ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71797— 2024
Сосуды и аппараты
ЗАГЛУШКИ ПОВОРОТНЫЕ СТАЛЬНЫЕ
Общие технические условия
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71797—2024
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения «ВНИИНЕФТЕМАШ» (АО «ВНИИНЕФТЕМАШ»), Автономной некоммерческой организацией «Институт нефтегазовых технологических инициатив» (АНО «ИНТИ»), Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 270 «Сосуды и аппараты, работающие под давлением»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 2 декабря 2024 г. № 1826-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71797—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................2
4 Конструкция и размеры................................................................2
5 Технические требования..............................................................21
6 Требования безопасности и охраны окружающей среды....................................26
7 Правила приемки....................................................................26
8 Методы контроля....................................................................26
9 Транспортирование и хранение........................................................27
10 Гарантии изготовителя..............................................................27
11 Указания по монтажу и эксплуатации...................................................27
Приложение А (рекомендуемое) Форма паспорта...........................................29
III
ГОСТ Р 71797—2024
Введение
Настоящий стандарт разработан на основе альбома типовых конструкций АТК 26-18-5—93 «Заглушки поворотные стальные для фланцев арматуры. Конструкция, размеры и технические требования», альбома чертежей внутреннего типажа нестандартизованных деталей и узлов трубопроводов Т-ММ-25-01-06—01, стандарта ASME В 16.48 и существующего отечественного опыта проектирования, изготовления и эксплуатации сосудов и аппаратов.
Настоящий стандарт разработан в дополнение к ГОСТ 34347.
IV
ГОСТ Р 71797—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сосуды и аппараты
ЗАГЛУШКИ ПОВОРОТНЫЕ СТАЛЬНЫЕ
Общие технические условия
Vessels and apparatus. Rotary steel blank. General technical requirements
Дата введения — 2025—03—01
1 Область применения
Настоящий стандарт распространяется на поворотные заглушки, заглушки с хвостовиками, кольца с хвостовиками (далее — изделия), применяемые для фланцев по ГОСТ 33259, рассчитанные на номинальные давления от 1,6 до 16,0 МПа (от PN 16 до PN 160), предназначенные для отключения сосудов и аппаратов от трубопроводов при проведении монтажных или ремонтных работ.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044 (ИСО 4589—84) Система стандартов безопасности труда. Пожаровзрывоопас-ность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1577 Прокат тол стол и сто вой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5520 Прокат толстолистовой из нелегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632 Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 7350 Сталь тол стол истова я коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7505 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Издание официальное
1
ГОСТ Р 71797—2024
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15180 Прокладки плоские эластичные. Основные параметры и размеры
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 20072 Сталь теплоустойчивая. Технические условия
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 25054 Поковки из коррозийно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25347 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 33259 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ 34347—2017 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ 34655 Арматура трубопроводная. Прокладки овального, восьмиугольного сечения, линзовые стальные для фланцев арматуры. Конструкция, размеры и общие технические требования
ГОСТ Р 52376 Прокладки спирально-навитые термостойкие. Типы. Основные размеры
ГОСТ Р ИСО 8501-1 Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 поворотная заглушка (figure-8 blank): Сборочная единица, состоящая из заглушки (диска без отверстия) и кольца (диска с отверстием), которые соединены между собой перемычками, и предназначенная для постоянного или временного отсечения потока рабочей среды между сосудом или аппаратом и трубопроводом.
3.2 заглушка с хвостовиком (paddle blank): Сборочная единица, состоящая из диска без отверстия и хвостовика без отверстия, приваренного к нему, и предназначенная для отсечения потока рабочей среды между сосудом или аппаратом и трубопроводом.
3.3 кольцо с хвостовиком (paddle spacer): Сборочная единица, состоящая из диска с отверстием и хвостовиком, имеющим отверстие, приваренным к нему, и предназначенная для возобновления потока рабочей среды между сосудом или аппаратом и трубопроводом.
4 Конструкция и размеры
4.1 Изделия в зависимости от вида уплотнительной поверхности могут быть следующих типов:
- тип 1 — с уплотнительной поверхностью типа «соединительный выступ», рассчитанные на номинальные давления от 1,6 до 4,0 МПа (от PN 16 до PN 40), предназначенные для фланцев с уплотнительными поверхностями А, В по ГОСТ 33259;
2
ГОСТ Р 71797—2024
- тип 2 — с уплотнительной поверхностью типа «выступ-впадина», рассчитанные на номинальные давления от 1,6 до 10,0 МПа (от PN 16 до PN 100), предназначенные для фланцев с уплотнительной поверхностью E-F по ГОСТ 33259;
- тип 3 — с уплотнительной поверхностью под прокладку овального сечения, рассчитанные на номинальные давления от 6,3 до 16,0 МПа (от PN 63 до PN 160), предназначенные для фланцев с уплотнительной поверхностью J по ГОСТ 33259;
- тип 4 — с уплотнительной поверхностью типа «шип-паз», рассчитанные на номинальные давления от 1,6 до 10,0 МПа (от PN 16 до PN 100), предназначенные для фланцев с уплотнительной поверхностью С-D по ГОСТ 33259.
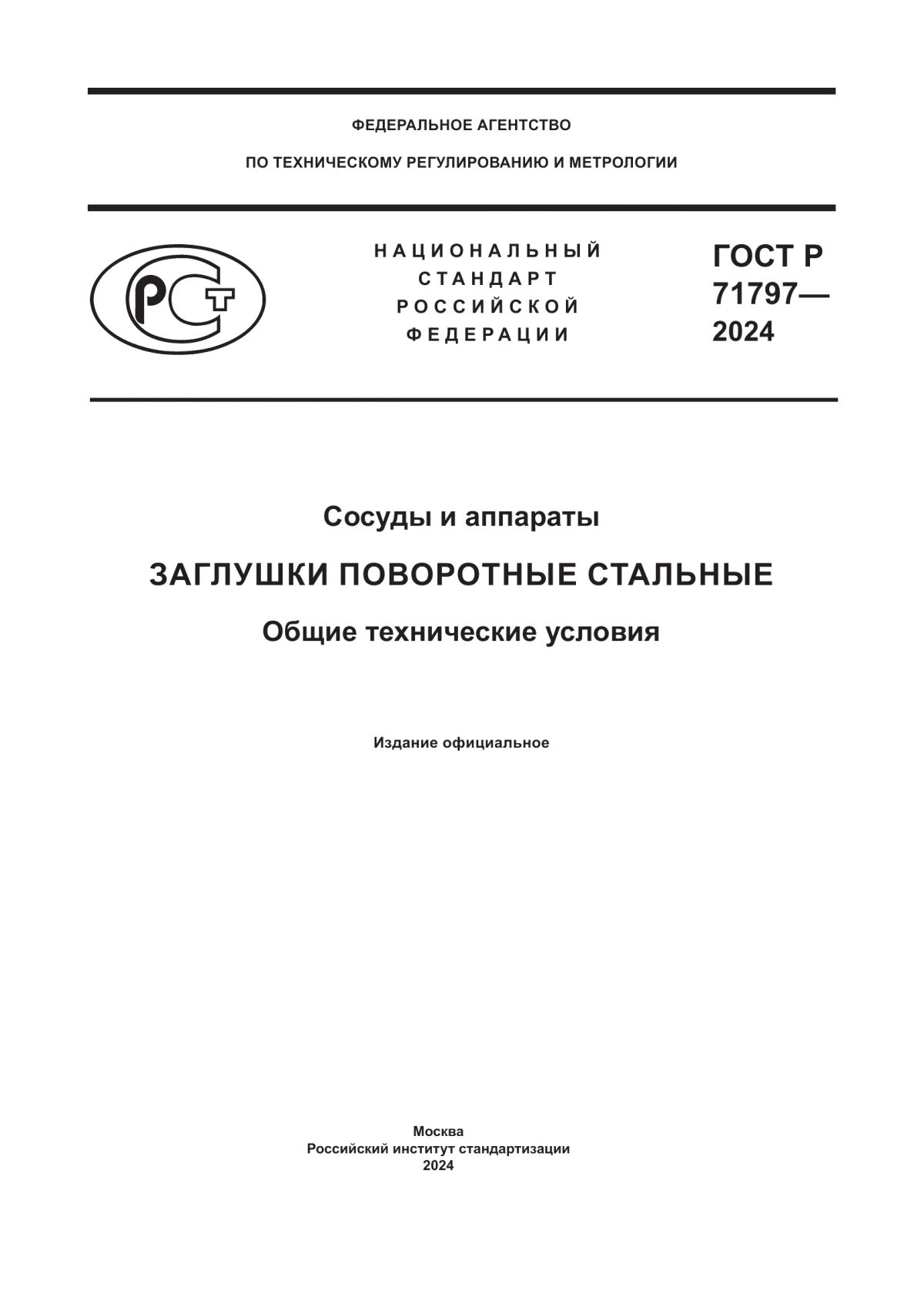
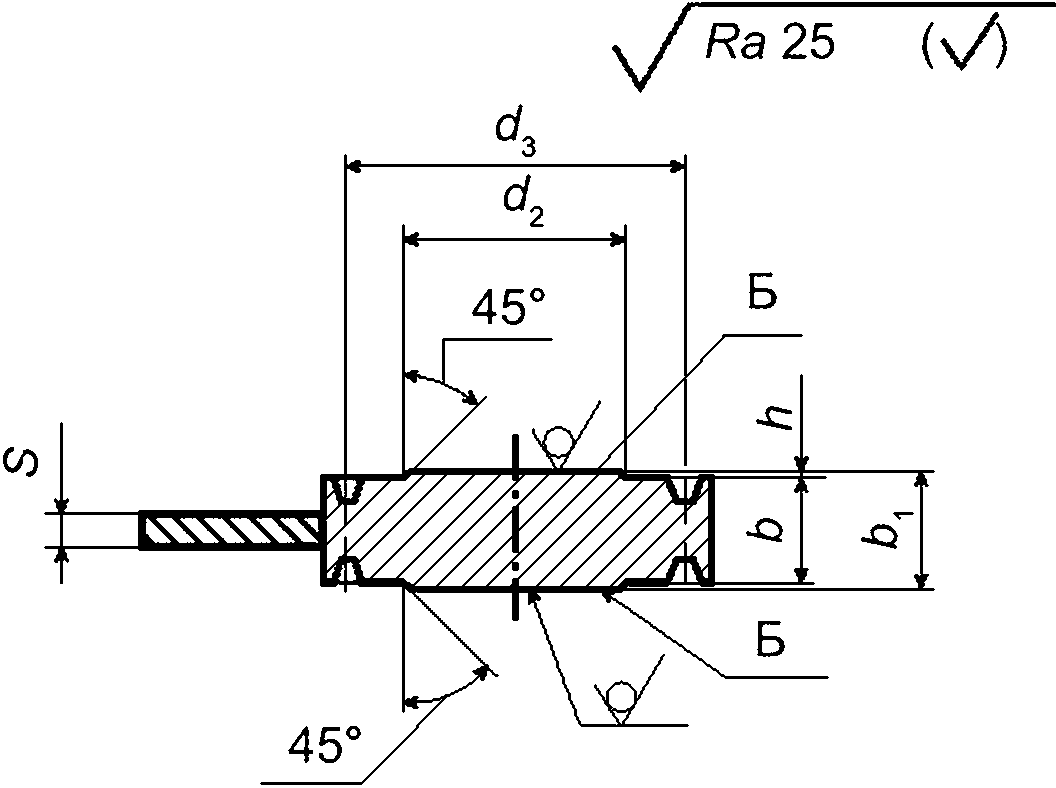
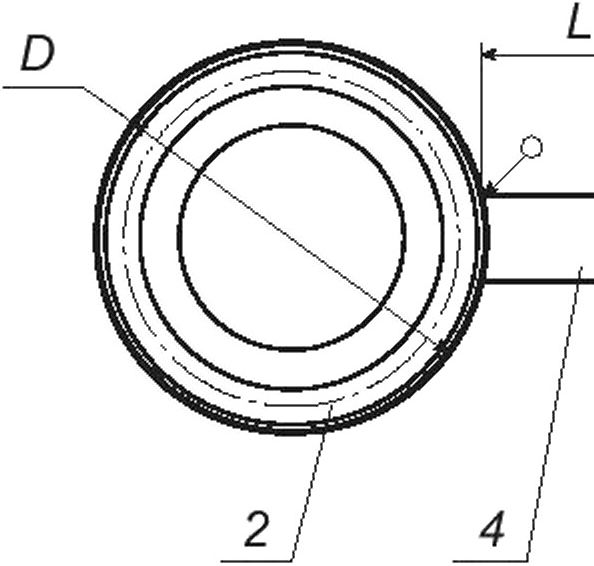
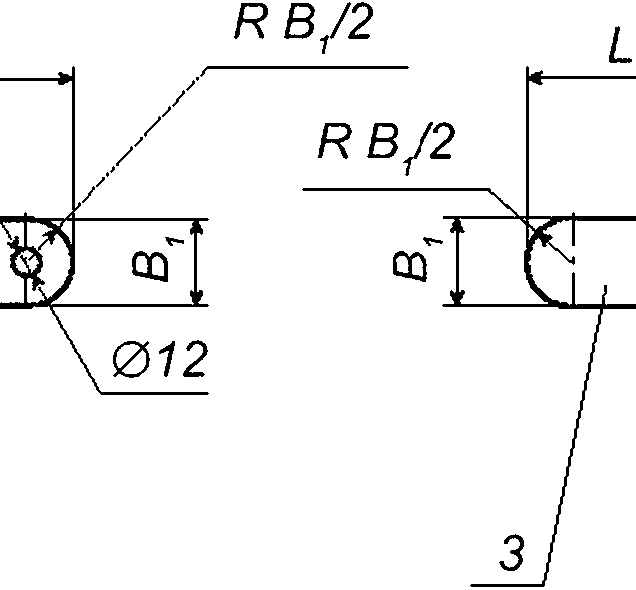
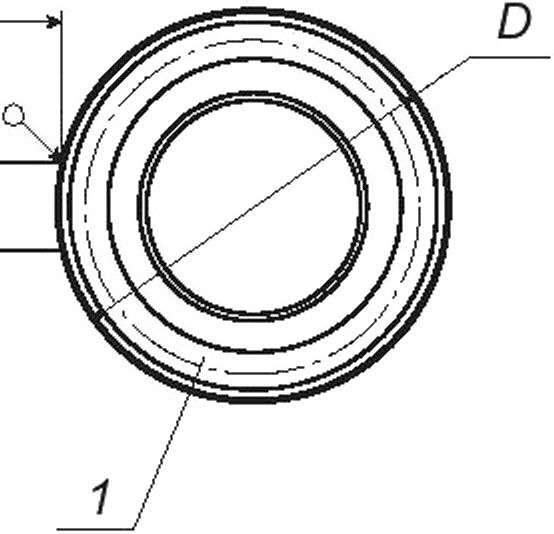
4.2 Конструкции и размеры изделий должны соответствовать конструкциям и размерам, представленным на рисунках 1—8 и приведенным в таблицах 1—4.
Примечание — Размеры в таблицах 1—4 приведены с учетом действия внутреннего давления среды в соединениях при использовании плоских эластичных прокладок по ГОСТ 15180 без внешних нагрузок, изгибающих моментов, с учетом предела текучести стали 220 Н/мм2 при температуре 20 °C и прибавки для компенсации коррозии 4 мм.
4.3 Расчетные массы изделий приведены в таблице 5 с учетом плотности стали 7850 кг/м3.
4.4 Размеры уплотнительных поверхностей изделий должны соответствовать размерам уплотнительных поверхностей фланцев по ГОСТ 33259.
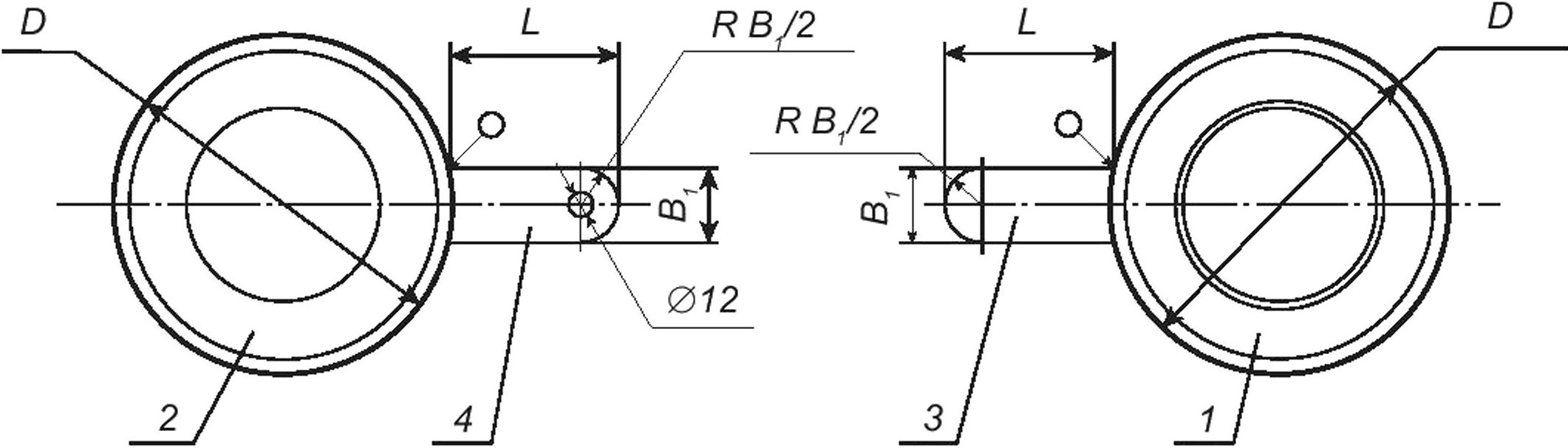
1 — заглушка; 2 — кольцо; 3 — перемычка
Рисунок 1 — Конструкция поворотной заглушки типа 1
3
ГОСТ Р 71797—2024
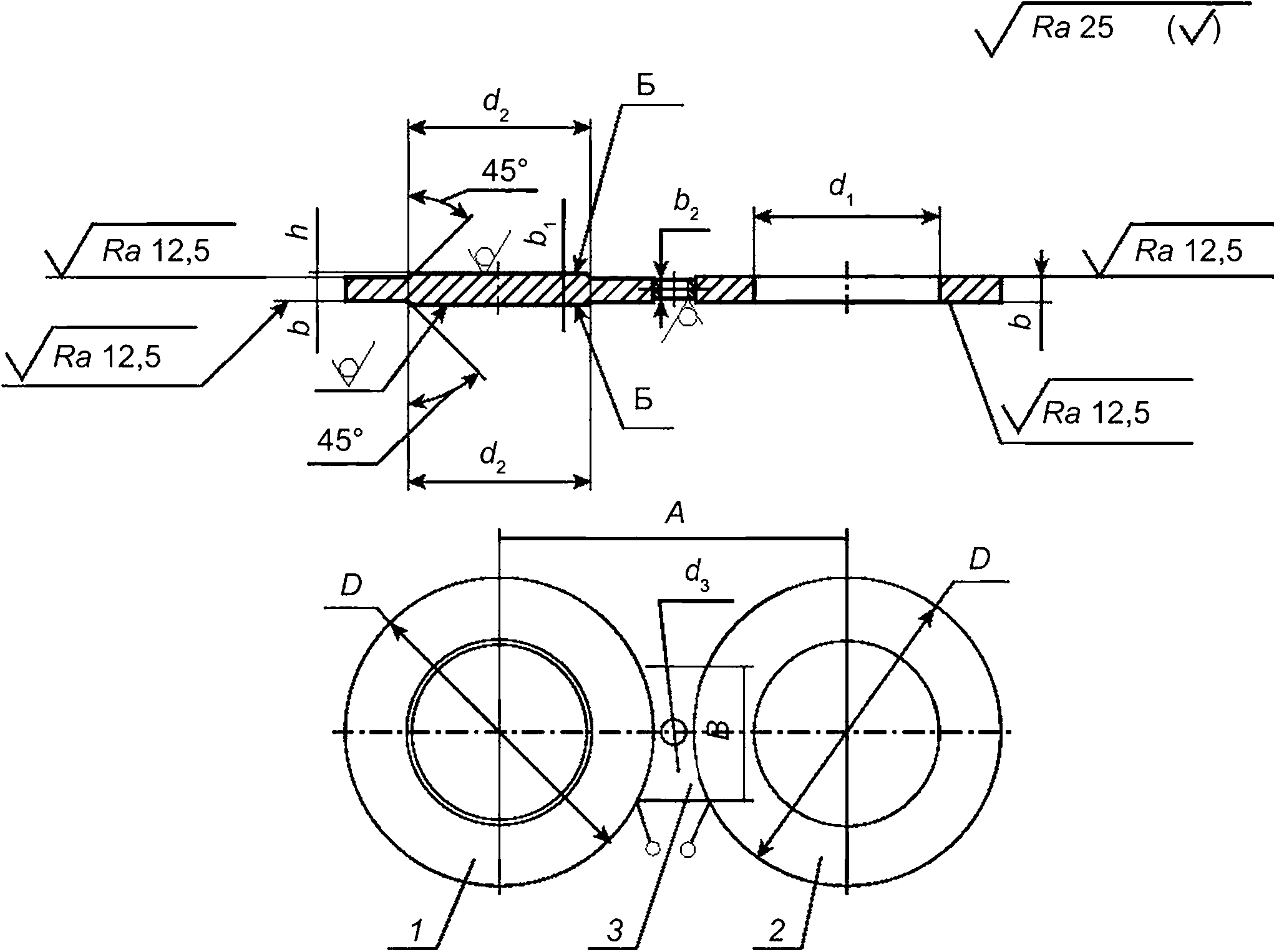
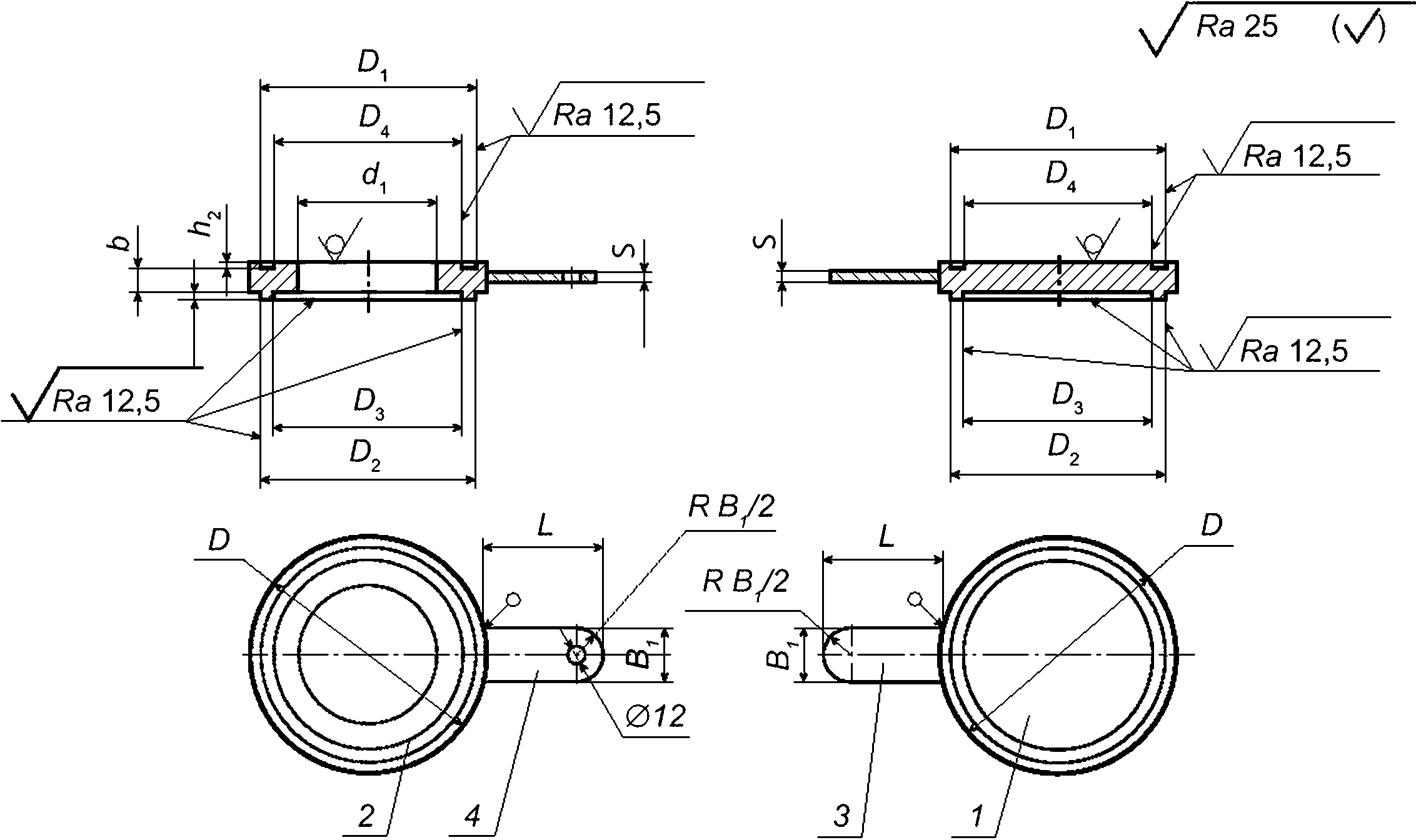
1 — заглушка; 2 — кольцо; 3 — хвостовик без отверстия; 4 — хвостовик с отверстием
Рисунок 2 — Конструкции заглушки с хвостовиком и кольца с хвостовиком типа 1
Таблица 1 — Размеры изделий типа 1
Размеры в миллиметрах
DN | PN, кгс/см2 | А | D | di | d2 | ^3 | В | b | Ь1 | Ь2 | /7 | S | L | |
15 | 16 | 65 | 47 | 12 | 10 | 14 | 30 | 20 | 10 | 14 | 8 | 2 | 5 | 50 |
25 | ||||||||||||||
40 | ||||||||||||||
20 | 16 | 75 | 58 | 18 | 16 | 14 | 30 | 20 | 10 | 14 | 8 | 2 | 5 | 50 |
25 | ||||||||||||||
40 | ||||||||||||||
25 | 16 | 85 | 68 | 25 | 22 | 14 | 40 | 30 | 10 | 14 | 10 | 2 | 5 | 90 |
25 | ||||||||||||||
40 | ||||||||||||||
32 | 16 | 100 | 78 | 31 | 28 | 18 | 40 | 30 | 10 | 14 | 10 | 2 | 5 | 90 |
25 | ||||||||||||||
40 | ||||||||||||||
40 | 16 | 110 | 88 | 38 | 36 | 18 | 50 | 30 | 12 | 16 | 10 | 2 | 5 | 90 |
25 | ||||||||||||||
40 |
4
ГОСТ Р 71797—2024
Продолжение таблицы 1
Размеры в миллиметрах
DN | PN, кгс/см2 | А | D | ^1 | ^2 | ^3 | В | b | Й1 | Ь2 | /7 | S | L | |
50 | 16 | 125 | 102 | 49 | 46 | 18 | 50 | 35 | 14 | 18 | 10 | 2 | 5 | 100 |
25 | ||||||||||||||
40 | 48 | |||||||||||||
65 | 16 | 145 | 122 | 66 | 60 | 18 | 60 | 35 | 14 | 18 | 10 | 2 | 5 | 100 |
25 | ||||||||||||||
40 | ||||||||||||||
80 | 16 | 160 | 133 | 78 | 76 | 18 | 60 | 35 | 14 | 18 | 10 | 2 | 5 | 100 |
25 | ||||||||||||||
40 | ||||||||||||||
100 | 16 | 180 | 158 | 96 | 94 | 18 | 70 | 35 | 15 | 19 | 10 | 2 | 5 | 105 |
25 | 190 | 22 | 17 | 21 | ||||||||||
40 | ||||||||||||||
125 | 16 | 210 | 184 | 121 | 118 | 18 | 70 | 35 | 18 | 22 | 10 | 2 | 5 | 105 |
25 | 220 | 26 | 20 | 24 | ||||||||||
40 | ||||||||||||||
150 | 16 | 240 | 212 | 146 | 142 | 22 | 90 | 35 | 19 | 23 | 10 | 2 | 10 | 110 |
25 | 250 | 26 | 22 | 26 | ||||||||||
40 | 145 | |||||||||||||
200 | 16 | 295 | 268 | 202 | 196 | 22 | 100 | 40 | 22 | 26 | 10 | 2 | 10 | 115 |
25 | 310 | 278 | 26 | 26 | 30 | |||||||||
40 | 320 | 285 | 200 | 29 | 16 | |||||||||
250 | 16 | 355 | 320 | 254 | 244 | 26 | 120 | 40 | 25 | 29 | 10 | 2 | 10 | 120 |
25 | 370 | 335 | 29 | 30 | 34 | |||||||||
40 | 385 | 345 | 252 | 32 | 16 | |||||||||
300 | 16 | 410 | 370 | 303 | 294 | 26 | 120 | 40 | 28 | 34 | 10 | 3 | 10 | 120 |
25 | 430 | 390 | 29 | 34 | 40 | 16 | ||||||||
40 | 450 | 410 | 301 | 32 | ||||||||||
350 | 16 | 470 | 430 | 351 | 344 | 26 | 140 | 50 | 32 | 38 | 16 | 3 | 10 | 125 |
25 | 490 | 450 | 32 | 38 | 44 | |||||||||
40 | 510 | 465 | ||||||||||||
400 | 16 | 525 | 482 | 398 | 390 | 29 | 150 | 50 | 34 | 40 | 16 | 3 | 10 | 130 |
25 | 550 | 505 | 32 | 40 | 46 | |||||||||
40 | 585 | 535 | 38 |
5
ГОСТ Р 71797—2024
Окончание таблицы 1 Размеры в миллиметрах | ||||||||||||||
DN | PN, кгс/см2 | А | D | di | d2 | ^3 | В | 6i | b | bi | Ь2 | h | S | L |
500 | 16 | 650 | 585 | 501 | 490 | 32 | 150 | 50 | 34 | 40 | 16 | 3 | 20 | 135 |
25 | 660 | 615 | 500 | 38 | 42 | 48 | ||||||||
40 | 670 | 495 | 44 | 46 | 52 | 20 | ||||||||
600 | 16 | 770 | 685 | 602 | 590 | 29 | 180 | 50 | 38 | 46 | 20 | 4 | 20 | 145 |
25 | 720 | 600 | 38 | 46 | 54 | |||||||||
40 | 795 | 735 | 595 | 585 | 38 | |||||||||
1 — заглушка; 2 — кольцо; 3 — перемычка
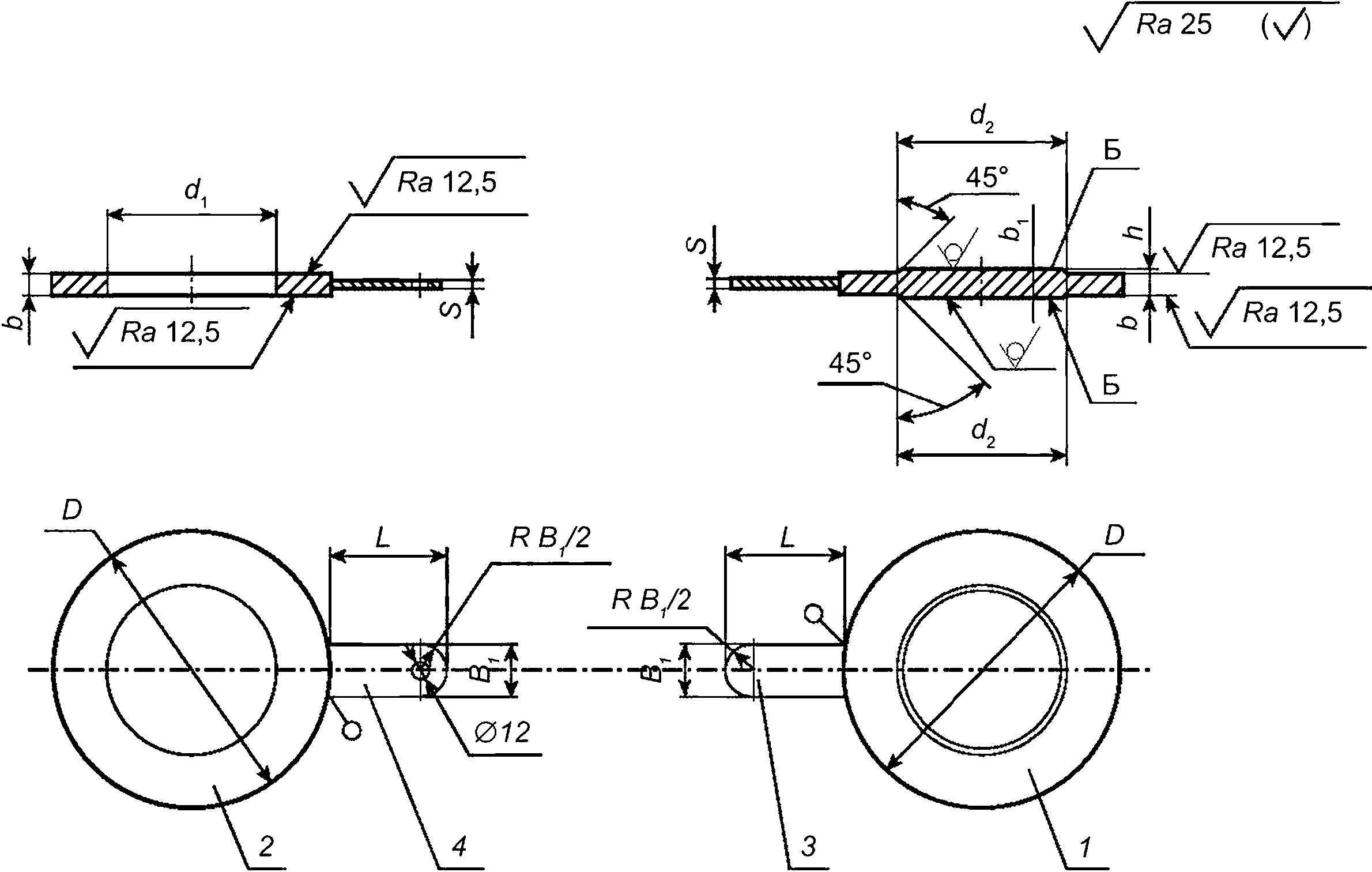
Рисунок 3 — Конструкция поворотной заглушки типа 2
6
ГОСТ Р 71797—2024

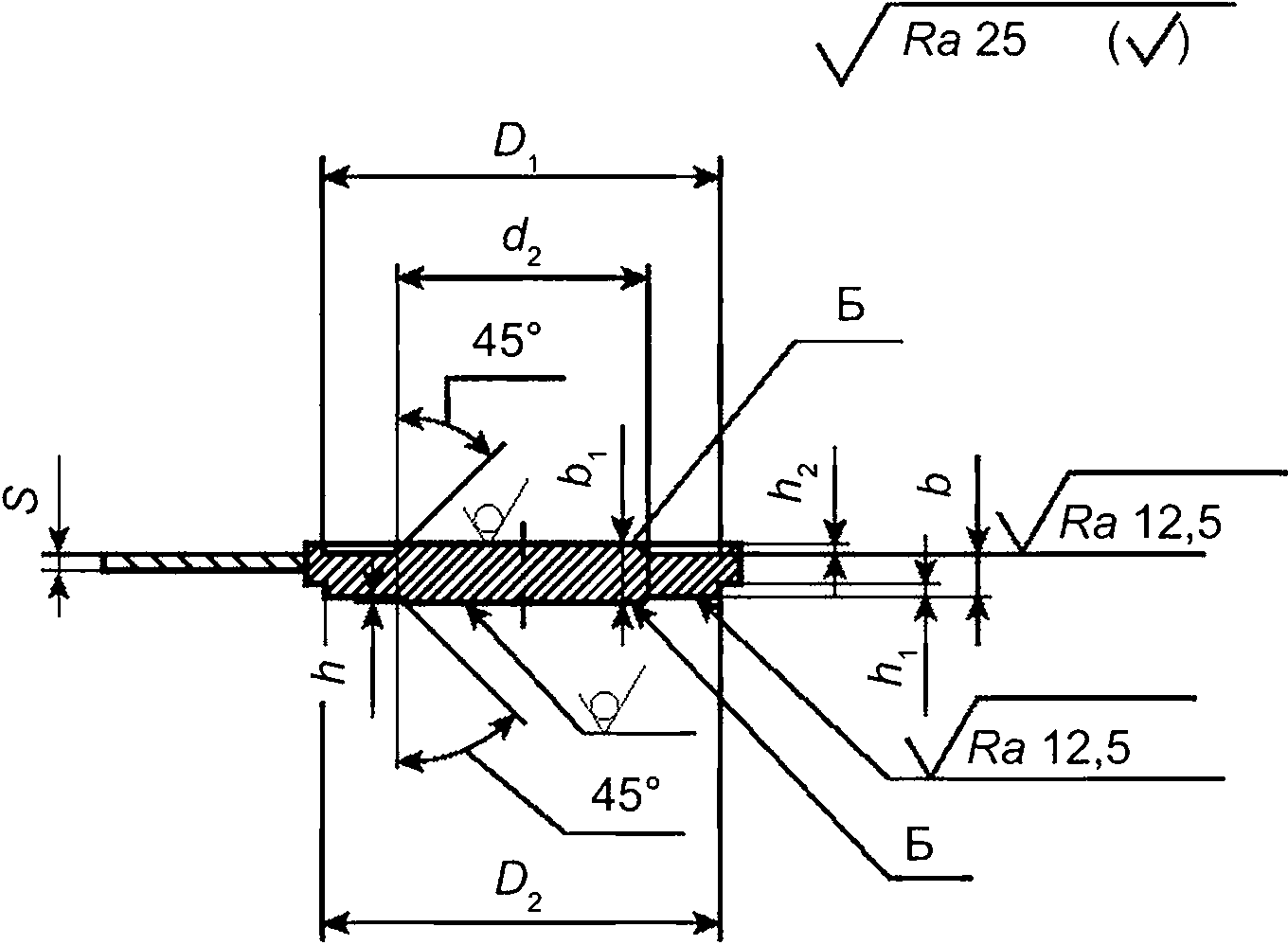
1 — заглушка; 2 — кольцо; 3 — хвостовик без отверстия; 4 — хвостовик с отверстием
Рисунок 4 — Конструкции заглушки с хвостовиком и кольца с хвостовиком типа 2
Таблица 2 — Размеры изделий типа 2
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | °2 | ^1 | d2 | ^3 | В | b | Ь1 | Ь2 | h | Л1 | h2 | S | L | ||
15 | 16 | 65 | 47 | 40 | 39 | 12 | 10 | 14 | 30 | 20 | 10 | 15 | 8 | 2 | 4 | 3 | 5 | 50 |
25 | ||||||||||||||||||
40 | 11 | 16 | ||||||||||||||||
63 | 75 | |||||||||||||||||
100 | 12 | 17 | ||||||||||||||||
20 | 16 | 75 | 58 | 51 | 50 | 18 | 16 | 14 | 30 | 20 | 10 | 15 | 8 | 2 | 4 | 3 | 5 | 50 |
25 | ||||||||||||||||||
40 | ||||||||||||||||||
63 | 90 | 18 | 11 | 16 | ||||||||||||||
100 | 12 | 17 |
7
ГОСТ Р 71797—2024
Продолжение таблицы 2
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | Di | о2 | d2 | ^3 | В | Bi | b | 61 | b2 | h | bi | b2 | s | L | |
25 | с | 85 | 68 | 58 | 57 | 25 | 22 | 14 | 40 | 30 | 10 | 15 | 10 | 2 | 4 | 3 | 5 | 90 |
25 | ||||||||||||||||||
40 | ||||||||||||||||||
63 | 100 | 18 | 11 | 16 | ||||||||||||||
100 | 12 | 17 | ||||||||||||||||
32 | 16 | 100 | 78 | 66 | 65 | 31 | 28 | 18 | 40 | 30 | 10 | 15 | 10 | 2 | 4 | 3 | 5 | 90 |
25 | ||||||||||||||||||
40 | 12 | 17 | ||||||||||||||||
63 | 110 | 22 | ||||||||||||||||
100 | 13 | 18 | ||||||||||||||||
40 | 16 | 110 | 88 | 76 | 75 | 38 | 36 | 18 | 50 | 35 | 12 | 17 | 10 | 2 | 4 | 3 | 5 | 90 |
25 | ||||||||||||||||||
40 | ||||||||||||||||||
63 | 125 | 37 | 22 | 13 | 18 | |||||||||||||
100 | 14 | 19 | ||||||||||||||||
50 | 16 | 125 | 102 | 88 | 87 | 49 | 46 | 18 | 50 | 35 | 12 | 17 | 10 | 2 | 4 | 3 | 5 | 100 |
25 | 13 | 18 | ||||||||||||||||
40 | 48 | |||||||||||||||||
63 | 135 | 47 | 22 | 15 | 20 | |||||||||||||
100 | 145 | 45 | 26 | 17 | 22 | |||||||||||||
65 | 16 | 145 | 122 | 110 | 109 | 66 | 60 | 18 | 60 | 35 | 13 | 18 | 10 | 2 | 4 | 3 | 5 | 100 |
25 | 15 | 20 | ||||||||||||||||
40 | 16 | 21 | ||||||||||||||||
63 | 160 | 64 | 18 | 23 | ||||||||||||||
100 | 170 | 62 | 26 | 20 | 25 | |||||||||||||
80 | 16 | 160 | 133 | 121 | 120 | 78 | 76 | 18 | 60 | 35 | 14 | 19 | 10 | 2 | 4 | 3 | 5 | 100 |
25 | 16 | 21 | ||||||||||||||||
40 | 17 | 22 | ||||||||||||||||
63 | 170 | 77 | 19 | 24 | ||||||||||||||
100 | 180 | 75 | 26 | 22 | 27 |
8
ГОСТ Р 71797—2024
Продолжение таблицы 2
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | Di | О2 | ^1 | d2 | ^3 | В | Bi | b | 61 | Ь2 | h | hi | h2 | S | L |
100 | 16 | 180 | 158 | 150 | 149 | 96 | 94 | 18 | 70 | 35 | 15 | 20 | 10 | 2 | 4 | 3 | 5 | 105 |
25 | 190 | 22 | 17 | 22 | ||||||||||||||
40 | 18 | 23 | ||||||||||||||||
63 | 200 | 94 | 26 | 21 | 26 | |||||||||||||
100 | 210 | 92 | 29 | 25 | 30 | |||||||||||||
125 | 16 | 210 | 184 | 176 | 175 | 121 | 118 | 18 | 80 | 35 | 18 | 23 | 10 | 2 | 4 | 3 | 5 | 105 |
25 | 220 | 26 | 20 | 25 | ||||||||||||||
40 | 120 | 22 | 27 | |||||||||||||||
63 | 240 | 118 | 29 | 26 | 31 | |||||||||||||
100 | 250 | 112 | 32 | 30 | 35 | |||||||||||||
150 | 16 | 240 | 212 | 204 | 203 | 146 | 142 | 22 | 90 | 35 | 19 | 24 | 10 | 2 | 4 | 3 | 10 | 110 |
25 | 250 | 26 | 22 | 27 | ||||||||||||||
40 | 145 | 25 | 30 | |||||||||||||||
63 | 280 | 142 | 32 | 30 | 35 | |||||||||||||
100 | 136 | 132 | 34 | 39 | ||||||||||||||
200 | 16 | 295 | 268 | 260 | 259 | 202 | 196 | 22 | 120 | 35 | 22 | 27 | 10 | 2 | 4 | 3 | 10 | 115 |
25 | 310 | 278 | 26 | 26 | 31 | |||||||||||||
40 | 320 | 285 | 200 | 29 | 30 | 35 | 16 | |||||||||||
63 | 345 | 198 | 32 | 36 | 41 | |||||||||||||
100 | 360 | 190 | 184 | 38 | 40 | 45 | ||||||||||||
250 | 16 | 355 | 320 | 313 | 312 | 254 | 244 | 26 | 120 | 50 | 25 | 30 | 10 | 2 | 4 | 3 | 10 | 120 |
25 | 370 | 335 | 29 | 30 | 35 | |||||||||||||
40 | 385 | 345 | 252 | 32 | 34 | 39 | 16 | |||||||||||
63 | 400 | 246 | 38 | 40 | 45 | |||||||||||||
100 | 430 | 236 | 232 | 48 | 53 | |||||||||||||
300 | 16 | 410 | 370 | 364 | 363 | 303 | 294 | 26 | 120 | 50 | 28 | 35 | 10 | 3 | 5 | 4 | 10 | 120 |
25 | 430 | 390 | 29 | 34 | 41 | 16 | ||||||||||||
40 | 450 | 410 | 301 | 32 | 38 | 45 | ||||||||||||
63 | 460 | 294 | 290 | 38 | 45 | 52 | ||||||||||||
100 | 500 | 284 | 280 | 44 | 53 | 60 |
9
ГОСТ Р 71797—2024
Окончание таблицы 2
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | Di | о2 | di | ^2 | ^3 | В | Bi | b | 61 | Ь2 | h | hi | h2 | S | L |
350 | 16 | 470 | 430 | 422 | 421 | 351 | 344 | 26 | 140 | 50 | 32 | 39 | 16 | 3 | 5 | 4 | 10 | 125 |
25 | 490 | 450 | 32 | 38 | 45 | |||||||||||||
40 | 510 | 465 | 32 | 42 | 49 | |||||||||||||
63 | 525 | 342 | 340 | 38 | 50 | 57 | ||||||||||||
100 | 560 | 332 | 330 | 50 | 60 | 67 | ||||||||||||
400 | 16 | 525 | 482 | 474 | 473 | 398 | 390 | 29 | 150 | 50 | 34 | 41 | 16 | 3 | 5 | 4 | 10 | 130 |
25 | 550 | 505 | 32 | 40 | 47 | |||||||||||||
40 | 585 | 535 | 38 | 48 | 55 | |||||||||||||
63 | 386 | 380 | 44 | 56 | 63 | |||||||||||||
100 | 610 | 376 | 370 | 50 | 66 | 73 | ||||||||||||
500 | 16 | 650 | 585 | 576 | 575 | 501 | 490 | 32 | 150 | 50 | 34 | 41 | 16 | 3 | 5 | 4 | 20 | 135 |
25 | 660 | 615 | 38 | 42 | 49 | |||||||||||||
40 | 670 | 495 | 44 | 52 | 59 | 20 | ||||||||||||
63 | 705 | 485 | 480 | 50 | 65 | 72 | ||||||||||||
100 | — | |||||||||||||||||
600 | 16 | 770 | 685 | 678 | 677 | 602 | 590 | 38 | 180 | 50 | 38 | 47 | 20 | 4 | 6 | 5 | 20 | 145 |
25 | 720 | 600 | 46 | 55 | ||||||||||||||
40 | 795 | 735 | 595 | 50 | 63 | 72 | ||||||||||||
63 | 820 | 585 | 580 | 54 | 75 | 84 | ||||||||||||
100 | — |
10
ГОСТ Р 71797—2024

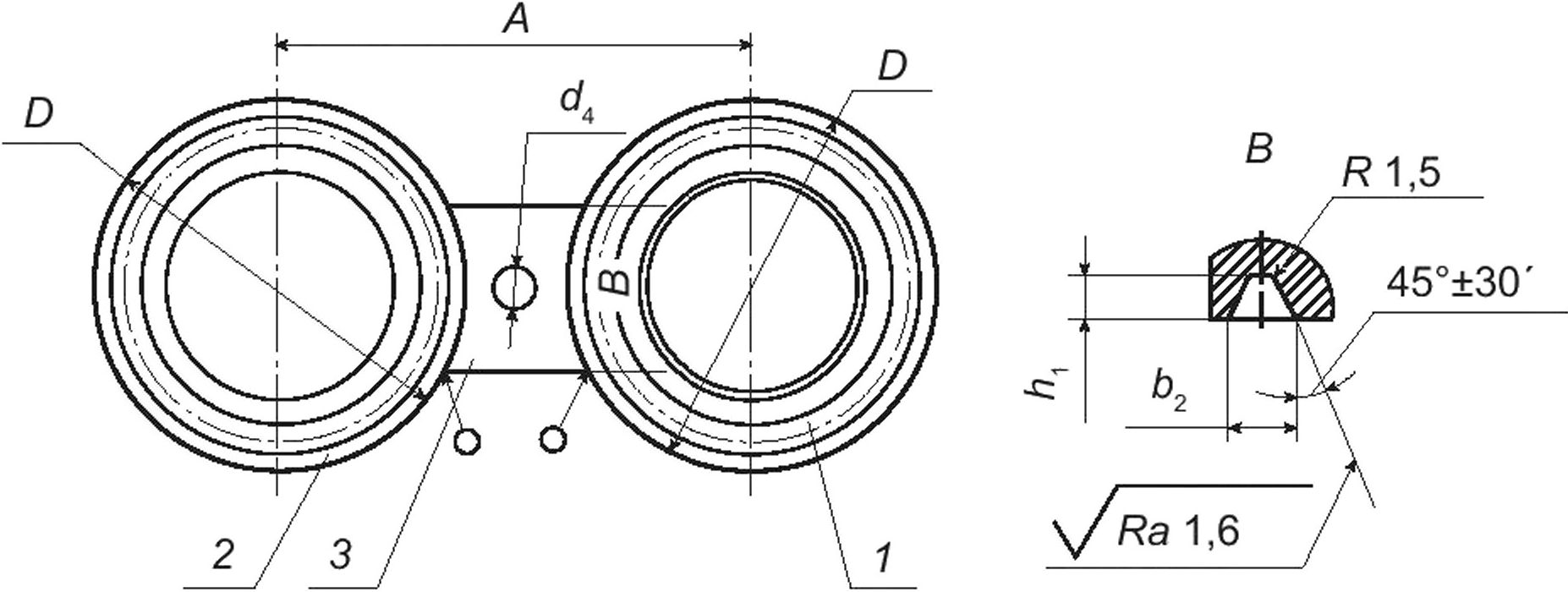
7 — заглушка; 2 — кольцо; 3 — перемычка
Рисунок 5 — Конструкция поворотной заглушки типа 3
7 — заглушка; 2 — кольцо; 3 — хвостовик без отверстия; 4 — хвостовик с отверстием
Рисунок 6 — Конструкции заглушки с хвостовиком и кольца с хвостовиком типа 3
11
ГОСТ Р 71797—2024
Таблица 3 — Размеры поворотных заглушек, заглушек с хвостовиками и колец с хвостовиками типа 3
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | di | d2 | ^3 | d4 | В | Bi | b | Й1 | b2 | ^3 | h | hi | S | L |
15 | 63 | 75 | 55 | 12 | 10 | 35 | 14 | 30 | 20 | 24 | 28 | 9 | 10 | 2 | 6,3 | 5 | 50 |
100 | |||||||||||||||||
160 | |||||||||||||||||
20 | 63 | 90 | 58 | 18 | 16 | 45 | 18 | 30 | 20 | 24 | 28 | 9 | 10 | 2 | 6,5 | 5 | 50 |
100 | |||||||||||||||||
160 | |||||||||||||||||
25 | 63 | 100 | 68 | 25 | 22 | 50 | 18 | 40 | 30 | 26 | 30 | 9 | 10 | 2 | 6,5 | 5 | 90 |
100 | |||||||||||||||||
160 | |||||||||||||||||
32 | 63 | 110 | 78 | 31 | 28 | 65 | 22 | 40 | 30 | 26 | 30 | 9 | 10 | 2 | 6,5 | 5 | 90 |
100 | |||||||||||||||||
160 | 30 | 34 | |||||||||||||||
40 | 63 | 125 | 88 | 37 | 36 | 75 | 22 | 50 | 35 | 26 | 30 | 9 | 10 | 2 | 6,5 | 5 | 90 |
100 | |||||||||||||||||
160 | 36 | 40 | |||||||||||||||
50 | 63 | 135 | 102 | 47 | 46 | 85 | 22 | 50 | 35 | 32 | 36 | 12 | 10 | 2 | 8 | 5 | 100 |
100 | 145 | 45 | 45 | 26 | 36 | 40 | |||||||||||
160 | 115 | 95 | 41 | 45 | |||||||||||||
65 | 63 | 160 | 132 | 64 | 60 | 110 | 18 | 60 | 35 | 32 | 36 | 12 | 10 | 2 | 8 | 5 | 100 |
100 | 170 | 140 | 62 | 26 | 36 | 40 | |||||||||||
160 | 46 | 50 | |||||||||||||||
80 | 63 | 170 | 133 | 77 | 76 | 115 | 18 | 60 | 35 | 36 | 40 | 12 | 10 | 2 | 8 | 5 | 100 |
100 | 180 | 150 | 75 | 75 | 130 | 26 | |||||||||||
160 | 46 | 50 | |||||||||||||||
100 | 63 | 200 | 170 | 94 | 94 | 145 | 26 | 70 | 35 | 36 | 40 | 12 | 10 | 2 | 8 | 5 | 105 |
100 | 210 | 175 | 92 | 92 | 29 | 41 | 45 | ||||||||||
160 | 46 | 50 | 16 | ||||||||||||||
125 | 63 | 240 | 205 | 118 | 118 | 175 | 29 | 70 | 35 | 41 | 45 | 12 | 16 | 2 | 8 | 5 | 105 |
100 | 250 | 210 | 112 | 32 | 46 | 50 | |||||||||||
160 | 190 | 56 | 60 | ||||||||||||||
150 | 63 | 280 | 240 | 142 | 142 | 205 | 32 | 90 | 35 | 41 | 45 | 12 | 16 | 2 | 8 | 10 | 110 |
100 | 290 | 250 | 136 | 136 | 46 | 50 | 10 | ||||||||||
160 | 56 | 60 | 14 |
12
ГОСТ Р 71797—2024
Окончание таблицы 3
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | d2 | ^3 | d4 | В | Si | b | bi | b2 | b3 | h | ^1 | S | L | |
200 | 63 | 345 | 285 | 198 | 196 | 265 | 32 | 120 | 35 | 45 | 50 | 12 | 16 | 2 | 8 | 10 | 115 |
100 | 360 | 315 | 190 | 190 | 38 | 56 | 60 | ||||||||||
160 | 275 | 66 | 70 | 17 | 11 | ||||||||||||
250 | 63 | 400 | 345 | 246 | 244 | 320 | 38 | 120 | 50 | 51 | 55 | 12 | 16 | 2 | 8 | 10 | 120 |
100 | 430 | 236 | 236 | 61 | 65 | ||||||||||||
160 | 380 | 330 | 76 | 80 | 17 | 20 | 11 | ||||||||||
300 | 63 | 460 | 410 | 294 | 294 | 375 | 38 | 120 | 50 | 54 | 60 | 12 | 16 | 3 | 8 | 10 | 120 |
100 | 500 | 284 | 284 | 44 | 69 | 75 | 20 | ||||||||||
160 | 380 | 84 | 90 | 23 | 14 | ||||||||||||
350 | 63 | 525 | 465 | 342 | 342 | 420 | 38 | 140 | 50 | 54 | 60 | 12 | 20 | 3 | 8 | 10 | 125 |
100 | 560 | 332 | 332 | 50 | 69 | 75 | 17 | 11 | |||||||||
160 | — | ||||||||||||||||
400 | 63 | 585 | 535 | 386 | 386 | 480 | 44 | 150 | 50 | 59 | 65 | 12 | 20 | 3 | 8 | 10 | 130 |
100 | 620 | 376 | 376 | 50 | 74 | 80 | 17 | 11 | |||||||||
160 | 660 | 595 | 356 | 356 | 94 | 100 | 23 | 14 |
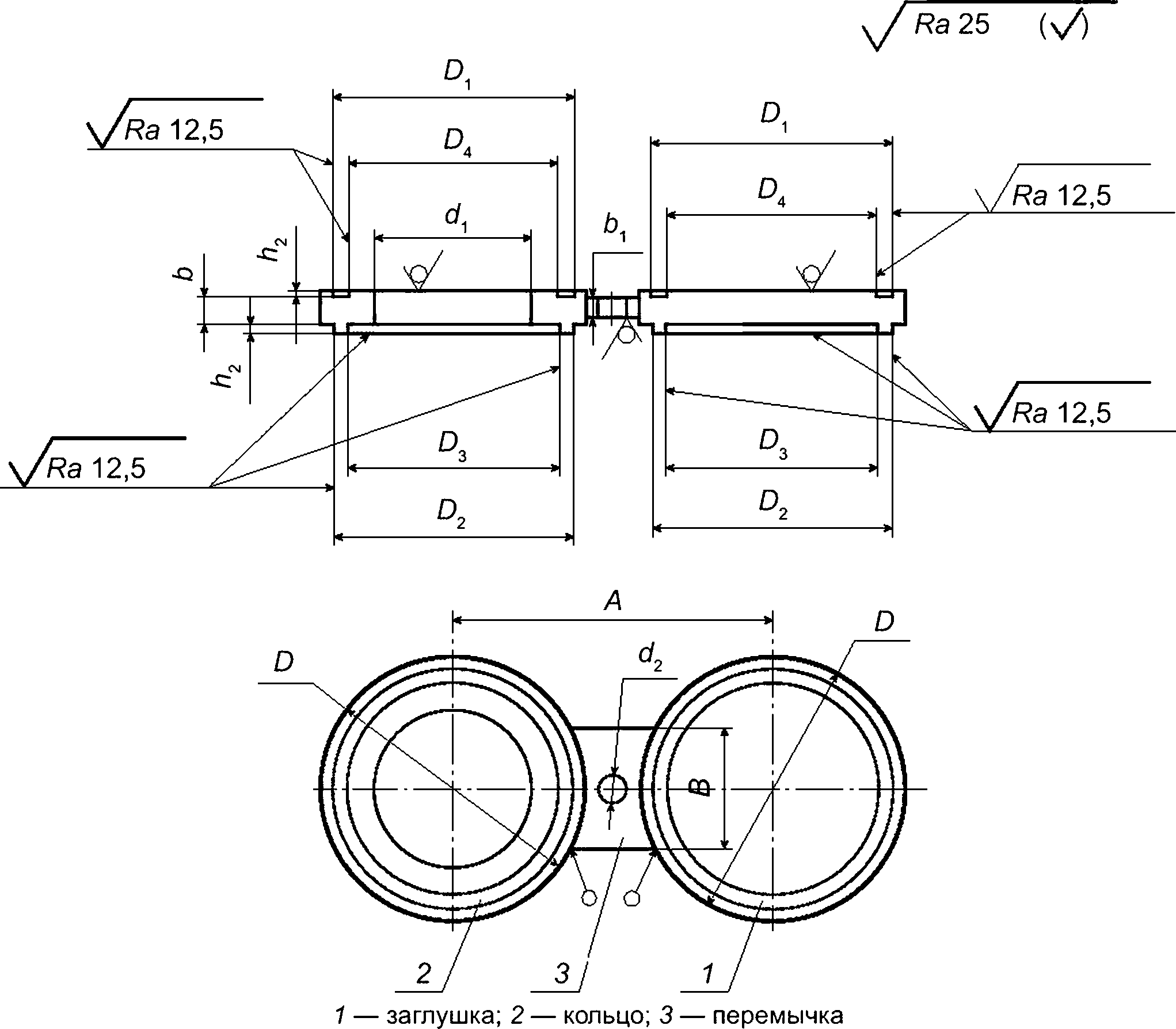
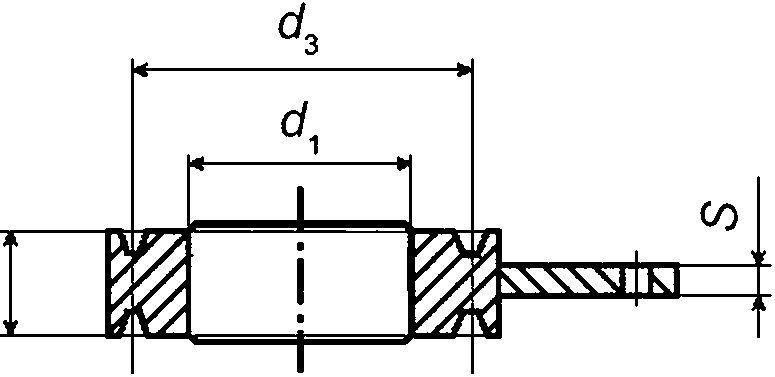
Рисунок 7 — Конструкция поворотной заглушки типа 4
13
ГОСТ Р 71797—2024
1 — заглушка; 2 — кольцо; 3 — хвостовик без отверстия; 4 — хвостовик с отверстием
Рисунок 8 — Конструкции заглушки с хвостовиком и кольца с хвостовиком типа 4
Таблица 4 — Размеры поворотных заглушек, заглушек с хвостовиками и колец с хвостовиками типа 4
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | ^1 | о2 | О3 | О4 | di | d2 | В | Si | b | Ь1 | Л1 | h2 | S | L |
15 | 16 | 65 | 47 | 40 | 39 | 29 | 28 | 12 | 14 | 30 | 20 | 10 | 10 | 4 | 3 | 5 | 50 |
25 | |||||||||||||||||
40 | 11 | ||||||||||||||||
63 | 75 | ||||||||||||||||
100 | 12 | ||||||||||||||||
20 | 16 | 75 | 58 | 51 | 50 | 36 | 35 | 18 | 14 | 30 | 20 | 10 | 10 | 4 | 3 | 5 | 50 |
25 | |||||||||||||||||
40 | |||||||||||||||||
63 | 90 | 18 | 11 | ||||||||||||||
100 | 12 | ||||||||||||||||
25 | 16 | 85 | 68 | 58 | 57 | 43 | 42 | 25 | 14 | 40 | 30 | 8 | 10 | 4 | 3 | 5 | 90 |
25 | 9 | ||||||||||||||||
40 | 10 | ||||||||||||||||
63 | 100 | 18 | 11 | ||||||||||||||
100 | 12 |
14
ГОСТ Р 71797—2024
Продолжение таблицы 4
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | Di | О2 | О3 | Од | di | d2 | В | Oi | b | bi | h1 | b2 | s | L |
32 | 16 | 100 | 78 | 66 | 65 | 51 | 50 | 31 | 18 | 40 | 30 | 10 | 10 | 4 | 3 | 5 | 90 |
25 | |||||||||||||||||
40 | 12 | ||||||||||||||||
63 | 110 | 22 | |||||||||||||||
100 | 13 | ||||||||||||||||
40 | 16 | 110 | 88 | 76 | 75 | 61 | 60 | 38 | 18 | 50 | 35 | 12 | 10 | 4 | 3 | 5 | 90 |
25 | |||||||||||||||||
40 | |||||||||||||||||
63 | 125 | 37 | 22 | 13 | |||||||||||||
100 | 14 | ||||||||||||||||
50 | 16 | 125 | 102 | 88 | 87 | 73 | 72 | 49 | 18 | 50 | 35 | 12 | 10 | 4 | 3 | 5 | 100 |
25 | 13 | ||||||||||||||||
40 | 48 | ||||||||||||||||
63 | 135 | 47 | 22 | 15 | |||||||||||||
100 | 145 | 45 | 26 | 17 | |||||||||||||
65 | 16 | 145 | 122 | 110 | 109 | 95 | 94 | 66 | 18 | 60 | 35 | 13 | 10 | 4 | 3 | 5 | 100 |
25 | 15 | ||||||||||||||||
40 | 16 | ||||||||||||||||
63 | 160 | 64 | 18 | ||||||||||||||
100 | 170 | 62 | 26 | 20 | |||||||||||||
80 | 16 | 160 | 133 | 121 | 120 | 106 | 105 | 78 | 18 | 60 | 35 | 14 | 10 | 4 | 3 | 5 | 100 |
25 | 16 | ||||||||||||||||
40 | 17 | ||||||||||||||||
63 | 170 | 77 | 19 | ||||||||||||||
100 | 180 | 75 | 26 | 22 | |||||||||||||
100 | 16 | 180 | 158 | 150 | 149 | 129 | 128 | 96 | 18 | 70 | 35 | 15 | 10 | 4 | 3 | 5 | 105 |
25 | 190 | 22 | 17 | ||||||||||||||
40 | 18 | ||||||||||||||||
63 | 200 | 94 | 26 | 21 | |||||||||||||
100 | 210 | 92 | 29 | 25 |
15
ГОСТ Р 71797—2024
Продолжение таблицы 4
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | Di | О2 | О3 | Од | di | d2 | В | Oi | b | bi | h1 | b2 | s | L |
125 | 16 | 210 | 184 | 176 | 175 | 155 | 154 | 121 | 18 | 70 | 35 | 18 | 10 | 4 | 3 | 5 | 105 |
25 | 220 | 26 | 20 | ||||||||||||||
40 | 120 | 22 | |||||||||||||||
63 | 240 | 118 | 29 | 26 | |||||||||||||
100 | 250 | 112 | 32 | 30 | |||||||||||||
150 | 16 | 240 | 212 | 204 | 203 | 183 | 182 | 146 | 22 | 90 | 35 | 19 | 10 | 4 | 3 | 10 | 110 |
25 | 250 | 26 | 22 | ||||||||||||||
40 | 145 | 25 | |||||||||||||||
63 | 280 | 142 | 30 | 30 | |||||||||||||
100 | 290 | 136 | 34 | ||||||||||||||
200 | 16 | 295 | 268 | 260 | 259 | 239 | 238 | 202 | 22 | 120 | 35 | 22 | 10 | 4 | 3 | 10 | 115 |
25 | 310 | 278 | 26 | 26 | |||||||||||||
40 | 320 | 285 | 200 | 29 | 30 | 16 | |||||||||||
63 | 345 | 198 | 32 | 36 | |||||||||||||
100 | 360 | 190 | 38 | 40 | |||||||||||||
250 | 16 | 350 | 320 | 313 | 312 | 292 | 291 | 254 | 26 | 120 | 50 | 25 | 10 | 4 | 3 | 10 | 120 |
25 | 370 | 335 | 29 | 30 | |||||||||||||
40 | 385 | 345 | 252 | 32 | 34 | 16 | |||||||||||
63 | 400 | 246 | 38 | 40 | |||||||||||||
100 | 430 | 236 | 48 | ||||||||||||||
300 | 16 | 410 | 370 | 364 | 363 | 343 | 342 | 303 | 26 | 120 | 40 | 28 | 10 | 5 | 4 | 10 | 120 |
25 | 430 | 390 | 29 | 34 | 16 | ||||||||||||
40 | 450 | 410 | 301 | 32 | 38 | ||||||||||||
63 | 460 | 294 | 38 | 45 | |||||||||||||
100 | 250 | 284 | 44 | 53 | |||||||||||||
350 | 16 | 470 | 430 | 422 | 421 | 395 | 394 | 351 | 26 | 140 | 50 | 32 | 16 | 5 | 4 | 10 | 125 |
25 | 490 | 450 | 32 | 38 | |||||||||||||
40 | 510 | 465 | 42 | ||||||||||||||
63 | 525 | 342 | 38 | 50 | |||||||||||||
100 | 560 | 332 | 50 | 60 |
16
Окончание таблицы 4
ГОСТ Р 71797—2024
Размеры в миллиметрах
DN | PN, кгс/ см2 | А | D | Di | о2 | О3 | Од | ^1 | ^2 | В | 01 | b | bi | hi | h2 | S | L |
400 | 16 | 525 | 482 | 474 | 473 | 447 | 446 | 398 | 29 | 150 | 50 | 34 | 16 | 5 | 4 | 10 | 130 |
25 | 550 | 505 | 32 | 40 | |||||||||||||
40 | 585 | 535 | 38 | 48 | |||||||||||||
63 | 386 | 44 | 56 | ||||||||||||||
100 | 620 | 376 | 50 | 66 | |||||||||||||
500 | 16 | 650 | 585 | 576 | 575 | 549 | 548 | 501 | 32 | 150 | 50 | 33 | 16 | 5 | 4 | 20 | 135 |
25 | 660 | 615 | 500 | 38 | 42 | ||||||||||||
40 | 670 | 495 | 44 | 52 | 20 | ||||||||||||
63 | 705 | 485 | 50 | 65 | |||||||||||||
100 | — | ||||||||||||||||
600 | 16 | 770 | 685 | 678 | 677 | 651 | 650 | 602 | 38 | 180 | 50 | 35 | 20 | 6 | 5 | 20 | 145 |
25 | 720 | 600 | 46 | ||||||||||||||
40 | 795 | 735 | 595 | 50 | 63 | ||||||||||||
63 | 820 | 585 | 54 | 75 | |||||||||||||
100 | — |
Таблица 5 — Расчетные массы изделий
DN | PN, кгс/см2 | Масса, кг, не более | |||||||||||
Тип 1 | Тип 2 | Тип 3 | Тип 4 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
15 | 16 | 0,30 | 0,17 | 0,18 | 0,28 | 0,16 | 0,17 | — | — | — | 0,41 | 0,21 | 0,22 |
25 | — | — | — | ||||||||||
40 | 0,31 | 0,17 | 0,18 | — | — | — | 0,44 | 0,23 | 0,24 | ||||
63 | — | — | — | 0,79 | 0,39 | 0,42 | 0,45 | ||||||
100 | — | — | — | 0,35 | 0,19 | 0,20 | 0,48 | 0,24 | 0,25 | ||||
160 | — | — | — | — | — | — | — | — | — | ||||
20 | 16 | 0,47 | 0,24 | 0,25 | 0,45 | 0,22 | 0,25 | — | — | — | 0,60 | 0,29 | 0,33 |
25 | — | — | — | ||||||||||
40 | — | — | — | ||||||||||
63 | — | — | — | 0,50 | 0.24 | 0,27 | 0,87 | 0,40 | 0,45 | 0,66 | 0,31 | 0,34 | |
100 | — | — | — | 0,54 | 0,26 | 0,29 | 0,73 | 0,33 | 0,40 | ||||
160 | — | — | — | — | — | — | — | — | — | ||||
17
ГОСТ Р 71797—2024
Продолжение таблицы 5
DN | PN, кгс/см2 | Масса, кг, не более | |||||||||||
Тип 1 | Тип 2 | Тип 3 | Тип 4 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
25 | 16 | 0,52 | 0,30 | 0,34 | 0,60 | 0,35 | 0,40 | — | — | — | 0,82 | 0,43 | 0,49 |
25 | — | — | — | ||||||||||
40 | — | — | — | ||||||||||
63 | — | — | — | 0,65 | 0,37 | 0,43 | 1,36 | 1,00 | 1,10 | 0,83 | 0,45 | 0,50 | |
100 | — | — | — | 0,70 | 0,40 | 0,45 | |||||||
160 | — | — | — | — | — | — | — | — | — | ||||
32 | 16 | 0,84 | 0,43 | 0,51 | 0,74 | 0,41 | 0,49 | — | — | — | 1,08 | 0,53 | 0,61 |
25 | — | — | — | ||||||||||
40 | 0,88 | 0,48 | 0,47 | — | — | — | 1,18 | 0,59 | 0,68 | ||||
63 | — | — | — | 0,89 | 0,48 | 0,47 | 1,71 | 1,11 | 1,30 | 1,19 | |||
100 | — | — | — | 0,96 | 0,51 | 0,60 | 1,28 | 0,63 | 0,72 | ||||
160 | — | — | — | — | — | — | 2,08 | 1,30 | 1,50 | — | — | — | |
40 | 16 | 1,23 | 0,58 | 0,72 | 1,15 | 0,56 | 0,70 | — | — | — | 1,48 | 0,70 | 0,84 |
25 | — | — | — | ||||||||||
40 | — | — | — | ||||||||||
63 | — | — | — | 1,30 | 0.60 | 0,75 | 2,17 | 0,98 | 1,24 | 1,58 | 0,75 | 0,88 | |
100 | — | — | — | 1,39 | 0,65 | 0,80 | 1,67 | 0,79 | 0,93 | ||||
160 | — | — | — | — | — | — | 3,04 | 1,38 | 1,71 | — | — | — | |
50 | 16 | 1,52 | 0,70 | 1,02 | 1,52 | 0.71 | 0,95 | — | — | — | 1,86 | 0,89 | 1,11 |
25 | 1,63 | 0,76 | 1,01 | — | — | — | 1,98 | 0,94 | 1,18 | ||||
40 | — | — | — | 1,99 | 1,95 | ||||||||
63 | — | — | — | 1,88 | 0,88 | 1,14 | 3,10 | 1,47 | 1,81 | 2,22 | 1,06 | 1,30 | |
100 | — | — | — | 2,13 | 1.00 | 1,27 | 4,10 | 1,74 | 2,54 | 2,47 | 1,18 | 1,43 | |
160 | — | — | — | — | — | — | 6,10 | 2,66 | 3,62 | — | — | — | |
65 | 16 | 2,42 | 1,05 | 1,52 | 2,27 | 0,96 | 1,41 | — | — | — | 2,74 | 1,16 | 1,61 |
25 | 2,58 | 1,09 | 1,60 | — | — | — | 3,03 | 1,29 | 1,77 | ||||
40 | 2,74 | 1,16 | 1,69 | — | — | — | 3,18 | 1,35 | 1,86 | ||||
63 | — | — | — | 3,11 | 1,32 | 1,87 | 5,90 | 2,52 | 3,42 | 3,54 | 1,53 | 2,05 | |
100 | — | — | — | 3,47 | 1,48 | 2,06 | 7,70 | 3.41 | 4,33 | 3,91 | 1,69 | 2,23 | |
160 | — | — | — | — | — | — | 9,87 | 4,37 | 5,54 | — | — | — | |
18
Продолжение таблицы 5
ГОСТ Р 71797—2024
DN | PN, кгс/см2 | Масса, кг, не более | |||||||||||
Тип 1 | Тип 2 | Тип 3 | Тип 4 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
80 | 16 | 2,85 | 1,10 | 1,80 | 2,82 | 1,12 | 1,81 | — | — | — | 3,27 | 1,37 | 2,01 |
25 | 3,18 | 1,26 | 2,03 | — | — | — | 3,10 | 1,27 | 2,24 | ||||
40 | 3,36 | 1.33 | 2,14 | — | — | — | 3,80 | 1,58 | 2,33 | ||||
63 | — | — | — | 3,75 | 1,49 | 2,36 | 6,16 | 3,08 | 3,20 | 4,20 | 1,75 | 2,55 | |
100 | — | — | — | 4,34 | 1,75 | 2,68 | 9,75 | 4,42 | 5,31 | 4,80 | 2,01 | 2,88 | |
160 | — | — | — | — | — | — | 11,64 | 4,98 | 6,66 | — | — | — | |
100 | 16 | 4,20 | 1,60 | 2,70 | 4,20 | 1,57 | 2,69 | — | — | — | 4,79 | 1,91 | 2,94 |
25 | 4,73 | 1,80 | 3,00 | 4,74 | 1,77 | 2,99 | — | — | — | 5,31 | 2,11 | 3,25 | |
40 | 4,99 | 1.87 | 3,14 | — | — | — | 5,56 | 2,21 | 3,40 | ||||
63 | — | — | — | 5,76 | 2.21 | 3,61 | 11,40 | 4,69 | 6,80 | 6,40 | 2,55 | 3,86 | |
100 | — | — | — | 6,84 | 2,66 | 4,23 | 12,70 | 5,44 | 7,69 | 7,50 | 3,02 | 4,48 | |
160 | — | — | — | — | — | — | 15,90 | 6,42 | 9,27 | — | — | — | |
125 | 16 | 6,50 | 2,27 | 4,26 | 6,51 | 2,25 | 4,29 | — | — | — | 7,19 | 2,66 | 4,56 |
25 | 7,16 | 2,51 | 4,68 | 7,17 | 2,45 | 4,71 | — | — | — | 7,86 | 2,90 | 4,97 | |
40 | 7,87 | 2,76 | 5,14 | — | — | — | 8,55 | 3,17 | 5,39 | ||||
63 | — | — | — | 9,29 | 3.31 | 5,97 | 17,78 | 6,90 | 10,76 | 9,99 | 3,74 | 6,24 | |
100 | — | — | — | 10,88 | 4,06 | 6,80 | 21,48 | 8,74 | 12,64 | 11,62 | 4,54 | 7,06 | |
160 | — | — | — | — | — | — | 26,11 | 10,67 | 15,34 | — | — | — | |
150 | 16 | 8,87 | 2,80 | 6,05 | 8,93 | 3,04 | 6,14 | — | — | — | 9,72 | 3,54 | 6,43 |
25 | 10,15 | 3,51 | 6,88 | 10,21 | 3,58 | 6,97 | — | — | — | 11,04 | 3,98 | 7,30 | |
40 | 11,52 | 3,96 | 7,80 | — | — | — | 12,33 | 4,47 | 8,10 | ||||
63 | — | — | — | 13,85 | 4,86 | 9,19 | 23,71 | 8,75 | 15,20 | 14,67 | 5,38 | 9,49 | |
100 | — | — | — | 15,92 | 5.82 | 10,30 | 29,80 | 17,77 | 18,83 | 16.76 | 6,37 | 10,59 | |
160 | — | — | — | — | — | — | 38,22 | 15,79 | 22,66 | — | — | — | |
200 | 16 | 15,74 | 4,53 | 10,99 | 10,73 | 2,90 | 8,33 | — | — | — | 16,41 | 5,15 | 11,44 |
25 | 19,65 | 6,18 | 13,84 | 19,10 | 6,10 | 13,80 | — | — | — | 18.92 | 6,89 | 12,19 | |
40 | 21,45 | 6,94 | 14,27 | 24,50 | 7,85 | 16,41 | — | — | — | 25,58 | 8,76 | 16,90 | |
63 | — | — | — | 29,32 | 9,56 | 19,42 | 34,42 | 12.81 | 22,83 | 30,36 | 10,48 | 19,91 | |
100 | — | — | — | 33,17 | 11,36 | 21,42 | 43,42 | 16,89 | 26,78 | 34,30 | 12,34 | 21,91 | |
160 | — | — | — | — | — | — | 63,92 | 27,42 | 36,72 | — | — | — | |
19
ГОСТ Р 71797—2024
Продолжение таблицы 5
DN | PN, кгс/см2 | Масса, кг, не более | |||||||||||
Тип 1 | Тип 2 | Тип 3 | Тип 4 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
250 | 16 | 23,67 | 6,31 | 17,70 | 23,95 | 6,13 | 17,88 | — | — | — | 24,94 | 6,93 | 18,07 |
25 | 31,63 | 9,30 | 22,67 | 31,80 | 9,06 | 22,80 | — | — | — | 33,27 | 10,10 | 23,23 | |
40 | 34,79 | 10,75 | 23,93 | 38,82 | 11,83 | 26,95 | — | — | — | 40,66 | 13,06 | 27,56 | |
63 | — | — | — | 56,08 | 24,63 | 31,36 | 57,38 | 19,47 | 38,31 | 47,96 | 15,91 | 31,96 | |
100 | — | — | — | 56,40 | 18,94 | 37,23 | 70,24 | 25,09 | 45,56 | 58,33 | 20,31 | 37,84 | |
160 | — | — | — | — | — | — | 119,44 | 42,43 | 67,41 | — | — | — | |
300 | 16 | 35,72 | 8,26 | 27,24 | 36,15 | 8,07 | 27,58 | — | — | — | 37,20 | 9,29 | 27,41 |
25 | 48,92 | 13,12 | 35,49 | 49,21 | 12,84 | 35,77 | — | — | — | 51,16 | 14,52 | 36,04 | |
40 | 56,06 | 16,73 | 38,84 | 62,22 | 18,26 | 43,18 | — | — | — | 65,19 | 20,47 | 43,94 | |
63 | — | — | — | 74,01 | 22,76 | 50,44 | 87,04 | 28,60 | 58,38 | 77,09 | 25,07 | 51,21 | |
100 | — | — | — | 88,40 | 28,68 | 58,74 | 112,71 | 38,93 | 73,72 | 91,58 | 31,14 | 59,50 | |
160 | — | — | — | — | — | — | 130,63 | 44,35 | 86,22 | — | — | — | |
350 | 16 | 54,32 | 12,67 | 41,27 | 54,95 | 12.63 | 41,93 | — | — | — | 56,33 | 14,29 | 41,65 |
25 | 71,86 | 19,08 | 52,23 | 72,26 | 18,91 | 52,80 | — | — | — | 74,57 | 21,13 | 53,06 | |
40 | 78,21 | 22,30 | 55,51 | 85,74 | 24,34 | 61,27 | — | — | — | 89,32 | 26,98 | 61,95 | |
63 | — | — | — | 103,33 | 30,85 | 71,94 | 111,35 | 34,72 | 75,40 | 106,72 | 33,65 | 72,62 | |
100 | — | — | — | 125,39 | 39,47 | 85,28 | 140,96 | 45,88 | 93,85 | 128,96 | 42,44 | 85,97 | |
160 | — | — | — | — | — | — | — | — | — | — | — | — | |
400 | 16 | 71,70 | 16,02 | 54,81 | 72,43 | 15,94 | 55,62 | — | — | — | 73.89 | 17,94 | 55,08 |
25 | 94,57 | 24,36 | 69,02 | 95,01 | 24,14 | 69,68 | — | — | — | 97,88 | 26,84 | 69,85 | |
40 | 109,84 | 32,06 | 76,73 | 130,33 | 37,96 | 91,32 | — | — | — | 135,12 | 41,62 | 92,45 | |
63 | — | — | — | 154,01 | 47,51 | 105,45 | 160,72 | 52.19 | 108,55 | 159,04 | 51,42 | 106,57 | |
100 | — | — | — | 166,73 | 53,73 | 111,86 | 200,59 | 67,36 | 133,25 | 188,55 | 63,17 | 124,24 | |
160 | — | — | — | — | — | — | 337,36 | 132,35 | 205,03 | — | — | — | |
500 | 16 | 102,36 | 20,20 | 81,66 | 103,59 | 20,14 | 83,01 | — | — | — | 101,84 | 22,05 | 79,35 |
25 | 142,53 | 34,29 | 107,90 | 143,03 | 33,75 | 109,01 | — | — | — | 146,46 | 37,62 | 148,57 | |
40 | 155,81 | 38,87 | 117,23 | 175,50 | 43,51 | 132,35 | — | — | — | 178,80 | 47,25 | 131,91 | |
63 | — | — | — | 221,10 | 58,13 | 162,69 | — | — | — | 224,17 | 62,11 | 162,25 | |
100 | — | — | — | — | — | — | — | — | — | — | — | — | |
20
Окончание таблицы 5
ГОСТ Р 71797—2024
DN | PN, кгс/см2 | Масса, кг, не более | |||||||||||
Тип 1 | Тип 2 | Тип 3 | Тип 4 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
600 | 16 | 158,71 | 26,19 | 128,16 | 157,02 | 26,01 | 130,81 | — | — | — | 144,92 | 27,64 | 117,08 |
25 | 214,03 | 46,10 | 165,29 | 211,87 | 45,32 | 166,53 | — | — | — | 215,54 | 51,12 | 164,40 | |
40 | 246,20 | 58,58 | 184,54 | 302,65 | 72,97 | 229,62 | — | — | — | 307,38 | 79,39 | 227,93 | |
63 | — | — | — | 361,39 | 92,22 | 268,97 | — | — | — | 367,14 | 99,01 | 267,93 | |
100 | — | — | — | — | — | — | — | — | — | — | — | — | |
Примечание — В заголовке таблицы цифрами обозначено: «1» — поворотная заглушка, «2» — заглушка с хвостовиком, «3» — кольцо с хвостовиком.
4.5 Условные обозначения изделий следует формировать в соответствии со схемой, представленной на рисунке 9.
Наименование изделия X- X- X- X ГОСТ Р 71797-2024
| Обозначение настоящего стандарта_____________
| Материальное исполнение__________________________
Номинальное давление PN
Номинальный диаметр DN
Тип
Рисунок 9 — Схема формирования условного обозначения
Примеры условных обозначений
1 Поворотная заглушка типа 1, номинальным диаметром DN 100, рассчитанная на номинальное давление 1,6 МПа (PN 16), из стали марки 09Г2С категории 6 по настоящему стандарту:
Заглушка поворотная 1-100-16-09Г2С-6 ГОСТ Р 7179 7—2024
2 Заглушка с хвостовиком типа 2, номинальным диаметром DN 100, рассчитанная на номинальное давление 4,0 МПа (PN 40), из стали марки 09Г2С категории 6 по настоящему стандарту:
Заглушка с хвостовиком 2-100-40-09Г2С-6 ГОСТ Р 71797—2024
3 Кольцо с хвостовиком типа 3, номинальным диаметром DN 100, рассчитанное на номинальное давление 6,3 МПа (PN 63), из стали марки 09Г2С категории 6 по настоящему стандарту:
Кольцо с хвостовиком 3-100-63-09Г2С-6 ГОСТ Р 7179 7—2024
5 Технические требования
5.1 Общие требования
5.1.1 Изделия должны соответствовать требованиям настоящего стандарта, комплекту конструкторской документации и требованиям, указанным заказчиком при заказе.
5.1.2 Изделия должны обеспечивать работоспособность, прочность и герметичность фланцевых соединений всех типов и размеров при использовании всех видов уплотнительных прокладок с учетом конкретных условий их эксплуатации (в том числе внешних нагрузок, коррозионного воздействия рабочей и окружающей среды и др.).
21
ГОСТ Р 71797—2024
5.2 Требования к конструкции
5.2.1 Уплотнительные поверхности изделий, применяемых в соединениях с уплотнительными прокладками, должны соответствовать требованиям к уплотнительным поверхностям прокладок и фланцев.
5.2.2 Перемычка должна выдерживать вес соответственно заглушки и/или кольца во всех положениях без ее деформации.
5.2.3 Для изделий массой более 20 кг должны быть предусмотрены приспособления для строповки и установки.
5.2.4 Отклонения размеров изделий не должны превышать предельных отклонений, приведенных в таблице 6.
5.2.5 Отклонения размеров других механически обработанных поверхностей изделий, не ограниченных допусками, не должны превышать предельных отклонений, установленных классами допусков h14 и Н14 по ГОСТ 25347.
5.2.6 При изготовлении из поковок шероховатость поверхностей Б (см. рисунки 1—8) должна быть не более 100 мкм.
5.2.7 Отклонение от плоскостности уплотнительных поверхностей поворотных заглушек, заглушек с хвостовиками или колец с хвостовиками должно быть не более 0,4 мм.
Таблица 6 — Предельные отклонения размеров изделий
Размер | Предельные отклонения изделий | |
А В | ±1111 ПО ГОСТ 25347 2 | |
D | По классу допуска h16 ГОСТ 25347 | |
По классу допуска Н12 по ГОСТ 25347 | ||
^21 Од | По классу допуска h12 по ГОСТ 25347 | |
ь | До 18 мм включ. | +2 мм |
Св. 18 до 50 мм включ. | +3 мм | |
Св. 50 мм | +4 мм | |
Для листового проката | По соответствующим стандартам на металлопродукцию | |
Для поковок | IT14 по ГОСТ 25347 | |
Для штамповок | По классу Т1 по ГОСТ 7505 | |
Ь2 | ±0,20 мм | |
До 30 мм включ. | По классу допуска Н16 по ГОСТ 25347 | |
Св. 30 до 80 мм включ. | По классу допуска Н15 по ГОСТ 25347 | |
Св. 80 мм | По классу допуска Н14 по ГОСТ 25347 | |
±0,15 мм | ||
h | -1 мм | |
hvh2 | +0,5 мм | |
+0,4 мм | ||
Угол 45° | ±5° | |
5.3 Требования к изготовлению
5.3.1 Изделия изготавливают путем механической обработки из листового проката.
22
ГОСТ Р 71797—2024
Допускается изготовление поворотных заглушек, заглушек с хвостовиками или колец с хвостовиками из поковок (штамповок). Условный предел текучести поковок (штамповок) при температуре 20 °C должен быть не менее 215 Н/мм2.
5.3.2 Крепление перемычек, хвостовиков выполняют с помощью сварки. Вид сварки, тип сварного соединения и его размеры должны соответствовать ГОСТ 5264, ГОСТ 14771.
5.3.3 В сварных швах не допускаются дефекты согласно ГОСТ 34347—2017 (пункты 5.10.2, 5.10.3).
5.3.4 На поверхности изделий не допускается наличия рисок, забоин, раковин, трещин, плен, заусенцев и других дефектов, снижающих их прочность. На уплотнительных поверхностях не допускаются вмятины, задиры, трещины, раковины, механические повреждения.
5.3.5 Визуальный и измерительный контроль качества сварных соединений проводят в доступных местах по всей протяженности сварных швов после очистки их и прилегающих к ним поверхностей основного металла от шлака, брызг и других загрязнений.
5.4 Требования к материалам
5.4.1 Материалы для изготовления изделий выбирают в зависимости от условий эксплуатации (расчетного и рабочего давления, расчетной и рабочей температуры, характеристик рабочей и окружающей среды, их коррозионных свойств) и материалов фланцевых соединений, для которых они предназначены.
5.4.2 Общие требования к материалам — в соответствии с ГОСТ 34347. Рекомендуемые материалы для изготовления изделий и пределы их применения по температуре приведены в таблице 7.
Таблица 7 — Рекомендуемые материалы для изготовления изделий
Материал | Химический состав | Вид металлопродукции | Сортамент и технические требования | Температура применения, °C |
20 | По ГОСТ 1050 | Листовой прокат | По ГОСТ 1577 | От минус 20 до плюс 425 включ. |
Поковка | По ГОСТ 8479 (КП 215) | |||
09Г2С | По ГОСТ 5520 | Листовой прокат | По ГОСТ 19281 | От минус 70 до плюс 475 включ. |
По ГОСТ 19281 | Поковка | По ГОСТ 8479 (КП 245) | ||
20Юч* | * | Листовой прокат | * | От минус 40 до плюс 475 включ. |
* | Поковка | * | ||
12ХМ | По ГОСТ 5520 | Листовой прокат | По ГОСТ 5520 | От 0 до 560 включ. |
15ХМ | По ГОСТ 4543 | Поковка | По ГОСТ 8479 (КП 275) | |
12X1 МФ | По ГОСТ 5520 | Листовой прокат | По ГОСТ 5520 | От 0 до 570 включ. |
Поковка | По ГОСТ 8479 (КП 265) | |||
15Х5М | По ГОСТ 20072 | Листовой прокат | По ГОСТ 7350 | От 0 до 650 включ. |
Поковка | По ГОСТ 8479 (КП 215) | |||
12Х18Н10Т | По ГОСТ 5632 | Листовой прокат | По ГОСТ 7350 | От минус 610 до плюс 700 включ. |
Поковка | По ГОСТ 25054 | |||
10Х17Н13М2Т | По ГОСТ 5632 | Листовой прокат | По ГОСТ 7350 | От минус 350 до плюс 700 включ. |
Поковка | По ГОСТ 25054 | От минус 253 до плюс 700 включ. |
Применяют в соответствии с техническими условиями изготовителей.
5.4.3 Применяемые материалы должны быть в термически обработанном состоянии. Режим термической обработки применяемой металлопродукции должен соответствовать требованиям конструкторской документации или заказа.
23
ГОСТ Р 71797—2024
5.4.4 Материал перемычки или хвостовика должен быть того же структурного класса, что и материал заглушки и/или кольца соответственно.
5.4.5 Сварочные материалы должны соответствовать документам, в соответствии с которыми их изготавливают и поставляют, и обеспечивать требуемые согласно конструкторской документации или заказа свойства сварных соединений. Сварочные материалы перед применением должны быть подготовлены в соответствии с рекомендациями по применению.
5.4.6 Качество и характеристики материалов должны быть подтверждены их изготовителями в документах о качестве (сертификатах качества, паспортах).
5.4.7 Материалы должны иметь маркировку, обеспечивающую возможность их идентификации с данными документов о качестве.
5.4.8 Изготовитель поворотных заглушек, заглушек с хвостовиками или колец с хвостовиками должен проводить входной контроль материалов до запуска их в производство.
5.5 Комплектность и документация
5.5.1 В комплект поставки должны входить:
- изделия в количестве согласно заказу;
- сопроводительная документация.
5.5.2 Сопроводительная документация должна включать:
- паспорт;
- сборочный чертеж;
- инструкцию по монтажу;
- комплектовочную ведомость;
- упаковочные листы на каждое грузовое место.
5.5.3 В комплект поставки должен входить один экземпляр документов. По требованию заказчика может быть поставлено другое количество экземпляров документов.
5.5.4 На изделия, поставляемые совместно с сосудом, аппаратом или технологическим трубопроводом (в сборе с фланцевыми соединениями), документацию оформляют в соответствии с требованиями к документации на сосуд, аппарат или технологический трубопровод.
5.5.5 Форму паспорта устанавливает изготовитель. Рекомендуемая форма паспорта приведена в приложении А.
5.5.6 К паспорту должны быть приложены копии сертификатов качества на примененные основные и сварочные материалы, копии документов о проведенной сварке, термической обработке, документы (протоколы, акты), содержащие результаты контроля и испытаний, в том числе контроля качества сварных соединений, а также в паспорт может быть включена дополнительная информация.
5.6 Маркировка
5.6.1 На каждом изделии должна быть нанесена идентификационная маркировка.
5.6.2 Идентификационную маркировку выполняют на наружной цилиндрической поверхности изделия клеймением (ручным или машинным).
5.6.3 Маркировка изделия должна содержать:
- наименование изготовителя и его товарный знак (при наличии);
- условное обозначение без указания наименования изделия;
- заводской номер изделия;
- дату изготовления.
5.6.4 При поставке изделий партиями дополнительно маркировку выполняют на ярлыке, прикрепляемом к упаковке, при этом маркировка должна содержать:
- наименование изготовителя и его товарный знак (при наличии);
- условное обозначение изделия;
- номер партии, заводские номера изделий в партии;
- дату изготовления;
- массу нетто (масса партии изделий), кг;
- массу брутто (масса упаковки с партией изделий), кг.
5.6.5 На наружной цилиндрической поверхности каждого изделия, прошедшего контроль качества, должно быть нанесено клеймо, удостоверяющее качество, а также в паспорте и на ярлыке упаковки — штамп, удостоверяющий качество.
24
ГОСТ Р 71797—2024
5.6.6 Знаки маркировки должны быть четкими и различимыми без применения увеличительных вспомогательных средств.
5.6.7 Количество и состав грузовых мест, вид транспортной тары при их поставке определяет изготовитель. Маркировку транспортной тары осуществляют по ГОСТ 14192.
5.6.8 Маркировку упаковки (ящики, коробки, пакеты и пр.) следует наносить на ярлык, прикрепляемый к ней.
5.6.9 При необходимости по согласованию между изготовителем и заказчиком допускается устанавливать в заказе дополнительные требования к маркировке.
5.7 Окрашивание, консервация и упаковка
5.7.1 Перед упаковкой изделия, прошедшие контроль качества, подлежат окрашиванию (при наличии требований в заказе), консервации (временной противокоррозионной защите), обеспечивающей защиту поверхности на период транспортирования и хранения.
5.7.2 Подготовку металлических поверхностей перед окрашиванием необходимо проводить в соответствии с ГОСТ Р ИСО 8501-1, при этом степень очистки поверхности — Sa 2, St 2.
5.7.3 Окрашивание необходимо проводить по технологической инструкции изготовителя. Способ нанесения лакокрасочного покрытия и применяемые для этого материалы выбирает изготовитель с учетом требований в заказе.
5.7.4 Консервацию металлических неокрашенных поверхностей изделий необходимо проводить по технологической инструкции изготовителя в соответствии с ГОСТ 9.014 и с учетом условий транспортирования и хранения.
5.7.5 Уплотнительные поверхности изделий, находящиеся в нерабочем положении, необходимо подвергать консервации по варианту ВЗ-4 по ГОСТ 9.014. Расконсервация указанных поверхностей происходит при повороте в рабочее положение.
5.7.6 Способ консервации и применяемые для этого материалы, выбранные изготовителем, должны обеспечивать сохранность изделий в течение двух лет без переконсервации.
5.7.7 Данные о проведенной консервации должны быть указаны в паспорте.
5.7.8 Упаковку изделий необходимо проводить по технологической инструкции изготовителя в соответствии с ГОСТ 23170 с учетом объема и массы партии, условий транспортирования и хранения.
5.7.9 Виды, способы упаковки и применяемые для этого материалы, выбранные изготовителем, должны обеспечивать сохранность изделий, защиту уплотнительных поверхностей от любых повреждений при транспортировании и хранении.
5.7.10 Изделия, упакованные в деревянные ящики или металлическую тару, должны быть закреплены для предотвращения перемещения.
5.7.11 При поставке изделий несколькими грузовыми местами каждое грузовое место должно иметь свой упаковочный лист.
5.7.12 Сопроводительная документация, прилагаемая к изделиям, должна быть герметично упакована и вложена в транспортную тару.
5.7.13 По согласованию между изготовителем и заказчиком допускается устанавливать в заказе дополнительные требования к окрашиванию, консервации, упаковке.
5.8 Требования, указываемые в заказе
5.8.1 При заказе изделий заказчик должен указать следующую информацию:
- наименование и тип изделия с учетом типа уплотнительной поверхности фланцевого соединения;
- номинальный диаметр DN;
- номинальное давление PN-,
- марку стали;
- размер партии — количество, шт.
5.8.2 По согласованию с изготовителем дополнительно заказчик может указать другие требования, в том числе к применяемым материалам, контролю сварных швов, маркировке, окрашиванию, консервации,упаковке.
25
ГОСТ Р 71797—2024
6 Требования безопасности и охраны окружающей среды
6.1 Изделия пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представляют радиационной опасности и не оказывают вреда окружающей природной среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
6.2 Погрузочно-разгрузочные работы с изделиями следует выполнять в соответствии с ГОСТ 12.3.009 и документацией организации, выполняющей данные работы.
7 Правила приемки
7.1 Изделия принимают партиями или поштучно.
7.2 Партией считают изделия одного наименования и типа, одного номинального диаметра, рассчитанные на одно номинальное давление, изготовленные по одной технологии из металлопродукции одной марки.
7.3 Каждое изделие изготовитель подвергает приемо-сдаточным испытаниям в целях оценки основных параметров и характеристик и подтверждения соответствия требованиям настоящего стандарта.
7.4 Приемо-сдаточные испытания должны включать контроль:
- маркировки;
- соответствия примененных материалов указанным в конструкторской документации материалам;
- качества поверхности, в том числе уплотнительных поверхностей;
- размеров;
- качества сварных соединений;
- качества покрытия;
- качества консервации;
- массы;
- комплектности изделия и сопроводительной документации;
- качества упаковки.
7.5 Партию изделий или изделие принимают, если полностью подтверждено соответствие требованиям настоящего стандарта и комплекту конструкторской документации.
7.6 Если в ходе приемо-сдаточных испытаний выявлены несоответствия изделий требованиям настоящего стандарта хотя бы по одному пункту, то изделия должны быть возвращены в производство для устранения несоответствий. После устранения несоответствий изделия повторно подвергают приемо-сдаточным испытаниям в полном объеме. При положительных результатах повторных испытаний изделия принимают.
7.7 Результаты приемо-сдаточных испытаний должны быть оформлены документально.
8 Методы контроля
8.1 Контроль маркировки изделий проводят визуально без увеличительных вспомогательных средств, проверяют наличие маркировки, ее соответствие конструкторской документации, полноту указанных данных.
8.2 Контроль соответствия материалов, примененных при изготовлении изделия, материалам, указанным в конструкторской документации, проводят путем сопоставления маркировки изделия с данными, указанными в паспорте изделия, в заказе, в конструкторской документации и в документах о качестве на примененные материалы.
8.3 Контроль качества поверхности изделий, в том числе уплотнительных поверхностей, проводят визуально без увеличительных вспомогательных средств. Контроль шероховатости поверхности изделий проводят путем визуального сопоставления с образцами шероховатости или с применением профилометров.
8.4 Контроль размеров изделий проводят по технологической инструкции изготовителя с помощью универсальных средств измерений. Средства измерений должны быть поверены, допущены к применению и должны обеспечивать требуемую точность измерений.
26
ГОСТ Р 71797—2024
8.5 Контроль качества сварных соединений (при их наличии у изделий) проводят по представленным отчетным документам о контроле визуальным и измерительным методами, проведенном в процессе изготовления.
8.6 Контроль качества покрытия изделий проводят визуально.
8.7 Контроль качества консервации изделий проводят визуально, проверяют полноту данных в паспорте.
8.8 Контроль массы изделия проводят путем взвешивания на весах для статического взвешивания обычного класса точности.
8.9 Контроль комплектности изделий и сопроводительной документации проводят визуально, проверяют соответствие заказу, количество изделий и наличие комплекта документов в упаковке.
8.10 Контроль качества упаковки изделий проводят визуально, проверяют закрепление в упаковке, наличие ярлыка на упаковке, полноту данных на нем.
9 Транспортирование и хранение
9.1 Изделия допускается транспортировать любым видом транспорта в соответствии с действующими правилами перевозки грузов.
9.2 При транспортировании и хранении изделий должны быть созданы условия, обеспечивающие их сохранность, защиту от механических повреждений, деформаций, попадания атмосферных осадков, загрязнений.
9.3 Категорию и условия транспортирования и хранения изделий назначает изготовитель в части воздействия климатических факторов внешней среды по ГОСТ 15150, в части воздействия механических факторов — по ГОСТ 23170.
9.4 Сопроводительную документацию, в том числе второй экземпляр упаковочного листа, отправляют в грузовом месте № 1 или почтой в течение 1 мес с момента поставки изделий.
10 Гарантии изготовителя
10.1 Изготовитель должен гарантировать соответствие изделий требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
10.2 Гарантийный срок эксплуатации изделий должен составлять не менее 18 мес с момента ввода их в эксплуатацию, но не более 24 мес с момента отгрузки изготовителем. Другой гарантийный срок эксплуатации изделий может быть установлен в паспорте по согласованию между заказчиком и изготовителем.
10.3 Гарантия не распространяется на изделия, подвергшиеся переделке, неправильной эксплуатации.
11 Указания по монтажу и эксплуатации
11.1 Монтаж изделий к сосуду, аппарату, технологическому трубопроводу или трубопроводной арматуре осуществляют в соответствии с инструкцией по монтажу и согласно монтажной маркировке.
11.2 Перед монтажом изделий необходимо провести визуальный контроль, удалить имеющуюся временную противокоррозионную защиту.
11.3 Поворотную заглушку устанавливают между двумя фланцами, используя две уплотнительные прокладки, в соответствии с указаниями на сборочном чертеже и с направлением поворота, закрепляют с помощью крепежных изделий (шпилек и гаек). Одна из шпилек фланцевого соединения служит поворотной осью для поворотной заглушки. Для отсечения потока среды поворотную заглушку необходимо повернуть, для чего во фланцевом соединении одна шпилька является осью поворота, другая диаметрально расположенная шпилька должна быть ослаблена на зазор, позволяющий осуществить поворот, остальные две шпильки должны быть извлечены. После правильной установки поворотной заглушки фланцевое соединение повторно закрепляют шпильками и гайками. Длину шпилек подбирают с учетом толщины поворотной заглушки. Заглушку с хвостовиком или кольцо с хвостовиком аналогично устанавливают во фланцевом соединении.
11.4 Изделия применяют во фланцевых соединениях, уплотняемых следующими прокладками:
- плоскими эластичными по ГОСТ 15180;
27
ГОСТ Р 71797—2024
- спирально-навитыми термостойкими по ГОСТ Р 52376;
- овального сечения по ГОСТ 34655;
- другими прокладками (например, на основе терморасширенного графита).
11.5 Прокладка должна обеспечивать герметичность соединения в эксплуатационных условиях с учетом параметров рабочей и окружающей среды.
11.6 Материалы изделий должны быть того же структурного класса, что и материалы фланцев.
11.7 Материалы крепежных изделий следует выбирать с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала заглушки и фланца, при разнице в значениях коэффициентов линейного расширения материалов не более 10 %.
11.8 Для фланцевых соединений номинальными диаметрами DN 300 и более и (или) при массе поворотной заглушки более 20 кг рекомендуется применять заглушку с хвостовиком и кольцо с хвостовиком.
11.9 Во фланцевых соединениях сосудов и трубопроводов, предназначенных для эксплуатации вредных веществ 1, 2, 3 классов опасности по ГОСТ 12.1.007 и пожаровзрывоопасных веществ по ГОСТ 12.1.044, для уплотнения поворотных заглушек типа 1 следует применять спирально-навитые термостойкие прокладки по ГОСТ Р 52376 с двумя ограничительными кольцами или волновые прокладки на основе терморасширенного графита с центрирующим металлическим выступом.
11.10 Эксплуатация изделий с параметрами рабочей среды, превышающими значения, указанные в паспорте, не допускается.
11.11 Фланцевые соединения с установленными изделиями должны быть герметичными и прочными. Испытания на прочность и герметичность фланцевых соединений проводят при проведении гидравлических испытаний сосуда, аппарата или технологического трубопровода.
11.12 В случае обнаружения деформации или разрушения изделий, их сварных швов при эксплуатации они должны быть заменены на новые или отремонтированы в объеме, необходимом для восстановления работоспособности.
11.13 Изделия, вышедшие из строя или отработавшие свой срок службы, подлежат утилизации и вторичной переработке как металлический лом.
28
ГОСТ Р 71797—2024
Приложение А (рекомендуемое)
Форма паспорта
ПАСПОРТ
наименование изделия
обозначение паспорта
1 Сведения об изготовителе
Наименование изготовителя, товарный знак (при наличии) | |
Юридический и фактический адрес изготовителя | |
Сведения о разрешительных документах (при наличии) и срок действия |
2 Сведения об изделии
Наименование изделия | |
Условное обозначение изделия | |
Заводской номер изделия или номер партии, заводские номера изделий в партии, количество шт. в партии | |
Дата изготовления | |
Масса изделия или партии нетто, кг | |
Масса изделия или партии брутто, кг |
3 Основные параметры и характеристики изделия
Тип | |
DN | |
PN | |
Наименование и (или) марка материала | |
Допустимые параметры эксплуатации: - температура, °C - давление, МПа |
4 Сведения о примененных материалах
Наименование и (или) марка материала | |
Наименование изготовителя | |
Сертификат качества (номер и дата) | |
Номер партии/номер плавки | |
Режим термической обработки (при наличии) | |
Сварочные материалы |
29
ГОСТ Р 71797—2024
Механические свойства материала | ||||
Временное сопротивление ов, Н/мм2 | Предел текучести условный о0 2, Н/мм2 | Относительное удлинение при разрыве б5, % | Ударная вязкость KCV, Дж/см2 | Твердость НВ |
Примечание — Прочерк означает отсутствие значений свойств. | ||||
5 Сведения о консервации
Дата консервации | |
Обозначение варианта временной защиты по ГОСТ 9.014 | |
Наименование и обозначение средства временной защиты | |
Условия хранения | |
Срок защиты без переконсервации в годах | |
Способы расконсервации | |
Должность, фамилия и инициалы, подпись лица, выполнившего консервацию |
6 Комплектность
В комплект поставки входят:
- изделия в количестве____шт.;
- паспорт — 1 экз. на партию, поставляемую по одному заказу в один адрес;
- инструкция по монтажу и эксплуатации — 1 шт.
7 Гарантии изготовителя
Изготовитель гарантирует работоспособность и соответствие изделий требованиям ГОСТ Р 71797—2024 при условии соблюдения потребителем условий транспортирования, хранения, монтажа и эксплуатации.
Гарантийный срок эксплуатации изделий составляет___мес с момента ввода в эксплуатацию, но не более____мес с момента отгрузки изготовителем.
8 Свидетельство о приемке
условное обозначение изделия
изготовлены, приняты и соответствуют требованиям ГОСТ Р 71797—2024, комплекту конструкторской документации, признаны годными для эксплуатации при параметрах, указанных в настоящем паспорте.
Должность
подпись
расшифровка подписи
число, месяц, год
Штамп, удостоверяющий качество
Руководитель организации
подпись
расшифровка подписи
число, месяц, год
М.П.
30
ГОСТ Р 71797—2024
УДК 621.643.412:006.354
ОКС 71.120.01
23.040.60
75.180.20
75.200
Ключевые слова: заглушка поворотная, заглушка с хвостовиком, кольцо с хвостовиком, конструкция, размеры, допуски, материалы, изготовление, приемка, контроль
31
Редактор Л. С. Зимилова
Технический редактор И.Е. Черепкова
Корректор И.А. Королева
Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 05.12.2024. Подписано в печать 19.12.2024. Формат 60*847в. Гарнитура Ариал.
Усл. печ. л. 4,18. Уч-изд. л. 3,55.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
