ГОСТ Р ИСО 8501-1-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОДГОТОВКА СТАЛЬНОЙ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ И ОТНОСЯЩИХСЯ К НИМ ПРОДУКТОВ. ВИЗУАЛЬНАЯ ОЦЕНКА ЧИСТОТЫ ПОВЕРХНОСТИ
Часть 1
Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий
Preparation of steel substrates before application of paints and related products. Visual assessment of surface cleanliness. Part 1. Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings
ОКС 23.040.10
ОКП 09 0000
Дата введения 2014-10-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны" и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Техническим комитетом стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2014 г. N 697-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 8501-1:2007* "Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий" (ISO 8501-1:2007 "Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings")
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Сентябрь 2016 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Характеристики защитных красочных покрытий и подобных покрытий, нанесенных на сталь, во многом зависят от состояния поверхности стали перед окрашиванием. Основными факторами, влияющими на эти характеристики, являются:
a) наличие коррозии и прокатной окалины;
b) наличие загрязнений на поверхности, включая соли, пыль, масла и смазки;
c) профиль поверхности.
Настоящий стандарт распространяется на четыре уровня (обозначенные как "степень окисления") прокатной окалины и коррозии, которые обычно имеются на поверхностях непокрытых стальных конструкций и стальных заготовок, а также определенные степени чистоты, оцениваемые визуально (обозначенные как "степень подготовки") после подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления всех прежних покрытий. Эти уровни чистоты связаны с общими методами очистки поверхности, используемыми перед окрашиванием.
Настоящий стандарт предназначен для визуальной оценки степеней коррозии и степеней подготовки и включает комментарии к 28 фотографиям по стандарту [1].
На четырнадцати фотографических примерах представлены стальные поверхности, которые подвергались пескоструйной очистке с использованием кварцевого песка в качестве абразива. Применение других абразивов может изменить внешний вид поверхности. Изменения цвета, вызванные различными абразивами, описаны в приложении А.
В целях соблюдения авторских прав SIS AB при использовании настоящего стандарта необходимо применять фотографии непосредственно по стандарту [1]*.
________________
* Оригиналы фотографий по ISO 8501-1 рекомендуется приобретать в ФГУП ""
1 Область применения
Настоящий стандарт устанавливает четыре степени окисления и подготовки стальной поверхности (разделы 2 и 3). В настоящем стандарте представлены описания всех степеней окисления и подготовки стальной поверхности, являющиеся типичными примерами.
Настоящий стандарт применим к поверхностям горячекатаной стали, подготовленным к окрашиванию такими методами, как абразивная струйная очистка, очистка ручными механическими инструментами и газопламенная очистка. Эти методы предусмотрены в основном для горячекатаной стали, но можно применять также методы абразивной струйной очистки для холоднокатаной стали достаточной толщины, чтобы сопротивляться деформации при воздействии абразивного материала или механического инструмента для очистки.
Настоящий стандарт применим также к стальным поверхностям с остатками прежнего лакокрасочного материала и других посторонних веществ, помимо остаточной прокатной окалины.
Примечание - На степени подготовки ранее окрашенных стальных поверхностей после локального удаления покрытий распространяется стандарт [2].
В настоящем стандарте чистоту поверхности определяют по ее внешнему виду. Во многих случаях этого достаточно для поставленных целей. Если же покрытие подвергают жестким условиям эксплуатации, например погружению в воду и постоянным условиям конденсации, необходимо учитывать результаты испытания на растворимые соли и другие невидимые загрязнения на визуально чистой поверхности с использованием физических и химических методов по стандартам [3]. Показатели шероховатости поверхности также необходимо учитывать в соответствии со стандартом [4].
2 Степени окисления поверхности
Исходное состояние стальной поверхности характеризуется четырьмя состояниями, обозначенными соответственно A, B, C, D. Степени окисления определяются описаниями и типовыми фотографиями (раздел 5):
A - поверхность стали в большой степени покрыта прочно прилегающей прокатной окалиной, но почти не имеет продуктов коррозии (или продукты коррозии отсутствуют);
B - поверхность стали, на которой имеется коррозия в начальной стадии, начинает отставать прокатная окалина;
C - поверхность стали, на которой отсутствует прокатная окалина или ее можно легко удалить, но имеется видимая без увеличительных приборов незначительная точечная коррозия (питтинг);
D - поверхность стали, на которой прокатная окалина была удалена, наблюдается общий питтинг, видимый без увеличительных приборов.
Типы коррозии и методы оценки коррозионных поражений материалов установлены в разделе 5 настоящего стандарта.
3 Степени подготовки поверхности
3.1 Общие положения
Описание степени подготовки поверхности с указанием метода подготовки и степени очистки представлено в 3.2-3.4. Степень подготовки определяется характеристикой поверхности после очистки и типичными фотографиями (раздел 5).
Степень подготовки поверхности обозначается соответствующими буквами Sa, St или FI, указывающими на используемый метод очистки. Следующее за буквами цифры (при наличии) указывают на степень очистки от прокатной окалины, продуктов коррозии и прежних покрытий.
Обозначение фотографий включает в себя обозначение первоначальной степени окисления до очистки и обозначение степени подготовки поверхности, например: B Sa 2 1/2.
Примечания
1 Термин "посторонние частицы", используемый в 3.2, 3.3 и 3.4, может означать водорастворимые соли и остаточные продукты сварки. Эти загрязнения не могут быть полностью удалены с поверхности сухой абразивной струйной очисткой, ручным механическим инструментом или пламенной очисткой, для этого необходимо использовать влажную струйную очистку.
2 Прокатная окалина, продукты коррозии или ранее нанесенное покрытие считаются легко отделимыми, если они могут быть удалены тупым шпателем.
3.2 Абразивная струйная очистка Sa
Подготовку поверхности абразивной струйной очисткой обозначают буквами Sa. Характеристики степеней абразивной струйной очистки приведены в таблице 1.
Таблица 1 - Степени абразивной струйной очистки
Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц (3.1, примечание 1) (фотографии B Sa 1; C Sa 1; D Sa 1 по стандарту [1]). |
Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины (3.1, примечание 2) (фотографии B Sa 2; C Sa 2; D Sa 2 по стандарту [1]). |
Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос (фотографии A Sa 2 1/2, B Sa 2 1/2, C Sa 2 1/2 и D Sa 2 1/2 по стандарту [1]). |
Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет (фотографии A Sa 3, B Sa 3, C Sa 3 и D Sa 3 по стандарту [1]). |
Перед абразивной струйной очисткой необходимо удалить толстые, легко отделимые слои продуктов коррозии. Масло, смазка и грязь также должны быть удалены. После абразивной струйной очистки поверхность должна быть чистой от посторонних частиц и грязи.
Примечание - Методы подготовки поверхности абразивной струйной очисткой, включая обработку до и после очистки, приведены в стандарте [5].
3.3 Очистка ручным механическим инструментом St
Подготовку поверхности путем очистки ручным механическим инструментом, например шабером, щеткой, путем механической очистки щеткой и шлифования, обозначают St. Ручные механические степени очистки приведены в таблице 2.
Перед очисткой ручным механическим инструментом необходимо удалить все толстые слои продуктов коррозии. Видимые масло, смазка и грязь также должны быть удалены.
После очистки ручным механическим инструментом поверхность должна быть очищена от рыхлой окалины.
Таблица 2 - Степени ручной механической очистки
St 2 | Тщательная ручная механическая очистка | При осмотре без увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц (3.1, примечание 1) (фотографии B St 2, C St 2 и D St 2 по стандарту [1]). |
St 3 | Очень тщательная ручная механическая очистка | Аналогично St 2, но поверхность должна обрабатываться намного более тщательно для придания металлического блеска (фотографии B St 3, С St 3 и D St 3 по стандарту [1]). |
Примечания
1 Методы подготовки поверхностей путем очистки ручным механическим инструментом - по стандарту [6].
2 Степень подготовки St 1 не рассматривается, так как она не соответствует поверхности, пригодной для окрашивания.
3.4 Газопламенная очистка FI
Подготовку поверхности газопламенной очисткой обозначают буквами FI. Описание степеней газопламенной очистки приведено в таблице 3.
Перед газопламенной очисткой необходимо удалить толстые слои продуктов коррозии.
После газопламенной очистки поверхность должна быть очищена проволочной щеткой.
Таблица 3 - Газопламенная очистка
FI | Газопламенная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободна от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц (3.1, примечание 1). Любые присутствующие остатки должны проявляться только как обесцвечивание поверхности (оттенки различных цветов) (фотографии A F1, B F1, C F1 и D F1 по стандарту [1]). |
Примечание - Газопламенная очистка включает окончательную обработку с помощью механических щеток для удаления продуктов процесса очистки; очистка щетками вручную не позволяет достичь удовлетворительного состояния поверхности, подлежащей окрашиванию.
4 Процедура визуальной оценки стальной основы
Визуальная оценка проводится при хорошем рассеянном дневном свете или эквивалентном искусственном освещении. Необходимо осмотреть поверхность стали и сравнить ее с каждой из фотографий (раздел 5) без увеличения, положив соответствующую фотографию близко к оцениваемой поверхности стали, в той же плоскости.
Для оценки степени окисления необходимо записать оценку в соответствии с наихудшей из видимых степеней. Для оценки подготовки поверхности необходимо записать оценку, соответствующую степени, наиболее похожей поверхности стали.
Примечания
1 Помимо используемого метода очистки, например сухая абразивная струйная очистка с использованием определенного типа абразива, на результаты визуальной оценки могут влиять следующие факторы:
a) исходное состояние поверхности стали, отличающееся от любой из стандартных степеней окисления A, B, C, D;
b) цвет самой стали;
c) участки с различной шероховатостью в результате различных коррозионных повреждений или неровного удаления лакокрасочного материала;
d) неоднородности поверхности, например вмятины;
e) следы воздействия инструмента;
f) неравномерное освещение;
g) изменение профиля поверхности в результате подачи абразива под углом;
h) внедрение абразива.
2 В случае визуальной оценки ранее окрашенных поверхностей, которые были подготовлены для нового окрашивания, можно использовать только фотографии с обозначением степени коррозии D или C (например D Sa 2 1/2 или C Sa 2 1/2). Выбор зависит от степени питтинга.
5 Фотографии
В стандарте [1] приведены 28 типичных фотографий для сравнения со стальной поверхностью.
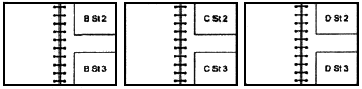
Фотографии приведены в натуральную величину, без увеличения. Для удобства при использовании они расположены в порядке, приведенном на рисунках 1 и 2.
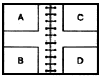
Рисунок 1 - Расположение и последовательность прилагаемых типичных фотографических примеров степеней окисления поверхности

a - Абразивная струйная очистка
b - Ручная механическая очистка
c - Газопламенная очистка
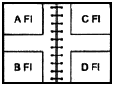
Рисунок 2 - Расположение и последовательность прилагаемых типичных фотографических примеров для степени подготовки поверхности
24 фотографии (от A Sa 2 1/2 до D FI) относятся, в частности, к степеням подготовки поверхности, полученным очисткой ручным механическим инструментом и газопламенной очисткой (раздел 3). Другие методы, например влажная абразивная струйная очистка, дают поверхности, которые могут отличаться по виду, цвету и т.д., но фотографии этих поверхностей также можно использовать для оценки степени подготовки поверхности.
На 14 фотографиях (от A Sa 2 1/2 до D Sa 3) показаны поверхности стали, которые были подвержены сухой абразивной струйной обработке абразивами, содержащими кварцевый песок. Использование таких абразивов в закрытых пространствах запрещено во многих странах, за исключением случаев очистки при строго контролируемых условиях. Поэтому для сухой абразивной струйной очистки используют абразивы других типов (и другого цвета). Эти абразивы могут давать поверхность, отличающуюся по виду от поверхностей, представленных на фотографиях.
Фотографии, относящиеся к A Sa 1, A Sa 2, A St 2 или A St 3, не существуют, так как эти степени подготовки недостижимы. Существующие фотографии являются достаточно показательными.
Приложение A
(справочное)
Типичные фотографические примеры изменения внешнего вида стали после абразивной струйной очистки различными абразивами
A.1 Общие требования
В настоящем стандарте приведены характеристики степеней подготовки стальных поверхностей. Типичные фотографии степеней окисления - см. стандарт [1]. На 14 из этих фотографий (с A Sa 2 1/2 по D Sa 3) показаны стальные поверхности, которые были подвергнуты сухой струйной обработке абразивными материалами, содержащими кварцевый песок.
При абразивной струйной очистке используют различные абразивы. Поскольку некоторые абразивы остаются вкрапленными в обработанную поверхность, цвет абразивного материала влияет на ее внешний вид. Применение абразивов темного цвета, например рафинировочных шлаков, содержащих медь, или угольных печных шлаков, придает поверхности более темный тусклый вид, чем при использовании песка. Некоторые твердые металлические абразивы, не окрашенные в черный цвет, также вызывают потемнение стальной поверхности, обусловленное ее глубоким, подвергнутой абразивной струйной очистке.
Кроме того, использование кварцевого песка в качестве абразивного материала запрещено во многих странах, и его применение для обработки поверхностей, отображенных на фотографиях в стандарте [1], не должно рассматривается как рекомендация.
В стандарте [1] приведены типичные фотографические примеры образцов низкоуглеродистой стали со степенью окисления C, которые были подвергнуты абразивной струйной очистке согласно степени подготовки Sa 3 с помощью шести различных (металлических и неметаллических) абразивов общего назначения. Для сравнения также приводится фотографическое изображение первоначальной стальной поверхности (фотография C, стандарт [1]), т.е. поверхности до ее подготовки.
A.2 Методика визуальной оценки стальных поверхностей
Оценивать степень подготовки поверхности и регистрировать полученный результат оценки следует по разделу 5.
Если внешний вид поверхности, подлежащей оценке, отличается от внешнего вида ближайшей фотографии, используют примеры, описанные в настоящем приложении и приведенные на фотографии в качестве руководства по изменению глубины цвета и тона, которые могут быть обусловлены действием абразива, использованного для обработки данной поверхности.
Примеры, приведенные в настоящем приложении, соответствуют письменному описанию степени подготовки Sa 3 (таблица 1).
Во всех случаях оценивать соответствие подготовки поверхности следует по описанию степеней абразивной струйной очистки, приведенному в таблице 1.
A.3 Фотографические примеры
Шесть типичных фотографических примеров приведены в стандарте [1], рисунок C. Примеры показаны в натуральную величину, т.е. без увеличения. Эти примеры были получены путем абразивной струйной очистки низкоуглеродистой стали от степени коррозии C по степени подготовки Sa 3, рассмотренной в таблице 1, с помощью шести различных абразивов общего назначения. Часть первоначальной стальной поверхности включена для целей визуального сравнения. Фотографические примеры приведены в порядке, указанном на рисунке A.1.
Абразивы были выбраны для получения профиля поверхности "средний" согласно описанию, приведенному в стандарте [4]. Фотографии были получены на пластинах, изготовленных из полос низкоуглеродистой стали, путем последовательного ретуширования каждой пластины после абразивной струйной очистки различными абразивами поверхности степени коррозии C по степени подготовки Sa 3.
Принимались меры предосторожности, чтобы сохранить ранее приготовленные полосы при абразивной струйной очистке других полос. Пластины фотографировались вскоре после окончания абразивной струйной очистки для исключения снижения качества свежеподготовленных поверхностей.
Фотография C (стандарт [1]) иллюстрирует различия во внешнем виде поверхности, включая цвет, которые были получены после абразивной струйной очистки одной и той же поверхности различными абразивными материалами по одной и той же степени подготовки. Фотография иллюстрирует типичный внешний вид поверхности, полученной при использовании конкретного вида абразива. Следует отметить, что на практике могут быть получены степени подготовки, отличные от приведенных на фотографиях.
Использовался абразив в виде дроби из высокоуглеродистой литой стали класса S 100 по стандарту [7]. Абразив из отбеленного чугуна соответствовал классу G 070 по стандарту [8]. Два абразива из стальной дроби соответствовали классу G 070 по стандарту [7]. Их твердости, определенные с помощью метода, описанного в стандарте [9], приводятся в заголовках к соответствующим частям фотографии. Абразивы из рафинировочных шлаков, содержащих медь, и шлаков угольных печей рассмотрены в стандартах [10] и [11] соответственно.
Исходная пластина из мягкой стали. Степень окисления C |
Дробь из высокоуглеродистой литой стали класса S 100. Твердость по Виккерсу 390 HV - 530 HV |
Стальная крошка класса G 070 |
Стальная крошка класса G 070 |
Крошка из отбеленного чугуна класса G 070 |
Рафинированный шлак, содержащий медь |
Шлак угольной печи |
Рисунок A.1 -Расположение и последовательность фотографических примеров, приведенных на фотографии C стандарта [1]
Библиография
[1] ISO 8501-1 Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings
[2] ISO 8501-2 Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 2: Preparation grades of previously coated steel substrates after localized removal of previous coatings
[3] ISO 8502 Preparation of steel substrates before application of paints and (все части) related products - Tests for the assessment of surface cleanliness
[4] ISO 8503 Preparation of steel substrates before application of paints and (все части) related products - Surface roughness characteristics of blast-cleaned steel substrates
[5] ISO 8504-2 Preparation of steel substrates before application of paints and related products - Surface preparation methods - Part 1: General principles
[6] ISO 8504-3 Preparation of steel substrates before application of paints and related products - Surface preparation methods - Part 3: Hand- and power-tool cleaning
[7] ISO 11124-3 Preparation of steel substrates before application of paints and related products - Specifications for metallic blast-cleaning abrasives - Part 3: High-carbon cast-steel shot and grit
[8] ISO 11124-2 Preparation of steel substrates before application of paints and related products - Specifications for metallic blast-cleaning abrasives - Part 2: Chilled-iron grit
[9] ISO 11125-3 Preparation of steel substrates before application of paints and related products - Test methods for metallic blast-cleaning abrasives - Part 3: Determination of hardness
[10] ISO 11126-3 Preparation of steel substrates before application of paints and related products - Specifications for non-metallic blast-cleaning abrasives - Part 3: Copper refinery slag
[11] ISO 11126-4 Preparation of steel substrates before application of paints and related products - Specifications for non-metallic blast-cleaning abrasives - Part 4: Coal furnace slag
УДК 621.774.09:006.354 | ОКС 23.040.10 | ОКП 09 0000 |
Ключевые слова: стальная поверхность, защитные покрытия, технические требования | ||
Электронный текст документа
и сверен по:
, 2016
