ГОСТ Р ИСО 13679-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ ДЛЯ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Методы испытаний резьбовых соединений
Casing and tubing steel pipes for oil and gas industry. Procedures of thread connection testing
ОКС 75.180.10
75.200*
_____________________
* По данным официального сайта Росстандарта
ОКС 23.040.10; 77.040.20; 77.140.75, здесь и далее. -
.
Дата введения 2016-10-01
Предисловие
1 ПОДГОТОВЛЕН подкомитетом ПК 7 "Трубы нарезные нефтяного сортамента" Технического комитета ТК 357 "Стальные и чугунные трубы и баллоны" на основе аутентичного перевода на русский язык стандарта, указанного в пункте 4, который выполнен СПФ "Интерсервис"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 февраля 2016 г. N 78-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13679:2002* "Нефтяная и газовая промышленность - Процедуры для испытания соединений обсадных и насосно-компрессорных труб" (ISO 13679:2002 "Petroleum and natural gas industries - Procedures for testing casing and tubing connection").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (подраздел 3.5).
Применяемые в международном стандарте ИСО 13679:2002 термины заменены на применяемые в национальной практике: "интегральное соединение" - на "раструбное соединение", термин "box", обозначающий элемент соединения с внутренней резьбой, - на "раструбный элемент".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
Введение
Настоящий стандарт идентичен международному стандарту ИСО 13679:2002, который был разработан на основе стандарта API RP 5С5 и запатентованных методик испытаний резьбовых соединений.
Международный стандарт ИСО 13679:2002 был подготовлен Подкомитетом ПК 5 "Обсадные, насосно-компрессорные и бурильные трубы" Технического комитета ИСО/ТК 67 "Материалы, оборудование и морские конструкции для нефтяной, нефтехимической и газовой промышленности".
Проверка испытательных и предельных нагрузок для соединения имеет решающее значение при проектировании обсадных и насосно-компрессорных труб.
Для проверки испытательных и предельных нагрузок проводят испытание соединения при предельных значениях рабочих параметров. Данное испытание гарантирует, что вся продукция, которая будет эксплуатироваться при этих параметрах, будет обладать такой же работоспособностью, как и продукция, которая подвергалась испытаниям. Эксплуатационные параметры резьбового соединения включают предельные отклонения размеров, механические свойства, обработку поверхности, крутящий момент свинчивания, тип и количество резьбовой смазки. В настоящем стандарте рассматриваются известные предельные отклонения размеров стандартных соединений. Определение неблагоприятных предельных отклонений размеров нестандартных соединений требует анализа конструкции.
Настоящий стандарт состоит из пяти основных частей. Испытания проводятся в соответствии с разделами 4-8 на основе данных, предоставленных изготовителями и указанных в приложении A, и (или) расчетов, приведенных в приложении B, и оформляются в виде отчетов, формы которых приведены в приложении C. В приложении D указана информация, которую необходимо указать в полном отчете по испытаниям. В приложении E приведены расчеты для построения 100% области нагружения для тела трубы и определения точек испытательной нагрузки. В приложении F приведен пример калибровки нагрузочного устройства. В приложении G приведена возможная оценка качества серии изделий с резьбовым соединением, а в приложении H приведены указания по проведению дополнительных испытаний для специальных условий применения. В приложении I приведено обоснование разработки настоящего стандарта. В приложении J перечислены требования к соединениям, имеющим уплотнение металл-металл и упругое уплотнение, которые испытываются отдельно.
Дополнительные испытания проводят для специальных условий применения соединений, которые не оцениваются посредством испытаний, описанных в настоящем стандарте. Заказчик и изготовитель должны согласовать применение соединения в таких условиях с учетом определенных ограничений.
Рекомендуется проведение испытаний под наблюдением представителей заказчика и (или) инспекции третьей стороны.
В настоящем стандарте рассматриваются испытания соединений при наиболее часто встречающихся условиях и не рассматриваются все возможные условия, например не рассматривается эксплуатация в агрессивной среде, которая может повлиять на рабочие характеристики соединения.
1 Область применения
Настоящий стандарт устанавливает минимальный перечень методов проектных испытаний и приемочные критерии испытаний для соединений обсадных и насосно-компрессорных труб, используемых в нефтяной и газовой промышленности. Испытания физических свойств соединений являются частью процесса проектной проверки и предоставляют объективные доказательства соответствия соединения тем испытательным и предельным нагрузкам, которые указаны изготовителем.
Стандарт устанавливает четыре класса испытаний по их тяжести.
Настоящий стандарт не предоставляет статистическую базу для анализа рисков.
Настоящий стандарт рассматривает только три из пяти возможных видов первичных нагрузок, действующих в скважинах на обсадные и насосно-компрессорные трубы: давление текучей среды (внутреннее и (или) внешнее), осевое усилие сжатия или растяжения; изгиб (продольный изгиб и (или) изгиб от отклонения скважины), а также кручение. В стандарте не рассматриваются нагрузки кручения при вращении и неосесимметричные нагрузки (при точечном, линейном или поверхностном контактах).
Настоящий стандарт определяет испытания, которые необходимо провести для определения склонности к заеданию, уплотнительных свойств и конструктивной целостности соединений обсадных и насосно-компрессорных труб.
В стандарте рассматриваются условия применения обсадных и насосно-компрессорных труб без учета диаметров таких труб.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
Для датированных ссылок используют только указанное издание стандарта. В случае недатированных ссылок - последнее издание стандарта, включая все изменения и поправки.
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 3183-1 Нефтяная и газовая промышленность. Стальные трубы для трубопроводных транспортных систем. Технические условия поставки. Часть 1. Трубы класса требований A (ISO 3183-1, Petroleum and natural gas industries - Steel pipe for pipelines - Technical delivery conditions - Part 1: Pipes of requirements class A)
________________
Данный стандарт отменен с заменой на ИСО 3183-2012 "Нефтяная и газовая промышленность. Трубы стальные для систем трубопроводного транспорта".
ИСО 3183-2 Нефтяная и газовая промышленность. Стальные трубы для трубопроводных транспортных систем. Технические условия поставки. Часть 2. Трубы класса требований B (ISO 3183-2, Petroleum and natural gas industries - Steel pipe for pipelines - Technical delivery conditions - Part 2: Pipes of requirements class B)
________________
Данный стандарт отменен с заменой на ИСО 3183-2012 "Нефтяная и газовая промышленность. Трубы стальные для систем трубопроводного транспорта".
ИСО 3183-3 Нефтяная и газовая промышленность. Стальные трубы для трубопроводных транспортных систем. Технические условия поставки. Часть 3. Трубы класса требований С (ISO 3183-3, Petroleum and natural gas industries - Steel pipe for pipelines - Technical delivery conditions - Part 3: Pipes of requirements class C)
________________
Данный стандарт отменен с заменой на ИСО 3183-2012 "Нефтяная и газовая промышленность. Трубы стальные для систем трубопроводного транспорта".
ИСО 10400:1993 Промышленность нефтяная и газовая. Формулы и расчеты по определению характеристик обсадных, насосно-компрессорных, бурильных и трубопроводных труб (ISO 10400, Petroleum and natural gas industries; formulae and calculation for casing, tubing, drill pipe and line pipe properties).
ИСО 10422 Промышленность нефтяная и газовая. Нарезание, калибрование и производственный контроль резьбы обсадных, насосно-компрессорных труб и трубопроводов. Технические условия (ISO 10422, Petroleum and natural gas-industries; threading, gauging, and thread inspection of casing, tubing and line pipe threads; specification)
________________
Данный стандарт отменен без замены.
ИСО 11960 Нефтяная и газовая промышленность. Стальные трубы для использования в качестве обсадных и насосно-компрессорных труб для скважин (ISO 11960, Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells)
ИСО 13680 Промышленность нефтяная и газовая. Трубы бесшовные из коррозионно-стойких сплавов для применения в качестве обсадных, насосно-компрессорных и соединительных труб. Технические условия поставки (ISO 13680, Petroleum and natural gas industries - Corrosion-resistant Alloy seamless tubes for use as casing, tubing and coupling stock - Technical delivery conditions)
API Bull 5C3 Бюллетень по формулам и расчетам свойств обсадных, насосно-компрессорных, бурильных и трубопроводных труб, используемых в качестве обсадных и насосно-компрессорных труб, и таблицам эксплуатационных свойств обсадных и насосно-компрессорных труб (API Bull 5СЗ, Bulletin on Formulas and Calculation for Casing, Tubing, Drill Pipe, and Pipe Properties)
API Spec 5B Требования к нарезанию, калибровке и контролю резьбы обсадных, насосно-компрессорных и трубопроводных труб (API Spec 5В, Specification for Threading, Gauging and Thread Inspection of Casing, Tubing, and Line Pipe Threads)
API Spec 5L Требования к трубопроводным трубам (API Spec 5L, Specification for Line Pipe)
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 диаграмма нагружения осевое давление - нагрузка (axial pressure load diagram): График зависимости давления от осевой нагрузки, характеризующий испытательную нагрузку на соединение и (или) трубу или предельную нагрузку.
3.1.2 заедание (galling): Холодное сваривание контактных поверхностей, сопровождаемое отрывом материала при дальнейшем скольжении или вращении.
Примечания
1 Заедание бывает следствием скольжения металлических поверхностей под большими нагрузками. Может быть вызвано недостаточной смазкой контактирующих поверхностей. Цель нанесения смазки - свести к минимуму контакт металлических поверхностей и обеспечить их беспрепятственное скольжение. Другие способы предотвращения заедания - снижение давления или уменьшение длины траектории скольжения.
2 Различают несколько степеней заедания в зависимости от отчета и необходимого ремонта (см. 3.1.5, 3.1.17, 3.1.20).
3.1.3 исходная заготовка (mother joint): Труба или трубная заготовка для муфт, от которой отрезают патрубки для изготовления образцов для испытаний.
3.1.4 колонна труб (pipe string): Несколько труб, соединенных между собой.
3.1.5 легкое заедание (light galling): Заедание, последствия которого могут быть устранены при помощи шлифовальной шкурки.
3.1.6 многоэлементное уплотнение (multiple seals): Система уплотнений, состоящая из двух или более независимых элементов, каждый элемент которой является самостоятельным уплотнением.
3.1.7 область испытательных нагрузок (test load envelope): Область, ограниченная значениями нагрузок (осевой нагрузки, давления, изгибающей нагрузки) и температуры, в пределах которых соединение должно быть испытано в соответствии с настоящим стандартом.
Примечание - Изготовитель несет ответственность за выбор области испытательных нагрузок для изготовляемых им соединений (см. 4.1).
3.1.8 образец соединения (connection specimen): Два отрезка труб, соединенные между собой.
Примечание - Образец муфтового соединения состоит из отрезков концов труб с наружной резьбой (ниппельных элементов), соединенных муфтой с внутренней резьбой (раструбным элементом), образец раструбного соединения - из отрезков конца трубы с наружной резьбой (ниппельного элемента) и конца трубы с внутренней резьбой (раструбного элемента).
3.1.9 овальность уплотнения (seal ovality): Разность максимального диаметра уплотнения и минимального диаметра уплотнения, деленная на средний диаметр уплотнения и умноженная на 100.
Примечание - Овальность уплотнения выражается в процентах.
3.1.10 одноэлементное уплотнение (single seal): Одно уплотнение или несколько уплотнений, функции которых нельзя разделить физически.
3.1.11 партия (lot): Трубы одного размера, одной группы прочности, из стали одной плавки, которые подвергались термообработке в течение одного непрерывного процесса или в одной садке.
3.1.12 партия изделий с резьбой (thread lot): Изделия, изготовленные на резьбонарезном оборудовании в течение непрерывного производственного цикла, который не прерывался значительными поломками инструмента или неисправностями оборудования (исключая износ или незначительные поломки инструмента), заменой держателя (кроме черновой расточной оправки) или любыми другими сбоями в работе резьбонарезного оборудования или контроле калибрами.
3.1.13 патрубок (pup joint): Отрезок трубы или трубной заготовки для муфт, может быть с резьбой.
3.1.14 предельная нагрузка (limit load): Максимальное значение сочетания нагрузок (осевой нагрузки и (или) давления), которое определяет условия разрушения соединения, или максимальная нагрузка, вызывающая пластическую деформацию (например продольный изгиб) перед полным разрушением соединения (отказом).
3.1.15 разрушающая нагрузка (failure load): Нагрузка, при которой тело трубы или соединение полностью разрушаются в виде выхода соединения из сопряжения, растрескивания, значительной пластической деформации (например вспучивания или смятия) или значительной потери герметичности.
3.1.16 уплотнение по резьбе (thread seal): Уплотнение или система уплотнений, создающие герметичность соединения за счет точности профиля резьбы и резьбовой смазки, нанесенной на поверхность резьбы.
3.1.17 сильное заедание (severe galling): Заедание, последствия которого не могут быть устранены с помощью надфиля и шлифовальной шкурки.
3.1.18 соединение (connection): Резьбовое соединение двух концов труб с помощью муфты (муфтовое соединение) или двух концов труб без помощи муфты (раструбное соединение).
3.1.19 температура окружающей среды, комнатная температура (ambient temperature): Фактическая температура в помещении лаборатории при отсутствии остаточного нагрева образцов соединений после предшествующих термических испытаний.
3.1.20 умеренное заедание (moderate galling): Заедание, последствия которого могут быть устранены при помощи надфиля и шлифовальной шкурки.
3.1.21 уплотнение (seal): Элемент, препятствующий проникновению испытательной среды.
3.1.22 уплотнение металл-металл (metal-to-metal seal): Уплотнение или система уплотнений, создающие герметичность соединения за счет высокого контактного напряжения сопрягаемых металлических поверхностей.
Примечание - Резьбовая смазка может иметь как положительное так и отрицательное влияние на эксплуатационные характеристики уплотнения металл-металл.
3.1.23 упругое уплотнение (resilient seal): Уплотнение или система уплотнений, создающие герметичность соединения при помощи уплотнительных колец, установленных внутри соединения (например, в профиле резьбы, на уплотнительном участке и т.д.).
3.1.24 утечка (leak): Любое вытеснение текучей среды в измерительной системе во время выдержки соединения под давлением.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения:
- площадь сечения, рассчитанная по внутреннему диаметру трубы;
- площадь сечения, рассчитанная по наружному диаметру трубы;
- площадь поперечного сечения трубы;
- осевое усилие сжатия;
- заданный наружный диаметр трубы;
- внутренний диаметр;
- наружный диаметр;
- эффективная степень искривления, в градусах на 30 м;
- абсолютная погрешность калибровки нагрузочного устройства;
- относительная погрешность калибровки нагрузочного устройства, в процентах;
- усилие разрушения;
- осевое усилие растяжения или сжатия;
- эквивалентное осевое усилие изгиба;
- заявленная прочность образца соединения при сжимающей нагрузке;
- фактическое осевое усилие растяжения или сжатия;
- номинальное осевое усилие растяжения или сжатия;
- заявленная прочность соединения при частичной растягивающей нагрузке или разрушающей нагрузке;
- заявленная прочность соединения при растягивающей нагрузке, соответствующей началу текучести;
- момент инерции;
- коэффициент эффективности стойкости соединения к сжимающим нагрузкам;
- коэффициент эффективности стойкости соединения к внутреннему давлению;
- коэффициент эффективности стойкости соединения к внешнему давлению;
- коэффициент эффективности стойкости соединения к растягивающим нагрузкам;
,
- геометрические переменные;
- длина ниппельного элемента А от торца муфты (или торца раструбного элемента) до торцевой заглушки или начала крепления;
- длина ниппельного элемента В от торца муфты (или торца раструбного элемента) до торцевой заглушки или начала крепления;
- длина муфты или раструбного соединения;
- минимальная межопорная длина элемента соединения;
- изгибающий момент;
- сверхизгибающий момент;
- давление смятия по ИСО/ТР 10400 для наружного диаметра, толщины стенки и фактического предела текучести образца;
- внутреннее давление;
- внутреннее давление с изгибающей нагрузкой;
- высокое внутреннее давление;
- нормируемое внутреннее испытательное давление;
- низкое внутреннее давление;
- внутреннее давление начала текучести в теле трубы по ИСО/ТО 10400;
- внешнее испытательное давление;
- внешнее давление с изгибающей нагрузкой;
- нормируемое внешнее испытательное давление;
- давление при повышенной температуре при термоциклическом испытании
- давление, вызывающее на внутренней поверхности напряжение
;
- фактическая скорость утечки;
- наблюдаемая скорость утечки;
R - радиус кривизны оси тела трубы;
- предел прочности ниппельного или раструбного элементов, равный 100% минимального предела прочности при растяжении исходной заготовки (при комнатной или повышенной температуре);
- предел текучести ниппельного или раструбного элементов, равный 100% минимального предела текучести исходной заготовки (при комнатной или повышенной температуре);
- напряжение, равное 90%
для испытаний серий A и B, 80%, 90% и 95% для серии С;
- заданная толщина стенки трубы;
- минимальная толщина стенки образца;
- фактическая минимальная толщина стенки трубы;
T - осевое усилие растяжения;
- эффективность системы обнаружения утечек;
- напряжение;
- осевое напряжение без изгиба;
- осевое напряжение с изгибом;
- осевое напряжение со сверхкритическим изгибом;
- осевое напряжение, вызванное изгибом;
- осевое напряжение, вызванное сверхкритическим изгибом;
- предел текучести в осевом направлении при сжатии, если оно присутствует, в обратном случае предел текучести в осевом направлении при растяжении;
- окружное (тангенциальное) напряжение;
- окружное (тангенциальное) напряжение по наружному диаметру;
- радиальное (нормальное) напряжение;
- радиальное (нормальное) напряжение по наружному диаметру;
- предел текучести в поперечном направлении при растяжении, если оно присутствует, в обратном случае предел текучести в осевом направлении при растяжении;
- определенный предел текучести при сжатии, если оно присутствует, в обратном случае предел текучести в осевом направлении при растяжении;
- эквивалентное напряжение по Мизесу;
- предел текучести в осевом направлении при растяжении.
3.3 Сокращения
В настоящем стандарте приняты следующие сокращения:
CAL - уровень применения соединения, для которого при испытании получены удовлетворительные результаты;
CCS - критическое поперечное сечение;
CCW - направление против хода часовой стрелки;
CW - направление по ходу часовой стрелки;
CEPL - нагрузка (растяжение), возникающая под действием внутреннего давления на элемент соединения с торцевой заглушкой;
CEYP - давление, соответствующее началу текучести материала элемента соединения с торцевой заглушкой;
CRA - коррозионно-стойкие стали и сплавы;
EUE - элемент с наружной высадкой и резьбовым соединением EUE;
FMU - образец соединения в состоянии после окончательного свинчивания;
LL - предельная нагрузка;
LP - точка приложения нагрузки;
LP1 - вариант испытания предельной нагрузкой 1;
LP2 - вариант испытания предельной нагрузкой 2;
LP3 - вариант испытания предельной нагрузкой 3;
LP4 - вариант испытания предельной нагрузкой 4;
LP5 - вариант испытания предельной нагрузкой 5;
LP6 - вариант испытания предельной нагрузкой 6;
LP7 - вариант испытания предельной нагрузкой 7;
LP8 - вариант испытания предельной нагрузкой 8;
M/B - свинчивание-развинчивание;
MBG - испытание образца на заедание при свинчивании-развинчивании;
MC - механический цикл;
MT - материал пробы для испытаний;
MTC - соединение с уплотнением металл-металл;
MTM - уплотнение металл-металл;
MU - свинчивание;
OCTG - трубные изделия нефтяного сортамента;
PTFE - политетрафторэтилен;
RS - упругое уплотнение;
SRG - проточка под уплотнительное кольцо;
TC - термический цикл;
TLE - область испытательных нагрузок;
TSC - соединение с уплотнением по резьбе;
VME - эквивалентное напряжение по Мизесу.
4 Общие требования
4.1 Геометрические параметры соединения, область испытательных нагрузок и эксплуатационные характеристики соединения
Изготовитель должен представить геометрические параметры и эксплуатационные характеристики соединения с указанием уровня применения соединения и его свойств в виде прочности на растяжение, сжатие, изгиб, кручение, выдерживаемого внутреннего давления, внешнего давления. См. перечень геометрических параметров соединения и данные в таблице 1. Изготовитель должен представить чертеж представительного поперечного сечения соединения. Он должен также представить в графической форме область испытательных нагрузок (график VME) и количественные значения предельных нагрузок. Для получения области испытательных нагрузок для соединения и расчета испытательных нагрузок следует использовать собственный метод расчета, применяемый изготовителем. Можно также использовать данные о работоспособности или метод, изложенный в приложении B.
Приложение B является средством, при помощи которого изготовитель или заказчик может оценить область испытательных нагрузок, используя для этого модель работы соединения, основанную на работоспособности отдельных критических сечений соединения.
Изготовитель должен установить по возможности полнее предельные нагрузки для каждого соединения. Заказчик может также произвести независимую оценку предельных нагрузок. Предельные нагрузки должны быть больше, чем область испытательных нагрузок.
Очень важно, чтобы комбинированная несущая способность соединения, выраженная в виде области испытательных нагрузок, была близка к условиям, когда чувствительность соединения к главной нагрузке меняется с давления на осевую силу и (или) изгиб и наоборот. Аналитические и эмпирические уравнения для расчета соединений должны устанавливать область испытательных нагрузок для всех комбинаций давления и осевого усилия и для изгиба (если необходимо). Эти уравнения должны быть также применимы для расчета испытательных нагрузок исходя из фактического предела текучести и геометрических параметров образца соединения и должны учитывать другие требования к прочности конструкции и герметичности соединения. Форма уравнений должна облегчать расчет давления при заданной осевой нагрузке с учетом или без учета изгиба.
Поскольку конструкция соединений обсадных и насосно-компрессорных труб и их эксплуатационные характеристики могут меняться в широких пределах, невозможно установить общее требование к минимальному числу значений для расчета в табличном формате. Тем не менее, предполагается, что для определения испытательных и предельных нагрузок будет достаточно около 10 комбинаций нагрузок от давления и осевого усилия на квадрант. Если конструкция соединения отличается изменениями в чувствительности к нагрузкам, то необходимо предусмотреть учет нагрузок, при которых меняется чувствительность.
При расчете несущей способности тела трубы и соединения цель настоящего стандарта заключается в том, чтобы испытание образца соединения проводилось по возможности при наиболее высокой нагрузке или комбинации нагрузок, допустимых с точки зрения безопасности.
В том случае, когда непредвиденные обстоятельства приведут к отклонению от установленных требований или процедур, такие отклонения должны быть точно указаны в документации.
4.2 Контроль качества
Все процедуры контроля качества при изготовлении образцов соединений для испытаний должны быть документированы и должны соответствовать процедурам, используемым при изготовлении соединений для реальной эксплуатации в скважине. Изготовитель должен обеспечить изготовление соединений для испытаний по настоящему стандарту той же конструкции, с теми же размерами и предельными отклонениями размеров (см. раздел 6), что и соединения для реальной эксплуатации в скважине. Изготовитель соединений должен оформить сертификат соответствия, например по [1]. Изготовитель должен разработать план контроля процесса, включающий номер процедуры или номер чертежа, а также уровни пересмотра всех относящихся вторичных документов (на изготовление, калибровку измерительного инструмента, процедуру измерения, поверхностную обработку и т.п.). В процессе изготовления образцов соединений для испытаний должны применяться эти процедуры и любые другие, которые будут сочтены необходимыми для обеспечения соответствия продукции требованиям эксплуатации в полевых условиях (см. A.4).
5 Общие требования к испытаниям
5.1 Классы испытаний
5.1.1 Принципы классификации
Данные о работоспособности соединений получают в ходе испытаний. Если соединение выдержало испытания, это означает, что оно соответствует устанавливаемому уровню применения соединения. Если соединение не выдержало некоторых или всех испытаний, это может привести либо к пересмотру конструкции соединения, либо к пересмотру испытательных или предельных нагрузок. В первом случае испытания необходимо повторить. Во втором случае необходимо повторить испытания с неудачным результатом, так, чтобы они соответствовали пересмотренной комбинации нагрузок.
Устанавливаются четыре класса испытаний (четыре уровня применения) соединений, соответствующие возрастающим механическим нагрузкам при эксплуатации соединений обсадных и насосно-компрессорных труб. Повышение сложности испытаний по разным классам достигается увеличением числа испытываемых параметров и числа образцов соединения.
Классы испытаний не охватывают всех возможных условий эксплуатации. В настоящем стандарте не рассматривается присутствие коррозионной среды, которая может существенно повлиять на работоспособность соединения.
Пользователь настоящего стандарта должен сам установить требуемый уровень применения соединения исходя из конкретных требований эксплуатации. Специалисты, использующие соединение, должны знать установленный уровень его применения, область испытательных нагрузок и предельные нагрузки. Установлены следующие уровни применения соединений CAL:
a) Уровень применения соединений IV (восемь образцов) - особо тяжелый уровень.
Соединения уровня CAL IV предназначены для сборки обсадных и насосно-компрессорных труб, служащих для добычи и нагнетания рабочей среды на газовых скважинах. Процедуры испытаний этого уровня предусматривают нагружение соединений циклическими нагрузками внутренним давлением, внешним давлением, растяжением, сжатием, изгибом, интенсивными термическими нагрузками и сочетанием термического воздействия, давления и растяжения при суммарном воздействии газа под давлением при температуре 180°С в течение около 50 ч. Испытания при предельных нагрузках до разрушения проводят во всех четырех квадрантах диаграммы осевое усилие - давление.
b) Уровень применения соединений III (шесть образцов) - тяжелый уровень.
Соединения уровня CAL III предназначены для сборки обсадных и насосно-компрессорных труб, служащих для добычи и нагнетания рабочей среды на газовых и нефтяных скважинах. Процедуры испытаний этого уровня предусматривают нагружение соединений циклическими нагрузками внутренним давлением, внешним давлением, растяжением и сжатием. Изгиб не является обязательной нагрузкой при испытаниях соединений этого уровня. Испытания термическими нагрузками являются менее тяжелыми, чем для уровня IV, и предусматривают сочетание термического воздействия, давления и растяжения при суммарном воздействии газа под давлением при температуре 135°С в течение 5 ч. Испытания при предельных нагрузках до разрушения проводят во всех четырех квадрантах диаграммы осевое усилие - давление.
c) Уровень применения соединений II (четыре образца) - средний уровень.
Соединения уровня CAL II предназначены для сборки обсадных и насосно-компрессорных труб, защитных обсадных труб, служащих для добычи и нагнетания рабочей среды на газовых и нефтяных скважинах, при ограниченном воздействии высокого внешнего давления. Процедуры испытаний этого уровня предусматривают нагружение соединений циклическими нагрузками внутренним давлением, растяжением и сжатием. Изгиб не является обязательной нагрузкой при испытаниях соединений этого уровня, а нагружение внешним давлением не проводится. Испытания термическими нагрузками и сочетанием термического воздействия, давления и растяжения такие же, как для уровня III. Испытания при предельных нагрузках до разрушения проводят при воздействии внутреннего давления и осевой нагрузки.
d) Уровень применения соединений I (три образца) - легкий уровень.
Соединения уровня CAL I предназначены для применения на нефтяных скважинах. Процедуры испытаний этого уровня предусматривают нагружение соединений циклическими нагрузками внутренним давлением, растяжением и сжатием с использованием для испытаний жидкой среды. Изгиб не является обязательной нагрузкой при испытаниях соединений этого уровня, а нагружение внешним давлением не проводится. Испытания проводят при комнатной температуре. Испытания при предельных нагрузках до разрушения проводят в двух квадрантах диаграммы осевое усилие - давление.
5.1.2 Предыдущие испытания
Результаты испытаний соединений, проводившихся до внедрения настоящего стандарта, могут быть использованы в рамках процесса верификации конструкции или испытаний на применимость при условии, что стороны, вступающие в соглашение на основе настоящего стандарта, придут к соглашению о том, что такие испытания проводились по существу в соответствии с техническими и документальными требованиями настоящего стандарта и дали сопоставимые результаты.
5.1.3 Сокращенные испытания и отклонения от условий испытания
Некоторые из испытаний по настоящему стандарту могут оказаться достаточными для подтверждения применимости соединений для конкретных условий эксплуатации без проведения всей программы испытаний. Такие случаи могут иметь место при наличии соответствующего опыта и результатов других испытаний, например соединений другого размера. Допускаются отклонения от установленных испытаний при соблюдении следующих условий:
a) планируемые отклонения заранее четко оговорены в документации;
b) отклонения точно согласованы между заинтересованными сторонами;
c) отклонения четко указаны в сводном отчете и в полном отчете по испытаниям.
Вопросы аттестации серии изделий и использования при этом интерполяции и экстраполяции рассмотрены в приложении G. По согласованию могут быть установлены более строгие требования к приемке, к чувствительности и (или) к представлению более обширных информационных данных.
5.2 Матрица испытаний
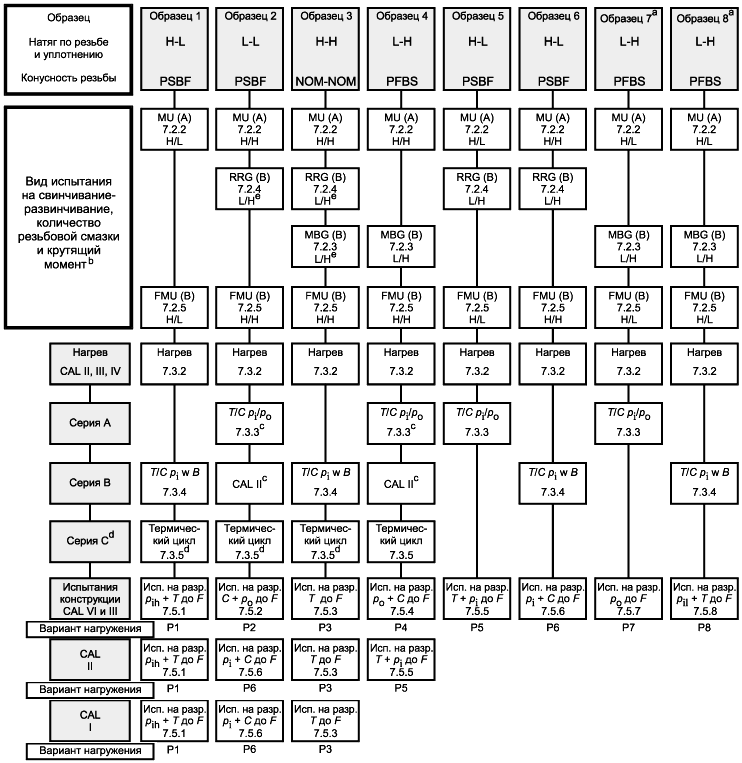
В таблице 1 приведены матрица, связывающая уровень применения соединения и общее число образцов соединения, их идентификационные номера и виды проводимых испытаний. На рисунке 1 приведено графическое представление программы испытаний. Образцы соединения могут испытываться сериями из нескольких образцов, собранных в одной компоновке. Однако испытательные нагрузки должны быть установлены по самому высокому уровню, соответствующему наиболее прочному образцу соединения.
Таблица 1 - Матрица испытаний, серии испытаний и идентификационные номера образцов соединений
Уровень приме- | Серия A | Серия В | Серия С | Температура нагрева и термического цикла | Среда для испытания внутренним давлением (внешняя среда - жидкая среда) |
CAL IV | При комнатной температуре | Требуется изгиб при комнатной температуре | 5 механических циклов при комнатной температуре. | 180°С | Газ |
Общее число образцов - 8 | Образцы 2, 4, 5, 7 | Образцы 1, 3, 6, 8 | Образцы 1, 2, 3, 4 | ||
CAL III | При комнатной температуре | Изгиб при комнатной температуре необязателен | 5 механических циклов при комнатной температуре. | 135°С | Газ |
Общее число образцов - 6 | Образцы 2, 4, 5 | Образцы 1, 3, 6 | Образцы 1, 2, 3, 4 | ||
CAL II | Испытание внешним давлением не требуется | Изгиб при комнатной температуре необязателен | 5 механических циклов при комнатной температуре. | 135°С | Газ |
Общее число образцов - 4 | Образцы 1, 2, 3, 4 | Образцы 1, 2, 3, 4 | |||
CAL I | Испытание внешним давлением не требуется | Изгиб при комнатной температуре необязателен | Термоциклическое испытание не требуется | Термо- | Жидкая среда |
Общее число образцов - 3 | Образцы 1, 2, 3 | ||||
| |||||
________________
Для CAL III образцы 7 и 8 не используются.
Относится только к CAL II, CAL III и CAL IV. Условия свинчивания-развинчивания для CAL I см. в таблицах 5 и 6.
Образцы для CAL II подвергают испытаниям только серии A и серии B (см. таблицу 1).
Образцы для CAL I не подвергают испытаниям серии C (см. таблицу 1).
Испытание RRG на образцах 2 и 3 для CAL I не требуются. Образец 2 испытывают только на MU. Образец 3 испытывают на MBG.
Рисунок 1 - Программа испытаний для определения CAL
Примечание - На рисунке использованы следующие сокращения и обозначения:
PSBF - малая конусность резьбы ниппельного элемента и большая конусность резьбы раструбного элемента;
PFBS - большая конусность резьбы ниппельного элемента и малая конусность резьбы раструбного элемента;
NOM-NOM - номинальная конусность резьбы ниппельного элемента и номинальная конусность резьбы раструбного элемента;
H-L - высокий натяг по резьбе - низкий натяг по уплотнению;
L-L - низкий натяг по резьбе - низкий натяг по уплотнению;
Н-Н - высокий натяг по резьбе - высокий натяг по уплотнению;
L-H - низкий натяг по резьбе - высокий натяг по уплотнению;
MU - свинчивание;
MBG - испытание на заедание при свинчивании-развинчивании;
RRG - "круговое" испытание на заедание при свинчивании-развинчивании;
FMU - окончательное свинчивание;
(A) - элемент соединения A;
(B) - элемент соединения B;
H/L - большое количество смазки и низкий крутящий момент;
H/H - большое количество смазки и высокий крутящий момент;
L/H - малое количество смазки и высокий крутящий момент;
![]() - растяжение, сжатие, внутреннее давление и внешнее давление;
- растяжение, сжатие, внутреннее давление и внешнее давление;
![]() - растяжение, сжатие, внутреннее давление и изгиб;
- растяжение, сжатие, внутреннее давление и изгиб;
p+T до F - высокое внутреннее давление с растяжением, возрастающим до разрушения;
C+р до F - сжатие с внешним давлением, возрастающим до разрушения;
T до F - растяжение до разрушения;
р+C до F - внешнее давление с сжатием, возрастающим до разрушения;
T+p до F - растяжение с внутренним давлением, возрастающим до разрушения;
p+C до F - внутреннее давление с сжатием, возрастающим до разрушения;
p до F - внешнее давление, возрастающее до разрушения;
p+T до F - низкое внутреннее давление с растяжением, возрастающим до разрушения.
Рисунок 1, лист 2
5.3 Программа испытаний
5.3.1 Физические испытания
В соответствии с процедурами, установленными в настоящем стандарте, проводят программу физических испытаний на свинчивание-развинчивание, испытаний при комбинированных нагрузках и испытаний при предельных нагрузках.
При этом необходимо строго соблюдать указания настоящего стандарта. Если возникнут неблагоприятные условия, не предусмотренные настоящим стандартом, то все отклонения от его требований должны быть указаны в отчетах по испытаниям. Кроме того, необходимо оформить заявление с обоснованием того, что результаты испытаний можно считать адекватными.
5.3.2 Оценка результатов испытаний
5.3.2.1 Общие положения
Оценка результатов выполнения программы физических испытаний по разделу 8 проводится, как указано в 5.3.2.1-5.3.2.4.
5.3.2.2 Результаты испытаний, соответствующие устанавливаемому CAL
Если результаты соответствуют требованиям к испытаниям на свинчивание-развинчивание, испытаниям при комбинированных нагрузках и испытаниям при предельных нагрузках, то соединение данного размера и данной группы прочности (т.е. из материала с данным пределом текучести и данным химическим составом) считается соответствующим устанавливаемому CAL.
На испытания под предельными нагрузками установлены минимальные критерии приемки, определяющие, выдержало ли соединение испытание. Область испытательных нагрузок TLE может быть скорректирована после проведения испытания, как это описано ниже, так, чтобы считалось, что соединение его выдержало.
5.3.2.3 Результаты испытаний, не соответствующие устанавливаемому CAL
Если результаты испытаний не соответствуют требованиям к испытаниям при комбинированных нагрузках, то результаты следует оценить с целью:
a) пересмотра конструкции соединения с последующим полным повторным испытанием;
b) пересмотра области испытательных нагрузок с последующим повторным испытанием всех образцов соединения, которые не соответствуют требованиям пересмотренной области испытательных нагрузок для данного образца соединения.
При преждевременном разрушении в ходе испытания предельной нагрузкой необходимо:
- пересмотреть конструкцию соединения с последующим полным повторным испытанием всех образцов соединения;
- пересмотреть область испытательных нагрузок TLE.
Если результаты испытаний соответствуют пересмотренным требованиям к области испытательных нагрузок и к предельным нагрузкам, то дальнейшие испытания или другие действия не требуются. Все предельные нагрузки должны превышать область испытательных нагрузок.
В случае неисправности испытательного оборудования или нарушения условий испытания, что не связано с конструкцией соединения, нет необходимости в пересмотре конструкции соединения, области испытательных нагрузок или предельных нагрузок, однако необходимо полностью повторить испытание основных или заменяющих образцов соединения. Любое событие, не соответствующее критериям приемки, необходимо указать в протоколе испытаний. Количество повторных испытаний и потребность в повторных испытаниях необходимо включить в сводный отчет и в подробные отчеты по отдельным испытаниям.
5.3.2.4 Отчет о результатах испытаний
Оценку результатов испытаний указывают в первой части полного и сводного отчетов по испытаниям. Все утечки из соединения независимо от объема и скорости должны быть указаны в перечне данных и на графиках давления. Все утечки из оборудования независимо от объема и скорости также должны быть указаны на графиках давления.
5.4 Требования к калибровке и аккредитации
5.4.1 Аккредитация
Лаборатория, проводящая испытания по настоящему стандарту, должна быть:
a) либо аккредитована национальной или международной аккредитационной организацией;
b) либо полностью соответствовать требованиям, приведенным в 5.4.2-5.4.5.
5.4.2 Калибровка оборудования
До начала проведения испытаний необходимо убедиться, что все нагрузочные устройства, которые будут использованы в ходе испытаний, имеют действующую калибровку. Исходя из опыта испытательной лаборатории или изготовителя соединений необходимо также периодически проводить калибровку измерительной и регистрирующей аппаратуры, такой как манометры и термопары. Эталоны испытательной лаборатории, используемые для калибровки, и все калибровки должны быть документированы. Копии отчетов о текущих калибровках нагрузочного устройства, приборов для измерения температуры, давления и крутящего момента должны быть включены в подробный отчет по испытаниям.
Допускается проведение калибровки в ходе испытаний исходя из требуемых испытательных нагрузок и накопленного опыта использования оборудования.
5.4.3 Ежегодная калибровка нагрузочного устройства
Каждое нагрузочное устройство, используемое для испытаний осевой или комбинированной нагрузкой, необходимо, по крайней мере, ежегодно подвергать калибровке в режимах растяжения и сжатия при помощи приборов, например мессдоз, прослеживаемых до национальных эталонов.
Калибровка должна состоять из двух этапов, включающих, по крайней мере, 10 равных приращений нагрузки, начиная от минимальной калибровочной нагрузки до максимальной калибровочной нагрузки, т.е. охватывающей весь интервал нагружения. Интервал калибровки нагрузочного устройства должен перекрывать интервал нагрузок, которые будут использованы по программе испытаний. Максимальная калибровочная нагрузка устройства должна превышать наибольшую разрушающую нагрузку труб и соединений, подлежащих испытанию.
Абсолютную погрешность и относительную погрешность
находят как
![]() , (1)
, (1)
![]() , (2)
, (2)
где - нагрузка по показаниям приборов;
- фактическая нагрузка.
Относительная погрешность калибровки для всех нагрузок в рабочем интервале нагрузочного устройства не должна превышать ±1,0% (см. пример в приложении F).
5.4.4 Поверка нагрузочного устройства
В том случае, если нагрузочное устройство было подвергнуто воздействию высокой нагрузки, например нагрузки, выходящей за интервал калибровки, или нагрузки, которая может нарушить калибровку устройства, рекомендуется проверить соответствие калибровки нагрузочного устройства с использованием поверенных и аттестованных калибровочных устройств. Вместо использования калибровочного бруса можно также провести полную ежегодную калибровку нагрузочного устройства.
5.4.5 Калибровка преобразователей давления
Каждый преобразователь давления должен подвергаться ежегодной калибровке. Относительная погрешность измерений давления в нагрузочном интервале не должна превышать ±1,0%.
5.5 Предварительные испытания
Рекомендуется проведение предварительных испытаний, цель которых - предварительно оценить конструкцию соединения и процедуру испытаний до начала проведения официальных испытаний. После завершения предварительных испытаний образцы соединения для официальных испытаний должны быть снова свинчены, особенно при ограниченном числе образцов. Для предварительного испытания на герметичность соединения под давлением используют образцы с уплотнением металл-металл с малым натягом, а для испытания соединения на чувствительность к заеданию - образцы с большим натягом.
5.6 Испытания для определения свойств материала
Для определения предела текучести, необходимого для расчета испытательных нагрузок и критериев приемки, проводят механические испытания материала труб.
Механические свойства материала должны быть определены по документированной процедуре, соответствующей стандарту на изделие. Обычно это стандарт ИСО 11960 на изделия из низколегированных сталей или стандарт ИСО 13680 на изделия из коррозионно-стойких сталей. Для соединений нефтегазопроводных труб процедура должна соответствовать требованиям ИСО 3183 или стандарту API Spec 5L.
Примечание - В контексте настоящего положения стандарт ИСО 11960 эквивалентен стандарту API Spec 5СТ. В национальной промышленности могут применяться ГОСТ Р 53366, гармонизированный с ИСО 11960, и ГОСТ Р ИСО 13680, гармонизированный с ИСО 13680.
Образцы для испытаний на растяжение вырезают из обоих концов труб и трубных заготовок для муфт. Кроме того, такие же образцы вырезают из середины труб и трубных заготовок для муфт длиной более 3 м. Образцы для испытания на растяжение и результаты испытаний должны прослеживаться до исходных труб и места отбора образцов.
Альтернативное место отбора образцов указано на рис.C.1. Такое место отбора образцов обеспечивает определение прочности материала непосредственно у резьбового соединения. Если образцы отбираются, как показано на рис.C.1, то изготовитель должен изменить форму перечня данных по свойствам материала (форма C.1) и показать место отбора пробы, а также включить эскиз, аналогичный рис.C.1 и показывающий фактическое расположение проб и образцов. При применении альтернативного расположения от каждого участка для определения механических свойств необходимо отобрать пробу для испытания на растяжение при повышенной температуре. Значения предела текучести металла, определенные на образцах из участка, находящегося рядом с резьбой и предназначенные для оценки соединения, представляют собой значения, используемые для расчета испытательных нагрузок.
Следует использовать плоские образцы, что предпочтительно, или наибольшие возможные цилиндрические образцы (см. АСТМ А 370). Определенное значение предела текучести используется для расчетов. Для информации необходимо также определить условный 0,2% предел текучести. В перечне данных по свойствам материала (форма C.1) должен быть приведен эскиз пробы, отбираемой от образцов. Для одной трубы и для одной муфты необходимо привести диаграмму напряжение-деформация или нагрузка-деформация от нулевой деформации до деформации не менее 2% или до разрушения образца (что произойдет раньше) для одного образца при испытаниях серии A или серии B и при повышенной температуре для одного образца при испытаниях серии C.
Каждую пробу материала подвергают одному испытанию на растяжение при комнатной температуре.
Каждую среднюю пробу материала или одну из концевых проб заготовки для муфт длиной не менее 3 м подвергают одному испытанию на растяжение при повышенной температуре, равной 135°С для CAL II и CAL III и 180°С для CAL IV.
По каждому испытанию при повышенной температуре необходимо зарегистрировать фактическую температуру образца, определенную при помощи термопары, закрепленной на образце.
Каждую среднюю пробу материала или одну из концевых проб заготовки для муфт длиной не более 3 м подвергают химическому анализу.
Показатели свойств материала приводят в перечне данных по свойствам материала, форма C.1.
Примечание - Необходимо учитывать пределы аттестации соединения, если в пределах конкретной группы прочности испытываются трубы высокой прочности. Необходимо учитывать возможное влияние анизотропии механических свойств или остаточных напряжений в холоднодеформированных трубах из коррозионно-стойких сплавов (см. ИСО 13680). В таких случаях испытание на осевое растяжение может оказаться недостаточным для полной характеристики трубы.
5.7 Свинчивание и развинчивание
5.7.1 Сущность испытаний
Свинчивание и развинчивание соединения, как и применяемая при испытании резьбовая смазка, должны соответствовать рекомендациям по эксплуатации труб.
5.7.2 Смазка, используемая при свинчивании
Изготовитель соединения должен указать тип и количество (с допускаемыми отклонениями) смазки, наносимой на соединение, а также участки для нанесения смазки. Эти данные должны быть такими же, как и используемые в полевых условиях. Для всех образцов соединения должна использоваться одна и та же смазка. Рекомендуется указать минимальное и максимальное количество смазки в единицах массы. Изготовитель должен также представить фотографии и описание порядка нанесения смазки. На фотографиях должно быть показано соединение с минимальным и максимальным количеством смазки.
5.7.3 Моменты свинчивания
Моменты свинчивания, указанные в разделе 7, представляют собой максимальные или минимальные моменты, рекомендуемые изготовителем. В качестве большого задаваемого момента требуется не менее 95% от максимального момента, а в качестве низкого заданного момента требуется не более 105% от минимального момента. Если фактический момент свинчивания находится за пределами рекомендуемого интервала, то соединение должно быть развинчено и снова свинчено. Изготовитель должен указать интервал окружных скоростей в об/мин при свинчивании соединения. Все образцы соединения должны быть свинчены при окружной скорости, составляющей не менее 90% от рекомендуемой максимальной скорости вращения в об/мин.
5.7.4 Свинчивание
Свинчивание всех соединений производится следующим образом, причем результаты записывают в форму С.2 для регистрации свинчивания и развинчивания образцов.
Перед каждым свинчиванием необходимо тщательно очистить и высушить элементы соединения, взвесить и зарегистрировать количество смазки, наносимой на каждый элемент (ниппельный и раструбный). Отслеживают и регистрируют моменты свинчивания и развинчивания на графике зависимости момента от числа оборотов. Разрешающая способность вращения должна быть не менее 0,001 оборота. В полный отчет по испытаниям включают такие графики для каждого свинчивания по разделу 7 и для каждого дополнительного свинчивания, если необходимо (см. раздел 8 и приложение D). На каждом графике должны быть указаны номер образца, ниппельного или раструбного элемента, номер свинчивания, дата, время и любые аномальные явления.
Для свинчивания используют такие же трубные ключи и плашки, как и в полевых условиях. Свинчивание должно производиться в вертикальном положении. При свинчивании муфтовых соединений не допускается плавающее положение муфты, т.е. каждая сторона муфты должна свинчиваться отдельно. Все оборудование для свинчивания и, по крайней мере, свинчивания одного соединения необходимо сфотографировать в процессе свинчивания. При креплении раструбного элемента необходимо контролировать усилие сжатия, чтобы не допустить искажения формы элемента с внутренней резьбой.
Во избежание повреждения ниппельных элементов при проведении свинчивания-развинчивания допускается установка на несвинчиваемый конец элемента специального предохранителя.
5.7.5 Развинчивание
Развинчивание образца соединения выполняют с помощью того же ключа и тех же устройств, которые использовались при свинчивании, в соответствии с процедурой, разработанной изготовителем. Результаты регистрируют в форме С.2.
5.7.6 Ремонт соединения после развинчивания
После каждого развинчивания допускается ремонт ниппельных и раструбных элементов с использованием только тех средств, которые рекомендованы изготовителем соединения для применения в полевых условиях. Все случаи ремонта должны быть зарегистрированы с указанием затрат времени на ремонт. Необходимо указать в отчете все случаи заедания и другие несоответствия. Оценка заедания, включающая четкое описание размера и природы повреждения, должна быть выполнена в окончательном отчете. Необходимо сфотографировать участки заедания, участки ремонта, эти же участки после следующего развинчивания и после окончательного развинчивания и включить фотографии в окончательный отчет.
5.7.7 Контроль свинчивания соединения
После каждого развинчивания образцы соединений тщательно осматривают. Оценивают и отмечают на диаграммах зависимости момента от числа оборотов все наблюдаемые случаи заедания. На этих же диаграммах отмечают все нарушения процесса свинчивания (проскальзывание конца трубы или муфты в плашках трубного ключа, сбои компьютера или скачки электрического сигнала, не отмеченные на диаграмме, и т.п.). В числе данных по геометрическим параметрам соединения (форма C.3) регистрируют также результаты контроля размеров образца.
5.8 Выявление утечек при внутреннем давлении
5.8.1 Сущность испытаний
Требования к утечкам имеют особо важное значение для тех соединений, которые должны быть непроницаемыми для газа или жидкой среды. Для соединений разного типа ниже приведены альтернативные методы выявления утечек. Соединения обсадных и насосно-компрессорных труб подвергают воздействию внутреннего давления и наблюдают за их поведением при помощи системы выявления и измерения всех утечек соединения.
5.8.2 Среды для создания давления
Все испытания внутренним давлением соединений CAL II, III и IV, проводимые по области испытательных нагрузок, должны осуществляться с использованием сухого азота. По выбору любой из сторон, участвующих в испытаниях, к азоту можно добавлять 5% гелия в качестве газа-индикатора. Все испытания внутренним давлением соединений CAL I, проводимые по области испытательных нагрузок, должны осуществляться с использованием жидкой среды, не содержащей твердых включений, или сухого азота, как это согласовано в программе испытаний. Все испытания при предельных нагрузках, например плановые испытания до разрушения, должны проводиться с использованием жидкой среды в качестве средства для создания давления, если в программе испытаний не указано иное.
5.8.3 Безопасность испытания
Для обеспечения безопасности испытания газом под давлением проводят с установленной в образце соединения болванкой-наполнителем. Материал болванки не должен быть пористым и не должен быстро выделять содержащуюся в ней рабочую среду, чтобы не мешать интерпретации результатов испытания. Размеры болванки должны быть такими, чтобы существенно уменьшить внутренний объем соединения, но не приводить к механическому взаимодействию с образцом при его деформации в ходе испытания (см. рисунок 8 в 5.10.2). Болванку необходимо отцентрировать так, чтобы исключить ее контакт с образцом соединения в процессе испытания.
5.9 Устройства для выявления утечек при испытании внутренним давлением
5.9.1 Варианты устройств
Образец испытываемого соединения оснащают, по крайней мере, одним из следующих устройств для выявления утечек при испытании внутренним давлением. Если испытания проводятся при повышенной температуре, то материалы устройства должны быть применимы для использования при температурах выше температуры испытания.
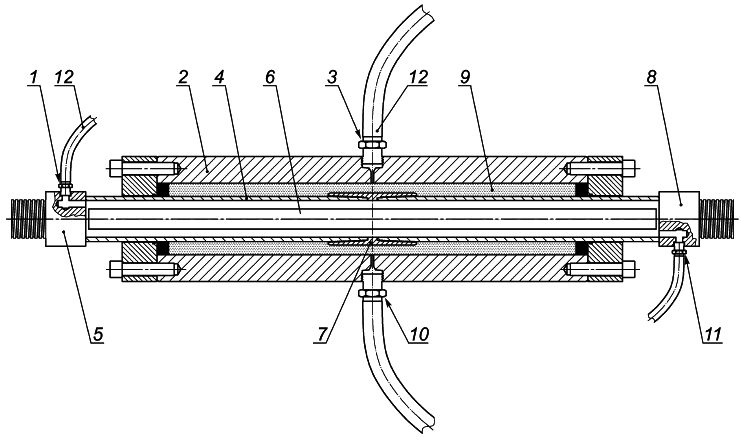
5.9.2 Устройство с уплотнительными кольцами (рисунок 2)
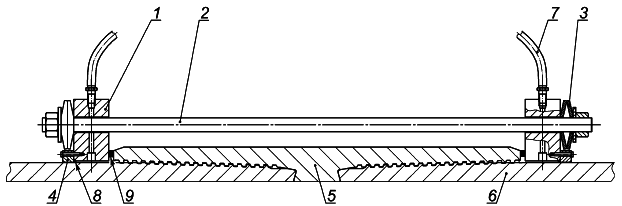
1 - металлический фланец; 2 - шпилька; 3 - пружины; 4 - гайка; 5 - муфта; 6 - ниппельный элемент; 7 - гибкий шланг; 8 - уплотнительное кольцо; 9 - плоская прокладка
Рисунок 2 - Устройство, устанавливаемое на раструбный элемент, для выявления утечек при испытании внутренним давлением
Устройство состоит из уплотнительного кольца, прижимаемого к торцу, или наружной поверхности раструбного элемента при помощи фланца, имеющего не менее четырех сквозных отверстий под шпильки, которыми фланцы плотно прижимаются к торцу раструбного элемента. Уплотнение между фланцем и ниппельным элементом создают с помощью отдельного прижимного уплотнительного кольца.
5.9.3 Устройство с гибким шлангом (рисунок 3)
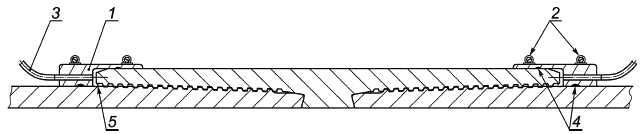
1 - гибкое уплотнение; 2 - хомуты для шланга; 3 - металлическая трубка или гибкий шланг (при испытаниях серии C - из теплостойкого материала); 4 - герметизирующий материал; 5 - небольшой зазор для повышения чувствительности выявления утечек
Рисунок 3 - Устройство с гибким уплотнением для выявления утечек при испытании внутренним давлением
Устройство с гибким шлангом-ловушкой из материала типа силикон устанавливают к торцу раструбного элемента. Зазоры между наружной поверхностью ниппельного и раструбного элементов и устройством заполняют герметизирующим материалом. Для крепления шланга на наружной поверхности ниппельного элемента и раструбном элементе используют фланцы. Между фланцем и наружной поверхностью элементов вводят трубку для отвода утечек газа, также уплотняемую герметизирующим материалом.
5.9.4 Устройство, встраиваемое в раструбный элемент (рисунок 4)

1 - отверстие с резьбовым штуцером на участке муфты, соответствующем сбегу резьбы трубы; 2 - герметизирующий материал; 3 - гибкий шланг
Рисунок 4 - Устройство с отверстием в раструбном элементе для выявления утечек при испытании внутренним давлением
Для выхода утечек газа на участке вблизи торца раструбного элемента, соответствующем сбегу резьбы ниппельного элемента, сверлят сквозное радиальное отверстие. В отверстии нарезают резьбу и ввертывают в него штуцер с гибким шлангом. Торец раструбного элемента уплотняют во избежание неконтролируемой утечки газа.
Свинчивание образца соединения проводят следующим образом:
a) перед свинчиванием соединения сверлят отверстия, нарезают в них резьбу и удаляют заусенцы;
b) свинчивают соединение;
c) в сверленые отверстия ввинчивают штуцеры с использованием герметизирующего материала, например PTFE;
d) очищают торцы раструбного элемента и уплотняют их при помощи силиконового или другого герметизирующего материала;
e) дают герметизирующему материалу затвердеть.
5.9.5 Испытание устройств для выявления утечек при внутреннем давлении
Устройства испытывают следующим образом:
a) проверяют герметизирующий материал и штуцер на утечки, для чего присоединяют шланг к источнику воздуха или азота, создающему давление от 0,007 до 0,014 МПа. Перекрывают подвод газа и наблюдают по манометру за падением давления;
b) если необходимо, исправляют или герметизируют устройство;
c) периодически вывинчивают штуцер, прочищают отверстие и возобновляют испытание, как описано выше;
d) по согласованию отверстия могут быть выполнены с уплотнением металл-металл.
5.9.6 Чувствительность системы выявления утечек при внутреннем давлении
Система наблюдения и измерения утечек при внутреннем давлении должна обладать чувствительностью к утечкам не хуже 0,9 см за 15 мин при использовании для измерения градуированного цилиндра с ценой деления 0,1 см
или не хуже 0,0001 см
/с при стандартных условиях измерения газовым хроматографом или спектрометрической системой. При использовании в качестве газа-индикатора гелия система измерения с градуированным цилиндром должна обладать способностью улавливать выделяющийся газ для определения содержания гелия с целью проверки необходимости учета или отказа от учета утечек.
При использовании градуированного цилиндра необходимо предусмотреть компенсацию изменений барометрического давления, которые могут оказывать влияние на чувствительность к утечкам. Рекомендуется перед началом испытаний настроить отдельный градуированный цилиндр (см. рисунок 5), имитирующий устройство для выявления утечек. Во время анализа этот имитационный цилиндр используется для установления наличия утечек в соединении или того, вызвано ли изменение изменением барометрического давления. Отдельный имитационный градуированный цилиндр должен содержать газовый объем, совпадающий с газовым объемом в перевернутом градуированном цилиндре испытываемых соединений.
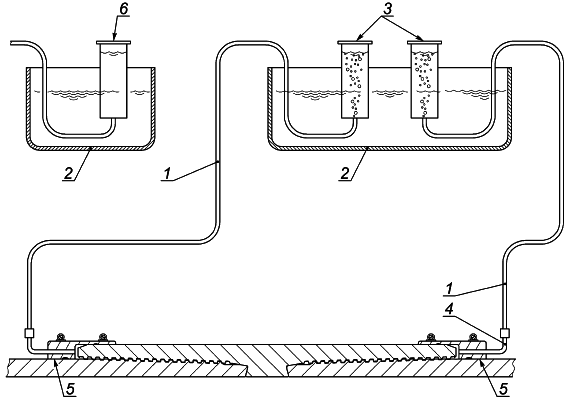
1 - гибкий шланг; 2 - сосуд с водой; 3 - градуированные цилиндры; 4 - теплостойкая трубка; 5 - устройство для выявления утечек; 6 - имитационный градуированный цилиндр того же размера и с той же высотой над уровнем воды, что и цилиндры 3
Рисунок 5 - Система для выявления утечек при внутреннем давлении пузырьковым методом
Индикаторы утечек можно оценивать в отношении источника утечки, если имеются основания подозревать, что утечка происходит не от испытываемого соединения. Для проверки того, происходят ли пузырьки от среды под давлением, а не от дегазации резьбовой смазки или от теплового расширения соединения или испытательного оборудования, можно использовать датчик, калиброванный на улавливание гелия. Оценка источника утечки должна быть основана на тщательном анализе газа утечки. Если утечка вызвана не соединением, а каким-то другим источником, например торцевыми заглушками, то необходимо устранить ее и продолжить испытание. Необходимо зарегистрировать все посторонние утечки и их источники (штуцер для отвода утечек, кран и т.п.). В отчете необходимо указать все индикаторы утечек и подробно объяснить причину, по которой утечка не принимается во внимание.
5.9.7 Пузырьковый метод выявления утечек при внутреннем давлении
5.9.7.1 Сущность метода
Система выявления утечек пузырьковым методом изображена на рисунке 5. Система основана на улавливании всего газа, выделяющегося из соединения, и его помещения в сосуд для измерения объема. Основные компоненты системы:
a) средство для улавливания газа типа ранее описанных устройств для выявления утечек;
b) трубка или гибкий шланг для соединения ловушки с газосборником;
c) газосборник, включающий прозрачный градуированный цилиндр с ценой деления не больше 0,1 см, наполненный водой. Гибкая трубка выведена в открытое пространство в верхней части цилиндра. Нижнюю часть цилиндра и трубку погружают в сосуд с водой и переворачивают (см. рисунок 5). Утечка видна в виде пузырьков, поднимающихся в цилиндре. Объем газа из пузырьков измеряют по шкале цилиндра.
5.9.7.2 Проверка системы для выявления утечек пузырьковым методом
Перед началом выполнения программы испытания соединения необходимо проверить систему на собственные утечки и оценить ее чувствительность.
a) Для проверки системы прикладывают давление воздуха или азота от 0,007 до 0,014 МПа. После стабилизации давления перекрывают подвод газа и в течение 2 мин наблюдают за давлением по манометру. Любое падение давления указывает на наличие утечек из системы, которые необходимо выявить и устранить. Процедуру повторяют до тех пор, пока давление газа не станет стабильным в течение по крайней мере 2 мин.
b) Эффективность системы оценивают, подводя к ней воздух и измеряя прирост объема воздуха в каждом цилиндре. Воздух подводят порциями по 1 см, по крайней мере, до объема 10 см
. Определяют среднее отношение подводимого и отводимого воздуха на графике (см. рисунок 6). Необходимо зарегистрировать начальный объем подводимого воздуха, нужный для того, чтобы воздух начал скапливаться в градуированном цилиндре, но этот объем не влияет на расчетную эффективность и поэтому не учитывается. Эффективность должна составлять не менее 70%, и если она ниже, то необходимо изменить конфигурацию системы и тем самым повысить чувствительность. Найденный показатель эффективности используется для коррекции всех наблюдаемых утечек и их объемов при испытании и рассчитывается по формуле
![]() , (3)
, (3)
где - фактическая утечка, указываемая в отчете;
- наблюдаемая утечка;
- эффективность системы.
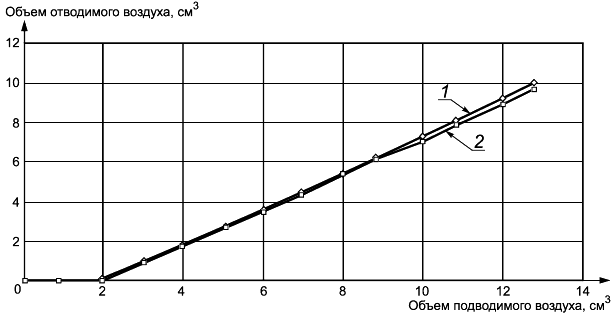
1 - элемент соединения A; 2 - элемент соединения B
Рисунок 6 - Пример графика для оценки чувствительности системы выявления утечек
5.9.7.3 Начало испытания
Перед началом испытания соединения в области испытательных нагрузок проводят предварительную зарядку каждой системы выявления утечек, вдувая воздух вблизи раструбного элемента до появления небольшого количества воздуха в градуированном цилиндре. Регистрируют этот объем в качестве начального количества газа, которое будет вычитаться из того количества газа, которое накопится в цилиндре в ходе испытания. Этот начальный объем воздуха должен быть достаточным, чтобы понизить уровень воды в цилиндре до начала шкалы перед испытанием.
5.9.8 Измерение утечек при внутреннем давлении гелиевым масс-спектрометром
5.9.8.1 Сущность метода
Система измерения утечек данным методом (рисунок 7) включает:
a) ловушку для газа;
b) трубку или гибкий шланг для соединения ловушки с линией подачи газа-носителя;
c) линию подачи чистого азота в качестве газа-носителя, соединенную с масс-спектрометром;
d) гелиевый масс-спектрометр, в котором, как правило, используется метод измерения утечек всасыванием, что требует обеспечения правильной работы всасывающего устройства при атмосферном давлении.
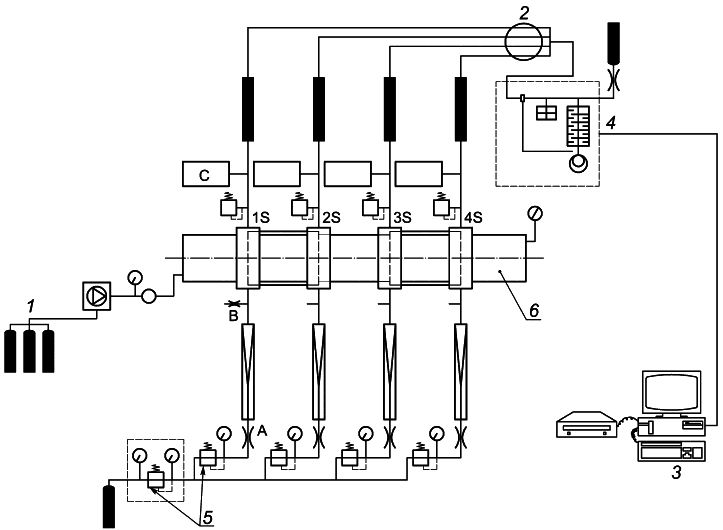
1 - источник внутреннего давления; 2 - переключатель отбора; 3 - устройство регистрации данных; 4 - масс-спектрометр; 5 - регуляторы подачи газа-носителя; 6 - образец (в данном случае - две муфты и 4 соединения 1S, 2S, 3S и 4S)
Рисунок 7 - Измерение утечек при помощи гелиевого масс-спектрометра
5.9.8.2 Точность системы
Система измерения утечек гелиевым масс-спектрометром должна обеспечивать в стандартных условиях измерение суммарных утечек 0,0001 см/с или ниже.
5.9.8.3 Калибровка системы
Всю систему необходимо откалибровать не реже, чем один раз в год, по рекомендациям изготовителя оборудования с использованием сертифицированного и калиброванного источника утечек. Калиброванный источник утечек используется вместо испытываемого образца соединения, а все остальные компоненты системы должны быть на месте.
5.9.8.4 Одновременное измерение утечек из нескольких образцов соединения
Для одновременного испытания нескольких образцов соединения или соединений можно использовать коллектор с переключателем. Необходимое минимальное время всасывания зависит от оборудования, и его следует определить и продемонстрировать перед началом испытания. От каждой линии необходимо отбирать пробу не реже чем один раз в минуту.
5.9.8.5 Проверка системы
Перед каждым испытанием продувают систему азотом или смесью азота с гелием и затем проверяют, всасывая газ через линию в сборе и ловушку. Проверяют правильное содержание гелия в смеси, чтобы убедиться в отсутствии засоров в линии.
5.10 Выявление утечек при внешнем давлении
5.10.1 Сущность метода
Соединения обсадных и насосно-компрессорных труб подвергают воздействию внешнего давления в системе, способной выявить возникающие при этом утечки. Выявление таких утечек считается более трудной задачей и происходит менее точно, чем выявление утечек при внутреннем давлении. Все испытания на выявление утечек при внешнем давлении проводятся с использованием пресной воды. При этом необходимо зарегистрировать все вытесненные объемы воды.
5.10.2 Безопасность испытания
Если испытание на выявление утечек при внешнем давлении осуществляется в сочетании с испытанием на выявление утечек при внутреннем давлении, то в образец необходимо поместить болванку-наполнитель, как описано в 5.8.3 (см. рисунок 8).
1 - отверстие к преобразователю давления для испытания внутренним давлением газа, для выявления утечек при испытании внешним давлением и для подвода воздуха с целью удаления воды после испытания внешним давлением; 2 - камера для создания внешнего давления; 3 - отверстие с гибким шлангом для выявления утечек при испытании внутренним давлением или к преобразователю давления при испытании внешним давлением; 4 - испытываемая труба; 5 - заглушка с верхним отверстием, см. позицию 1; 6 - болванка-наполнитель для уменьшения внутреннего объема; 7 - испытуемое соединение; 8 - заглушка с нижним отверстием, см. позицию 11; 9 - камера, заполненная водой; 10 - отверстие для подвода давления воды в камеру; 11 - отверстие для подвода давления газа, для наполнения водой при испытании внешним давлением, слива воды после испытания внешним давлением; 12 - гибкий шланг к системе измерения утечек, см. позицию 8 на рисунке 9
Рисунок 8 - Пример установки для испытаний серии A
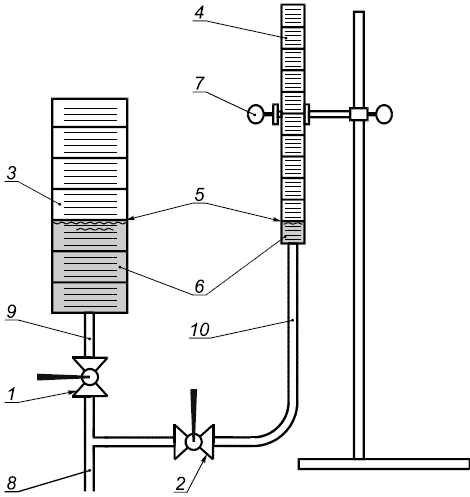
1 - вентиль перед большим градуированным цилиндром; 2 - вентиль перед небольшим градуированным цилиндром; 3 - большой открытый сверху градуированный цилиндр на 100-200 см; 4 - небольшой открытый сверху градуированный цилиндр примерно на 25 см
с ценой деления 0,1 см
; 5 - уровень воды; 6 - подкрашенная вода; 7 - регулируемый держатель, позволяющий в начале каждого периода выдержки разместить дно цилиндра на уровне, соответствующем от 100 до 200 см
; 8 - гибкий шланг, соединенный с верхней частью камеры при испытании внутренним давлением газа и с верхним отверстием одной из торцевых заглушек при испытании внешним давлением; 9 - гибкий шланг к большому цилиндру; 10 - гибкий шланг к небольшому цилиндру
Рисунок 9 - Пример системы измерения утечек при испытаниях серии А
5.10.3 Торцевые заглушки с отверстиями
Испытываемый образец соединения и торцевые заглушки должны иметь отверстия для заполнения образца водой, оснащенные штуцерами высокого давления, способными удержать внутреннее давление при проведении такого испытания. Обычно требуются два отверстия - одно для подвода воды и второе для отвода воздуха, расположенные на противоположных концах испытываемого образца соединения. Отверстие для отвода воздуха должно быть расположено таким образом, чтобы можно было полностью удалить воздух из соединения. Отверстия должны быть расположены так, чтобы можно было полностью удалить из соединения воду перед дальнейшим испытанием внутренним давлением газа.
5.10.4 Установка для испытаний серии A
Пример такой установки приведен на рисунке 8. В ходе испытаний этой серии внутреннее давление несколько раз меняется на внешнее и наоборот. Для сокращения продолжительности испытаний всю серию испытаний можно выполнять, не снимая камеру для создания внешнего давления. Эта внешняя камера может быть использована в качестве части системы выявления утечек при внутреннем давлении, если соблюдены следующие требования:
a) чувствительность выявления утечек должна составлять 0,001 см/с, однако абсолютная демонстрация может оказаться невозможной;
b) наружная камера и гибкий шланг должны быть наполнены водой;
c) для проверки возможных утечек проводят дополнительные испытания с целью подтверждения интенсивности и источника утечек.
5.10.5 Выявление утечек и их измерение по уровню воды
Для испытания на выявление утечек при внутреннем давлении заполняют водой гибкий шланг 12 (см. рисунок 8) вверху камеры и присоединяют его к системе измерения утечек (см. рисунок 9).
Для испытания на выявление утечек при внешнем давлении заполняют водой внутреннее пространство образца соединения через гибкий шланг 1 (см. рисунок 8) и присоединяют его к системе измерения утечек (см. рисунок 9).
При испытании на выявление утечек при внешнем давлении испытываемое соединение и часть трубы по обе стороны от него охвачены камерой 2. Установлено, что при проведении этого испытания немедленно после приложения полного давления и осевой нагрузки может иметь место вытеснение значительного объема воды (больше 0,9 см за 15 мин). При этом интенсивность вытеснения воды обычно постепенно уменьшается. Поэтому необходим стабилизационный период перед началом выдержки под давлением по ИСО. С учетом этой особенности испытание на выявление утечек при внешнем давлении проводится следующим образом:
a) прикладывают полное внешнее испытательное давление и закрывают вентили на напорной линии от насоса;
b) после закрытия вентилей может оказаться необходимым небольшое превышение давления, чтобы поддержать требуемое давление;
c) вскоре после закрытия вентилей (в течение примерно 2 мин) начинают регистрировать нагрузки, давление и объем утечки;
d) продолжают регистрировать нагрузки, давление и объем утечки с интервалом 5 мин;
e) оценивают тенденцию изменения объема утечек. Снижение объема утечек считается нормальным явлением и указывает на отсутствие утечек из соединения. Постоянные утечки объемом более 0,9 см за 15 мин или растущие объемы утечки указывают на возможную утечку из соединения;
f) при соблюдении следующих условий считается, что во время выдержки утечки из соединения не имеют места:
1) при выдержке продолжительностью 15 мин:
- имели место 4 последовательные выдержки по 5 мин;
- сумма утечек за первые три выдержки по 5 мин и за последние три выдержки по 5 мин, т.е. за две последовательные выдержки по 15 мин не превышает 0,9см;
- утечки за выдержки по 5 мин не имеют тенденции к увеличению;
2) при выдержке продолжительностью 60 мин:
- имели место 13 последовательных выдержек по 5 мин;
- сумма утечек за первые 12 выдержек по 5 мин и за последние 12 выдержек по 5 мин, т.е. за две последовательные выдержки по 60 мин не превышает 0,9 см за 15 мин;
- утечки за выдержки по 5 мин не имеют тенденции к увеличению.
В начале испытания на выявление утечек как от внутреннего, так и от внешнего давления, большой градуированный цилиндр (см. рисунок 9) должен быть заполнен водой примерно наполовину. Перед приложением и регулировкой испытательных нагрузок открывают вентиль 1 (см. рисунок 9) и закрывают вентиль 2. При приложении испытательных нагрузок уровень воды в большом цилиндре будет повышаться или понижаться. В начале выдержки под давлением открывают вентиль 2 и перемещают небольшой цилиндр вверх или вниз так, чтобы уровень воды в нем стал близким к дну цилиндра. Затем закрывают вентиль 1. При утечке из образца соединения уровень воды в небольшом цилиндре будет повышаться, и его измерение позволяет судить об интенсивности утечки. К воде в цилиндрах рекомендуется добавить краситель, что облегчит наблюдение за уровнем воды в них.
Регистрируют уровень воды в небольшом цилиндре в начале и конце каждого периода выдержки, а при наличии утечки - с интервалами по 7.3.2, чтобы определить характеристики утечки.
5.11 Сбор данных и методы испытаний
5.11.1 Общие положения
Правильная и точная регистрация данных имеет решающее значение для аттестации. Без адекватной регистрации данных невозможно обеспечить объективную оценку качества соединения.
5.11.2 Сущность испытаний
При испытаниях серии A первичными нагрузками являются давление и осевое усилие при комнатной температуре. Изгибающая нагрузка считается вторичной, сопровождающей осевую нагрузку и должна быть сведена к минимуму путем тщательного центрирования торцевых заглушек и нагрузочного устройства. При испытаниях серии B CAL IV к осевым нагрузкам намеренно добавляют изгибающие нагрузки. При испытаниях серии B CAL III, II и I добавление изгибающих нагрузок является необязательным. Образцы соединения, подвергаемые испытаниям серии B с приложением изгиба, должны быть оснащены приборами для определения изгибающей нагрузки.
5.11.3 Процедура испытаний
5.11.3.1 Общие положения
Регистрируют внутреннее и внешнее давление, осевую нагрузку, изгибающую нагрузку и температуру. При всех испытаниях необходимо регистрировать давления, осевую нагрузку и температуру непрерывно во времени. Возможна непрерывная или цифровая регистрация. При цифровой регистрации скорость сбора данных должна быть достаточно высокой с учетом ожидаемых изменений нагрузок и давлений, но во всяком случае не менее одного показания со всех приборов каждые 15 с.
При испытаниях на герметичность вычерчивают график давлений по шкале от нуля до конечного значения шкалы, превышающего наибольшее ожидаемое давление при испытательной нагрузке. При испытаниях на разрушение вычерчивают график давлений по шкале с конечным значением, более чем в два раза превышающим наибольшее ожидаемое давление при испытательной нагрузке. При испытаниях на герметичность вычерчивают график растягивающей нагрузки по шкале от нуля до конечного значения шкалы, превышающего наибольшее ожидаемое напряжение при испытательной нагрузке. При испытаниях на разрушение вычерчивают график нагрузок по шкале с конечным значением, более чем в полтора раза превышающим наибольшее ожидаемое напряжение при испытательной нагрузке. Необходимо также вычертить график зависимости температуры от времени с достаточным разрешением. Графики необходимо аннотировать для облегчения их последующей интерпретации.
5.11.3.2 Давление и (или) растягивающие нагрузки
К внутренней или наружной поверхности образца соединения присоединяют датчик давления. При этом его размещают со стороны отверстия для выхода воздуха, а не со стороны отверстия для нагнетания давления.
Каждый образец нагружают усилием при скорости роста осевой нагрузки не более 105 МПа/мин. Каждый образец нагружают давлением при скорости роста давления не более 105 МПа/мин. Нагружение образцов соединения может проводиться непрерывно или дискретно. Однако в случае дискретного нагружения скорость роста осевой нагрузки и давления в пределах каждого приращения не должна превышать указанной максимальной скорости. При снятии давления и осевой нагрузки ограничения максимальной и минимальной скоростей не устанавливаются.
Примечание - Указанные скорости роста нагрузки и давления должны обеспечить точную регистрацию данных о прочности и герметичности соединения.
5.11.3.3 Изгибающие нагрузки
При измерении изгибающих нагрузок при помощи тензодатчиков размещают 4 розетки из двухосных тензодатчиков, по крайней мере, на одной из труб (предпочтительно на обеих соединяемых трубах) в одной поперечной плоскости на расстоянии не менее ![]() соединения и от торцевой заглушки или крепления. Тензодатчики размещают по окружности трубы через 90° на равном расстоянии друг от друга. Необходимо зарегистрировать расположение и ориентацию всех тензодатчиков. Для слежения за изгибом соединения можно также использовать иную аппаратуру с точностью не ниже обеспечиваемой четырьмя розетками из двухосных тензодатчиков.
соединения и от торцевой заглушки или крепления. Тензодатчики размещают по окружности трубы через 90° на равном расстоянии друг от друга. Необходимо зарегистрировать расположение и ориентацию всех тензодатчиков. Для слежения за изгибом соединения можно также использовать иную аппаратуру с точностью не ниже обеспечиваемой четырьмя розетками из двухосных тензодатчиков.
При испытаниях с намеренным изгибом прикладывают и контролируют прилагаемый изгибающий момент путем измерения деформаций тензодатчиков на трубе с расчетом распределения моментов при трехточечном изгибе. Наблюдают за показаниями тензодатчиков, рассчитывают напряжения изгиба, изгибающий момент и прогиб и непрерывно регистрируют прогиб.
Известны три метода намеренного нагружения соединения изгибом:
a) четырехточечный изгиб, при котором оба изгибающих цилиндра размещают на одинаковом расстоянии от конечных опор и прилагают с их помощью одинаковую нагрузку;
b) трехточечный изгиб, при котором центральная нагрузка прилагается к муфте, в деформацию изгиба вводят поправку, пропорциональную отношению расстояния от точки приложения внешней нагрузки до центра муфты и расстояния от этой точки до центра тензодатчиков. Эта поправка позволяет точно определить изгибающее усилие на муфте;
c) равномерный изгиб при помощи вращающихся концевых креплений, при котором прилагаемый изгибающий момент должен быть одинаковым на обоих концах образца соединения.
5.11.3.4 Испытание при предельной нагрузке
Отслеживают и регистрируют внутреннее или внешнее давление и осевую нагрузку, прилагаемую к образцу соединения.
После каждого испытания предельной нагрузкой необходимо сфотографировать разрушенный образец и указать место и характер разрушения. Основные нагрузки и размер разрушений указывают в перечне данных по испытанию предельной нагрузкой, форма C.4. Результаты испытания регистрируют и записывают в отчет по испытанию, см. раздел 9 и приложение D.
5.12 Термоциклические испытания
5.12.1 Общие положения
Цель термоциклического испытания - имитировать условия эксплуатации и ускорить возможное появление утечки путем циклического термического воздействия на соединение при одновременном воздействии осевого растяжения и внутреннего давления.
5.12.2 Сущность испытания
Термический цикл заключается в изменении температуры от максимальной до минимальной и наоборот (см. рисунок 10).
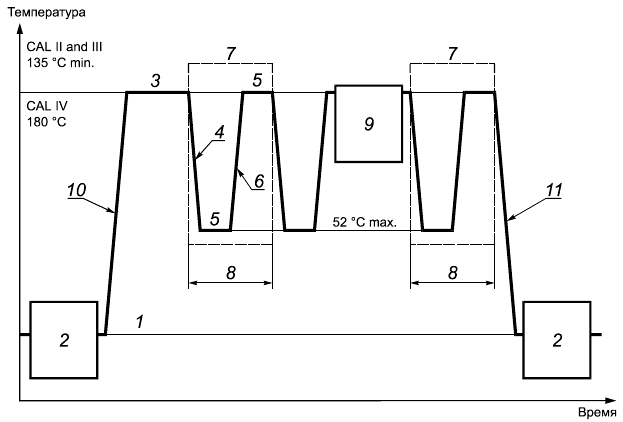
1 - комнатная температура; 2 - пять циклов приложения давления и растяжения при комнатной температуре; 3 - выдержка не менее 60 мин при повышенной температуре; 4 - охлаждение; 5 - выдержка не менее 5 мин; 6 - нагрев; 7 - проводят пять термических циклов при испытании обсадных и насосно-компрессорных труб CAL II и III и обсадных труб CAL IV и 50 термических циклов при испытании насосно-компрессорных труб CAL IV. При испытании насосно-компрессорных труб CAL IV с многоэлементным уплотнением, выполненным в соответствии с приложением J, проводят пять термических циклов; 8 - типичный термический цикл продолжительностью не менее 30 мин; 9 - пять циклов приложения давления и растяжения при температуре 135°С для CAL II и III и 180°С для CAL IV; 10 - начальный нагрев; 11 - конечное охлаждение
Рисунок 10 - Термические и механические циклы испытаний серии С для соединений CAL II, III и IV
5.12.3 Аппаратура
Изменение температуры в ходе термического цикла может быть обеспечено любыми средствами, способными привести к достаточно большим колебаниям температуры по всему сечению испытуемого образца соединения. Необходимо избегать воздействия на образец значительно более высоких температур, чем требуемые по процедуре испытания.
При всех нагрузках необходимо регистрировать фактическую максимальную температуру образца соединения, если она более чем на 16°С превышает заданную температуру.
5.12.4 Порядок проведения испытаний
Нагружение термическими циклами проводится, как описано в 7.3.5 и показано на рисунке 10. Необходимы выдержки не менее 5 мин при максимальной температуре или свыше ее и при минимальной температуре или ниже ее. Максимальная температура должна быть не ниже 135°С для соединений CAL II и CAL III и не ниже 180°С для соединений CAL IV. Минимальная температура для соединений всех уровней применения должна быть не выше 52°С. Минимальная продолжительность цикла 30 мин. Циклы могут следовать друг за другом непрерывно или прерываться на ночь или для ремонта оборудования. Пять циклов приложения давления и осевой нагрузки в начале и в конце серии С испытаний проводят при комнатной температуре.
Максимальные механические нагрузки при комнатной температуре должны составлять:
a) растяжение, меньшее из двух значений: 80% предела текучести материала трубы или муфты либо 80% области испытательных нагрузок, найденной на основе предела текучести материала при комнатной температуре;
b) внутреннее давление, меньшее из двух значений: 95% предела текучести материала VME трубы или муфты либо 95% области испытательных нагрузок VME, при этом обе нагрузки должны быть рассчитаны на основе указанного выше растяжения на 80% и предела текучести материала при комнатной температуре.
Максимальные механические нагрузки при повышенной температуре должны составлять:
c) внутреннее давление такое же, как и при испытании при комнатной температуре;
d) растяжение, меньшее из двух значений: 90% предела текучести материала VME трубы или муфты либо 90% области испытательных нагрузок VME при заданной повышенной температуре, при этом обе нагрузки должны быть рассчитаны на основе предела текучести материала при заданной повышенной температуре.
Допускаются другие методы выбора давления и растяжения для испытаний при комнатной и повышенной температурах при условии, что при этом обеспечивается высокое внутреннее испытательное давление как при комнатной, так и при повышенной температуре, и настолько высокая осевая нагрузка, насколько это практически возможно. Использование альтернативного метода должно быть обосновано в отчете по испытаниям.
Во время испытаний наблюдают за температурой при помощи термопар. Необходимо следить, чтобы измеренная температура не зависела от колебаний локальной температуры вблизи термопары и чтобы измеренная температура была представительной для всего соединения. Если нагрев или охлаждение проводятся только с одной стороны соединения, то измерение температуры следует проводить с противоположной стороны.
Если установлено, что испытательная аппаратура обеспечивает равномерный нагрев и охлаждение образцов соединения, то для наблюдения за термическими циклами достаточно одной термопары. Если в образце возможна значительная разность температур, то необходимо установить несколько термопар и для слежения за ходом испытания использовать среднюю температуру от всех термопар.
В ходе термоциклического испытания возможны небольшие изменения уровня воды в градуированных цилиндрах. Колебания от ±0,1 до ±0,4 см и даже более происходят случайным образом и не могут быть связаны с утечками из соединения, поскольку вызываются быстрыми изменениями температуры и изменениями барометрического давления. В течение 5-минутных выдержек при максимальной и минимальной температурах цикла допускаемое изменение вытесненного объема воды составляет 0,3 см
, поскольку 0,9 см
/15 мин =0,3 см
/5 мин, поэтому оценка утечек проводится по следующим критериям:
- если в течение любой 5-минутной выдержки объем вытесненной воды от одного соединения превышает 0,3 см, то необходимо продлить выдержку на 10 мин, так чтобы она составила 15 мин;
- если в течение 15-минутной выдержки объем вытесненной воды превысил 0,9 см, то необходимо произвести выдержку продолжительностью 60 мин и при этом регистрировать объемы вытесненной воды с интервалами 5 мин, чтобы получить характеристику утечки, как указано в 7.3.2.
6 Подготовка образцов соединений к испытаниям
6.1 Общие цели испытаний соединений
При данном методе испытаний выбор и контроль образцов соединений имеют решающее значение, поскольку метод основан на оценке образца соединения наихудшей конструкции с точки зрения комбинации зазоров и других параметров, а не на случайном отборе одного образца из множества образцов. При этом оценивают работоспособность соединения с учетом точности размеров, механических свойств, момента свинчивания, вида и количества резьбовой смазки. Предельные отклонения размеров установлены с учетом эксплуатационных характеристик соединения, производственных возможностей и стоимости производства. Важно понимать, что данные испытания не могут служить статистической базой для анализа рисков.
Образцы соединений с наихудшей комбинацией параметров изготавливают и испытывают с учетом данных чертежей, планов контроля качества, правил эксплуатации и моментов свинчивания, указанных в руководствах по испытаниям и контролю качества. В таблице 2 приведены общие цели испытаний каждого образца, а в таблице 3 - указания по выбору образцов для испытания упорных соединений с уплотнением металл-металл и конической резьбой. Образцы соединения должны соответствовать указанным целям испытаний. Для соединений с признаками, не включенными в таблицу 3, необходимо самостоятельно определить и документировать наихудшую комбинацию, которая и будет использована для испытаний.
Таблица 2 - Цели испытания образцов соединений для различных уровней CAL
Номер образца соеди- | Цель свинчивания | Цель испытания под нагрузкой | Испытание предельной нагрузкой | |||
Цель испытания | Пункт | Обозначение варианта | ||||
CAL I и CAL II | CAL III и CAL IV | |||||
1 | Заедание резьбы | Минимальная стойкость к утечкам | Приложение высокого внутреннего давления с растяжением, увеличивающимся до разрушения | 7.5.1 | LP1 | LP1 |
2 | Максимальное осевое напряжение в ниппельном элементе | Стойкость к утечкам при максимальной плотности свинчивания | Сжатие с приложением внешнего давления, увеличивающегося до разрушения | 7.5.2 | LP6 (7.5.6) | LP2 |
3 | Максимальное тангенциальное напряжение в раструбном элементе | Стойкость к утечкам при максимальной плотности свинчивания | Растяжение до разрушения | 7.5.3 | LP3 | LP3 |
4 | Склонность к заеданию в уплотнении | Минимальная стойкость к утечкам | Приложение внешнего давления со сжатием, увеличивающимся до разрушения | 7.5.4 | LP5 (7.5.5) (только CAL II) | LP4 |
5 | Заедание резьбы | Минимальная стойкость к утечкам | Растяжение с приложением внутреннего давления, увеличивающегося до разрушения | 7.5.5 | - | LP5 |
6 | Склонность к заеданию в уплотнении | Минимальная стойкость к утечкам | Приложение внутреннего давления со сжатием, увеличивающимся до разрушения | 7.5.6 | - | LP6 |
7 | Склонность к заеданию в уплотнении | Максимальная стойкость к утечкам | Приложение внешнего давления до разрушения | 7.5.7 | - | LP7 (только CAL IV) |
8 | Склонность к заеданию в уплотнении | Максимальная стойкость к утечкам | Приложение низкого внутреннего давления с растяжением, увеличивающимся до разрушения | 7.5.8 | - | LP8 (только CAL IV) |
| ||||||
Таблица 3 - Выбор образцов для испытания упорных соединений с уплотнением металл-металл и конической резьбой
Номер образца соеди- | Цель испытания | Состояние свинчи- | Натяг по резьбе | Натяг по уплот- | Конусность резьбы ниппельного элемента | Конусность резьбы раструб- | Оконча- |
1 | Герметичность | Минимальный натяг по уплотнению | Высокий | Низкий | Малая | Большая | Минимальный |
2 | Герметичность | Максимальный момент до смыкания упорных элементов | Низкий | Низкий | Малая | Большая | Максимальный |
3 | Герметичность | Максимальная общая плотность | Высокий | Высокий | Номинальная | Номинальная | Максимальный |
4 | Заедание в уплотнении и герметичность | Максимальный натяг по уплотнению | Низкий | Высокий | Большая | Малая | Максимальный |
5 | Герметичность | Минимальный натяг по уплотнению | Высокий | Низкий | Малая | Большая | Минимальный |
6 | Заедание в резьбе и герметичность | Минимальный натяг по уплотнению | Высокий | Низкий | Малая | Большая | Максимальный |
7 | Заедание в уплотнении и герметичность | Максимальный натяг по уплотнению | Низкий | Высокий | Большая | Малая | Минимальный |
8 | Заедание в уплотнении и герметичность | Максимальный натяг по уплотнению | Низкий | Высокий | Большая | Малая | Минимальный |
6.2 Идентификация и маркировка образцов соединений
Каждый образец соединения необходимо маркировать следующими данными (см. рисунок 11):
a) номер образца соединения (1, 2, 3, 4, 5, 6, 7 или 8) должен быть указан на ниппельных и раструбных элементах соединения, в том числе на муфте (при ее наличии);
b) после номера образца соединения необходимо указать обозначение элемента (A или B);
c) на концах муфты также необходимо указать их обозначение (A или B);
d) замененные или подвергнутые дополнительной механической обработке образцы соединения после обозначения A или B обозначают R1 после первой доработки, R2 после второй доработки и т.д.
6.3 Подготовка образцов соединений
6.3.1 Дополнительная и межопорная длина образцов
Образцы соединений необходимо подготовить таким образом, чтобы каждый из соединяемых элементов имел:
а) минимальную межопорную длину (см. рисунок 11), рассчитываемую по формуле
![]() , (4)
, (4)
где D - номинальный наружный диаметр трубы;
t - номинальная толщина стенки трубы.
b) дополнительную длину под заглушку и (или) крепление;
c) необходимо разметить образцы для возможности измерения длин ,
,
и внести эти длины в форму C.3.
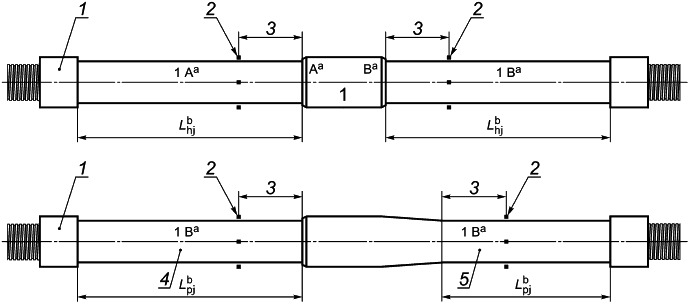
Номер образца соединения, состоящий из цифр: 1, 2, 3 и т.п. и букв A или B, обозначающих элемент образца соединения или сторону муфты.
- минимальная межопорная длина элемента соединения, равная (
+6
), см. 6.3.1.
1 - концевое крепление; 2 - тензодатчики для измерения изгиба; 3 - минимальное расстояние между тензодатчиками и концом соединения, равное 3 (при минимальном расстоянии между тензодатчиками и концевым креплением, равном (
+3
)); 4 - ниппельный элемент; 5 - раструбный элемент
Рисунок 11 - Обозначения и межопорная длина элементов образца соединения
6.3.2 Трубы и трубные заготовки для муфт
Образцы соединения изготавливают механической обработкой труб и трубных заготовок для муфт в соответствии со стандартной практикой нарезания резьбы следующим образом:
a) изготавливают соединения для труб с высаженными концами из таких труб;
b) изготавливают соединения для труб с калиброванными концами;
c) изготавливают соединения для труб без формоизменения концов.
Допускается, хотя это и нежелательно, изготавливать образцы соединений из исходных заготовок путем механической обработки конца трубы, воспроизводя форму изделия. Если утолщенный конец элемента соединения получают не высадкой, а механической обработкой, то форма конца, которую обычно получают не механической обработкой, и длина этого конца должны быть минимальными допускаемыми изготовителем. В таких случаях в отчетах по испытаниям необходимо указать, что образцы соединения изготовлены механической обработкой из толстостенных трубных заготовок.
6.3.3 Требования к материалу
Для каждой группы образцов:
a) исходные заготовки для элементов A и B должны быть из одной партии;
b) исходные трубные заготовки для муфт должны быть из одной партии;
c) в раструбных соединениях ниппельный и раструбный элементы должны быть из одной партии труб;
d) свойства материала каждой исходной заготовки определяют в соответствии с 5.6;
e) все материалы должны соответствовать установленным требованиям;
f) общий интервал измеренных значений предела текучести исходной трубы при комнатной температуре не должен превышать 70 МПа;
g) среднее значение предела текучести исходных труб должно быть в интервале 70 МПа;
h) среднее значение предела текучести трубных заготовок для муфт не должно превышать минимального среднего значения предела текучести труб более чем на 35 МПа;
i) если трубы и муфта изготовлены не из одной марки стали, то разность пределов текучести устанавливается по согласованию;
j) фактическая минимальная толщина стенки тела трубы не должна превышать номинальной толщины стенки испытуемой трубы.
6.3.4 Регистрация данных
Все данные необходимо указать в перечне данных по свойствам материала (форма C.1).
6.4 Механическая обработка образцов соединений
Образцы соединений изготавливают в соответствии с планом контроля процесса, разработанного изготовителем. Предельные отклонения размеров образцов соединения - в соответствии с 6.6.
Профиль резьбы первого образца соединения или эквивалентный увеличенный отпечаток профиля (увеличение не менее 20) должны соответствовать требованиям к размерам образца соединения, указанным на чертеже. Прежде чем приступить к изготовлению образца, необходимо проверить изделие, представляющее начало партии, на полное соответствие требованиям чертежа соединения. Профиль резьбы или эквивалентный увеличенный отпечаток профиля должен быть приведен в подробном отчете изготовителя по испытаниям соединения.
В зоне уплотнения необходимо измерить шероховатость поверхности в соответствии с требованиями чертежа соединения и внести ее в отчет по испытаниям. Измерения проводят после механической обработки и до обработки поверхности их результаты должны соответствовать указанным на чертеже.
Выбранная обработка поверхности ниппельного и раструбного элементов должна соответствовать реальной обработке поверхности элементов соединения. По согласованию, особенно в отношении материалов, чувствительных к заеданию, обработка поверхности ниппельного и раструбного элементов должна быть на минимальном (или максимальном) пределе поля отклонений в зависимости от того, что создает более трудные условия для соединения.
Если образец соединения получил повреждение еще до окончания испытаний, то взамен изготавливают другой образец. Изготовление и свинчивание этого заменяющего образца производится с теми же предельными отклонениями, что и поврежденного образца, после чего необходимо повторить весь объем испытаний, необходимый для исходного образца. После первой доработки заменяющее или доработанное соединение маркируют знаком R1 после букв A и B, после второй доработки - знаком R2 и т.д.
Все данные, которые должны быть внесены в перечень данных по размерам соединения (форма C.3), могут быть указаны в процентах от предельных отклонений измеряемого размера, например 9% является минимальным значением поля предельных отклонений размера, а 100% - максимальным значением поля предельных отклонений. При этом фактические измеренные значения должны быть зарегистрированы в документах изготовителя. Необходимо учитывать, что 50% является серединой поля предельных отклонений. Овальность основного уплотнения соединения указывается в виде числового значения или в процентах.
6.5 Предельные отклонения размеров при механической обработке
6.5.1 Выбор наихудшего сочетания размеров
Конкретные размеры соединения, получаемые механической обработкой, зависят от вида соединения. По соединениям с характеристиками, не указанными в таблице 3, или другими рекомендуемыми предельными отклонениями изготовитель должен представить объективные свидетельства того, что испытанию подвергается соединение с комбинацией предельных значений размеров, при которой имеют место наихудшие эксплуатационные характеристики, что может быть определено аналитическим, расчетным (например по методу конечных элементов) и (или) экспериментальным путем, например при помощи тензодатчиков. При выборе наихудшей комбинации размеров изготовитель должен принимать во внимание минимальный и максимальный пределы контактного давления в локальном уплотнении, суммарную контактную нагрузку и суммарную активную длину контакта в уплотнении, на что влияют параметры механической обработки. В муфтовых резьбовых соединениях стороны A и B должны быть механически обработаны до получения одинаковых размеров.
При выборе наихудшей комбинации размеров при механической обработке, в числе прочих, имеют значение предельные отклонения следующих параметров:
a) диаметры уплотнений;
b) конусность резьбы;
c) ширина торца ниппельного элемента;
d) диаметры резьбы;
e) шероховатость поверхности.
6.5.2 Пример выбора предельных отклонений размеров при механической обработке
В качестве примера приведем упорное соединение с конической резьбой, уплотнением металл-металл и упорным торцом на ниппельном элементе. В таблице 4 приведены комбинации диаметров уплотнения и резьбы, конусности резьбы и моментов окончательного свинчивания, при которых имеет место наихудшая комбинация параметров, соответствующая цели испытания по таблице 2. В данном случае изготовитель должен изготовить элементы соединения с предельными отклонениями размеров, указанными в таблице 4, если только анализ по 6.5.1 не покажет, что необходимо испытывать соединение с другими предельными отклонениями.
Таблица 4 - Предельные отклонения размеров при механической обработке
Размер | Плюсовое предельное отклонение | Минусовое предельное отклонение |
Максимальный диаметр резьбы | Не ограничен | 0,025 мм |
Максимальный диаметр уплотнения | Не ограничен | 0,025 мм |
Минимальный диаметр резьбы | 0,025 мм | Не ограничен |
Минимальный диаметр уплотнения | 0,025 мм | Не ограничен |
Конусность резьбы* | ||
максимальная (большая) | Не ограничена | 0,025 мм на 25,4 мм |
минимальная (малая) | 0,025 мм на 25,4 мм | не ограничена |
* Предельные отклонения конусности относятся к каждому указанному интервалу на длине резьбы. | ||
6.6 Требования к предельным отклонениям размеров при механической обработке
Предельные отклонения размеров образцов соединений должны соответствовать указанным в таблице 4.
6.7 Упорный торец с канавками
При испытаниях упорных соединений на упорном торце ниппельного элемента A (торце B раструбного соединения) образцов соединений 1, 2, 3 и 4 (кроме образца 4 для CAL I) выполняются канавки в соответствии с рисунком 12, которые имитируют возможные повреждения при эксплуатации соединений в полевых условиях. Канавки выполняют перед первым свинчиванием образца соединения. Если это согласовано, канавки могут быть выполнены на торцах других испытываемых образцов соединений.
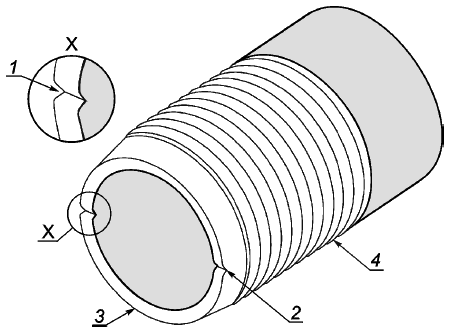
1 - канавка глубиной не менее 0,2 мм; 2 - канавка глубиной не менее 0,2 мм на противоположной стороне; 3 - упорный торец; 4 - витки резьбы
Примечание - Кромки канавок 1 и 2 необходимо скруглить во избежание заедания. Канавки не должны выходить за кромки металла на упорном торце ниппельного элемента.
Рисунок 12 - Канавки на упорном торце
При испытаниях с уплотнениями другого типа наличие канавок на упорном торце является предметом согласования. В полный отчет по испытаниям по приложению D, а также в более короткий сводный отчет по приложению E необходимо включить обоснование отсутствия канавок. Однако в том случае, когда допускается обработка упорного торца в полевых условиях, на образцах 1, 2, 3 и 4 (за исключением образца 4 для CAL I) должны быть выполнены канавки.
7 Процедуры испытаний
7.1 Основные положения
При описанных ниже процедурах испытаний соединение с наихудшей конструкцией подвергают воздействию области испытательных нагрузок и предельных нагрузок для тела трубы или соединения (что меньше).
В таблице 5 приведен перечень испытательных процедур для каждого образца соединения в соответствии с целями испытания по таблице 2 и с учетом натяга по уплотнению, условиями свинчивания-развинчивания, а также испытаний серий A, B или C (термическими циклами) и LL (предельными нагрузками до разрушения). В таблице 5 приведены также более подробные сведения для соединений МТС (соединение с уплотнением металл-металл).
Таблица 5 - Описание образца соединения и перечень испытаний упорных соединений с конической резьбой и уплотнением металл-металл
Описание образца соединения | Резьбовая смазка | Момент | Свинчивание- | CAL IV | CAL III | CAL II | CAL I | ||||||||||||||||||
Номер образца соеди- | Натяг | Сос- | MU | M/B | FMU | MU | M/B | FMU | |||||||||||||||||
Резьба | Уплот- | Эле- | Элемент B | Эле- | Элемент B | CAL II | CAL I | А | В | С | LL | А | В | С | LL | B | C | LL | B | LL | |||||
1 | H | L | Низкий SL | Н | - | Н | L | - | L | FMU | FMU | - | B | C | LP1 | - | B | C | LP1 | B | C | LP1 | В | LP1 | |
2 | L | L | Низкий SL | Н | L | Н | Н | Н | Н | RRG | FMU | А | - | C | LP2 | A | - | C | LP2 | B | C | LP6 | B | LP6 | |
3 | H | H | Высокий SL | H | L | H | H | H | H | RRG | MBG | - | B | C | LP3 | - | B | C | LP3 | B | C | LP3 | B | LP3 | |
4 | L | H | Высокий SL | H | L | H | H | H | H | MBG | - | A | - | C | LP4 | А | - | C | LP4 | B | C | LP5 | - | - | |
5 | H | L | Низкий SL | H | L | H | L | H | L | RRG | - | А | - | - | LP5 | А | - | - | LP5 | - | - | - | - | - | |
6 | H | L | Низкий SL | H | L | H | H | H | H | RRG | - | - | B | - | LP6 | - | B | - | LP6 | - | - | - | - | - | |
7 | L | H | Высокий SL | H | L | H | L | H | L | MBG | - | A | - | - | LP7 | - | - | - | - | - | - | - | - | - | |
8 | L | H | Высокий SL | H | L | H | L | H | L | MBG | - | - | B | - | LP8 | - | - | - | - | - | - | - | - | ||
Сумма элементов A и B образцов для каждого свинчивания-развинчивания | Свинчивание - элементы A | MU (только) | 8 | 6 | 4 | 3 | |||||||||||||||||||
"Круговое" испытание на заедание при свинчивании-развинчивании - элементы B | MBG | 3 | 1 | 1 | 1 | ||||||||||||||||||||
"Круговое" испытание на заедание при свинчивании-развинчивании - элементы B | RRG | 4 | 4 | 2 | 0 | ||||||||||||||||||||
Окончательное свинчивание - элементы B | FMU | 8 | 6 | 4 | 3 | ||||||||||||||||||||
Общее число образцов соединения для каждого класса испытаний | 8 | 6 | 4 | 3 | |||||||||||||||||||||
MU - свинчивание, см 7.2.2. | L - минимальное значение, рекомендуемое изготовителем. | ||||||||||||||||||||||||
Примечание - В нарезанных и свинченных соединениях все элементы A должны иметь такую же конфигурацию, как и описанные выше элементы B, и должны быть свинчены только один раз, см. 7.2.2. Резьба раструбного соединения обозначена как резьба элемента B. | |||||||||||||||||||||||||
7.2 Испытания на свинчивание-развинчивание
7.2.1 Сущность испытаний
Все первоначальные и промежуточные свинчивания при испытаниях MBG и RRG должны выполняться до максимального момента свинчивания при минимальном количестве резьбовой смазки. Окончательное свинчивание перед испытанием по области испытательных нагрузок выполняется при максимальном количестве смазки, нанесенной на все соединения, а момент свинчивания должен при этом соответствовать данным таблицы 5. При испытании соединений с уплотнением по резьбе (соединения TSC) окончательное свинчивание перед испытанием по области испытательных нагрузок выполняется с минимальным количеством резьбовой смазки и с приложением минимального момента свинчивания.
В окончательный отчет необходимо включить оценку заедания с приложением фотоснимков мест заедания до и после ремонта после первого заедания, отремонтированных поверхностей после следующего развинчивания и после окончательного развинчивания.
По видам соединений, не включенным в таблицу 5, изготовитель должен самостоятельно выбрать количество смазки и величину момента свинчивания в соответствии с целями, установленными таблицей 2. Соединения с уплотнением по резьбе и соединения большого диаметра могут испытываться с использованием соответствующих данных таблицы 5.
Все элементы A свинчивают только один раз (MU), как указано в 7.2.2. Все элементы B окончательно свинчивают (FMU), как указано в 7.2.5, однако некоторые образцы испытывают на свинчивание и развинчивание в соответствии с 7.2.3 (MBG) и 7.2.4 (RRG).
7.2.2 Свинчивание (MU) элементов A
Все элементы A образцов свинчивают, как указано ниже:
a) общие указания по свинчиванию и развинчиванию см. в 5.7, при этом в перечне данных по геометрическим параметрам образца (форма C.3) указывают соответствующие данные;
b) элементы соединения должны быть чистыми и сухими, необходимо зарегистрировать массу нанесенной на них резьбовой смазки;
c) свинчивают соединения в соответствии сданными таблицы 5 с нанесением указанного количества смазки и приложением указанного момента свинчивания (см. примечание);
d) в перечне данных по свинчиванию и развинчиванию (форма C.2) и данных по геометрическим параметрам образца (форма C.3) указывают результаты данного испытания.
Примечание - Раструбные соединения имеют элементы B и не имеют элементов A.
7.2.3 Испытание элементов B на заедание при свинчивании-развинчивании (MBG)
Это испытание выполняется следующим образом:
a) общие указания по свинчиванию-развинчиванию см. в 5.7, при этом в перечне данных по геометрическим параметрам образца (форма C.3) указывают соответствующие данные;
b) элементы соединения должны быть чистыми и сухими, необходимо зарегистрировать массу нанесенной на них резьбовой смазки;
c) после каждого развинчивания необходимо очистить, осмотреть и сфотографировать ниппельный и раструбный элементы в соответствии с 5.7 После первого и последнего развинчивания результаты записывают в перечень данных по геометрическим параметрам образца (форма C.3). Результаты испытания записывают также в перечень данных по свинчиванию и развинчиванию (форма C.2);
d) элемент образца 4В соединений CAL II и CAL III и элементы образцов 4B, 7B и 8B образцов CAL IV свинчивают и развинчивают девять раз при испытании соединений насосно-компрессорных труб и два раза при испытании соединений обсадных труб. Элемент 3B образца CAL I свинчивают и развинчивают девять раз при испытании соединений насосно-компрессорных труб и два раза при испытании соединений обсадных труб. Все свинчивания выполняют с тем количеством резьбовой смазки и таким моментом свинчивания, которые указаны в таблице 5. Об окончательном свинчивании см. 7.2.5.
7.2.4 "Круговое" испытание элементов B на заедание при свинчивании-развинчивании
Испытание элементов 2B, 3B, 5B и 6B выполняется следующим образом:
a) общие указания по свинчиванию и развинчиванию см. в 5.7, при этом в перечне данных по геометрическим параметрам образца соединения (форма C.3) указывают соответствующие данные;
b) элементы соединения должны быть чистыми и сухими, необходимо зарегистрировать массу нанесенной на них резьбовой смазки;
c) после каждого развинчивания необходимо очистить, осмотреть и сфотографировать ниппельный и раструбный элементы в соответствии с 5.7. После первого и последнего развинчивания результаты записывают в перечень данных по геометрическим параметрам образца соединения (форма C.3). Результаты испытания записывают также в перечень данных по свинчиванию и развинчиванию (форма C.2);
d) при испытании соединений обсадных и насосно-компрессорных труб на уровни CAL III и CAL IV свинчивают и развинчивают элементы образцов 2B, 3B, 5B и 6B. Свинчивание и развинчивание соединений насосно-компрессорных труб выполняют четыре раза таким образом, чтобы все четыре ниппельных элемента свинчивались со всеми четырьмя раструбными элементами. Свинчивание и развинчивание соединений обсадных труб выполняют два раза, свинчивая вместе элементы 2B и 5B и элементы 3B и 6B. Соединения CAL II насосно-компрессорных труб свинчивают и развинчивают четыре раза, обсадных труб - два раза, свинчивая элементы 2B и 3B. Количество резьбовой смазки и момент свинчивания должны соответствовать данным таблицы 5. Об окончательном свинчивании см. 7.2.5.
7.2.5 Окончательное свинчивание (FMU) элементов B
Это испытание выполняется следующим образом:
a) общие указания по свинчиванию и развинчиванию см. в 5.7, при этом в перечень данных по геометрическим параметрам образца (форма C.3) записывают соответствующие данные;
b) соединения должны быть чистыми и сухими, необходимо зарегистрировать массу нанесенной резьбовой смазки;
c) свинчивают все соединения в соответствии с данными таблицы 5 с нанесением указанного количества резьбовой смазки и приложением указанного момента свинчивания;
d) результаты испытания записывают в перечень данных по свинчиванию и развинчиванию (форма C.2), а также в перечень данных по геометрическим параметрам образца (форма C.3).
7.3 Испытания при комбинированных нагрузках
7.3.1 Расчет области испытательных нагрузок
Для обеспечения несущей способности тела трубы и работоспособности критического сечения соединения испытание образцов по настоящему стандарту проводят при столь высоких нагрузках или комбинациях нагрузок, насколько это практически безопасно. В связи с этим при выборе области испытательных нагрузок и предельной нагрузки для каждого образца используют следующие показатели:
a) Предел текучести.
Используют минимальный фактический предел текучести исходной заготовки для каждого соединения. Однако по согласованию может использоваться более высокое значение предела текучести, например среднее значение для исходной заготовки, а не минимальное значение.
b) Наружный и внутренний диаметр.
Для расчета может использоваться номинальный наружный диаметр или фактический средний наружный диаметр. Внутренний диаметр рассчитывают по минимальной толщине стенки (перечисление c)).
c) Толщина стенки тела трубы и толщина стенки в критических сечениях соединения.
Для расчета используют фактическую минимальную толщину стенки как тела трубы, так в сечениях соединения.
Для испытания соединений, которые должны иметь равную прочность с телом трубы, область испытательных нагрузок для тела трубы должна быть наименьшей из рассчитанных с использованием:
- фактического минимального предела текучести, минимальной толщины стенки (но не более 95% номинальной толщины стенки трубы) и наружного диаметра элемента A;
- фактического минимального предела текучести, минимальной толщины стенки (но не более 95% номинальной толщины стенки трубы) и наружного диаметра элемента B;
- фактического минимального предела текучести материала муфты (95% номинальной толщины стенки трубы и номинального наружного диаметра трубы). Расчет проводится по уравнениям для тела трубы таким образом, как если бы труба имела предел текучести материала муфты.
Для испытания соединений, которые должны быть менее прочными, чем тело трубы, в каком-либо квадранте области испытательных нагрузок, изготовитель должен самостоятельно установить методы определения нагрузок для испытания в данном квадранте. Если соединение должно быть менее прочным, чем тело трубы при сжатии, то испытания должны включать воздействие внутреннего давления (если необходимо, и внешнего давления), достигающее 95% VME (или установленного предела давления).
Следует отметить, что испытания в квадрантах II и III обычно требуют специальных креплений во избежание выпучивания.
7.3.2 Сущность испытания
При испытании при комбинированных нагрузках общее осевое усилие представляет собой сумму осевой нагрузки от нагрузочного устройства и осевой нагрузки от давления (при его наличии). Кроме данных, необходимых в соответствии с настоящим стандартом, изготовитель должен зарегистрировать и указать в отчете другие сведения, которые он сочтет существенными для этого испытания. Для регистрации утечек, возникших в ходе испытания, используют форму C.5 - перечень данных по утечкам соединения.
Отсчет выдержек по таблицам 6, 7 и 8 начинается с момента достижения и стабилизации заданных значений нагрузки, давления и температуры. При появлении утечки выдержка под давлением данного этапа должна продолжаться не менее одного часа, чтобы иметь возможность оценить характеристики утечки. Средний темп утечек регистрируют за каждые последующие 15 мин, а при выдержке в течение 1 ч - за каждые 5 мин.
Перед проведением испытаний серии A и B все образцы, кроме образцов соединений CAL I, подвергают выдержке в течение 12 ч при минимальной температуре согласно данным таблицы 1. Такая процедура:
a) уменьшает выделение газов из резьбовой смазки при дальнейшем испытании, что могло бы быть принято за утечку;
b) создает наихудшие условия для резьбовой смазки.
Испытание может быть прервано в любой момент времени путем снятия всех нагрузок, например на ночь или для ремонта оборудования. После этого испытание должно быть возобновлено на том же этапе приложения нагрузок, на котором оно было прервано. Допускается одновременное испытание сериями из нескольких образцов. Однако при этом должны быть приложены наибольшие нагрузки из требуемых для каждого образца серии.
7.3.3 Испытания серии A - Растяжение/сжатие и внутреннее/внешнее давление (насосно-компрессорные и обсадные трубы)
Образцы соединения (см. таблицу 1) подвергают следующим действиям:
a) определяют осевые нагрузки для выдержки по рисункам 13, 14 и таблице 6;
b) определяют внутреннее давление для точек выдержки под нагрузкой по рисункам 13, 14 и таблице 6;
c) определяют внешнее давление для выдержки под нагрузкой по рисункам 13, 14 и таблице 6;
d) проводят испытание в соответствии с указаниями, приведенными в 5.9, 5.10 и 5.11 и в соответствии с рисунками 13, 14 и таблицей 6;
e) результаты испытания записывают в перечень данных о вытесненном объеме воды (форма C.6) и перечень данных по утечкам соединения (форма C.5).
Таблица 6 - Этапы нагружения при испытаниях серии A (см. рисунок 13 или 14) - Испытание в квадрантах I, II, III и IV (без изгиба) при комнатной температуре
Этап нагружения | Точка нагружения | Общее осевое усилие | Внутреннее давление | Внешнее давление | Выдержка, мин |
1 | 1 | 95 | 0 | 0 | 5 |
2 | 2 | 95 | 95 | 0 | 60 |
3 | 3 | 80 | 95 | 0 | 15 |
4 | 4 | CEPL | 95 | 0 | 15 |
5 | 5 | 0 | 95 | 0 | 15 |
6 | 6 | -33 | 95 | 0 | 15 |
7 | 7 | -67 | 95 | 0 | 15 |
8 | 8 и 9 | -95 | 0 | 0 | 5 |
Переключение с внутреннего давления на внешнее давление | |||||
9 | 10 | -95 | 0 | 95 | 15 |
10 | 11 | -50 | 0 | 95 | 15 |
11 | 12 | 0 | 0 | 95 | 15 |
12 | 13 | 33 | 0 | 95 | 15 |
13 | 14 | 67 | 0 | 95 | 15 |
14 | 1 | 95 | 0 | 0 | 5 |
15 | 14 | 67 | 0 | 95 | 15 |
16 | 13 | 33 | 0 | 95 | 15 |
17 | 12 | 0 | 0 | 95 | 15 |
18 | 11 | -50 | 0 | 95 | 15 |
19 | 10 | -95 | 0 | 95 | 15 |
Переключение с внешнего давления на внутреннее давление | |||||
20 | 2 | 95 | 95 | 0 | 15 |
21 | 3 | 80 | 95 | 0 | 15 |
22 | 8 и 9 | -95 | 0 | 0 | 5 |
23 | 7 | -67 | 95 | 0 | 15 |
24 | 6 | -33 | 95 | 0 | 15 |
25 | 5 | 0 | 95 | 0 | 15 |
26 | 4 | CEPL | 95 | 0 | 15 |
27 | 3 | 80 | 95 | 0 | 15 |
28 | 2 | 95 | 95 | 0 | 15 |
29 | 1 | 95 | 0 | 0 | 5 |
30 | 2 | 95 | 95 | 0 | 15 |
31 | 3 | 80 | 95 | 0 | 15 |
32 | 4 | CEPL | 95 | 0 | 15 |
33 | 5 | 0 | 95 | 0 | 15 |
34 | 6 | -33 | 95 | 0 | 60 |
35 | 7 | -67 | 95 | 0 | 15 |
36 | 8 и 9 | -95 | 0 | 0 | 5 |
Переключение с внутреннего давления на внешнее давление | |||||
37 | 10 | -95 | 0 | 95 | 15 |
38 | 11 | -50 | 0 | 95 | 60 |
39 | 12 | 0 | 0 | 95 | 15 |
40 | 13 | 33 | 0 | 95 | 60 |
41 | 14 | 67 | 0 | 95 | 15 |
Переключение с внешнего давления на внутреннее давление | |||||
42 | 1 | 95 | 0 | 0 | 5 |
43 | 2 | 95 | 95 | 0 | 60 |
CEPL - напряжение, возникающее под действием внутреннего давления при торцевых заглушках.
| |||||
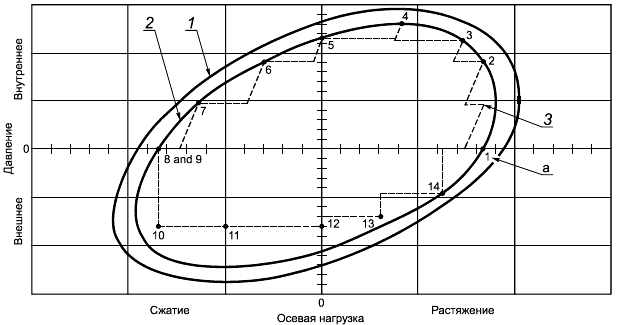
Точки нагружения обозначены цифрами более мелкого шрифта.
1 - область испытательных нагрузок, соответствующая 100% от предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 95% от предела текучести VME для тела трубы; 3 - рекомендуемая промежуточная нагрузка между этапами 1 и 2
Примечание - Этапы нагружения: против хода часовой стрелки, по ходу часовой стрелки и против хода часовой стрелки. Таким образом, осуществляют три механических цикла. Для соединений, равнопрочных при сжатии с телом трубы, точки 8 и 9 одинаковы. В точках 10 и 11 не требуется более высокое давление, чем в точке 12. Точки 10-14 обычно определяются смятием тела трубы, а не текучестью материала трубы под напряжением VME.
Рисунок 13 - Этапы нагружения для испытаний серии A соединения с прочностью при сжатии не ниже прочности тела трубы
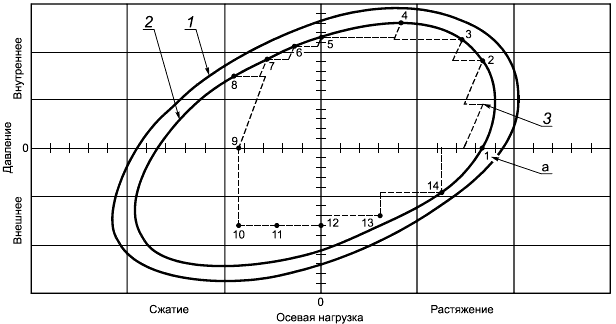
Точки нагружения обозначены цифрами более мелкого шрифта.
1 - область испытательных нагрузок, соответствующая 100% от предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 95% от предела текучести VME для тела трубы; 3 - рекомендуемая промежуточная нагрузка между этапами 1 и 2
Примечание - Этапы нагружения: против хода часовой стрелки, по ходу часовой стрелки и против хода часовой стрелки. Таким образом, осуществляют три механических цикла. В точках 10 и 11 не требуется более высокое давление, чем в точке 12. Точки 10-14 обычно определяются смятием тела трубы, а не текучестью материала трубы под напряжением VME.
Рисунок 14 - Этапы нагружения для испытаний серии A соединения с прочностью при сжатии ниже прочности тела трубы
7.3.4 Испытания серии В - Растяжение/сжатие и внутреннее давление (насосно-компрессорные и обсадные трубы)
Образцы соединения (см. таблицу 1) подвергают указанным ниже действиям. Следует помнить, что для соединений CAL I, II и III изгиб необязателен, а для CAL IV является обязательным:
a) если используется изгиб, то определяют эквивалентные осевые растягивающие и сжимающие нагрузки для изгиба, соответствующего 40% предела текучести тела трубы, 40% предела текучести соединения (см. примечание) или отклонению направления скважины 19,7°/30 м, и выбирают наименьшую из них;
b) определяют осевые нагрузки и внутреннее давление для точек выдержки под нагрузкой по рисунку 15 и данным таблицы 7 без изгиба;
c) определяют осевые нагрузки и внутреннее давление для точек выдержки под нагрузкой по рисунку 16 или 17 и данным таблицы 8 с изгибом;
d) проводят испытание в соответствии с указаниями, приведенными в 5.8, 5.9 и 5.11, и в соответствии с рисунками 15, 16 или 17 и данными таблиц 7 или 8;
e) результаты испытания записывают в перечень данных о вытесненном объеме воды (форма C.7) и в перечень данных по утечкам соединения (форма C.5).
Примечание - Обычно для труб наружным диаметром более 244,48 мм предельным критерием является 40% предела текучести соединения.
Таблица 7 - Этапы нагружения при испытаниях серии В без изгиба соединений, равнопрочных с телом трубы (см. рисунок 15) - Испытания в квадрантах I и II без изгиба при комнатной температуре
Этап нагружения | Точка нагружения | Общее осевое усилие в % комбинированной нагрузки | Давление в % комбинированной нагрузки | Выдержка, мин |
1 | 1 | 95 | 0 | 5 |
2 | 2 | 95 | 95 | 60 |
3 | 3 | 80 | 95 | 15 |
4 | 4 | CEPL | 95 | 15 |
5 | 5 | 0 | 95 | 15 |
6 | 6 | -33 | 95 | 15 |
7 | 7 | -67 | 95 | 15 |
8 | 8 и 9 | -95 | 0 | 5 |
9 | 2 | 95 | 95 | 15 |
10 | 8 и 9 | -95 | 0 | 5 |
11 | 7 | -67 | 95 | 15 |
12 | 6 | -33 | 95 | 15 |
13 | 5 | 0 | 95 | 15 |
14 | 4 | CEPL | 95 | 15 |
15 | 3 | 80 | 95 | 15 |
16 | 2 | 95 | 95 | 15 |
17 | 1 | 95 | 0 | 5 |
18 | 2 | 95 | 95 | 15 |
19 | 3 | 80 | 95 | 15 |
20 | 4 | CEPL | 95 | 60 |
21 | 5 | 0 | 95 | 15 |
22 | 6 | -33 | 95 | 60 |
23 | 7 | -67 | 95 | 15 |
24 | 8 и 9 | -95 | 0 | 15 |
25 | 2 | 95 | 95 | 60 |
| ||||
Таблица 8 - Этапы нагружения при испытаниях серии B с изгибом соединений, равнопрочных с телом трубы (см. рисунок 16) - Испытания в квадрантах I и II с изгибом при комнатной температуре
Этап нагружения | Точка нагружения | Изгиб трубы °/30 м | Общее осевое усилие в % предела текучести соединения | Давление в % комбинированной нагрузки | Выдержка, мин |
1 | 1 | - | 95 | 0 | 5 |
2 | 2 | - | 95 | 95 | 15 |
3 | 2В | 20° | F | 95 | 60 |
4 | 3 | - | 80 | 95 | 15 |
5 | 3В | 20° | F | 95 | 15 |
6 | 4 | - | CEPL | 95 | 15 |
7 | 5 | - | 0 | 95 | 15 |
8 | 5В | 20° | 0 | 95 | 15 |
9 | 6 | - | -33 | 95 | 15 |
10 | 6В | 20° | F | 95 | 15 |
11 | 7 | - | -67 | 95 | 15 |
12 | 7В | 20° | F | 95 | 15 |
13 | 8 и 9 | - | -95 | 0 | 5 |
14 | 2 | - | 95 | 95 | 15 |
15 | 2В | 20° | F | 95 | 15 |
16 | 8 и 9 | - | -95 | 0 | 5 |
17 | 7В | 20° | F | 95 | 15 |
18 | 7 | - | -67 | 95 | 15 |
19 | 6В | 20° | F | 95 | 15 |
20 | 6 | - | -33 | 95 | 15 |
21 | 5В | 20° | 0 | 95 | 15 |
22 | 5 | - | 0 | 95 | 15 |
23 | 4 | - | CEPL | 95 | 15 |
24 | 3В | 20° | F | 95 | 15 |
25 | 3 | - | 80 | 95 | 15 |
26 | 2В | 20° | F | 95 | 15 |
27 | 2 | - | 95 | 95 | 15 |
28 | 1 | - | 95 | 0 | 5 |
29 | 2 | - | 95 | 95 | 15 |
30 | 2В | 20° | F | 95 | 15 |
31 | 3 | - | 80 | 95 | 15 |
32 | 3В | 20° | F | 95 | 15 |
33 | 4 | - | CEPL | 95 | 60 |
34 | 5 | - | 0 | 95 | 15 |
35 | 5В | 20° | 0 | 95 | 15 |
36 | 6 | - | -33 | 95 | 15 |
37 | 6В | 20° | F | 95 | 60 |
38 | 7 | - | -67 | 95 | 15 |
39 | 7В | 20° | F | 95 | 15 |
40 | 8 и 9 | - | -95 | 0 | 5 |
41 | 2 | - | 95 | 95 | 15 |
42 | 2В | 20° | F | 95 | 60 |
T - растяжение, C - сжатие, CEPL - нагрузка от давления на элемент соединения с заглушкой. F
| |||||
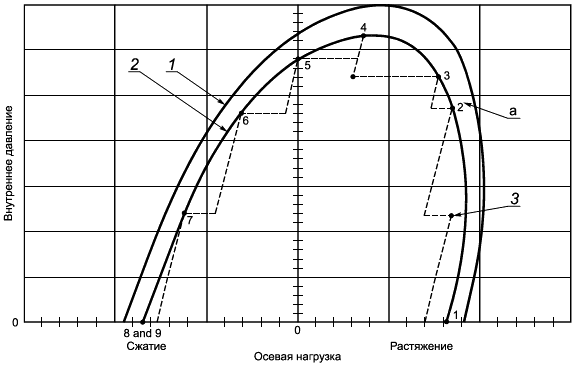
Точки нагружения обозначены цифрами более мелкого шрифта.
1 - область испытательных нагрузок, соответствующая 100% предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 95% предела текучести VME для тела трубы; 3 - рекомендуемая промежуточная нагрузка между этапами 1 и 2
Примечание - Этапы нагружения: против хода часовой стрелки, по ходу часовой стрелки и против хода часовой стрелки. Таким образом, осуществляют всего три механических цикла. Для соединений, равнопрочных на сжатие с телом трубы, точки 8 и 9 одинаковы.
Рисунок 15 - Этапы нагружения для испытаний серии В без изгиба соединения, равнопрочного с телом трубы
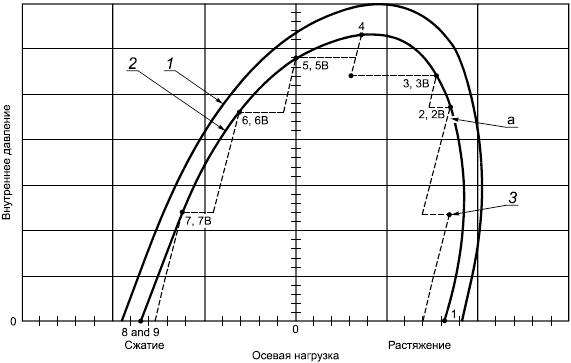
Точки нагружения обозначены цифрами более мелкого шрифта.
1 - область испытательных нагрузок, соответствующая 100% предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 95% предела текучести VME для тела трубы; 3 - рекомендуемая промежуточная нагрузка между этапами 1 и 2
Примечание - Этапы нагружения: против хода часовой стрелки, по ходу часовой стрелки и против хода часовой стрелки. Таким образом, осуществляют всего три механических цикла. Для соединений, равнопрочных на сжатие с телом трубы, точки 8 и 9 одинаковы.
Рисунок 16 - Этапы нагружения для испытаний серии B с изгибом соединения, равнопрочного с телом трубы
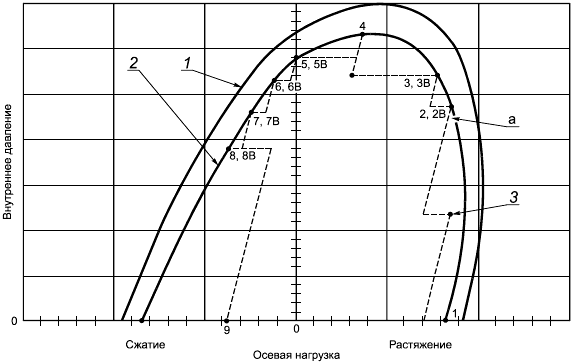
Точки нагружения обозначены цифрами более мелкого шрифта.
1 - область испытательных нагрузок, соответствующая 100% предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 95% предела текучести VME для тела трубы; 3 - рекомендуемая промежуточная нагрузка между этапами 1 и 2
Примечание - Этапы нагружения: против хода часовой стрелки, по ходу часовой стрелки и против хода часовой стрелки. Таким образом, осуществляют всего три механических цикла.
Рисунок 17 - Этапы нагружения для испытаний серии B с изгибом соединения с прочностью на сжатие ниже прочности тела трубы
7.3.5 Испытания серии C - Термоциклические испытания с растяжением и внутренним давлением (насосно-компрессорные и обсадные трубы)
Образцы соединения (см. таблицу 1) подвергают следующим действиям:
a) определяют осевую нагрузку T и внутреннее давление , как указано в 5.12;
b) проводят испытание в соответствии с указаниями, приведенными в 5.12, и рис.10;
c) проводят пять циклов приложения осевого усилия и давления при комнатной температуре, т.е. прилагая внутреннее давление и растяжение следующим образом:
1) сначала прикладывают растяжение T, такое, чтобы можно было добавить растяжение от внутреннего давления;
2) прикладывают внутреннее давление газа ;
3) выдерживают под нагрузкой 5 мин;
4) снимают растяжение от нагрузочного устройства до уровня менее 5% T;
5) снижают давление до уровня менее 20% .
d) нагревают образец в соответствии с 5.12;
e) в течение выдержки при повышенной температуре продолжительностью 60 мин прилагают растяжение и внутреннее давление по f) и g);
f) прикладывают усилие T от нагрузочного устройства такое, чтобы можно было добавить растяжение от внутреннего давления;
g) прикладывают внутреннее давление газа ;
h) проводят пять термических циклов для соединений CAL II и III, предназначенных для насосно-компрессорных и обсадных труб, и соединений CAL IV, предназначенных для обсадных труб, и 50 термических циклов для соединений CAL IV, предназначенных для насосно-компрессорных труб, в соответствии с 5.12.4. При испытании соединений CAL IV для насосно-компрессорных труб с многоэлементным уплотнением, выполненным в соответствии с приложением J, достаточно 5 термических циклов. При испытании соединений обсадных труб внутреннее давление и осевое усилие может колебаться в зависимости от температуры. При испытании насосно-компрессорных труб необходимо поддерживать постоянство внутреннего давления и осевого усилия в течение термического цикла с отклонениями в пределах от 0 до минус 10% от T и ;
i) проводят пять циклов приложения осевого усилия и давления, как указано в перечислениях c) и d) при температуре не ниже 135°С для CAL II и CAL III и не ниже 180°С для CAL IV;
j) повторяют термические циклы по h);
k) повторяют пять циклов приложения осевого усилия и давления, как указано в с), при комнатной температуре [температура должна быть не более чем на 5°С выше, чем температура, первоначально зарегистрированная по перечислению c)];
I) результаты записывают в перечень данных по наблюдаемым объемам вытесненной воды (форма C.8.1 или C.8.2) и в перечень данных по утечкам соединения (форма C.5).
7.4 Испытания при предельных нагрузках
7.4.1 Сущность метода
Эти испытания проводят с целью установить пределы прочности и герметичности соединения. Испытания предельными нагрузками имеют большое значение для демонстрации работоспособности соединения за пределами области испытательных нагрузок. Они могут быть также полезны для корреляции экспериментальных данных с результатами расчета методом конечных элементов. Результаты испытания предельными нагрузками используются для оценки соответствия соединения требованиям настоящего стандарта, однако эти результаты могут потребовать пересмотра предельных нагрузок, первоначально установленных изготовителем. Конкретные варианты предельных нагрузок приведены в 7.5.1-7.5.8. На рисунке 18 показаны варианты предельных нагрузок для соединения, равнопрочного или более прочного, чем тело трубы, и на рисунке 19 - то же для соединения, менее прочного, чем тело трубы. Испытания, проиллюстрированные на рисунках 18 и 19, действительны для всех восьми вариантов изменения нагрузок.
При испытаниях предельными нагрузками давление должно создаваться водой или маслом. После окончания испытаний при предельных нагрузках расстояния ,
и
измеряют и записывают в перечень данных (форма С.4). Во время этих испытаний можно также регистрировать данные тензодатчиков, установленных на теле трубы.
Рекомендуется, чтобы перечень данных по эксплуатационным характеристикам соединения, оформляемый изготовителем, как указано в A.7 и в таблице A.1, содержал номинальные разрушающие нагрузки, установленные на основе минимальных показателей прочности и номинальных размеров. Отдельные предельные нагрузки для каждого испытания должны включать ожидаемые разрушающие нагрузки, исходя из фактической прочности материала и фактических размеров соединения (испытание A.9). Для возможности прямого сравнения с измеренными разрушающими нагрузками номинальные разрушающие нагрузки можно привести к уровню ожидаемых фактических разрушающих нагрузок путем умножения на следующие два коэффициента:
a) отношение фактической прочности испытываемого материала и минимальной прочности материала;
b) отношение фактического и номинального размера соединения, находящегося под конкретной нагрузкой.
Для нагрузок растяжения и сжатия подходящим размерным параметром является площадь критического сечения, а для нагрузок от давления подходящим размерным параметром является размер той части соединения, стойкость которого при испытании зависит от его геометрических параметров.
7.4.2 Окончание испытаний предельными нагрузками
Испытания могут закончиться следующими состояниями образца соединения:
a) изменение суммы длин (![]() ), указанных в форме C.3, превышает 3%;
), указанных в форме C.3, превышает 3%;
b) изменение объема образца соединения под нагрузкой превышает 6%;
c) в образце соединения появилась постоянная утечка.
По соглашению между заказчиком, изготовителем и организацией, проводящей испытания, они могут быть продолжены после достижения состояний a) или b) до полного разрушения, при котором регистрируется предельная нагрузка, за исключением случая, когда утечка появилась раньше этих состояний. При появлении постоянной утечки в качестве предельной нагрузки регистрируют нагрузку в начале появления утечки.
Если при испытании под давлением постоянная утечка появилась раньше, чем разрушение соединения, регистрируют давление и нагрузку от нагрузочного устройства и определяют интенсивность утечки в потерях объема среды или давления в единицу времени. Отказ образца соединения по причине разрушения или появления утечки у концевых креплений делает испытание недействительным, и оно должно быть проведено повторно, если только образец соединения не близок к отказу, что характеризуется достижением 50% указанных выше критериев или достаточно большой деформацией, и это согласовано между заказчиком и изготовителем.
Если при нарушении концевого крепления сам образец не поврежден, то испытание этого образца соединения можно повторить. Однако, если при нарушении концевого крепления образец соединения был поврежден, необходимо провести испытание нового образца соединения, который должен быть обработан в соответствии с разделом 6. Новый образец соединения свинчивают и испытывают до отказа при другой последовательности нагружения, причем эти условия должны как можно полнее соответствовать условиям испытания первоначального образца. Условия испытания и отклонения условий от условий первоначального испытания должны быть полностью зарегистрированы. Эти требования могут относиться, например, к образцу соединения, который подвергался "круговому" испытанию на заедание при свинчивании-развинчивании, но не достиг заданной предельной нагрузки. Заменяющий его образец соединения должен быть подвергнут нагреву в соответствии с данными таблицы 1.
7.5 Варианты предельных нагрузок (рисунки 18 и 19)
7.5.1 Вариант предельных нагрузок 1 - Высокое внутреннее давление с растяжением, растущим до разрушения образца
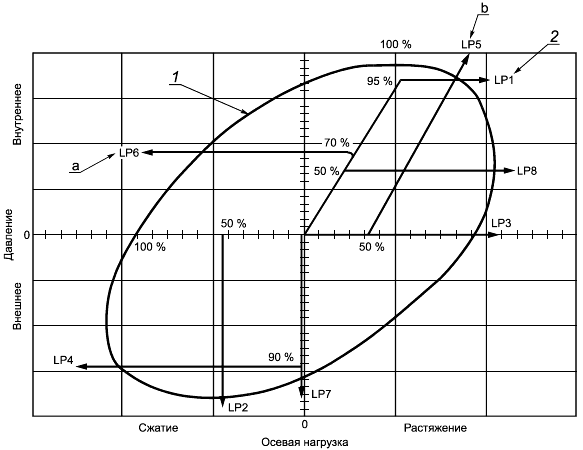
При варианте испытаний LP6 соединений CAL II и CAL I используют образец 2.
При варианте испытаний LP5 соединений CAL II используют образец 4.
1 - 100% области испытательных нагрузок для соединения; 2 - номер образца и номер варианта нагрузок
Примечание - Проценты на графике представляют собой проценты от области испытательных нагрузок для соединения
Рисунок 18 - Варианты испытаний предельными нагрузками соединений, равнопрочных с телом трубы или более прочных
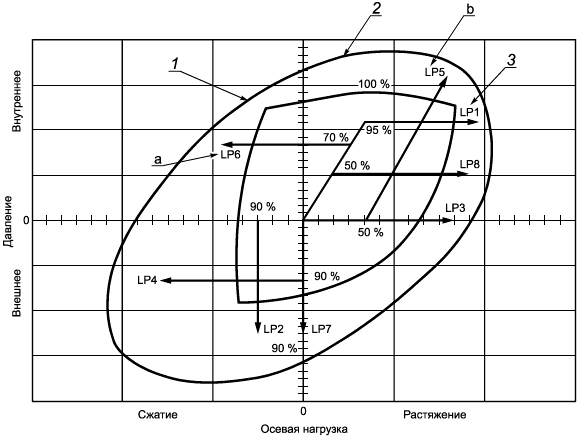
При варианте испытаний LP6 соединений CAL II и CAL I используют образец 2.
При варианте испытаний LP5 соединений CAL II используют образец 4.
1 - 100% области напряжений текучести VME для тела трубы; 2 - 100% области испытательных нагрузок для соединения; 3 - номер образца и номер варианта нагрузок
Примечание - На графике указаны проценты от области испытательных нагрузок для соединения.
Рисунок 19 - Варианты испытаний предельными нагрузками соединений, менее прочных, чем тело трубы
Предельная нагрузка меняется по варианту 1 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 1 при испытании соединений CAL IV);
b) наблюдают за утечками так же, как при испытании при комбинированной нагрузке (5.8-5.11);
c) прикладывают внутреннее давление, равное меньшему из следующих двух значений:
1) 95% испытательного внутреннего давления для тела трубы с торцевыми заглушками; или
2) 95% наибольшего испытательного давления соединения; поддерживая постоянное давление, одновременно повышают растяжение до отказа образца соединения;
d) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма С.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.2 Вариант предельных нагрузок 2 - Сжатие с приложением внутреннего давления, возрастающего до разрушения образца
Предельная нагрузка меняется по варианту 2 следующим образом:
а) используют образец с номером, указанным в таблице 5 (например образец 2 при испытании соединений CAL IV);
b) наблюдают за утечками так же, как при испытании при комбинированной нагрузке (5.8-5.11);
c) прикладывают осевое сжимающее усилие, равное меньшему из следующих двух значений:
1) 50% от сжимающей нагрузки для тела трубы, вызывающей текучесть при нулевом давлении; или
2) 90% от осевой сжимающей испытательной нагрузки соединения при нулевом давлении; при этом наблюдают за поведением образца, поддерживая постоянную осевую нагрузку и одновременно повышая внутреннее давление до отказа образца соединения;
d) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма C.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.3 Вариант предельных нагрузок 3 - Испытание растяжением до разрушения образца
Предельная нагрузка меняется по варианту 3 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 3 при испытании соединений CAL IV);
b) устанавливают нулевую нагрузку давлением и растягивают образец до разрушения;
c) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма С.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.4 Вариант предельных нагрузок 4 - Внешнее давление со сжатием, растущим до разрушения образца
Предельная нагрузка меняется по варианту 4 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 4 при испытании соединений CAL IV);
b) наблюдают за утечками так же, как при испытании при комбинированной нагрузке (5.8-5.11);
c) прикладывают внешнее давление, равное меньшему из следующих двух значений:
1) 90% от испытательного внешнего давления при нулевой осевой нагрузке; или
2) 90% от испытательного давления соединения при нулевой сжимающей нагрузке; поддерживая постоянное внешнее давление, одновременно повышают сжатие до отказа образца соединения;
d) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма C.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.5 Вариант предельных нагрузок 5 - Растяжение с приложением внутреннего давления, возрастающего до разрушения образца
Предельная нагрузка меняется по варианту 5 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 5 при испытании соединений CAL IV);
b) наблюдают за утечками так же, как при испытании при комбинированной нагрузке (5.8-5.11);
c) прикладывают осевое растягивающее усилие, равное меньшему из следующих двух значений:
1) 50% от растягивающей нагрузки для тела трубы, вызывающей текучесть при нулевом давлении; или
2) 50% от осевой растягивающей эксплуатационной нагрузки соединения при нулевом давлении; при этом наблюдают за поведением образца, поддерживая постоянную осевую нагрузку и одновременно повышая внутреннее давление до отказа образца соединения;
d) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма С.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.6 Вариант предельных нагрузок 6 - Внутреннее давление со сжатием, растущим до разрушения образца
Предельная нагрузка меняется по варианту 6 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 6 при испытании соединений CAL IV);
b) наблюдают за утечками так же, как при испытании при комбинированной нагрузке (5.8-5.11);
c) прикладывают внутреннее давление, равное меньшему из следующих двух значений:
1) 70% от испытательного внутреннего давления для тела трубы при установленных заглушках; или
2) 70% от максимального внутреннего испытательного давления соединения; поддерживая постоянное внутреннее давление, одновременно повышают сжатие до отказа образца соединения;
d) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма C.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.7 Вариант предельных нагрузок 7 - Испытание внешним давлением до разрушения образца
Предельная нагрузка меняется по варианту 7 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 7 при испытании соединений CAL IV);
b) устанавливают нулевую осевую нагрузку и нагружают образец внешним давлением до разрушения;
c) результаты каждого испытания записывают в отдельном перечне данных по испытаниям предельными нагрузками (форма C.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
7.5.8 Вариант предельных нагрузок 8 - Низкое внутреннее давление с растяжением, растущим до разрушения образца
Предельная нагрузка меняется по варианту 8 следующим образом:
a) используют образец с номером, указанным в таблице 5 (например образец 8 при испытании соединений CAL IV);
b) наблюдают за утечками так же, как при испытании при комбинированной нагрузке (5.8-5.11);
c) прикладывают внутреннее давление, равное меньшему из следующих двух значений:
1) 50% испытательного внутреннего давления для тела трубы с установленными заглушками; или
2) 95% наивысшего испытательного давления соединения; поддерживая постоянное давление, одновременно повышают растяжение до отказа образца соединения;
d) результаты каждого испытания записывают в отдельный перечень данных по испытаниям предельными нагрузками (форма C.4) и включают представительные фотографии разрушения образца в отчет по испытаниям соединения.
8 Критерии приемки
8.1 Испытания на свинчивание и развинчивание
Результаты этих испытаний считают приемлемыми при выполнении следующих условий:
a) при свинчивании и развинчивании не наблюдается заедание, или повреждения от заедания могут быть устранены в соответствии с критериями ремонта изготовителя, и соединение функционирует без утечек;
b) все заедания и прочие несоответствия должны быть указаны в отчете;
c) незначительное или умеренное заедание в резьбе и (или) уплотнении, не выходящее за пределы рекомендаций изготовителя по ремонту в полевых условиях, может быть устранено в соответствии с этими рекомендациями. После такого ремонта испытание может быть продолжено;
d) за исключением легкого и умеренного заедания, описанного выше, заедание не допускается. Необходимо оценить причину сильного заедания, при этом необходимо показать, что причиной заедания не является недостаток конструкции. Если удается показать, что причиной является не недостаток конструкции, то необходимо вновь испытать на свинчивание и развинчивание не менее двух новых образцов того же типа и один образец на герметичность и предельную нагрузку. Если проблему заедания не удается решить, то на этом испытание заканчивается.
8.2 Испытания в области испытательных нагрузок
8.2.1 Общие положения
Результаты этих испытаний считаются успешными, если выполняются требования к герметичности, приведенные ниже, и не происходит разрушения конструкции.
8.2.2 Герметичность при действии внутреннего давления
Результаты испытания на герметичность удовлетворительны, если:
a) в течение выдержек нагрузки остаются стабильными;
b) утечки не превышают 0,001 см/с (что эквивалентно 3,6 см
/ч) при измерении их за интервалы до 15 мин (
=0,9 см
/15 мин);
c) утечки не проявляют тенденции к росту.
Утечки определяют путем измерения их объема за время выдержки и деления на это время. Измерение может проводиться за интервалы до 15 мин. Утечки 0,9 см/15 мин соответствуют 0,001 см
/с.
8.2.3 Герметичность при действии внешнего давления
Результаты испытания на герметичность удовлетворительны, если:
a) в течение выдержек нагрузки остаются стабильными;
b) утечки не превышают 0,001 см/с (что эквивалентно 3,6 см
/ч) при измерении их за интервалы до 15 мин (
=0,9 см
/15 мин);
c) утечки не проявляют тенденции к росту.
Утечки определяют путем измерения их объема за время выдержки и деления на это время. Измерение может проводиться за интервалы до 15 мин. Утечки 0,9 см/15 мин соответствуют 0,001 см
/с.
Определение утечек при действии внешнего давления является более трудной задачей и дает меньшую точность, чем при действии внутреннего давления. При испытании внешним давлением допускается определение утечек косвенными методами, позволяющими объективно оценить максимальные утечки.
8.3 Испытания при предельных нагрузках
Испытание при предельных нагрузках позволяет подтвердить стойкость соединения по области испытательных нагрузок при условии, что:
a) завершено испытание по 7.4;
b) найденная предельная нагрузка превышает область испытательных нагрузок, установленную изготовителем, исходя из фактической прочности материала и фактических размеров соединения.
9 Отчеты об испытаниях
Испытание соединения и его результаты оформляются в виде двух отчетов. Полный подробный отчет об испытаниях приведен в приложении D, а более короткий сводный отчет - в приложении Е. Сводный отчет имеет целью компактное представление данных для широкого информирования покупателя, чтобы он:
a) мог точно описать в заказе требуемое соединение;
b) мог правильно выполнить свинчивание соединения;
c) был уверен в работоспособности соединения и знал о существующих ограничениях.
Данные испытаний служат объективным доказательством соответствия соединения области испытательных нагрузок и предельным нагрузкам.
Изготовитель соединений должен сохранять копии результатов испытаний все время, пока соединения находятся на рынке. Результаты испытаний должны быть оформлены в виде отчета. Все фотографии, предусмотренные настоящим стандартом, должны быть включены в отчет, и на них должны быть идентифицированы все существенные элементы. Отчеты об испытаниях могут быть предоставлены для доступа общественности через национальную организацию по стандартизации.
Приложение A
(обязательное)
Перечень геометрических параметров и эксплуатационных характеристик соединения
A.1 Общие положения
К началу испытаний изготовитель должен представить данные в форме таблицы А.1 по геометрическим параметрам и эксплуатационным характеристикам соединения.
A.2 Геометрические параметры соединения
Изготовитель должен представить подробное описание конструктивных особенностей и преимуществ резьбы, уплотнений, упорных элементов и конструкции соединения (см. таблицу А.1).
A.3 Чертеж
Изготовитель должен представить полный чертеж соединения с указанием критических плоскостей растяжения, сжатия, внутреннего давления, внешнего давления и изгиба (см. таблицу А.1).
А.4 Требования к изготовлению соединения
Изготовитель должен представить план контроля технологического процесса с указанием всех применяемых документов и процедур с соответствующими контрольными номерами и номерами редакций, необходимыми для полного изготовления и контроля изделия (см. таблицу А.1).
А.5 Параметры свинчивания
Изготовитель должен представить документ, включающий все параметры свинчивания соединения с указанием вида и количества резьбовой смазки, метода ее нанесения, скорости свинчивания, требуемого момента свинчивания, минимального и максимального значений момента окончательного свинчивания и потери момента. Этот документ должен содержать номер процедуры контроля и номер редакции и быть включен в план контроля технологического процесса изготовителя (см. таблицу А.1).
А.6 Ремонт соединения
Изготовитель должен представить полное описание и способы ремонта соединения включая номер процедуры и номер редакции (см. таблицу А.1).
А.7 Эксплуатационные характеристики
Изготовитель должен представить перечень эксплуатационных характеристик соединения с указанием растяжения, сжатия, внутреннего давления, внешнего давления и изгиба относительно тела трубы (см. таблицу А.1).
А.8 Область испытательных нагрузок
Изготовитель должен представить полную количественную характеристику испытательных нагрузок так, чтобы можно было правильно определить испытательные нагрузки для оценки фактических свойств образцов по сравнению с минимальными свойствами, обычно принимаемыми для оценки (см. 7.3, В.4 и В.5). В таблице А.2 и на рисунке А.1 приведен пример областей испытательных нагрузок в табличной и графической форме для соединения, равнопрочного с телом трубы (см. также таблицу А.3).
А.9 Предельные нагрузки
Изготовитель должен представить количественную характеристику предельных нагрузок на соединение так, чтобы можно было правильно оценить фактические свойства образцов по сравнению с минимальными свойствами, обычно принимаемыми для оценки. Изготовитель должен указать ожидаемые разрушающие нагрузки.
Таблица А.1 - Перечень геометрических параметров и эксплуатационных характеристик соединения
А.1 Идентификация | ||||
Описание изделия | Наружный диаметр | Толщина стенки | Группа прочности | Наименование изделия |
Группа прочности муфты (если она отличается от группы прочности тела трубы) | ||||
Уровень применения соединения (CAL), по которому проводится испытание | ||||
А.2 Геометрические параметры соединения | ||||
А.3 Чертеж (приложить отдельные перечни с чертежами поперечного сечения) | ||||
А.4 Документация на изготовление соединения | ||||
План контроля процесса (копия) | Номер и дата введения редакции | |||
Чертеж ниппельного элемента | Номер и дата введения редакции | |||
Чертеж раструбного элемента | Номер и дата введения редакции | |||
Чертеж резьбы ниппельного элемента | Номер и дата введения редакции | |||
Чертеж резьбы раструбного элемента | Номер и дата введения редакции | |||
Чертеж уплотнительного кольца, номер | Номер и дата введения редакции | |||
Спецификация на поверхностную обработку ниппельного элемента | Номер и дата введения редакции | |||
Спецификация на поверхностную обработку раструбного элемента | Номер и дата введения редакции | |||
Процедура калибровки измерительного калибра | Номер и дата введения редакции | |||
Процедура измерения и контроля резьбы | Номер и дата введения редакции | |||
Процедура контроля уплотнительного кольца | Номер и дата введения редакции | |||
Процедура обжатия и снятия напряжений | Номер и дата введения редакции | |||
Процедура свинчивания на предприятии | Номер и дата введения редакции | |||
Процедура свинчивания в полевых условиях | Номер и дата введения редакции | |||
Процедура изготовления и контроля первого и последнего изделия | Номер и дата введения редакции | |||
Процедура ремонта соединения в полевых условиях | Номер и дата введения редакции | |||
А.5 Процедура с параметрами свинчивания | Номер и дата введения редакции | |||
А.6 Процедура ремонта соединения | Номер и дата введения редакции | |||
А.7 Перечень данных по эксплуатационным характеристикам (копия) | Номер и дата введения редакции | |||
А.8 Документ с областью испытательных нагрузок (копия) | Номер и дата введения редакции | |||
А.9 Документ с предельными нагрузками (копия) | Номер и дата введения редакции | |||
Таблица А.2 - Пример испытательных нагрузок при испытаниях серии А соединения с прочностью, равной прочности тела трубы наружным диаметром 178 мм и толщиной стенки 10,16 мм группы прочности Р110 (см. рисунок А.1)
Точка нагружения | Осевое усилие | Давление | Область испытательных нагрузок | |
% от предела текучести | кН | |||
1 | 95 | 4048 | 0 | - |
2 | 95 | 4048 | 70,8 | 95% предела текучести VME |
3 | 80 | 3409 | 84,8 | |
4 | CEYP | 1833 | 94,1 | |
5 | 0 | 0 | 85,7 | |
6 | -33 | -1406 | 69,1 | |
7 | -67 | -2855 | 41,8 | |
8 и 9 | -95 | -4048 | 0 | - |
10 | -95 | -4048 | -57,5 | 100% смятие |
11 | -95 | -4048 | -57,5 | |
12 | 0 | 0 | -57,5 | |
13 | 33 | 1406 | -50,6 | |
14 | 67 | 2855 | -36,1 | |
Номинальный наружный диаметр D | 177,8 мм | |||
Фактическая минимальная толщина стенки | 10,16 мм | |||
Внутренний диаметр при фактической минимальной толщине стенки D | 157,48 мм | |||
Площадь поперечного сечения трубы | 53,51 см | |||
Фактический средний внутренний диаметр D | 157,00 мм | |||
Фактическая нагрузка от внутреннего давления | 0,0194 | |||
Фактический минимальный предел текучести тела труб | 796,3 МПа | |||
Фактическая нагрузка начала текучести тела трубы | 4261 кН | |||
Таблица А.3 - Подробная характеристика этапов нагружения
Направление по кривой VME | Этап нагружения | Точка нагружения VME | Осевая нагрузка, кН | Усилие от нагрузочного устройства, кН | Давление | Выдержка, мин |
Против часовой стрелки | 1 | 1 | 4048 | 4048 | 0 | 5 |
2 | - | 3363 | 3363 | 0 | - | |
3 | - | 4048 | 3363 | 35,4 | - | |
4 | - | 3363 | 2678 | 35,4 | - | |
5 | 2 | 4048 | 2678 | 70,8 | 60 | |
6 | - | 3136 | 1766 | 70,8 | - | |
7 | 3 | 3407 | 1766 | 84,8 | 15 | |
8 | - | 1641 | 0 | 84,8 | - | |
9 | 4 | 1833 | 0 | 94,1 | 15 | |
10 | - | 1659 | 0 | 85,7 | - | |
11 | 5 | 0 | -1659 | 85,7 | 15 | |
12 | - | -0325 | -1659 | 69,1 | - | |
13 | 6 | -1406 | -2744 | 69,1 | 15 | |
14 | - | -1935 | -2744 | 41,8 | - | |
15 | 7 | -2811 | -3621 | 41,8 | 15 | |
16 | - | -3621 | -3621 | 0 | - | |
17 | 8 и 9 | -4048 | -4048 | 0 | 5 | |
18 | - | 0 | 0 | 0 | - | |
Переключение с внутреннего давления на внешнее давление | ||||||
19 | - | -4048 | -4048 | 0 | - | |
20 | 10 | -4048 | -4048 | -57,5 | 15 | |
21 | 11 | -2131 | -2131 | -57,5 | 15 | |
22 | 12 | 0 | 0 | -57,5 | 15 | |
23 | - | 0 | 0 | -50,6 | - | |
24 | 13 | 1406 | 1406 | -50,6 | 15 | |
25 | - | 1406 | 1406 | -36,1 | - | |
26 | 14 | 2856 | 2856 | -36,1 | 15 | |
27 | - | 2856 | 2856 | 0 | - | |
28 | 1 | 4048 | 4048 | 0 | 5 | |
По часовой стрелке | 29 | - | 2856 | 2856 | 0 | - |
30 | 14 | 2856 | 2856 | -36,1 | 15 | |
31 | - | 1406 | 1406 | -36,1 | - | |
32 | 13 | 1406 | 1406 | -50,6 | 15 | |
33 | - | 0 | 0 | -50,6 | - | |
34 | 12 | 0 | 0 | -57,5 | 15 | |
35 | 11 | -2131 | -2131 | -57,5 | 15 | |
36 | 10 | -4048 | -4048 | -57,5 | 15 | |
37 | - | -4048 | -4048 | 0 | - | |
38 | - | 0 | 0 | 0 | - | |
Против часовой стрелки | Переключение с внешнего давления на внутреннее давление | |||||
39 | - | 2678 | 2678 | 0 | - | |
40 | 2 | 4048 | 2678 | 70,8 | 15 | |
41 | - | 3136 | 1766 | 70,8 | - | |
42 | 3 | 3407 | 1766 | 84,8 | 15 | |
По часовой стрелке | 43 | - | 1766 | 1766 | 0 | - |
44 | 8 и 9 | -4048 | -4048 | 0 | 5 | |
45 | - | -3621 | -3621 | 0 | - | |
46 | 7 | -2811 | -3621 | 41,8 | 15 | |
47 | - | -1935 | -2744 | 41,8 | - | |
48 | 6 | -1406 | -2744 | 69,1 | 15 | |
49 | - | -0325 | -1659 | 69,1 | - | |
50 | 5 | 0 | -1659 | 85,7 | 15 | |
51 | - | 1659 | 0 | 85,7 | - | |
52 | 4 | 1833 | 0 | 94,1 | 15 | |
53 | - | 1641 | 0 | 84,8 | - | |
54 | 3 | 3407 | 1766 | 84,8 | 15 | |
55 | - | 3136 | 1766 | 70,8 | - | |
56 | 2 | 4048 | 2678 | 70,8 | 15 | |
57 | - | 3363 | 2678 | 35,4 | - | |
58 | - | 4048 | 3363 | 35,4 | - | |
59 | - | 3363 | 3363 | 0 | - | |
60 | 1 | 4048 | 4048 | 0 | 5 | |
Против часовой стрелки | 61 | - | 3363 | 3363 | 0 | - |
62 | - | 4048 | 3363 | 35,4 | - | |
63 | - | 3363 | 2678 | 35,4 | - | |
64 | 2 | 4048 | 2678 | 70,8 | 15 | |
65 | - | 3136 | 1766 | 70,8 | - | |
66 | 3 | 3407 | 1766 | 84,8 | 15 | |
67 | - | 1641 | 0 | 84,8 | - | |
68 | 4 | 1833 | 0 | 94,1 | 15 | |
69 | - | 1659 | 0 | 85,7 | - | |
70 | 5 | 0 | -1659 | 85,7 | 15 | |
71 | - | -0325* | -1659 | 69,1 | - | |
72 | 6 | -1406 | -2744 | 69,1 | 60 | |
73 | - | -1935 | -2744 | 41,8 | - | |
74 | 7 | -2811 | -3621 | 41,8 | 15 | |
75 | - | -3621 | -3621 | 0 | - | |
76 | 8 и 9 | -4048 | -4048 | 0 | 5 | |
77 | - | 0 | 0 | 0 | - | |
Переключение с внутреннего давления на внешнее давление | ||||||
78 | - | -4048 | -4048 | 0 | 15 | |
79 | 10 | -4048 | -4048 | -57,5 | 15 | |
80 | 11 | -2131 | -2131 | -57,5 | 60 | |
81 | 12 | 0 | 0 | -57,5 | 15 | |
82 | - | 0 | 0 | -50,6 | - | |
83 | 13 | 1406 | 1406 | -50,6 | 60 | |
84 | - | 1406 | 1406 | -36,1 | - | |
85 | 14 | 2856 | 2856 | -36,1 | 15 | |
86 | - | 2856 | 2856 | 0 | - | |
87 | - | 0 | 0 | 0 | - | |
По часовой стрелке | Переключение с внешнего давления на внутреннее давление | |||||
88 | 1 | 4048 | 4048 | 0 | 5 | |
89 | - | 3363 | 3363 | 0 | - | |
90 | - | 4048 | 3363 | 35,4 | - | |
91 | - | 3363 | 2678 | 35,4 | - | |
92 | 2 | 4048 | 2678 | 70,8 | 60 | |
93 | - | 2678 | 2678 | 0 | - | |
94 | - | 0 | 0 | 0 | - | |
Конец испытания | ||||||
| ||||||
________________
* Текст документа соответствует оригиналу. - .
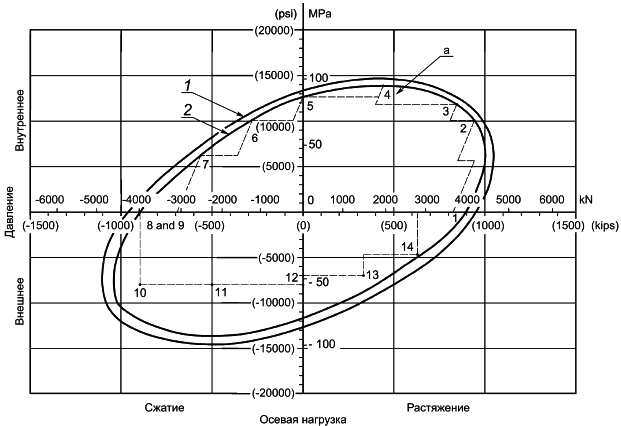
Точки нагружения обозначены цифрами более мелкого шрифта.
1 - область испытательных нагрузок, соответствующая 100% от предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 95% от предела текучести VME для тела трубы
Рисунок А.1 - Этапы нагружения для испытаний серии А соединения с прочностью, равной прочности тела трубы наружным диаметром 178 мм стенки 10,16 мм, группы прочности Р110
Приложение B
(справочное)
Область испытательных нагрузок и предельные нагрузки для соединений
B.1 Общие положения
Изготовитель должен полностью задать область испытательных нагрузок для своего изделия в соответствии с приложением А. В том случае, когда изготовитель не выполнит данное требование, это приложение может быть использовано заказчиком для оценки области испытательных нагрузок при помощи модели работоспособности соединения, основанной на возможностях определенных критических поперечных сечений соединения.
Изготовитель должен также полностью или хотя бы по мере возможности задать предельные нагрузки для своего изделия. Если он предпочтет этого не делать, то настоящий стандарт позволяет получить объективные данные об этих нагрузках. Уравнения для определения предельных нагрузок не включены, однако, в стандарт, поскольку они продолжают изучаться.
Использование информации, содержащейся в настоящем приложении, не является обязательным. Если это приложение принято в качестве основы для программы испытаний соединения, то необходимо придерживаться его положений (см. во введении к стандарту значение используемых в нем глагольных форм).
B.2 Основные принципы
B.2.1 Введение в модель критических поперечных сечений соединения
Соединения обсадных и насосно-компрессорных труб могут рассматриваться как концентрично расположенные компоненты, служащие для соединения труб с целью образования колонны. Соединение включает в себя резьбу, уплотнения и (или) упорные элементы. Их конструкции и функции могут меняться в широких пределах.
Колонны обсадных и насосно-компрессорных труб обычно подвешены или зацементированы в скважине и подвергаются воздействию первичных нагрузок пяти типов:
a) давление текучей среды внутреннее или внешнее;
b) осевое усилие растяжения или сжатия;
c) изгиб от выпучивания или отклонения направления скважины;
d) кручение от свинчивания и вращения;
e) неосесимметричные нагрузки от контакта по площади, линейного или точечного.
Настоящий стандарт рассматривает только три первых вида нагрузок, которые являются первичными практически в любой скважине. Трубы, как и соединения обсадных и насосно-компрессорных труб, в процессе эксплуатации должны успешно выдерживать [воспринимать и (или) передавать] эти нагрузки.
Область испытательных нагрузок для тела трубы может быть математически описана в виде ряда комбинаций нагрузок, вызывающих эквивалентное напряжение по Мизесу (VME) в теле трубы, эквивалентное пределу текучести материала при осевом растяжении. Подобным же образом область испытательных нагрузок для соединения может быть задана в виде комбинаций нагрузок, определяющих пределы его герметичности и прочности при циклическом нагружении.
Область испытательных нагрузок охватывает четыре квадранта:
- квадрант I: осевое растяжение плюс внутреннее давление с возможным изгибом;
- квадрант II: осевое сжатие плюс внутреннее давление с возможным изгибом;
- квадрант III: осевое сжатие плюс внешнее давление с возможным изгибом;
- квадрант IV: осевое растяжение плюс внешнее давление с возможным изгибом.
На рисунке В.1 приведен пример областей испытательных нагрузок для тела трубы и для соединения.
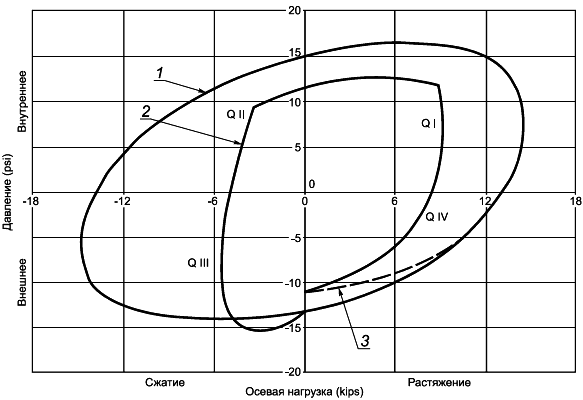
1 - область испытательных нагрузок, соответствующая 100% от предела текучести VME для тела трубы; 2 - область испытательных нагрузок, соответствующая 100%, для соединения; 3 - область испытательных нагрузок, соответствующая 100% смятию по ИСО 10400 или API Bull 5С3
Эффективность: 0,64 - растяжение; 0,38 - сжатие.
Примечание - Числовые значения приведены для иллюстрации и не представляют собой значения в единицах измерения.
Рисунок В.1 - Области испытательных нагрузок для тела трубы и для соединения конкретных размеров
B.2.2 Эквивалентная интенсивность напряжений по Мизесу (VME)
При нагружении осевой нагрузкой и давлением и при отсутствии изгиба напряжения VME всегда достигают пика на внутренней поверхности компонента. При дополнительном воздействии умеренного или сильного изгиба пик напряжений VME может находиться на наружной поверхности, что зависит от диаметра и толщины стенки компонента. В пункте В.5 описано определение сочетания давления, осевых и изгибающих усилий, выше которых пик напряжений VME выходит на наружную поверхность элемента соединения (тело трубы, соединение, ниппельный или раструбный элементы).
В зависимости от конструкции соединения как его работоспособность (несущая способность), так и его геометрические параметры (форма) могут существенно отличаться от работоспособности и формы тела трубы, т.е. цилиндра. В результате область испытательных нагрузок для соединения может быть как шире, так и уже такой области для тела трубы.
B.2.3 Область испытательных нагрузок для соединения
Область испытательных нагрузок для соединения представляет собой совокупность комбинаций нагрузок (осевых, от давления и от изгиба), при действии которых соединение сохраняет свою прочность и герметичность при циклическом нагружении. При нагрузках, выходящих за пределы этой области, соединение может быть повреждено, что приведет к потере прочности и (или) герметичности либо при последующем циклическом нагружении, либо при возрастании любого компонента нагрузки.
B.2.4 Предельные нагрузки и разрушающие нагрузки для соединения
Под предельными нагрузками понимаются нагрузки, при которых соединение теряет прочность и (или) герметичность. В зависимости от конкретных характеристик соединения предельная нагрузка может быть также разрушающей нагрузкой.
Предельные нагрузки для соединения могут также быть больше или меньше предельных нагрузок для тела трубы. Кроме того, соединение может быть более чувствительным к одному виду нагрузок и менее прочным в этом отношении, чем тело трубы, но обладать более высокой стойкостью к другому виду нагрузок, чем тело трубы. Эти факторы необходимо учитывать при выборе испытательных и предельных нагрузок для соединения.
B.2.5 Область испытательных нагрузок для колонны труб
Область испытательных нагрузок для колонны труб, состоящей из труб и их соединений, является минимальной комбинацией нагрузок (осевых, от давления и от изгиба), в пределах которой колонна выдерживает циклическое давление и сохраняет прочность и которая ограничивается предельным напряжением по Мизесу в теле трубы или в соединении. Область испытательных нагрузок для колонны труб ограничивается также стойкостью тела трубы двухосному смятию, определяемому по уравнениям по ИСО/ТО 10400 или API Bull 5СЗ для квадрантов III и IV, в которых действует внешнее давление.
Предельные нагрузки для колонны труб представляют собой комбинацию нагрузок (осевых, от давления и от изгиба), которая приводит к потере прочности и (или) герметичности вследствие осевого или радиального разрыва или смятия тела трубы или соединения, например в колонне обсадных или насосно-компрессорных труб.
B.3 Эксплуатационные свойства и размеры, необходимые для расчета области испытательных нагрузок в пределах упругости
B.3.1 Эксплуатационные свойства
Эксплуатационные свойства и базовые уравнения для их определения для тела трубы и стандартных соединений, а также размеры стандартных соединений приведены в ИСО/ТО 10400 или API Bul 5С3 и в ИСО 10422 или API Spec 5В. Однако для нестандартных соединений полные эксплуатационные свойства и базовые уравнения для их определения в доступной литературе отсутствуют.
B.3.2 Площадь и размеры критических сечений
Площадь и размеры критических поперечных сечений, необходимые для расчета области испытательных нагрузок в пределах упругости в соответствии с приложением B, приведены в таблице В.1.
Таблица B.1 - Площадь и размеры критических сечений
Компонент колонны труб или области испытательных нагрузок | Требуемые размеры (см. 7.3.1) | Обозначение | Значение для расчета |
Тело трубы | Наружный диаметр (номинальный или фактический) | D | |
Толщина стенки | t | ||
Внутренний диаметр (расчетный) | D | ||
Квадрант I: | Площадь критического поперечного сечения для расчета на растяжение | A | |
Соответствующий диаметр, на который действует внутреннее давление | D | ||
Соответствующая толщина стенки, на которую действует внутреннее давление | t | ||
Внутренний диаметр (расчетный) | D | ||
Квадрант II: | Площадь критического поперечного сечения для расчета на сжатие | A | |
Соответствующий диаметр, на который действует внутреннее давление | D | ||
Соответствующая толщина стенки, на которую действует внутреннее давление | t | ||
Внутренний диаметр (расчетный) | D | ||
Квадрант III: | Площадь критического поперечного сечения для расчета на сжатие | A | |
Соответствующий диаметр, на который действует внешнее давление | D | ||
Соответствующая толщина стенки, на которую действует внешнее давление | t | ||
Внутренний диаметр (расчетный) | D | ||
Квадрант IV: | Площадь критического поперечного сечения для расчета на растяжение | A | |
Соответствующий диаметр, на который действует внешнее давление | D | ||
Соответствующая толщина стенки, на которую действует внешнее давление | t | ||
Внутренний диаметр (расчетный) | D | ||
Примечание - В каждом квадранте может быть более одного критического сечения, особенно в соединениях с несущей способностью по осевой нагрузке и (или) нагрузке от давления меньшей, чем у тела трубы. | |||
B.4 Требования
B.4.1 Общие положения
Перед проведением испытаний в соответствии с 4.1 необходимо определить геометрические параметры соединения, область испытательных нагрузок и эксплуатационные характеристики соединения.
B.4.2 Область испытательных нагрузок
Изготовитель нестандартного соединения, подлежащего испытанию, должен представить полную область испытательных нагрузок и предельные нагрузки для соединения при всех комбинациях давлений (т.е. внутреннего и внешнего давления) и осевых нагрузок на растяжение и сжатие. Кроме того, изготовитель должен представить поправки к области для учета изгиба.
Область испытательных нагрузок и предельные нагрузки могут быть представлены в форме:
a) уравнений для расчета соединения;
b) таблиц с цифровыми данными;
c) графиков с цифровыми значениями для точек пересечения и превышения.
Очень важно, чтобы комбинированная несущая способность, выраженная в области испытательных нагрузок, была достаточно точно определена вблизи тех точек, в которых повышенная чувствительность соединения меняется с чувствительности к давлению на чувствительность к осевой нагрузке и (или) к изгибу и наоборот. Расчетные уравнения, аналитические или эмпирические, должны полностью задавать область испытательных нагрузок для всех комбинаций давления и осевого усилия с учетом изгиба. Форма уравнения должна облегчать расчет давлений при заданной осевой нагрузке с учетом и без учета изгиба.
Так как конструкция соединений обсадных и насосно-компрессорных труб и соответствующие области испытательных нагрузок могут меняться в широких пределах, то невозможно регламентировать общие требования к минимальному числу значений в табличном формате. Если конструкции соединения свойственны изменения чувствительности к нагрузке, то обязательно нужно представить нагрузки, при которых происходят такие изменения.
Для задания области испытательных нагрузок и предельных нагрузок в пределах одного квадранта вполне достаточно около 10 комбинаций нагрузок от давления и осевого усилия при конкретных условиях изгиба.
Испытательные и предельные нагрузки могут быть также представлены графически в сопровождении численных значений для пересечений давлений и осевых усилий и всех несплошностей кривой нагрузок.
B.4.3 Альтернативное представление области испытательных нагрузок
Если отсутствует область испытательных нагрузок по В.4.1, то она может быть установлена по методике, описанной в В.5.
B.4.4 Предельные нагрузки
Определение предельных нагрузок до проведения испытаний на такие нагрузки не является требованием настоящего стандарта.
B.5 Расчет областей предельных нагрузок
B.5.1 Общие положения
При расчетах несущей способности тела трубы и критических сечений соединения по настоящему стандарту поставлена цель проводить испытания образцов при столь высокой нагрузке или комбинации нагрузок, насколько это практически безопасно. В связи с этим при расчете областей испытательных нагрузок и предельных нагрузок для каждого образца следует придерживаться приведенных далее указаний. Предел текучести, наружный диаметр и минимальная толщина стенки принимаются в соответствии с 7.3.1.
B.5.2 Область испытательных нагрузок для тела трубы
B.5.2.1 Общие положения
Область испытательных нагрузок VME представляет собой трехмерную фигуру. Чтобы облегчить построение соответствующих графиков VME, необходимо нормализовать тангенциальное напряжение (от внутреннего и внешнего давления) так, как будто соответствующее внешнее или внутреннее давление равно нулю. Другими словами, для любой комбинации внутреннего и внешнего давления необходимо рассчитать эквивалентное внутреннее и внешнее давление, которое вызывает такое же тангенциальное напряжение, как если бы соответствующее внешнее и внутреннее давление было равно нулю. В противном случае потребовалось бы бесконечное число графиков для каждого конкретного сочетания давлений. В результате вышесказанного в расчетном уравнении существует разрыв при координате осевого усилия, соответствующей нулевому давлению. Другими словами, в квадрантах I и II требуются составляющие уравнений VME ( и
), нежели в квадрантах III и IV. Подробнее об этом см. [2]. Уравнения для нормализации давления приведены в В.5.3.
B.5.2.2 Область испытательных нагрузок для одноосно нагруженной трубы
Расчет проводится по следующим уравнениям:
а) Предельное усилие осевого растяжения при однородном распределении осевых напряжений
![]() , (B.1)
, (B.1)
где - предельное усилие осевого растяжения;
- заданный предел текучести при осевом растяжении, обычно предел текучести при осевом растяжении по стандартам ИСО 10400 или API;
- площадь поперечного сечения тела трубы;
D - номинальный наружный диаметр трубы;
t - номинальная толщина стенки трубы;
=3,1416.
b) Предельное внутреннее давление, соответствующее началу текучести на внутренней поверхности
 , (В.2)
, (В.2)
где - предельное внутреннее давление;
- заданный предел текучести при поперечном растяжении, если он известен, или предел текучести при осевом растяжении.
с) Предельное усилие сжатия в осевом направлении
![]() , (В.3)
, (В.3)
где - предельное усилие осевого сжатия;
- заданный предел текучести при осевом сжатии, если он известен, или предел текучести при осевом растяжении.
d) Внешнее давление, вызывающее смятие на внутренней поверхности
 , (В.4)
, (В.4)
где - предельное внешнее давление;
- заданный предел текучести при поперечном сжатии, если он известен, или предел текучести при осевом растяжении.
Предельное внешнее давление может ограничиваться факторами неустойчивости, а не началом текучести внутренней поверхности. Поэтому предельное внешнее давление стойкости к смятию тела трубы при нулевом осевом растяжении необходимо рассчитывать по методике, описанной в пункте 1.1 ИСО/ТО 10400 или API Bul 5С3, с помощью уравнений для определения давления смятия.
Трубы нестандартных групп прочности могут обладать стойкостью к смятию более высокой, чем рассчитанная по методике, описанной в пункте 1.1 ИСО/ТО 10400 или API Bul 5С3. В данной процедуре могут быть использованы следующие значения:
e) Изгиб на выгнутой или вогнутой стороне внутренней поверхности
![]() , (В.5)
, (В.5)
где - величина изгиба на длине 30 м, т.е. отклонение осевой линии на единицу длины, ограниченное текучестью внутренней поверхности трубы;
- заданный предел текучести при растяжении или сжатии, МПа, если он известен, или предел текучести при осевом растяжении внутренней поверхности трубы;
D - номинальный наружный диаметр, мм;
t - номинальная толщина стенки, мм.
Уравнение (В.5) не распространяется на изгиб, вызываемый поперечными нагрузками, например трехточечный изгиб.
Поскольку у труб из некоторых материалов, особенно холоднодеформированных труб из коррозионно-стойких сталей и сплавов (см. ИСО 13680), наблюдаются значительные колебания механических свойств по толщине стенки, прочность при изгибе может быть ограничена напряжениями на наружной или внутренней поверхности трубы или на выгнутой (растянутой) или вогнутой (сжатой) поверхности.
В.5.2.3 Область комбинированных испытательных нагрузок для тела трубы
Эту область рассчитывают с помощью теории энергии деформации Мизеса. В соответствии с этой теорией текучесть изотропного материала при комбинированном нагружении возникает под воздействием главных напряжений в соответствии со следующим выражением:
а) Эквивалентное напряжение по Мизесу
![]() , (В.6)
, (В.6)
где - эквивалентное напряжение по Мизесу;
- осевое напряжение;
- тангенциальное напряжение;
- радиальное (нормальное) напряжение.
b) При отсутствии изгиба
При отсутствии изгиба пик напряжения VME при действии как внутреннего, так и внешнего давления всегда имеет место на внутренней поверхности. Поэтому при конкретном осевом усилии предельные внутреннее и внешнее давления могут быть рассчитаны следующим образом.
Главные напряжения определяют как
1) Тангенциальное напряжение от внутреннего давления на внутренней поверхности
 , (В.7)
, (В.7)
 ,
,
где - геометрическая константа.
2) Тангенциальное напряжение от внешнего давления на внутренней поверхности
 , (В.8)
, (В.8)
 ,
,
где - геометрическая константа.
3) Осевое напряжение от осевого усилия
![]() , (В.9)
, (В.9)
где - площадь поперечного сечения трубы.
4) Радиальное напряжение от внутреннего давления на внутренней поверхности
![]() , (В.10)
, (В.10)
5) Радиальное напряжение от внешнего давления на внутренней поверхности
![]() . (В.11)
. (В.11)
Таким образом, при определенном значении в условиях одноосной осевой нагрузки соответствующее максимальное внутреннее давление
или наружное давление
при заданном пределе текучести может быть найдено как решение квадратного уравнения с использованием только действительных корней.
6) Для внутреннего давления получим
![]() , (В.12)
, (В.12)
где [для уравнения (В.12)]:
![]() ,
,
![]() ,
,
![]() ,
, - заданный уровень напряжений на внутренней поверхности.
7) Для внешнего давления получим
![]() , (В.13)
, (В.13)
где [для уравнения (В.13)]:
![]() ,
,
![]() ,
,
![]() ,
, - заданный уровень напряжений на внутренней поверхности.
Для определения испытательных нагрузок заданный уровень напряжений принимается равным 95% среднего фактического предела текучести материала, найденного путем испытаний при заданной температуре.
8) Максимальные нагрузки
Изучение области испытательных нагрузок для тела трубы по рисунку В.1 показывает, что в квадрантах I и III пиковые давления и осевые нагрузки имеют место вдоль областей в точках, определяемых как
![]() и
и ![]() .
.
При помощи приведенных ниже уравнений можно рассчитать четыре пары пиковых значений давления и осевого усилия.
i) Квадрант I
![]() , (В.14)
, (В.14)
при ![]() ,
,
 . (В.15)
. (В.15)
при ![]() ,
,
ii) Квадрант III
![]() , (В.16)
, (В.16)
при ![]() ,
,
![]() , (В.17)
, (В.17)
при 
где  ;
;
![]() ;
;
![]() .
.
c) При наличии изгиба
При наличии изгиба, например при направленном бурении или вследствие винтового или синусоидального выпучивания, на осевые напряжения в трубе необходимо наложить растягивающие или сжимающие напряжения от изгиба на внутренней поверхности трубы
![]() , (В.18)
, (В.18)
где - суммарное осевое напряжение с учетом изгиба;
- осевое напряжение от осевой силы,
где ![]() ,
,
- осевое напряжение от изгиба, МПа,
где  ;
;
где M - изгибающий момент;
- момент инерции,
где ![]() .
.
d) Изгибающий момент M и кривизна трубы связаны соотношением
 , (B.19)
, (B.19)
где - степень изгиба трубы в градусах на длине 30 м;
- диаметр трубы, мм;
t - толщина стенки, мм;
- осевое напряжение от изгиба, МПа.
Радиус кривизны тела трубы связан с ее степенью изгиба следующим образом
![]() , (В.20)
, (В.20)
где R - радиус кривизны оси тела трубы, м.
Таким образом, замена в В.5.2.3, перечисление a), на
обеспечит максимальное значение внутреннего и внешнего давлений
и
, которое может быть приложено для достижения заданного уровня
на внутренней поверхности тела трубы при определенной осевой нагрузке
и определенной степени изгиба
.
Примечание - В зависимости от размера трубы, т.е. значений D и t, приложенного осевого усилия , давления
или
и степени изгиба
пиковое напряжение VME может возникать также на наружной поверхности трубы.
е) Степень изгиба, которая может быть приложена к телу трубы, находящейся под действием давления и осевого усилия, выше которой максимальное напряжение VME возникнет на наружной поверхности тела трубы, может быть рассчитана путем решения следующих квадратных уравнений:
1) При действии внутреннего давления
![]() , (В.21)
, (В.21)
где [для уравнения (В.21)]:
![]() ,
,
![]()
![]() ,
,
где - внутреннее давление;
D - наружный диаметр;
t - толщина стенки;
- тангенциальное напряжение на внутренней поверхности.
2) При действии внешнего давления
![]() , (В.22)
, (В.22)
где [для уравнения (В.22)]:
 ,
,
![]() ,
,
![]() .
.
Необходимо отметить, что могут использоваться только действительные числа, т.е. (![]() ) должно быть больше нуля или 4AC должно быть не больше B
) должно быть больше нуля или 4AC должно быть не больше B. При решении относительно
необходимо, чтобы
=0, а при решении относительно
необходимо, чтобы
=0. Кроме того, как уже указывалось, в данном расчете нельзя использовать перепад давлений, т.е.
![]() .
.
3) Степень изгиба, которая может быть допущена до того, как напряжение VME на наружной поверхности станет критическим, составляет
![]() .
.
В.5.3 Область испытательных нагрузок для соединения
В.5.3.1 Общие положения
Соединения могут рассматриваться как сочетание концентричных полых цилиндров, усеченных конусов и (или) сферических сегментов, упирающихся друг в друга упорными элементами или соединенных друг с другом при помощи резьбы, стопорных колец или другим способом. Можно показать, что концентрично расположенные полые цилиндры, находящиеся в контакте друг с другом, т.е. оказывающие давление друг на друга (посадка с натягом), ведут себя под действием внутреннего или внешнего давления как сплошной цилиндр.
Анализ стандартных и нестандартных соединений показал, что из-за ограничений по геометрии (внутреннему и наружному диаметрам) большинство соединений спроектировано таким образом, что первоначальное контактное давление и вызванное им тангенциальное напряжение в элементе, первым воспринимающим нагрузку, не играет особой роли по сравнению с эксплуатационными нагрузками. Другими словами, работоспособность соединения зависит в первую очередь от внешних нагрузок, а не от нагрузок и напряжений, вызванных свинчиванием.
Установлено, что торец ниппельного элемента с резьбовым соединением EUE наружным диаметром 88,90 и толщиной стенки 8,00 мм при свинчивании подвергается пластической деформации от тангенциального сжатия, что приводит к большому давлению (нормальным напряжениям) между ниппельным элементом и муфтой, однако прочность муфты в плоскости торца ниппельного элемента не снижается. По ИСО/ТО 10400 [уравнение 3.1.2)] или API Bul 5С3 стойкость муфт к внутреннему давлению муфт оценивается только по размерам муфты и свойствам материала в этой плоскости.
Примечание - Поскольку область испытательных нагрузок задается по существу как область максимальных упругих нагрузок, относительные смещения элементов соединения будут незначительны, т.е. геометрические параметры соединения в пределах этой области будут практически неизменными.
Таким образом, для установления области испытательных нагрузок для соединения можно использовать принципы наложения нагрузок. Зная различные критические поперечные сечения соединения, подвергаемого воздействию осевого усилия растяжения или сжатия, диаметр и толщину элемента, воспринимающего нагрузки от внутреннего или внешнего давления, можно рассчитать область испытательных нагрузок для многокомпонентной конструкции, такой как соединения для труб нефтяного сортамента.
При наложении нагрузок необходимо учитывать, что критическое поперечное сечение, воспринимающее осевую нагрузку, необязательно имеет тот же диаметр и толщину стенки, что и сечение, воспринимающее нагрузку от давления. Необходимо, однако, знать диаметр, на котором действует давление, например внутренний диаметр при действии внутреннего давления или наружный диаметр при действии внешнего давления. Естественно, что площадь конкретного критического поперечного сечения рассматриваемого соединения должна быть в одной плоскости с диаметром и толщиной стенки.
Использование критического поперечного сечения для расчета области испытательных нагрузок соединений предполагает также, что действительны уравнения для длинных цилиндров, т.е. имеет место упрочнение на срез критического поперечного сечения вблизи толстостенного сечения.
Это допущение идет в запас прочности и обосновано тем, что основная задача при проектировании соединения заключается в достижении несущей способности и геометрии, максимально приближенных к телу трубы.
В случае, когда элементы соединения получают механической обработкой толстостенных высаженных концов труб, упрочнение на срез под воздействием соседних толстостенных сечений может внести заметный вклад в номинальную область испытательных нагрузок. Однако большинство таких соединений спроектировано в расчете на достижение, по крайней мере, 100% несущей способности тела трубы за счет геометрии, и поэтому область испытательных нагрузок соединения обычно расположена снаружи области испытательных нагрузок для тела трубы. Таким образом, точная область испытательных нагрузок соединения представляет собой спорный вопрос, а испытательные нагрузки определяются скорее свойствами тела трубы, а не соединения.
Можно также утверждать, что при расчете напряжений VME в критическом элементе не следует суммировать тангенциальные напряжения, достигающие максимума на внутренней поверхности внутреннего элемента, с осевыми напряжениями в наружном элементе. Это положение не распространяется, однако, на методику по настоящему стандарту, поскольку, во-первых, одно из критических поперечных сечений соединения для расчета напряжений VME обычно представляет собой конечный участок ниппельного или раструбного элементов и состоит из одного элемента, и, во-вторых, использование более высокого тангенциального напряжения в уравнении для расчета напряжений VME компенсирует исключение напряжений от свинчивания.
Пик интенсивности напряжений VME в соединении при определенном сочетании нагрузок от давления, осевого усилия и изгиба не может быть предсказан простым изучением соединения. Необходим углубленный анализ соединения, чтобы установить все плоскости, в которых может возникать предельная интенсивность напряжений во всех четырех квадрантах. Установлено, что функции VME имеют разрыв между внутренним и внешним давлением из-за особенностей используемых уравнений для расчета напряжений от давления и
. Кроме того, сама конструкция соединения может вызвать разрыв непрерывности между растяжением и сжатием в функциях VME. Поэтому необходим тщательный анализ конструкции соединения с оценкой возможных критических поперечных сечений во всех квадрантах.
В.5.3.2 Область испытательных нагрузок для одноосно нагруженного соединения
В.5.3.2.1 Общие уравнения
Приведенные ниже уравнения (В.24)-(В.26) идентичны уравнениям для тела трубы по В.5.2.2. Область испытательных нагрузок для одноосно нагруженного соединения рассчитывают, подставляя соответствующие значения D и t в критической плоскости соединения вместо значений для тела трубы. В определенном критическом сечении правильные значения D и t для расчета осевых напряжений могут не совпадать со значениями D и t для расчета тангенциальных напряжений. Необходимо, чтобы конкретные значения D и t определяли осевые напряжения с учетом изгиба, но эти значения могут не определять стойкость к нагрузкам от давления. Кроме того, внутреннее давление всегда действует на внутреннюю поверхность с диаметром , который составляет
![]() . (В.24)*
. (В.24)*
________________
* В ИСО 13679-2002 допущена ошибка в нумерации формул. (Примеч. ред.)
Внешнее давление всегда действует на наружную поверхность с диаметром D. Следует также помнить, что эксплуатационные нагрузки могут включать как внутреннее, так и внешнее давление, и перед сравнением с испытательным давлением необходимо привести (нормализовать) эти давления к
и
таким образом, чтобы второе давление было равно нулю. Нормализация одновременно действующих внутреннего и внешнего давлений осуществляется следующим образом
 , (B.25)
, (B.25)
![]() , (B.26)
, (B.26)
где - наружный диаметр;
- внутренний диаметр.
Действительны только положительные значения давления. В результате при небольшой разности давлений возникает разрыв в функциях для и
.
В.5.3.2.2 Значительный изгиб
Если требуется, чтобы при испытании учитывался значительный изгиб, который приводит к возникновению пика напряжений VME на наружной поверхности критического элемента соединения или тела трубы, то необходимо принимать тангенциальные, радиальные и осевые напряжения с учетом изгиба.
a) Тангенциальные напряжения на внутренней поверхности при действии внутреннего давления
![]() . (B.27)
. (B.27)
b) Тангенциальные напряжения на наружной поверхности при действии внешнего давления
![]() . (B.28)
. (B.28)
c) Радиальные напряжения от внутреннего давления на наружной поверхности в критической плоскости критического элемента равны нулю
![]() . (В.29)
. (В.29)
d) Радиальные напряжения от внешнего давления на наружной поверхности в критической плоскости критического элемента
![]() (B.30)
(B.30)
e) Осевые напряжения при сверхкритическом изгибе
![]() , (B.31)
, (B.31)
![]() .
.
Таким образом, максимальный изгибающий момент на наружной поверхности в критическом сечении элемента или на наружной поверхности тела трубы при воздействии давления и осевой нагрузки составляет:
- при действии внутреннего давления
 , (B.32)
, (B.32)
где ![]() ,
,
![]() ,
,
![]() ,
,
 ;
;
- при действии внешнего давления
 , (B.33)
, (B.33)
где ![]() ,
,
![]() ,
,
![]() ,
,
 .
.
Изгибающий момент связан со степенью изгиба
соотношением
![]() . (B.34)
. (B.34)
Примечание - Для в градусах на 100 футов M в фунт-дюймах и
в дюйм
константа составляет 436.
В.6 Практический расчет
В.6.1 Общие положения
Область испытательных нагрузок для колонны труб в неопределенном рабочем окружении рассчитывается как сочетание нагрузок от внутреннего и внешнего давлений, статического растяжения или сжатия и изгиба, которое создает интенсивность напряжений VME в теле трубы или в критическом элементе соединения, эквивалентную 95% предела текучести материала данного элемента при осевом растяжении.
Расчет максимального сочетания нагрузок может проводиться вручную, но такие расчеты крайне трудоемки. Рекомендуется использовать для расчетов компьютерную программу. Рекомендуемый метод расчета приведен в В.6.2-В.6.6.
В.6.2 Расчет значений для тела трубы при одноосном нагружении
Область испытательных нагрузок для тела трубы при одноосном нагружении рассчитывают, как описано в В.5.2.2:
a) на растяжение по уравнению (B.1);
b) на внутреннее давление по уравнению (B.2);
c) на сжатие по уравнению (B.3);
d) на внешнее давление по уравнению (B.4);
e) на изгиб по уравнению (B.5).
B.6.3 Комбинированная проверка нагрузок
Для проверки рассчитывают 4 комбинации максимального давления и осевой нагрузки по уравнениям (B.14)-(B.17). Полученные значения используют также для задания пределов итерации по B.6.4.
B.6.4 Комбинация нагрузок и давления
Рассчитывают предельное давление при заданной осевой нагрузке для достаточно большого числа точек, чтобы иметь возможность построить плавную кривую во всем интервале осевых усилий (см. рисунок B.1):
a) по уравнению (В.12) для осевого усилия плюс внутреннее давление;
b) по уравнению (B.13) для осевого усилия плюс внешнее давление.
B.6.5 Влияние изгиба
Влияние изгиба проявляется в изменении эффективных осевых напряжений в ту или иную сторону. Таким способом можно построить область испытательных нагрузок (постоянной интенсивности напряжений VME) от давления и осевого усилия с учетом изгиба. В компьютерную программу, разработанную для расчета по В.5.3.2, можно добавить различные величины изгиба и решить соответствующие уравнения для определения внутреннего и внешнего давления, используя уравнения (В.12) и (В.13).
Для учета изгиба необходимо изменить осевое напряжение в уравнениях (В.9), (В.12) и (В.13), введя в них напряжение изгиба по уравнениям (В.18), (В.19) и (В.20). Тогда получим:
- для внутреннего давления
 , (B.35)
, (B.35)
где [для уравнения (В.35)]:
![]() ,
,
![]() ,
,
![]() ;
;
- для внешнего давления
 , (B.36)
, (B.36)
где [для уравнения (В.36)]:
![]() ,
,
![]() ,
,
![]() .
.
Как указано в В.5, уравнения (В.35) и (В.36) действительны только в том случае, когда пик напряжений VME находится на внутренней поверхности. Предельный изгиб при определенном давлении и определенной осевой нагрузке может быть рассчитан по уравнениям (В.21) и (В.22) при действии соответственно внутреннего и внешнего давлений. При значительном изгибе, когда пик напряжений VME находится на наружной поверхности, следует использовать уравнения (В.32) и (В.33). Область испытательных нагрузок от давления и осевого усилия для тела трубы без учета изгиба представляет собой ограничительный фактор. Таким образом, если при определенной осевой нагрузке и определенном изгибе будет найдено внутреннее давление, которое больше, чем при отсутствии изгиба, такое значение давления некорректно. Так, значение давления ограничено более низким значением в квадранте II и более высокое значение, рассчитанное в квадранте I, недействительно. Аналогичная ситуация может сложиться с внешним давлением и растяжением в квадранте IV.
В.6.6 Тело трубы и соединение
Методы расчета области испытательных нагрузок для тела трубы, различных пиковых одноосных и комбинированных нагрузок приложим к элементам соединения путем замены в расчетных уравнениях соответствующих значений диаметра и толщины стенки. Таким образом, компьютерная программа, разработанная для тела трубы, может быть использована для расчета соединения или другой многослойной концентричной конструкции.
Если для построения области испытательных нагрузок для тела трубы достаточно рассмотрения одного сечения, то для соединения следует рассмотреть несколько, от трех до шести сечений. Эти критические поперечные сечения должны быть определены пользователем настоящего стандарта. В таблице В.2 приведены данные, необходимые для проведения расчета критических поперечных сечений.
Критические поперечные сечения (плоскости) стандартных соединений могут быть определены по размерам, приведенным в ИСО 10422 или API Spec 5В. Кроме того, размеры распространенных соединений насосно-компрессорных труб с двухшаговой цилиндрической резьбой и коническим уплотнением, соединений с уплотнением металл-металл и соединений интеграл IJ общедоступны, поскольку соответствующие данные переданы в API.
В картах данных и литературе содержится достаточно сведений о многих нестандартных соединениях, что позволяет построить область испытательных нагрузок при отсутствии конкретных размеров, которые, по мнению некоторых изготовителей таких соединений, являются конфиденциальной информацией. Данные, необходимые для построения области испытательных нагрузок, и их источники приведены в таблице В.2.
Дополнительную информацию по определению размеров критических поперечных сечений можно извлечь из высоты профиля резьбы, конусности резьбы и конусности уплотнения. Эти данные обычно приводятся в литературе о нестандартных соединениях. Кроме того, в большинстве случаев нестандартные соединения следуют общему направлению проектирования. Знание этого направления может оказать ценную помощь при выборе размеров для описанных выше расчетов.
В качестве примера укажем, что большинство соединений труб с уплотнением металл-металл наружным диаметром от 114,30 до 339,70 мм имеют параметры резьбы, близкие к параметрам резьбы упорного соединения с трапецеидальной резьбой по ИСО 10422 или API Spec 5В. Поэтому площадь одного из критических сечений муфты - плоскости первого витка трубы, участвующего в сопряжении, заведомо известна. При расчете осевых напряжений можно принять D=W, диаметры муфты и
можно аппроксимировать с наружным диаметром торца ниппельного элемента, обозначенным в ИСО 10422 и API Spec 5В как
. В этой плоскости внутреннее давление действует на внутреннюю поверхность с известным диаметром
и полностью передается на наружную поверхность муфты. Таким образом, можно легко установить значения D и t, определяющие осевые и тангенциальные напряжения в соединении от рабочих нагрузок.
Кроме того, для большинства нестандартных соединений МТС показатели прочности выведены из уравнения работоспособности. Поскольку показатели прочности почти всегда публикуются, можно рассчитать наружный критический диаметр ниппельного элемента.
Таблица В.2 - Размеры, необходимые для расчета критических поперечных сечений
Диаметр тела трубы D | Задан |
Толщина стенки тела трубы t | Задана |
Диаметр | Задан |
Диаметр | Задан |
Критическое сечение на растяжение | Задано |
Критическое сечение на сжатие | Задано |
| |
Приложение C
(обязательное)
Формы для регистрации данных
Если данные результатов испытаний вносятся в формы вручную, следует использовать формы формата A3 или эквивалентного размера. Если формы заполняются печатным шрифтом или в электронном виде, то можно использовать формы формата A4 или эквивалентного размера при условии применения одного формата и достаточного легкого и удобного чтения данных. Допускается применение увеличенных копий форм из настоящего приложения.
Форма C.9 аналогична форме для расчета испытательных нагрузок по [5] и включена в это приложение, чтобы облегчить сопоставление с результатами более ранних испытаний, проведенных до введения в действие настоящего стандарта.
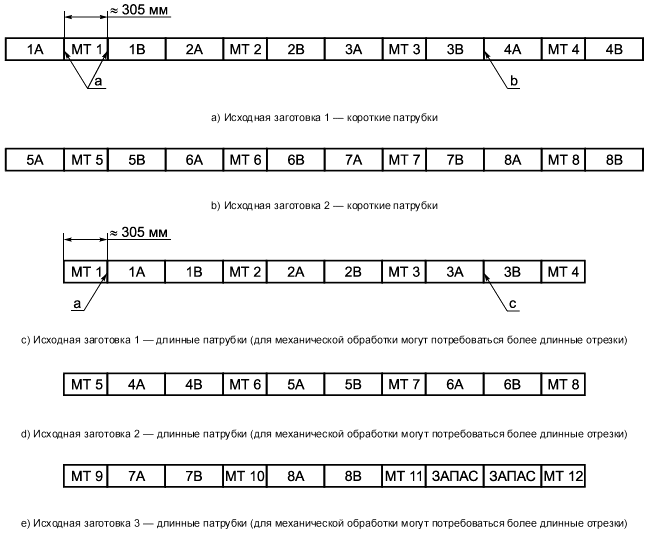
Граница участка отбора пробы для испытания материала.
Патрубок без резьбы (отрезанный газовой резкой или пилой на любом этапе изготовления).
Патрубок без резьбы (отрезанный газовой резкой или пилой после нарезания резьбы).
Примечание - МТ - проба для испытания материала.
Рисунок C.1 - Рекомендуемое расположение исходных заготовок для образцов для испытаний соединений и материала
Форма С.1 - Данные по свойствам материала
Обозначение ниппельных элементов (например 1А, 1В, 2А и т.д.) | Обозначение муфт (например, 1, 2, 3 и т.д.) | Эскиз пробы для испытаний с номинальными размерами (заполняется изготовителем) | ||||||||||||||||||
Изготовитель соединения | Тип соединения | Изготовитель стали | ||||||||||||||||||
Исполнитель испытания на растяжение | Дата | Место проведения испытания | ||||||||||||||||||
Тип устройства для испытания на растяжение | Метод контроля | |||||||||||||||||||
Метод измерения деформации | Номинальный наружный диаметр | Номинальная толщина стенки | Группа прочности | |||||||||||||||||
Химический состав | C | Si | M | Cr | Mo | Nb | Ti | Al | P | S | B | Ni | Cu | V | N | Прочие | ||||
Химический состав исходной заготовки для муфты | ||||||||||||||||||||
Химический состав исходной заготовки для ниппельного элемента A | ||||||||||||||||||||
Химический состав исходной заготовки для ниппельного элемента B | ||||||||||||||||||||
Расположение | Номер плавки | Номер эле- | Проба | Установ- | 0,2% предел теку- | Предел проч- | Удли- | Модуль упру- | Температура испытания, °С | |||||||||||
Ком- | Химсостав исходной заготовки для ниппельного элемента A | Элемент 1 | ||||||||||||||||||
Элемент 2 | ||||||||||||||||||||
Середина | ||||||||||||||||||||
Среднее значение | ||||||||||||||||||||
Химсостав исходной заготовки для ниппельного элемента B | Элемент 1 | |||||||||||||||||||
Элемент 2 | ||||||||||||||||||||
Середина | ||||||||||||||||||||
Среднее значение | ||||||||||||||||||||
Химсостав исходной заготовки для муфты | Элемент 1 | |||||||||||||||||||
Элемент 2 | ||||||||||||||||||||
Середина | ||||||||||||||||||||
Среднее значение | ||||||||||||||||||||
Повы- | Исходная заготовка для ниппельного элемента A | |||||||||||||||||||
Исходная заготовка для ниппельного элемента B | ||||||||||||||||||||
Исходная заготовка для муфты | ||||||||||||||||||||
| ||||||||||||||||||||
Форма С.2 - Данные по свинчиванию-развинчиванию образца соединения
Номер образца | Номер раструбного элемента | Номер ниппельного элемента A | Номер ниппельного элемента B | ||||||
Номинальный наружный диаметр | Номинальная толщина стенки | Группа прочности | |||||||
Изготовитель соединения | Тип соединения | Номер чертежа | Номер редакции | Дата введения редакции | |||||
Место проведения свинчивания | Дата | Установка для свинчивания | |||||||
Противозадирная обработка | Раструбный элемент | Ниппельный элемент | |||||||
Изготовитель резьбовой смазки | Тип | Номер продукции | |||||||
Материал уплотнительного кольца | |||||||||
Базовый момент для графика - положение при свинчивании | |||||||||
Типо- | Номер свин- | Номер нип- | Номер рас- | Коли- | Количество смазки на раструб- | Проект- | Момент смы- | Число оборотов до смыкания упорных элемен- | Сум- | Сум- | Скорость свинчи- | Момент развин- | Заме- |
Заполнил | Дата |
Проверил | Дата |
Форма С.3 - Данные по геометрическим параметрам образца соединения
Номер образца соединения | Номер раструбного элемента | Номер ниппельного элемента A | Номер ниппельного элемента B | |||||||||||||||||
Номинальный наружный диаметр | Номинальная толщина стенки | Группа прочности | ||||||||||||||||||
Изготовитель соединения | Тип соединения | Номер чертежа | Номер редакции | Дата введения редакции | ||||||||||||||||
| ||||||||||||||||||||
Элемент A | Элемент B | |||||||||||||||||||
Размер | Плос- | Рас- | Нип- | Нип- | Наименование параметра | Механически обработанный | После первого развинчи- | Механи- | После первого развинчивания | После послед- | ||||||||||
Ввод | Вывод | Ввод | Вывод | |||||||||||||||||
Наруж- | E-F | x | x | x | ||||||||||||||||
G-H | x | x | x | Дата | x | x | x | x | x | x | x | |||||||||
I-J | x | - | - | Диаметр уплотнения металл-металл ниппельного элемента | x | x | x | x | x | x | x | |||||||||
K-L | x | - | - | |||||||||||||||||
Тол- | E (мин) | - | x | x | Диаметр уплотнения металл-металл раструбного элемента | x | x | x | x | x | x | x | ||||||||
F | - | x | x | |||||||||||||||||
Натяг уплотнения металл-металл | x | x | x | x | x | x | x | |||||||||||||
G | - | x | x | |||||||||||||||||
Диаметр кольцевой канавки | x | x | x | x | x | x | x | |||||||||||||
H | - | x | x | |||||||||||||||||
Ширина кольцевой канавки | x | - | - | x | - | - | - | |||||||||||||
Данные могут быть указаны в процентах от поля предельных отклонений измеряемого параметра | ||||||||||||||||||||
Расположение кольцевой канавки | x | - | - | - | - | - | ||||||||||||||
Диаметр свободной резьбы калибра-пробки | x | x | - | x | x | - | - | |||||||||||||
Диаметр свободной резьбы калибра-кольца | x | x | x | x | x | x | x | |||||||||||||
Натяг по резьбе | x | x | - | x | x | - | - | |||||||||||||
Конусность резьбы ниппельного элемента | x | x | - | x | x | - | - | |||||||||||||
Конусность резьбы раструбного элемента | x | x | x | x | x | - | - | |||||||||||||
Отклонение шага резьбы ниппельного элемента | x | x | - | x | x | - | - | |||||||||||||
Отклонение шага резьбы раструбного элемента | x | x | - | x | x | - | - | |||||||||||||
Овальность уплотнения металл-металл ниппельного элемента | - | x | - | x | x | - | - | |||||||||||||
Овальность уплотнения металл-металл раструбного элемента | - | x | - | x | x | - | - | |||||||||||||
| ||||||||||||||||||||
Заполнил | Дата | |||||||||||||||||||
Проверил | Дата | |||||||||||||||||||
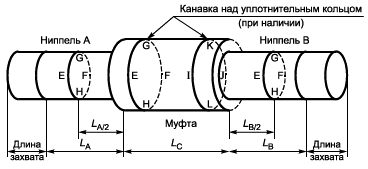
Форма С.4 - Данные по испытанию предельной нагрузкой
Номер образца соединения | Номер испытания | ||||||
Наименование испытания | |||||||
Номинальный наружный диаметр | Номинальная толщина стенки | Группа прочности | |||||
Изготовитель соединения | Тип соединения | ||||||
Рабочая среда | |||||||
Скорость роста давления | Скорость роста осевой нагрузки | ||||||
Давление появления утечки | Нагрузка от устройства | Суммарная нагрузка | Номер ниппельного элемента | ||||
Давление разрушения | Нагрузка от устройства | Суммарная нагрузка | |||||
Максимальные параметры испытания | Нагрузка от устройства | Суммарная нагрузка | |||||
Конечная длина | Конечная длина | Конечная длина | |||||
Разрушающая нагрузка по прогнозу изготовителя, основанному на фактическом пределе текучести (при наличии прогноза) | |||||||
Разрушающая нагрузка, указанная изготовителем | |||||||
Разрушающая нагрузка по прогнозу, основанному на фактических механических свойствах и геометрических параметрах | |||||||
Фактическая разрушающая нагрузка | |||||||
Фактическое разрушающее давление | |||||||
Отношение фактической и прогнозируемой разрушающей нагрузки | |||||||
Фактический режим разрушения | |||||||
Описание и расположение места разрушения: скорость утечки (см | Испытательная установка | ||||||
Заполнил | Дата | ||||||
Проверил | Дата | ||||||
Форма C.5 - Данные по утечкам соединения
Номинальный наружный диаметр | Номинальная толщина стенки | Группа прочности | |||||||||||||||||||||
Изготовитель соединения | Тип соединения | Номер чертежа | Номер редакции | Дата введения редакции | |||||||||||||||||||
Номер испытания | Дата | Номер образца соединения | |||||||||||||||||||||
Номер рас- | Номер нип- | Номер точки наг- | Продол- | Дав- | Наг- | Сум- | Начальная скорость утечки | Конечная скорость утечки | Про- | Общая про- | При- | Мак- | Мини- | Мак- | Минималь- | Максималь- | Мини- | ||||||
см | пузырь- | см | пузырь- | ||||||||||||||||||||
Заполнил | Дата | ||||||||||||||||||||||
Проверил | Дата | ||||||||||||||||||||||
Форма C.6 - Испытания серии A - Сводные данные о вытесненном объеме воды
Напряжение по Мизесу VME, вариант приложения нагрузки LP | Номер этапа нагружения | Выдержка, мин | Объем вытесненной воды, см | Объем вытесненной воды, см | ||
Образец 2 | Образец 4 | Образец 2 | Образец 4 | |||
1 | 1 | 5 | ||||
Во время изменения нагрузки | ||||||
2 | 60 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
4 | 15 | |||||
Во время изменения нагрузки | ||||||
5 | 15 | |||||
Во время изменения нагрузки | ||||||
6 | 15 | |||||
Во время изменения нагрузки | ||||||
7 | 15 | |||||
Во время изменения нагрузки | ||||||
8 | 15 | |||||
Во время изменения нагрузки | ||||||
9 | 5 | |||||
Во время изменения нагрузки | ||||||
10 | 15 | |||||
Во время изменения нагрузки | ||||||
11 | 15 | |||||
Во время изменения нагрузки | ||||||
12 | 15 | |||||
Во время изменения нагрузки | ||||||
13 | 15 | |||||
Во время изменения нагрузки | ||||||
14 | 15 | |||||
Во время изменения нагрузки | ||||||
1 | 5 | |||||
Во время изменения нагрузки | ||||||
14 | 15 | |||||
Во время изменения нагрузки | ||||||
13 | 15 | |||||
Во время изменения нагрузки | ||||||
12 | 15 | |||||
Во время изменения нагрузки | ||||||
11 | 15 | |||||
Во время изменения нагрузки | ||||||
10 | 15 | |||||
Во время изменения нагрузки | ||||||
2 | 15 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
9 | 5 | |||||
Во время изменения нагрузки | ||||||
8 | 5 | |||||
Во время изменения нагрузки | ||||||
7 | 15 | |||||
Во время изменения нагрузки | ||||||
6 | 15 | |||||
Во время изменения нагрузки | ||||||
5 | 15 | |||||
Во время изменения нагрузки | ||||||
4 | 15 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
2 | 15 | |||||
Во время изменения нагрузки | ||||||
1 | 5 | |||||
Во время изменения нагрузки | ||||||
2 | 15 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
4 | 15 | |||||
Во время изменения нагрузки | ||||||
5 | 15 | |||||
Во время изменения нагрузки | ||||||
6 | 60 | |||||
Во время изменения нагрузки | ||||||
7 | 15 | |||||
Во время изменения нагрузки | ||||||
8 | 15 | |||||
Во время изменения нагрузки | ||||||
9 | 5 | |||||
Во время изменения нагрузки | ||||||
10 | 5 | |||||
Во время изменения нагрузки | ||||||
11 | 60 | |||||
Во время изменения нагрузки | ||||||
12 | 15 | |||||
Во время изменения нагрузки | ||||||
13 | 60 | |||||
Во время изменения нагрузки | ||||||
14 | 15 | |||||
Во время изменения нагрузки | ||||||
1 | 5 | |||||
Во время изменения нагрузки | ||||||
2 | 60 | |||||
Во время изменения нагрузки | ||||||
Примечание - Номера этапов нагружения указывает испытатель. Номер образца соединения указывается в компоновке совместно испытываемых образцов. Если необходимо, добавляют комментарии, поясняющие происходящее, включая дополнительные строки. Для установления характеристики утечек (см. 7.3.2) регистрируют вытесненные объемы воды за последовательные 15-минутные интервалы с регистрацией каждые 5 мин. | ||||||
Форма C.7 - Испытания серии B - Сводные данные о вытесненном объеме воды
Напряжение по Мизесу VME, вариант приложения нагрузки LP | Номер этапа нагружения | Выдержка, мин | Объем вытесненной воды, см | Объем вытесненной воды, см | ||
Образец 1 | Образец 3 | Образец 1 | Образец 3 | |||
1 | 1 | 5 | ||||
Во время изменения нагрузки | ||||||
2 | 60 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
4 | 15 | |||||
Во время изменения нагрузки | ||||||
5 | 15 | |||||
Во время изменения нагрузки | ||||||
6 | 15 | |||||
Во время изменения нагрузки | ||||||
7 | 15 | |||||
Во время изменения нагрузки | ||||||
8 | 15 | |||||
Во время изменения нагрузки | ||||||
9 | 5 | |||||
Во время изменения нагрузки | ||||||
2 | 15 | |||||
Во время изменения нагрузки | ||||||
9 | 5 | |||||
Во время изменения нагрузки | ||||||
7 | 15 | |||||
Во время изменения нагрузки | ||||||
6 | 15 | |||||
Во время изменения нагрузки | ||||||
5 | 15 | |||||
Во время изменения нагрузки | ||||||
4 | 15 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
2 | 15 | |||||
Во время изменения нагрузки | ||||||
1 | 5 | |||||
Во время изменения нагрузки | ||||||
2 | 15 | |||||
Во время изменения нагрузки | ||||||
3 | 15 | |||||
Во время изменения нагрузки | ||||||
4 | 60 | |||||
Во время изменения нагрузки | ||||||
5 | 15 | |||||
Во время изменения нагрузки | ||||||
6 | 60 | |||||
Во время изменения нагрузки | ||||||
7 | 15 | |||||
Во время изменения нагрузки | ||||||
8 | 15 | |||||
Во время изменения нагрузки | ||||||
9 | 5 | |||||
Во время изменения нагрузки | ||||||
2 | 60 | |||||
Во время изменения нагрузки | ||||||
Примечание - Номера этапов нагружения указывает испытатель. Указывается номер образца группы совместно испытываемых образцов. Если необходимо, добавляют комментарии, поясняющие происходящее, в виде дополнительных строк. Для установления характеристики утечек (см. 7.3.2) регистрируют вытесненные объемы воды за последовательные 15-минутные интервалы с регистрацией каждые 5 мин. | ||||||
Форма C.8.1 - Испытания серии C - Сводные данные о вытесненном объеме газа за 10 термических циклов
Форма C.8.1 | Объем вытесненного газа, см | Баро- | ||||||||
Номер цикла | Время 24 ч | Образец 1 | Образец 2 | Образец 3 | Образец 4 | |||||
А | В | А | В | А | В | А | В | |||
МС1 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
МС2 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC3 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
МС4 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
МС5 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
Первый нагрев | ||||||||||
ТС1 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС2 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС3 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC4 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC5 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
MC1 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC2 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC3 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC4 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC5 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
ТС6 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС7 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС8 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС9 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС10 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
Окончательное охлаждение | ||||||||||
MC11 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC12 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC13 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC14 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC15 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
Примечание - Горячая выдержка - выдержка при температуре не ниже 135°С для соединения CAL II и CAL III и не ниже 180°С для соединений CAL IV, холодная выдержка - выдержка при температуре не выше 52°С. | ||||||||||
Форма C.8.2 - Испытания серии C - Сводные данные о вытесненном объеме газа за 100 термических циклов
Форма C.8.2 | Объем вытесненного газа, см | Баро- | ||||||||
Номер цикла | Время 24 ч | Образец 1 | Образец 2 | Образец 3 | Образец 4 | |||||
А | В | А | В | А | В | А | В | |||
МС1 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
МС2 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC3 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
МС4 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
МС5 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
Первый нагрев | ||||||||||
ТС1 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС2 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС3 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC4 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC5 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC6 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC7 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC8 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC9 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC10 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC11 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC12 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC13 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC14 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC15 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC16 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC17 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC18 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC19 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC20 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC21 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC22 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC23 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC24 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC25 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC26 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC27 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC28 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC29 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC30 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC31 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC32 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC33 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC34 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC35 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC36 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC37 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC38 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC39 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC40 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC41 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC42 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC43 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC44 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC45 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC46 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC47 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC48 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC49 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
TC50 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
MC1 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC2 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC3 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC4 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC5 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
ТС51 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС52 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС53 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС54 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС55 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС56 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС57 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС58 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС59 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС60 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС61 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС62 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС63 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС64 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС65 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС66 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС67 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС68 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС69 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС70 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС71 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС72 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС73 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС74 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС75 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС76 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС77 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС78 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС79 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС80 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС81 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС82 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС83 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС84 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС85 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС86 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС87 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС88 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС89 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС90 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС91 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС92 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС93 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС94 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС95 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС96 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС97 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС98 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС99 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
ТС100 | Горячая выдержка | |||||||||
Охлаждение | ||||||||||
Холодная выдержка | ||||||||||
Нагрев | ||||||||||
Окончательное охлаждение | ||||||||||
MC11 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC12 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC13 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC14 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
MC15 | Приложение нагрузки | |||||||||
Выдержка | ||||||||||
Снятие нагрузки | ||||||||||
Примечание - Горячая выдержка - выдержка при температуре не ниже 135°С для соединения CAL II и CAL III и не ниже 180°С для соединений CAL IV, холодная выдержка - выдержка при температуре не выше 52°С. | ||||||||||
Форма C.9 - Данные для расчета испытательных нагрузок
Дата | |||
Изготовитель | |||
Изделие: Наименование | |||
Номинальный наружный диаметр | Номинальная толщина стенки | Группа точности | |||
Показатель | Значение показателя, единицы измерения |
1 D - номинальный наружный диаметр труб | |
2 Масса | |
3 t - номинальная толщина стенки труб | |
4 Минимальная допустимая толщина стенки, равная 87,5% | |
5 | |
6 Площадь сечения, рассчитанная по наружному диаметру трубы | |
7 | |
8 Площадь сечения, рассчитанная по внутреннему диаметру трубы | |
9 Площадь поперечного сечения трубы | |
10 | |
11 | |
12 | |
13 | |
14 | |
15 | |
16 | |
17 | |
18 | |
19 | |
20 | |
21 | |
22 | |
23 | |
24 | |
25 T - суммарная осевая нагрузка от нагрузочного устройства и давления | |
Примечание - Форма С.9 включена в настоящее приложение для облегчения сравнения с результатами более ранних испытаний по [5]. | |
Приложение D
(обязательное)
Полный отчет об испытаниях соединения
D.1 Общие данные
В полном отчете об испытаниях соединения указывают следующие общие данные:
a) любая необходимая общая информация;
b) идентификационные данные соединения;
c) ссылка на настоящий стандарт;
d) класс испытаний, соответствующий уровню применения соединения;
e) данные о геометрических параметрах соединения;
f) идентификационные данные лица, проводящего испытания;
g) идентификационные данные лица, руководящего испытаниями;
h) декларация третьей стороны, следящей за испытаниями;
i) дата и место проведения испытаний;
j) все формы, заполненные данными;
k) оценка результатов испытания;
l) документация о калибровке оборудования.
D.2 Данные о подготовке образцов (включают форму С.1)
В полном отчете указывают следующие данные о подготовке образцов:
a) наименование материала и группы прочности;
b) место отбора материала для образцов;
c) механические свойства каждого из образцов;
d) указание о проведении испытаний при повышенной температуре;
e) отношение предела текучести материала образцов при повышенной температуре к пределу текучести при комнатной температуре;
f) отношение предела прочности материала образцов при повышенной температуре к пределу прочности при комнатной температуре.
D.3 Данные о свинчивании и развинчивании (включают формы С.2 и С.3)
В полном отчете указывают следующие данные о свинчивании-развинчивании:
a) резьбовая смазка, минимальное и максимальное количество нанесенной смазки;
b) степень заедания, описание проведенного ремонта для устранения заедания, описание причин заедания и рекомендации по предотвращению заедания в дальнейшем;
c) скорость свинчивания и развинчивания;
d) базовый момент, момент свинчивания до смыкания упорных элементов, суммарный момент, число оборотов свинчивания до смыкания упорных элементов и число оборотов до полного свинчивания;
e) все графики - момент-число оборотов;
f) интервалы моментов развинчивания до испытания давлением и температурой;
g) указание на все случаи перетягивания при свинчивании и возникшие при этом проблемы;
h) продолжительность и температура нагрева с соответствующими графиками;
i) все фотографии.
D.4 Данные об испытаниях при комбинированной нагрузке (включают формы С.5, С.6, С.7 и С.8)
Для каждой серии испытаний (A, B, C) в полном отчете указывают следующие данные:
a) расчетные и фактические значения испытательного давления, осевой нагрузки, изгибающих моментов и температуры. Для каждой серии испытаний необходимо приложить графики и таблицы нагружения осевой нагрузкой и давлением (см. рис.A.1 и таблицу A.2);
b) максимальные значения нагрузки от нагрузочного устройства, давления и температуры;
c) среда для создания давления;
d) метод выявления утечек;
e) указание, были ли выявлены утечки; давление, при котором они были выявлены, и скорость утечек;
f) способ нагрева и слежения за нагревом;
g) все возникшие проблемы;
h) графики - нагрузка-время с указанием утечек и аномальных явлений;
i) все записи испытателя.
D.5 Данные об испытаниях при предельных нагрузках (включают форму С.4)
В полном отчете об испытаниях при предельных нагрузках указывают следующие данные:
a) место и характер разрушения;
b) разрушающие нагрузки (давление и осевая нагрузка);
c) максимальные нагрузки (давление и осевая нагрузка);
d) заключение по диаграмме осевая нагрузка-давление с указанием:
1) точек или области окончательных предельных нагрузок;
2) всех утечек при предельных нагрузках, отказов элементов конструкции и (или) точек максимальных нагрузок с комментариями относительно аномальных явлений.
D.6 Данные о пропущенных испытаниях и отклонениях
В полном отчете указывают пропущенные испытания, причины этого и почему соединение может считаться применимым для данного уровня без проведения таких испытаний. Все отклонения от установленных процедур должны сопровождаться описанием тех процедур или испытаний, которые были проведены вместо них. Если испытания были проведены в полном соответствии с установленными требованиями, то комментарии не требуются. Необходимо указать данные о случаях снижения показателей прочности соединения при осевых нагрузках, внутреннем и внешнем давлении по сравнению с данными изготовителя.
D.7 Данные о дополнительных испытаниях
В полном отчете указывают данные о всех дополнительных испытаниях, которые были проведены, хотя и не требуются для заданного уровня применения соединения, и четко указывают, что они являются дополнительными по сравнению с требованиями настоящего стандарта.
Приложение E
(обязательное)
Сводный отчет об испытаниях соединения
E.1 Общие положения
В настоящем приложении приведены указания по оформлению сводного отчета об испытаниях соединения. Цель этого приложения - обеспечить сбор и правильное оформление всех данных, необходимых для полной характеристики испытываемого соединения, чтобы быть уверенным, что соединение обладает необходимой работоспособностью, и предупредить о возможных затруднениях.
В сводном отчете должны быть указаны отклонения от установленных процедур (при их наличии), но они не должны дублировать информацию о процедурах, приведенных в настоящем стандарте. Проведенные дополнительные испытания, которые не требуются для заданного уровня применения, могут быть включены в сводный отчет, но необходимо четко указать, что они являются дополнительными по сравнению с требованиями настоящего стандарта.
Сводный отчет об испытаниях должен содержать данные, указанные в Е.2-Е.9.
E.2 Общие данные
В сводном отчете об испытаниях указывают следующие общие данные:
a) цель испытания и применения соединения;
b) идентификация испытательной установки, на которой проводятся испытания;
c) уровень применения соединения, для которого проводились испытания, и использование настоящего стандарта;
d) оценка результатов испытаний.
E.3 Данные об особенностях процедур испытаний и отклонениях от них
В сводном отчете об особенностях процедур испытаний и отклонениях от них указывают:
a) информацию о том, какое соединение испытывалось, считается ли оно применимым для данного уровня, с указанием всех ограничений;
b) информацию об исполнителях испытаний;
c) информацию о пропущенных испытаниях, причины этого и почему соединение может считаться применимым для данного уровня без проведения таких испытаний. Все отклонения от установленных процедур должны сопровождаться описанием тех процедур или испытаний, которые были проведены вместо них. Если испытания были проведены в полном соответствии с установленными требованиями, то комментарии не требуются. Необходимо сообщить о случаях снижения показателей прочности соединения при осевых нагрузках, внутреннем и внешнем давлении по сравнению с данными изготовителя;
d) информацию о дате и месте проведения испытаний, о персонале, руководившем испытаниями, и о третьей стороне, контролировавшей их проведение.
E.4 Данные о конструкции соединения
В сводном отчете о конструкции соединения указывают:
a) данные об эксплуатационных характеристиках соединения в соответствии с приложением А;
b) тип соединения, номер и редакцию чертежа соединения;
c) размер труб и группу прочности;
d) высоту и шаг резьбы, нагрузку и угол профиля резьбы;
e) вид уплотнения (металл-металл, упругое и т.п.);
f) место создания уплотнения (резьба, упорное уплотнение металл-металл и т.п., если применимо);
g) является ли соединение муфтовым или раструбным;
h) длину сопряжения или клиренс;
i) обработку поверхности ниппельного и раструбного элементов для предотвращения заедания;
j) тип резьбовой смазки и количество смазки, наносимой на ниппельный и раструбный элементы, интервал моментов свинчивания.
E.5 Данные о подготовке образцов
В сводном отчете о подготовке образцов к испытаниям указывают:
a) место отбора материала для образцов и механические свойства материала;
b) проведение испытаний при повышенной температуре;
c) отношение предела текучести материала образцов при повышенной температуре к пределу текучести при комнатной температуре;
d) отношение предела прочности материала образцов при повышенной температуре к пределу прочности при комнатной температуре.
E.6 Данные об испытаниях на свинчивание-развинчивание
В сводном отчете об испытаниях на свинчивание-развинчивание соединения указывают:
a) случаи заедания и способы его устранения; причины возникновения заедания и рекомендации по его предотвращению;
b) скорость свинчивания;
c) базовый момент, момент свинчивания до смыкания упорных элементов, суммарный момент свинчивания, число оборотов свинчивания до смыкания упорных элементов и число оборотов для полного свинчивания;
d) интервал моментов развинчивания после испытаний под давлением и термическим воздействием;
e) информацию о возможном значительном перетягивании соединений и возникших при этом проблемах.
E.7 Данные об испытаниях при комбинированных нагрузках
В сводном отчете о каждой серии проведенных испытаний (A, B, C) указывают:
a) испытательное давление, осевую нагрузку, изгибающие моменты и температуру;
b) максимальное давление при комнатной и повышенной температурах;
c) использованную текучую среду (азот, масло, вода и т.п.);
d) устройства выявления утечек;
e) информацию о возникших утечках; давление, при котором возникли утечки, их частоту и интенсивность;
f) способ нагрева и наблюдения за нагревом;
g) возникшие проблемы;
h) сводные диаграммы осевая нагрузка-давление (графики VME).
E.8 Данные об испытаниях при предельных нагрузках
В сводном отчете о каждом варианте предельных нагрузок указывают:
a) место и характер разрушения;
b) разрушающие нагрузки (давление и осевую нагрузку);
c) отношение разрушающих нагрузок к ожидаемым предельным нагрузкам;
d) утечки до разрушения (давление и интенсивность утечек);
e) максимальные нагрузки (давление и осевую нагрузку);
f) сводные диаграммы давление-растяжение.
E.9 Дополнительная информация
В сводный отчет включают:
a) таблицу А.1 с данными по геометрическим параметрам и эксплуатационным характеристикам соединения;
b) указание о том, что более подробная информация приведена в полном отчете об испытаниях (приложение D).
Приложение F
(справочное)
Определение интервала нагрузок, создаваемых нагрузочным устройством
Пусть нагрузочное устройство на 2000 кН откалибровано в интервале от 200 до 2000 кН. В таблице F.1 приведены средние результаты двух проходов калибровки и данные о погрешности измерений нагрузочного устройства.
Таблица F.1 - Типичные результаты определения интервала нагрузок, создаваемых нагрузочным устройством (от 200 до 2000 кН)
Показание, кН | Фактическая нагрузка, кН | Погрешность измерений, кН | Погрешность измерений, % |
203,0 | 200,0 | 3,0 | 1,50 |
400,5 | 400,0 | 0,5 | 0,12 |
599,0 | 600,0 | -1,0 | -0,17 |
797,5 | 800,0 | -2,5 | -0,32 |
999,5 | 1000,0 | -0,5 | 0,05 |
1201,5 | 1200,0 | 1,5 | 0,12 |
1404,0 | 1400,0 | 4,0 | 0,28 |
1606,0 | 1600,0 | 6,0 | 0,38 |
1797,0 | 1800,0 | -3,0 | 0,16 |
1991,0 | 2000,0 | -9,0 | -0,45 |
Примечание - При нагрузке 200 кН погрешность измерений превышает ±1%, поэтому используемый интервал нагрузок составляет от 400 до 2000 кН. | |||
Приложение G
(справочное)
Замечания по поводу интерполяции и экстраполяции
G.1 Общие положения
Как изготовители, так и заказчики при оценке качества изделий могут успешно использовать преимущества интерполяции и экстраполяции базовых параметров в интервале значений D, Dlt, групп прочности и т.п. Из-за ограничений, касающихся соотношений стойкости к утечкам и свойств резьбовых смазок, недостаточно при аттестации соединений полагаться только на расчет, например методом конечных элементов. С другой стороны, полномасштабные физические испытания соединений каждого диаметра, массы и группы прочности практически неосуществимы, и в них нет необходимости. Согласно настоящему приложению рекомендуется проведение испытаний (см. G.3) для получения необходимых эмпирических данных в сочетании с расчетом (см. G.4), обеспечивающим стабильный контроль работоспособности и доверие к надежности тех соединений, которые не испытывались.
Популяция испытываемой продукции включает наихудшие комбинации в смысле размеров изделий.
G.2 Номенклатура продукции
Номенклатура продукции включает изделия разных размеров, массы и групп прочности, спроектированные по общим принципам (например, имеющие одинаковые конструкцию и геометрические параметры уплотнения, одинаковую конусность резьбы, сходные натяги резьбы и уплотнения). Графическое представление номенклатуры продукции приведено на рисунке G.1. Аттестация номенклатуры продукции может охватывать весь интервал размеров и весов изделий или может быть ограничена только изделиями для обсадных и (или) насосно-компрессорных труб.
Изделия из высокопрочного материала (групп прочности Р110 или Q125 по ИСО 11960) и низкопрочного материала (например, группы прочности L80 по ИСО 11960) рекомендуется аттестовать по стандартной методике.
G.3 Испытания
Предлагаемые размеры и масса изделий для испытаний показаны на рисунке G.1 и предназначены для экспериментального определения характеристик соединений в крайних и промежуточных позициях номенклатуры продукции. Такие размеры могут быть установлены исходя из потребностей бурения и добычи и могут быть скорректированы изготовителем для конкретного изделия. Может быть уменьшено количество образцов, подвергаемых отдельным видам испытаний.
При аттестации номенклатуры продукции с использованием интерполяции и экстраполяции необходимо, чтобы результаты испытаний изделий каждого размера, массы и группы прочности отвечали требованиям аттестации номенклатуры продукции.
G.4 Анализ результатов испытаний
В рамках аттестации номенклатуры продукции анализ должен дополнить испытания и обеспечить уверенность в надежности тех изделий, которые не испытывались.
Анализ не позволяет определить основные характеристики стойкости к утечкам, такие как контактное давление, предотвращающее утечки, поскольку результаты расчета несопоставимы с результатами анализа тех изделий, которые подвергались испытаниям.
Возможно определение интерполяцией и экстраполяцией лишь данных о критических параметрах, таких как параметры напряжения и контакта в изделиях, не подвергавшихся испытаниям и находящихся в интервале между теми изделиями, которые подвергались испытаниям. Те изделия, в которых напряжения или контактные давления выходят за пределы испытывавшегося интервала, не могут быть аттестованы без дополнительных испытаний. Поскольку испытываются крайние изделия номенклатуры продукции, анализ сводится к интерполяции или экстраполяции последовательности изделий между ними.
Такой процесс аттестации полной номенклатуры продукции, хотя и уменьшает значительно объем испытаний, требует все же больших расходов как на испытания, так и на анализ. Однако в ходе процесса полной аттестации можно достичь частичной аттестации, при которой испытания и анализ охватывают часть номенклатуры продукции аналогично описанному выше охвату полной номенклатуры продукции.
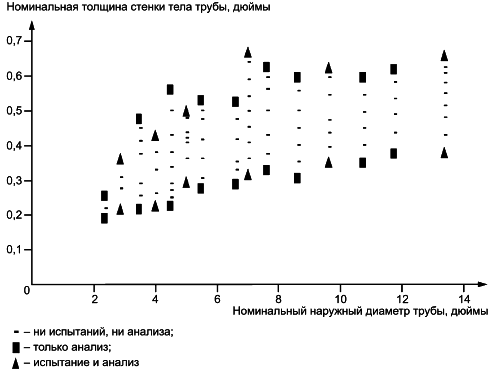
Рисунок G.1 - Пример оценки номенклатуры соединений класса Премиум
Приложение H
(справочное)
Испытание соединений специального назначения
H.1 Общие положения
Настоящий стандарт охватывает испытания соединений, предназначенных для эксплуатации в наиболее часто встречающихся условиях. В настоящем приложении приведены указания о дополнительных испытаниях соединений, предназначенных для эксплуатации в особых условиях, которые должны быть согласованы между изготовителем и заказчиком.
H.2 Особые условия эксплуатации
Примерами особых условий эксплуатации являются:
a) приложение момента развинчивания против часовой стрелки при другой последовательности проведения испытаний;
b) соединения с многоэлементным уплотнением;
c) скопление резьбовой смазки под давлением;
d) горизонтальные и длинные скважины, требующие высокой прочности на сжатие и на кручение;
e) скважины со средним и малым радиусом кривизны;
f) буровые платформы на телескопических опорах, плавающие платформы, нежесткие вышки;
g) геотермальные скважины и скважины для закачки пара;
h) эксплуатация в условиях таяния вечной мерзлоты;
i) пробное свинчивание и развинчивание для имитации особо тяжелых условий эксплуатации;
j) осадка поверхности, уплотнение формации или соляных пластов;
k) быстрое охлаждение уплотнения соединения;
l) вероятностная оценка работоспособности соединения;
m) забивка направляющей трубы;
n) механические соединения трубопроводов;
o) высоколегированные коррозионно-стойкие материалы с анизотропными свойствами;
p) горячие скважины;
q) кислые скважины.
H.3 Испытания соединений для особых условий эксплуатации
H.3.1 Скважины со средним и малым радиусом кривизны
Траектория скважины характеризуется большой степенью отклонения (), превышающей 20° на длине 30 м, после которого расположен почти горизонтальный участок. При прохождении обсадных и насосно-компрессорных труб по скважине такого профиля их соединения подвергаются большим изгибающим нагрузкам. Такие трубы приходится иногда вращать для облегчения прохождения по скважине, что может вызвать усталостное разрушение соединения. Для подтверждения применимости соединения для эксплуатации в таких условиях рекомендуется проведение следующих дополнительных испытаний:
a) испытание гидростатическим давлением (или давлением газа) при запланированной степени отклонения с некоторым запасом прочности;
b) усталостные испытания при вращении с изгибом.
H.3.2 Испытание на свинчивание и развинчивание для имитации полевых условий
Такие испытания, описанные в настоящем стандарте, проводятся на соединениях муфт с короткими трубами, свинченными в комфортных условиях испытательной лаборатории. Реальное свинчивание в полевых условиях может проходить при воздействии ряда неблагоприятных факторов:
a) в полевых условиях соединяют обсадные и насосно-компрессорные трубы полной длины (интервала 2 или 3 по ИСО 11960);
b) посадка и свинчивание производятся в вертикальном положении;
c) эксплуатация может проводиться в тяжелых климатических и погодных условиях, например при дожде, ветре, низких или высоких температурах;
d) возможно неточное центрирование, например вышки над ротором или ротора над скважиной;
e) в открытом море может оказывать влияние перемещение плавучей буровой установки и даже стационарной глубоководной установки;
f) при наличии нескольких соединений в длинной колонне человеческий фактор может оказывать влияние на посадку, свинчивание, окончательное довинчивание и т.п.;
g) подъемные операции при ремонтных работах требуют развинчивания соединений после длительного пребывания в тяжелых условиях воздействия температуры, углеводородов и т.п.
Все это оправдывает имитацию полевых условий при реализации отдельных проектов. Например можно заводить в муфту и свинчивать с ней трубу полного размера или отрезок трубы с массой, равной массе трубы полной длины. Эти действия можно повторять при разных углах отклонения трубы, имитируя неточное центрирование при сильном ветре. Испытание на свинчивание и развинчивание можно проводить с эксцентриситетом, имитируя влияние несоосности. Для более точной имитации условий развинчивания для ремонта соединение может быть нагрето между операциями свинчивания и развинчивания, чтобы имитировать ухудшение свойств резьбовой смазки во время эксплуатации.
H.3.3 Скопление резьбовой смазки под давлением
Скопление резьбовой смазки в соединении может существенно ухудшить работоспособность соединения. Это может привести к большим пластическим деформациям зоны уплотнения, при этом момент свинчивания будет расходоваться на преодоление сопротивления скопления смазки, что приведет к снижению предварительного свинчивания соединения.
Если желательно учитывать влияние количества резьбовой смазки на работоспособность соединения, то рекомендуется следующая процедура испытания:
a) после первого уплотнения для поддержания внутреннего давления в ниппельном или раструбном элементе сверлят отверстие для контроля давления смазки в этой зоне во время свинчивания. В отверстии нарезают резьбу под датчик давления, который присоединяют непосредственно или через короткую жесткую трубку;
b) перед свинчиванием соединения тщательно измеряют диаметр уплотнения и диаметр отверстия, в котором оно установлено;
c) наносят резьбовую смазку способом и в количестве, соответствующим рекомендациям изготовителя. Заполняют смазкой полость и линию к датчику и к манометру;
d) свинчивают соединение с минимальным моментом свинчивания, рекомендованным изготовителем;
e) измеряют и регистрируют давление резьбовой смазки (с датчиком давления следует использовать аналоговую или быстродействующую цифровую систему);
f) развинчивают соединение, очищают резьбу и уплотнение, снова измеряют размеры соединения;
g) повторяют операции c)-f) с обычным моментом свинчивания, рекомендованным изготовителем;
h) повторяют операции c)-f) с максимальным моментом свинчивания, рекомендованным изготовителем;
i) повторяют операции c)-h) с количеством резьбовой смазки, вдвое больше количества, рекомендованного изготовителем;
j) повторяют операции c)-h) с количеством резьбовой смазки, втрое больше количества, рекомендованного изготовителем.
Если при количестве резьбовой смазки, рекомендованном изготовителем, будет отмечена чрезмерная пластическая деформация, то при использовании соединения необходима особая осторожность.
Если чрезмерная пластическая деформация будет отмечена при количестве резьбовой смазки, вдвое или втрое больше рекомендованного, то необходимо предупредить эксплуатационный персонал о последствиях чрезмерного добавления смазки и рассмотреть возможность применения специальных действий по дозированию смазки.
H.3.4 Разделение отдельных уплотнений
При испытаниях согласно настоящему стандарту соединения с многоэлементным уплотнением испытывают со всеми уплотнениями вместе без каких-либо отверстий или каналов, т.е. так, как они должны эксплуатироваться. Однако для лучшей оценки эффективности отдельных уплотнений некоторые заказчики могут потребовать индивидуального испытания уплотнений. Например каждое отдельное уплотнение можно испытать под первичным давлением при неработающих остальных уплотнениях. При этом следует руководствоваться приложением J в отношении как упругих уплотнений, так и уплотнений металл-металл.
В соединениях с многоэлементными уплотнениями рекомендуется испытать под внутренним давлением только два самых внутренних уплотнения. Все остальные уплотнения считаются при этом нерабочими и разгружаются при помощи отверстия между уплотнениями или путем их обхода.
H.3.5 Осадка пород и соляные пласты
В некоторых пластах происходит осадка пород при потере давления в пустотах. Это приводит к осадке всей формации и вертикальному перемещению колонны в скважине. Вертикальные и боковые смещения скважины также могут быть вызваны перемещением соляных пластов. В таких условиях могут возникать нагрузки, значительно превосходящие предел текучести материала труб.
Имитация таких условий при испытаниях должна включать высокие осевые и изгибающие нагрузки. В некоторых случаях смещение пород может полностью порвать колонну или перекрыть скважину. Это необходимо учитывать при проектировании скважины.
H.3.6 Быстрое охлаждение
В скважинах с аномально высокими температурами насосно-компрессорные трубы работают при более высоких температурах, чем обычно. При некоторых операциях, например при глушении или кислотной обработке скважины в нее закачивают холодную жидкую среду, что приводит к быстрому охлаждению насосно-компрессорных труб. При этом уплотнение ниппельного элемента может испытывать осадку быстрее, чем уплотнение раструбного элемента, уплотнение металл-металл может выйти из сопряжения с появлением утечки в соединении.
Некоторыми операторами разработаны и проводятся испытания соединений при быстром охлаждении. Рекомендуется рассмотреть необходимость испытания при таком способе нагрузки для соединений насосно-компрессорных труб, предназначенных для скважин с аномально высокими рабочими температурами, в которых может происходить быстрое охлаждение этих труб.
H.3.7 Соединения для эксплуатации в морских условиях
В морских условиях колонны труб подвергаются нагрузкам, отличающимся от нагрузок на суше. Такие колонны труб включают эксплуатационные райзеры, обсадные и насосно-компрессорные трубы. Они могут применяться на плавучих и стационарных платформах.
Как правило, колонны труб, подвергающиеся воздействию большого числа циклических нагрузок, должны иметь усталостную прочность, а не только простую статическую прочность. Оценка стойкости соединений усталости обычно осуществляется теоретически - методами анализа конечных элементов с мелкоячеистыми сетками, позволяющими выявить пиковые напряжения, и методами расчета линеаризованных напряжений для оценки статической прочности. Испытание таких соединений должно включать использование статических и циклических нагрузок. По настоящему стандарту применимы статические испытания с учетом увеличенного изгиба, поскольку, например условия эксплуатации райзеров могут приводить к изгибу до достижения полной текучести. Необходимо также учитывать влияние температуры. Райзеры обычно эксплуатируют при температурах от 0°С до 38°С. Циклические испытания должны подтвердить применимость соединения для эксплуатации при переменных нагрузках. Испытания должны включать циклический изгиб и, возможно, циклическое растяжение.
H.3.8 Обратный момент
В тех случаях, когда требуется или возможна эксплуатация соединения при обратном моменте, может потребоваться оценка стойкости соединения к обратному моменту. Так, заказчик может потребовать, чтобы соединение выдерживало обратный момент, равный 60% момента свинчивания. Насосно-компрессорные трубы могут испытывать воздействие обратного момента в дополнение к внутреннему давлению, циклическому растяжению-сжатию и изгибу.
Кручение против часовой стрелки можно имитировать при помощи противовеса, закрепленного на рычаге, или при помощи другой системы, например гидравлической. На теле трубы около соединения можно разместить тензодатчики для проверки величины кручения. Для облегчения расчета нагрузок можно компенсировать напряжения от кручения уменьшением внутреннего давления так, чтобы напряжения в теле трубы оставались в пределах упругих.
H.3.9 Условия вечной мерзлоты
Геология в арктических регионах может создавать в скважине условия, при которых в колонне труб возникают напряжения сжатия, превышающие предел текучести. В этих регионах вблизи поверхности земли имеется слой вечной мерзлоты. Бурение и добыча могут привести к таянию мерзлоты и вызвать осадку скважины. При этом колонны труб испытывают медленно возрастающее осевое сжатие, которое может превысить предел текучести материала труб. В некоторых случаях сжатие может привести к локальному выпучиванию труб.
Испытание соединений для применения в таких условиях должно включать осевое сжатие до деформаций 2% и больше. Образцу потребуются боковые опоры для предотвращения потери устойчивости и выпучивания. Необходимо предусмотреть также возможность искривления скважины.
H.3.10 Закачка пара и геотермальные скважины
В скважинах, в которых используется закачка пара в пласт, и геотермальных скважинах обсадные и насосно-компрессорные трубы могут подвергаться воздействию необычно высоких осевых нагрузок. Относительно высокая температура закачиваемого пара вызывает термическое расширение, напряжения от которого могут превысить предел текучести. Во время добычи температура в скважине снижается и колонна труб испытывает растяжение, которое также может превысить предел текучести. Геотермальные скважины также подвергаются воздействию больших температурных колебаний при прекращении отвода пара.
Для оценки соединений, применяемых для таких условий, требуются испытания на растяжение-сжатие. Испытание должно включать нагрев и охлаждение образца соединения до ожидаемых температур при закрепленных концах элементов образца и приложенном внутреннем давлении. Необходимо учесть изгиб соединения как при эксплуатации, так и при испытании.
H.3.11 Длинные и горизонтальные скважины
В таких скважинах вращение колонны может потребовать повышенного момента, в связи с чем необходима специальная конструкция соединения.
Если момент для стандартного свинчивания соединения близок к максимальному, соответствующему пределу текучести материала, то дополнительные испытания не требуются. Однако если запас между максимальным моментом свинчивания и моментом на пределе текучести меньше 10%, то заказчик может требовать дополнительную проверку на стойкость к перетягиванию.
Можно рекомендовать повторить свинчивание, как указано в 7.2.2, с максимальным моментом, затем приложить момент свинчивания, на 10% меньше момента на пределе текучести, развинтить соединение, очистить и измерить соединение. Результаты измерений указывают в перечне данных по геометрическим параметрам образца (форма C.3), как указано в 7.2.
H.3.12 Забивка направляющей трубы
Направляющие трубы могут быть установлены в заранее пробуренные скважины или в скважины, пробуренные в мягком грунте гидравлическим способом или забитые в него. Соединения направляющих труб, установленных в заранее пробуренные скважины или в скважины, пробуренные гидравлическим способом, относятся к категории CAL I настоящего стандарта.
Соединения в забиваемых направляющих трубах испытывают при забивке большие ударные нагрузки. Рабочие характеристики таких соединений не должны ухудшаться под воздействием ударов. Для подтверждения прочности соединений рекомендуется следующий порядок их испытания:
a) закрепить тензодатчики и акселерометры на ниппельном и раструбном элементах;
b) выполнить свинчивание соединения и провести испытание под внутренним гидростатическим давлением;
c) имитировать забивку, нанеся по соединению 2000 ударов со скоростью 50 ударов в минуту;
d) осмотреть соединение на отсутствие повреждений;
e) повторить гидростатическое испытание;
f) развинтить соединение и проверить его компоненты визуально и обмером;
g) на всех этапах испытания регистрировать показания тензодатчиков и акселерометров; провести анализ на чрезмерные пластические деформации и т.п.
H.3.13 Соединения трубопроводов
Рассматриваемые соединения рассчитаны на применение внутри скважин, однако такие или подобные соединения могут применяться и в трубопроводах. Установлено несколько режимов сборки соединений в трубопроводах, включая режимы укладки труб "S-укладка", "J-укладка", "J-установка", циклическое нагружение давлением и разностью температур, изгиб и циклическое нагружение в межопорных пролетах, распространение турбулентности и волновой нагрузки при монтаже.
Рекомендуется следующий порядок аттестационных испытаний соединений трубопроводов:
a) выполнить пять циклов свинчивания-развинчивания;
b) выполнить свинчивание соединения с приложением минимального момента;
c) провести испытание под внутренним гидростатическим давлением;
d) для имитации прокладки трубопровода провести испытание на изгиб до достижения напряжения на верхней поверхности тела трубы, равного 80% предела текучести, затем испытать на изгиб в обратную сторону до достижения напряжения на нижней поверхности тела трубы, равного 80% предела текучести;
e) провести гидростатическое испытание с достижением тангенциальных напряжений, равных 90% предела текучести;
f) провести испытание внутренним давлением газа с достижением тангенциальных напряжений, равных 80% предела текучести, при осевой фиксации трубы и поддержании внутреннего давления. Температура цикла от 4°С до 90°С. Выполнить 10 таких циклов;
g) провести испытание внутренним давлением газа с достижением тангенциальных напряжений, равных 80% от предела текучести, без осевой фиксации трубы, но при поддержании внутреннего давления. Температура цикла от 4°С до 90°С. Выполнить 10 таких циклов;
h) имитировать вибрацию от турбулентности или усталостные нагрузки, для чего подвергнуть соединение 10000 циклам изгиба с интервалом напряжений, соответствующим ожидаемому при эксплуатации.
H.3.14 Горячие скважины
Испытание соединений для скважин с температурой свыше 180°С не рассматривается в настоящем стандарте. Для таких соединений могут потребоваться дополнительные испытания.
H.3.15 Кислые скважины
Испытание соединений для кислых скважин с высокой концентрацией сероводорода не рассматривается в настоящем стандарте. Для таких соединений могут потребоваться дополнительные испытания, если существует опасность охрупчивания материала соединения.
Приложение I
(справочное)
Обоснование процедур испытаний
I.1 Предпосылки (см. введение)
В настоящем стандарте отражена часть мер, принимаемых для обеспечения работоспособности и надежности соединений обсадных и насосно-компрессорных труб для нефтяной и газовой промышленности. Он разработан на базе рекомендованной методики [5] и методик испытаний, предложенных отдельными фирмами с участием ведущих заказчиков, изготовителей и консультантов по испытаниям. Настоящий стандарт обобщает многолетний мировой опыт испытания и аттестации соединений труб.
Валидация испытательных и предельных нагрузок для соединений имеет решающее значение при проектировании обсадных и насосно-компрессорных труб. Нагрузки на обсадные и насосно-компрессорные трубы включают внутреннее давление, внешнее давление, осевое растяжение, осевое сжатие, изгиб, кручение, поперечные силы и изменения температуры. Величина и комбинация этих нагрузок приводят к различным видам разрушения тела труб и их соединений. Хотя методика испытания тела труб и предельные нагрузки для них в целом хорошо проработаны, этого нельзя утверждать о соединениях труб. Виды разрушения и предельные нагрузки соединений отличаются от видов разрушения тела труб, а предельные нагрузки для них часто ниже, чем для тела труб, в связи с чем требуют экспериментальной проверки. Правильный проект обеспечивает соответствие испытаний, предельных нагрузок для соединений, самих соединений труб реальным условиям скважины и тем самым достижение требуемой достоверности.
Валидация испытательных и предельных нагрузок требует проведения испытаний при предельных значениях рабочих параметров. Испытание при предельных значениях рабочих параметров гарантирует, что все изделия, которые будут эксплуатироваться при этих параметрах, будут обладать не меньшей работоспособностью, чем изделия, которые подвергались испытаниям. Рабочие параметры резьбовых соединений включают предельные отклонения размеров, механические свойства, качество поверхности, момент свинчивания, тип и количество резьбовой смазки. Предельные отклонения размеров типовых соединений известны и рассматриваются в настоящем стандарте. В отношении менее известных соединений определение наименее благоприятных комбинаций предельных отклонений требует анализа конструкции.
Настоящее приложение содержит информацию о проектных данных, на основе которых разработан настоящий стандарт.
I.2 Регистрация и рассылка результатов испытаний (см. приложения D и E)
Результаты испытаний служат объективным свидетельством того, что соединения выдерживают комбинированные испытательные и предельные нагрузки. Изготовитель должен сохранять копии отчетов по испытаниям все время, пока соединения поставляются на рынок. Для более широкого распространения предназначен сводный отчет, а не полный отчет.
I.3 Общие требования к испытаниям (см. 5.1 и 5.2)
Данные о работоспособности соединения получают путем проведения испытаний. Установлены 4 класса испытаний, соответствующих возрастающей тяжести условий эксплуатации, чему соответствует рост требований, выражающийся в увеличении числа испытываемых параметров от простого циклического нагружения растяжением-сжатием и внутренним давлением до циклического нагружения внутренним и внешним давлениями, осевым растяжением-сжатием, изгибом и с включением термомеханических циклов.
Классы испытаний не включают все возможные варианты эксплуатационных условий. Так, не учтена возможность наличия агрессивной текучей среды, которая может оказывать влияние на работоспособность соединения. Если соединение выдержало испытания, то это означает, что оно соответствует заданному уровню применения. Если соединение не выдержало некоторые или все испытания, то это может потребовать пересмотра конструкции соединения или пересмотра испытательных или предельных нагрузок. В первом случае испытания необходимо повторить, а во втором случае необходимо повторять только те испытания, которые соединение не выдержало, до тех пор пока оно не будет соответствовать пересмотренной комбинации испытательных нагрузок.
I.4 Требования к калибровке (см. 5.4)
Калибровка показывает, что испытательное оборудование соответствует требованиям промышленности и что само это оборудование не оказывает влияния на результат испытаний.
I.5 Испытания для определения свойств материалов (см. 5.6)
Материал труб подвергают механическим испытаниям для определения предела текучести (по ИСО 11960 или ИСО 13680), что необходимо для расчета испытательных нагрузок и критериев приемки и является частью процесса валидации соединения. Образцы соединений и муфты должны прослеживаться до исходных труб с ограниченным интервалом значений предела текучести.
Необходимо учитывать пределы аттестации соединения в том случае, когда испытывают высокопрочные трубы в пределах определенной группы прочности. Необходимо также учитывать возможное влияние анизотропии механических свойств и остаточных напряжений в холоднодеформированных трубах из коррозионно-стойких сплавов (подробнее см. ИСО 11960). Испытание на осевое растяжение может оказаться недостаточным для правильной оценки свойств трубы.
I.6 Свинчивание и развинчивание (см. 5.7)
Свинчивание, развинчивание и резьбовая смазка, используемая при испытаниях, должны соответствовать обычной практике эксплуатации в полевых условиях.
Даже в том случае, когда трубы и соединения обладают эксплуатационными характеристиками, соответствующими их назначению, необходимо проверять их свинчиваемость ввиду ее большого значения для эксплуатации. Свинчивание соединения должно производиться по технологии, используемой в полевых условиях. По этой технологии для вращения обычно используют приводной трубный ключ или другое приспособление. Вращение можно контролировать с помощью методов в основном по крутящему моменту. Более сложное эксплуатационное оборудование позволяет измерять ряд параметров свинчивания соединения, например число оборотов, момент и (или) время.
I.7 Контроль утечек при внутреннем давлении (см. 5.8 и 5.9)
Требования к ограничению утечек при внутреннем давлении особенно важны для тех соединений, которые должны быть непроницаемыми для жидкой среды или газа. Приведены различные методы контроля утечек для соединений различного типа.
I.8 Сбор данных и методы испытаний (см. 5.11)
Правильная и адекватная регистрация данных имеет исключительно важное значение для реализации программы аттестации. Без адекватных записей невозможно представить объективное свидетельство аттестации соединения.
I.9 Термоциклические испытания (см. 5.12)
Цель этих испытаний - имитировать условия в скважине и ускорить возможное появление утечки путем термического циклического воздействия, когда на соединение действуют другие нагрузки, например осевое усилие, давление или изгиб.
I.10 Подготовка образцов (см. раздел 6)
Контроль и подготовка образцов имеют очень важное значение в связи с тем, что данный метод испытаний основан на оценке образцов с предельными отклонениями размеров и предельными значениями других свойств, а не на случайном отборе образцов. При этом оценивают работоспособность соединений с учетом размеров, механических свойств, момента свинчивания, вида и количества резьбовой смазки. Предельные отклонения продукции основаны на требуемых эксплуатационных характеристиках, возможностях и стоимости производства. Важно учитывать, что такая процедура испытаний сама по себе не может служить статистической основой для анализа рисков.
I.11 Процедуры испытаний (см. 5.3 и раздел 7)
Испытаниям подвергают наихудшие комбинации параметров соединений при воздействии эксплуатационных и предельных нагрузок для тела трубы или соединения (в зависимости от того, что меньше).
Приложение J
(обязательное)
Независимые испытания уплотнений в соединениях с уплотнением металл-металл и упругим уплотнением
J.1 Общие положения
Согласно настоящему стандарту соединения с многоэлементными уплотнениями испытывают со всеми действующими уплотнениями без каких-либо отверстий или канавок для изоляции отдельных уплотнений. Однако некоторые заказчики могут потребовать индивидуальное испытание уплотнений для лучшей оценки эффективности отдельных уплотнений, оценки влияния упругого уплотнения на уплотнение металл-металл и т.п. Настоящее приложение посвящено этому вопросу.
Все другие требования настоящего стандарта применимы с исключениями, указанными в настоящем приложении.
J.2 Предельные отклонения размеров кольцевой канавки и уплотнительного кольца
J.2.1 Небольшое заполнение канавки обеспечивается применением следующих правил и предельных отклонений
Канавка для уплотнительного кольца (SRG) | Предельные отклонения |
Максимальный диаметр SRG | Максимум + (без ограничения)/ - 0,025 мм |
Максимальная ширина SRG | Максимум + (без ограничения)/ - 0,025 мм |
Размещение - самое дальнее от торца раструбного элемента | Максимальное расстояние от торца раструбного элемента + (без ограничения)/ - (0,125 мм) |
Уплотнительное кольцо | Предельные отклонения |
Минимальный диаметр | Минимум + 0,025 мм / - (без ограничения) |
Минимальная ширина | Минимум + 0,025 мм / - (без ограничения) |
Минимальная толщина | Минимум + 0,025 мм / - (без ограничения) |
J.2.2 Большое заполнение по объему обеспечивается использованием следующих правил и предельных отклонений
Канавка для уплотнительного кольца (SRG) | Предельные отклонения |
Минимальный диаметр SRG | Минимум + 0,025 мм / - без ограничения |
Минимальная ширина SRG | Минимум + 0,025 мм / - без ограничения |
Размещение - ближайшее к торцу раструбного элемента | Минимальное расстояние от торца раструбного элемента + 0,125 мм / - без ограничения |
Уплотнительное кольцо | Предельные отклонения |
Максимальный диаметр | Максимум + (без ограничения)/ - 0,025 мм |
Максимальная ширина | Максимум + (без ограничения)/ - 0,025 мм |
Максимальный толщина | Максимум + (без ограничения)/ - 0,025 мм |
J.3 Процедура испытаний отдельных уплотнений (рисунок J.1)
J.3.1 Фронтальное отверстие
В соединениях, имеющих два отдельных уплотнения, в элементах А и В образца соединения перед окончательным свинчиванием просверливают по отверстию. Организация, проводящая испытания, должна проверить правильность расположения отверстий и их проходимость (отсутствие стружки, обломков сверла и т.п.), а также тщательность удаления заусенцев во избежание образования задиров.
J.3.2 Давление резьбовой смазки
Отверстия 6 (см. рисунок J.1) используются для контроля давления в резьбовой смазке во время окончательного свинчивания. Если во время свинчивания стабилизированное давление в резьбовой смазке превышает 3,5 МПа, то необходимо вновь приложить давление перед началом нагрева. Регистрируют давление в резьбовой смазке во время нагрева и последующего охлаждения. Если давление в конце нагрева и охлаждения превышает 3,5 МПа, то следует зарегистрировать измеренное давление и вновь приложить его в начале и в конце всех последующих испытаний данного образца соединения.
J.4 Испытания на свинчивание-развинчивание
Испытания проводят, как описано в 7.2.
Для каждого свинчивания необходимо использовать новое уплотнительное кольцо. Во время свинчивания-развинчивания размеры уплотнительного кольца должны соответствовать максимальному объемному заполнению. При свинчивании перед испытаниями размер уплотнительного кольца должен соответствовать J.5.1.
J.5 Матрица испытаний
J.5.1 Матрица испытаний (см. рисунок J.2)
Матрица испытаний показана на рисунке J.2.
Примечание - Рисунок J.2 точно повторяет рисунок 1, за исключением того, что в кольцевую канавку установлено уплотнительное кольцо и уплотнение металл-металл испытывают до испытания упругого уплотнения.
J.5.2 Требования к испытаниям
Процедура испытаний:
a) уплотнение металл-металл и упругое уплотнение испытывают независимо друг от друга на устойчивость к внутреннему давлению и совместно на устойчивость к внешнему давлению, как установлено в настоящем стандарте;
b) если появилась утечка через уплотнительное кольцо, необходимо провести испытание для определения уровня устойчивости к давлению этого упругого уплотнения. Этот уровень может отличаться от уровня устойчивости к давлению уплотнения металл-металл;
c) на рисунке J.3 приведена альтернативная последовательность испытаний. Можно также проводить испытания серии C после окончания всех испытаний серий A и B.
J.5.3 Проведение испытаний серии A
J.5.3.1 Выдержки продолжительностью 60 мин
Во время первого и последнего испытаний под давлением в каждом квадранте VME необходима выдержка продолжительностью 60 мин. Точками выдержки обычно являются точки 2, 6, 11 и 13 на рисунках 13 и 14.
Поскольку уплотнение металл-металл и упругое уплотнение испытывают отдельно в квадрантах I и II эти точки относятся к испытаниям как уплотнения металл-металл, так и упругого уплотнения.
J.5.3.2 Внешнее давление
Испытания серии A в квадрантах III и IV проводят в камере внешнего давления при заглушенных отверстиях 6 согласно рисунку J.1. Испытания внешним давлением проводят с водой.
J.5.4 Проведение испытаний серии B
Во время первого испытания против часовой стрелки и последнего испытания против часовой стрелки в квадрантах I и II необходима выдержка продолжительностью 60 мин. Точками выдержки обычно являются точки 2 и 6 (2В и 6В при наличии изгиба), как показано на рисунках 15, 16 и 17. Поскольку уплотнение металл-металл и упругое уплотнение испытывают отдельно, эти точки относятся к испытаниям как уплотнения металл-металл, так и упругого уплотнения.
J.5.5 Проведение испытаний серии C
Идея заключается в проведении выдержки 60 мин в ключевых точках испытаний серии C (термическими циклами). Обычно это последняя точка выдержки под давлением и при повышенной температуре горячих циклов и последняя точка выдержки под давлением и при комнатной температуре холодных циклов.
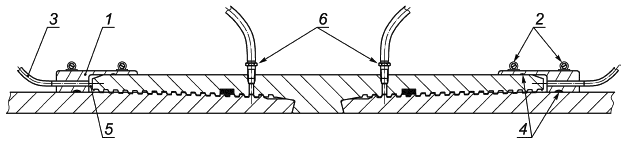
1 - гибкое уплотнение; 2 - хомуты; 3 - трубка; 4 - герметизирующий материал; 5 - небольшой зазор для обеспечения высокой чувствительности к утечкам газа; 6 - отверстия для испытания внутреннего уплотнения, расположенного в кольцевой канавке на резьбе раструбного элемента или напротив последних витков резьбы ниппельного элемента
Примечание - Отверстия сверлят, нарезают в них резьбу и удаляют заусенцы перед окончательным свинчиванием соединения. В отверстия устанавливают штуцеры с использованием герметизирующего материала, например фторопласта, однако применение герметизирующего материала с некоторыми типами штуцеров не допускается.
Рисунок J.1 - Устройство для выявления утечек под действием внутреннего давления с отверстиями для испытания упругого уплотнения
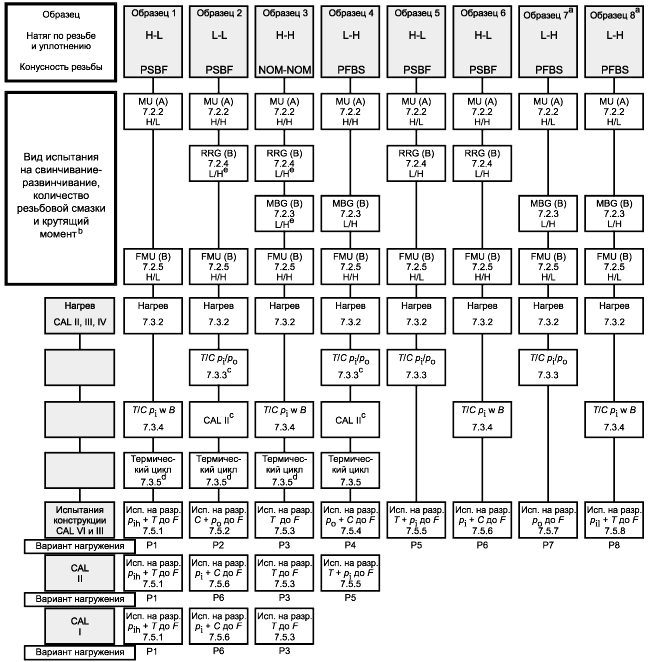
________________
Для уровня CAL III образцы 7 и 8 не используют.
Относится только к CAL II, CAL III и CAL IV. Условия свинчивания-развинчивания для CAL I см. в таблицах 5 и 6.
Образцы CAL II подвергают испытаниям только серии A и серии B (см. таблицу 1).
Образцы CAL I не подвергают испытаниям серии C (см. таблицу 1).
Испытание RRG на образцах 2 и 3 для CAL I не требуются. Образец 2 испытывают только на MU. Образец 3 испытывают только на MBG.
Рисунок J.2 - Уровни применения соединений с упругим уплотнительным кольцом
Примечание - На рисунке использованы следующие сокращения и обозначения:
PSBF - малая конусность резьбы ниппельного элемента и большая конусность резьбы раструбного элемента
PFBS - большая конусность резьбы ниппельного элемента и малая конусность резьбы раструбного элемента
NOM-NOM - номинальная конусность резьбы ниппельного элемента и номинальная конусность резьбы раструбного элемента
H-L - высокий натяг по резьбе - низкий натяг по уплотнению
L-L- низкий натяг по резьбе - низкий натяг по уплотнению
H-H - высокий натяг по резьбе - высокий натяг по уплотнению
L-H - низкий натяг по резьбе - высокий натяг по уплотнению
MU - свинчивание
MBG - испытание на заедание при свинчивании-развинчивании
RRG - "круговое" испытание на заедание при свинчивании-развинчивании
FMU - окончательное свинчивание
(A) - элемент соединения A
(B) - элемент соединения B
H/L - большое количество смазки и низкий крутящий момент
H/H - большое количество смазки и высокий крутящий момент
L/H - малое количество смазки и высокий крутящий момент
T/C ![]() - растяжение, сжатие, внутреннее давление и внешнее давление
- растяжение, сжатие, внутреннее давление и внешнее давление
T/C ![]() - растяжение, сжатие, внутреннее давление и изгиб
- растяжение, сжатие, внутреннее давление и изгиб
+T до F - высокое внутреннее давление с растяжением, возрастающим до разрушения
C+ до F - сжатие с внешним давлением, возрастающим до разрушения
T до F - растяжение до разрушения
+C до F - внешнее давление со сжатием, возрастающим до разрушения
T+ до F - растяжение с внутренним давлением, возрастающим до разрушения
+C до F - внутреннее давление со сжатием, возрастающим до разрушения
до F - внешнее давление, возрастающее до разрушения
+T до F - низкое внутреннее давление с растяжением, возрастающим до разрушения
Рисунок J.2, лист 2
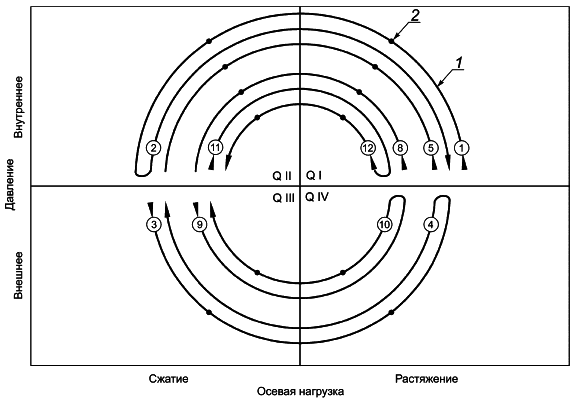
1 - варианты изменения нагрузок; 2 - = одна выдержка продолжительностью 60 мин в каждом квадранте
Варианты 6 и 7 относятся только к серии С (термические циклы) и на рисунке не показаны
Образцы 2 и 4 | Образцы 1 и 3 | Образцы 5 и 7 | ||||||||
Серии A и C | Серии B и C | Серии A | ||||||||
Уплот- | Вариант | Серия | Уплот- | Вариант | Серия | Уплот- | Вариант | Серия | ||
MTM | 1, 2 | A | MTM | 1, 2, 5 | B | MTM | 1, 2 | A | ||
Система | 3, 4 | MTM | 6 | С | Система | 3, 4 | ||||
MTM | 5 | RS | 7 | MTM | 5 | |||||
MTM | 6 | C | RS | 8, 11, 12 | B | RS | 6 | |||
RS | 7 | Система | 9, 10 | |||||||
RS | 8 | A | RS | 11, 12 | ||||||
Система | 9, 10 | Образцы 6 и 8 | ||||||||
RS | 11, 12 | Серия B | ||||||||
Уплот- | Вариант | Серия | ||||||||
MTM RS | 1, 2, 5, 8, 11, 12 | B | ||||||||
Рисунок J.3 - Альтернативная последовательность испытаний соединения с уплотнением металл-металл (МТМ) и упругим уплотнением (RS)
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ИСО 3183 | IDT | ГОСТ ISO 3183-2015 "Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия" |
API Spec 5L | ||
ИСО/ТО 10400 | MOD | ГОСТ Р 54918-2012 "Трубы обсадные, насосно-компрессорные, бурильные и трубы для трубопроводов нефтяной и газовой промышленности. Формулы и расчет свойств" |
API TR 5С3 | ||
ИСО 11960 | MOD | ГОСТ 31446-2012 "Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия" |
ИСО 13678 | IDT | ГОСТ Р ИСО 13678-2015 "Трубы обсадные, насосно-компрессорные, трубопроводные и элементы бурильных колонн, для нефтяной и газовой промышленности. Оценка и испытание резьбовых смазок" |
ИСО 13680 | IDT | ГОСТ Р ИСО 13680-2011 "Трубы бесшовные обсадные, насосно-компрессорные и трубные заготовки для муфт из коррозионно-стойких высоколегированных сталей и сплавов для нефтяной и газовой промышленности. Технические условия" |
API Spec 5B | NEQ | ГОСТ Р 51906-2015 "Соединения резьбовые обсадных, насосно-компрессорных труб, труб для трубопроводов и резьбовые калибры для них. Общие технические требования" |
ИСО 10422 | - | * |
API Bull 5С3 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного стандарта. Перевод на русский язык данного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: IDT - идентичные стандарты; MOD - модифицированные стандарты; NEQ - неэквивалентный стандарт. | ||
Библиография
[1] | ISO/IEC Guide 22:1996, General criteria for supplier's declaration of conformity (ISO/IEC Руководство 22:1996, Оформление поставщиком декларации о соответствии. Общие критерии) |
[2] | Popov, Е.Р. Introduction to Mechanics of Solids, Prentice Hall Inc., Englewood Cliffs, NJ.1968 (Попов Е.П. Введение в механику твердого тела, Prentice Hall Inc., Englewood Cliffs, NJ, 1968) |
[3] | Burr, Arthur H. Elsevier Science Publishing Company, New York, (1981) (Механический анализ и проектирование, стр.274, рисунок 7.19) |
[4] | ASTM А370, Standard test methods and definitions for mechanical testing of steel products (ASTM A370, Механические испытания стальных изделий. Стандартные методы и определения) |
[5] | API RP 5С5, Recommended practice for evaluation procedures for casing and tubing connections (API RP 5C5, Процедуры оценки соединений обсадных и насосно-компрессорных труб. Рекомендуемая практика) |
[6] | API Spec 5СТ, Specification for casing and tubing (API Spec 5CT, Обсадные и насосно-компрессорные трубы. Технические условия) |
УДК 621.774:622.245.1:006.354 |
| ОКС 75.180.10 |
Ключевые слова: испытания, резьбовые соединения, обсадные и насосно-компрессорные трубы | ||
Электронный текст документа
и сверен по:
, 2016
