуатации. Для этого следует использовать механическую систему закрепления, или удерживающую систему, или другие подтвержденные средства. Механические зажимные устройства должны предусматривать наличие механизма раскрепления в случае многофункциональности.
7.18.3.4 Размеры
Размеры проходных каналов соединителей выкидных трубопроводов должны быть совместимы с диаметрами проходных сечений выкидных трубопроводов.
В случае применения системы TFL геометрия проходных каналов системы TFL должна соответствовать требованиям ИСО 13628-3 для оборудования системы TFL, закачиваемого через выкидную линию.
В случае необходимости проведения работ с внутренними снарядами для очистки и инспектирования проходные каналы соединителей выкидных трубопроводов должны иметь форму переходных участков и внутреннего профиля, совместимых с типом внутреннего снаряда, указанным изготовителем.
Концевые соединения, используемые на соединителе выкидного трубопровода (фланцы, хомутовые бугели или другие типы соединителей), должны соответствовать требованиям 7.1-7.6. Подготовительные работы для сварных концевых соединений должны соответствовать 7.1.2.
Концевое сопряжение между соединителем выкидного трубопровода и выкидным трубопроводом должно соответствовать требованиям 7.1-7.4 со стороны соединителя выкидного трубопровода, а также требованиям указанных норм на трубную обвязку со стороны выкидного трубопровода.
7.18.3.5 Функциональные требования
Соединитель выкидного трубопровода и/или соответствующий спуско-подъемный инструмент должен(ы) обеспечить требуемое расположение и центрирование сопрягаемых компонентов с целью исключения возможности появления повреждений уплотняющих компонентов и конструкционных элементов соединения. Уплотнения и уплотнительные поверхности следует проектировать с учетом обеспечения их защиты от повреждений в процессе проведения монтажных работ.
На соединителях выкидных трубопроводов необходимо применять первичные уплотнения "металл-к-металлу". Уплотнительные прокладки металлических уплотнений должны быть покрыты коррозионно-стойким материалом, за исключением случаев, когда базовый материал является коррозионно-стойким.
Если многоканальные уплотнения герметизируются наружными к окружающей среде или вторичными уплотнениями, необходимо предусмотреть уплотнения двунаправленных каналов для предотвращения перетоков между отдельными каналами.
В соединительной системе выкидного трубопровода должна быть предусмотрена возможность для проведения испытаний под давлением соединителей выкидного трубопровода и/или шлангокабеля после монтажа и подсоединения.
Соединитель выкидного трубопровода должен иметь такое же номинальное рабочее давление, что и подводная устьевая елка. Должны быть предусмотрены средства для проведения испытаний под давлением устьевой елки и ее сопряженных задвижек и дросселей без превышения номинального давления испытаний соединителя выкидного трубопровода.
Для соединителя выкидного трубопровода должны быть предусмотрены визуальные средства для верификации наружного положения.
Компоненты соединителя выкидного трубопровода, расположенные после дросселя, могут иметь меньшую номинальную температуру, чем система устьевой елки.
7.18.4 Испытания
7.18.4.1 Общие положения
В настоящем подпункте рассматриваются испытания системы соединителей выкидных трубопроводов, в состав которой входят опорная рама соединителя выкидного трубопровода, соединитель выкидного трубопровода, трубные петли, а также сопрягаемый спуско-подъемный инструмент и инструмент для проведения технического обслуживания.
7.18.4.2 Валидационные испытания
Испытания следует проводить для подтверждения конструкционной целостности и герметичности системы соединителей выкидных трубопроводов под номинальными нагрузками, указанными изготовителем в соответствии с 6.1. Такие испытания должны также принимать во внимание:
- моделирование работы спуско-подъемного инструмента под нагрузками, ожидаемыми в процессе реальных режимов эксплуатации;
- моделирование нагрузок от натяжения и/или провисания выкидного трубопровода (в зависимости от конкретного случая) в процессе монтажа и подсоединения;
- удаление и замену первичных уплотнений соединителей выкидного трубопровода для дистанционно заменяемых уплотнений;
- функциональные испытания требуемого спуско-подъемного инструмента и инструмента для проведения технического обслуживания;
- максимально допустимую несоосность;
- квалификационные испытания соединения, включая испытания на кручение, изгиб, давление и температуру.
Изготовитель должен документально оформить положительные результаты проведенных вышеуказанных испытаний.
7.18.4.3 Заводские приемо-сдаточные испытания
FAT описаны далее в перечислениях а)-с).
a) Конструкционные компоненты
Сопрягаемые конструкционные компоненты должны быть подвержены испытаниям в соответствии с документально оформленными техническими условиями изготовителя на посадки и функции с использованием фактического сопрягаемого оборудования или испытательных устройств.
b) Компоненты, работающие под давлением
Для верификации первичных и вторичных рабочих и разъединяющих механизмов, механизмов перевода с автоматического на ручной режим управления, а также зажимных механизмов функциональные испытания должны быть проведены в соответствии с документально оформленными техническими условиями изготовителя. Испытания должны подтвердить, что значения фактических нагрузок/давлений соответствуют документально оформленным техническим условиям изготовителя.
Соединители выкидных трубопроводов необходимо подвергать гидростатическим испытаниям в соответствии с указанными нормами для трубной обвязки с использованием RWP подводной устьевой елки в качестве нормативного проектного давления для трубной обвязки. Дополнительно соединитель выкидного трубопровода должен быть испытан в соответствии с 7.8.4.2, в зависимости от применимых требований.
c) Спуско-подъемный инструмент
Функциональные испытания спуско-подъемного инструмента и инструмента для технического обслуживания должны быть проведены в соответствии с документально оформленными техническими условиями изготовителя для верификации первичных и вторичных рабочих и разъединяющих механизмов, механизмов перевода с автоматического на ручной режим управления и зажимных механизмов. Испытания должны подтвердить, что значения фактических нагрузок/давлений соответствуют документально оформленным техническим условиям изготовителя.
7.18.5 Испытания в реальных условиях
Испытания в реальных условиях не входят в область применения настоящего стандарта. Однако при необходимости требуется проведение испытаний выкидных трубопроводов в реальных условиях при значениях давления выше номинального рабочего давления устьевой елки, может быть необходима испытательная изолирующая задвижка с более высоким рабочим давлением, чем давление устьевой елки.
7.19 Спуско-подъемный инструмент вспомогательного оборудования
7.19.1 Конструкция
7.19.1.1 Эксплуатационные критерии
Изготовитель должен документально оформить эксплуатационные критерии, критерии приемлемости и допуски для вспомогательного оборудования и его спуско-подъемного инструмента, так как это оборудование предназначено для монтажа на подводной устьевой елке. Вспомогательное оборудование может включать подводные манифольды с дистанционным управлением, съемные дроссели, соединительное оборудование выкидных трубопроводов.
Спуско-подъемный и испытательный инструмент необходимо проектировать с учетом выполнения работ в условиях/обстановке, ожидаемых в процессе выполнения работ по спуско-подъему/извлечению и ремонтных работ в скважине. При определении особых эксплуатационных критериев (ограничения на проектные нагрузки и углы, т.д.) следует учитывать максимальные перемещения надводного судна и соответствующие возникающие максимальные растягивающие усилия и углы.
7.19.1.2 Нагрузки и прочность компонентов
При проектировании спуско-подъемного инструмента изготовитель должен учитывать и документально оформлять как минимум следующие параметры/условия нагружения:
- внутреннее и наружное давления;
- нагрузки от давления отсоединения должны быть основаны на наихудшем сочетании уплотнительных условий (должна предполагаться утечка на наибольшем дополнительном уплотнительном диаметре);
- механические нагрузки от предварительного нагружения;
- изгибающие и растягивающие нагрузки райзера;
- нагрузки от окружающей среды;
- усталостный анализ;
- вибрация;
- механические нагрузки (ударные) при монтаже;
- тяговое усилие и/или нагрузки от предварительного нагружения гидравлической соединительной муфты;
- дополнительное натяжение при монтаже/ремонтных работах;
- коррозия.
Изготовитель должен указать нагрузки/условия, в соответствии с которыми оборудование было спроектировано. Изготовитель должен документально оформить нагрузки/несущую способность спуско-подъемного инструмента для оборудования.
7.19.1.3 Сопряжения спуско-подъемного инструмента
Спуско-подъемный инструмент должен обеспечить выполнение соединения, функций и отсоединения при максимальных комбинированных нагрузках, как указано в 7.19.1.2.
Управляющие и/или испытательные соединения, которые входят в сопряжение, должны оставаться герметичными при максимальной номинальной комбинированной нагрузке.
7.19.1.4 Направление и ориентация
Если конструкцию подводной устьевой елки используют для выравнивания и ориентации, то направляющие конструкции спуско-подъемного инструмента должны соответствовать геометрическим параметрам, указанным в 7.15.2.1. Независимое выравнивание и ориентацию следует проектировать в соответствии с документально оформленными техническими условиями изготовителя.
7.19.1.5 Дистанционно управляемое внутрискважинное оборудование
Дистанционно управляемые приспособления для внутрискважинных работ следует проектировать в соответствии с требованиями ИСО 13628-8 или ИСО 13628-9.
7.20 Монтируемые на устьевой елке гидравлические/ электрические/оптические управляющие сопряжения
7.20.1 Общие положения
Монтируемые на устьевой елке гидравлические/электрические/оптические управляющие сопряжения, рассматриваемые в настоящем стандарте, включают трубы, шланги, электрические или оптические кабели, фитинги или соединители, монтируемые на подводной устьевой елке, основании выкидных трубопроводов или сопряженном спуско-подъемном инструменте, используемые для передачи гидравлических, электрических или оптических сигналов, или гидравлической или электрической энергии между управляющими устройствами, приводными механизмами задвижек и контролирующими устройствами на устьевой елке, основании выкидного трубопровода или спуско-подъемном инструменте и управляющем шлангокабеле (шлангокабелях) или каналах райзера.
7.20.2 Конструкция
7.20.2.1 Труба/скважинный трубопровод/шланг
Допустимые напряжения в трубе/скважинном трубопроводе должны соответствовать ANSI/ASME В31.3. Конструкция шланга должна соответствовать ANSI/SAE J517 и должна включать валидацию по ANSI/SAE J343. Конструкция должна учитывать следующее:
- допустимое напряжение при рабочем давлении;
- допустимое напряжение при давлении испытаний;
- внешнее нагружение;
- смятие;
- допуски на изготовление;
- флюидная совместимость;
- скорость потока;
- коррозия/эрозия;
- диапазон температур;
- вибрация.
7.20.2.2 Размер и величина давления
Трубы/скважинные трубопроводы/шланги должны иметь диаметр не менее 6,0 мм (0,25 дюйма). Размеры и номинальное давление отдельных трубных колонн должны быть определены в соответствии с выполняемыми функциями. Необходимо предотвращать сужения в управляющих скважинных трубопроводах, которые могут создавать нежелательное падение давления в системе. Нагнетательные линии, скважинная гидравлика, испытательные линии соединителя/уплотняющих прокладок, линии контроля давления или какие-либо линии, которые в соответствии с конструкцией будут подвержены воздействию скважинного флюида, должны быть рассчитаны на номинальное рабочее давление устьевой елки. Линии SCSSV должны быть рассчитаны на указанное рабочее давление SCSSV (дополнительную информацию см. в 5.1.2.1.1 и 9.2.7).
7.20.2.3 Оптиковолоконные кабели и кабельные проходки
Оптиковолоконные кабели необходимо прокладывать внутри заполненных флюидом контуров, как правило, в заполненных флюидом шлангах для применения со свободным (незакрепленным) концом кабеля или коротким кабелем, а также в металлических трубах для применения с более длинными шлангокабелями. Концевые заделки оптиковолоконного кабеля должны включать соответствующие проходки (пенетрации), отвечающие требованиям предотвращения утечек из этих контуров. Проходки для оптиковолоконного кабеля в находящиеся под давлением полости или системы трубной обвязки должны быть квалифицированы на полное дифференциальное давление между концами проходки. Оптиковолоконные кабели в заполненных флюидом шлангах должны иметь достаточную свободную длину внутреннего оптического волокна для предотвращения его натяжения при воздействии ожидаемых условий нагружения.
7.20.2.4 Кожух
Трубы/скважинные трубопроводы/шланги/электрические или оптиковолоконные кабели должны быть в кожухе, определяемом направляющими рамами устьевой елки, спуско-подъемным инструментом или основанием выкидного трубопровода.
7.20.2.5 Разводка каналов
Разводка каналов (труб/скважинных трубопроводов/шлангов/электрических или оптиковолоконных кабелей) должна быть тщательно спланирована, следует также предусмотреть опоры и средства защиты в целях минимизации повреждений в процессе испытаний, монтажа/извлечения и нормальных операций подводной устьевой елки. Недопустимо наличие пролетов, а там, где необходимо, должны быть предусмотрены опоры и/или защита каналов с использованием лотков/укрытий. Радиус изгиба изогнутого в холодном состоянии скважинного трубопровода не должен превышать требований к деформации в холодном состоянии, установленных в ИСО 15156 (все части). Трубы холодного гнутья должны соответствовать ANSI/ASME В31.3. Для осуществления разъединения, продувки или срезания с целью отключения гидравлической блокировки и осуществления механического перехода с автоматического на ручной режим управления скважинные трубопроводы, ведущие к гидравлическим соединителям устьевой елки, соединителям спуско-подъемного инструмента и соединителям выкидных трубопроводов должны быть доступными для водолазов/ДУА/ДУИ.
Электрические кабели необходимо прокладывать с учетом требования к удалению под действием гравитации через концевые заделки любой воды, попадающей в компенсированный шланг. Электрические кабели передачи сигналов должны быть экранированы/защищены для предотвращения взаимного влияния сигналов в параллельных цепях и других помех.
7.20.2.6 Трубопроводы и соединители с небольшим проходным каналом
Гидравлические соединительные муфты, концевые фитинги и муфты должны удовлетворять требованиям или быть выше требований действующих норм на трубную обвязку, используемых при проектировании трубной обвязки/скважинного трубопровода/шланга, указанных в 7.20.2.1. Небольшие проходные каналы трубопроводов [с ВД менее 25,4 мм (1,0 дюйм)] необходимо планировать таким образом, чтобы использовать минимальное количество фитингов или сварных соединений. По усмотрению изготовителя для соединения труб может быть использована сварка. Фитинги и раструбные сварные швы могут быть использованы на трубопроводах небольшого диаметра, которые не проходят в ствол скважины. Фитинги и раструбные сварные швы могут быть использованы на трубопроводах небольшого диаметра, которые проходят в ствол скважины (например, нагнетание химических реагентов или SCSSV), если они расположены снаружи двух изолированных устройств, одно из которых управляется дистанционно. Соединения на трубопроводах небольшого диаметра, которые проходят в ствол скважины внутри двух изолированных устройств, должны быть стыковыми сварными соединениями с полным проплавлением, как указано в 5.3.1. Фитинги трубопроводов и шлангов должны быть подвержены испытаниям для подтверждения их изолированности от системы катодной защиты.
Требования к качеству для трубопроводов и соединителей с небольшим проходным каналом должны соответствовать документально оформленным техническим условиям изготовителя.
Компоновка стыковочной соединительной муфты/установочной пластины должна быть спроектирована таким образом, чтобы выдерживать номинальное рабочее давление, прикладываемое одновременно к каждому управляющему каналу без деформации, которая приведет к отклонению от любых других функциональных требований документально оформленных технических условий изготовителя. Дополнительно при применении управляющих соединительных муфт с неуравновешенным давлением изготовитель должен определить и документально оформить номинальную глубину моря, при которой пластина муфты/соединительная пластина в состоянии разъединить управляющие соединительные муфты без деформирующего повреждения узлов пластин при нулевом давлении внутри соединительных муфт. Изготовитель должен определить и документально оформить усилие, необходимое для разъединения при номинальной глубине моря и нулевом давлении внутри соединительных муфт.
Фирменные конструкции стыковочной соединительной муфты и установочной пластины должны удовлетворять требованиям к проведению испытаний 7.20.5.
7.20.2.7 Электрические соединители
Собираемые под водой сопряжения электрических соединений должны быть защищены от поступления воды или внешних загрязнений. В извлекаемых электрических соединителях проводного типа необходимо наличие уплотнений, первичных компенсационных камер, наконечников, пружин, т.д. В конструкции неизвлекаемых соединителей следует учитывать влияние коррозии, известкования, катодной защиты, т.д.
7.20.2.8 Оптиковолоконные соединители
Для сборки под водой сопряжений оптиковолоконных соединителей необходимо наличие камер с компенсированным давлением, в которых сопрягаются конечные оптиковолоконные соединители. Конструкция должна иметь защиту от поступления воды или внешних загрязнителей, которые могли бы потенциально препятствовать стыковке оптиковолоконных кабелей. В идеальном варианте оптические соединители должны иметь автоматический механизм для очистки торцевой поверхности оптиковолокна перед их окончательным сопряжением.
7.20.2.9 Стыковочные устройства/соединительные муфты управляющих линий
Как минимум, стыковочные устройства управляющих линий для SCSSV, эксплуатационной коренной задвижки (задвижек), эксплуатационной боковой задвижки и коренной задвижки канала кольцевого пространства должны быть спроектированы так, чтобы не захватывать давление при разъединении управляющих стыковочных устройств, за исключением случаев, когда это допустимо в соответствии с требованиями 9.2.9.
Вентилируемые и невентилируемые управляющие стыковочные устройства необходимо проектировать с учетом минимизации поступления морской воды при соединении/разъединении. Соединения должны быть способны к разъединению при номинальном внутреннем рабочем давлении без отрицательного воздействия на уплотняющее сопряжение. Часть устройства, содержащая уплотнения, должна быть расположена в извлекаемом узле. Управляющее стыкующее устройство необходимо проектировать так, чтобы оно выдерживало в дополнение к внутреннему рабочему давлению внешнее гидростатическое давление при номинальной глубине моря, указанной изготовителем. Стыковочные устройства должны сохранять герметичность под действием давления, величина которого находится в пределах номинальных значений, как в сопряженном, так и в несопряженном (невентилируемый тип) состоянии, за исключением указанного в 7.20.
Примечание - Вентилируемые управляющие стыковочные устройства первоначально рассматривались как блок управления скважиной устьевой елки, когда управление устьевой елкой осуществляется напрямую или гидравлической управляющей системой. Конструкция сопряжения подводной елки с отдельными гидравлическими управляющими линиями часто включает тарельчатые соединители для защиты линий от поступления частиц породы и морской воды. Если вентилируемое управляющее стыковочное устройство было отделено во время существенного повреждения или аварийного отключения до того, как могло быть сброшено давление в гидравлической линии, тарелка отдельного стыковочного устройства может удерживать давление гидравлической управляющей линии ниже тарелки, не допуская закрытие упомянутых выше нормально закрытых предохранительных устройств. Требования к вентилируемому управляющему стыковочному устройству исключают возможность запирания давления.
Для других конфигураций управляющих систем или их внутренних сопряжений требование к наличию вентилируемого управляющего стыковочного устройства не предъявляется, предусматривая включение блока отказобезопасного вентиляционного патрубка для обеспечения закрытия нормально закрытых предохранительных устройств. В ИСО 13628-6/API 17F представлены рекомендации по предотвращению ситуаций захвата гидравлического давления для таких управляющих систем.
7.20.2.10 Выравнивание/ориентация установочных пластин
Используемые на подводном манифольде с дистанционным управлением, заглушке устьевой елки, спуско-подъемном инструменте устьевой елки, т.д. многопортовые гидравлические установочные пластины должны иметь систему выравнивания для обеспечения надлежащего центрирования соединительных муфт перед сопряжением их уплотнений. Стыковочные соединительные муфты следует монтировать таким образом, чтобы устранить любую несоосность в процессе соединения. Выравнивание также не должно нарушать соответствие между каналами шлангокабеля и системы трубопроводов устьевой елки, например выравнивание следует осуществлять только в одной ориентации.
7.20.3 Технология сборки
7.20.3.1 Обеспечение чистоты в процессе сборки
В процессе сборки следует использовать подходящие технологии для поддержания чистоты скважинных трубопроводов/трубной обвязки/фитингов.
7.20.3.2 Промывка
После сборки трубопроводные каналы и оборудование с гидравлическим приводом должны быть промыты с учетом требований к чистоте по SAE/AS 4059. Класс чистоты должен быть согласован между изготовителем и покупателем. При окончательной промывке следует использовать флюид, совместимый с флюидом, применяемым при эксплуатации. Оборудование при поставке должно быть заполнено гидравлическим флюидом. После завершения операций промывки/испытаний фитинги, гидравлические муфты, т.д. должны быть закрыты пробками для предупреждения загрязнения пылью в процессе хранения и извлечения.
7.20.4 Материалы
7.20.4.1 Коррозия
Трубы/скважинные трубопроводы и концевые фитинги, соединители и плиты соединителей должны быть изготовлены из материала, стойкого к атмосферной коррозии и коррозии в морской воде.
Трубы/скважинные трубопроводы/шланги, которые контактируют со скважинными флюидами или нагнетаемыми химическими реагентами, должны быть изготовлены из материала, совместимого с этими флюидами. Рекомендуемые процедуры испытаний приведены в приложении J.
7.20.4.2 Материалы уплотнений
Материалы уплотнений должны соответствовать типу гидравлического управляющего флюида, который используется в системе. Уплотнения, которые контактируют со скважинными флюидами или нагнетаемыми химическими реагентами, должны быть изготовлены из материала, совместимого с этими флюидами.
7.20.5 Испытания
7.20.5.1 Скважинные трубопроводы, шланги и соединители небольшого диаметра
Испытания собранных труб/скважинных трубопроводов/шлангов и концевых фитингов, соединителей и плит соединителей, подвергаемых воздействию эксплуатационного давления, должны соответствовать требованиям 5.4, за исключением того, что давление испытаний не должно превышать давление испытаний компонента в системе с наименьшим номинальным давлением, как указано в 5.4.7. Испытания собранных труб/скважинных трубопроводов/шлангов и концевых фитингов, соединителей и плит соединителей, транспортирующих управляющий флюид, должны соответствовать ANSI/ASME В31.3, как указано в 5.4.7. Испытания FAT для шлангов на оборудовании, которое доступно на поверхности из-за его расположения или применения при эксплуатации, следует проводить повторно для шлангов старше пяти лет.
7.20.5.2 Компоновка стыковочного устройства/установочной пластины
Компоновка стыковочного устройства/установочной пластины должна быть подвергнута испытаниям при номинальном рабочем давлении, прикладываемом одновременно к каждому управляющему каналу в соответствии с документально оформленными техническими условиями изготовителя.
7.20.6 Маркировка плиты соединителя
Каждая плита соединителя должна иметь постоянную маркировку со следующей минимальной информацией:
a) номер;
b) номер или буквенное обозначение канала, идентифицирующие каждый канал/соединитель.
Идентификационные номера, обозначения каналов, значения рабочего давления для каждого канала и другую соответствующую информацию необходимо включить в проектную документацию.
7.21 Подводные дроссели и приводные механизмы
7.21.1 Общие положения
В настоящем подпункте рассматриваются дроссели, приводные механизмы и их компоновки, применяемые в подводных условиях. Определены требования к эксплуатационным характеристикам компоновок дросселей/приводных механизмов, размерам, конструкциям, материалам, испытаниям, маркировке, хранению и транспортировке. Областью применения подводных дросселей является добыча, газлифтная эксплуатация и нагнетание.
В конструкции системы устьевой елки необходимо учитывать требования к замене элементов подводного дросселя с высокой степенью износа, включая изоляцию перед извлечением и испытания вновь смонтированного оборудования. При размещении дросселя необходимо обеспечивать надлежащее пространство для извлечения и операций перевода с автоматического на ручной режим управления с участием водолаза/ДУА.
7.21.2 Подводные дроссели
7.21.2.1 Общие положения
7.21.2.1.1 Регулируемые дроссели
Регулируемые дроссели имеют запорную диафрагму переменного сечения с внешним управлением и могут соединяться с линейным механизмом открытия задвижки с индикацией.
7.21.2.1.2 Нерегулируемые дроссели
Нерегулируемые дроссели используют заменяемые детали, имеющие диафрагмы фиксированного размера, называемые втулками.
7.21.2.1.3 Конфигурация диафрагмы
Для дросселей существуют разнообразные конфигурации диафрагмы (иногда упоминаемые как "насадки"). К шести наиболее широко используемым конфигурациям диафрагм относятся: поворачивающийся диск, игла и седло, пробка и клетка, скользящая втулка и клетка, клетка и наружная втулка, и многоступенчатая диафрагма. Примеры конфигураций диафрагм показаны на рисунке 10. Оптимальная конфигурация диафрагмы выбирается на основании значений рабочего давления, температуры и типа среды потока.
7.21.2.1.4 Пропускная способность дросселя
Изготовитель должен документально зафиксировать производительность с учетом максимальной диафрагмы, давления, температуры и типа среды потока.
Пропускная способность дросселя определяется в соответствии с требованиями ISA SP75.01 и ISA 75.02 для ожидаемого и фактического уровней производительности при добыче и условий флюида (давление и температура). Информация, представленная в приложении М как руководящие указания по закупке, должна быть предоставлена изготовителю дросселя для определения его размеров.
7.21.2.2 Конструкция
7.21.2.2.1 Общие положения
Проектирование подводных дросселей должно соответствовать общим проектным требованиям 5.1.
7.21.2.2.2 Проектные и рабочие параметры
Изготовители должны документально оформлять следующие проектные и рабочие параметры дросселя:
- максимальное значение номинального давления;
- максимальное значение номинального обратного дифференциального давления;
- максимальный ;
- номинальная величина температуры:
- максимальная,
- минимальная;
- УТТ;
- класс материала;
- тип дросселя (по извлекаемости):
- неизвлекаемый,
- извлекаемый при участии водолаза,
- инструментально извлекаемый;
- функциональный вид дросселя:
- регулируемый дроссель с помощью ручного приводного механизма,
- регулируемый дроссель с помощью гидравлического приводного механизма;
- концевые соединения:
- размер и номинальная величина давления,
- размер кольцевых прокладок (если применимо);
- тип операции:
- ДУА,
- ДУИ,
- с участием водолаза,
- конфигурация оконечного устройства (рабочего органа);
- номинальная глубина моря.
7.21.2.2.3 Значения номинального давления
К области применения настоящего стандарта относятся подводные дроссели с RWP, равным 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) или 103,5 МПа (15000 фунт/дюйм
).
Для дросселей с концевыми соединениями, имеющими различные значения номинального давления, величина номинального давления детали, работающей под давлением и имеющей наименьшее значение номинального давления, должна быть равной номинальному давлению подводного дросселя. Величина номинального рабочего давления подводного дросселя должна быть равной или больше номинального рабочего давления подводной устьевой елки.
7.21.2.2.4 Значения номинальной температуры
Компоненты подводных дросселей, работающие под давлением, должны быть спроектированы для значений номинальной температуры, указанных в 5.1.2.2. Для подводных дросселей максимальное значение номинальной температуры базируется на наиболее высокой температуре флюида, проходящего через дроссель. Подводные дроссели должны иметь максимальное значение номинальной температуры, равное или большее, чем у устьевой елки. Минимальное значение номинальной температуры подводных дросселей должно соответствовать документально оформленным техническим условиям изготовителя, но при этом должно быть равно или меньше, чем значение номинальной температуры для устьевой елки.
7.21.2.2.5 Концевые соединения
Концевые соединения для дросселей должны соответствовать требованиям 7.1-7.6.
7.21.2.2.6 Требования к продувке
Подводные дроссели следует проектировать таким образом, чтобы не допускать захват давления во внутренних полостях. Система должна включать средства для обеспечения сброса давления до отсоединения и в процессе посадки соединителя крышки с корпусом.
7.21.2.2.7 Требования к внешнему давлению
Подводные дроссели необходимо проектировать таким образом, чтобы они были рассчитаны на выдерживание под внешним гидростатическим давлением на максимальной номинальной глубине моря. Конструкция (рисунок 10) не должна допускать проникновение воды от действия внешнего гидростатического давления.
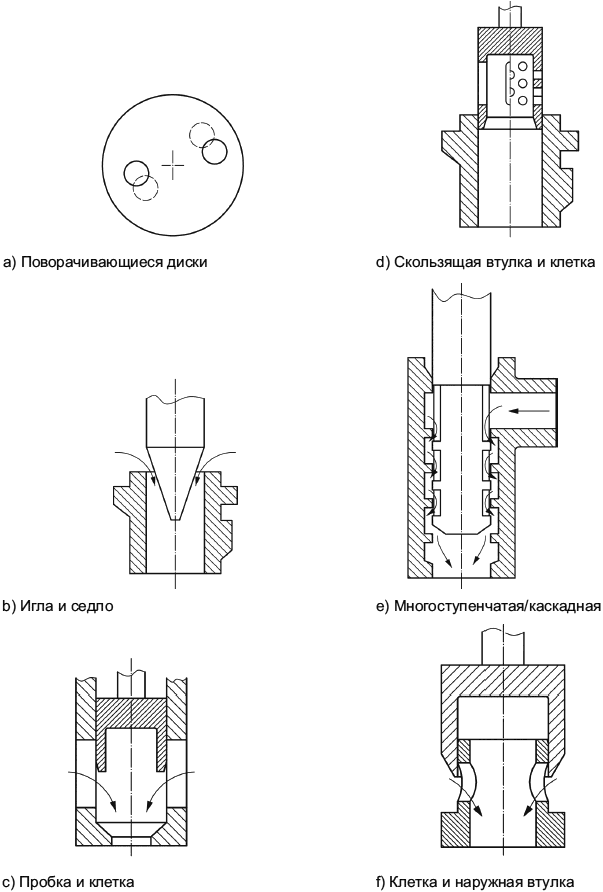
Рисунок 10 - Широко применяемые конфигурации диафрагм дросселя
7.21.2.3 Испытания дросселя
7.21.2.3.1 Заводские приемо-сдаточные испытания
Гидростатические испытания подводных дросселей должны соответствовать требованиям 5.4. Протокол данных FAT для подводного дросселя см. в таблицах 23 и 24.
Таблица 23 - Пример документального оформления заводских приемо-сдаточных испытаний для эксплуатационных испытаний подводного дросселя с гидравлическим приводом (дроссель с гидравлическим приводом)
Протокол заводских приемо-сдаточных испытаний для эксплуатационных испытаний подводного дросселя с гидравлическим приводом (дроссель с гидравлическим приводом) | ||||||||||||
N исп. | N цикл. | Давление дросселя | Гидравлическое давление, необходимое для того, чтобы: | Верификация плавной работы дросселя без обратного хода | Обратное давление | |||||||
при открытии | при закрытии | |||||||||||
открыть дроссель | закрыть дроссель | Да | Нет | Наблю- | Да | Нет | Наблю- | Открыт | Закрыт | |||
1 | 1 | Атмосферное | ||||||||||
2 | Атмосферное | |||||||||||
3 | Атмосферное | |||||||||||
2 | 1 | Рабочее давление | ||||||||||
2 | Рабочее давление | |||||||||||
3 | Рабочее давление | |||||||||||
4 | Рабочее давление | |||||||||||
5 | Рабочее давление | |||||||||||
| ||||||||||||
Таблица 24 - Пример документального оформления заводских приемо-сдаточных испытаний подводного дросселя с механическим приводом и/или гидравлическим приводом и механическим переводом с автоматического на ручной режим управления (дроссель с ручным приводом и дроссель с гидравлическим приводом и механическим переводом с автоматического на ручной режим управления)
Протокол заводских приемо-сдаточных испытаний подводного дросселя с механическим приводом и/или гидравлическим приводом и механическим переводом с автоматического на ручной режим управления (дроссель с ручным приводом и дроссель с гидравлическим приводом и механическим переводом с автоматического на ручной режим управления) | ||||||||||||
N исп. | N цикл. | Давление дросселя | Верификация плавной работы дросселя без обратного хода в пределах крутящего момента, указанного изготовителем | |||||||||
при открытии | при закрытии | |||||||||||
Да | Нет | Нач. крут. момент | Раб. крут. момент | Наблю- | Да | Нет | Нач. крут. момент | Раб. крут. момент | Наблю- | |||
1 | 1 | Атмосферное | ||||||||||
2 | Атмосферное | |||||||||||
3 | Атмосферное | |||||||||||
2 | 1 | Рабочее давление | ||||||||||
2 | Рабочее давление | |||||||||||
3 | Рабочее давление | |||||||||||
4 | Рабочее давление | |||||||||||
5 | Рабочее давление | |||||||||||
7.21.3 Приводные механизмы подводных дросселей
7.21.3.1 Общие положения
В 7.21.3 рассматриваются ручные и гидравлические приводные механизмы для подводного применения. Конструкция приводных механизмов с электрическими приводными механизмами или приводными механизмами от двигателя, а также управляющее оборудование с обратной связью не входят в область применения настоящего стандарта.
7.21.3.2 Конструкция
7.21.3.2.1 Общие положения
К приводным механизмам подводных дросселей применимы следующие требования:
a) конструкция приводных механизмов подводных дросселей должна соответствовать требованиям 5.1;
b) в конструкции необходимо учитывать обрастание морскими организмами, загрязнение, тип гидравлического рабочего флюида и тип скважинного флюида, если приводной механизм подвержен его воздействию;
c) приводные механизмы подводных дросселей должны соответствовать значениям номинальной температуры, указанным в 5.1.2.2.
7.21.3.2.2 Приводные механизмы ручного регулирования
К приводным механизмам ручного регулирования применимы следующие требования:
a) конструкция должна обеспечивать легкость управления, возможность применения для работы водолазного инструмента, ADS и/или ДУА;
b) производители должны документально оформлять требования к техническому обслуживанию и информацию по эксплуатации, такую как: количество оборотов для открытия, рабочий крутящий момент, максимальный допустимый крутящий момент и, где применимо, линейное усилие для приведения в действие приводных механизмов ручного регулирования или механизмов перевода с автоматического на ручной режим управления для подводных дросселей;
c) управляемые вращением подводные дроссели должны поворачиваться против часовой стрелки для открытия и по часовой стрелке для закрытия, если смотреть со стороны штока;
d) дистанционно управляемые приспособления для внутрискважинных работ следует проектировать в соответствии с требованиями ИСО 13628-8 или ИСО 13628-9;
e) производитель должен документально оформить проектные и рабочие параметры приводного механизма подводного дросселя ручного регулирования, перечисленные в 7.22.3.2.4.
7.21.3.2.3 Гидравлические приводные механизмы
К гидравлическим приводным механизмам применимы следующие требования:
а) гидравлические приводные механизмы должны быть спроектированы для значений номинального гидравлического рабочего давления 10,3 МПа (1500 фунт/дюйм), 20,7 МПа (3000 фунт/дюйм
) или 34,5 МПа (5000 фунт/дюйм
) или в соответствии с документально оформленными техническими условиями производителя;
b) усилие открытия и закрытия и/или крутящий момент гидравлических приводных механизмов должны управлять подводным дросселем при его эксплуатации в наиболее тяжелых расчетных рабочих условиях без превышения 90% гидравлического рабочего давления, как определено в перечислении а) 7.21.3.2.3;
c) гидравлические приводные механизмы должны быть спроектированы для конкретного дросселя или конкретной группы дросселей с учетом эксплуатационных характеристик и максимальных значений номинальных рабочих условий (диапазон температуры, давление, глубина установки) этих дросселей;
d) гидравлические приводные механизмы должны быть спроектированы с условием работы без повреждения дросселя или приводного механизма (в рамках, когда какое-либо другое функциональное требование не будет выполняться), когда гидравлическое давление приводного механизма (в пределах его номинального рабочего давления) прикладывается или сбрасывается при любых условиях давления проходного канала дросселя или для остановки уплотнительного механизма проходного канала дросселя в любом промежуточном положении;
e) конструкция гидравлического приводного механизма должна быть выполнена с учетом номинального рабочего давления на дросселе, внешнего гидростатического давления при максимальной номинальной глубине, указанной изготовителем, и максимального гидравлического рабочего давления;
f) гидравлические приводные механизмы, заполняемые жидкостью, должны быть спроектированы с объемной компенсацией, соответствующей указанному диапазону температур, сжимаемости жидкости и эксплуатационному изменению объема;
g) изготовитель должен документально оформить проектные и рабочие параметры приводных механизмов подводных дросселей, перечисленные в 7.22.3.2.5;
h) приложение рабочего давления должно быть возможно без повреждения, даже если уже был приведен в действие перевод с автоматического на ручной режим управления;
i) управляемый вращением механизм перевода с автоматического на ручной режим управления должен поворачиваться против часовой стрелки для открытия и по часовой стрелке для закрытия, если смотреть со стороны штока.
7.21.3.2.4 Конструкция и рабочие параметры приводных механизмов ручного регулирования для подводных дросселей
Необходимо указывать следующие параметры:
- основной рабочий момент (не ударный);
- максимальный номинальный крутящий момент (не ударный);
- тип и размер сопряжения (ДУА) для ручного управления;
- класс материала:
- значение номинальной температуры;
- количество оборотов от полного открытия до полного закрытия.
7.21.3.2.5 Конструкция и рабочие параметры гидравлических приводных механизмов для подводных дросселей
Необходимо указывать следующие параметры:
- тип конструкции (храповый, шаговый, вращающий, линейный приводной механизмы);
- максимальный выходной крутящий момент;
- класс материала;
- значение номинальной температуры;
- определение полного хода;
- совместимость гидравлического флюида;
- гидравлический цилиндр(ы):
- количество цилиндров,
- объем,
- значения номинального давления: максимальное и минимальное гидравлические рабочие давления;
- максимальная рабочая скорость приводного механизма;
- тип локального позиционного индикатора (если имеется);
- переход на ручное управление (если поставляется):
- с использованием ДУА или водолаза,
- максимальный начальный крутящий момент:
- рабочий (не ударный),
- максимальный (не ударный),
- тип и размер сопряжения (ДУА) для ручного управления,
- количество оборотов от полного открытия до полного закрытия;
- номинальная глубина моря;
- тип устройства объемной компенсации (если имеется):
- диафрагма,
- поршень.
7.21.3.2.6 Документация
Изготовитель приводного механизма должен подготовить руководство по монтажу и обслуживанию.
7.21.3.3 Испытания приводного механизма
К испытаниям приводного механизма предъявляются следующие требования:
a) приводные механизмы подводных дросселей должны проходить FAT в соответствии с ИСО 10423, за исключением обратных посадок. Данные испытаний должны регистрироваться в протоколе, аналогичном представленному в таблице 25;
b) в случае поставки приводных механизмов подводных дросселей отдельно приводные механизмы должны быть собраны с испытательным приспособлением, удовлетворяющим указанным рабочим параметрам дросселя и FAT, как это указано в 7.21.4.2.
7.21.4 Компоновка дросселя и приводного механизма
7.21.4.1 Конструкция
Подводные дроссели должны быть собраны с приводным механизмом, который спроектирован для управления этим дросселем.
Компоновка подводного дросселя и приводного механизма, называемая "остающаяся в последнем положении при отказе", должна быть спроектирована и изготовлена таким образом, чтобы исключить выполнение обратного хода дросселя при рабочих условиях, при потере гидравлического давления на приводном механизме.
Ручной приводной механизм дросселя должен исключать обратный ход при рабочих условиях.
Необходимо предусмотреть средства для предотвращения воздействия давления скважинного флюида на приводной механизм.
Таблица 25 - Пример формы протокола заводских приемо-сдаточных испытаний гидравлического приводного механизма
Протокол заводских приемо-сдаточных испытаний гидравлического приводного механизма | |||||||||||
А: Данные приводного механизма | |||||||||||
Изготовитель | |||||||||||
Модель N | Деталь N | ||||||||||
Серийный N | Размер | ||||||||||
Номинальное | УТТ | ||||||||||
гидравлическое давление | |||||||||||
Номинальная температура | |||||||||||
Отдельный приводной | |||||||||||
механизм |
| ||||||||||
дросселем | |||||||||||
В: Испытания уплотнения цилиндра приводного механизма (гидростатические испытания) | |||||||||||
Давление испытаний | |||||||||||
Цилиндр 1 | |||||||||||
Период выдержки | Начало | ||||||||||
под давлением | |||||||||||
Окончание | |||||||||||
Общее время | |||||||||||
испытаний (мин) | |||||||||||
Цилиндр 2 | |||||||||||
Период выдержки | Начало | ||||||||||
под давлением | |||||||||||
Окончание | |||||||||||
Общее время | |||||||||||
испытаний (мин) | |||||||||||
Выполнил | Дата | ||||||||||
С: Испытания эксплуатационных характеристик приводных механизмов, поставляемых отдельно | |||||||||||
См. таблицу 23. | |||||||||||
7.21.4.2 Заводские приемо-сдаточные испытания компоновки дроссель/приводной механизм
7.21.4.2.1 Общие положения
Компоновку подводного дросселя и приводного механизма необходимо подвергнуть испытаниям для подтверждения правильности сборки и функционирования. Данные испытаний должны быть зарегистрированы в протоколе, аналогичном приведенному в таблицах 26 и 27. Протокол с данными испытаний должен быть подписан и датирован специалистом (специалистами), проводившим испытание (испытания).
7.21.4.2.2 Испытания уплотнения цилиндра гидравлического приводного механизма
Уплотнения приводного механизма должны быть испытаны под давлением в два этапа, с приложением давления 20% и 100% RWP приводного механизма. Видимые утечки на уплотнении недопустимы. Минимальный период выдержки для каждого испытания под давлением должен составлять 3 мин. Испытательный период не должен начинаться до достижения и стабилизации испытательного давления и изоляции от источника давления устройства, контролирующего давление. Необходимо регистрировать испытательное давление на манометре, а также время начала и окончания каждого периода выдержки под давлением.
7.21.4.2.3 Эксплуатационные испытания
7.21.4.2.3.1 Каждая компоновка подводного дросселя и приводного механизма должна быть испытана на надлежащее функционирование в соответствии с настоящим стандартом. Испытания следует выполнять с помощью привода подводного дросселя от полностью закрытого положения до полностью открытого положения, минимум три раза с корпусом дросселя при атмосферном давлении и минимум пять раз с корпусом дросселя при номинальном рабочем давлении.
Эксплуатационные испытания каждого подводного дросселя и приводного механизма включают регистрацию данных испытаний, приведенных в таблице 24 и/или таблице 25.
7.21.4.2.3.2 Для компоновок с гидравлическими приводами приведение в действие дросселя должно быть выполнено с давлением приводного механизма равным или менее 90% номинального рабочего давления, и в протокол должна быть занесена информация, указанная в таблице 23:
- давление внутри корпуса дросселя;
- давление приводного механизма, необходимое для закрытия дросселя;
- давление приводного механизма, необходимое для открытия дросселя;
- верификация плавной работы дросселя без обратного хода;
- давление приводного механизма для смены направления действия после соединения с концевым ограничителем.
7.21.4.2.3.3 Для компоновок с приводами ручного регулирования в протоколе должна регистрироваться следующая информация, указанная в таблице 24:
- давление внутри корпуса дросселя;
- верификация плавной работы дросселя и без обратного хода в пределах ограничения на крутящий момент, указанного изготовителем.
7.21.4.2.3.4 Для компоновок с гидравлическими приводами и ручным переводом с автоматического на ручной режим управления должны быть проведены обе серии испытаний, указанные в 7.21.4.2.3.2 и 7.21.4.2.3.3, и результаты испытаний должны быть зарегистрированы в протоколе, как это показано в таблицах 26 и 27.
Таблица 26 - Пример формы протокола заводских приемо-сдаточных испытаний подводного дросселя
Протокол заводских приемо-сдаточных испытаний подводного дросселя | |||||||||||
А: Данные дросселя | |||||||||||
Изготовитель | |||||||||||
Модель N | Деталь N | ||||||||||
Серийный N | Размер диафрагмы | ||||||||||
Рабочее давление | Испытательное | ||||||||||
давление | |||||||||||
Номинальная температура | УТТ | ||||||||||
В: Гидростатические испытания | |||||||||||
Давление испытаний | |||||||||||
Первый период выдержки | Начало | ||||||||||
под давлением | |||||||||||
Окончание | |||||||||||
Общее время испытаний (мин) | |||||||||||
Второй период выдержки | Начало | ||||||||||
под давлением | |||||||||||
Окончание | |||||||||||
Общее время испытаний (мин) | |||||||||||
Выполнил | Дата | ||||||||||
С: Эксплуатационные испытания подводного дросселя с маховиком | |||||||||||
Номер цикла | Давление в дросселе, МПа (фунт/дюйм | Комментарий | |||||||||
Испытания 1 | |||||||||||
1 | 0,103(15) | ||||||||||
2 | |||||||||||
3 | |||||||||||
Испытания 2 | Рабочее давление дросселя | ||||||||||
1 | |||||||||||
2 | |||||||||||
3 | |||||||||||
4 | |||||||||||
5 | |||||||||||
Выполнил | Дата | ||||||||||
7.21.5 Съемный дроссель
7.21.5.1 Общие положения
Съемный дроссель должен иметь визуальную систему маркировки, указывающую положение на рабочей позиции и положение полного высвобождения дроссельной втулки в системе корпусного соединителя.
7.21.5.2 Соединитель
Соединительную систему следует проектировать с учетом обеспечения требования самоблокировки в закрепленном положении для предупреждения обратного хода при эксплуатации при любых рабочих нагрузках.
Поворотный привод соединителя должен поворачиваться против часовой стрелки для открытия и по часовой стрелке для закрытия, если смотреть со стороны штока.
7.21.5.3 Уплотнительная система
Необходимо предусмотреть возможность испытаний уплотнения в седле корпуса для подтверждения функционирования уплотнения. При выполнении этих испытаний возможно применение заглушённой насадки.
7.21.5.4 Проектные и рабочие параметры соединителей для подводных дросселей
Необходимо указать следующие параметры:
- номинальные значения крутящего момента свинчивания хомута или линейного тягового усилия;
- номинальные значения максимального первоначального крутящего момента хомута или максимального линейного тягового усилия;
- тип и размер сопряжения (ДУА);
- количество оборотов для открытия или закрытия или линейное перемещение для работы с хомутом.
7.21.6 Материалы
Подводные дроссели и подводные приводные механизмы должны быть изготовлены из материалов, которые удовлетворяют требованиям, указанным в 5.2 и требованиям ИСО 10423.
7.21.7 Сварка
Сварка компонентов, работающих под давлением, должна быть выполнена в соответствии с требованиями 5.3. Сварка компонентов, регулирующих давление ("насадка"), должна соответствовать документально оформленным техническим условиям изготовителя.
7.21.8 Маркировка
Маркировка должна быть выполнена в соответствии с требованиями 5.5. Подводные дроссели, ручные приводные механизмы, гидравлические приводные механизмы и компоновки дросселя/приводного механизма должны быть промаркированы, как показано в таблицах 27-30, соответственно.
Таблица 27 - Спецификация по маркировке подводных дросселей
Маркировка | Расположение |
Наименование изготовителя и/или торговая марка | Корпус или паспортная табличка |
Номер модели и тип | Корпус или паспортная табличка |
Значение максимального номинального рабочего давления | Корпус или паспортная табличка |
Серийный или идентификационный номер, индивидуальный для конкретного дросселя | Корпус или паспортная табличка |
Максимальный размер диафрагмы с увеличением по диаметру 0,4 мм (1/64 дюйма) | Корпус или паспортная табличка |
Направление потока | Корпус |
Требования ИСО: | Корпус или паспортная табличка |
Размер фланца, обозначение давления и кольцевого соединения | По окружности фланца (фланцев) |
Материал и твердость | Корпус и крышка (колпак) |
Номер детали | Корпус или паспортная табличка |
Таблица 28 - Спецификация по маркировке ручных приводных механизмов подводных дросселей
Маркировка | Расположение |
Изготовитель | Корпус или паспортная табличка |
Номер модели | Корпус или паспортная табличка |
Несущая способность (максимальная) по входному крутящему моменту - Н·м (футов на фунт) | Паспортная табличка |
Максимальный крутящий момент - Н·м (футов на фунт) | Паспортная табличка |
Количество оборотов для открытия | Паспортная табличка |
Дата (месяц/год) | Паспортная табличка |
Серийный номер (если требуется) | Паспортная табличка |
Номер детали | Паспортная табличка |
Требования ИСО: | Паспортная табличка |
- диапазон температур | |
- ГОСТ Р ИСО 13628-4 | |
- дата (месяц/год) |
Таблица 29 - Спецификация по маркировке гидравлических приводных механизмов подводных дросселей
Маркировка | Расположение |
Изготовитель | Паспортная табличка |
Номер модели | Паспортная табличка |
Максимальное рабочее гидравлическое давление - МПа (фунт/дюйм | Паспортная табличка и цилиндр |
Номинальное значение входного крутящего момента (максимум) - Н·м (фунт-фут) | Паспортная табличка |
Максимальный выходной крутящий момент- Н·м (фунт-фут) | Паспортная табличка |
Количество ступеней для открытия | Паспортная табличка |
Требования ИСО: | Паспортная табличка |
- УТТ | |
- диапазон температур | |
- ГОСТ Р ИСО 13628-4 | |
- дата (месяц/год) | |
Серийный номер (если требуется) | Паспортная табличка |
Номер детали | Паспортная табличка |
Направление для открытия для ручного режима управления | Паспортная табличка |
Таблица 30 - Спецификация по маркировке компоновки подводного дросселя и приводного механизма
Маркировка | Расположение |
Наименование сборщика или торговая марка | Паспортная табличка |
ГОСТ Р ИСО 13628-4 | Паспортная табличка |
Серийный или идентификационный номер компоновки | Паспортная табличка |
Номинальная глубина моря | Паспортная табличка |
7.22 Вспомогательное оборудование
7.22.1 Общие положения
С оборудованием подводного устьевого оголовка и подводным оборудованием для заканчивания скважин используют различные вспомогательные инструменты и принадлежности. В 7.2.2* определены требования для некоторых часто используемых инструментов. Эти инструменты и другое вспомогательное оборудование, которые не перечислены здесь, следует проектировать и изготавливать в соответствии с конструкционными требованиями, предельными значениями напряжений и требованиями к документации, указанными в 5.1.
_______________
* Текст документа соответствует оригиналу. - .
7.22.2 Конструкция
7.22.2.1 Общие проектные требования
7.22.2.1.1 Нагрузки
Там, где применимо, при проектировании вспомогательного оборудования должны быть рассмотрены как минимум следующие нагрузки от:
- подвешенного веса;
- управляющего давления;
- скважинного давления;
- гидростатического давления;
- погрузочно-разгрузочных работ;
- удара.
7.22.2.1.2 Рабочее давление
Инструмент, управляемый гидравлическим давлением, следует рассчитывать в соответствии со значениями номинального давления, указанными изготовителем.
7.22.2.2 Дистанционный инструмент для установки и переустановки направляющих канатов
Инструмент для установки/переустановки направляющих канатов применяют для закрепления канатов к направляющим стойкам подводных конструкций для заканчивания скважин. Любой такой инструмент, который использует относительные положения направляющих стоек, должен быть спроектирован в соответствии с 8.3.2.2.
7.22.2.3 Испытательные стенды и приспособления
7.22.2.3.1 Общие положения
Испытательные стенды и приспособления (включая технологическую оснастку) используют при сборке или установке для верификации сопряжений и функционирования, несущей способности под нагрузкой и давлением, а также взаимозаменяемости устанавливаемого оборудования. Также допускается их использование в качестве грузовой платформы для морской транспортировки оборудования. Испытательные стенды и приспособления, используемые только в заводских условиях изготовителя, не входят в область применения настоящего стандарта.
7.22.2.3.2 Точность испытательного оборудования
В случае применения испытательного оборудования для моделирования сопрягаемого компонента при испытаниях конкретной компоновки, оно должно быть изготовлено с теми же размерами и допусками на сопряжениях, как у моделируемого компонента.
7.22.2.3.3 Нагрузки в процессе испытаний/погрузо-разгрузочных работ и сборки
Конструкция испытательных стендов и приспособлений должна учитывать нагрузки при сборке и погрузочно-разгрузочных работах, а также нагрузки при испытаниях.
7.22.2.3.4 Испытательные тумбы
Испытательные тумбы моделируют конфигурации устьевых оголовков, сопряжения повторного ввода устьевой елки и т.п., для обеспечения проведения испытаний под давлением устьевой елки, спуско-подъемного инструмента устьевой елки, заглушки устьевой елки, т.д. и расположения ориентирующих соединений относительно превенторного блока. Они могут также содержать гидравлические соединительные муфты для обеспечения проведения испытаний управляющих функций. Стыковочные гнезда могут быть выполнены напрямую в тумбе или для свободных испытаний могут содержаться в макетном трубодержателе НКТ. При необходимости испытательная тумба должна принимать реальный трубодержатель НКТ. Испытательные порты должны сообщаться с отдельными проходными каналами испытательных тумб для обеспечения проведения испытаний под давлением. Необходимо проведение анализа преимуществ трубной обвязки испытательных портов на обычном манифольде с использованием изоляционных испытательных задвижек. Направление, обеспечиваемое испытательными тумбами, должно моделировать требования фактического испытываемого оборудования.
7.22.2.3.5 Оборудование, используемое для транспортировки
Испытательные платформы и т.п., используемые для морской транспортировки оборудования, должны обеспечивать защиту оборудования в процессе погрузочно-разгрузочных работ и транспортировки. Для принятия на себя статических и инерционных условий нагружения из-за бортовой, килевой и вертикальной качки судна в пункте назначения должны быть предусмотрены морские крепления, которые также должны подходить для крепления компоновки к буровым установкам и буровым салазкам.
7.22.3 Материалы
В случае контакта материалов со скважинным флюидом, они должны соответствовать требованиям 5.1-5.2. При выборе других материалов необходимо учитывать совместимость контактирующих флюидов и гальваническую совместимость, а также механические характеристики. Уплотнительные поверхности, соединяемые "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д. При условии совместимости базового материала со скважинными флюидами, морской водой, т.д. наплавки не требуются.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) следует определять в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
7.22.4 Испытания
Компоненты, находящиеся под давлением, должны быть испытаны под давлением в полтора раза выше, чем их RWP, если не определено другое давление испытаний в соответствующем разделе настоящего стандарта. Процедура испытаний должна соответствовать требованиям 5.4. Функциональные испытания и испытания на соответствие должны быть выполнены в соответствии с документально оформленными техническими условиями изготовителя для любого инструмента, который имеет сопряжение с оборудованием, которое предназначено для установки под водой.
7.22.5 Маркировка
Инструмент должен иметь постоянную маркировку с использованием методов и требований, изложенных в 5.5. Дополнительно инструмент, который не является неотъемлемой частью подводной компоновки, должен быть промаркирован датой изготовления, соответствующими номинальными значениями нагрузок и номером детали.
8 Специальные требования - подводный устьевой оголовок
8.1 Общие положения
8.1.1 В настоящем разделе описаны системы подводного устьевого оголовка, как правило, спускаемые с плавучей буровой установки. В разделе установлены нормы и технические условия для данного оборудования. Система подводного устьевого оголовка удерживает и герметизирует обсадные колонны. Она также обеспечивает опору для превенторного блока в процессе бурения, а также опору для подводной устьевой елки и, как правило, трубодержателя НКТ после заканчивания скважины. Система подводного устьевого оголовка устанавливается на дне моря или вблизи дна моря.
8.1.2 Детали, работающие под давлением и регулирующие давление, включенные в оборудование подводного устьевого оголовка, должны быть спроектированы в соответствии с требованиями ИСО 15156 (все части). К таким деталям относятся:
- корпус устьевого оголовка;
- корпуса трубодержателей обсадных колонн;
- кольцевые уплотнительные узлы.
8.1.3 Требования ИСО 15156 (все части) не распространяются на следующие детали или принадлежности:
- запорные кольца;
- нагрузочные кольца;
- упорные заплечики;
- подвесное оборудование;
- протекторы проходных каналов и защитные вкладыши.
8.1.4 При проектировании также необходимо учитывать параметры срока эксплуатации скважины с учетом влияния таких скважинных операций, как бурение, испытание, заканчивание скважины и эксплуатация. Для обеспечения целостности системы на долгосрочный период эксплуатации недостаточно норм, определяющих конструкционную несущую способность системы устьевого оголовка, обеспечивающих надежность на кратковременный срок.
Необходимо проведение дальнейшей оценки следующих вопросов, определяющих надежность на длительный период эксплуатации:
- внешних циклических нагрузок;
- циклических нагрузок от внутреннего давления и перемещения;
- тепловой нагрузки и градиентов;
- общей коррозии;
- коррозионного растрескивания под напряжением (под воздействием водорода, и хлоридов).
Вышеперечисленные вопросы могут потребовать оценки с использованием усталостного анализа, методов механики разрушения, оценки несущей способности конструкции при тепловом нагружении или снижения несущей способности из-за допусков на коррозию. Несмотря на то что на эксплуатационных скважинах для уменьшения коррозии часто применяют системы катодной защиты, это может повысить возможность коррозионного растрескивания под напряжением из-за выделения свободного водорода.
8.2 Временная донная направляющая плита
8.2.1 Общие положения
Применение TGB представляет собой направляющую опорную плиту для бурения ствола скважины под кондуктор и установки кондуктора. Опорная плита обеспечивает компенсацию отклонений, возникающих из-за изменчивых условий дна моря, и может служить опорой для PGB. При совместном использовании TGB и PGB конусно-шарнирная конструкция обеспечивает компенсацию угловых отклонений между TGB и PGB, возникающих из-за рельефа морского дна, и вертикальности скважины. Для системы направляющих канатов она также устанавливает первоначальные опорные точки для направляющих канатов. Она может также предоставлять возможность для подвешивания фундаментной колонны для удержания несвязанного поверхностного слоя грунта. TGB не всегда может быть использована, как, например в случае заканчивания скважины с применением опорной плиты для бурения или сателлитных конструкций (основание и/или защитная конструкция).
TGB может также служить в качестве донной плиты, если бурение ствола скважины под кондуктор осуществляют гидромониторным способом. В этом случае TGB работает как физический ограничитель для обеспечения того, что устьевой оголовок находится на фиксированном расстоянии от морского дна и, соответственно, служит временным основанием, увеличивает несущую опорную способность в несвязанных или неуплотненных поверхностных слоях грунта. Увеличенную несущую опорную способность используют для удержания веса кондуктора (предупреждая его опускания) до тех пор, пока не будет пробурен следующий участок ствола скважины и кондуктор не будет надежно установлен и зацементирован на месте.
Положения по проектированию и соответствующим испытаниям под нагрузкой должны удовлетворять требованиям 5.1.3.6.
8.2.2 Конструкция
8.2.2.1 Нагрузки
При проектировании TGB изготовитель должен рассмотреть и документально оформить нагрузки от:
- балласта;
- натяжения направляющего каната;
- веса кондуктора;
- веса компоновки PGB;
- подвешенного оборудования;
- реакции грунта.
TGB должна быть способна удерживать статическую нагрузку минимум 780 кН на сопряжении с PGB при опоре TGB в четырех точках, равномерно расположенных через 90°±2° друг от друга и как минимум на расстоянии 1575 мм (62 дюйма) от центра (радиальное измерение). Рекомендации по применению подъемных проушин приведены в приложении K.
8.2.2.2 Размеры
Требования к размерам:
a) минимальная площадь опорной поверхности TGB должна составлять 7 м. Эта площадь может быть увеличена с помощью приварных или болтовых удлинителей для компенсации прочности грунта и ожидаемых нагрузок;
b) следует предусмотреть прохождение TGB через квадратное отверстие 5 м или как указано изготовителем;
c) TGB должно иметь четыре точки крепления направляющих канатов для обеспечения сопряжения с направляющими стойками PGB;
d) TGB вместе с PGB должны допускать минимальную несоосность 5° между кондуктором и TGB;
e) TGB должна предусматривать минимальный объем 2 м для хранения балластного материала.
8.3 Постоянная направляющая плита
8.3.1 Общие положения
PGB крепится к корпусу устьевой колонной головки направления и обеспечивает направление для бурового оборудования и оборудования для заканчивания скважины (первая технологическая обсадная колонна, ВОР, эксплуатационная устьевая елка, спуско-подъемный инструмент). PGB обеспечивает вход в скважину до установки корпуса устьевого оголовка и ВОР. После монтажа устьевого оголовка PGB обеспечивает направление ВОР, подводной устьевой елки или устьевой трубной головки на устьевом оголовке с использованием методов с направляющими канатами или без направляющих канатов. Это основание может обеспечить структурную опору и окончательное выравнивание системы устьевого оголовка, а также обеспечивает посадку и запирание для корпуса устьевой колонной головки направления. PGB можно монтировать как отдельный узел или разделить на два узла для облегчения погрузочно-разгрузочных работ и установки. Дополнительно PGB может включать в себя технические возможности для удержания кондуктора, извлечения и передачи нагрузок выкидных трубопроводов. PGB может быть извлечена после завершения бурения и заменена на PGB, несущую оборудование соединений выкидных трубопроводов/манифольдов. Альтернативно PGB, установленная для бурения, может служить несущей опорой для оборудования соединений выкидных трубопроводов/манифольдов. В любом случае оборудование не должно мешать установке превенторных блоков. Необходимо обеспечить доступ для требуемых ДУА и удаления шлама.
PGB, использующая раструб повторного ввода для направления оборудования без направляющих канатов, часто относится к блоку повторного ввода без направляющих канатов или GRA. Раструб повторного ввода может быть на корпусе GRA с направлением вверх (раструбом вверх) или может иметь конфигурацию в согласовании с сопрягаемым раструбным оборудованием на подводном оборудовании, впоследствии устанавливаемом в GRA (раструбом вниз). Геометрия раструба, как правило, содержит один (или более) диагональный конус(ы) и центральную цилиндрическую раму для обеспечения точности центровки между сопрягаемыми компонентами/конструкциями. Наибольший диаметр диагонального конуса должен быть не менее 1,5 диаметра захватываемого компонента. Рекомендуется угол диагонального конуса не менее 40° относительно горизонтали. Как правило, угол конуса составляет 45°. Конус(ы) и внутренний цилиндр следует проектировать таким образом, чтобы после захвата оборудование можно было повторно вводить под углом наклона до 3° от вертикали при любой ориентации и соответственно выравнивать захваченный компонент в вертикальном положении.
Части конуса повторного ввода могут быть вырезаны для облегчения повторного ввода прилегающего оборудования без направляющих тросов, захватывающие раструбы которых могут пересекать основной раструб(ы) из-за пространственных ограничений. Это приемлемо, хотя и снижает характеристики повторного ввода раструба в его вырезанной части. Эту практику следует применять с проведением тщательной инженерной экспертизы, сравнивая потери, связанные с эксплуатационными ограничениями, с преимуществами по размерам и весу. Использование вырезанных раструбов следует минимизировать или использовать их там, где это практически целесообразно.
GRA также могут иметь технические возможности для удержания кондуктора. Для обеспечения этой возможности, а также учитывая, как правило, цилиндрическую и коническую форму GRA, следует включать в конструкцию рамы горизонтальные монтажные опоры или балочную конструкцию для обеспечения прочной плоской поверхности, которую возможно твердо устанавливать на спайдерных балках.
При необходимости пространственной ориентации направленные вверх раструбы и захватывающее оборудование также могут быть снабжены Y-пазом и ориентирующими штырями. Верхнюю часть Y-паза необходимо выполнять достаточно широкой для захвата сопрягаемых штырей в пределах ±7,5° от истинной ориентации. Y-паз необходимо выполнять конусом вниз с шириной, соответствующей штырю, для обеспечения ориентации в пределах ±0,5° (аналогично угловой ориентации, обеспечиваемой направляющими стойками и раструбами). Как правило, имеются два или четыре ориентирующих штыря, каждый из которых имеет минимальный диаметр 101,6 мм (4,0 дюйма). Также возможны другие методы ориентации, такие как ориентирующие спирали или устройства индексации (храповые механизмы, т.д.). Вне зависимости от применяемого ориентирующего метода в конструкции необходимо соблюдать требование к обеспечению 3° наклона для повторного ввода с достаточным зазором для обеспечения свободного поворотного эффекта.
Размещение Y-пазов и ориентирующих штырей в раструбах, направленных вниз, довольно затруднительно, поэтому не исключена возможность необходимости применения альтернативных методов ориентации, таких как ориентирующие спирали или устройства индексации.
Следует не допускать создания препятствий со стороны PGB/GRA в циркуляционных проходах для цементирования, гидромониторных операций, т.д.
Положения по проектированию и соответствующим испытаниям под нагрузкой должны удовлетворять требованиям 5.1.3.6.
8.3.2 Конструкция
8.3.2.1 Нагрузки
При проектировании PGB (см. рисунки 11 и 12) изготовитель должен рассмотреть и документально оформить нагрузки от:
- веса кондуктора;
- веса корпуса устьевой колонной головки направления;
- подвешенного груза;
- веса гидромониторной колонны при подвешивании ее на спайдерных балках;
- натяжения направляющего каната;
- натяжения соединения и монтажа выкидного трубопровода;
- соединения при доступе к кольцевому пространству;
- окружающей среды;
- реакции TGB;
- монтажа (включая подвешивание кондуктора на спайдерных балках);
- случайного зацепления;
- ВОР;
- крепления на дне моря (при удержании на спайдерных балках).
PGB или GRB должны быть способны к выдерживанию статической нагрузки, равной как минимум 780 кН, на сопряжении с корпусом колонной головки направления при опоре PGB в четырех точках, равномерно расположенных через 90°±2° друг от друга и как минимум на расстоянии 1575 мм (60 дюймов) от центра (радиальное измерение).
8.3.2.2 Размеры постоянной донной направляющей плиты
Требования к размерам PGB следующие:
a) размеры PGB должны соответствовать размерам, показанным на рисунке 9, а);
b) направляющие стойки должны быть изготовлены из трубы или трубной продукции с НД 219 мм (8 5/8 дюйма). Раструбы направляющих стоек, как правило, изготавливают из трубы или трубной продукции с НД и толщиной 273 мм13 мм (10 3/4 дюйма
0,5 дюйма);
c) длина направляющей стойки [элемент (1 на рисунке 9, а)] должна составлять минимум 2440 мм (8 футов) для целей бурения. Длина направляющей стойки может быть увеличена для обеспечения направления для подводной устьевой елки, LWRP и/или заглушки устьевой елки.
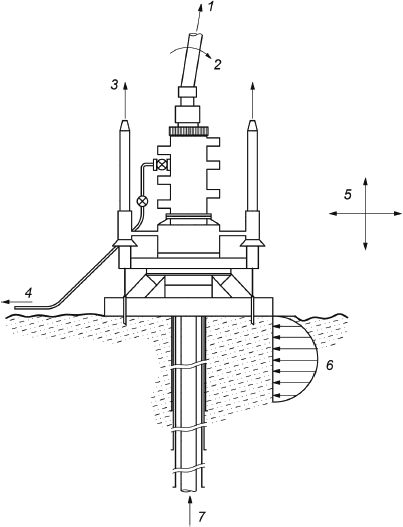
1 - нагрузка от натяжения райзера; 2 - приложенные моменты; 3 - нагрузка от натяжения направляющего каната; 4 - нагрузка от соединения выкидного трубопровода; 5 - нагрузки от окружающей среды (течение, волны, воздействие, т.д.); 6 - реакция грунта; 7 - тепловая нагрузка
Рисунок 11 - Внешние нагрузки и реакции опор на подводную устьевую елку и устьевой оголовок
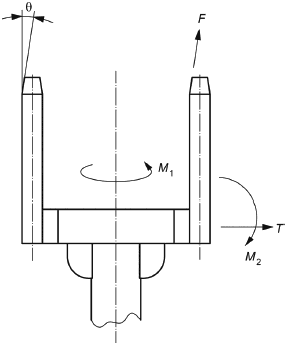
- усилие от направляющего каната;
- крутящий изгибающий момент;
- изгибающий момент;
- растяжение;
- угол, при котором действует усилие от направляющего каната
Рисунок 12 - Нагрузки на постоянную донную направляющую плиту
8.3.2.3 Размеры узла повторного ввода без направляющих канатов
Раструб повторного ввода может быть расположен на корпусе GRA с направлением вверх (раструбом вверх) или может иметь конфигурацию в согласовании с сопрягаемым раструбным оборудованием на подводном оборудовании, впоследствии устанавливаемом в GRA (раструбом вниз). Геометрия раструба обычно имеет один (или более) диагональный конус(ы) и центральную цилиндрическую раму для обеспечения точности центровки между сопрягаемыми компонентами/конструкциями. Наибольший диаметр диагонального конуса должен быть не менее 1,5 диаметра захватываемого компонента. Рекомендуется угол диагонального конуса не менее 40° относительно горизонтали. Как правило, угол конуса составляет 45°. Конус(ы) и внутренний цилиндр после захвата должен позволять оборудованию повторно входить под углом наклона до 3° от вертикали при любой ориентации и соответственно содействовать выравниванию захваченного компонента в вертикальном положении.
Части конуса повторного ввода могут быть вырезаны для облегчения повторного ввода прилегающего оборудования без направляющих тросов, захватывающие раструбы которых могут пересекать основной раструб(ы) из-за пространственных ограничений. Это приемлемо, хотя и снижает характеристики повторного ввода раструба в его вырезанной части. Эту практику следует применять с проведением тщательной инженерной экспертизы, сравнивая потери, связанные с эксплуатационными ограничениями, с преимуществами по размерам и весу. Использование вырезанных раструбов следует минимизировать или использовать там, где это практически целесообразно.
GRA также могут иметь технические возможности для удержания кондуктора. При этом, учитывая, что GRA, как правило, имеют цилиндрическую и коническую форму, следует включать в конструкцию рамы горизонтальные монтажные опоры или балочную конструкцию для обеспечения прочной плоской поверхности, которую можно твердо устанавливать на спайдерных балках.
В случае необходимости пространственной ориентации см. 7.15.2.1.
8.3.2.4 Функциональные требования
Предъявляются следующие функциональные требования:
a) при применении TGB, PGB (GRA) допускается минимальная угловая несоосность 5° между кондуктором 762 мм (30 дюймов) и TGB. Для других размеров кондукторов изготовитель должен документально оформить значение возможной несоосности;
b) направляющие стойки должны обеспечивать возможность замены на месте в условиях эксплуатации без сварки с помощью водолаза, ДУА или ДУИ. В качестве запорного механизма необходимо использовать механизм, не допускающий самопроизвольного освобождения вследствие зацепления тросами, кабелями, т.д.;
c) существуют направляющие стойки с канавками или без них. Направляющие стойки с канавками требуются для использования с TGB, в случае если направляющие канаты не должны отсоединяться от TGB. Для направляющих стоек с канавками необходимо обеспечить условия для ввода направляющих тросов с НД, равным как минимум 19 мм (3/4 дюйма), в стойку с зажимными устройствами в верхней и в нижней части или близко к нижней части стойки;
d) необходимо предусмотреть устройства для крепления направляющих тросов к верхней части направляющих стоек. Эти устройства должны иметь возможность освобождения и повторной установки. Выполнение данной процедуры возможно с участием водолаза, ДУА или ДУИ;
e) на PGB (GRA) следует предусмотреть устройство для облегчения ориентации между PGB (GRA) и корпусом устьевой колонной головки направления. Ориентирующее устройство может позволить устанавливать направляющую плиту с многосторонней ориентацией для обеспечения соответствия направлению буровой установки. Ориентирующее устройство может также выполнять функцию устройства предотвращения вращения для сопротивления нагрузкам, определенным в 8.3.2.1;
f) при необходимости PGB (GRA) могут содержать заливочные воронки для доливки цементного раствора;
g) при необходимости PGB (GRA) могут содержать уплотнения и конструкцию для отвода придонных газов и газов цементных портов (которые могут образовывать гидраты) от проникновения к ВОР, подводной устьевой елке или соединителю устьевой трубной головки;
h) оборудование без направляющих канатов не должно уменьшать угол освобождения ВОР, подводной устьевой елки или соединителя устьевой трубной головки. Оборудование без направляющих канатов должно позволять установку и извлечение оборудования до угла 3° без повреждения уплотнительных поверхностей устьевого оголовка или контакта с установленными прокладками устьевого оголовка;
i) необходимо использовать запирающий или нагрузочный торец с фиксатором для подвешивания кондуктора в PGB (GRA);
j) должны быть предусмотрены специальные точки подъема;
k) недопустимо создание препятствия для циркуляционных проходов со стороны PGB (GRA);
I) возможен спуск PGB (GRA) совместно с корпусом устьевой колонной головки направления и отдельно, с использованием спуско-подъемного инструмента.
8.4 Корпус устьевой колонной головки направления
8.4.1 Общие положения
Корпус устьевой колонной головки направления крепится к верхней части кондуктора для формирования базовой опоры скважины с подводным расположением устья. Корпус, как правило, содержит средства крепления к PGB (GRA), которые могут также выполнять функцию устройства предотвращения вращения между PGB (GRA) и корпусом устьевой колонной головки направления.
Конфигурация типового корпуса устьевой колонной головки направления показана на рисунке 13. Внутренний профиль корпуса устьевой колонной головки направления содержит посадочный заплечик для удержания корпуса устьевого оголовка и нагрузок, прикладываемых при выполнении операций по бурению, заканчиванию скважины и ремонту скважины. Необходимо также включать подготовку спуско-подъемного инструмента как часть внутреннего профиля корпуса. Внешний профиль корпуса устьевой колонной головки направления должен быть совместимым с упором кондуктора в роторном столе и/или у спайдерных балок в буровой шахте. Проходы для возврата цемента могут быть включены в компоновку корпуса устьевой колонной головки направления/PGB (GRA) для того, чтобы обеспечить возможность направления возвратного потока цемента и бурового раствора ниже PGB (GRA) или через порты в PGB (GRA).
В случае необходимости возможно включение средств защиты уплотнений от гидратов, т.д.
Допустимо включение других средств, расширяющих технические возможности корпуса устьевой колонной головки направления, такие как удаление шлама, доливка цемента, жесткое запирание, т.д. Промежуточная обсадная колонна может быть также подвешена внутри корпуса устьевой колонной головки направления до эксплуатационной обсадной колонны. Устройства для посадки промежуточной обсадной колонны могут быть необходимы для эксплуатационной обсадной колонны. На потоке могут быть применены методы перекрытия кольцевого пространства с помощью отверстий для предупреждения миграции гидрата из кольцевого пространства между кондуктором и эксплуатационной колонной.
8.4.2 Конструкция
8.4.2.1 Нагрузки
При проектировании корпуса устьевой колонной головки направления изготовитель должен учитывать и документально оформлять следующие нагрузки; см. 8.2.2.1:
- от устьевого оголовка;
- нагрузки при подвешивании/удерживающие нагрузки при подвешивании в буровой шахте;
- от райзера;
- от PGB (см. рисунки 11 и 12);
- от окружающей среды;
- от зацепления;
- от воздействия давления;
- тепловые нагрузки.
Сопряжение между корпусом устьевой колонной головки направления и PGB должно быть спроектировано на минимальную номинальную нагрузку 780 кН.
8.4.2.2 Размеры
Предъявляются следующие требования к размерам:
a) как правило, корпуса устьевых колонных головок направления имеют размеры от 762 мм (30 дюймов) до 914,4 мм (36 дюймов):
- минимальный ВД - 665 мм (26,20 дюйма),
- максимальный НД - 950 мм (37,40 дюйма);
b) выбор размера корпуса устьевой колонной головки направления не ограничивается размерами от 762 мм (30 дюймов) до 914,4 мм (36 дюймов). При выборе НД корпуса устьевой колонной головки направления необходимо учитывать размеры роторного стола, состояние грунта морского дна и нагрузки на основание. При выборе ВД корпуса устьевой колонной головки направления необходимо рассматривать стандартный диаметр бурового долота, используемый для следующей обсадной колонны, плюс 3 мм (1/8 дюйма).
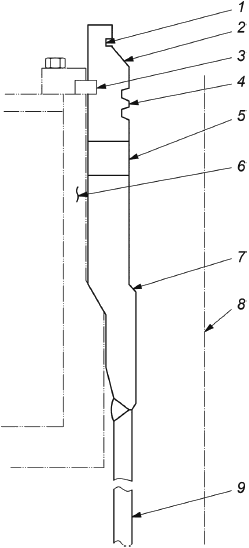
1 - запирание устьевого оголовка; 2 - посадочный заплечик для устьевого оголовка; 3 - крепление постоянной донной направляющей плиты; 4 - подготовка спуско-подъемного инструмента и соединителя колонны-надставки; 5 - цементный порт (опционально); 6 - постоянная донная направляющая плита; 7 - посадочный заплечик; 8 - осевая линия; 9 - кондукторная обсадная колонна
Рисунок 13 - Типовой корпус устьевой колонной головки направления
8.4.2.3 Нижнее соединение
Нижнее соединение включает сварные узлы (удлинители, переводники, переходные конусы, т.д.) между корпусом устьевой колонной головки направления и кондуктором.
В случае необходимости сварного нижнего концевого соединения, необходима его подготовка для стыкового сварного шва с полным проплавлением.
При назначении усталостных критериев потребитель должен указать допустимый SCF, максимальный размер дефекта и критерии приемочного контроля для NDE.
8.4.2.4 Короткий патрубок
Корпус устьевой колонной головки направления может иметь короткий патрубок, который приваривают в заводских условиях для облегчения монтажа на месте.
8.4.2.5 Погрузка-разгрузка/удерживание
Опоры для погрузочно-разгрузочных работ и удерживания могут поставляться для подвешивания в процессе монтажа и для погрузочно-разгрузочных работ в процессе транспортировки и монтажа. Потребитель должен указать максимальную высоту подвешивания на роторном столе для свинчивания замковых соединений.
8.4.3 Испытания на ударную вязкость
Испытания на ударную вязкость не требуются.
8.4.4 Испытания
Верификационные испытания должны соответствовать требованиям 5.1.7.5. Проведение заводских приемо-сдаточных испытаний не требуется.
8.5 Корпус устьевого оголовка
8.5.1 Общие положения
Корпус устьевого оголовка устанавливается внутри корпуса устьевой колонной головки направления. Он обеспечивает герметичность скважины, удерживает первую технологическую и последующие колонны обсадных труб, трубодержатель НКТ и противодействует внешним нагрузкам. Превенторный блок или подводная устьевая елка крепится и уплотняется в верхней части корпуса устьевого оголовка с использованием соответствующего соединителя устьевого оголовка и уплотнения. Корпус устьевого оголовка должен принимать трубодержатели НКТ или переводник трубодержателя НКТ. Размеры стандартной системы приведены в таблице 15. Рисунок 15 представляет две конфигурации типовых корпусов устьевых оголовков.
8.5.2 Конструкция
8.5.2.1 Нагрузки
При проектировании корпуса устьевого оголовка изготовитель должен учесть и документально оформить как минимум следующие нагрузки:
- от райзера (бурового, эксплуатационного и ремонтного);
- от ВОР;
- от подводной устьевой елки;
- от давления (внутреннего и внешнего);
- радиальные нагрузки;
- тепловые нагрузки;
- от окружающей среды;
- от выкидных трубопроводов;
- от подвешенных обсадных колонн;
- реакции корпуса устьевой колонной головки направления;
- реакции трубодержателя НКТ;
- от гидравлического соединителя;
- усталостные нагрузки.
8.5.2.2 Соединения
8.5.2.2.1 Верхнее соединение
Верхнее соединение должно быть бугельного или шпиндельного типа (см. рисунок 14), как определено потребителем. Уплотнительные прокладки должны быть изготовлены из коррозионно-стойкого материала или быть покрытыми коррозионно-стойким материалом, как определено в 5.3.3. Профиль прокладки должен обеспечивать первичную и вторичную уплотнительные зоны прокладки.
8.5.2.2.2 Нижнее соединение
Корпус высокого давления крепится к верхней части основной технологической колонны для обеспечения базовой опоры скважины с подводным расположением устья.
В случае необходимости сварного нижнего соединения необходима его подготовка для стыкового сварного шва с полным проплавлением.
При назначении усталостных критериев потребитель должен указать допустимый SCF, максимальный размер дефекта и критерии приемочного контроля для NDE.
8.5.2.2.3 Короткий патрубок
Корпус устьевого оголовка может иметь короткий патрубок, привариваемый в заводских условиях для облегчения установки на месте.
8.5.2.2.4 Проходки в корпусе
Проходки (пенетрации) в пределах границ корпуса недопустимы.
8.5.3 Размеры
Предъявляются следующие требования к размерам:
a) минимальный вертикальный проходной канал корпуса устьевого оголовка должен соответствовать указанному в таблице 15;
b) размеры границ корпуса устьевого оголовка (см. рисунок 14) должны быть в соответствии с документально оформленными техническими условиями изготовителя.
8.5.4 Номинальное рабочее давление
RWP для границ корпуса устьевого оголовка (см. рисунок 14) должно составлять 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) или 103,5 МПа (15000 фунт/дюйм
). При выборе номинального рабочего давления необходимо учитывать максимальное ожидаемое рабочее давление SCSSV (см. 5.1.2.1.1).
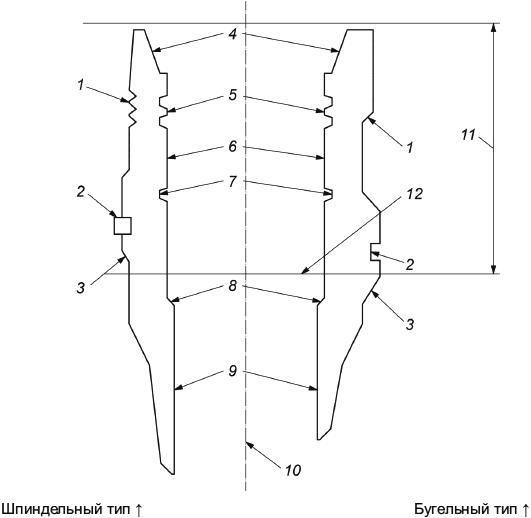
1 - профиль соединителя; 2 - запорный элемент корпуса; 3 - посадочный заплечик; 4 - профиль прокладки; 5 - подготовка для спуско-подъемного инструмента; 6 - уплотнительная зона трубодержателя обсадной колонны/уплотнителя; 7 - запорный профиль трубодержателя; 8 - посадочный заплечик трубодержателя; 9 - минимальный проходной канал; 10 - осевая линия; 11 - границы корпуса устьевого оголовка; 12 - положение уплотнительного узла наиболее низкого трубодержателя обсадной колонны
Рисунок 14 - Типовые корпуса устьевых оголовков
8.5.5 Испытания
8.5.5.1 Заводские приемо-сдаточные испытания
До отгрузки от изготовителя корпуса устьевых оголовков должны быть подвергнуты гидростатическим испытаниям. Гидростатические испытания проводят для верификации герметичности границ корпуса устьевого оголовка. Корпус устьевого оголовка должен быть подвергнут испытаниям на соответствие требованиям ИСО 10423, УТТ 3 или 3G.
Давление гидростатических испытаний корпуса должно быть определено исходя из номинального рабочего давления корпуса (см. таблицу 31). Давление гидростатических испытаний корпуса должно быть не менее значений, указанных в таблице 31.
Корпус устьевого оголовка не должен допускать видимую утечку или видимые пузыри в водяной ванне в процессе каждого периода выдержки под давлением. Любые остаточные деформации корпуса после завершения гидростатических испытаний не должны оказывать отрицательное влияние на функциональные характеристики трубодержателей обсадных колонн, уплотнений, прокладок, соединителей или другого подводного оборудования. Деформации корпуса после гидростатических испытаний сверх допустимых пределов недопустимы.
Таблица 31 - Давление испытаний
Номинальное рабочее давление | Гидростатическое давление испытаний корпуса | ||
МПа | фунт/дюйм | МПа | фунт/дюйм |
34,5 | 5000 | 51,8 | 7500 |
69,0 | 10000 | 103,5 | 15000 |
103,5 | 15000 | 155,2 | 22500 |
8.6 Трубодержатели обсадных колонн
8.6.1 Общие положения
Подводный трубодержатель обсадных колонн устанавливается сверху каждой обсадной колонны и удерживает колонну при ее установке в корпусе устьевого оголовка. Его конфигурация позволяет спуск через буровой райзер и подводный превенторный блок, установку в подводном устьевом оголовке и удержание требуемой нагрузки обсадной колонны. Он должен иметь кольцевой уплотнительный узел и выдерживать нагрузки, создаваемые давлением испытаний ВОР выше трубодержателя, и нагрузки от последующих обсадных колонн. Должны быть обеспечены средства для передачи нагрузки обсадной колонны и нагрузки от испытательного давления на корпус устьевого оголовка или предыдущий трубодержатель обсадных труб.
На заводе следует установить в трубодержателе короткий патрубок обсадной трубы. Это уменьшает риск повреждения в процессе погрузочно-разгрузочных работ и последующей сборки на месте. При соединении короткого патрубка с трубодержателем для резьбовых соединений по стандарту API следует соблюдать требования ИСО 10426 (все части) к свинчиванию. Должна быть обеспечена достаточная длина на трубодержателе и коротком патрубке для машинного ключа. Фирменные резьбовые соединения следует свинчивать в соответствии с документально оформленными техническими условиями изготовителя.
Примечание - В контексте настоящего положения API Spec 5СТ является эквивалентом ИСО 10426 (все части).
Подводные трубодержатели обсадных колонн должны быть отнесены к оборудованию, регулирующему давление, как это определено в ИСО 10423. В некоторых случаях обсадная колонна может быть подвешена в поддонном посадочном кольце, которое является частью другой обсадной колонны ниже устьевого оголовка. Поддонные трубодержатели обсадных колонн, подвешенные на поддонном посадочном кольце, должны удовлетворять требованиям 8.14.
Запорный механизм, если требуется, используется для установления предела или ограничения перемещения трубодержателя обсадных колонн. Этот механизм может быть выполнен как одно целое с уплотнительным узлом или спускаться как часть независимого узла.
8.6.2 Конструкция
8.6.2.1 Нагрузки
При проектировании трубодержателей обсадных колонн (включая запорные механизмы, если используются) изготовитель должен рассмотреть и документально оформить как минимум следующие нагрузки:
- подвешенные нагрузки;
- дополнительное натяжение;
- давление (внутреннее и внешнее);
- тепловые;
- крутящие;
- радиальные;
- ударные.
8.6.2.2 Резьбовые соединения
Потребитель должен указать тип резьб обсадных труб на трубодержателе. Идентификационные маркировки должны соответствовать ИСО 10423.
На резьбы обсадных труб необходимо наносить покрытия для предупреждения задиров, когда это определено типом резьбы и материалом, что должно быть указано изготовителем.
8.6.2.3 Вертикальный проходной канал
8.6.2.3.1 Полнопроходной вертикальный канал
Минимальные размеры вертикальных проходных каналов для полнопроходных или открытого типа трубодержателей обсадных колонн должны соответствовать таблице 32. Оборудование, соответствующее этому требованию, относится к оборудованию, имеющему каналы открытого типа.
8.6.2.3.2 Полупроходной вертикальный канал
Могут поставляться также полупроходные вертикальные каналы (с уменьшенным проходом).
Таблица 32 - Минимальные размеры вертикальных проходных каналов для трубодержателей обсадных колонн и защитных вкладышей
НД обсадной трубы | Минимальный вертикальный проходной канал | ||
мм | дюйм | мм | дюйм |
178 | 7 | 153 | 6,03 |
194 | 7 5/8 | 172 | 6,78 |
219 | 8 5/8 | 195 | 7,66 |
244 | 9 5/8 | 217 | 8,53 |
251 | 9 7/8 | 217 | 8,53 |
273 | 10 3/4 | 242 | 9,53 |
298 | 11 3/4 | 271 | 10,66 |
340 | 13 3/8 | 312 | 12,28 |
346 | 13 5/8 | 312 | 12,28 |
356 | 14 | 312 | 12,28 |
406 | 16 | 376 | 14,81 |
457 | 18 | 420 | 16,55 |
508 | 20 | 467 | 17,58 |
8.6.2.4 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
8.6.2.5 Номинальные характеристики трубодержателей обсадных колонн
Номинальные значения нагрузок и давления для трубодержателей обсадных колонн могут быть определены в соответствии с группой прочности материала труб и сечения стенки, а также устьевым оборудованием, в которое они устанавливаются. Изготовители должны определять и документально оформлять номинальные значения нагрузки/давления для трубодержателей обсадных колонн, как определено ниже.
a) Допустимая нагрузка при подвешивании
Указанная изготовителем допустимая нагрузка при подвешивании для трубодержателя обсадных колонн включает обсадную резьбу (обычно муфтовая резьба), нарезанную в корпусе трубодержателя.
b) Значение номинального давления
Указанное изготовителем значение номинального давления для трубодержателя обсадных колонн включает корпус трубодержателя и резьбу обсадных труб (обычно муфтовую резьбу), нарезанную в нижнем конце трубодержателя.
Примечание - Потребитель несет ответственность за определение рабочего давления для заданного веса и группы прочности обсадных труб и их допустимой нагрузки при подвешивании.
c) Давление испытаний ВОР
Номинальным значением давления испытаний ВОР для трубодержателя обсадных колонн является максимальное давление, которое может быть приложено к верхней части корпуса трубодержателя и кольцевому уплотнительному узлу. Это номинальное значение, в частности, исключает соединение обсадной трубы на нижнем конце трубодержателя обсадных колонн.
d) Допустимая нагрузка удержания
Указанная изготовителем допустимая нагрузка удержания представляет собой номинальный вес, который трубодержатель (трубодержатели) обсадных колонн способен (способны) передать корпусу устьевого оголовка или предшествующему трубодержателю (трубодержателям) обсадных колонн. Должно быть учтено влияние эффекта полного номинального внутреннего рабочего давления.
8.6.2.6 Сечение циркуляционного прохода
Сечение наружного циркуляционного прохода позволяет обратным потокам проходить через трубодержатель в процессе операций цементирования и предназначен для минимизации падения давления путем пропуска частиц как можно большего размера. Изготовитель должен документально оформлять для каждого узла трубодержателя обсадных колонн минимальные сечения циркуляционных проходов трубодержателя и максимальный размер частиц.
8.6.3 Испытания
8.6.3.1 Валидационные испытания
Валидационные испытания подводных трубодержателей обсадных колонн должны соответствовать требованиям 5.1.7. Валидационные испытания на внутреннее давление должны быть выполнены для верификации целостности конструкции трубодержателя и не должны зависеть от группы прочности и резьбы обсадных труб.
8.6.3.2 Заводские приемо-сдаточные испытания
Включение гигрометра в FAT подводных трубодержателей обсадных колонн не является обязательным требованием. Для верификации минимального вертикального проходного канала трубодержателя (см. таблицу 32) должен быть выполнен контроль размеров или контроль оправкой в соответствии с техническими условиями изготовителя.
8.7 Кольцевые уплотнительные узлы
8.7.1 Общие положения
Кольцевые уплотнительные узлы обеспечивают изоляцию давления между каждым трубодержателем обсадных колонн и корпусом устьевого оголовка. Они могут быть спущены одновременно с подводным трубодержателем обсадных колонн или отдельно. Кольцевые уплотнительные узлы активизируют различными методами, включая кручение, вес и/или гидравлическое давление. В условиях потенциальной возможности коррозии или потери ингибированных флюидов эксплуатационный кольцевой уплотнительный узел необходимо изолировать от эксплуатационного кольцевого пространства с помощью уплотнительной втулки, изготовленной из соответствующих материалов.
Подводные кольцевые уплотнительные узлы должны быть отнесены к оборудованию, регулирующему давление, как определено в ИСО 10423.
8.7.2 Конструкция
8.7.2.1 Нагрузки
При проектировании кольцевых уплотнительных узлов изготовитель должен учитывать и документально оформлять следующие нагрузки:
- при установке;
- тепловые;
- от давления;
- при разъединении и/или извлечении.
8.7.2.2 Номинальное рабочее давление
Номинальное рабочее давление сверху для кольцевого уплотнительного узла должно быть более либо равным номинальному рабочему давлению трубодержателя обсадных колонн, см. 6.2.5. Изготовитель должен указать номинальное рабочее давление снизу уплотнительного узла, если оно отличается от номинального рабочего давления сверху.
8.7.2.3 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
8.7.2.4 Запирание
Кольцевой уплотнительный узел должен запираться в трубодержателе обсадных колонн и/или устьевом оголовке с использованием запорного механизма, который позволяет извлечь его без повреждения уплотнительных поверхностей в случае разрушения уплотнения. Запорные механизмы могут быть жесткими или позволять некоторое перемещение трубодержателя обсадных колонн/кольцевого уплотнения. Необходимо учитывать потребность в дополнительном запорном устройстве или ограничительном устройстве в процессе эксплуатации, основываясь на ожидаемых нагрузках (см. 8.7.2.1 и 8.8) и конструкции кольцевого уплотнения.
8.7.3 Аварийные кольцевые уплотнительные узлы
Необходимо проектировать аварийные кольцевые уплотнительные узлы, содержащие уплотнения на другом участке, или применение другого уплотнительного механизма. Конструкция должна удовлетворять требованиям 8.7.2.
8.7.4 Испытания
8.7.4.1 Валидационные испытания
Валидационные испытания кольцевого уплотнительного узла и аварийного кольцевого уплотнительного узла должны соответствовать 5.1.7.
8.7.4.2 Заводские приемо-сдаточные испытания
FAT для кольцевого уплотнительного узла и аварийного кольцевого уплотнительного узла не требуются.
8.8 Запирающая втулка трубодержателя обсадных колонн
8.8.1 Общие положения
Установка запирающей втулки трубодержателя обсадных колонн возможна на самый верхний трубодержатель обсадных колонн в корпусе подводного устьевого оголовка для обеспечения одной или нескольких нижеперечисленных функций:
- обеспечение жесткости и предупреждение вертикального перемещения трубодержателя обсадных колонн и кольцевого уплотнительного узла, улучшая при этом долговременную герметичность кольцевого уплотнительного узла;
- увеличение сопротивляемости направленным вверх нагрузкам относительно несущей способности кольцевого уплотнительного узла, таким как нагрузки от теплового расширения эксплуатационной обсадной колонны;
- изоляцию самого верхнего кольцевого уплотнительного узла от кольцевого пространства между эксплуатационной насосно-компрессорной колонной и трубодержателем эксплуатационной обсадной колонны;
- обеспечение уплотнительного сопряжения с подводной устьевой елкой, трубодержателем НКТ или устьевой трубной головкой;
- обеспечение запирающего профиля для трубодержателя НКТ.
Запирающие втулки следует отнести к оборудованию, регулирующему давление, как определено в ИСО 10423.
Запирающая втулка может иметь конфигурацию для спуска в открытую воду и/или через буровой райзер/райзер для заканчивания скважины и подводный ВОР. Запирающая втулка должна быть спроектирована с возможностью ее извлечения через буровой райзер/райзер для заканчивания скважины и подводный ВОР.
Требования к использованию запирающей втулки зависят от конструкции трубодержателя обсадных колонн и кольцевого уплотнительного узла, условий нагружения, определенных по проектным нормам прочности, и сопряжения с подводной устьевой елкой, трубодержателем НКТ или устьевой трубной головкой. В случае поставки систем устьевого оголовка и устьевой елки различными изготовителями потребитель несет ответственность за согласование с изготовителями систем устьевого оголовка и устьевой елки для определения необходимости применения запирающей втулки.
8.8.2 Конструкция
8.8.2.1 Нагрузки
При проектировании запирающих втулок изготовитель должен учитывать и документально оформлять как минимум следующие нагрузки:
- при установке;
- от дополнительного натяжения;
- от внутреннего и внешнего давления (включая нагрузки от расширения обсадной колонны);
- тепловые (включая нагрузки от расширения обсадной колонны);
- крутящие;
- ударные;
- при разъединении и/или извлечении;
- концевые нагрузки от давления в трубодержателе НКТ;
- нагрузки от подвешенной колонны НКТ;
- испытательные нагрузки ВОР.
8.8.2.2 Вертикальный проходной канал
Минимальный размер вертикального проходного канала через запирающую втулку должен быть более или равен минимальному проходному диаметру трубодержателя эксплуатационной обсадной колонны или эксплуатационной обсадной колонны, учитывая меньший из них.
8.8.2.3 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
8.8.2.4 Вертикальная нагрузочная способность
Изготовитель должен определить и документально оформить вертикальную нагрузочную способность запирающей втулки.
Изготовитель должен определить и документально оформить максимальную несущую способность запирающей втулки на направленные вниз нагрузки, так как может потребоваться удержание трубодержателя НКТ или испытательного инструмента ВОР. При этом должны быть учтены нагрузки от подвешенной насосно-компрессорной колонны и нагрузки от концевого давления.
8.8.2.5 Значения номинального давления
Установленное изготовителем номинальное внутреннее давление для запирающей втулки должно соответствовать или превышать значение номинального давления трубодержателя эксплуатационной обсадной колонны и эксплуатационной обсадной колонны, учитывая меньшее их них. Рекомендуется, чтобы значение номинального внутреннего давления было равно значению номинального давления подводной устьевой елки.
Изготовитель должен определить и документально оформить значение номинального внешнего давления запирающей втулки. Значение номинального внешнего давления должно учитывать гидростатический напор морской воды и давление испытаний, которое будет использоваться под водой для подтверждения герметичности прокладки между корпусом устьевого оголовка и подводной устьевой елкой.
8.8.3 Испытания
8.8.3.1 Валидационные испытания
Валидационные испытания запирающей втулки трубодержателя обсадных колонн должны соответствовать требованиям 5.1.7. Валидационные испытания для внутреннего и внешнего давлений, несущей способности на нагрузки сверху и снизу должны быть выполнены для верификации целостности конструкции запирающей втулки.
8.8.3.2 Заводские приемо-сдаточные испытания
FAT запирающей втулки должны включать гидростатические испытания на внутреннее и внешнее давления. Контроль размеров или контроль оправкой должен быть выполнен на трубодержателе для подтверждения минимального вертикального проходного канала в соответствии с техническими условиями изготовителя.
8.9 Протекторы проходного канала и защитные вкладыши
8.9.1 Общие положения
Протектор проходного канала защищает уплотнительные поверхности кольцевого уплотнительного узла внутри корпуса устьевого оголовка перед установкой трубодержателя обсадных колонн. После спуска трубодержателя обсадных колонн устанавливают защитный вкладыш соответствующего размера для защиты оставшихся кольцевых уплотнительных поверхностей и установленных ранее кольцевых уплотнительных узлов и трубодержателей обсадных колонн. Допустимо проектирование защитных вкладышей для поддержания нагружения превенторного блока при его испытании под давлением.
8.9.2 Конструкция
8.9.2.1 Нагрузки
При проектировании протекторов проходных каналов или защитных вкладышей изготовитель должен учитывать и документально оформлять следующие нагрузки:
- от нагружения ВОР давлением при испытании;
- радиальные;
- от подвешивания бурильных труб.
Возможно отступление от соблюдения требований к протекторам проходных каналов или защитным втулкам от требований, изложенных в разделе 5.
8.9.2.2 Вертикальные проходные каналы
8.9.2.2.1 Полнопроходные вертикальные каналы
Минимальные размеры вертикальных проходных каналов протектора проходного канала указаны в таблице 33. Минимальные размеры вертикальных проходных каналов защитных вкладышей должны соответствовать таблице 32. Протекторы проходных каналов или защитные вкладыши, соответствующие этому требованию относятся к оборудованию, имеющему каналы открытого типа.
8.9.2.2.2 Полупроходные вертикальные каналы
Возможна поставка полупроходных вертикальных каналов (с уменьшенным проходом).
8.9.2.2.3 Защитные вкладыши и протекторы проходных каналов
Защитные вкладыши и протекторы проходных каналов должны иметь конусные заходы сверху и снизу для исключения зависания проходящих через них бурового долота или инструмента.
Таблица 33 - Минимальные вертикальные проходные каналы протекторов проходных каналов
Размер превенторного блока, мм (дюйм) | Минимальный вертикальный проходной канал, мм (дюйм) |
346 (13 5/8) | 312 (12,31) |
425 (16 3/4) | 384 (15,12) |
476 (18 3/4) | 446 (17,56) |
От 527 до 540 (от 20 3/4 до 21 1/4) | 472 (18,59) |
8.9.2.3 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
8.9.2.4 Номинальное рабочее давление
Протекторы проходного канала и защитные вкладыши, как правило, проектируют для работы под давлением.
8.9.2.5 Запирание/предотвращение вращения
Протекторы проходного канала и защитные вкладыши должны быть спроектированы для запирания на месте и ограничения вращения при необходимости. Изготовитель должен документально оформлять проектные нагрузки, требуемые для запирания, извлечения и ограничения вращения.
8.9.3 Материалы
Материалы, используемые для протекторов проходного канала и защитных вкладышей, должны соответствовать документально оформленным техническим условиям изготовителя. Рекомендации к твердости материала приведены в ИСО 10423.
8.9.4 Испытания
Протекторы проходного канала и защитные вкладыши должны пройти контроль размеров на соответствие минимальному размеру вертикального проходного канала.
8.10 Антикоррозионный колпак
Функцией антикоррозионного колпака является защита подводного устьевого оголовка от загрязнения шламом, обрастания морскими организмами и коррозии. Эти колпаки, как правило, не работают под давлением и запираются на наружном профиле корпуса устьевого оголовка. При применении колпака, удерживающего давление, необходимо предусмотреть средства для измерения и сброса давления до снятия колпака. Колпак устанавливается до временной консервации (временного оставления) скважины. В конструкцию заложена возможность, позволяющая установку до или после установки трубодержателя НКТ. Колпак также может содержать устройство для нагнетания коррозионного ингибитора в скважину.
Спуск антикоррозионного колпака возможен с помощью специального инструмента или ДУА. Необходимо оценить планируемый период нахождения колпака на устьевом оголовке в отношении коррозии самого колпака и необходимости применения катодной защиты. Надлежащий анализ также должен быть проведен относительно методов ингибирования скважины, особенно когда персонал может быть подвергнут воздействию ингибирующих химических реагентов.
8.11 Спуско-подъемный и испытательный инструмент
Спуско-подъемный и испытательный инструмент для всех компонентов подводного устьевого оголовка, включая направляющее оборудование, корпуса, подвесное оборудование обсадных труб, герметизирующее оборудование кольцевого пространства и защитные устройства рассмотрены в приложении Н.
8.12 Траловая защитная конструкция
По требованию потребителя должна быть выполнена защитная конструкция от донного траления. Эта конструкция может служить для двух целей:
- наружной защиты от падающих/буксирующих или цепляющих посторонних объектов;
- защиты уплотнительных поверхностей от внутренней коррозии.
8.13 Наклон и ориентация устьевого оголовка
Для облегчения выполнения текущих и предстоящих операций кондуктор следует устанавливать в положении, наиболее близком к вертикальному. Наклон 0,5° или менее обеспечит возможность предстоящего выполнения программы заканчивания скважины. Наклон от 0,5° до 1,0° может ограничить варианты для надставок, заканчивания скважины и повторного ввода, но обеспечит возможность безопасного выполнения бурения с небольшой регулировкой положения буровой установки. Значения наклона более 1° в состоянии привести к повреждению из-за образования желобов бурильными трубами между трубодержателем обсадных колонн и гибким соединением даже при регулировке положения буровой установки, а любые значения наклона более 1,25° могут существенно ограничить предстоящие работы. Получение дополнительного руководства возможно при консультации с изготовителем и обсуждении с потребителем по планируемым к проведению работам на скважине. Фактические значения наклона и азимута устьевого оголовка (например, 0,4° с наклоном верхней части устьевого оголовка в направлении 258° от географического севера) должны быть зарегистрированы в отчете о работах и паспорте скважины.
При определении допустимого наклона должны быть рассмотрены следующие типовые факторы:
- эксплуатационные характеристики оборудования и инструмента;
- последовательность работ, которые должны быть выполнены: будет ли использована подводная елка, опорная плита для бурения, надставка к поверхности для платформы или плавучее морское промысловое оборудование;
- размер и конфигурация подводной устьевой елки при использовании устьевой елки горизонтального типа;
- длина трубодержателя НКТ, надставки, т.д.;
- глубина моря, течение и состояние моря в целом может увеличить чувствительность к вертикальности;
- методы и частота повторного ввода в скважину;
- ведение документации, для вероятных будущих проверок данных регистрации индикатора наклона перед повторным входом в скважину;
- относительный угол между морским райзером и ВОР/устьевым оголовком;
- возможность замены устьевого оголовка со временем;
- погрешность измерений угла;
- допустимые углы для установки и извлечения могут быть различными; обычно извлечение является более трудным из-за увеличения сил сопротивления и натяжения при несоосности;
- вероятность увеличенного желобообразования на поверхностях проходного канала и инструменте с увеличением угла наклона;
- возможность перемещения позиции буровой установки для центрирования райзера с устьевым оголовком.
8.14 Поддонные трубодержатель обсадных колонн и уплотнительные узлы
8.14.1 Общие положения
Поддонные трубодержатели обсадных колонн обеспечивают место подвески для промежуточных обсадных колонн, для которых нет возможности использовать стандартные корпуса устьевой колонной головки направления или устьевого оголовка. Уплотнительные узлы поддонных трубодержателей обсадных колонн обеспечивают изоляцию давления между поддонным посадочным кольцом и поддонным трубодержателем обсадных колонн. Поддонные посадочные кольца встраивают в обсадную колонну ниже подводного устьевого оголовка или корпуса низкого давления. Поддонные трубодержатели обсадных колонн подвешивают следующую обсадную колонну, обеспечивая место посадки и передавая ее нагрузки на посадочное кольцо. Изготовитель должен определить пределы нагрузок и значения номинального давления для посадочного кольца, поддонного трубодержателя обсадных колонн и уплотнительного узла. Потребителю необходимо определить материал, сопряжение и требования к проектным нагрузкам обсадных колонн, которые включают поддонное посадочное кольцо и трубодержатель обсадных колонн в конструкцию скважины. Поддонные уплотнительные узлы активизируют различными методами, включая кручение, вес и/или гидравлическое давление.
8.14.2 Конструкция
Поддонные посадочные кольца и трубодержатель обсадных колонн являются неотъемлемой частью обсадных колонн. Поэтому они специально исключены из проектных требований и методов определения значений номинального давления, устанавливаемых для аналогичных компонентов в разделе 8. Проектные требования и допустимые напряжения для этих компонентов относительно донного подвесного оборудования представлены в 10.1.2. Эти допустимые напряжения поддерживают в соответствии с действующей отраслевой практикой для безопасных рабочих давлений обсадных колонн. Значения номинальных характеристик оборудования должны быть одинаковыми, несмотря на их расположение в обсадной колонне. Поддонные посадочные кольца и трубодержатель обсадных колонн не следует подвергать номинальному рабочему давлению и давлению испытаний, связанным с корпусом устьевого оголовка низкого или высокого давления, когда посадочное кольцо устанавливается непосредственно ниже этих корпусов.
Поддонные уплотнения, уплотнительные узлы и поддонные аварийные уплотнительные узлы должны быть отнесены к оборудованию, регулирующему давление, как определено в 8.7. Они также специально исключены из методов определения значений номинального давления, устанавливаемых для аналогичных компонентов в разделе 8; и значение номинального давления, соразмерное с соответствующим поддонным посадочным кольцом и трубодержателем обсадных колонн, задается специально.
9 Специальные требования - подводная система трубодержателя скважинных трубопроводов
9.1 Общие положения
Система трубодержателя скважинных трубопроводов включает в себя устройство подвески НКТ, называемое трубодержателем НКТ, и соответствующий спуско-подъемный инструмент трубодержателя НКТ, а также, в определенных случаях, ориентирующее соединение. Настоящий стандарт распространяется на трубодержатели НКТ, устанавливаемые в устьевом оголовке, устьевой трубной головке или устьевой елке горизонтального типа. Уплотнение кольцевого пространства НКТ осуществляется между трубодержателем НКТ и трубодержателем обсадных колонн, устьевой трубной головкой или устьевой елкой горизонтального типа, и трубодержатель запирается на месте. Систему проектируют для обеспечения возможности герметичного соединения между колонной (колоннами) НКТ, кольцевым пространством НКТ и соответствующими проходными каналами подводной устьевой елки или спуско-подъемного инструмента трубодержателя НКТ. Она может также обеспечивать непрерывные средства коммуникации или контроля SCSSV, электрических датчиков и/или других скважинных устройств.
Существуют три основных типа трубодержателей НКТ:
a) концентричный;
b) эксцентричный (требующий ориентации для сопряжения многочисленных проходных каналов НКТ или управляющих портов);
c) для устьевой елки горизонтального типа.
Наглядные иллюстрации типов трубодержателей НКТ приведены в приложении D.
Существуют два типа ориентирующих систем:
активный (поворотный) тип, требующий поворота спускаемой колонны с приложением крутящего момента на поверхности так, чтобы ее положение совпадало с ориентирующим устройством, которое ориентирует трубодержатель относительно устьевого оголовка/устьевой трубной головки/устьевой елки горизонтального типа;
пассивный (линейный) тип, использующий возвратно поступательное движение спускаемой колонны для соединения разъема или шпонки в ориентирующем устройстве, который автоматически ориентирует трубодержатель относительно устьевого оголовка/устьевой трубной головки/устьевой елки горизонтального типа.
9.2 Конструкция
9.2.1 Общие положения
НД системы трубодержателя НКТ должен быть совместимым с ВД применяемого превенторного блока и системы морского райзера. Особое внимание следует уделять конструкции запорных и уплотнительных механизмов для минимизации риска их застревания в процессе установки или извлечения. В конструкции следует придерживаться концепции минимальных диаметров и минимизировать длину наибольших диаметров для облегчения процесса спуска и извлечения системы трубодержателя НКТ через шаровое/гибкое соединение. Необходимо установить предельный угол при рабочих процедурах для шарового/гибкого соединения для спуска и извлечения системы трубодержателя НКТ. Конструкция системы трубодержателя НКТ должна соответствовать требованиям 5.1. Независимо от типа ориентирующей системы недопустимо соединение уплотнений с уплотнительным каналом до завершения ориентации. Типовыми ориентирующими устройствами являются шпонки, соединяемые с пазами в соединителе ВОР, ориентирующие втулки/кулачки, временно установленные в соединителе ВОР, ориентирующие втулки/кулачки, постоянно установленные в устьевой трубной головке или корпусе устьевой елки горизонтального типа и выдвинутые штыри в превенторном блоке, используемые совместно с кулачковым профилем на спускаемом инструменте или ориентирующем соединении.
Ориентирующее соединение не входит в область применения настоящего стандарта.
На концентричных системах трубодержателей НКТ и устьевых елках горизонтального типа возможно осуществление доступа к кольцевому пространству через выходы ниже трубодержателя НКТ в устьевой трубной головке или корпусе устьевой елки горизонтального типа. При выполнении данной процедуры через трубодержатель или зону полости соединителя устьевой елки необходимо осуществить изоляцию кольцевого канала с использованием обратной арматуры, скользящей втулки или аналогичного устройства.
Спуско-подъемный инструмент трубодержателя НКТ может быть оборудован механическим или гидравлическим приводным механизмом. В конструкциях с гидравлическими приводными механизмами спуско-подъемный инструмент должен быть спроектирован по типу "фактический выход из строя"; таким образом потеря управляющего давления не приведет к освобождению трубодержателя НКТ из его спуско-подъемного инструмента. Необходимо предусмотреть принудительную индикацию правильного соединения спуско-подъемного инструмента с трубодержателем НКТ перед удержанием веса колонны НКТ. При этом предъявляется требование к выполнению освобождения гидравлического спуско-подъемного инструмента от трубодержателя НКТ при потере гидравлического управляющего давления. Верхняя часть спуско-подъемного инструмента/ориентирующего соединения должна быть сопряжена с райзером для заканчивания скважины, колоннами НКТ или бурильными трубами, как указывается изготовителем. При применении устьевых елок горизонтального типа верхняя часть спуско-подъемного инструмента/ориентирующего соединения должна быть сопряжена с надставочной колонной или подводной устьевой елкой.
9.2.2 Нагрузки
При проектировании системы трубодержателя НКТ изготовитель должен рассмотреть и документально оформить как минимум следующие нагрузки:
- от подвешенного веса;
- от дополнительного натяжения;
- от внутреннего и внешнего давлений;
- разделительные нагрузки трубодержателя НКТ/спуско-подъемного инструмента вследствие испытательного давления;
- тепловые;
- крутящие;
- радиальные;
- ориентированные;
- реакции устьевой елки.
9.2.3 Резьбовые соединения
9.2.3.1 Трубодержатель НКТ
Потребитель должен указать тип резьбы НКТ на трубодержателе. Идентификационные маркировки должны соответствовать ИСО 10423. Для предотвращения задиров на резьбу НКТ необходимо наносить покрытия, если это требуется типом резьбы и применяемого материала.
9.2.3.2 Спуско-подъемный инструмент
Резьбы НКТ или замковые соединения при их применении должны соответствовать API RP 5В, или ИСО 10424-1, или документально оформленным техническим условиям изготовителя. Инструмент должен иметь надлежащий размер для свинчивания машинными ключами.
Несущую способность инструмента не следует определять выбором концевых соединений инструментов.
9.2.4 Уплотнения спуско-подъемного инструмента
Стыковочные переводники и другие уплотнительные элементы должны иметь как минимум одно уплотнение из эластомера. Если используют дополнительные уплотнения, то необходимо учитывать возможность гидравлической блокировки.
9.2.5 Вертикальные проходные каналы
Минимальный проходной канал как с профилями, так и без них должен соответствовать документально оформленным техническим условиям изготовителя. Учет уменьшения толщины стенки вследствие применения пробковых профилей в трубодержателе НКТ должен быть включен в проектный анализ и документально оформлен, как указано в 5.1. Пробковый фиксирующий профиль может быть механически обработан во вставке или напрямую в трубодержателе НКТ. Проходные каналы трубодержателя НКТ следует контролировать оправкой в соответствии с документально оформленными техническими условиями изготовителя. Кольцевой канал должен включать устройство для задержки пробки, которое может быть цельным или соединенным на резьбе с трубодержателем, в таком случае это указывается производителем. Пробковые профили должны быть в ниппелях, соединенных на резьбе с нижней частью трубодержателя, в случае требования потребителя.
На устьевых елках горизонтального типа предусматривают накрывающие втулки для защиты пробковых профилей во время проведения скважинных работ с использованием тросов или гибких НКТ. Дополнительно необходимо применение изоляционной накрывающей втулки для перекрытия боковых отводов трубодержателя НКТ в процессе спуско-подъемных операций в скважине.
9.2.6 Пробки трубодержателя НКТ
Пробки трубодержателя НКТ, используемые в устьевых елках вертикального типа, используют в качестве временного запорного устройства и поэтому они не рассматриваются в настоящем подпункте. Пробки трубодержателя НКТ, используемые в устьевых елках горизонтального типа, называются коронными пробками, их используют в качестве постоянных барьеров давления. Коронные пробки должны удовлетворять общим проектным критериям, требованиям к материалу и испытаниям внутренней заглушки устьевой елки, как указано в 7.12, таблицах 4 и 5.
9.2.7 Номинальное рабочее давление
Трубодержатель НКТ должен быть рассчитан на одно из номинальных рабочих давлений 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) или 103,5 МПа (15000 фунт/дюйм
). Это номинальное значение давления должно исключать соединение (соединения) НКТ нижней части трубодержателя. Рабочий управляющий или нагнетательный проход через корпус трубодержателя НКТ должен иметь минимальное номинальное значение давления, равное от 1,0 RWP до номинального значения давления, равного 1,0 RWP плюс 17,2 МПа (2500 фунт/дюйм
).
Номинальное рабочее давление трубодержателя НКТ должно быть равно номинальному значению давления устьевой елки или 34,5 МПа (5000 фунт/дюйм), 69 МПа (10000 фунт/дюйм
) или 103,5 МПа (15000 фунт/дюйм
). Запорный механизм трубодержателя НКТ и кольцевой уплотнительный узел должны быть спроектированы с учетом необходимости удерживать нагрузку от давления, кратную 1,1 RWP, для системы заканчивания скважины с применением устьевой елки вертикального типа. Запорный механизм трубодержателя НКТ и кольцевой уплотнительный узел должны иметь проектную способность удерживать нагрузку под давлением, кратную 1,5 RWP, для системы заканчивания скважины с применением устьевой елки горизонтального типа.
9.2.8 Уплотнительные барьеры
Необходимо предусмотреть как минимум два уплотнительных барьера между эксплуатационными и кольцевыми проходными каналами трубодержателя НКТ и окружающей средой. В ИСО 13628-1 рассмотрены основные принципы и приведены примеры уплотнительных барьеров.
9.2.9 Конструкция SCSSV и стыковочного устройства управляющей линии нагнетания химических реагентов
Необходимо предусмотреть как минимум два уплотнительных барьера между SCSSV и стыковочными устройствами управляющей линии нагнетания химических реагентов трубодержателя НКТ и окружающей средой.
При применении устьевых елок вертикального типа стыковочные устройства управляющей линии SCSSV в трубодержателе НКТ должны быть спроектированы с учетом сброса управляющего давления при демонтаже устьевой елки. Значения номинального давления стыковочных устройств управляющей линии должны быть не меньше значений управляющего давления SCSSV и должны быть выбраны из 9.2.7.
При применении устьевых елок горизонтального типа стыковочное устройство управляющей линии горизонтального SCSSV может содержать интегральную муфту с тарельчатой обратной арматурой или другим типом арматуры с целью изоляции скважинного флюида для заканчивания скважины от внутреннего управляющего флюида управляющей линии. Тем не менее обратная арматура не должна препятствовать выполнению предусмотренных функций SCSSV.
9.2.10 Вспомогательный инструмент
При необходимости должны поставляться вспомогательные инструменты, такие как стеллажи и испытательные стенды, аварийный извлекающий инструмент, контрольные стенды, свинцовые печати, внутренние изоляционные втулки, устанавливаемые на тросе (горизонтальная елка).
9.3 Материалы
Материалы должны соответствовать требованиям 5.2. Уплотнительные поверхности, являющиеся уплотнениями "металл-к-металлу", должны быть покрыты коррозионно-стойким материалом, совместимым со скважинными флюидами, морской водой, т.д.
Для штампованного материала, работающего под давлением и несущего большую нагрузку, требования к технологии штамповки, термообработке и пробному образцу (QTC или удлинение) следует определять в соответствии с API RP 6НТ. Дополнительно пробный образец должен сопровождать материал, который он квалифицирует, через этапы термообработки за исключением снятия напряжений.
9.4 Испытания
9.4.1 Валидационные испытания
Валидационные испытания трубодержателя НКТ должны соответствовать требованиям 5.1.7. Дополнительно запорный механизм трубодержателя НКТ должен быть испытан снизу как минимум на 1,1 RWP для VXT или 1,5 RWP для НХТ и сверху на 1,0 RWP для обоих случаев. При включении в конструкцию трубодержателя НКТ устройств доступа (например, тарельчатая задвижка, загрузочно-разгрузочное устройство, скользящая втулка, т.д.) и барьеров стыковочного устройства нагнетания химических реагентов необходимо их соответствие проектным квалификационным требованиям к эксплуатационным характеристикам, как указано в таблице 3.
9.4.2 Заводские приемо-сдаточные испытания
9.4.2.1 Трубодержатель НКТ
Трубодержатели НКТ должны быть подвергнуты гидростатическим испытаниям до их отгрузки от изготовителя. Давление гидростатического испытания корпуса эксплуатационных и кольцевых проходных каналов должно быть не менее 1,5 RWP в соответствии с требованиями 5.4.5. Рабочие управляющие и нагнетательные проходы через корпус трубодержателя НКТ должны быть подвергнуты гидростатическим испытаниям при давлении в 1,5 раза больше, чем соответствующее RWP, в соответствии с требованиями 5.4.5.
Короткий трубный патрубок должен быть установлен на трубодержателе, и соединение должно быть подвергнуто гидростатическим испытаниям в соответствии с документально оформленными техническими условиями изготовителя.
Внутренний профиль трубодержателя НКТ должен контролироваться оправкой и быть испытан под давлением с сопрягаемой пробкой или приспособлением в соответствии с документально оформленными техническими условиями изготовителя. Давление испытаний для этого профиля и пробки в системе горизонтального заканчивания скважины должно составлять 1,5 RWP трубодержателя НКТ.
Функциональные испытания должны быть проведены в соответствии с документально оформленными техническими условиями изготовителя для подтверждения работоспособности первичных и вторичных рабочих и разъединяющих механизмов, механизмов перевода с автоматического на ручной режим управления, запорных механизмов, контрольно-измерительных и управляющих линий. Испытания должны подтвердить, что фактические нагрузки/давления находятся в пределах документально оформленных технических условий изготовителя.
9.4.2.2 Спуско-подъемный инструмент трубодержателя НКТ
Скважинные компоненты, работающие под давлением/регулирующие давление, должны соответствовать требованиям к проведению гидростатических испытаний, приведенным в 5.4.5, за исключением того, что проходные каналы спуско-подъемного инструмента должны быть испытаны под давлением испытания, равным как минимум 1,5 RWP.
У компонентов, имеющих несколько каналов или портов, необходимо испытывать каждый канал отдельно, если существует возможность связи между ними.
Компоненты, которые содержат гидравлический управляющий флюид, должны быть подвергнуты гидростатическим испытаниям корпуса/кожуха в соответствии с требованиями 5.4.7.
Функциональные испытания следует проводить в соответствии с документально оформленными техническими условиями изготовителя для подтверждения работоспособности первичных и вторичных рабочих и разъединяющих механизмов, механизмов перевода с автоматического на ручной режим управления, запорных механизмов, контрольно-измерительных и управляющих линий. Испытания должны подтвердить, что фактические нагрузки/давления находятся в пределах документально оформленных технических условий изготовителя.
10 Специальные требования - донное подвесное оборудование
10.1 Общие положения
10.1.1 Введение
10.1.1.1 В данном разделе рассматривается буровое оборудование и оборудование для заканчивания скважин, используемое для подвешивания обсадных колонн на уровне или вблизи морского дна, для обеспечения управления давлением и доступа в кольцевое пространство поверхностного устьевого оборудования. Донное оборудование используется при бурении с буровой установки или платформы, опирающихся на дно, и обеспечивает бурение, оставление скважины и надставку к платформе или подводному оборудованию для заканчивания скважины. Донные посадочные кольца и трубодержатели могут быть применены как часть обсадной колонны ниже подводного устьевого оголовка. Эти детали должны соответствовать требованиям 8.14.
Донные трубодержатели обсадных колонн, спуско-подъемный инструмент трубодержателей обсадных колонн (посадочные переводники), посадочные кольца трубодержателей обсадных колонн и надставочные инструменты (надставочные переводники) являются фактически неотъемлемой частью обсадных колонн. Поэтому они специально исключены из рассмотрения в разделах, содержащих проектные требования и методы оценки номинального давления, предназначенные для аналогичного оборудования в ИСО 10423 и разделе 8, а в 10.1-10.5 установлены специальные проектные требования и допустимые напряжения. Данные допустимые напряжения установлены в соответствии с действующей отраслевой практикой в области безопасных рабочих давлений для обсадной колонны.
Для донного оборудования, как правило, применяют фирменные профили/конфигурации и/или стандартные соединения по стандарту ИСО. Инструмент, используемый для монтажа, извлечения и испытаний, как правило, является специализированным и дистанционно управляемым.
10.1.1.2 Техническое содержание данного раздела определяет специальные требования к эксплуатационным характеристикам, конструкции, материалу и испытаниям оборудования. Специальное донное подвесное оборудование, используемое для бурения и/или спуска в составе обсадной колонны, включает следующее; см. рисунок Е.1:
- посадочные кольца;
- устьевые трубодержатели обсадных колонн;
- спуско-подъемный инструмент трубодержателя обсадных колонн (посадочные переводники);
- надставочные переводники;
- консервационные колпаки.
10.1.1.3 Большинство компонентов донного подвесного оборудования, используемого в процессе бурения и/или спуска в составе обсадной колонны, рассматривают как оборудование, регулирующее давление, как определено в ИСО 10423. В целях контроля качества эти компоненты должны рассматриваться как компоненты "подвески обсадных труб и НКТ", как это изложено в ИСО 10423.
Специальное донное переходное оборудование для заканчивания скважин с подводным расположением устьев включает следующее; см. рисунок Е.2:
- донное переходное оборудование (с регулировкой разноса);
- компоновки устьевых трубных головок.
10.1.1.4 Большинство компонентов донного подвесного оборудования должны быть спроектированы как оборудование, работающее под давлением или регулирующее давление, используя определения, приведенные в ИСО 10423. Компоненты, обозначенные как работающие под давлением, должны рассматриваться как "корпуса" в ИСО 10423.
Райзеры высокого давления и вспомогательный инструмент, используемый с донным оборудованием, такие как щетки и инструмент для очистки, спуско-подъемный инструмент колпаков, т.д., не входят в область применения настоящего стандарта.
10.1.2 Конструкция
10.1.2.1 Общие положения
Общие проектные требования для донного оборудования должны соответствовать требованиям 5.1. Если специальные требования раздела 10 для донного оборудования отличаются от общих требований, указанных в 5.1, то специальные требования имеют преимущество.
10.1.2.2 Номинальное рабочее давление
Для каждого элемента донного оборудования номинальное рабочее давление должно быть определено в соответствии с таблицей 34 и приложением Е или путем контрольных испытаний, как указано в ИСО 10423.
Номинальное рабочее давление должно включать в себя предельные давления концевых соединений.
Таблица 34 - Максимальное допустимое напряжение от давления (только для донного оборудования)
Допустимое напряжение | При номинальном рабочем давлении | При давлении испытаний | |
Подвешиваемое оборудование | Переходное оборудование | Подвешиваемое и переходное оборудование | |
Мембрана | Мембранное напряжение | ||
|
|
| |
Мембрана + изгиб | Мембранное + изгибающее | ||
|
|
| |
Мембранное + изгибающее | |||
| - |
| |
| |||
10.1.2.3 Номинальные значения допускаемых нагрузок при подвешивании/спуске-подъеме
10.1.2.3.1 Номинальные значения допускаемых нагрузок при спуско-подъемных операциях
Номинальная допускаемая нагрузка при спуске-подъеме должна быть определена для каждого элемента донного подвесного оборудования на пути нагружения между верхним соединением спуско-подъемного инструмента и нижним соединением трубодержателя, который спускается как составная часть обсадной колонны. Номинальная допускаемая нагрузка при спуске-подъеме определяется как максимальный вес, который можно опускать ниже донного компонента. Номинальная допускаемая нагрузка при спуске-подъеме не равна прочности соединения, пределу прочности на растяжение или нагрузке контрольных испытаний.
Номинальная допускаемая нагрузка при спуске-подъеме включает в себя несущую способность на растяжение концевого резьбового соединения, которое выполнено в донном компоненте, не включая прочность резьбы на срыв для концевого резьбового соединения, так как прочность резьбы на срыв является функцией веса и группы прочности обсадных труб, которые навинчиваются на донный компонент при использовании.
Основные мембранные напряжения в корпусе при номинальной допускаемой нагрузке при спуске-подъеме не должны превышать 80% минимального заданного предела текучести и должны исключать приложенное внутреннее давление и внешние приложенные общие изгибающие нагрузки.
10.1.2.3.2 Номинальные значения допускаемых нагрузок при подвешивании
Номинальные допускаемые нагрузки при подвешивании должны быть определены для каждого элемента донного подвесного оборудования, который удерживает вес обсадных труб. Номинальная допускаемая нагрузка при подвешивании определяется как максимальный вес, который можно подвесить к компоненту в заданной точке.
Для различных точек на компоненте возможно использование различных номинальных допускаемых нагрузок при подвешивании. Каждый расширяемый наружу запор или фиксированное посадочное кольцо и каждый внутренний запорный профиль или внутренний посадочный заплечик (заплечики) имеют номинальную допускаемую нагрузку при подвешивании.
Допустимо превышение предела текучести материала в случае напряжений сжатия на упорных заплечиках при номинальной допускаемой нагрузке подвешивания при условии соблюдения других эксплуатационных требований.
Номинальные допускаемые нагрузки должны учитывать влияние полного номинального рабочего давления. Необходимо учитывать внутреннее и наружное давления. Основные мембранные напряжения в корпусе при номинальных допускаемых нагрузках при подвешивании не должны превышать 80% минимального заданного предела текучести.
Изготовитель должен документально оформить номинальные допустимые нагрузки при подвешивании для заданного комплекта собираемого оборудования в компоновке или для каждого компонента в отдельности.
10.1.2.4 Наружные и внутренние диаметры
Изготовитель должен документально оформить минимальный ВД и максимальный НД для донного оборудования. Эти размеры должны быть основаны на значениях размеров после механической обработки и должны быть указаны в десятичной форме с точностью до 0,02 мм (0,001 дюйма). Данное требование применимо только для ВД, через которые должны проходить другие донные компоненты, и НД, которые должны проходить через другие донные компоненты. Наружные размеры должны исключать условие расширения запоров.
10.1.2.5 Сечения циркуляционных проходов
Для каждой конструкции изготовитель должен документально оформить минимальное сечение циркуляционных проходов и максимальный размер частиц, включая:
- сечение циркуляционных проходов при спуске через обсадные трубы заданного веса;
- сечение циркуляционных проходов при посадке в заданный донный компонент;
- критическую скорость для промывочных портов спуско-подъемного инструмента.
10.1.2.6 Значения номинальной температуры
Каждый компонент должен иметь значение номинальной температуры, как указано в 5.1.2.2.
10.1.2.7 Несоосность
Изготовитель должен документально оформить допустимое отклонение от вертикали для буровых и эксплуатационных надставок.
10.1.3 Материалы
10.1.3.1 Классы материалов
Надлежащими классами материалов для донного оборудования являются классы от АА до СС для общих работ и от DD до НН - для работы в присутствии сернистых соединений, как определено в ИСО 10423.
Примечание - В контексте настоящего положения NACE MR0175 является эквивалентом ИСО 15156 (все части).
Подводное донное оборудование для заканчивания скважин должно соответствовать надлежащим классам материалов АА-НН, приведенным в таблице 1.
10.1.3.2 Требования NACE
Для классов материалов от DD до НН (работа в присутствии сернистых соединений) требования ИСО 15156 (все части) должны быть ограничены внутренними компонентами, работающими под давлением и регулирующими давление, подверженными влиянию скважинных флюидов. Например, донные трубодержатели для работы в присутствии сернистых соединений могут включать внешние запорные механизмы и нагружаемые кольца, не соответствующие требованиям NACE.
Примечание - В контексте настоящего положения NACE MR0175 является эквивалентом ИСО 15156 (все части).
10.1.4 Испытания
10.1.4.1 Валидационные испытания
Изготовители должны проводить и документально оформлять результаты валидационных испытаний в соответствии с 5.1.7.
10.1.4.2 Заводские приемо-сдаточные испытания
10.1.4.2.1 Гидростатические испытания
Проведение гидростатических FAT донного подвесного оборудования не требуется. Давление испытаний не должно превышать значений, указанных в Е.2.5 (приложение Е), при условии, что данное требование указано в документально оформленных технических условиях изготовителя.
Гидростатические FAT донного переходного оборудования являются обязательными и должны быть проведены в соответствии с 5.4.5.
10.1.4.2.2 Контроль оправкой
Контроль оправкой не входит в область применения настоящего стандарта. При условии включения контроля оправкой в документально оформленные технические условия изготовителя необходимо соблюдать требования ИСО 11960 (раздел 7). Возможно проведение контроля оправкой для отдельного компонента или для компоновки (например, компоновки "трубодержатель - спуско-подъемный инструмент - короткий патрубок обсадной трубы").
10.1.4.2.3 Испытания на плотность посадки и комплексное опробование оборудования
Настоящий стандарт не требует проведения испытаний на плотность посадки и комплексное опробование оборудования. В случае если такие испытания являются частью документально оформленных технических условий изготовителя, то изготовитель должен документально оформить требования для измерений и/или регистрации осевых размеров и размеров смещения, которые должны быть выполнены для подтверждения надлежащей стыковки оборудования.
10.1.5 Маркировка и документация
10.1.5.1 Донное оборудование должно быть промаркировано как минимум следующей информацией:
- наименование изготовителя и торговая марка;
- размер;
- серийный номер компоновки, если применимо;
- номер детали и модификация;
- класс материала и максимальное парциальное давление .
10.1.5.2 В зависимости от предъявляемых требований необходимо указать на оборудовании или представить в системной документации следующую информацию:
- номинальное рабочее давление;
- номинальные значения допускаемых нагрузок при спуске-подъеме;
- номинальные значения допускаемых нагрузок при подвешивании;
- минимальное сечение циркуляционных проходов;
- максимальный размер частиц;
- диаметр оправки;
- максимальное допустимое давление испытаний;
- максимальный крутящий момент свинчивания и развинчивания;
- максимальный расход через промывочный порт.
10.1.5.3 В дополнение к требованиям 10.1.5.1 и 10.1.5.2 донное переходное оборудование должно быть промаркировано в соответствии с требованиями 5.5.
10.2 Донное подвесное-посадочное/подъемное кольцо
10.2.1 Описание
Посадочное/подъемное кольцо является внутренней высадкой, размещенной на уровне или вблизи морского дна для обеспечения внутреннего посадочного заплечика для удержания комбинированных нагрузок от обсадных труб. При проектировании конструкций и разработке технических условий для посадочного/подъемного кольца должно быть учтено:
- несущая способность упорного заплечика;
- высота размещения оборудования для заканчивания скважины над морским дном;
- центрирование трубодержателей обсадных колонн;
- сечение циркуляционных проходов для возврата бурового и цементного раствора.
10.2.2 Конструкция
При проектировании посадочного/подъемного кольца изготовитель должен рассмотреть и документально оформить следующие критерии:
- нагрузки на конструкцию, включая нагрузки от подвешенной обсадной колонны;
- размерную совместимость с другими трубодержателями;
- размерную совместимость с заданной программой буровых долот;
- требования к сварке;
- требования к циркуляционным проходам для бурового раствора.
Минимальный ВД каждого кольца должен быть выбран с условием обеспечения посадки последующих трубодержателей обсадных колонн, а также прохода буровых долот используемых размеров.
10.2.3 Документация
Изготовитель должен документально оформлять требования к критическому центрированию и/или сварке для крепления посадочного/подъемного кольца к кондуктору.
10.3 Устьевые трубодержатели обсадных колонн
10.3.1 Описание
10.3.1.1 Донные устьевые трубодержатели обсадных колонн
Донные трубодержатели обсадных колонн, как правило, выполняют в системе донной подвески следующие функции:
- удерживание веса обсадной колонны на уровне морского дна;
- удерживание веса последующих обсадных колонн;
- обеспечение доступа из кольцевого пространства к поверхностному устьевому оголовку;
- обеспечение циркуляционных проходов для бурового/цементного раствора при спуске и посадке в предшествующий трубодержатель;
- крепление спуско-подъемного инструмента, надставочного райзера и/или подводного переходного оборудования;
- обеспечение возможности возвратно-поступательного движения для обсадной колонны в процессе цементных работ.
10.3.1.2 Концевые соединения
Трубодержатель обсадных колонн и спуско-подъемный инструмент, как правило, устанавливают с использованием удлинителей обсадных труб, присоединенных к обоим концам. Удлинитель спуско-подъемного инструмента (посадочный переводник) имеет ниппельное удлинение обсадной трубы типа "ниппель-муфта", а трубодержатель обсадных колонн имеет удлинение обсадной трубы типа "ниппель-ниппель". Компоновка удлинителей обсадных труб, спуско-подъемного инструмента и трубодержателя обсадных колонн должна быть собрана до ее транспортировки на буровую установку. Данное требование позволяет осуществлять погрузо-разгрузочные работы трубодержателя обсадных колонн как для обычного элемента обсадной колонны.
10.3.1.3 Посадочные заплечики
На трубодержателях обсадных колонн, как правило, используют посадочные заплечики одного из типов:
- фиксированные опорные кольца;
- нефиксированные или расширяемые/сужаемые запорные кольца.
Фиксированное опорное кольцо устанавливают на скошенный посадочный заплечик (обычно 45°) в посадочном кольце или предыдущем трубодержателе обсадных колонн. На данном посадочном кольце обеспечивается размещение циркуляционных портов для прохода бурового и цементного раствора и надлежащая грузоподъемность.
Нефиксированное опорное кольцо имеет расширяемое/сужаемое запорное нагрузочное кольцо, размещаемое в соответствующей канавке. В процессе цементных работ обсадная колонна совершает возвратно-поступательное движение на коротком расстоянии выше седла подвески, вследствие чего нефиксированные посадочные кольца, как правило, не имеют постоянных запорных механизмов.
10.3.1.4 Внутренние профили
Внутренние профили донных трубодержателей обсадных колонн выполняют функции:
- запирания и герметизации спуско-подъемного инструмента (посадочного переводника) и надставочных переводников;
- обеспечения посадки последующих трубодержателей обсадных колонн;
- обеспечения посадки трубодержателя НКТ (опционально).
Запорный и герметизирующий механизм для спуско-подъемного инструмента и надставочных переводников, как правило, является верхним внутренним профилем донного трубодержателя обсадных колонн. Возможны варианты выполнения запорного профиля как с резьбой, так и с внутренней запорной канавкой для кулачкового запорного механизма. Спуско-подъемный инструмент, как правило, проектируют для высвобождения при вращении вправо.
При необходимости возможно включение промывочных портов в каждый посадочный переводник или трубодержатель обсадных колонн для обеспечения соответствующей скорости потока при промывании без размывания сечения отверстия. После посадки и цементирования трубодержателя обсадных колонн промывочные порты открываются. После промывания кольцевого пространства обсадного райзера промывочные порты закрываются. Целью промывки зоны обсадного райзера является удаление лишнего цемента из зоны соединения трубодержателя обсадных колонн/спуско-подъемного инструмента.
10.3.2 Конструкция
10.3.2.1 Нагрузки
При проектировании трубодержателей обсадных колонн систем донной подвески изготовитель должен рассматривать и документально оформлять нагрузки от:
- обсадной колонны;
- давления;
- рабочего крутящего момента.
10.3.2.2 Сечение циркуляционного прохода
Изготовитель должен документально оформить минимальные сечения циркуляционных проходов для каждой проектной конфигурации трубодержателя обсадных колонн.
10.3.2.3 Размер частиц
Максимальный размер частиц должен быть документально оформлен для каждой проектной конфигурации трубодержателя обсадных колонн.
10.3.2.4 Концевые соединения
Стандартные концевые соединения по стандарту ИСО или другие концевые соединения, выполненные на трубодержателе обсадных колонн и спуско-подъемном инструменте (посадочном переводнике) должны соответствовать требованиям 7.1-7.6.
Необходимо обеспечить достаточный размер участков поверхности для машинных ключей для установки обсадных труб в трубодержатель обсадных колонн и спуско-подъемного инструмента (посадочного переводника).
10.4 Спуско-подъемный инструмент трубодержателей обсадных колонн и надставочные переводники
10.4.1 Описание
Спуско-подъемный инструмент трубодержателей обсадных колонн следует проектировать для обеспечения двустороннего соединения между донным трубодержателем и обсадным райзером, используемым при бурении. Инструмент может быть резьбовым (включая опциональную установку под действием веса) или с кулачковым запорным механизмом в соответствии с поставкой от каждого отдельного изготовителя. Резьбовой спуско-подъемный инструмент соединен напрямую с трубодержателем обсадных колонн. Кулачковый запорный инструмент зафиксирован во внутренней запорной канавке внутри трубодержателя обсадных колонн. В трубодержатель обсадных колонн или посадочный переводник возможно включение промывочных портов для обеспечения очистки от цемента вокруг установленного ранее соединения трубодержателя/посадочного переводника.
Надставочные переводники трубодержателя обсадных колонн применяют для соединения обсадных труб с донным подвесным устьевым оборудованием для операций по заканчиванию скважин как с поверхностным, так и с подводным расположением устьев. К надставочным переводникам предъявляют требования, аналогичные требованиям к спуско-подъемному инструменту трубодержателей обсадных колонн.
Донные трубодержатели обсадных колонн и надставочные переводники должны быть отнесены к оборудованию, работающему под давлением, как определено в ИСО 10423.
10.4.2 Конструкция
10.4.2.1 Нагрузки
При проектировании спуско-подъемного инструмента изготовитель должен учитывать и документально оформлять как минимум нагрузки от:
- подвешенного веса;
- давления;
- крутящего момента;
- дополнительного натяжения;
- окружающей среды.
10.4.2.2 Резьбовые спуско-подъемные и надставочные переводники
Резьбовой спуско-подъемный инструмент должен высвобождаться при кручении вправо. Резьбовые надставочные переводники и профили надставок должны свинчиваться при вращении вправо.
Изготовитель должен документально оформлять максимальный расход через промывочные порты.
10.5 Консервационные колпаки
10.5.1 Описание
Консервационные колпаки, как правило, используют в процессе временного оставления скважины и для защиты внутренних профилей трубодержателей, резьб и уплотнительных участков от обрастания морскими организмами, механического повреждения и шлама.
10.5.2 Конструкция
При проектировании консервационных колпаков изготовитель должен рассмотреть и документально оформить давление и любые внешние нагрузки, прикладываемые в процессе установки, сброса давления и извлечения. Консервационные колпаки должны быть оборудованы средствами сброса давления до их удаления.
10.6 Донное переходное оборудование для заканчивания скважины с подводным расположением устья
10.6.1 Описание
Донные переходы для заканчивания скважины с подводным расположением устья обеспечивают сопряжение между донным подвесным оборудованием и подводным оборудованием для заканчивания скважины (см. рисунок Е.2, приложение Е). При необходимости испытаний переходного оборудования на месте особое внимание должно быть уделено предотвращению превышения номинального давления подвесного оборудования.
Донное переходное оборудование должно быть отнесено к оборудованию, регулирующему давление, как это определено в ИСО 10423.
10.6.2 Конструкция
Донные переходы, как правило, обеспечивают ограниченную конструкционную опору, централизацию и управление давлением для подготовки скважины, пробуренной с использованием донных трубодержателей для заканчивания скважины с подводным расположением устья.
Нижний конец донного переходного оборудования обеспечивает нагрузочный заплечик (или резьбу) и уплотнительное сопряжение как минимум для двух надставочных переводников и обсадных колонн. Переход может также обеспечить центрирующую и грузоподъемную характеристику для обеспечения конструктивной целостности для передачи приложенных нагрузок к первой технологической колонне или кондуктору. Донное переходное оборудование также должно обеспечить необходимую возможность регулирования для создания зазоров между трубодержателями обсадных колонн донного устьевого оголовка, концом первой технологической обсадной колонны и подводным оборудованием для заканчивания скважины.
Верхний конец донного переходного оборудования должен способствовать сопряжению компоновки устьевой трубной головки с райзером высокого давления для заканчивания скважины, подводным трубодержателем НКТ и подводной устьевой елкой. Устьевая трубная головка также имеет интерфейс с трубодержателем НКТ/защитным вкладышем, пробковым испытательным оборудованием райзера и соединителем доступа кольцевого пространства к одному или более кольцевым пространствам между расположенными ниже обсадными колоннами/надставочными переводниками.
При необходимости проведения испытаний донного переходного оборудования на месте особое внимание должно быть уделено тому, чтобы подвесное оборудование не подвергалось более действию давления, значения которого выше номинальных значений давления для скважинных трубных колонн, надставочного переводника или обсадных колонн, установленных выше или ниже трубодержателя обсадных колонн.
Колонна обсадного райзера, которая имеет сопряжение с устьевой трубной головкой, как правило, определяет требование для значения номинального давления и размера оборудования для донной переходной системы. Как правило, данная райзерная колонна имеет более толстую стенку и/или изготовлена из более высокопрочного материала, что необходимо для выдерживания внутреннего давления и внешних нагрузок от окружающей среды. Райзер также должен обеспечить место натяжения, аналогичное плавучим буровым райзерам, для содействия сопротивлению условиям окружающей среды. Поэтому необходим тщательный выбор проходного диаметра, условий работы по NACE или нет, размера и прочности соединителя, выбор материала должен соответствовать скважинным требованиям и требованиям окружающей среды.
Корпуса донных компоновок переходных устьевых трубных головок должны быть отнесены к оборудованию, работающему под давлением, как это определено в ИСО 10423.
10.6.3 Номинальное рабочее давление
RWP для границ компоновки устьевой трубной головки должно быть основано на RWP обсадного райзера, используемого для заканчивания скважины и установки скважинных трубопроводов. При выборе номинального рабочего давления следует учитывать максимальное ожидаемое рабочее давление SCSSV; см. 5.1.2.1.1.
10.6.4 Заводские приемо-сдаточные испытания
Компоновки устьевых трубных головок должны быть подвергнуты гидростатическим испытаниям до их отгрузки с места изготовления. Они должны быть испытаны на соответствие требованиям настоящего стандарта за исключением того, что испытания (включая УТТ 2) должны иметь второй период выдержки под давлением не менее 15 мин. Гидростатические испытания следует проводить для верификации герметичности для границ корпуса устьевого оголовка.
Общее гидростатическое давление испытаний корпуса должно быть определено меньшим из значений номинального рабочего давления корпуса устьевой трубной головки или номинального давления колонны обсадного райзера высокого давления; как определено в приложении Е. Типовые номинальные значения давления для компоновки устьевой трубной головки указаны в таблице 35.
10.7 Система трубодержателя НКТ - донное переходное оборудование для заканчивания скважины с подводным расположением устья
Требования к конструкциям, материалам и испытаниям системы трубодержателя НКТ должны соответствовать разделу 9.
11 Специальные требования - донное подвесное оборудование со стволовым проходом
11.1 Общие положения
В настоящем разделе описано донное подвесное оборудование со стволовым проходом. К нему, как правило, относится оборудование, спускаемое с буровой установки, опирающейся на дно. Донное подвесное оборудование со стволовым проходом используют при бурении и заканчивании скважин без консервирования, демонтажа поверхностного ВОР, с дальнейшим созданием интерфейса для монтажа подводной устьевой елки. Применение оборудования со стволовым проходом является комбинированным методом между методами с использованием донного устьевого оборудования и подводного устьевого оборудования для заканчивания скважин. Оборудование конфигурируется таким образом, что в начале предусматриваются отдельные донные трубодержатели обсадных колонн и райзеров. Далее в состав входит специальный трубодержатель обсадных колонн, имеющий корпус, обладающий возможностью совместного применения с трубодержателем (трубодержателями) обсадных колонн, кольцевым уплотнительным узлом (узлами) и трубодержателем НКТ при необходимости его установки, не требуя при этом применения переходного оборудования для заканчивания скважины с подводным расположением устья. Корпус трубодержателя обсадных колонн, как правило, имеет размер 346 мм (13 5/8 дюйма). Райзер данного соединительного узла, направленный к поверхности, как правило, должен быть спроектирован на значение номинального давления, равного или более значения номинального давления трубодержателей обсадных колонн, уплотнительных узлов и трубодержателя НКТ, устанавливаемых в корпусе гибридного трубодержателя обсадных колонн. Рисунок F.1 (приложение F) иллюстрирует типовую компоновку донной подвески со стволовым проходом.
Детали, работающие под давлением и регулирующие давление, включенные в состав донного подвесного оборудования со стволовым проходом, должны быть спроектированы с учетом требований к необходимому классу материала, а также требований ИСО 15156 к корпусу трубодержателя обсадных колонн и компонентов, установленных в нем. В зависимости от конструкции первой технологической обсадной колонны допустимо несоответствие донных подвесных технических устройств, устанавливаемых снаружи комбинированного корпуса, требованиям стандартов NACE. Внутренняя колонна обсадного райзера, соединенная с корпусом гибридного трубодержателя обсадных колонн, как правило, определяет требования к значению номинального давления и размерам оборудования для системы со стволовым проходом. Такая райзерная колонна, как правило, имеет большую толщину стенки и/или изготовлена из более высокопрочного материала, необходимого для достижения более высокого давления, чем среднее номинальное значение. С целью определения соответствия данной системы требованиям необходимо уделить особое внимание выбору проходного диаметра, условиям работы в соответствии со стандартами NACE или нет, размера и прочности соединителя, а также определению пригодности материала в зависимости от скважинных условий.
Примечание - В контексте настоящего положения NACE MR0175 эквивалентен ИСО 15156 (все части).
11.2 Внешние трубодержатели обсадных колонн со стволовым проходом (снаружи корпуса гибридного трубодержателя обсадных колонн)
Донные трубодержатели обсадных колонн со стволовым проходом, расположенные снаружи корпуса гибридного трубодержателя обсадных колонн, следует проектировать и изготавливать в соответствии с 10.1-10.4.
Наружные донные трубодержатели обсадных колонн со стволовым проходом следует относить к оборудованию, регулирующему давление, как это определено в ИСО 10423.
11.3 Корпус гибридного трубодержателя обсадных колонн
11.3.1 Общие положения
Корпус гибридного трубодержателя обсадных колонн устанавливают внутри посадочного кольца последнего донного подвесного трубодержателя обсадных колонн. Он обеспечивает герметичность скважины, удерживает промежуточную и последующие колонны обсадных труб, трубодержатель НКТ в случае его установки, а также передает внешние нагрузки к трубодержателю первой технологической обсадной колонны. Внутри корпуса располагается посадочный заплечик для последующих трубодержателей и внутренний профиль для спуско-подъемного/наставочного инструмента. После завершения фазы бурения подводную устьевую елку крепят и герметизируют с верхним соединителем.
Корпуса гибридных трубодержателей обсадных колонн следует отнести к оборудованию, работающему под давлением, как это определено в ИСО 10423.
11.3.2 Конструкция
11.3.2.1 Нагрузки
При проектировании корпуса высокого давления изготовитель должен учесть и документально оформить как минимум нагрузки:
- от райзера (бурового, эксплуатационного и ремонтного, включая натяжение);
- усталостные;
- от подводной устьевой елки;
- от давления;
- радиальные;
- тепловые;
- от окружающей среды;
- от выкидных трубопроводов;
- от подвешенных обсадных колонн;
- реакционные нагрузки корпуса трубодержателя первой технологической обсадной колонны/кондуктора;
- реакционные нагрузки трубодержателя НКТ;
- соединителя райзера и устьевой елки.
11.3.2.2 Соединения
11.3.2.2.1 Верхнее соединение
В качестве верхнего соединения необходимо использовать соединитель бугельного или шпиндельного типа (см. рисунок 14), что должно быть определено потребителем. Уплотнительные прокладки должны быть изготовлены из коррозионно-стойкого материала или покрываться коррозионно-стойким материалом, как указано в 5.3.3.
11.3.2.2.2 Нижнее соединение
Корпус высокого давления крепится к верхней части промежуточной обсадной колонны для обеспечения базового основания подводной скважины. В случае применения сварного нижнего соединения его необходимо подготовить с полным проплавлением. В случае применения резьбового соединения тип резьбы обсадной трубы на корпусе должен соответствовать ИСО 10423.
11.3.2.2.3 Короткий патрубок
Возможно применение короткого патрубка, привариваемого в заводских условиях к корпусу устьевого оголовка, для упрощения установки на месте либо устанавливаемого на резьбе в корпусе.
11.3.3 Размеры
К размерам предъявляют следующие требования:
a) минимальный вертикальный проходной канал корпуса должен быть не менее проходного диаметра промежуточной обсадной колонны. Изготовитель должен документально оформить размер проходного канала;
b) расчет границ корпуса устьевого оголовка (см. рисунок 14) должен соответствовать документально оформленным техническим условиям изготовителя;
c) изготовитель должен документально оформить минимальное сечение циркуляционных проходов корпуса устьевого оголовка.
11.3.4 Номинальное рабочее давление
RWP корпуса гибридного трубодержателя обсадных колонн (см. 3.1.63) должно быть основано на RWP обсадного райзера, используемого для бурения и спуска в скважину оставшихся колонн обсадных труб и НКТ. При выборе номинального рабочего давления следует учитывать максимальное ожидаемое рабочее давление SCSSV; см. 5.1.2.1.1.
11.3.5 Заводские приемо-сдаточные испытания
Корпус гибридного трубодержателя обсадных колонн должен быть подвергнут гидростатическим испытаниям до его отгрузки с места изготовления. Он должен быть испытан в соответствии с требованиями настоящего стандарта, кроме того, испытания (включая УТТ 2) должны иметь второй период выдержки под давлением не менее 15 мин. Гидростатические испытания проводят для верификации герметичности для границ корпуса устьевого оголовка.
Общее гидростатическое давление испытаний корпуса должно быть определено как меньшее из значений номинального рабочего давления корпуса трубодержателя, либо номинального давления колонны обсадного райзера высокого давления, либо значения номинального давления внутреннего донного трубодержателя обсадных колонн со стволовым проходом, присоединяемого к эксплуатационной обсадной колонне, как это указано в приложении Е. Типовые значения номинального давления для корпуса гибридного трубодержателя обсадных колонн представлены в таблице 35.
Таблица 35 - Донная компоновка переходной устьевой трубной головки - давление испытаний
Номинальное рабочее давление | Гидростатическое давление испытаний корпуса | ||
МПа | фунт/дюйм | МПа | фунт/дюйм |
34,5 | 5000 | 51,8 | 7500 |
51,8 | 7500 | 77,57 | 11250 |
69,0 | 10000 | 103,5 | 15000 |
Гидростатические FAT корпуса гибридного трубодержателя обсадных колонн являются обязательными и должны быть проведены в соответствии с 5.4.5. Контроль размеров или контроль оправкой должен быть проведен на корпусе для верификации минимального проходного канала (см. таблицу 33).
11.4 Внутренние донные трубодержатели обсадных колонн со стволовым проходом
11.4.1 Общие положения
Внутренние донные трубодержатели обсадных колонн со стволовым проходом, установленные сверху каждой обсадной колонны, удерживают колонну при установке в корпус гибридного трубодержателя обсадных колонн. Их конфигурация позволяет спуск через поверхностный превенторный блок и буровой райзер высокого давления, установку в корпус гибридного трубодержателя обсадных колонн и удержание под требуемой нагрузкой обсадной колонны. Они должны иметь в своей конструкции кольцевой уплотнительный узел, а также выполнять удержание нагрузок, создаваемых испытательными давлениями ВОР выше трубодержателя, и нагрузок от последующих обсадных колонн. Необходимо предусмотреть средства для распределения нагрузки обсадной колонны, а также нагрузки испытательного давления на корпус гибридного трубодержателя обсадных колонн или предыдущий трубодержатель обсадных колонн.
Сечение наружного циркуляционного прохода должно позволять обратному потоку проходить через трубодержатель в процессе операций цементирования, оно также должно быть рассчитано на минимизацию падения давления путем пропуска частиц как можно большего размера. Короткий патрубок обсадной трубы необходимо устанавливать на трубодержатель в заводских условиях. Это уменьшает риск повреждения в процессе погрузочно-разгрузочных работ.
Корпуса внутренних донных трубодержателей обсадных колонн со стволовым проходом должны быть отнесены к оборудованию, регулирующему давление, как это определено в ИСО 10423.
11.4.2 Конструкция
11.4.2.1 Нагрузки
При проектировании внутренних донных трубодержателей обсадных колонн со стволовым проходом изготовитель должен учесть и документально оформить как минимум следующие нагрузки:
- возникающие при подвешивании;
- вследствие дополнительного натяжения;
- вследствие давления, как внутреннего, так и внешнего;
- тепловые;
- крутящие;
- радиальные;
- ударные.
11.4.2.2 Резьбовые соединения
Тип резьбы обсадных труб на трубодержателе должен соответствовать требованиям, указанным в ИСО 10423.
11.4.2.3 Вертикальный проходной канал
11.4.2.3.1 Полнопроходной вертикальный канал
Размеры вертикальных проходных каналов для трубодержателей обсадных колонн должны быть не менее значений, указанных в таблице 36. Оборудование, соответствующее этому требованию, относится к оборудованию, имеющему полнопроходной канал.
11.4.2.3.2 Полупроходной вертикальный канал
Возможна поставка вертикальных каналов с уменьшенным проходом.
Таблица 36 - Минимальные размеры вертикальных проходных каналов для трубодержателей обсадных колонн и защитных вкладышей
НД обсадной трубы | Минимальный вертикальный проходной канал | ||
мм | дюйм | мм | дюйм |
178 | 7 | 153 | 6,03 |
194 | 7 5/8 | 172 | 6,78 |
219 | 8 5/8 | 195 | 7,66 |
244 | 9 5/8 | 217 | 8,53 |
273 | 10 3/4 | 242 | 9,53 |
11.4.2.4 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
11.4.2.5 Номинальные характеристики трубодержателей обсадных колонн
Номинальные характеристики нагрузок и давления для трубодержателей обсадных колонн, устанавливаемых в устьевом оголовке, зависят от группы прочности материала труб и сечения стенки так же, как и оборудования устьевого оголовка, в которое их устанавливают. Изготовитель должен определить и документально оформить номинальные значения нагрузки/давления, как определено ниже:
a) допустимая нагрузка при подвешивании: указанная изготовителем допустимая нагрузка при подвешивании для трубодержателя обсадных колонн, включая резьбу обсадной трубы (как правило, муфтовая резьба), нарезанную в корпусе трубодержателя;
b) значение номинального давления:
- указанное изготовителем значение номинального давления для трубодержателя обсадных колонн, включая корпус трубодержателя и обсадную резьбу (как правило, муфтовую резьбу), нарезанную в нижней части трубодержателя;
- потребитель несет ответственность за определение рабочего давления для заданного веса и группы прочности обсадных труб;
c) давление испытания ВОР: номинальным значением давления испытания ВОР для трубодержателя обсадных колонн является максимальное давление, которое может быть приложено к верхней части корпуса трубодержателя и кольцевому уплотнительному узлу. Это номинальное значение, в частности, не включает номинальное давление соединения обсадной трубы на нижнем конце трубодержателя обсадных колонн. Значение номинального давления испытаний ВОР для трубодержателя обсадных колонн должно быть равно номинальному рабочему давлению корпуса устьевого оголовка, в который устанавливается трубодержатель;
d) допустимая нагрузка удержания: указанная изготовителем допустимая нагрузка удержания является номинальным весом, который трубодержатель (трубодержатели) способен (способны) передать корпусу устьевого оголовка или предшествующему трубодержателю (трубодержателям) обсадных колонн. Необходимо учитывать влияние полного номинального внутреннего рабочего давления.
11.4.2.6 Сечение циркуляционного прохода
Размеры сечения наружных циркуляционных проходов трубодержателя обсадных колонн должны быть документально оформлены изготовителем для каждого размера компоновки трубодержателя обсадных колонн.
11.4.3 Испытания
11.4.3.1 Валидационные испытания
Валидационные испытания донных трубодержателей обсадных колонн со стволовым проходом должны соответствовать требованиям, указанным в 5.1.7. Валидационные испытания на внутреннее давление должны быть выполнены для верификации целостности конструкции трубодержателя и быть независимыми от испытаний прочности корпуса и резьбы.
11.4.3.2 Заводские приемо-сдаточные испытания
Включение гидростатических испытаний в FAT для донных трубодержателей обсадных колонн со стволовым проходом не требуется. Контроль размеров или контроль оправкой должен быть выполнен на трубодержателе для верификации размеров минимального вертикального проходного канала (см. таблицу 36).
11.5 Кольцевые уплотнительные узлы
11.5.1 Общие положения
Кольцевые уплотнительные узлы обеспечивают изоляцию давления между трубодержателями обсадных колонн и корпусом устьевого оголовка. Возможен их спуск как вместе с подводным трубодержателем обсадных колонн, так и отдельно. Кольцевые уплотнительные узлы активизируют различными методами, включая кручение, нагружение и/или гидравлическое давление.
Донные кольцевые уплотнительные узлы со стволовым проходом должны быть отнесены к оборудованию, регулирующему давление, как это определено в ИСО 10423.
11.5.2 Конструкция
11.5.2.1 Нагрузки
При проектировании кольцевых уплотнителыных узлов изготовитель должен учитывать и документально оформлять следующие нагрузки:
- при установке;
- тепловые;
- от давления;
- при отсоединении и/или извлечении.
11.5.2.2 Номинальное рабочее давление
Кольцевой уплотнительный узел должен удерживать давление сверху, равное номинальному рабочему давлению трубодержателя обсадных колонн; [см. перечисление b) 11.4.2.5].
Изготовитель должен указать номинальное рабочее давление снизу, в случае его отличия от номинального рабочего давления сверху.
11.5.2.3 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
11.5.2.4 Запирание
Кольцевой уплотнительный узел должен запираться в трубодержателе обсадных труб и/или устьевом оголовке с использованием запорного механизма, позволяющего производить извлечение без повреждения уплотнительных поверхностей в случае отказа уплотнения.
11.5.2.5 Аварийные кольцевые уплотнительные узлы
Возможна поставка аварийных кольцевых уплотнительных узлов, располагающих уплотнения на другом участке или использующих другой уплотнительный механизм. Они должны удовлетворять требованиям 11.5.2.
11.5.3 Заводские приемо-сдаточные испытания
FAT не требуются.
11.6 Протекторы проходного канала и защитные вкладыши
11.6.1 Общие положения
Протектор проходного канала защищает кольцевой уплотнительный узел внутри корпуса гибридного трубодержателя обсадных колонн перед установкой внутренних донных трубодержателей обсадных колонн со стволовым проходом. После спуска трубодержателя обсадных колонн устанавливают защитный вкладыш соответствующего размера для защиты оставшихся уплотнительных поверхностей кольцевого уплотнения и установленных ранее кольцевых уплотнительных узлов и трубодержателей обсадных колонн. Как правило, они не являются устройствами, работающими под давлением. Тем не менее защитные вкладыши могут быть предназначены для нагружения превенторного блока при испытании под давлением.
11.6.2 Конструкция
11.6.2.1 Нагрузки
При проектировании протекторов проходного канала или защитных вкладышей изготовитель должен учесть и документально оформить следующие нагрузки:
- нагружение при испытании ВОР под давлением;
- радиальные.
Требование соответствия протекторов проходного канала или защитных вкладышей требованиям раздела 5 не является обязательным.
11.6.2.2 Вертикальные проходные каналы
11.6.2.2.1 Полнопроходной вертикальный канал
Размеры вертикальных проходных каналов для протектора проходного канала должны быть не менее значений, указанных в таблице 37. Минимальные вертикальные проходные каналы через защитные вкладыши должны соответствовать таблице 36. Протекторы проходных каналов или защитные вкладыши, соответствующие этим требованиям, должны быть отнесены к оборудованию, имеющему полнопроходные каналы.
11.6.2.2.2 Полупроходные вертикальные каналы
Возможна поставка вертикальных проходных каналов с уменьшенным проходом.
Таблица 37 - Минимальные вертикальные проходные каналы для протекторов проходного канала
Номинальный размер превенторного блока | Минимальный вертикальный проходной канал | ||
мм | дюйм | мм | дюйм |
346 | 13 5/8 | 312 | 12,31 |
11.6.2.3 Наружный профиль
Наружный профиль должен соответствовать документально оформленным техническим условиям изготовителя.
11.6.2.4 Номинальное рабочее давление
Протекторы проходных каналов или защитные вкладыши, как правило, не предназначены для работы под давлением.
11.6.2.5 Запирание/предотвращение вращения
Необходимо обеспечить приспособления для обеспечения возможности ограничения или запирания защитных вкладышей или протекторов проходного канала в корпусе. Данное приспособление может быть также предназначено для минимизации вращения.
11.6.3 Материалы
Материалы, используемые в протекторах проходных каналов или защитных вкладышей, должны соответствовать документально оформленным техническим условиям изготовителя.
11.6.4 Испытания
Необходимо проводить контроль размеров протекторов проходных каналов или защитных вкладышей для подтверждения размера минимального вертикального проходного канала.
11.7 Система трубодержателя НКТ - донное оборудование со стволовым проходом для заканчивания скважины с подводным расположением устья
Конструкции, материалы и испытания системы трубодержателя НКТ должны соответствовать разделу 9.
11.8 Консервационные колпаки
11.8.1 Описание
Консервационные колпаки, как правило, не поставляются для донного оборудования со стволовым проходом вследствие полного заканчивания скважины после бурения.
11.9 Спуско-подъемный и испытательный инструмент
Спуско-подъемный и испытательный инструмент для компонентов донного устьевого оголовка со стволовым проходом, включая направляющее оборудование, корпуса, подвесное оборудование обсадных колонн, кольцевое уплотняющее оборудование и защитные устройства не входят в область применения настоящего стандарта.
Рекомендуемое руководство по проектированию и испытаниям этого оборудования см. в приложении Н.
В спуско-подъемном инструменте могут быть предусмотрены промывочные порты для обеспечения очистки от цемента вокруг ранее спущенного трубодержателя/корпуса.
Приложение А
(справочное)
Подводные устьевые елки вертикального типа
Подводные устьевые елки вертикального типа устанавливаются на устьевом оголовке либо на устьевой трубной головке после установки подводного устьевого трубодержателя НКТ через превенторный блок, посадки и закрепления на устьевом оголовке или устьевой трубной головке. Транспортировка добываемого флюида проходит через задвижки, установленные на вертикальном стволе (стволах), в верхней части елки во время проведения ремонтных работ в скважине и испытаний скважины [при выполнении специальных операций добыча (нагнетание) может осуществляться через верхнюю часть елки], а также во время добычи (нагнетания) через эксплуатационный отвод вертикального ствола.
Подводные устьевые елки, как правило, имеют одно концентрическое проходное отверстие либо несколько проходных отверстий. Возможность доступа к кольцевому пространству осуществляется через одно из проходных отверстий устьевой елки или через боковой отвод устьевой трубной головки, расположенной ниже трубодержателя НКТ.
Допускается расположение эксплуатационного отвода под углом 90° к эксплуатационному стволу либо под углом, наиболее благоприятным для обеспечения потока. В устьевых елках системы TFL отводы располагаются под углом максимум 15° к эксплуатационному стволу для обеспечения выполнения операций по проводке инструментов через выкидную линию.
На рисунках А.1-А.3 показаны основные элементы оборудования устьевых елок вертикального типа. Представленные компоновки являются типовыми и не должны рассматриваться в качестве обязательных к применению.
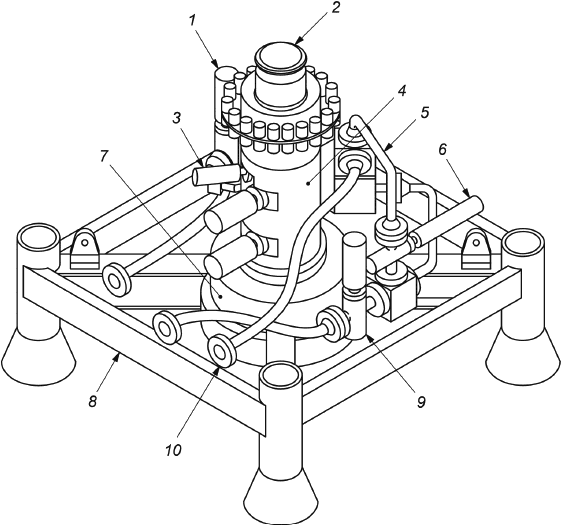
1 - эксплуатационная боковая задвижка; 2 - заглушка устьевой елки; 3 - эксплуатационная коронная задвижка; 4 - блок коренной задвижки; 5 - трубная петля; 6 - перепускная задвижка; 7 - соединитель устьевой елки; 8 - направляющая рама устьевой елки; 9 - боковая задвижка канала кольцевого пространства; 10 - соединитель выкидного трубопровода (выкидной линии)
Рисунок А.1 - Устьевая елка вертикального типа с направляющими канатами
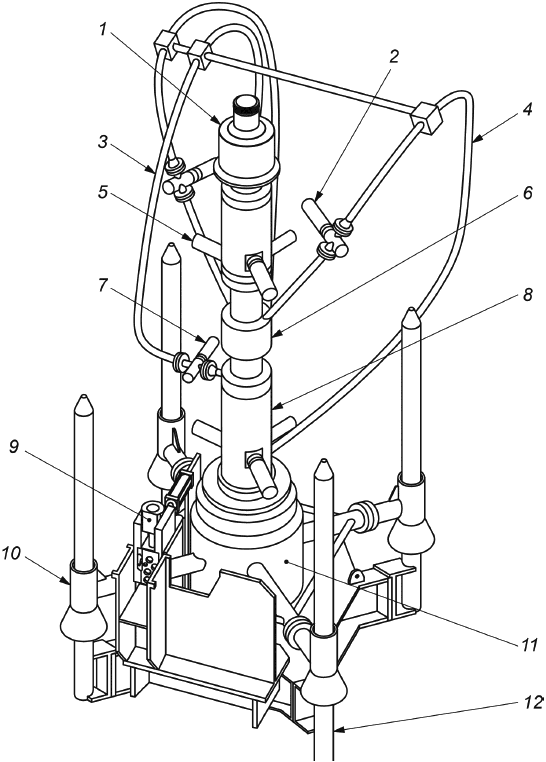
1 - компоновка заглушки устьевой елки; 2 - боковая задвижка; 3 - трубная петля канала кольцевого пространства; 4 - трубная петля системы TFL; 5 - коронные задвижки; 6 - Y-образная катушка и дивертер; 7 - боковая задвижка канала кольцевого пространства; 8 - блок коренной задвижки; 9 - соединитель выкидной линии; 10 - направляющая рама устьевой елки; 11 - соединитель устьевой елки; 12 - направляющая рама устьевого оголовка
Рисунок А.2 - Устьевая елка системы TFL с направляющими канатами
|
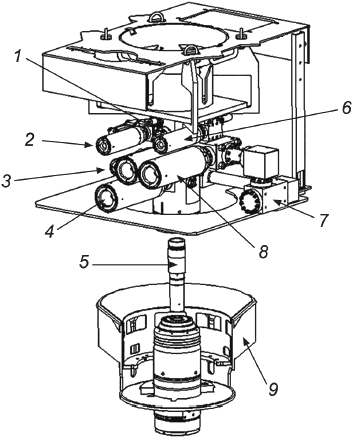
(Техническая поправка 1 к ИСО 13628-4:2010 от 15.06.2011)
1 - коронные задвижки; 2 - боковая задвижка канала кольцевого пространства; 3 - коренная задвижка канала кольцевого пространства; 4 - коренная задвижка; 5 - трубодержатель НКТ; 6 - перепускная задвижка; 7 - эксплуатационный отвод; 8 - боковая задвижка; 9 - GRA, CGB или устьевая трубная головка
Рисунок А.3 - Устьевая елка вертикального типа без направляющих канатов
Основными элементами оборудования подводных устьевых елок являются:
- направляющие плиты для заканчивания скважины и устьевая трубная головка;
- соединитель устьевой елки;
- стыковочные устройства устьевой елки и уплотнительные переводники;
- задвижки, блоки и приводы задвижек;
- Y-образная катушка системы TFL;
- сопряжения повторного ввода устьевой елки;
- заглушка устьевой елки;
- спуско-подъемный инструмент колпака устьевой елки;
- трубопроводная обвязка устьевой елки;
- направляющая рама устьевой елки;
- спуско-подъемный инструмент устьевой елки;
- соединители выкидного трубопровода;
- опорная рама соединителя выкидной линии;
- подводные дроссели и приводы;
- сопряжения (интерфейсы) системы управления, смонтированные на устьевой елке;
- сопряжения (интерфейсы) подводного манифольда системы управления.
Приложение В
(справочное)
Подводные устьевые елки горизонтального типа
Для устьевой елки горизонтального типа существует несколько вариантов конструкций. Каждый из них предлагает различные преимущества по установке (монтажу), извлечению и техническому обслуживанию. Данная информация представлена исключительно в справочных целях. Настоящий стандарт не содержит оценку данных вариантов конструкций или рекомендации по их выбору.
Монтаж устьевых елок горизонтального типа допустим по завершении бурения и монтажа комплексной системы устьевого оголовка, а также перед монтажом устьевой трубной обвязки и устьевого трубодержателя НКТ. В данном режиме работы ВОР устанавливается в верхней части подводной устьевой елки горизонтального типа. Трубодержатель НКТ и устьевую трубную обвязку спускают через ВОР и устанавливают на посадочный заплечик в проходном канале устьевой елки горизонтального типа. Поток добываемого флюида выходит горизонтально через боковой отвод трубодержателя НКТ между уплотнениями и подключается к соосному эксплуатационному отводу. Типовая устьевая елка данного типа показана на рисунке В.1. Компоновка, показанная на рисунке В.1, требует извлечения устьевой трубной обвязки перед извлечением устьевой елки. В состав компоновки входят также внутренняя заглушка устьевой елки, работающая под давлением, установленная выше трубодержателя НКТ, обеспечивающая второй барьер.
В альтернативной компоновке трубодержатель НКТ и внутреннюю заглушку устьевой елки объединяют в единую расширенную систему трубодержателя НКТ (трубодержатель НКТ расширенной конфигурации), которая подвешивается в устьевой елке горизонтального типа. Такая компоновка удваивает количество изоляционных пробок и кольцевых уплотнений для барьерной защиты и выполняет функцию шламового колпака, который может также работать как дублирующий уплотнительный механизм для трубодержателя НКТ.
Устьевая елка горизонтального типа без направляющих канатов, как правило, представляющая собой компоновку с раструбом вниз, показана на рисунке В.2. Расширенная горловина в верхней части устьевой елки необходима для обеспечения пространства для раструба повторного ввода ВОР и "приема" его соединителя.
Третья конфигурация, как правило относящаяся к устьевой елке горизонтального типа со стволовым проходом, обеспечивает возможность монтажа устьевой елки горизонтального типа непосредственно после монтажа корпуса устьевого оголовка. Такая система позволяет выполнять бурение и спуск обсадных колонн через устьевую елку горизонтального типа, минимизируя число операций по спуску и извлечению превенторного блока. В данной конфигурации необходимо предусмотреть надлежащий диаметр протектора проходного канала устьевой елки и ориентирующей системы трубодержателя НКТ для обеспечения прохождения устьевого трубодержателя обсадных колонн и уплотнительного узла.
Допускается использование устьевых елок горизонтального типа с оборудованием донной системы подвески и оборудованием донной системы подвески со стволовым проходом, а также оборудованием заканчивания скважины для механизированной (насосно-компрессорной) эксплуатации, таким как электрические или гидравлические погружные насосы.
В состав устьевых елок горизонтального типа входит большое количество элементов, аналогичных элементам устьевых елок вертикального типа. Однако перечень элементов оборудования, имеющих существенные отличия, включает:
- корпус устьевой елки;
- устьевой трубодержатель НКТ;
- изолирующие пробки (несъемные);
- заглушку устьевой елки.
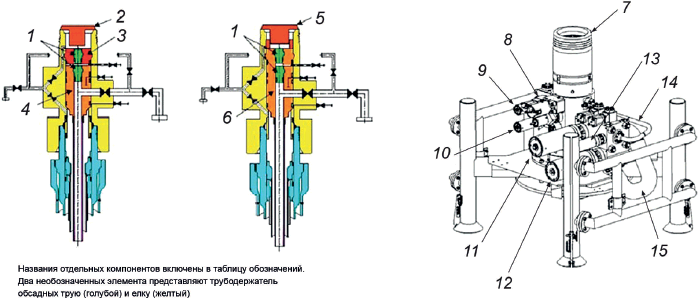
1 - коронные пробки; 2 - шламовый колпак; 3 - внутренняя заглушка устьевой елки; 4 - трубодержатель НКТ; 5 - запирающий шламовый колпак; 6 - трубодержатель НКТ расширенной конфигурации; 7 - сопряжение повторного ввода; 8 - коронная задвижка канала кольцевого пространства; 9 - боковая задвижка канала кольцевого пространства; 10 - коренная задвижка канала кольцевого пространства; 11 - коренная задвижка; 12 - боковая задвижка; 13 - перепускная задвижка; 14 - перепускная трубная обвязка; 15 - эксплуатационный отвод
Рисунок В.1 - Устьевая елка горизонтального типа с направляющими канатами
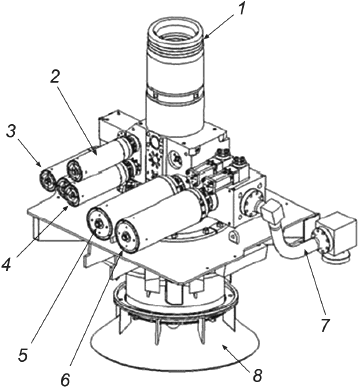
1 - сопряжения повторного ввода; 2 - коронная задвижка канала кольцевого пространства; 3 - боковая задвижка канала кольцевого пространства; 4 - коренная задвижка канала кольцевого пространства; 5 - коренная задвижка; 6 - боковая задвижка; 7 - эксплуатационный отвод; 8 - раструб повторного ввода без направляющих канатов (раструбом вниз)
Рисунок В.2 - Устьевая елка горизонтального типа без направляющих канатов
Приложение С
(справочное)
Подводный устьевой оголовок
Подводный устьевой оголовок, как правило, устанавливается с плавучей буровой установки и располагается на уровне дна моря. Он удерживает обсадные колонны и герметизирует кольцевые пространства между ними. Подводный устьевой оголовок применяется совместно с превенторным блоком, закрепляемым и изолируемым на корпусе устьевого оголовка высокого давления. Подводная устьевая елка закрепляется и изолируется на корпусе устьевого оголовка высокого давления после завершения буровых операций. На рисунке С.1 представлены элементы подводного устьевого оголовка.
Системы подводного устьевого оголовка могут быть установлены с помощью TGB/PGB (с направляющими канатами), TGB/GRA (без направляющих канатов), а также при необходимости возможно включение альтернативных средств ориентирования.
Разрешается применение подводных устьевых оголовков для заканчивания скважины с подводным расположением устья, а также в качестве надставки до верха при заканчивании скважины с расположением устья на поверхности.
Основными элементами подводного устьевого оголовка являются:
- TGB;
- PGB или GRA;
- корпус устьевой колонной головки направления;
- корпус устьевого оголовка;
- устьевые трубодержатели обсадных колонн;
- уплотнительные узлы (уплотнители, аварийные уплотнители, запорные втулки);
- протекторы проходных каналов и защитные вкладыши;
- антикоррозионные колпаки;
- спуско-подъемный инструмент.
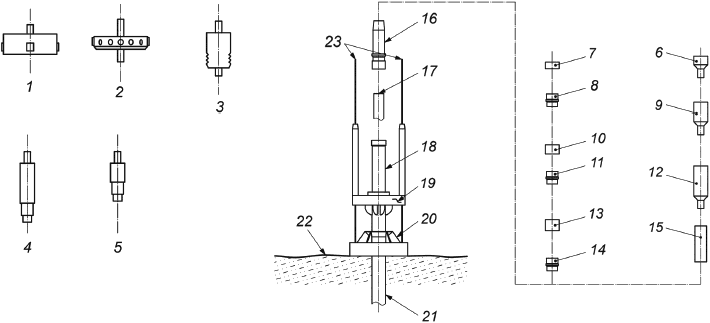
1 - спуско-подъемный инструмент для временной донной направляющей плиты; 2 - спуско-подъемный инструмент для корпуса 762 мм (30 дюймов); 3 - спуско-подъемный инструмент для корпуса высокого давления; 4 - спуско-подъемный инструмент для устьевого трубодержателя обсадных колонн (бурильные трубы или полнопроходной); 5 - испытательный инструмент; 6 - защитный вкладыш 178 мм (7 дюймов); 7 - уплотнительный узел канала кольцевого пространства 254 мм178 мм (9 5/8 дюйма
7 дюймов); 8 - устьевой трубодержатель обсадной колонны 178 мм (7 дюймов); 9 - защитный вкладыш 254 мм (9 5/8 дюйма); 10 - уплотнительный узел канала кольцевого пространства 340 мм
254 мм (13 3/8 дюйма
9 5/8 дюйма); 11 - устьевой трубодержатель обсадной колонны 254 мм (9 5/8 дюйма); 12 - защитный вкладыш 340 мм (13 3/8 дюйма); 13 - уплотнительный узел канала кольцевого пространства 508 мм
340 мм (20 дюймов
13 3/8 дюйма); 14 - устьевой трубодержатель обсадной колонны 340 мм (13 3/8 дюйма); 15 - протектор проходного канала корпуса; 16 - корпус устьевого оголовка высокого давления; 17 - первая технологическая колонна [как правило, 508 мм (20 дюймов)]; 18 - корпус устьевой колонной головки направления низкого давления [как правило, 762 мм (30 дюймов)]; 19 - постоянная донная направляющая плита; 20 - временная донная направляющая плита; 21 - кондуктор 762 мм (30 дюймов); 22 - морское дно; 23 - направляющие канаты
Рисунок С.1 - Подводный устьевой оголовок
Приложение D
(справочное)
Подводный устьевой трубодержатель скважинных трубопроводов
Подводные устьевые трубодержатели скважинных трубопроводов (НКТ) располагаются в устьевом оголовке, устьевой трубной головке (переходная компоновка устьевого оголовка) или устьевой елке горизонтального типа.
Трубодержатели удерживают НКТ, изолируют добываемый флюид и обеспечивают уплотнительные узлы как минимум для эксплуатационных и управляющих стыковочных устройств. Устьевые елки горизонтального типа должны также иметь уплотнения канала кольцевого пространства для горизонтальных боковых отводов.
Для трубодержателей НКТ с несколькими проходными стволами необходимо предусматривать ориентацию относительно PGB с целью обеспечения закрепления устьевой елки с трубодержателем НКТ при монтаже. Как правило, ориентирование трубодержателей НКТ производится по боковым эксплуатационным отводам для обеспечения плавного перехода потока между трубодержателем НКТ и устьевой елкой горизонтального типа. Для концентрических трубодержателей ориентация, как правило, не требуется, за исключением случаев, когда это необходимо для скважинных КИП.
После установки трубодержатель НКТ запирается в сопрягаемом устьевом оголовке, устьевой трубной головке и т.д. для обеспечения сопротивления нагрузке от давления в эксплуатационной обсадной колонне и тепловому расширению. В запирающем механизме допустимо использование механического или гидравлического привода, в зависимости от глубины моря и специальных требований проекта.
Основными элементами системы трубодержателя НКТ являются:
- трубодержатель НКТ:
- концентрический (см. рисунок D.1),
- с несколькими проходными каналами (см. рисунок D.2),
- устьевой елки горизонтального типа (см. рисунок D.3),
- расширенной конфигурации устьевой елки горизонтального типа (см. рисунок D.4);
- спуско-подъемный инструмент трубодержателя НКТ;
- устройство ориентации;
- вспомогательный инструмент.
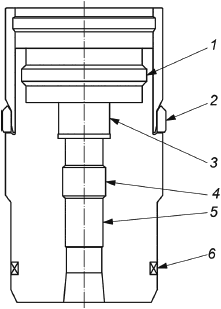
1 - канавка фиксатора спуско-подъемного инструмента; 2 - запорный элемент; 3 - изолирующие карманы стыковочных устройств; 4 - профиль канатной пробки; 5 - эксплуатационный канал; 6 - уплотнение
Рисунок D.1 - Концентрический трубодержатель НКТ
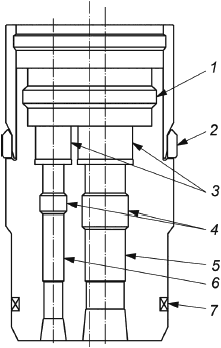
1 - канавка фиксатора спуско-подъемного инструмента; 2 - запорный элемент; 3 - изолирующие карманы стыковочных устройств; 4 - профиль канатной пробки; 5 - эксплуатационный канал; 6 - канал кольцевого пространства; 7 - уплотнение
Рисунок D.2 - Трубодержатель НКТ с несколькими проходными каналами
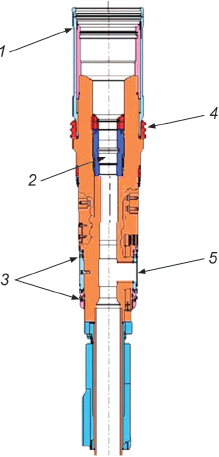
1 - канавка фиксатора спуско-подъемного инструмента; 2 - профиль канатной пробки или запорное устройство; 3 - уплотнение; 4 - запорный элемент; 5 - эксплуатационный отвод
Рисунок D.3 - Трубодержатель НКТ устьевой елки горизонтального типа
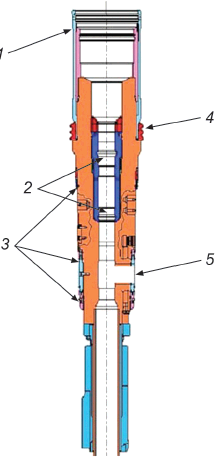
1 - канавка фиксатора для спуско-подъемного инструмента; 2 - профиль канатной пробки или запорное устройство (два); 3 - уплотнение; 4 - запорный элемент; 5 - эксплуатационный отвод
Рисунок D.4 - Трубодержатель НКТ расширенной конфигурации устьевой елки горизонтального типа
Приложение Е
(обязательное)
Донные системы подвесок и переходные системы
Е.1 Общие положения
Донное подвесное оборудование используется для удерживания веса обсадной колонны на уровне дна моря или вблизи него с целью обеспечения управления давлением, а также надлежащего соединения между каналом кольцевого пространства и поверхностным устьевым оборудованием. Донное подвесное оборудование используется при бурении с применением погружной буровой установки или платформы, опирающихся на дно, а также для бурения, консервации, заканчивания скважин с платформы и заканчивания скважин с подводным расположением устьев. При проведении буровых/ремонтных работ (операций) ВОР размещается на поверхности. В донной системе подвески кольцевые пространства между обсадными колоннами не герметизированы; вследствие чего перед монтажом устьевой трубной обвязки и подводной устьевой елки необходимо устанавливать донное переходное оборудование (рисунок Е.2).
Переходники хвостовиков, донное переходное оборудование и устьевые трубные головки используют для обеспечения подготовки к размещению трубодержателя НКТ и профиля, на которых возможно обеспечить закрепление и герметизацию подводной устьевой елки.
Основными элементами оборудования, используемого с донным оборудованием, являются:
- посадочное и подъемное кольца;
- устьевые трубодержатели обсадных колонн;
- спуско-подъемный инструмент трубодержателя обсадных колонн и переходники хвостовиков;
- консервационные колпаки;
- донное переходное оборудование;
- донная переходная устьевая трубная головка.
На рисунке Е.1 показаны элементы оборудования, используемого в донном подвесном и переходном оборудовании.
Е.2 Расчет значений номинального давления для донного подвесного оборудования
Е.2.1 Введение
Целью настоящего приложения является определение методов, которые применяют для расчета номинальных значений рабочего давления и давления испытаний для донного оборудования и соответствуют принятой инженерной практике. Данные методы и допустимые напряжения неприменимы к любому другому типу оборудования вследствие уникальности конструкции донного оборудования, представляющего собой комбинацию трубной продукции и удерживающего оборудования. Усталостный анализ, оценка теплового расширения и допустимые значения локальных напряжений смятия не являются объектом данных расчетов номинальных значений рабочего давления.
В качестве альтернативы методу, приведенному в данном приложении, при проектировании можно использовать нормы проектирования ASME BPVC, раздел IX (приложение 4) [13], приведенные в соответствии с ИСО 10423. В этом случае изгибающие напряжения при неоднородности сечения стенки могут быть рассмотрены как дополнительные напряжения. Однако при использовании данного альтернативного метода расчет номинальных значений рабочего давления должен быть выполнен в комбинации с нагрузками, приложенными при номинальной грузоподъемности при спуско-подъеме (если применимо) и номинальной удерживающей грузоподъемностью, а также термическими нагрузками. Зоной ответственности проектировщика является обеспечение условий, при которых деформации от наиболее высоких допустимых напряжений не ухудшают функциональные характеристики компонента, в частности в местах уплотнений вследствие деформации.
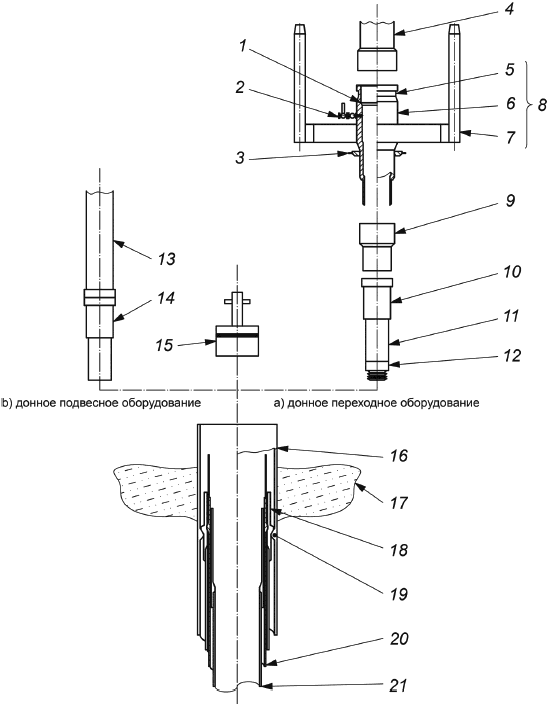
1 - профиль трубодержателя НКТ; 2 - отвод канала кольцевого пространства; 3 - конструкционное опорное кольцо (опционально); 4 - райзер для заканчивания/ремонта скважины; 5 - профиль соединителя; 6 - переводник устьевого оголовка; 7 - постоянная донная направляющая плита; 8 - устьевые трубные головки; 9 - кольцевой уплотнительный узел; 10 - надставочный переводник; 11 - обсадная колонна; 12 - надставочный инструмент (надставочный переводник); 13 - обсадной райзер (к самоподъемной платформе); 14 - спуско-подъемный инструмент трубодержателя обсадной колонны (посадочные переводники) или надставочный инструмент (надставочные переводники); 15 - консервационный колпак; 16 - кондукторная обсадная колонна (кондуктор) 762 мм (30 дюймов); 17 - дно моря; 18 - трубодержатель обсадной колонны 508 мм (20 дюймов); 19 - посадочное кольцо 762 мм (30 дюймов); 20 - устьевой трубодержатель обсадных колонн 340 мм (13 3/8 дюйма); 21 - устьевой трубодержатель обсадных колонн 245 мм (9 5/8 дюйма)
Рисунок Е.1 - Донное подвесное и переходное оборудование
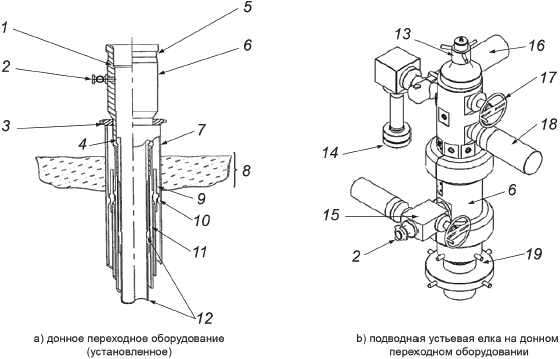
1 - профиль трубодержателя НКТ; 2 - отвод канала кольцевого пространства; 3 - конструкционное опорное кольцо (опционально); 4 - надставочный переводник обсадной колонны; 5 - профиль соединителя; 6 - устьевая трубная головка; 7 - кондукторная обсадная колонна (кондуктор) 762 мм (30 дюймов); 8 - дно моря; 9 - донный трубодержатель обсадной колонны 508 мм (20 дюймов); 10 - донное посадочное кольцо 762 мм (30 дюймов); 11 - донный трубодержатель обсадной колонны 340 мм (13 3/8 дюйма); 12 - донный трубодержатель обсадной колонны 245 мм (9 5/8 дюйма); 13 - заглушка устьевой елки; 14 - эксплуатационный отвод; 15 - задвижки канала кольцевого пространства; 16 - боковая задвижка; 17 - коронная задвижка; 18 - коренная задвижка; 19 - донное переходное оборудование
Рисунок Е.2 - Донное переходное оборудование
Е.2.2 Определение прикладываемых нагрузок
В каждом компоненте, который должен быть рассчитан, необходимо рассмотреть области с наиболее высокими напряжениями, при наиболее неблагоприятных комбинациях внутреннего давления и конечной нагрузки от давления. При выполнении такой оценки допустимо не учитывать изгибающие и осевые нагрузки, не связанные с давлениями концевых пробок и концевыми резьбовыми соединениями, необходимыми для приложения конечной нагрузки от давления. В частности, не следует учитывать осевые или изгибающие нагрузки, создаваемые соединением компонента с другими элементами оборудования.
При выявлении областей компонента с наиболее высокими напряжениями особое внимание необходимо уделять рассмотрению нагрузок, действующих через резьбовые соединения обсадных труб, выполненные на рассматриваемом компоненте. Наличие резьбы, нарезанной в стенке компонента, и конечной нагрузки от давления, приложенной к основному корпусу компонента через эти резьбы, приводит к местным изгибающим напряжениям, которые должны быть учтены. Общая форма основного корпуса компонента также может приводить к изгибающему напряжению в сечении, особенно если добавляется конечная нагрузка от давления. Такое влияние формы также должно быть учтено при определении нагрузок на компонент.
Е.2.3 Определение напряжений
После определения областей наиболее высоких напряжений для каждого отдельного компонента и условий нагружения, распределение напряжений через критические сечения должны быть линеаризованы для определения мембранного напряжения, , локального изгибающего напряжения,
, и пикового напряжения,
, в сечении; см. рисунок Е.3 (см. ИСО 13625). Линеаризация должна быть выполнена для каждого компонента напряжения. Отдельные линеаризованные компоненты должны затем использоваться в расчете эквивалентного напряжения в поперечном сечении по фон Мизесу. Эквивалентное напряжение по фон Мизесу или напряжение по энергетической теории деформации
, должно быть рассчитано по уравнению (Е.1)
![]() , (Е.1)
, (Е.1)
где ,
,
- нормальные напряжения компонента в точке;
,
,
- касательные напряжения компонента в точке;
индексы ,
и
относятся к общей системе координат.
Выполнение линеаризации возможно путем расчетов вручную, но, как правило, это выполняется с использованием компьютерной программы. В случае использования компьютерной программы или программы постобработки FEA необходима проверка правильности выполнения линеаризации напряжений данной программой. Необходимо выполнение проверки выходных компьютерных данных. Одним из наиболее простых методов контроля данных для программ постобработки FEA является построение модели FEA для простой балки с четырехточечным изгибом. Следует провести анализ этой модели на плоское напряженное состояние и предусмотреть не менее пяти элементов по высоте сечения балки. Линеаризация напряжений по фон Мизесу в центральном сечении такой балки не должна создавать мембранных напряжений по фон Мизесу.
Рассматриваемые значения напряжений по фон Мизесу в поперечном сечении компонента представляют собой линеаризованные мембранные напряжения (рабочего сечения) и линеаризованные локальные изгибающие напряжения, как показано на рисунке Е.3. Данные значения учитывают условия многоосевых напряжений в точке, поскольку они являются эквивалентными напряжениями по фон Мизесу.
Е.2.4 Допустимые уровни напряжений для рабочих условий и условий испытаний
Допустимые уровни напряжений для условий испытаний и рабочих условий основаны на процентном отношении суммы мембранного и изгибающего напряжений и только мембранного напряжения для предела текучести материала. В случае использования напряжений локальные мембранные и изгибающие напряжения, рассчитанные в Е.2.3, должны рассматриваться как первичные напряжения, поскольку они являются напряжениями, необходимыми для обеспечения статического равновесия сечения при приложенных давлении и концевых нагрузках.
Для определения допустимых уровней, используемых в данном случае, необходимо определить граничные ситуации пластической деформации полного поперечного сечения. Рассматривая простой случай прямоугольной балки и эластичный/идеально пластичный материал, можно построить график отношения суммы граничных мембранных и изгибающих напряжений к только мембранным напряжениям {см. ASME BPVC, раздел III [9] и ASME BPVC, раздел VIII [12]}. На рисунке Е.4 показаны граничные значения для различных комбинаций суммы мембранных и изгибающих напряжений и только мембранных напряжений, нормализованных при условии минимального указанного предела текучести материала . Отношение предельных напряжений только для мембраны равно 1,0, а только для изгиба - 1,5. Если мембранное напряжение, добавляемое к наибольшему изгибающему напряжению менее 2/3
, то отношение суммы мембранного и изгибающего напряжений может превысить 1,5. Это происходит в результате влияния жесткости мембранного напряжения и смещения нейтральной оси балки. Это повышает несущую способность на изгиб при условии пренебрежения приложенной осевой нагрузкой.
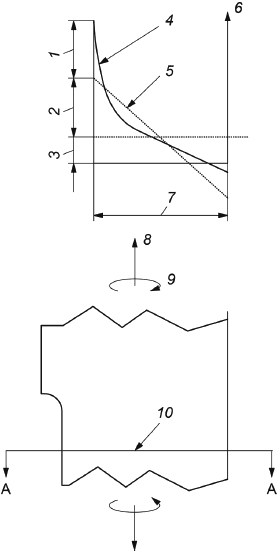
1 - максимальное локальное напряжение, ; 2 - локальное изгибающее напряжение,
; 3 - напряжение в рабочем сечении компонента,
, 4 - распределение суммарного напряжения; 5 - эквивалентное линейное распределение; 6 - напряжение; 7 - толщина; 8 - растягивающая нагрузка; 9 - локальный момент изгиба; 10 - вертикальная плоскость через асимметричную часть
Рисунок Е.3 - Распределение нагрузки, асимметричное поперечное сечение, донные подвесные компоненты
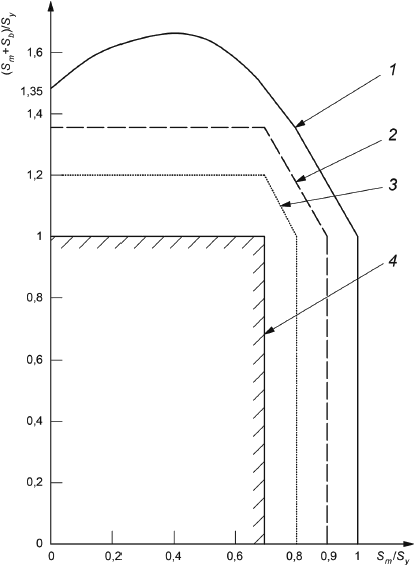
1 - предельное напряжение; 2 - предельное давление испытаний; 3 - номинальное рабочее давление для подвесного оборудования; 4 - номинальное рабочее давление для переходного оборудования; - мембранное напряжение;
- изгибающее напряжение;
- предел текучести
Рисунок Е.4 - Предельные значения напряжений донных подвесных компонентов
Е.2.5 Давление испытаний
В настоящем стандарте допустимыми значениями напряжений по фон Мизесу для условий гидростатических испытаний как для подвесного оборудования, так и для переходного оборудования являются: мембранное напряжение, , приведенное в неравенстве (Е.2), и сумма мембранного и изгибающего напряжений,
![]() , приведенная в неравенстве (Е.3) для
, приведенная в неравенстве (Е.3) для ![]() и, как приведено в неравенстве (Е.4), 1,2
и, как приведено в неравенстве (Е.4), 1,2 для
![]() :
:
![]() , (Е.2)
, (Е.2)
![]() , (Е.3)
, (Е.3)
![]() . (Е.4)
. (Е.4)
Допустимое значение давления испытаний должно обеспечить возникновение допустимых напряжений в критическом сечении компонента при условии учета давления и концевых нагрузок от испытательных концевых заглушек или пробок. Вышеприведенные ограничения, наглядно показанные на рисунке Е.4, аналогичны приведенным в ASME BPVC, раздел VIII (часть AD) [12] для условий гидростатических испытаний.
Е.2.6 Номинальное рабочее давление
Е.2.6.1 Донное подвесное оборудование
В настоящем стандарте допустимыми значениями напряжений по фон Мизесу для рабочих условий донного подвесного оборудования являются: мембранное напряжение, , приведенное в неравенстве (Е.5) и сумма мембранного и изгибающего напряжений,
![]() , приведенная в неравенстве (Е.6) для
, приведенная в неравенстве (Е.6) для ![]() и, как приведено в неравенстве (Е.7), 1,2
и, как приведено в неравенстве (Е.7), 1,2 для
![]() :
:
![]() , (E.5)
, (E.5)
![]() , (E.6)
, (E.6)
![]() . (E.7)
. (E.7)
Для обеспечения возникновения данных напряжений в критическом сечении рассматриваемого компонента необходимо соответствующее номинальное рабочее давление. Данные ограничения составляют примерно 90% от условий испытаний.
Е.2.6.2 Донное переходное оборудование
В настоящем стандарте допустимыми значениями напряжений по фон Мизесу для рабочих условий донного подвесного оборудования являются: мембранное напряжение, , приведенное в неравенстве (Е.8), и сумма мембранного и изгибающего напряжений,
![]() , приведенная в неравенстве (Е.9):
, приведенная в неравенстве (Е.9):
![]() , (Е.8)
, (Е.8)
![]() . (Е.9)
. (Е.9)
Для обеспечения возникновения данных напряжений в критическом сечении рассматриваемого компонента необходимо соответствующее номинальное рабочее давление. Данные ограничения составляют примерно 75% от условий испытания. Эти условия совпадают с обычными предельными расчетными напряжениями, приведенными в [12]. Требования, предъявляемые к значениям предельного мембранного напряжения для эксплуатационных условий переходного оборудования, менее жесткие, чем к подвесному оборудованию. Это является следствием использования подвесного оборудования при эксплуатации в качестве части обсадной колонны. Компоненты обсадной колонны, как правило, имеют более высокие пределы допустимых напряжений, чем оборудование для заканчивания скважин или эксплуатационное оборудование.
Приложение F
(справочное)
Донные системы подвесок со стволовым проходом
Донное подвесное оборудование со стволовым проходом применяется для удерживания веса обсадной колонны на уровне дна моря или вблизи него с целью обеспечения управления давлением. Донное подвесное оборудование со стволовым проходом используется при бурении с погружной буровой установки, опирающейся на дно, в случае возможности заканчивания скважины с подводным расположением устья. При проведении буровых операций, а также ремонтных работ в скважине или операций по заканчиванию скважины ВОР размещается на поверхности. Данная система отличается от донной системы подвески тем, что первая технологическая обсадная колонна подвешивается в корпусе устьевого оголовка, а последующие обсадные колонны используются в качестве трубодержателей устьевых оголовков и уплотнительных узлов кольцевого пространства. Трубодержатели имеют положительные посадочные заплечики, вследствие чего их НД, как правило, достаточно большие для обеспечения прохождения через обсадную колонну-надставку. Как правило, применяют райзеры со значениями номинального давления и проходного диаметра, эквивалентными надводному превентору, для установки трубодержателей обсадных колонн, уплотнительных узлов, внутренних консервационных колпаков и устьевых трубодержателей скважинных трубопроводов. Корпус устьевой колонной головки имеет необходимый профиль для закрепления устьевого трубодержателя НКТ, а также наружный профиль - для закрепления подводной устьевой елки, вследствие чего при применении донного оборудования со стволовым проходом переходное оборудование не требуется.
Основными элементами донного подвесного оборудования со стволовым проходом являются:
- корпус устьевой колонной головки направления;
- надводный трубодержатель обсадных колонн;
- корпус устьевого оголовка;
- трубодержатели обсадных колонн;
- уплотнительные узлы кольцевого пространства;
- протекторы проходного канала и защитные вкладыши;
- консервационные колпаки;
- спуско-подъемный инструмент, инструмент для извлечения и испытаний.
На рисунке F.1 показаны элементы оборудования, используемого в донных системах подвески со стволовым проходом.
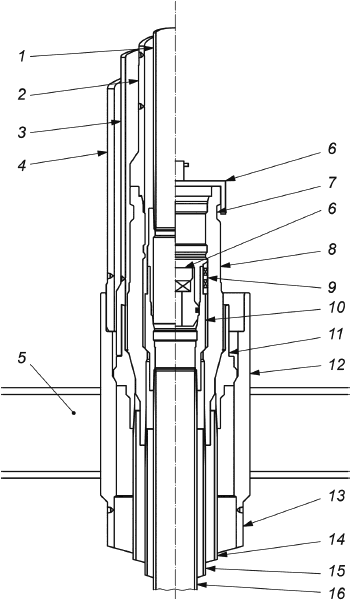
1 - обсадная колонна от 244 до 273 мм (от 9 5/8 до 10 3/4дюйма); 2 - райзер 406 мм (16 дюймов); 3 - райзер 610 мм (24 дюйма); 4 - обсадная колонна-хвостовик до верха; 5 - направляющее оборудование; 6 - консервационный колпак; 7 - профиль соединителя; 8 - корпус устьевого оголовка; 9 - уплотнительный узел; 10 - эксплуатационный трубодержатель обсадной колонны; 11 - трубодержатель от 473 до 508 мм (от 18 5/8 до 20 дюймов); 12 - корпус устьевой колонной головки направления (кондуктора); 13 - кондуктор 762 мм (30 дюймов); 14 - обсадная колонна от 473 до 508 мм (от 18 5/8 до 20 дюймов); 15 - обсадная колонна 340 мм (13 3/8 дюйма); 16 - обсадная колонна от 244 до 273 мм (от 9 5/8 до 10 3/4дюйма)
Рисунок F.1 - Донная система подвески со стволовым проходом
Приложение G
(справочное)
Руководство по сборке болтовых фланцевых соединений по стандарту ИСО (API)
G.1 Область применения
G.1.1 Общие положения
Безотказная работа болтовых фланцевых соединений по стандарту ИСО (API) обусловлена их надлежащим применением и точностью сборки. В настоящем приложении содержатся руководящие указания по сборке и затяжке болтов для цельных фланцев, фланцев с приварной шейкой и глухих фланцев типа 6ВХ, описанных в ИСО 10423, а также для цельных фланцев, фланцев с приварной шейкой и глухих фланцев типа 17SS, описанных в настоящем стандарте.
G.1.2 Введение
В настоящем приложении определены процедура сборки и рекомендуемые усилия затяжки болтов при свинчивании болтовых фланцевых соединений. Их целью является обеспечение конструктивной целостности и герметичности болтовых фланцевых соединений по стандарту ИСО (API).
G.1.3 Рекомендуемые усилия натяжения/крутящие моменты при свинчивании
Стандартное болтовое соединение должно свинчиваться до уровня не менее 67%-73% минимального предела текучести материала с целью обеспечения посадки прокладки при свинчивании, а также обеспечения предварительного нагружения контактирующих рабочих поверхностей, превышающего разделяющие усилия при номинальном рабочем давлении. Материалы стандартных болтовых соединений, указанные в ASTM А193/А193М группы В7 и В16, ASTM А320/320М группы L7 и L43, имеют предел текучести материала 725 МПа (105000 фунт/дюйм) для диаметров до 63,5 мм (2,5 дюйма) включительно. Материалы болтов больших диаметров включительно до 177,8 мм (7 дюймов) имеют предел текучести 655 МПа (95000 фунт/дюйм
). Болтовые соединения из CRA по ASTM А453/А452М класс D (группа 660) имеют предел текучести материала 725 МПа (105000 фунт/дюйм
) для всех размеров.
Низкопрочные болтовые соединения по ASTM А193/А193М группа В7М и А320 группа L7M должны свинчиваться до уровня не менее 67%-73% минимального предела текучести материала с целью обеспечения посадки прокладки при свинчивании, а также обеспечения предварительного нагружения контактирующих рабочих поверхностей, превышающего разделяющие усилия при номинальном рабочем давлении. Низкопрочные болтовые соединения имеют предел текучести материала 550 МПа (80000 фунт/дюйм).
В таблицах G.1 и G.3 приведены значения крутящего момента согласно ASTM А193/А193М группы В7 и В16, и ASTM А320/320М группы L7 и L43. В таблицах G.2 и G.4 приведены значения крутящего момента для материала болтов согласно ASTM А193/А193М группы В7М и ASTM А320/320М группы 7М. В этих таблицах приведены значения крутящего момента свинчивания, рассчитанные на базе приведенных в параграфах 1 и 2 данного подраздела значений предела текучести материала и болтов с покрытием ПТФЭ.
К некоторым факторам, влияющим на соотношение между крутящим моментом гайки и моментом натяжения болта, относятся:
- шаг резьбы, средний диаметр и форма резьбы;
- обработка поверхности резьбы и опорной поверхности гайки;
- степень параллельности опорной поверхности гайки и поверхности фланца;
- тип смазки и покрытия резьбы (коэффициент трения в сочетании со смазкой или покрытиями может изменяться в пределах до 20%) и опорной поверхности гайки.
Прикладываемый к гайке крутящий момент - это один из нескольких способов определения растяжения и напряжения в крепежной детали. Основным требованием является достижение приведенного в настоящем подразделе прикладываемого растягивающего напряжения, обеспечение посадки прокладки и отсутствие зазора между торцами фланцев. Смазки, обработка поверхностей, жесткость прокладки и т.п. могут оказывать значительное влияние на точность фактического растяжения болта при приложенном крутящем моменте. Значения крутящих моментов, приведенные в таблицах G.1-G.4, являются информационными, и изготовителю следует проверять их с использованием документально оформленных квалифицированных процедур для болтовых соединений.
Таблица G.1 - Рекомендуемые значения крутящего момента свинчивания болтовых фланцев (смазки по стандарту API)
Размер болта | Материал L7, L43, B16, B7 или gr660 | ||||||||
Крутящий момент свинчивания при 67% предела текучести | Крутящий момент свинчивания при 73% предела текучести | ||||||||
Натяжение болта | Крутящий момент свинчивания | Натяжение болта | Крутящий момент свинчивания | ||||||
мм | дюйм, TIP | кН | фунт | Н·м | фут· | кН | фунт | Н·м | фут· |
12,70 | 1/2; 13UNC | 44,17 | 9983 | 108 | 80 | 48,38 | 10880 | 118 | 87 |
15,88 | 5/8; 11 UNC | 70,72 | 15900 | 210 | 155 | 77,06 | 17320 | 229 | 169 |
19,05 | 3/4; 10 UNC | 104,66 | 23530 | 366 | 270 | 114,04 | 25630 | 398 | 294 |
22,23 | 7/8; 9 UNC | 144,49 | 32480 | 582 | 430 | 157,43 | 35395 | 634 | 467 |
25,40 | 1; 8 UN | 189,56 | 42615 | 866 | 639 | 206,53 | 46430 | 944 | 696 |
28,58 | 1 1/8; 8 UN | 247,36 | 55610 | 1252 | 924 | 269,51 | 60590 | 1365 | 1006 |
31,75 | 1 1/4; 8 UN | 312,84 | 70330 | 1739 | 1283 | 340,86 | 76630 | 1895 | 1398 |
34,93 | 1-3/8; 8 UN | 386,00 | 86777 | 2337 | 1724 | 420,57 | 94548 | 2547 | 1878 |
38,10 | 1 1/2; 8 UN | 466,84 | 104950 | 3059 | 2256 | 508,65 | 114349 | 3332 | 2458 |
41,28 | 1 5/8; 8 UN | 555,37 | 124852 | 3914 | 2887 | 605,11 | 136032 | 4264 | 3145 |
44,45 | 1 3/4; 8 UN | 651,57 | 146480 | 4915 | 3625 | 709,93 | 159560 | 5355 | 3950 |
47,63 | 1 7/8; 8 UN | 755,46 | 169833 | 6074 | 4480 | 823,11 | 185044 | 6618 | 4880 |
50,80 | 2; 8 UN | 867,02 | 194914 | 7401 | 5460 | 944,66 | 212370 | 8063 | 5947 |
57,15 | 2 1/4; 8 UN | 1113,19 | 250256 | 10607 | 7823 | 1212,88 | 272665 | 11557 | 8524 |
63,50 | 2 1/2; 8 UN | 1390,09 | 312504 | 14625 | 10787 | 1514,57 | 340490 | 15935 | 11753 |
66,68 | 2 5/8; 8 UN | 1393,38 | 313245 | 15351 | 11322 | 1518,16 | 341297 | 16725 | 12337 |
69,85 | 2 3/4; 8 UN | 1536,02 | 345310 | 17684 | 13043 | 1673,57 | 376234 | 19268 | 14211 |
| |||||||||
Таблица G.2 - Рекомендуемые значения крутящего момента свинчивания болтовых фланцев (смазки по стандарту API)
Размер болта | Материал L7M или B7M | ||||||||
Крутящий момент свинчивания при 67% предела текучести | Крутящий момент свинчивания при 73% предела текучести | ||||||||
Натяжение болта | Крутящий момент свинчивания | Натяжение болта | Крутящий момент свинчивания | ||||||
мм | дюйм, TIP | кН | фунт | Н·м | фут· | кН | фунт | Н·м | фут· |
12,70 | 1/2, 13 UNC | 33,83 | 7606 | 82 | 61 | 36,86 | 8287 | 89 | 67 |
15,88 | 5/8, 11 UNC | 53,88 | 12114 | 160 | 118 | 58,71 | 13199 | 174 | 129 |
19,05 | 3/4, 10 UNC | 79,74 | 17927 | 279 | 206 | 86,88 | 19533 | 304 | 225 |
22,23 | 7/8, 9 UNC | 110,09 | 24750 | 443 | 327 | 119,95 | 26967 | 483 | 356 |
25,40 | 1, 8 UN | 144,42 | 32468 | 660 | 487 | 157,35 | 35376 | 719 | 531 |
28,58 | 1 1/8, 8 UN | 188,46 | 42368 | 954 | 704 | 205,34 | 46162 | 1039 | 767 |
31,75 | 1 1/4, 8 UN | 238,35 | 53584 | 1325 | 977 | 259,70 | 58383 | 1444 | 1065 |
34,93 | 1 3/8, 8 UN | 294,10 | 66116 | 1781 | 1314 | 320,44 | 72037 | 1941 | 1432 |
38,10 | 1 1/2, 8 UN | 355,69 | 79963 | 2330 | 1719 | 387,54 | 87124 | 2539 | 1873 |
41,28 | 1 5/8, 8 UN | 423,14 | 95125 | 2982 | 2200 | 461,03 | 103644 | 3249 | 2397 |
44,45 | 1 3/4, 8 UN | 496,44 | 111603 | 3745 | 2762 | 540,90 | 121597 | 4080 | 3009 |
47,63 | 1 7/8, 8 UN | 575,59 | 129397 | 4628 | 3413 | 627,14 | 140985 | 5043 | 3719 |
50,80 | 2, 8 UN | 660,59 | 148506 | 5639 | 4159 | 719,75 | 161805 | 6144 | 4532 |
57,15 | 2 1/4, 8 UN | 848,15 | 190671 | 8081 | 5961 | 924,10 | 207746 | 8805 | 6495 |
63,50 | 2 1/2, 8 UN | 1059,11 | 238098 | 11143 | 8218 | 1153,96 | 259420 | 12141 | 8954 |
66,68 | 2 5/8, 8 UN | 1173,37 | 263785 | 12927 | 9534 | 1278,45 | 287408 | 14085 | 10388 |
69,85 | 2 3/4, 8 UN | 1293,49 | 290787 | 14892 | 10984 | 1409,32 | 316828 | 16226 | 11968 |
| |||||||||
Таблица G.3 - Рекомендуемые значения крутящего момента свинчивания болтовых фланцев (покрытие ПТФЭ)
Размер болта | Материал L7, L43, B16, B7 или gr660 | ||||||||
Крутящий момент свинчивания при 67% предела текучести | Крутящий момент свинчивания при 73% предела текучести | ||||||||
Натяжение болта | Крутящий момент свинчивания | Натяжение болта | Крутящий момент свинчивания | ||||||
мм | дюйм, TPI | кН | фунт | Н·м | фут· | кН | фунт | Н·м | фут· |
12,70 | 1/2, 13 UNC | 44,40 | 9983 | 64 | 48 | 48,38 | 10877 | 70 | 52 |
15,88 | 5/8, 11 UNC | 70,72 | 15900 | 125 | 92 | 77,06 | 17322 | 137 | 100 |
19,05 | 3/4, 10 UNC | 104,66 | 23530 | 216 | 160 | 114,04 | 25637 | 236 | 174 |
22,23 | 7/8, 9 UNC | 144,49 | 32483 | 343 | 253 | 157,43 | 35391 | 373 | 275 |
25,40 | 1, 8 UN | 189,56 | 42614 | 510 | 376 | 206,53 | 46430 | 556 | 409 |
28,58 | 1 1/8, 8 UN | 247,36 | 55608 | 731 | 539 | 269,51 | 60588 | 797 | 588 |
31,75 | 1 1/4, 8 UN | 312,84 | 70330 | 1009 | 744 | 340,88 | 76627 | 1099 | 810 |
34,93 | 1 3/8, 8 UN | 386,00 | 86777 | 1348 | 994 | 420,57 | 94548 | 1468 | 1083 |
38,10 | 1 1/2, 8 UN | 466,84 | 104951 | 1754 | 1294 | 508,65 | 114349 | 1912 | 1410 |
41,28 | 1 5/8, 8 UN | 555,37 | 124852 | 2235 | 1649 | 605,11 | 136032 | 2436 | 1797 |
44,45 | 1 3/4, 8 UN | 651,57 | 146480 | 2797 | 2063 | 709,93 | 159597 | 3047 | 2247 |
47,63 | 1 7/8, 8 UN | 755,46 | 169833 | 3445 | 2541 | 823,11 | 185042 | 3753 | 2768 |
50,80 | 2, 8 UN | 867,02 | 194914 | 4185 | 3087 | 944,66 | 212370 | 4559 | 3363 |
57,15 | 2 1/4, 8 UN | 1113,19 | 250256 | 5968 | 4402 | 1212,88 | 272667 | 6502 | 4796 |
63,50 | 2 1/2, 8 UN | 1390,09 | 312504 | 8195 | 6044 | 1514,57 | 340490 | 8929 | 6586 |
66,68 | 2 5/8, 8 UN | 1393,38 | 313245 | 8587 | 6333 | 1518,16 | 341297 | 9356 | 6901 |
69,85 | 2 3/4, 8 UN | 1536,02 | 345310 | 9876 | 7284 | 1673,57 | 376234 | 10760 | 7937 |
| |||||||||
Таблица G.4 - Рекомендуемые значения крутящего момента свинчивания болтовых фланцев (покрытие ПТФЭ)
Размер болта | Материал L7M или B7M | ||||||||
Крутящий момент свинчивания при 67% предела текучести | Крутящий момент свинчивания при 73% предела текучести | ||||||||
Натяжение болта | Крутящий момент свинчивания | Натяжение болта | Крутящий момент свинчивания | ||||||
мм | дюйм, TPI | кН | фунт | Н·м | фут· | кН | фунт | Н·м | фут· |
12,70 | 1/2, 13 UNC | 33,83 | 7606 | 49 | 36 | 36,86 | 8287 | 54 | 39 |
15,88 | 5/8, 11 UNC | 53,88 | 12114 | 95 | 70 | 58,71 | 13199 | 104 | 76 |
19,05 | 3/4, 10 UNC | 79,74 | 17927 | 165 | 122 | 86,88 | 19532 | 180 | 133 |
22,23 | 7/8, 9 UNC | 110,09 | 24750 | 261 | 193 | 119,95 | 26966 | 284 | 210 |
25,40 | 1, 8 UN | 144,42 | 32468 | 388 | 287 | 157,35 | 35376 | 423 | 312 |
28,58 | 1 1/8, 8 UN | 188,46 | 42368 | 557 | 411 | 205,34 | 46162 | 607 | 448 |
31,75 | 1 1/4, 8 UN | 238,35 | 53584 | 768 | 567 | 259,70 | 58383 | 837 | 617 |
34,93 | 1 3/8, 8 UN | 294,10 | 66116 | 1027 | 757 | 320,44 | 72036 | 1119 | 825 |
38,10 | 1 1/2, 8 UN | 355,69 | 79963 | 1337 | 986 | 387,54 | 87124 | 1457 | 1074 |
41,28 | 1 5/8, 8 UN | 423,14 | 95125 | 1703 | 1256 | 461,03 | 103644 | 1856 | 1369 |
44,45 | 1 3/4, 8 UN | 496,44 | 111603 | 2131 | 1572 | 540,90 | 121597 | 2322 | 1713 |
47,63 | 1 7/8, 8 UN | 575,59 | 129397 | 2642 | 1936 | 627,14 | 140985 | 2879 | 2109 |
50,80 | 2, 8 UN | 660,59 | 148506 | 3188 | 2352 | 719,75 | 161805 | 3474 | 2563 |
57,15 | 2 1/4, 8 UN | 848,15 | 190671 | 4547 | 3354 | 924,10 | 207746 | 4954 | 3654 |
63,50 | 2 1/2, 8 UN | 1059,11 | 238098 | 6244 | 4605 | 1153,96 | 259420 | 6803 | 5017 |
66,68 | 2 5/8, 8 UNb | 1173,37 | 263785 | 7231 | 5333 | 1278,45 | 287408 | 7879 | 5811 |
69,85 | 2 3/4, 8 UNb | 1293,49 | 290787 | 8317 | 6134 | 1409,32 | 316828 | 9062 | 6683 |
Значения, приведенные в таблицах G1-G4, рассчитаны в соответствии с перечислениями а)-с).
a) Размер шестиугольника (утолщенные шестигранные гайки) равен 1,5+3,175 мм (1,5
+0,125 дюйма), где
- диаметр болта, мм (дюйм).
b) Крутящий момент для болтового фланца, , выраженный в метрических единицах СИ, ньютоно-метрах, приведен в уравнении (G.1)
![]() , (G.1)
, (G.1)
где - диаметр болта, мм;
- фактическая площадь напряжения в квадратных миллиметрах, равная
 ;
;
- растяжение болта в ньютонах, равное
, умноженное на напряжение болта;
- число витков резьбы на миллиметр;
- средний диаметр резьбы, мм;
- коэффициент трения;
- размер шестигранника, мм.
c) Крутящий момент для болтового фланца, Т, выраженный в единицах британской системы, фут-фунт, приведен в уравнении (G.2)
![]() , (G.2)
, (G.2)
где - диаметр болта, дюйм;
- фактическая площадь напряжения, равная
 ;
;
- сила или натяжение болта, выраженная в фунтах, равная
, умноженная на напряжение болта;
- число витков резьбы на дюйм;
- средний диаметр резьбы, дюйм;
- коэффициент трения (равный 0,13 для резьбы и опорной поверхности гайки с резьбовой смазкой по стандарту API Bul 5А2; 0,07 для резьбы и гайки с покрытием ПТФЭ; 0,20 для "сухих" непокрытых/без смазки резьбы и гаек) (безразмерный);
- размер шестиугольника, дюйм.
G.2 Указания по сборке
G.2.1 Введение
Герметичные болтовые фланцевые соединения представляют собой результат разностороннего выбора/деятельности в относительно узком диапазоне приемлемых ограничений. Одним из таких видов деятельности, имеющих принципиальное значение для обеспечения характеристик герметичности, является процесс сборки соединения. Указания, приведенные в приложении G, относятся к сборочным элементам, обеспечивающим герметичность фланцевых соединений по стандарту ИСО (API). Для использования квалифицированными специалистами по сборке соединений необходимо разработать документально оформленные процедуры, включающие положения настоящих указаний. Необходимо указать прикладываемый крутящий момент/натяжение в документально оформленных процедурах для нескольких типовых размеров болтов с указанием конкретного материала, покрытия и смазки.
Примечания
1 Существует много способов сборки болтовых фланцевых соединений по стандарту ИСО (API), и приложение G предназначено для предоставления указаний персоналу, отвечающему за подготовку процедур сборки болтовых фланцевых соединений (затяжки), или для квалифицированного персонала, выполняющего сборку болтовых фланцевых соединений.
2 Типы инструментов для затяжки болтов и методов контроля нагрузки, приведенные в приложении G, не исключают и не ограничивают использование других инструментов и методов, которые сертифицированы на создание эквивалентных или более качественных диапазонов значений предварительной нагрузки.
3 Использование квалифицированных сборочных процедур и квалифицированного персонала, выполняющего сборку, аналогично общим требованиям к сварным швам, для выполнения которых квалифицированные сварочные процедуры и квалифицированные сварщики являются действующей практикой в промышленности.
G.2.2 Проверка "рабочих" поверхностей
"Рабочие" поверхности фланцев перед сборкой следует очистить и проверить. Для очистки рабочих поверхностей от смазки, защитных покрытий и грязи допустимо использование неабразивной ткани. С рабочих поверхностей фланцев необходимо удалить любые виды краски, так как "рабочие" поверхности предназначены для создания при сборке контакта типа "металл-к-металлу". На рабочих поверхностях фланцев допустимо адгезионное покрытие, например ПТФЭ или гальваническое покрытие. Во время сборки на уплотнения или канавки не следует наносить консистентную смазку. Допустимо использование легкого смазочного масла в случае возможности образования задиров или фреттинг-коррозии.
Следует провести проверку состояния обработки поверхности кольцевых канавок обоих соединительных фланцев и проверку на наличие таких дефектов поверхностной обработки, как царапины, надрезы, бороздки и заусенцы. Особое значение имеют индикации, расположенные в радиальном направлении с наружной стороны канавки (каналы утечки). Не допускаются царапины и вмятины канавки и опорной поверхности фланца, что требует в случае необходимости повторной машинной обработки. Необходимо исправить все радиальные дефекты канавки, превышающие глубину зазубрины. Допустимо устранение дефектов легким шлифованием "влажной или сухой" мелкозернистой наждачной бумагой вокруг посадочного гнезда под прокладку. Повторно обрабатываемые зоны должны иметь плавные переходы и не иметь дефекта локального зашлифовывания. Необходимо документально оформлять любые вызывающие сомнения дефекты для последующего устранения.
При каждой разборке и повторной сборке фланцевого соединения необходимо использовать новую прокладку. Требуется проверка контактных поверхностей прокладки с обеих сторон на наличие механических повреждений и неровностей поверхности. Необходимо отбраковывать поврежденные или вызывающие сомнения прокладки. Допустимо повторное использование прокладок для проведения испытаний. При окончательной сборке всегда следует использовать новые прокладки. При необходимости при установке прокладки для смазки канавки под прокладку допустимо использование легкого смазочного масла. Нельзя допускать попадания в смазочное масло твердых частиц. Необходимо документально оформлять любые вызывающие сомнения результаты.
Необходимо проверять резьбы болта и гайки на наличие деформаций и повреждений, таких как ржавчина, коррозия, трещины и заусенцы. Использованные ранее болты необходимо тщательно очищать (например, проволочной щеткой) перед повторным использованием. Необходимо контролировать болты, которые подвергались многоцикловым внешним нагрузкам, с использованием соответствующих методов NDE. Требуется замена деталей, вызывающих сомнение.
Необходимо проверять поверхность фланцев в местах расположения гаек на наличие задиров, заусенцев, вмятин, истирания и т.п.; удалять выступы, вкрапления при необходимости.
G.2.3 Выравнивание сопрягаемых поверхностей
Необходимо обеспечить выравнивание фланцев по оси и по окружности в соответствии с проектной документацией в пределах допусков. Любые трубные или другие соединения, влияющие на выравнивание, должны быть закреплены надлежащим образом. Не допускается приложения нагрузки на болты для обеспечения выравнивания. При горизонтальной сборке следует предусмотреть достаточный зазор для установки прокладки. Опорные поверхности фланцев следует центрировать в пределах 0,5 мм на каждые 200 мм (0,02 дюйма на каждые 7,875 дюймов), измеренные по любому диаметру (0,15°), а отверстия под фланцевые болты следует центрировать в пределах 3 мм (0,12 дюйма) смещения; см. рисунок G.1. Необходимо отмечать все смещения или использование избыточных нагрузок при центрировании фланцев.
Размеры в миллиметрах
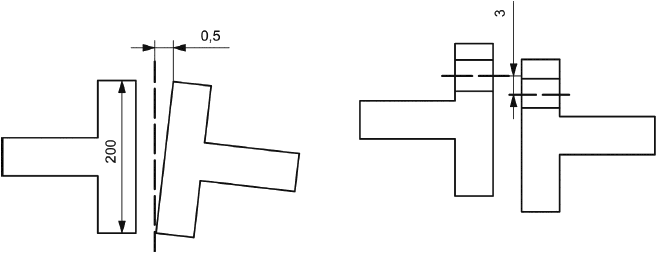
Рисунок G.1 - Допуски выравнивания фланцев
G.2.4 Установка прокладок ВХ
Требуется проверка соответствия прокладок BX/SBX указанному номеру кольца и спецификации материала.
Прокладку необходимо расположить соосно канавке, предпринимая соответствующие меры для удерживания ее во время процесса размещения.
Требуется контроль правильности положения прокладки в процессе сборки. Не допускается использование смазки для закрепления прокладки в заданном положении.
G.2.5 Установка болтов
Требуется проверка соответствия болтов и гаек по следующим характеристикам: группа материала, покрытие, диаметр, длина болта и высота гайки, равная диаметру болта (для утолщенных шестигранных гаек).
При использовании динамометрического инструмента резьбу гайки и опорную поверхность гайки следует смазать в соответствии с утвержденной процедурой. Необходимо убедиться в совместимости смазки по химическим свойствам с материалом болта/гайки и окружающей средой. Особое внимание следует уделять недопущению использования смазки с химическим составом, приводящим к коррозионному растрескиванию под напряжением.
Сначала необходимо установить и вручную закрутить болты и гайки, затем вручную приложить крутящий момент до 100 Нм (75 фунто-фут), но не выше 15% от заданного крутящего момента. Необходимо проверить причину и выполнить необходимые корректирующие действия, если гайка не закручивается вручную. Рекомендуется временно обеспечить герметизацию фланцев с целью недопущения попадания посторонних частиц в зазор между выступающими поверхностями фланцев, в случае если окончательная затяжка будет выполняться не сразу.
Резьба гаек должна быть в зацеплении по всей высоте гайки. Возможны осложнения демонтажа соединения при коррозии избыточной резьбы. Технология, облегчающая демонтаж соединений, заключается в полном введении гайки в зацепление с одной стороны (не допуская выступания болта из гайки), обеспечивая при этом расположение избыточных витков с другой стороны. Избыточные витки резьбы не должны выступать более, чем на 13 мм (0,5 дюйма) относительно гайки, за исключением случаев применения гидравлических устройств затяжки. Для использования гидравлических устройств затяжки болтов необходима выступающая часть резьбы длиной примерно в один диаметр болта для зацепления переходника.
G.2.6 Затяжка болтов
Должны быть применены откалиброванные инструменты. Используя выбранный метод затяжки, необходимо затянуть соединение с приложением возрастающей нагрузки в 30%, 60%, затем 100% от заданного значения крутящего момента в дополнение к использованию перекрестной схемы последовательности затяжки, показанной на рисунке G.2. Недопустимо затягивать соединения, находящиеся под воздействием давления или механических нагрузок.
Необходимо проверить смыкание зазоров выступающих поверхностей фланцев по всей окружности соединения.
Натяжение болтов (или крутящий момент) следует повторно проверить после того, как фланец (или болтовой хомут) был подвергнут предварительным гидростатическим испытаниям (испытания корпуса или испытания на номинальное рабочее давление). Допустима некоторая незначительная деформация во время испытаний болтовых соединений. При необходимости следует затянуть болты с приложением 100% натяжения (крутящего момента) по перекрестной схеме.
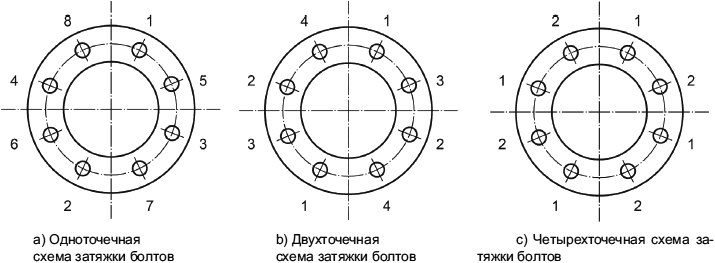
Рисунок G.2 - Перекрестная последовательность затяжки болтов одним, двумя и четырьмя инструментами одновременно
G.2.7 Демонтаж соединения
При ослаблении значительного числа болтов по направлению вращения упругое восстановление зажатых деталей может привести к избыточным нагрузкам на нескольких остальных болтах, создавая дополнительные осложнения при демонтаже, и в некоторых случаях к образованию задиров между гайкой и болтом, что может серьезно повлиять на безопасность демонтажа.
Необходимо всегда проверять наличие давления в соединении. Требуется убедиться в отсутствии в соединении внутренних нагрузок от сжатия. Необходимо ослаблять болты по перекрестной схеме (см. рисунок G.2) следующим образом:
a) начать с ослабления затяжки болтов до 60% заданного момента по перекрестной схеме;
b) проверить зазор по окружности и соответственно ослабить гайки таким образом, чтобы зазор был одинаковым;
c) ослабить гайки до 30% заданного момента;
d) в случае достаточной равномерности зазора по окружности необходимо начинать снимать гайки по окружности. В случае недостаточной равномерности зазора по окружности необходимо отрегулировать зазор выборочным ослаблением перед снятием гайки по окружности;
e) снять гайки и болты. Перед повторным использованием болты должны быть очищены и должны пройти NDE. В случае повторного использования прокладки для проведения испытаний на нее необходимо нанести маркировку для гарантии применения только новых прокладок при окончательной сборке.
G.2.8 Документация
Производители должны подготовить документ, в котором должны быть указаны рекомендуемые значения натяжения (или затяжки). Данный документ входит в паспорт сборки соединения для каждого собранного соединения. Типовой паспорт приведен в таблице G.5.
Таблица G.5 - Паспорт фланцевого соединения
Паспорт сборки болтового фланцевого соединения | ||||||||||||||||||
Идентификация фланцевого соединения: | ||||||||||||||||||
Сборка | ||||||||||||||||||
Собрано: | Дата: | |||||||||||||||||
Очистка и контроль компонентов перед сборкой | ||||||||||||||||||
Очистка и проверка наличия повреждений поверхности кольцевой канавки и посадочной поверхности прокладки ВХ | Очистка болтов и гаек и проверка наличия повреждений | |||||||||||||||||
Очистка и проверка опорной поверхности фланца под гайки на отсутствие краски, грязи и задиров | ||||||||||||||||||
Проверка компонентов фланцевого соединения | ||||||||||||||||||
Материал болта | Материал гайки | |||||||||||||||||
Диаметр и длина болта | Покрытие болта/гайки | |||||||||||||||||
Размер и материал прокладки | Новая прокладка ВХ, используемая для окончательной сборки | |||||||||||||||||
Смазка "рабочих поверхностей" болта/гайки | ||||||||||||||||||
Проверка соответствия смазки на резьбовом конце болта/опорной поверхности гайки указанным в таблицах значениям крутящих моментов | Используемая смазка: | |||||||||||||||||
Выравнивание и установка болтов | ||||||||||||||||||
Стержни болтов свободно проходят в болтовые отверстия |
| Максимальный зазор между опорными поверхностями фланцев (мм) | ||||||||||||||||
Крутящий момент при затяжке вручную (Н·м) | Минимальный зазор между опорными поверхностями фланцев (мм) | |||||||||||||||||
Затяжка болтов | ||||||||||||||||||
Заданная нагрузка на болт | Тип инструмента: | Количество инструментов: | ||||||||||||||||
30% предварительная нагрузка | 60% предварительная нагрузка | 100% предварительная нагрузка | ||||||||||||||||
Крутящий момент | Давление насоса | Крутящий момент | Давление насоса | Крутящий момент | Давление насоса | |||||||||||||
Контакт поверхностей | Затяжка выполнена: | Дата: | ||||||||||||||||
Непредвиденные осложнения и их устранение | ||||||||||||||||||
Контроль | Выполнен: | Дата: | ||||||||||||||||
Заданная предварительная нагрузка: | Крутящий момент: | Инструмент: | Давление насоса: | Допустимая предварительная нагрузка: | Контакт опорных поверхностей фланца: | |||||||||||||
Приложение Н
(справочное)
Проектирование и испытания спуско-подъемного и испытательного инструмента для оборудования подводного устьевого оголовка
Н.1 Общие положения
Требования настоящего приложения распространяются на проектирование и испытания спуско-подъемного и испытательного инструмента для компонентов подводного устьевого оголовка, включая направляющее оборудование, корпуса, подвесное оборудование обсадных колонн, оборудование герметизации кольцевого пространства и защитные устройства.
Н.2 Проектирование
Н.2.1 Нагрузки
При проектировании спуско-подъемного и испытательного инструмента необходимо учитывать как минимум следующие нагрузки:
- удерживаемый вес;
- изгибающие нагрузки;
- давление;
- крутящие нагрузки;
- радиальные нагрузки;
- дополнительное нагружение;
- нагрузки от воздействия окружающей среды;
- осевые нагрузки и/или предварительные нагрузки гидравлической соединительной муфты.
Н.2.2 Концевые соединения
Замковые соединения или резьбовые соединения обсадных труб должны соответствовать требованиям ИСО 10424-1. Резьбовые соединения обсадных труб должны соответствовать ИСО 10423. Инструменты должны иметь достаточные размеры для захвата трубными ключами. Грузоподъемность инструмента не должна зависеть от выбора концевых соединений для инструмента.
Для инструмента, приводимого в действие крутящим моментом, следует по возможности использовать левосторонний крутящий момент для затяжки и правосторонний крутящий момент для раскрепления с целью недопущения развинчивания резьбы обсадных/скважинных/бурильных труб во время выполнения операций/отсоединения.
Н.2.3 Вертикальный ствол
Для обеспечения прохождения инструмента, необходимого для последующих операций в соответствии с документально оформленными техническими условиями изготовителя, инструмент со стволовым проходом должен иметь достаточный ВД и внутренние переходы.
Н.2.4 Наружный профиль
Наружный профиль инструмента должен соответствовать документально оформленным техническим условиям изготовителя. Длина, наружный профиль и зона перетока флюида должны быть рассчитаны с учетом минимизации гидродинамического давления/давления свабирования и облегчения прохождения во время спуско-подъемных операций и циркуляции.
Н.2.5 Грузоподъемность
Общий диапазон номинальной грузоподъемности инструмента должен соответствовать документально оформленным техническим условиям изготовителя.
Н.2.6 Вентиляция
Спуско-подъемный инструмент для корпуса устьевой колонной головки направления должен быть оборудован вентиляционным каналом или системой вентиляции. Данную систему вентиляционных каналов используют для заполнения кондуктора флюидом во время спуска или для обеспечения прохода шлама во время операций промывки.
Н.2.7 Номинальное давление
Номинальное давление и расчетная глубина работы инструмента должны соответствовать документально оформленным техническим условиям изготовителя.
Н.3 Материалы
Н.3.1 Выбор
Материалы, используемые в данном инструменте, необходимо выбирать с учетом прочности и независимо от стойкости к воздействию коррозионной окружающей среды. Материалы должны соответствовать документально оформленным техническим условиям изготовителя.
Примечание - Если предполагается контакт с высоко-коррозионной средой, может потребоваться применение специальных технологий, которые не входят в область применения настоящего стандарта.
Н.3.2 Покрытия
Покрытия должны соответствовать требованиям, указанным в 5.1.4.7.
Н.4 Испытания
Н.4.1 Валидационные испытания
Валидационные испытания должны соответствовать 5.1.7.
Н.4.2 Заводские приемо-сдаточные испытания
Инструмент должен пройти испытания функциональных характеристик, визуальный или инструментальный контроль размеров для подтверждения их правильного функционирования до отгрузки с предприятия-изготовителя. Инструмент с гидравлической системой управления должен иметь гидравлическую систему, испытанную в соответствии с документально оформленными техническими условиями изготовителя. Гидростатические испытания должны состоять из трех частей:
- период первичной выдержки под давлением;
- снижение давления до нуля (атмосферного);
- период вторичной выдержки под давлением.
Каждый период выдержки под давлением должен быть не менее 3 мин, отсчет времени не должен начинаться до тех пор, пока наружная поверхность деталей корпуса не станет совершенно сухой, не будет достигнуто давление испытания и оборудование и контрольный манометр давления не будут изолированы от источника давления.
Для спуско-подъемного инструмента, полностью собранного с предварительно прошедшим гидростатические испытания оборудованием, требуются только гидроиспытания на номинальное рабочее давление.
Приложение I
(справочное)
Процедуры применения систем покрытий
I.1 Общие положения
Требования настоящего приложения распространяются на применение стандартных защитных систем лакокрасочных покрытий для подводного оборудования.
I.2 Цель
Целью данных процедур применения защитных покрытий является обеспечение необходимой подготовки материала и правильного нанесения покрытия. Существуют различные компании, производящие высококачественные двухкомпонентные эпоксидно-полиамидные или полиамидные материалы, предназначенные для покрытий подводного оборудования. Данное приложение описывает применение материалов такого типа для подводного оборудования. Данное приложение описывает только одну из многих приемлемых систем покрытий, ее следует рассматривать как типовую процедуру применения систем покрытий.
I.3 Подготовка поверхности
I.3.1 Требуемое состояние поверхности
Поверхность, на которую наносится покрытие, должна пройти струйно-абразивную обработку до "белого металла" в соответствии с одним из нижеперечисленных стандартов:
- NACE No. 2;
- SSPS-SP 10;
- ИСО 8501-1.
I.3.2 Требования к чистоте
Перед грунтовкой любые виды масла и/или смазки должны быть удалены с применением подходящего растворителя.
I.3.3 Атмосферные условия
Струйно-абразивную обработку не следует проводить на влажной поверхности, не допускается проведение струйно-абразивной обработки, если температура поверхности превышает точку росы менее чем на 3°С (5°F).
I.3.4 Подача воздуха
Сжатый воздух, используемый для струйно-абразивной обработки, должен подаваться под давлением минимум 0,5 МПа (70 фунт/дюйм) и не должен содержать влаги или масел.
I.3.5 Использование химических реагентов
Для очистки металлических поверхностей после струйно-абразивной обработки не следует применять кислотные растворы или другие чистящие средства, а также ингибированные растворы для предотвращения образования ржавчины.
I.3.6 Поверхностное расслоение
Поверхностное расслоение должно быть зашлифовано, брызги металла от сварки должны быть удалены. Другие неровности поверхности, включая подрезы и шлак, а также острые или неровные кромки, заусенцы и зазубрины, необходимо зачистить механической проволочной щеткой, зашлифовать, сколоть или обработать абразивной струей для подготовки основания для нанесения покрытия.
I.3.7 Экранирование
Зоны, которые должны быть окрашены и которым необходима защита, должны быть надлежащим образом экранированы.
I.3.8 Удаление ржавчины
В случае образования ржавчины после предварительной струйно-абразивной обработки поверхности, пораженные ржавчиной, должны быть повторно очищены абразивной струей перед нанесением грунтовки.
I.4 Грунтовка
I.4.1 Очистка
Перед нанесением грунтовки все поверхности должны быть очищены от песка и пыли струей сухого без примесей масла воздуха либо газообразного азота.
I.4.2 Нанесение
Грунтовка должна быть нанесена разбрызгиванием, предпочтительно с помощью безвоздушного распылителя.
I.4.3 Привязка по времени
На поверхности, прошедшие струйно-абразивную очистку, покрытие специальной грунтовкой должно быть нанесено в течение 4 ч после обработки.
I.4.4 Влажность
Грунтовку необходимо наносить при относительной влажности, указанной изготовителем материала.
I.5 Системы покрытий
I.5.1 Типовые материалы покрытий
Типовыми материалами покрытий являются:
a) грунтовка: полиамидная или полиамидно-эпоксидная - толщина сухой пленки 2,5/4,0 миллидюйма;
b) отделочное покрытие: полиамидно-эпоксидное со стеклянными чешуйками - толщина сухой пленки 12/20 миллидюймов.
Допустимо использование альтернативных покрытий с применением материалов, не содержащих тяжелых металлов, таких как свинец, хром и т.п.
I.5.2 Время сушки
Время сушки между нанесением слоев должно соответствовать инструкциям изготовителя материала покрытия.
I.5.3 Подготовка/применение инструкций
Покрытия необходимо смешивать, разбавлять и наносить в соответствии с инструкциями изготовителя.
I.5.4 Требования законодательства
Используемые материалы должны отвечать требованиям законодательства в области летучих органических соединений как страны-изготовителя, так и страны-потребителя.
I.5.5 Цвет отделочного покрытия
Цвет отделочного покрытия для подводного оборудования должен соответствовать требованиям ИСО 13628-1.
I.6 Ремонт системы покрытий
I.6.1 Общие положения
Ремонт покрытий необходимо выполнять с использованием тех же материалов того же изготовителя, что и исходное покрытие. В случае невозможности применения пескоструйной обработки для удаления продуктов окисления допустимо их удаление с помощью механической проволочной щетки. Для придания шероховатости поверхности и улучшения адгезии эпоксидного материала допустима зачистка прилегающей зоны в радиусе 150 мм (6 дюймов) с помощью щетки или легкой ручной пескоструйной обработки.
I.6.2 Ремонт покрытия, поврежденного до металла
Необходимо провести очистку зоны растворителем для удаления масла и смазки, а также обработать проволочной щеткой блестящие участки. При поставке изготовителем растворителя для применения при ремонте необходимо наносить растворитель на покрытые поверхности, смежные с поврежденной зоной. Систему покрытий необходимо наносить при появлении клейкости на смежных поверхностях, как описано в I.5.1.
I.6.3 Ремонт повреждения эпоксидного покрытия, не дошедшего до металла
Необходимо зачистить наждачной бумагой и обозначить зону ремонта. Очистку необходимо проводить с помощью сжатого сухого воздуха, не содержащего масла, или газообразного азота. Для получения требуемой поверхности необходимо нанесение высокопрочного эпоксидного покрытия в соответствии с правилами нанесения.
I.7 Контроль
I.7.1 Толщина покрытия
Для определения толщины сухой пленки на каждом этапе процесса нанесения покрытия должен быть использован откалиброванный прибор для определения толщины слоя покрытия.
I.7.2 Корректировка толщины покрытия
Необходимо нанесение дополнительного слоя покрытия для достижения заданной величины, если толщина сухой пленки меньше указанного значения.
I.7.3 Дефекты покрытия
Покрытия не должны иметь точечных дефектов, пор, пузырей и других пропусков.
Приложение J
(справочное)
Предварительные отборочные испытания материалов
J.1 Общие положения
При применении дистанционно управляемого оборудования для заканчивания скважин с подводным расположением устьев используется нагнетание химических добавок для улучшения характеристик потока скважинного флюида и замедления образования осадка и кристаллических структур, которые могут блокировать поток флюида вследствие усложнения самих месторождений и условий окружающей среды. Эти фирменные добавки, как правило, имеют химический состав, специально предназначенный для конкретных характеристик скважинного флюида. Настоящее приложение содержит стандартный набор процедур для проверки совместимости добавок с материалами применяемого подводного оборудования, для выявления случаев неблагоприятных результатов, при которых:
a) возможно снижение характеристик или разрушение металлических и неметаллических материалов, используемых для механизмов поддержания давления и герметизации;
b) возможно уменьшение общего проектного срока службы комплекса подводного оборудования.
В настоящем приложении приведены три уровня отбора. Уровень 1 идентифицирует возможные изменения химических и/или физических свойств выбранных материалов. Уровень 1 предполагается для предоставления общей информации, получаемой от поставщика и/или изготовителя химических реагентов. Уровень 2 предполагает выявление химических и/или физических изменений в неметаллических материалах, таких как набухание, при нахождении материала в замкнутом пространстве. Испытания на уровне 2 также используют более определенные концентрации и режимы работы, заданные конечным потребителем для конкретных условий эксплуатации. Результаты уровня 2 являются специальными и относятся к конкретному проекту, и могут быть перекрестно совместимы с другими опубликованными данными уровня 2. Уровень 3 является уровнем углубленных испытаний для определения полезного срока службы неметаллических материалов в присутствии добавок с использованием процедур испытаний при ускоренном старении по принципу Аррениуса.
J.2 Отборочные испытания уровня 1
J.2.1 Неограниченные испытания
J.2.1.1 Размещение
Необходимо разместить испытательный образец в контейнер без особых отклонений испытательного образца.
J.2.1.2 Эластомеры
J.2.1.2.1 Параметры испытаний
Следует использовать следующие параметры испытаний:
a) образец: кольцевое уплотнение номер 214, ВД 25,0 мм, высотой 3,53 мм (ВД 0,984 дюйма, высотой 0,139 дюйма);
b) контейнер: закрытый, но не герметичный для воздуха, контейнер должен иметь объем не менее 100 см (6,1 дюйм
);
c) концентрация: беспримесный (концентрированный - без разбавления) и в растворе типовой рекомендуемой концентрации для применения. Раствор должен быть добавлен во время испытаний с целью поддержания отношения объема флюида к объему уплотнения 25:1-27:1;
d) температура: 60°С (140°F); в случае приближения точки кипения или точки воспламенения к 60°С (140°F) поставщик химических реагентов должен определить соответствующие шаги для получения приемлемых результатов утверждаемых конечным потребителем;
e) давление: атмосферное;
f) продолжительность: 32 дня с измерениями, выполненными в начале, через 1 день, 2 дня, 4 дня, 8 дней, 16 дней и 32 дня. Испытательные образцы должны быть из одной партии материала;
g) измерения: для следующих измерений вынуть образец из термокамеры, быстро вытереть насухо и охладить до комнатной температуры 20°С±1°С (68°F±2°F) перед тем, как выполнять измерения. Необходимо документально оформить изменение веса, твердости и процентное изменение объема в течение 3 ч после извлечения из термокамеры:
- 0 день: выполнить испытания на растяжение в соответствии с ASTM D1414;
- 1 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид;
- 2 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид;
- 4 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид;
- 8 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид;
- 16 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид;
- 32 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид;
- 32 день: поместить образец в сушильный шкаф при максимальном давлении 0,01 МПа (1,5 фунт/дюйм) и комнатной температуре; подвергать сушке в течение 1 недели, затем выполнить испытания на растяжение в соответствии c ASTM D1414.
h) контейнер для испытаний: должен быть предназначен для использования испытательных химических реагентов, материалов, температуры и давления. Объем флюида должен быть таким, чтобы отношение объема флюида к объему уплотнения составляло 25:1-27:1.
J.2.1.2.2 Критерии приемлемости по совместимости
Необходимо использовать следующие критерии приемлемости:
a) процентное изменение веса: ±10%;
b) изменение твердости:
- для твердости <90 по твердомеру (Шор А), единиц,
- для твердости 90 по твердомеру (Шор А), единиц,
- для твердости >90 по твердомеру (Шор А), единиц;
c) процентное изменение объема: %;
d) внешний вид: отсутствие вздутий, отсутствие трещин, отсутствие расслоения и отсутствие изменения внешнего вида химического реагента (цвет, осадки и т.п.) без увеличения.
J.2.1.3 Металлы
J.2.1.3.1 Критерии испытаний
Допустимо использовать следующие критерии испытаний:
a) образец: рекомендуется образец с размерами 25,4 мм76,2 мм
6,35 мм (1,0 дюйм
3,0 дюйма
0,25 дюйма). Образец должен быть покрытым, облицованным или гальванизированным для испытаний на совместимость материалов покрытия/гальванизации. Контрольный образец основного металла, таких же размеров, непокрытый, должен быть помещен в отдельный испытательный контейнер;
b) минимальное отношение объема к площади поверхности должно составлять 1:6; чистота обработки поверхности должна составлять 3,2 м (125
дюймов) RMS или лучше;
c) контейнер: закрытый, но не герметичный, объемом не менее 100 см (6,1 дюйм
);
d) концентрация: беспримесный (концентрированный; без разбавления), а также раствор типовой рекомендуемой концентрации для применения. Раствор должен быть добавлен во время испытаний, чтобы поддерживать соотношение 25:1-27:1 объема флюида к объему уплотнения;
e) температура: 60°С (140°F); если точка кипения или точка воспламенения близка к 60°С (140°F), поставщик химических реагентов должен определить соответствующие шаги для получения приемлемых результатов утверждаемых конечным потребителем;
f) давление: атмосферное;
g) продолжительность: 4 недели с измерениями, выполненными в начале, через 1, 2 и 4 недели;
h) контейнер для испытаний: контейнер должен быть предназначен для использования испытательных химических реагентов, материалов, температуры и давления. Объем флюида должен быть таким, чтобы отношение объема флюида к объему уплотнения составляло 25:1-27:1;
i) для документального оформления первоначального и конечного состояния поверхности должны быть сделаны фотографии.
J.2.1.3.2 Критерии приемлемости по совместимости
Следует использовать следующие критерии приемлемости:
a) внешний вид: отсутствие изменения цвета, или отсутствие видимых изменений поверхности (при 10-кратном увеличении), или отсутствие изменений внешнего вида химического реагента (цвет, осадки и т.п.);
b) скорость коррозии: документально оформлять в миллидюймах в год. При 100%-ном контроле как минимум 2 наиболее широких поверхностей определить наличие питтинговой коррозии и глубину при 10-кратном увеличении;
c) чистота обработки поверхности: 3,2 м (125
дюймов) RMS либо лучше (без изменений).
J.3 Отборочные испытания уровня 2
J.3.1 Ограниченные испытания
J.3.1.1 Неметаллические материалы (эластомеры и пластики)
Допустимо использование следующих параметров испытаний:
а) образец: кольцевое уплотнение номер 214, ВД 25,0 мм (0,984 дюйма), высотой 3,53 мм (0,139 дюйма); см. [43];
b) испытательный контейнер: с рекомендованными размерами для кольцевого уплотнения номер 214, статическое применение;
c) концентрация: беспримесный (концентрированный; без разбавления), а также в растворе типовой рекомендуемой концентрации для применения; раствор должен быть добавлен во время испытаний, чтобы поддерживать соотношение объема флюида к объему уплотнения 25:1-27:1;
d) температура: 60°С (140°F); если точка кипения или точка воспламенения близка к 60°С (140°F), поставщик химических реагентов должен определить соответствующие шаги для получения приемлемых результатов, утверждаемых конечным потребителем;
e) давление: атмосферное;
f) продолжительность: 32 дня с измерениями, выполненными в начале, через 1, 2, 4, 8, 16 и 32 дня; испытательные образцы должны быть из одной партии материала;
g) измерения: для следующих измерений вынуть образец из термокамеры, быстро вытереть насухо и охладить до комнатной температуры [20°С±1°С (68°F±2°F)] перед тем, как выполнять измерения. Документировать изменение веса, твердости и процентное изменение объема в течение 3 ч после извлечения из термокамеры:
- 0 день: выполнить испытания на растяжение в соответствии с ASTM D1414,
- 1 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид,
- 2 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид,
- 4 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид,
- 8 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид,
- 16 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид,
- 32 день: вытереть насухо; зафиксировать изменение сухого веса, изменение твердости, процентное изменение объема, внешний вид,
- 32 день: поместить образец в сушильный шкаф при максимальном давлении 0,01 МПа (1,5 фунт/дюйм) и комнатной температуре; подвергать сушке в течение 1 недели, затем выполнить испытания на растяжение в соответствии c ASTM D1414;
h) контейнер для испытаний: должен быть предназначен для использования испытательных химических реагентов, материалов, температуры и давления. Объем флюида должен быть таким, чтобы отношение объема флюида к объему уплотнения составляло 25:1-27:1.
J.3.1.2 Критерии приемлемости для совместимости
Должны быть использованы следующие критерии приемлемости:
a) процентное изменение веса: ±10%;
b) изменение твердости:
- для твердости <90 по твердомеру (Шор А) единиц;
- для твердости 90 по твердомеру (Шор А) единиц,
- для твердости >90 по твердомеру (Шор А) единиц;
c) процентное изменение объема: %;
d) процентное изменение прочности на растяжение: ±50%;
е) процентное изменение удлинения: ±50%;
f) процентное изменение в 50% модуле: ±50%;
g) внешний вид: отсутствие вздутий, трещин и изменений внешнего вида химического реагента (цвет, осадки, и т.п.) без увеличения.
J.4 Отборочные испытания уровня 3
J.4.1 Оценка срока службы и старения
Для оценки срока службы неметаллических материалов, предназначенных для использования в сложных условиях эксплуатации, допустимо проведение испытаний в указанных условиях при температуре и/или давлении в режиме ускоренных испытаний. Без проведения ускоренных испытаний существует возможность затруднения количественной оценки срока службы эластомерных компонентов. Повышенные температура и/или давление испытаний могут предоставить практический способ оценки характеристик неметаллических материалов в реальных условиях.
Испытания на оценку срока службы могут рассматриваться как наилучший способ оценки продолжительности эксплуатации для определения долговременных эксплуатационных характеристик неметаллических материалов в сложных условиях эксплуатации. Основной метод включает сбор статистических данных наработки на отказ при повышенных температурах (выше ожидаемых в реальных условиях эксплуатации) и графическое представление результатов в полулогарифмической системе координат. Вертикальная шкала представляет собой логарифм времени до разрушения, а горизонтальная шкала - соответствующее абсолютное значение температуры [см. типовой график оценки срока службы в API TR 6J1 (рисунок 1)]. В качестве альтернативы время до разрушения при температуре в условиях эксплуатации также можно рассчитать с использованием соответствующих математических уравнений.
При проведении ускоренных испытаний при повышенных температурах и/или давлении следует предпринимать определенные меры предосторожности. Требуется экспериментальная проверка неизменности механизма разрушения (и энергии активации) при повышенных значениях температуры и давления. Дополнительно необходимо выявлять газовую диффузию через эластомерные уплотнения, имеющую место при ускоренных темпах, что должно быть учтено в качестве критерия разрушения. Допустимо проведение испытаний неметаллических материалов с известными эксплуатационными характеристиками в качестве объекта для сравнения; см. испытания уровня 2. Неподвижные флюиды или газы могут дать улучшенную или ухудшенную оценку срока службы, по сравнению с периодически обновляемыми флюидами.
Примеры приемлемых промышленных процедур с использованием методологии старения Аррениуса, включают:
- API TR 6J1 [35];
- ASTM D3045 [23];
- ASTM D2990 [22];
- NORSOKM-710 [40];
- UL 746В [42].
Испытания на старение и оценку срока службы эластомерных материалов необходимо проводить в соответствии c API TR 6J1 (раздел 5 и рисунок 2) или NORSOK М710 (разделы 7.1, 7.2 и приложение А). Результаты следует документально оформлять в соответствии с NORSOK М710 (разделы 6 и 7.2.2). Следует использовать образец, аналогичный кольцевому уплотнению номер 325, ВД 37,47 мм (1,475 дюйма), высотой 5,33 мм (0,210 дюйма) [43].
Испытания на старение и оценку срока службы термопластичных материалов необходимо проводить в соответствии с NORSOK М710 (разделы 8.1, 8.2 и приложение С). Результаты следует документально оформлять в соответствии с NORSOK М710 (разделы 6 и 8.2.2). Необходимо использовать образец, аналогичный кольцевому уплотнению номер 325, ВД 37,47 мм (1,475 дюйма), высотой 5,33 мм (0,210 дюйма) [43].
J.4.2 Испытания на быстрое падение давления газа
Испытания на быстрое падение давления газа следует проводить в соответствии с NORSOK М710 (раздел 7.3 и приложение В). Результаты необходимо документально оформлять в соответствии с NORSOK М710 (раздел 6 и 7.3.2). Следует использовать образец, аналогичный кольцевому уплотнению номер 325, ВД 37,47 мм (1,475 дюйма), высотой 5,33 мм (0,210 дюйма) [43].
Приложение K
(справочное)
Проектирование и испытания подъемных проушин
K.1 Общие положения
В настоящем приложении установлены общие требования к проектированию, испытаниям и техническому обслуживанию подъемных проушин (включая подъемные переводники проушин), используемых для подъема или перемещения оборудования, входящего в область применения настоящего стандарта. Необходимо также соблюдать положения ИСО 10423 и DNV 2.7-1, касающиеся принципов расчета конструкций, несмотря на то, что требования DNV 2.7-1 распространяются только на сетки и контейнеры, а не непосредственно на все оборудование. В данном приложении используется минимальный коэффициент безопасности 5 для одной точки подъема или 3 - при использовании двух или более точек подъема и максимальный угол 45°. Значения допустимых напряжений и коэффициентов безопасности в настоящем приложении основаны на 85% предела текучести материала.
Общие принципы проектирования подъемных устройств см. в ИСО 13628-1.
K.2 Общие проектные требования
K.2.1 Общие положения
Подъемные проушины в отношении оборудования с точки зрения проектирования и испытаний делятся на две категории: для стационарного оборудования и оборудования многократного применения. Требования к проектированию и испытаниям подъемного оборудования многократного применения более жесткие, поскольку это оборудование работает в циклическом режиме подъемных операций на протяжении периода эксплуатации.
K.2.2 Материалы
K.2.2.1 Пластичность
Основные элементы и точки подъема (проушины) подъемного оборудования следует изготавливать из материалов, имеющих достаточную пластичность по отношению к постоянной деформации до потери способности выдерживать нагрузки при температурах, при которых используется оборудование.
K.2.2.2 Сертификация и контроль
Основные элементы подъемного оборудования по траектории действия нагрузок и в точках подъема (проушинах) должны проходить сертификацию и NDE в соответствии с 5.4.4.
K.2.2.3 Коррозия
Несмотря на то что вопросы, касающиеся коррозии, не являются предметом специального рассмотрения настоящего приложения, необходимо учитывать основные аспекты коррозии в случае выполнения подъемных операций после длительного воздействия агрессивной окружающей среды, а также возможного повреждения защитных систем. При выявлении коррозии в результате визуального осмотра необходимо проведение повторной сертификации.
K.2.3 Заводские размеры
K.2.3.1 Общие положения
Основные размеры проушин необходимо рассчитывать в соответствии с правилами проектирования, приведенными ниже (см. рисунок K.1) и общей формой серьги.
Обзор проектных нагрузок и напряжений см. в K.3.
Допуски на изготовление проушин приведены в таблице K.1.
Таблица K.1 - Допуски на изготовление проушин
Размер | Описание | Допуски на изготовление, мм (дюйм) |
Длина проушины | ±0,76 (±0,030) | |
Диаметр отверстия | ±0,38 (±0,015) | |
Минимальное расстояние от центра болтового отверстия до кромки проушины | ±0,76 (±0,030) | |
Толщина проушины | ±0,76 (±0,030) | |
Толщина сварного шва проушины ( | Не требуется | |
Высота от основания до центра отверстия проушины | ±0,76 (±0,030) |
K.2.3.2 Болтовое отверстие проушины
Недопустимо превышение величины зазора между пальцем серьги и отверстием проушины более 6% диаметра пальца серьги
, как показано в неравенстве (K.1). Плотность посадки предупреждает возникновение избыточных напряжений между пальцем и отверстием. Необходимо убедиться, что 6% зазор учитывает допуски размеров отверстия серьги, пальца и толщины покрытия пальца и отверстия проушины.
![]() (K.1)
(K.1)
Снижение менее 6% снижает диаметральный зазор, осложняя центрирование серьги и проушины для установки пальца. Для обеспечения необходимого зазора нужно установить более жесткие требования к зазорам при изготовлении.
Отверстия под пальцы в проушинах должны быть высверлены или расточены. Не допускается выполнение отверстий газопламенной резкой.
K.2.3.3 Толщина проушины
Необходимо выбирать толщину проушины не менее 75% ширины захвата серьги
, как показано в неравенстве (K.2); см. DNV 2.7-1:
![]() . (K.2)
. (K.2)
Пример - Если 60,96 мм (2,40 дюйма), тогда
0,75x60,96=45,72 (0,75х2,40=1,80 дюйма). Для предотвращения избыточного зазора между проушиной и серьгой, добавить фиксирующую пластину или увеличить толщину проушины для минимизации зазора. Допустимо увеличивать толщину до "стандартной" толщины пластины 50,80 мм (2,0 дюйма).
Недопустимо увеличивать толщину проушины до 90% ширины захвата серьги А для обеспечения надлежащего зазора при сопряжении серьги с проушиной, как показано в неравенстве (K.3)
![]() . (K.3)
. (K.3)
Пример - Если 60,96 мм (2,40 дюйма), то
0,90х60,96=54,864 мм (0,90х2,40=2,16 дюйма). В этом случае также допустимо увеличивать толщину до "стандартной" толщины пластины 50,80 мм (2,0 дюйма).
Расчеты напряжений с учетом значений см. в K.3.3.
(Поправка. ИУС N 2-2020).
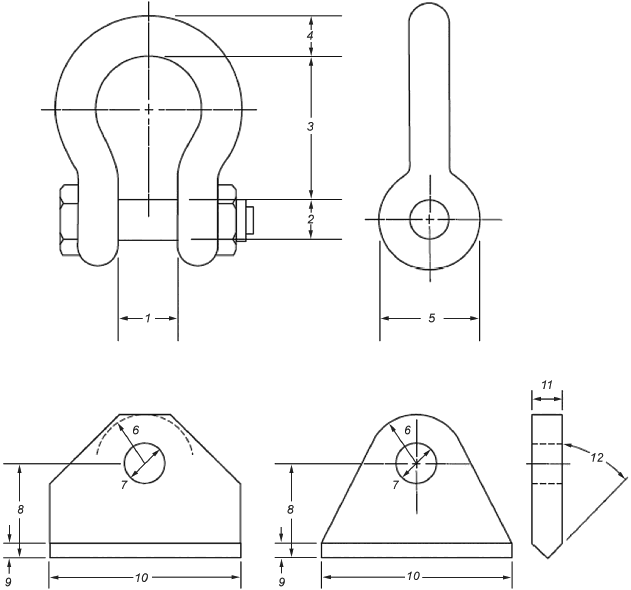
1 - ширина захвата серьги ; 2 - диаметр пальца серьги
; 3 - внутренняя длина серьги
; 4 - толщина проушины серьги
; 5 - ширина фланца серьги
; 6 - минимальное расстояние от центра отверстия под палец до кромки проушины
; 7 - диаметр отверстия
; 8 - расстояние от основания до центра отверстия проушины
; 9 - толщина сварного шва проушины, равная
- для швов с полным проплавлением
; 10 - длина проушины
; 11 - толщина проушины
; 12 - угол скоса кромки для подготовки к сварке
Рисунок K.1 - Формы и размеры серьги и проушины (без соблюдения масштаба)
K.2.3.4 Максимальный радиус проушины
В конструкции проушины следует предусмотреть свободное перемещение серьги и стропа без задевания проушины.
Как правило, радиус проушины принимают равным от 1,75 до 2 диаметров отверстия проушины
. Расчеты напряжений с учетом
см. в K.3.3. Значение
более 2,0 может быть использовано в случае, если расчетное значение напряжения срыва превышает предусмотренный предел текучести, при условии недопущения возникновения проблем с зазором для коуша каната внутри проушины серьги. Расчет напряжения срыва см. в K.3.3.3.2.
Для подъемных переводных проушин изготавливаемых машинной обработкой из прутковой заготовки ширина серьги должна быть приблизительно равна упорному НД резьбового подъемного переводного профиля.
K.2.3.5 Расстояние от основания до оси отверстия под палец проушины и высота сварного шва
Расстояние от основания проушины до оси отверстия под палец проушины должно быть достаточным для предотвращения соприкосновения захвата серьги со сварным швом.
Данное требование обеспечивается добавлением зазоров, как показано в уравнении (K.4)
 , (K.4)
, (K.4)
где - проектная нагрузка на проушину, как определено в K.3.1;
- зазор, равный 12,7 мм (0,5 дюйма) - для серьги с
57827 Н (13000 фунтов); 25,4 мм (1,0 дюйма) - для серьги с
57827 Н (13000 фунтов).
Расчет напряжений с учетом высоты сварного шва , см. в K.3.3.
Для подъемных переводников, изготовленных из прутковой заготовки (см. рисунок K.2) рассчитывают по уравнению (K.5):
в единицах измерения СИ
![]() мм; (K.5)
мм; (K.5)
в единицах USC*
_______________
* Американская система измерений.
![]() дюйма.
дюйма.
Размеры в миллиметрах (дюймах)
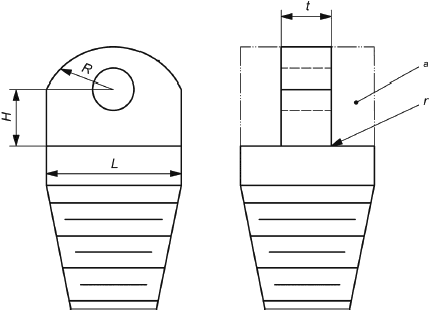
- длина проушины;
- минимальное расстояние от центра отверстия под палец до кромки проушины;
- толщина проушины;
- высота от основания до отверстия проушины;
- радиус внутренней галтели (типовой для обеих сторон)
_______________
Зона материала, удаленного фрезерованием.
Рисунок K.2 - Размеры проушины для подъемного переводника (без соблюдения масштаба)
K.2.3.6 Длина проушины
Приблизительная длина проушины рассчитывается исходя из геометрических характеристик проушины со скосами 60° по уравнению (K.6)
![]() (K.6)
(K.6)
Расчет напряжений с учетом длины проушины см. в K.3.3.
K.2.4 Дополнительные проектные требования
Ниже приведены дополнительные проектные требования:
- проушины не должны выступать за границы подъемной конструкции во избежание их повреждения другим оборудованием; см. DNV 2.7-1;
- подъемные точки следует размещать с учетом исключения возникновения риска соприкосновения стропов с подъемной конструкцией или грузом при нормальном использовании; см. DNV 2.7-1;
- для предупреждения воздействия боковых изгибающих моментов проушины и стропы следует выровнить относительно точки приложения подъемной силы. То есть следует обеспечить приложение нагрузки на строп в одной плоскости с пластиной; см. DNV 2.7-1;
- в некоторых случаях система стропов и их закрепление на проушине могут поместить проушину вдоль плоскости "наименьшего" момента инерции конструкционного элемента, на котором закреплена проушина (наиболее восприимчивы конструкционные узкополочные и широкополочные двутавровые балки). Необходимо уделять особое внимание выявлению таких ослабленных ориентаций и упрочнению конструкционных балок элементами жесткости, пластинами, сдвоенными промежуточными опорами и т.п., в соответствии с конкретными условиями;
- в некоторых случаях анкерные пластины, приваренные угловыми сварными швами, используют для заполнения пространства между проушиной и захватом серьги. Толщину данной анкерной пластины можно не учитывать при расчете напряжения срыва;
- при проведении сварочных операций в целях предупреждения деформации конструкционного элемента, на котором закреплена проушина (в случаях, когда толщина проушины более чем на 6,35 мм (0,25 дюйма) превышает размер поперечного сечения конструкционного элемента) могут быть использованы упрочняющие элементы, такие как элементы жесткости, пластины, сдвоенные промежуточные опоры и т.п., в соответствии с конкретными условиями;
- проушины следует располагать таким образом, чтобы оставалось достаточное пространство для проведения NDE сварных швов и контрольного испытания нагружением; см. 5.3.2 и 5.4.4.
K.3 Методы проектирования и критерии
K.3.1 Конструкция стационарного подъемного оборудования
K.3.1.1 Общие положения
Стационарное оборудование поднимается во время изготовления, транспортировки и монтажа. Данное оборудование не поднимается в процессе эксплуатации.
K.3.1.2 Конструкция основных элементов несущих точек стационарного подъемного оборудования
Основные элементы ненесущих* точек стационарного подъемного оборудования следует проектировать в соответствии с 5.3.1.6 или 5.3.1.7.
_______________
* Текст документа соответствует оригиналу. - .
Таблица K.2 - Проектирование точек подъема для подводного стационарного подъемного оборудования
Применение | Коэффициент усиления нагрузки для учета динамических и асимметричных условий |
FAT/SIT, подъем на земле и судостроительном предприятии | 1,0 |
Подъем в морских условиях до 15000 кг (33000 фунтов) | 2,0 |
Подъем в морских условиях свыше 15000 кг (33000 фунтов) | 1,5 |
Подводные установки ("мокрые") | 2,0 |
| |
При проектировании и определении размеров точек подъема стационарного подъемного оборудования следует использовать следующие уравнения и пример расчета; см. также таблицу K.2.
Общую вертикальную проектную нагрузку для отдельной проушины следует рассчитывать по формуле (K.7); см. DNV 2.7-1
![]() , (K.7)
, (K.7)
где - коэффициент усиления нагрузки LAF;
- максимальный общий вес оборудования при перевозке и монтаже.
Для двух и более проушин, расчетную нагрузку для каждой проушины следует рассчитывать по формуле (K.8); см. DNV 2.7-1
![]() , (K.8)
, (K.8)
где следует использовать значение в пределах не более 4 и не менее 2.
Угол отклонения от вертикали используется при проектировании, а угол отклонения от горизонтали (90-
) - при маркировке.
Пример - Для угла , для диапазона от 0° до 45° от вертикали, максимальный угол составляет 45° (см. рисунок K.3); максимальная проектная нагрузка может быть выражена следующим образом
![]() . (K.9)
. (K.9)
Коэффициент усиления нагрузки добавлен для дополнительного повышения эксплуатационных характеристик.
K.3.2 Проектирование подъемного оборудования многократного применения
K.3.2.1 Общие положения
Подъемное оборудование многократного применения в течение периода эксплуатации поднимается неоднократно.
Пример - Инструмент для работы с трубами, переводники бурильной колонны, соответствующие транспортные опоры, рамы LWRP, испытательные тумбы и т.п.
K.3.2.2 Проектирование конструкции точек подъема для подъемного оборудования многократного применения
При проектировании конструкции точек подъема для подъемного оборудования многократного применения следует учитывать расчетные напряжения, составляющие не более 85% минимального предела текучести материала проушины при проектной нагрузке, превышающей в три раза БРН оборудования для подъема с использованием более одной точки подъема или в пять раз БРН оборудования при использовании одной точки подъема.
При использовании более одной точки подъема в конструкции следует предусматривать, что подъем может быть выполнен с () опор, где
- это число точек подъема.
При использовании более одной точки подъема в расчете следует принимать во внимание влияние на расчетное усилие в точке подъема угла отклонения стропа от вертикали, показанного на рисунке K.3.
Общая вертикальная проектная нагрузка для одной точки подъема, как показывает формула (K.10), составляет
![]() , (K.10)
, (K.10)
где - максимальный общий вес оборудования при транспортировке и монтаже.
Для двух или более точек подъема проектную нагрузку для каждой точки подъема следует рассчитывать по формуле (K.11)
![]() , (K.11)
, (K.11)
Угол отклонения от вертикали используется при проектировании, а угол отклонения от горизонтали (
![]() ) - при маркировке.
) - при маркировке.
Пример - Для угла для диапазона от 0° до 45° от вертикали максимальный угол составляет 45° (см. рисунок K.3); максимальная проектная нагрузка может быть выражена следующим образом
![]() . (K.12)
. (K.12)
Примечание - Для точек подъема подъемного оборудования многократного применения коэффициент усиления нагрузки не применяется.
K.3.2.3 Проектирование основных элементов несущих точек подъемного оборудования многократного применения
При проектировании конструкций основных элементов по траектории приложения нагрузки следует учитывать расчетные напряжения, составляющие не более 85% минимального предела текучести материала при проектной нагрузке, превышающей в 2,5 раза БРН оборудования.
Расчет конструкции по траектории приложения нагрузки выполняют по формулам (K.13) и (K.14):
![]() , (K.13)
, (K.13)
![]() , (K.14)
, (K.14)
где - расчетная нагрузка основного элемента,
- минимальное напряжение сдвига;
- безопасная нагрузка оборудования.
K.3.3 Методология расчетов
K.3.3.1 Общие положения
Угол отклонения стропа определяется, как показано на рисунке K.3.
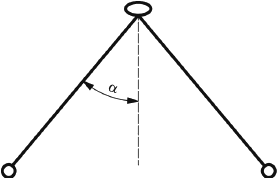
Рисунок K.3 - Графическое представление подъемного узла, показывающее угол отклонения стропа от вертикали
Для проушин подъемных переводников следует использовать следующие значения проектных нагрузок .
Общую вертикальную расчетную нагрузку на проушину подъемного переводника определяют по формуле (K.15)
![]() , (K.15)
, (K.15)
где - максимальная вертикальная грузоподъемность конструкции резьбы подъемного переводника при вертикальном подъеме, как правило, 80% предела текучести формы резьбы.
K.3.3.2 Безопасная рабочая нагрузка на проушину
БРН на проушину рассчитывают по формуле (K.16):
![]() , (K.16)
, (K.16)
где - вес оборудования плюс груз и оснастка;
- число проушин.
Изготовителю следует документально оформить значение безопасной рабочей нагрузки для обеспечения соответствующего контрольного испытания проушины нагрузкой.
K.3.3.3 Основа расчета размеров толщины пластины проушины
K.3.3.3.1 Основные положения
Нижеприведенные критерии позволяют обеспечить напряжения в "опасных точках" болтового отверстия ниже минимального заданного предела текучести; см. DNV 2.7-1.
K.3.3.3.2 Напряжение срыва
Напряжение срыва STO* рассчитывают по формулам (K.17) и (K.18):
_______________
* Текст документа соответствует оригиналу. - .
![]() , (K.17)
, (K.17)
![]() , (K.18)
, (K.18)
где - минимальное расстояние от центра отверстия пальца серьги до кромки проушины;
- проектная нагрузка проушины;
- толщина проушины;
- диаметр отверстия проушины;
- заданный предел текучести материала проушины.
Недопустимо превышение величины напряжения срыва заданного предела текучести
материала проушины.
При расчете напряжения срыва не учитываются анкерные пластины.
В уравнении (K.17) цифра "3" представляет собой коэффициент концентрации напряжений для отверстия пальца серьги; применим как для отдельной точки подъема, так и для нескольких точек подъема.
Допустимо использование материала с более высоким пределом текучести в случае, если рассчитанное значение напряжения срыва превышает предел текучести материала или значение более 50,4 мм (2,0 дюйма), при условии гарантии отсутствия проблем с зазором для коуша каната внутри проушины серьги.
При использовании дополнительных анкерных пластин размеры дополнительных пластин следует выбирать равными длине проушины и высоте сварного шва проушины
в качестве минимальной толщины дополнительной пластины.
Настоящий стандарт требует, чтобы эти детали были приварены с использованием сварных швов с полным проплавлением; см. также DNV 2.7-1 (раздел 3.3). В случае если проушина выполнена штампованной или заодно с конструкцией, а нагрузка передается непосредственно на конструкцию (см. пример на рисунке K.2), то выполнение сварки с полным проплавлением для проушины не требуется.
Конфигурации сварного шва см. в ИСО 10423.
K.3.3.3.3 Напряжение сдвига в угловом сварном шве в результате действия горизонтальной составляющей силы
Параметры, используемые в формулах (K.19)-(K.29), основаны на классических уравнениях моделирования угловых сварных швов и рассчитываются для подтверждения необходимой прочности сварного шва для выдерживания напряжений сдвига и изгибающих напряжений.
Напряжение сдвига рассчитывают по формуле (K.19)
![]() , (K.19)
, (K.19)
где - усилие сдвига, воздействующее на сварной шов проушины, равное
![]() ;
;
- расчетная нагрузка на проушину;
- угол отклонения стропа, как показано на рисунке K.3;
- общая площадь сварного шва, равная
![]() ;
;
- размер сварного шва (с полным проплавлением), равный 0,5·
;
- толщина проушины;
- длина проушины.
Расчет напряжения сдвига может также быть выполнен по формуле (K.20)
![]() . (K.20)
. (K.20)
Допустимые напряжения для стыковых и угловых сварных швов при сдвиге определяют с использованием коэффициента безопасности сварного шва при сдвиге, равном 0,577/0,40 или 1,44 (на основе энергетической теории деформаций в качестве критерия разрушения), как показано в неравенстве (K.21)
 , (K.21)
, (K.21)
где - заданный предел текучести материала проушины и материала сварного шва.
K.3.3.3.4 Растягивающее напряжение в угловом сварном шве в результате действия вертикальной составляющей силы
Растягивающее напряжение рассчитывают по формуле (K.22)
![]() , (K.22)
, (K.22)
где - растягивающее усилие, воздействующее на сварной шов проушины, равное
![]() ;
; и все другие компоненты определены в K.3.3.3.3.
Расчет растягивающего напряжения может быть выполнен также по формуле (K.23)
![]() . (K.23)
. (K.23)
Допустимое напряжение для стыкового сварного шва при растяжении составляет 0,6·, что вытекает из неравенства (K.24)
![]() . (K.24)
. (K.24)
K.3.3.3.5 Изгибающее напряжение в результате действия горизонтальной составляющей силы
Изгибающее напряжение рассчитывают по формуле (K.25)
| (K.25) |
где - изгибающий момент, равный
![]() ;
;
- расстояние от нейтральной оси до конца сварного шва, равное
![]() ;
;
- момент инерции сварного шва, равный 0,707
;
|
- размер сварного шва (с полным проплавлением), равный 0,5·
.
(Техническая поправка 1 к ИСО 13628-4:2010 от 15.06.2011)
Допустимое напряжение стыкового сварного шва приведено в неравенстве (K.26)
![]() , (K.26)
, (K.26)
где - расчетное напряжение сдвига материала основания проушины и материала сварного шва.
K.3.3.3.6 Теория максимальных напряжений сдвига
Общее прямое вертикальное напряжение является результатом наложения растягивающего и изгибающего напряжений
и
, как показано в формуле (K.27)
![]() . (K.27)
. (K.27)
Максимальное напряжение сдвига сварного шва в соответствии с формулой (K.28) равно
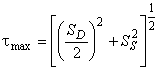 , (K.28)
, (K.28)
где - напряжение сдвига сварного шва проушины;
- изгибающее напряжение сварного шва проушины;
- растягивающее напряжение сварного шва проушины.
Допустимое напряжение для стыкового и углового сварных швов на сдвиг для коэффициента безопасности сварного шва на сдвиг, равное 0,577/0,40 или 1,44 (энергетическая теория деформаций как критерий разрушения), показано в неравенстве (K.29)
![]() , (K.29)
, (K.29)
где - расчетное напряжение сдвига материала основания проушины и материала сварного шва.
K.4 Испытания подъемного оборудования
K.4.1 Испытания основных элементов стационарного подъемного оборудования
Стационарное подъемное оборудование следует испытывать при 1 БРН (испытание нагрузкой при подъеме): испытание таких конструкций под нагрузкой, превышающей их БРН, не требуется. Допустимо заменять испытания расчетами и использованием сертифицированных материалов и выполнением объемного и поверхностного NDE основных элементов в случае невозможности проведения испытаний. БРН для таких элементов равна исходному весу плюс весу оснастки.
В случае целесообразности магнитопорошковую дефектоскопию (МРЕ) или контроль методом проникающих жидкостей (LP) следует проводить на основных элементах по траектории действия нагрузки и сварных швах проушины после испытания под нагрузкой в дополнение к NDE, проводимом в процессе изготовления. До проведения испытаний под нагрузкой и завершения MPE/LP контроля недопустимо нанесение покрытия на основные элементы по траектории действия нагрузки и сварные швы проушины.
K.4.2 Испытания основных элементов подъемного оборудования многократного применения
Полную траекторию действия нагрузок для многократно применяемого подъемного оборудования следует испытывать при 1,5 БРН. Сварные швы на подъемных устройствах должны удовлетворять требованиям, указанным в 5.3.2 и 5.4.3. Сварные швы точек подъема и основных элементов по траектории действия нагрузок следует относить к "критическим сварным швам".
Контроль методом MPE/LP следует проводить на конструкционных сварных швах по основной траектории действия нагрузки после контрольных испытаний под нагрузкой. Покрытия не следует наносить на зоны сварных швов до испытаний оборудования под нагрузкой и MPE/LP контроля.
K.4.3 Испытания точек подъема
K.4.3.1 Испытания штампованных точек подъема
Штампованные и расточенные точки подъема выполняют заодно с основными конструкционными элементами подъемного/поднимаемого оборудования. Данные точки подъема не приваривают к подъемному/поднимаемому оборудованию и не требуют дополнительных испытаний, поскольку они изготовлены из штампованного материала, качество которого выше качества сборных точек подъема.
Штампованные и расточенные проушины не требуют дополнительных испытаний под нагрузкой после испытаний основных элементов. MPE/LP контроль должен быть проведен для проушин в зонах срыва после испытаний конструкции под нагрузкой.
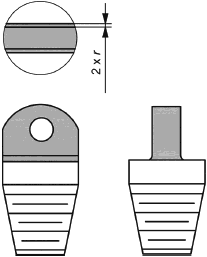
Примечание - Зона срыва для проведения контроля выделена серым цветом, где r - радиус сварного шва в основании проушины.
Рисунок K.4 - Зона NDE на штампованных проушинах
Недопустимо нанесение покрытия на зоны срыва до успешного завершения испытаний под нагрузкой и методом МРЕ.
K.4.3.2 Испытания сборных точек подъема
Сборные точки подъема приваривают к основным элементам подъемного/поднимаемого оборудования или изготавливают из пластины. Как правило, сборные точки подъема используют на подъемных рамах. Для подтверждения прочности проушины, достаточной для предотвращения срыва, а также прочности, достаточной для предотвращения разрушения сварного шва, необходимо проведение дополнительных испытаний, вследствие изготовления точки подъема из серийной пластины либо ее приварки к корпусу.
Сборные точки подъема должны быть испытаны локально под 2,5-кратной нагрузкой от БРН конкретной точки подъема. Эти испытания предназначены для проверки точки подъема на срыв и испытания сварного шва. На рисунке K.5 показана конфигурация для локализованных испытаний точек подъема.
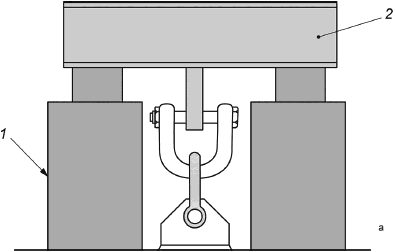
1 - гидравлический или механический силовой цилиндр; 2 - узкополочная двутавровая балка с опорой проушины
_______________
Зону вокруг подъемной проушины следует рассчитать с учетом необходимого зазора и конструкции опоры для испытаний на вертикальное растяжение.
Рисунок K.5 - Локализованные испытания сборных подъемных проушин
Контроль MPE/LP должен быть выполнен на сварных швах точек подъема и зонах срыва после локализованных испытаний под нагрузкой, как показано на рисунке K.5; эти испытания являются дополнительными к испытаниям, проводимым при изготовлении. На рисунке K.6 серым цветом показаны зоны для проведения NDE после локализованных испытаний проушин под нагрузкой.
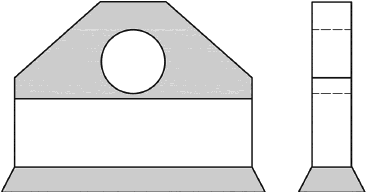
Рисунок K.6 - Зоны NDE на сборных проушинах
В зонах сварных швов и зонах срыва до завершения испытаний под нагрузкой и MPE/LP контроля недопустимо нанесение покрытий.
K.5 Техническое обслуживание подъемного оборудования
K.5.1 Техническое обслуживание оборудования многократного применения
Точки подъема и основные элементы должны ежегодно проходить контроль со стороны компетентных органов/квалифицированных специалистов. Квалифицированные специалисты - это специалисты, располагающие необходимыми знаниями, опытом и подготовкой/сертификацией для выполнения контроля подъемного оборудования. NDE следует проводить в соответствии с DNV 2.7-1.
По завершении контроля инспектор готовит сертификат подъемного оборудования. По решению инспектора может потребоваться проведение испытаний на растяжение и NDE. Перед проведением испытаний на растяжение или NDE необходимо удалить покрытие. Следует подготовить приспособления для конкретной конструкции точки подъема с целью обеспечения возможности выполнения регулярного контроля и испытаний на растяжение/NDE.
K.5.2 Техническое обслуживание стационарного подъемного оборудования
Для стационарного подъемного оборудования отсутствуют требования к регулярным испытаниям и техническому обслуживанию проушин, поскольку доступ к оборудованию для проведения таких операций затруднен. При извлечении оборудования, установленного с использованием существующих точек подъема и конструкций, необходимо использовать проверенные на практике инженерные решения.
Приложение L
(справочное)
Руководство по проведению гипербарических испытаний
Таблица L.1 содержит перечень подводного оборудования, которое должно быть подвержено испытаниям под гипербарическим (внешним) давлением для валидации эксплуатационных характеристик в реальных условиях работы (на определенных глубинах моря). Давление гипербарических испытаний следует выбирать в зависимости от максимальной расчетной глубины моря, указанной изготовителем для конкретного оборудования. По соглашению между изготовителем и потребителем температуру среды во время испытаний следует поддерживать на уровне 4°С±1°С (40°F±10°F).
Для статических компонентов функциональные циклы, указанные в таблице L.1, следует организовать как циклы изменения внутреннего давления от номинального рабочего давления до полного сброса (атмосферного давления), при этом постоянно подвергая оборудование наружному гипербарическому давлению.
Для оборудования, имеющего движущиеся детали, функциональные циклы, указанные в таблице L.1, следует предусматривать как динамические рабочие циклы (см. 5.1.7.7), обеспечивая полный рабочий ход оборудования. То есть для задвижек и дросселей цикл следует начинать с полностью закрытого положения, прикладывая RWP в качестве дифференциального давления в канале, затем открывать при дифференциальном давлении и выполнять ход до полностью открытого положения со сбросом давления в канале до атмосферного. Указанное число циклов следует выполнять при постоянном воздействии на оборудование наружного гипербарического давления.
Во время функциональных гипербарических циклов недопустимы размеры утечек, превышающие значения, указанные в ИСО 10423 (приложение F) для PR2. Отдельные внутренние приемочные гидростатические испытания (см. 5.4) следует выполнить после завершения гипербарических функциональных циклов и снижения гипербарического давления до уровня атмосферного давления. Время выдержки под давлением должно составлять не менее 15 мин. Размер утечек не должен превышать критерии приемки, указанные в ИСО 10423 (приложение F) для PR2 на протяжении времени выдержки под давлением.
По согласованию между изготовителем и потребителем допустимо проведение циклических функциональных гипербарических испытаний в дополнение к ресурсным испытаниям и испытаниям при циклическом изменении температуры, как определено в ИСО 10423 (приложение F) для PR2.
Пример - Блок задвижки и приводного механизма может пройти 400 функциональных циклов, из которых 200 будут гипербарическими, как описано в настоящем приложении, и 200 - как описано в ИСО 10423 (приложение F), PR2, включая 20 циклов при максимальной номинальной рабочей температуре и минимальной номинальной рабочей температуре.
МЕРЫ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ - в гипербарической испытательной камере должны обязательно использоваться средства контроля и сброса давления, не допускающие превышения номинального рабочего давления. Если внутреннее приложенное давление (давление в проходном канале) или давление, приложенное к приводным механизмам, может превысить номинальное рабочее давление в испытательной камере, должна быть установлена предохранительная система, которая должна быть в состоянии немедленно сбросить приложенное давление и давление в камере в случае возникновения утечек из испытуемого оборудования. Число соединений под давлением внутри камеры должно быть минимальным, и соединения перед установкой в камере должны быть проверены.
Таблица L.1 - Рекомендации по проведению гипербарических испытаний
Компонент | Количество рабочих циклов при гипербарическом давлении |
Металлические уплотнения (контактирующие со стволом скважины при эксплуатации) | 200 |
Металлические уплотнения (не контактирующие со стволом скважины при эксплуатации) | 3 |
Неметаллические уплотнения (контактирующие со стволом скважины при эксплуатации) | 200 |
Неметаллические уплотнения (не контактирующие со стволом скважины при эксплуатации) | 3 |
ОЕС | - |
Соединители устьевого оголовка, устьевой елки, устьевой трубной головки | - |
| |
Соединители ремонтного/внутрискважинного оборудования | - |
Устьевые трубные головки | - |
Задвижки | 200 |
Приводные механизмы задвижек | 200 |
Соединители заглушки устьевой елки | - |
Соединители выкидной линии | - |
Подводные дроссели | 200 |
Приводные механизмы подводных дросселей | 200 |
Подводные устьевые трубодержатели обсадных колонн | - |
Подводные уплотнительные узлы кольцевого пространства скважины (включая аварийные уплотнительные узлы) | - |
Подводные устьевые трубодержатели скважинных трубопроводов, внутренние заглушки НХТ и коронные пробки | - |
Тарельчатые, циркуляционные и запорные задвижки | 200 |
Донные устьевые трубные головки | - |
Донные устьевые оголовки, устьевые трубодержатели обсадных колонн и скважинных трубопроводов | - |
Спуско-подъемное оборудование | - |
| |
Приложение М
(справочное)
Руководство по закупке
М.1 Общие положения
Настоящее приложение содержит рекомендации по заказу и поставкам оборудования, входящего в область применения настоящего стандарта. Приложение является справочным, однако пользователи могут по соглашению между заинтересованными сторонами рассматривать приведенные в нем положения как требования или рекомендации, особенно в части, касающейся определения УТТ.
М.2 Типовые конфигурации устьевых оголовков и устьевых елок
Примеры типовых конфигураций устьевых оголовков и устьевых елок приведены в приложениях А-F.
М.3 Уровни технических требований
УТТ определены в 5.2 и 5.3, а также в ИСО 10423. УТТ применяют к деталям, работающим под давлением и регулирующим давление, а также к оборудованию в сборе, как определено в настоящем стандарте. За определение УТТ несет ответственность потребитель. Выбор УТТ зависит от того, является оборудование первичным или вторичным в соответствии с ИСО 10423. В настоящем стандарте к первичному оборудованию необходимо отнести как минимум устьевую трубную головку/корпус высокого давления, две первые приводные задвижки (коренные и/или боковые), расположенные после устьевого трубодержателя НКТ, нижний соединитель устьевой елки и любые другие задвижки выкидной линии или изолирующие задвижки, непосредственно сообщающиеся со стволом скважины, расположенные до второй приводной задвижки.
Далее следуют рекомендации по выбору, обобщенные в дереве решений на рисунке М.1.
- УТТ 2: рекомендуется для обычных (при отсутствии сернистых соединений) условий эксплуатации при рабочем давлении 34,5 МПа (5000 фунт/дюйм) и ниже; рекомендуется для вторичного оборудования при рабочем давлении 69 МПа (10000 фунт/дюйм
) и ниже;
- УТТ 3: рекомендуется для первичного оборудования в присутствии сернистых соединений, для рабочих давлений и для обычных условий эксплуатации при давлении выше 34,5 МПа (5000 фунт/дюйм); рекомендуется для первичного и вторичного оборудования в обычных условиях эксплуатации или в присутствии сернистых соединений, для давлений, превышающих 69 МПа (10000 фунт/дюйм
) или для максимальных температур выше 121°C (250°F).
К другим условиям, влияющим на выбор пользователем УТТ 3 вместо УТТ 2, относятся: глубина моря, состав удерживаемого или нагнетаемого флюидов, инфраструктура промысла, сложность проведения внутрискважинных работ, приемлемая степень риска, чувствительность окружающей среды и срок эксплуатации месторождения;
- УТТ 3G: те же рекомендации, что и для УТТ 3, с дополнительными условиями для газовых скважин, скважин с высоким газонефтяным отношением, а также для газонагнетальных скважин.
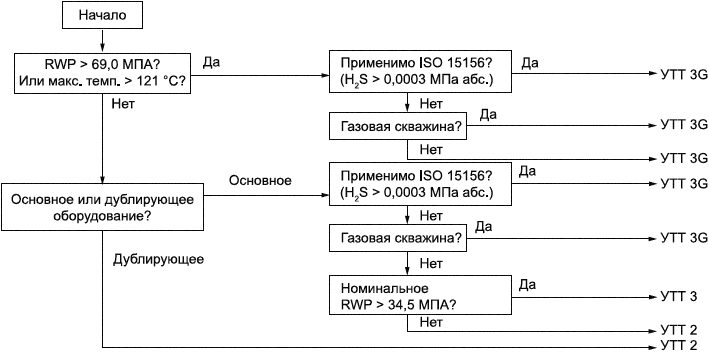
Рисунок М.1 - Дерево принятия решений по УТТ для подводного оборудования
М.4 Класс материала
Требования к классу изготовления материала определены в ИСО 10423 и таблице 1. Класс материала должен быть определен покупателем с учетом различных факторов окружающей среды и производственных параметров, перечисленных ниже:
a) давление;
b) температура;
c) состав добываемого или нагнетаемого флюидов, в частности ,
и хлориды;
d) рН водной фазы или минерализованного раствора;
e) воздействие соленой воды во время монтажа и эксплуатации;
f) использование ингибиторов образования твердых отложений, парафина, коррозии или по другим причинам;
g) возможность кислотной обработки и концентрация кислотных растворов;
h) планируемые темпы добычи;
i) вынос песка и другие потенциальные источники эрозии;
j) планируемый срок эксплуатации;
k) планируемые операции, влияющие на давление, температуру или состав флюида;
I) анализ рисков.
Коррозия, коррозионное растрескивание под напряжением (SCC), коррозионная эрозия и сульфидное коррозионное растрескивание под напряжением (SSC) определяются взаимодействием факторов окружающей среды и производственными параметрами. На коррозионную активность флюида могут оказывать влияние также и другие факторы, не включенные в перечень.
Покупатель должен определить необходимость соответствия материалов требованиям ИСО 15156 (все части) для серосодержащей среды. ИСО 15156 (все части) содержит требования к металлическим материалам для предотвращения коррозионного растрескивания под напряжением в условиях окружающей среды, определенных ИСО 15156, и не рассматривает другие аспекты коррозионной стойкости. Должно учитываться также парциальное давление двуокиси углерода, связанное с коррозией, как показано в таблице 1.
Примечание - В контексте настоящего положения NACE MR0175 является эквивалентом ИСО 15156 (все части).
М.5 Спецификации
М.5.1 Общие положения
Подпункт М.5 содержит рекомендуемые спецификации, используемые для заказа и закупки оборудования подводного устьевого оголовка и устьевой елки.
Спецификации предназначены для выполнения трех функций:
a) поддержки покупателя в выборе решения;
b) поддержки покупателя в формулировании специальных потребностей и требований, а также в предоставлении информации о составе среды в скважине, необходимой для учета производителем оборудования при его проектировании и изготовлении;
c) упрощения процесса взаимодействия между покупателем и производителем в целях достижения однозначности при предоставлении требований покупателя относительно возможных опций и/или других возможностей поставщика, для их однозначного понимания.
Спецификации следует заполнять как можно точнее. Следует использовать типовые конфигурации для выбора типового оборудования. Дерево решений, приведенное на рисунке М.1, представленное вместе с инструкциями, предоставляет рекомендованную практику выбора: какой элемент оборудования в соответствии с каким УТТ следует изготавливать. Копию спецификации следует прикладывать к заказу или запросу предложения.
Спецификации, приведенные в ИСО 10423 (приложении А), можно также применять при выборе специальных компонентов устьевого оборудования.
М.5.2 Спецификация оборудования устьевого оголовка
Целью данной спецификации является сбор информации о скважине с подводным расположением устья для конкретного применения.
а) Местоположение и глубина моря
Описание | Комментарий | |
Количество скважин | ||
Идентификатор скважины | ||
Местоположение скважин(ы) | Блок: | |
Координата X: | Широта: | |
Координата Y: | Долгота: | |
Глубина моря | метров (футов) | |
b) Производительность коллектора и давление
Комментарий | ||
FWHP (на устье) | МПа (фунт/дюйм | |
FWHT | °C (°F) | |
SIWP | МПа (фунт/дюйм | |
с) Гидрометеорологические данные
Описание | Комментарий | ||
Профиль скоростей течения по глубине моря | Глубина моря | скорость | |
м (фут) | м/с (фут/с) | ||
Направление течения |
| ||
| |||
Характерная и максимальная высота волны |
| м (фут) | |
| м (фут) | ||
Период волны | Тр: | с | |
Спектр волнения моря |
| ||
| |||
| |||
d) Программа бурения
Тип бурового судна | Программа заканчивания скважины |
|
|
е) Сопряжение устьевого оголовка
База | Опция | |||
Тип устьевого оголовка |
|
| ||
| ||||
Размер устьевого оголовка | 18 3/4" |
| ||
| ||||
Номинальное рабочее давление устьевого оголовка |
|
| ||
| ||||
Система циркуляции на небольшой глубине моря? |
|
| ||
Жесткое крепление/предварительно нагруженный корпус высокого давления | Нет |
| ||
Направление | Направляющие канаты (GL) |
| ||
Установка первой технологической колонны |
|
| ||
На донной опорной плите? |
|
| ||
Проект крепления скважины |
|
| ||
|
|
| ||
Количество поддонных трубодержателей и/или трубодержателей-хвостовиков для подвешивания в устьевом оголовке | Указать: | |||
|
|
| ||
Максимальное количество трубодержателей, которые могут быть подвешены в устьевом оголовке | Указать: | |||
База | Опция | |||
Планируемое заканчивание скважины с установкой трубодержателя НКТ |
|
| ||
| ||||
Запирающая втулка трубодержателя обсадных колонн |
|
| ||
|
|
|
| |
Конфигурация верхней части устьевого оголовка |
|
| ||
Шпиндельная |
| |||
Размер трубодержателя эксплуатационной обсадной колонны |
|
| ||
| ||||
Профиль резьбы трубодержателя обсадной колонны |
|
| ||
Проходной диаметр эксплуатационной обсадной колонны | Указать: | |||
Трубодержатель эксплуатационной обсадной колонны имеет поверхность уплотнения CRA на ВД (для улучшения уплотнения трубодержателя НКТ) |
|
| ||
Расстояние от уровня морского дна до верха первой технологической колонны или корпуса устьевой колонной головки высокого давления | 3-4,6 м (10-15 футов) |
| ||
Нагрузки на морской буровой райзер (например, нормальные, экстремальные, случайные и усталостные) и комбинации нагрузок [см. ИСО 13628-1 (пункт 5.6.2.2)] | ||||
Прогнозирование гидратообразования на морском дне |
|
| ||
Отводы низкого давления |
|
| ||
f) Скважинное сопряжение
Описание | ||||
Размер НКТ | НД: | |||
Вес: | фунтов/фут | |||
Группа материала: | ||||
Тип соединения: | ||||
Изоляция: |
|
| ||
Описание изоляции, если предусмотрена: | ||||
g) Требования к сроку эксплуатации
Срок эксплуатации под водой | Возможность повторного использования | ||
База | Опция | База | Опция |
|
|
|
|
h) Планируемая скважинная надставка
Тип надставки | Комментарий |
Надставка до стационарной платформы | |
Надставка до плавучей (или свободно закрепленной на дне) платформы | |
Заканчивание скважины с подводным расположением устья |
М.5.3 Спецификация оборудования подводной устьевой елки
Целью приведенной ниже спецификации является сбор информации о подводной устьевой елке для конкретного применения.
а) Местоположение и глубина моря
Описание | Комментарий | ||
Количество скважин | |||
Идентификатор скважины | Нагнетательная | ||
Эксплуатационная | |||
Чередующийся режим | |||
Местоположение скважин(ы) | Блок: | ||
Координата X: | Широта: | ||
Координата Y: | Долгота: | ||
Глубина моря | метров (футов) | ||
Температура у дна моря | °С (°F) | ||
b) Общая характеристика месторождения
Комментарий | |||
Производительность/зоны: | |||
- газ | (м | SCFD | |
- нефть или конденсат | (м | (м | |
- вода | (м | (м | |
FWHP (на устье скважины) | МПа (фунт/дюйм | ||
FWHT | °C (°F) | ||
SIWP | МПа (фунт/дюйм | ||
Одновременная добыча из нескольких продуктивных пластов |
|
| |
Тип заканчивания | (необсаженный ствол, обсаженная скважина, гравийный фильтр и т.п.) | ||
Срок эксплуатации | лет | ||
Точка газлифта |
| ||
| |||
с) Характеристика пластового флюида
Описание | Комментарий | |||
Пластовое давление | МПа (фунт/дюйм | |||
Пластовая температура | °С (°F) | |||
Пластовые характеристики | указать: | |||
Тип флюида |
| |||
Соотношение газ/нефть | м | |||
Плотность по стандарту API | °API | |||
Плотность газа | ||||
Содержание конденсата | м | |||
МПа рр (фунт/дюйм | ||||
моль % | ||||
МПа рр (фунт/дюйм | ||||
моль % | ||||
Температура помутнения | °C (°F) | |||
Парафин | весовой % | |||
Скорость отложения: | ||||
Асфальтены | весовой % | |||
Давление осаждения: | ||||
МПа (фунт/дюйм | ||||
Минерализация пластовой воды или концентрация растворенного NaCI | весовой % или | |||
частей на миллион | ||||
рН пластовой воды | ||||
Вынос песка | Объем выноса песка: | |||
г/м | ||||
Размер частиц: | микрон | |||
Тип частиц: | ||||
(сглаженные, угловатые) | ||||
d) Гидрометеорологические данные
Описание | Комментарий | ||
Профиль скоростей течения по глубине моря | Глубина моря | скорость | |
м (фут) | м/с (фут/с) | ||
Направление течения |
| ||
| |||
Характерная и максимальная высота волны |
| м (фут) | |
| м (фут) | ||
Период волны |
| с | |
Спектр волнения моря |
| ||
| |||
| |||
е) План судна
Тип судна для заканчивания скважины | Программа заканчивания скважины |
|
|
f) Сопряжение устьевого оголовка
База | Опция | |
Тип устьевого оголовка |
|
|
| ||
Размер устьевого оголовка |
|
|
| ||
Номинальное рабочее давление устьевого оголовка |
| Другое (указать): |
| ||
Конфигурация верхней части устьевого оголовка |
| Другое (указать): |
| Тип прокладки указать: | |
Жесткое крепление/предварительно нагруженный корпус высокого давления |
| Да |
Запирающая втулка трубодержателя обсадных колонн? |
| Да |
Несущая способность, указать: | Другое (указать): | |
Направление |
|
|
| ||
| ||
| ||
На донной опорной плите? |
|
|
Трубодержатель НКТ для заканчивания скважины |
|
|
| ||
Размер трубодержателя эксплуатационной обсадной колонны |
|
|
| ||
Количество трубодержателей, подвешенных в устьевом оголовке | Указать: | |
Проходной диаметр эксплуатационной обсадной колонны | Указать: | |
Трубодержатель эксплуатационной обсадной колонны имеет поверхность уплотнения CRA на ВД (для улучшения уплотнения трубодержателя НКТ) |
|
|
Расстояние от уровня морского дна до верха первой технологической колонны или корпуса устьевого оголовка высокого давления |
|
|
Нагрузки на морской буровой райзер (например, нормальные, экстремальные, случайные и усталостные) и комбинации нагрузок [(см. ИСО 13628-1 (пункт 5.6.2.2)] | ||
g) Верхние строения, платформа и информация о промысле
Описание | Комментарий | ||
Местоположение | Блок: | ||
Координата X: | Широта: | ||
Координата Y: | Долгота: | ||
Глубина моря | м (футов) | ||
Удаленность | км (миль) | ||
Давление сепаратора | МПа (фунт/дюйм | ||
Технологическая производительность | Нефть: | м | |
Газ: | м | ||
Вода: | м | ||
Размер конденсатной ловушки, если имеется | м | ||
| |||
| |||
Количество пересечений трубопроводов | |||
Температура воздуха на поверхности | Мин.: | °C (°F) | |
Макс.: | °С (°F) | ||
Температура воды на поверхности | Мин.: | °C (°F) | |
Макс.: | °С (°F) | ||
Температура на уровне дна моря | °С (°F) | ||
h) Скважинное сопряжение
Описание | ||||
Размер НКТ | НД: | |||
Вес: | фунтов/фут | |||
Группа материала: | ||||
Тип соединения: | ||||
Изоляция: |
|
| ||
Проходной диаметр - специальные требования: | ||||
Описание изоляции, если предусмотрена: | ||||
SCSSV | Изготовитель: | |||
Модель: | ||||
Размер: | ||||
Рабочее давление: | ||||
Необходимое управляющее давление: | ||||
Комментарии к типу: | ||||
i) Требования к сроку эксплуатации
Срок эксплуатации под водой | Возможность повторного использования | ||
База | Опция | База | Опция |
|
|
|
|
j) Требования к внутрискважинным работам
Тип работ | Планируемая периодичность (например, 1 раз в 5 лет) |
Внутрискважинные работы с оборудованием на тросе | |
Внутрискважинные работы с гибкими НКТ | |
Внутрискважинные работы с поднятыми НКТ | |
Буровой райзер-ВОР, райзер для заканчивания/ремонта скважины, основные исходные данные по нагрузкам на основание устьевого оголовка |
k) Выбор типа подводной устьевой елки
Тип устьевой елки | Глубина моря | Указания по монтажу |
|
|
|
l) Размещение устьевой елки
База | Опция |
|
|
m) Общесистемные технические требования
База | Опция | |
Размер эксплуатационной задвижки | Диаметр эксплуатационного ствола | |
Указать: | ||
Размер задвижки кольцевого пространства |
|
|
Номинальное рабочее давление |
|
|
| ||
| ||
УТТ (см. рисунок М.1 - УТТ дерево принятия решений для подводного оборудования) |
| |
| ||
| ||
Группа материала | Указать: | |
Хлориды |
|
|
| ||
Другое (указать): | ||
Класс температур | Указать: | Другие требования: |
Система TFL (см. ИСО 13628-3) |
|
|
n) Скважинное сопряжение
База | Опция | ||||||
Размер НКТ, НД | Указать: | ||||||
Минимальный размер проходного отверстия вертикального доступа, необходимого для работ через устьевую елку | Указать: | ||||||
Материал НКТ | Указать: | ||||||
Тип, модель, размер, рабочее давление скважинной предохранительной задвижки | Указать: | Описание: | |||||
Общее количество управляющих линий SCSSV |
|
|
|
| |||
| |||||||
Общее количество других скважинных гидравлических управляющих линий (например, для интеллектуального заканчивания скважины) |
|
|
|
| |||
Указать функцию (функции): | |||||||
Общее количество скважинных линий нагнетания химических реагентов |
|
|
|
|
| ||
Указать функцию (функции): | |||||||
Общее количество скважинных электрических линий |
|
|
|
|
| ||
Указать функцию (функции): | |||||||
Общее количество скважинных оптических линий |
|
|
|
|
| ||
Указать функцию (функции): | |||||||
о) Устьевой трубодержатель скважинных трубопроводов для устьевой елки вертикального типа
База | Опция | |
Диапазон рабочих давлений |
|
|
Модель, тип, размер и диапазон давлений канатной пробки эксплуатационного проходного канала | Указать: | |
Модель, тип, размер и диапазон давлений канатной пробки канала кольцевого пространства (если применимо) | Указать: |
|
Тип, размер и резьбовое соединение нижней эксплуатационной НКТ | Указать: | |
Тип, размер резьбового соединения нижнего кольцевого канала (если применимо) | Указать: |
|
Указать: | ||
| ||
(ловушка для пробок, открытый и т.п.) | ||
Минимальный диаметр эксплуатационного ствола | Указать: | |
Предварительные требования | Указать: | |
Минимальный диаметр "потока" кольцевого канала (если применимо) |
|
|
Указать: | ||
| ||
Указать: | ||
Нижнее соединение для линии (линий) SCSSV | Указать: | |
Нижнее соединение для скважинной линии (линий) химических реагентов (если применимо) | Указать: | |
Нижнее соединение для других скважинных гидравлических линий (если применимо) | Указать: | |
Нижнее соединение для электрической линии (линий) | Указать: | |
Нижнее соединение для оптической линии (линий) | Указать: | |
р) Устьевой трубодержатель скважинных трубопроводов для устьевой елки горизонтального типа
База | Опция | |
Диапазон рабочих давлений |
|
|
Модель, тип, размер и диапазон давлений канатной пробки эксплуатационного проходного канала | Указать: | |
Тип, размер и резьбовое соединение нижней эксплуатационной НКТ | Указать: | |
Минимальный диаметр эксплуатационного ствола | Указать: | |
Нижнее соединение для линии (линий) SCSSV | Указать: | |
Нижнее соединение для скважинной линии (линий) химических реагентов (если применимо) | Указать: | |
Нижнее соединение для других скважинных гидравлических линий (если применимо) | Указать: | |
Нижнее соединение для электрических линий | Указать: | |
Нижнее соединение для оптических линий | Указать: | |
q) Рабочее гидравлическое давление для задвижек и дросселей
База | Опция | |
Максимальное управляющее давление, необходимое для управления SCSSV | Указать: | |
Максимальное допустимое управляющее давление, которое может быть приложено к SCSSV | Указать: | |
Максимальное управляющее давление, необходимое для управления задвижкой или дросселем | Указать: | |
Максимальное допустимое управляющее давление, которое может быть приложено к приводу задвижки или дросселя | Указать: | |
r) Задвижки, как правило используемые в устьевых елках вертикального и горизонтального типов
Задвижка | База | Размер | Давление | Оператор | Переход на ручной режим/индикатор положения |
| Нормально закрытая | Указать количество: | |||
| Нормально закрытая | Указать количество: | |||
| Нормально закрытая | Указать количество: | |||
| Нормально закрытая | Указать количество: | |||
| Нормально закрытая | Указать количество: | |||
| Нормально открытая | Указать количество: | |||
| Опционально | Указать количество: | |||
| Опционально | Указать количество: | |||
| |||||
| |||||
| Опционально | Указать количество: | |||
| |||||
| |||||
| Опционально. | Указать количество: | |||
Выбрать резервную задвижку: | |||||
| |||||
| |||||
| Игольчатая задвижка | Водолаз или ДУА | Без индикатора положения | ||
| Игольчатая задвижка (и) (опционально) | Водолаз или ДУА | Без индикатора положения | ||
Указать количество: | |||||
| Игольчатая задвижка (и) (опционально) | Водолаз или ДУА | Без индикатора положения | ||
Указать количество: | |||||
| Игольчатая задвижка | Водолаз или ДУА | Без индикатора положения |
s) Задвижки, используемые только в устьевых елках вертикального типа
Задвижка | База | Размер | Давление | Оператор | Переход на ручной режим/индикатор положения |
| С ручным регулированием | Водолаз или ДУА | Указать количество: | ||
| С ручным регулированием | Водолаз или ДУА | Указать количество: | ||
| Игольчатая задвижка для устьевой трубной головки (опционально) | Водолаз или ДУА | Без индикатора положения |
t) Задвижки, используемые только в устьевых елках горизонтального типа
Задвижка | База | Размер | Давление | Оператор |
| Нормально закрытая | Указать количество: | ||
| Игольчатая задвижка | Водолаз или ДУА | Без индикатора положения |
u) Дроссели, установленные на устьевой елке
База | Опция | |
Эксплуатационный (или нагнетательный) дроссель |
| Проверить необходимые опции: |
Эксплуатационная задвижка с диафрагмой (POV) |
|
|
Газлифтный дроссель |
| Проверить необходимые опции: |
v) Методы соединения выкидных трубопроводов и внешнее нагружение
База | Опция | |
Устьевая елка, обслуживаемая водолазом |
|
|
Устьевая елка без обслуживания водолазом |
|
|
Основные исходные данные по нагрузкам на выкидной трубопровод | ||
Защита от зацепляющих нагрузок |
|
|
Определить основные исходные данные по зацепляющим нагрузкам | ||
Защита от падающих объектов |
|
|
Основные исходные данные по нагрузкам от падающих объектов | ||
Устранение гидратообразования в соединителе | Указать: | |
w) Внутрискважинные работы с применением ДУА
См. ИСО 13628-8.
х) Система управления добычей
См. ИСО 13628-5 и ИСО 13628-6.
у) Датчики
База | Опция | |
Забойное давление и температура (DHPT) |
|
|
Эксплуатационный проходной канал устьевой елки |
|
|
Кольцевой канал устьевой елки |
|
|
Положение эксплуатационного (или нагнетательного) дросселя |
|
|
Положение газлифтного дросселя |
|
|
Датчик эрозии |
|
|
Датчик песка |
|
|
Датчик внутритрубного скребка для очистки |
|
|
Расходомер |
|
|
Забойные датчики для интеллектуального заканчивания скважины |
| Указать: |
z) Обеспечение бесперебойного режима подачи потока
База | Опции | ||||||
Нагнетание химических реагентов в скважину |
|
| |||||
Нагнетание химических реагентов через устьевую елку |
|
| |||||
Газлифт |
|
| |||||
давление газлифта: | МПа (фунт/дюйм | ||||||
расход: | м | ||||||
газлифтный дроссель: |
|
| |||||
Работа с применением внутритрубных снарядов-скребков для очистки |
|
| |||||
Изоляция |
| Проверить, что применимо: | |||||
Охлаждение изоляции |
|
| °С (°F) | ||||
до | °С (°F) | ||||||
должно занимать не менее | ч | ||||||
Нагревание выкидного трубопровода |
|
| |||||
аа) Схема устьевой елки
Необходимо приложить схематический чертеж устьевой елки и системы выкидных трубопроводов.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального/межгосударственного стандарта |
ISO 8501-1 | IDT | ГОСТ Р ИСО 8501-1-2014 "Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий" |
ISO 10423 | MOD | ГОСТ Р 51365-2009 "Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования" |
ISO 10424-1 | - | * |
ISO 11960 | MOD | ГОСТ Р 53366-2009 "Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия" |
ISO 13625 | - | * |
ISO 13628-1 | IDT | ГОСТ Р ИСО 13628-1 "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации" |
ISO 13628-3 | IDT | ГОСТ Р ИСО 13628-3-2013 "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 3. Системы проходных выкидных трубопроводов (TFL)" |
ISO 13628-7 | IDT** | * |
ISO 13628-8 | - | * |
ISO 13628-9 | - | * |
ISO 13533 | IDT | ГОСТ Р ИСО 13533-2013 "Нефтяная и газовая промышленность. Оборудование буровое и эксплуатационное. Оборудование со стволовым проходом. Общие технические требования" |
ISO 15156 (все части) | MOD | ГОСТ Р 53679-2009 "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию" |
MOD | ГОСТ Р 53678-2009 "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов" | |
IDT | ГОСТ ISO 15156-3 "Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие коррозионно-стойкие и другие сплавы" | |
* Соответствующий национальный/межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
_______________
** Текст документа соответствует оригиналу. - .
Библиография
[1] | ISO 2859-1 | Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection |
_______________
| ||
[2] | ISO 3183 | Petroleum and natural gas industries - Steel pipe for pipeline transportation systems |
_______________
| ||
[3] | ISO 11961 | Petroleum and natural gas industries - Steel drill pipe |
_______________
| ||
[4] | ANSI/ASME B1.1 | Unified Inch Screw Threads, UN and UNR Thread Form |
[5] | ANSI/ASME В1.2 | Gages and Gaging for Unified Inch Screw Threads |
[6] | ANSI/ASME B18.2.2 | Square and Hex Nuts (Inch Series) |
[7] | ANSI/ISA 75.02 | Control Valve Capacity Test Procedure |
_______________
| ||
[8] | ANSI Y14.5M | Dimensioning and Tolerancing |
[9] | ASME | Boiler and Pressure Vessel Code, Section III: Rules for Construction of Nuclear Power Plant components |
[10] | ASME | Boiler and Pressure Vessel Code, Section V: Nondestructive Examination; Article 5: Ultrasonic examination methods for materials |
[11] | ASME | Boiler and Pressure Vessel Code, Section VIII: Pressure Vessels; Division 1 |
[12] | ASME | Boiler and Pressure Vessel Code, Section VIII: Pressure Vessels; Division 2: Alternative Rules |
[13] | ASME | Boiler and Pressure Vessel Code, Section IX: Welding and Brazing Qualifications |
[14] | ASTM A193/A193M | Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High Temperature or High Pressure Service and Other Special Purpose Applications |
[15] | ASTM A194/194M | Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both |
[16] | ASTM A307 | Standard Specification for Carbon Steel Bolts and Studs, 60000 PSI Tensile Strength |
[17] | ASTM A320/320M | Standard Specification for Alloy-Steel and Stainless Steel Bolting for Low-Temperature Service |
[18] | ASTM A370 | Standard Test Methods and Definitions for Mechanical Testing of Steel Products |
[19] | ASTM A388 | Standard Practice for Ultrasonic Examination of Steel Forgings |
[20] | ASTM A453/453 | Standard Specification for High-Temperature Bolting, with Expansion Coefficients Comparable to Austenitic Stainless Steels |
[21] | ASTM A609/609M | Standard Practice for Castings, Carbon, Low-Alloy, and Martensitic Stainless Steel, Ultrasonic Examination Thereof |
[22] | ASTM 2990 | Standard Test Methods for Tensile, Compressive, and Flexural Creep and Creep-Rupture of Plastics |
[23] | ASTM D3045 | Standard Practice for Heat Aging of Plastics Without Load |
[24] | ASTM E10 | Standard Test Method for Brinell Hardness of Metallic Materials |
[25] | ASTM E18 | Standard Test Methods for Rockwell Hardness of Metallic Materials |
[26] | ASTM E92 | Standard Test Method for Vickers Hardness of Metallic Materials |
[27] | ASTM E94 | Standard Guide for Radiographic Examination |
[28] | ASTM E140 | Standard Hardness Conversion Tables for Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope Hardness |
[29] | ASTM E165 | Standard Practice for Liquid Penetrant Examination for General Industry |
[30] | ASTM E280 | Standard Reference Radiographs for Heavy-Walled (4 1/2 to 12-in. (114 to 305-mm) Steel Castings |
[31] | ASTM E428 | Standard Practice for Fabrication and Control of Metal, Other than Aluminum, Reference Blocks Used in Ultrasonic Testing |
[32] | ASTM E446 | Standard Reference Radiographs for Steel Castings Up to 2 in. (51 mm) in Thickness |
[33] | ASTM E709 | Standard Guide for Magnetic Particle Testing |
[34] | ASTM E747 | Standard Practice for Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used for Radiology |
[35] | API TR 6J1 | Elastomer Life Estimation Testing Procedures |
[36] | ISA | Handbook of Control Valves |
[37] | MSS SP-55 | Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other Piping Components - Visual Method for Evaluation of Surface Irregularities |
[38] | MIL-STD 120 | Gage Inspection |
[39] | NACE RP0176 | Standard Recommended Practice for Corrosion Control of Steel Fixed Offshore Platforms Associated with Petroleum Production |
[40] | NORSOK M710* | Qualification of Non-Metallic Sealing Materials and Manufacturers |
_______________ * Данный документ будет заменен на [52]. | ||
[41] | ASNT SNT-TC-1A | Recommended Practice No. SNT-TC-1A - Non-Destructive Testing |
[42] | UL 746B | Polymeric Materials - Long Term Property Evaluations |
[43] | SAE/AS 4059 | Aerospace Fluid Power - Cleanliness Classification for Hydraulic Fluids |
[44] | API Spec 17D | Specification for Subsea Wellhead and Christmas Tree Equipment |
[45] | API TR 17TR3 | Evaluation of the Risks and Benefits of Penetrations in Subsea Wellheads Below the BOP Stack |
[46] | API RP 90 | Recommended Practice for Annular Casing Pressure Management for Offshore Wells |
[47] | ANSI/NACE MR0175/ | Petroleum and Natural Gas Industries - Materials for Use in H2S containing Environments in Oil and Gas Production - Part 1, Part 2, and Part 3 |
[48] | ANSI/AWS D1.1* | Structural Welding Code - Steel |
_______________ * Данный ссылочный стандарт заменен на ANSI/AWSD1.1/D1.1M "Structural Welding Code - Steel" (ANSI/AWSD1.1/D1.1M "Нормы и правила сварки конструкций. Сталь"). Для однозначного соблюдения требований настоящего стандарта рекомендуется использовать только данный ссылочный стандарт. | ||
[49] | API RP 6HT | Heat Treatment and Testing of Large Cross Section and Critical Section Components |
[50] | ISO 10426 (all parts)* | Petroleum and natural gas industries - Cements and materials for well cementing (ИСО 10426 (все части) Нефтяная и газовая промышленность. Цементы и материалы для цементирования скважин) |
_______________ * Переводы части 1 "Технические условия" и части 2 "Испытания скважинных цементов" находятся в Федеральном информационном фонде технических регламентов и стандартов. | ||
[51] | DNV 2.7-1 | Standard for Certification of Offshore Containers |
[52] | ISO 23936 (all parts)* | Petroleum, petrochemical and natural gas industries - Non-metallic materials in contact with media related to oil and gas production |
_______________ * Часть 1 "Термопласты" и часть 2 "Эластомеры" опубликованы, части 3-5 находятся в разработке. | ||
УДК 622.276.04:006.354 | ОКС 75.180.10 |
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, подводные устьевые елки, устьевые оголовки, устьевые трубодержатели, устьевые трубные головки | |
Редакция документа с учетом
изменений и дополнений подготовлена
