ГОСТ Р 59109-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЭЛЕМЕНТЫ РЕАКЦИОННЫХ ТРУБЧАТЫХ ПЕЧЕЙ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
Технические условия
Elements of reaction tube furnaces working under pressure. Specifications
ОКС 71.120
75.200
Дата введения 2021-07-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения "ВНИИНЕФТЕМАШ" (АО "ВНИИНЕФТЕМАШ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 октября 2020 г. N 811-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на элементы реакционных трубчатых печей, радиантные трубы и их элементы, коллекторы, а также на опорные, фиксирующие детали, работающие при температуре от 600°С до 1160°С при рабочем давлении не выше 3,92 Н/мм для высокотемпературных трубчатых печей. К радиантным трубам относятся трубы, работающие в радиационной камере (установок производства этилена, аммиака, водорода, метанола, сероуглерода, винилхлорида и др.) и получающие тепло в основном радиацией от факела горелок или от других источников.
Настоящий стандарт устанавливает общие технические требования к проектированию, изготовлению, технологии сварки, испытанию, приемке и поставке радиантных труб, их элементов и коллекторов радиантных труб для реакционных трубчатых печей и учитывает требования федеральных законов [1] и [2], федеральных норм и правил [3] и [4]. Сварка радиантных труб, их элементов и коллекторов радиантных труб должна соответствовать требованиям настоящего стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.018 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.062 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 550 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 2246 Проволока стальная сварочная. Технические условия
ГОСТ 2768 Ацетон технический. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 5520 Прокат толстолистовой из нелегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5582 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 5632 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949 Металлопродукция из сталей нержавеющих и сплавов на железоникелевой основе коррозионно-стойких, жаростойких и жаропрочных. Технические условия
ГОСТ 6032 (ISO 3651-1:1998, ISO 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость против межкристаллитной коррозии
ГОСТ 6631 Эмали марок НЦ-132. Технические условия
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7350 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7769 Чугун легированный для отливок со специальными свойствами. Марки
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 9466 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9940 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 9941 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10145 Металлы. Метод испытания на длительную прочность
ГОСТ 10157 Аргон газообразный и жидкий. Технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 18169 Процессы технологические литейного производства. Термины и определения
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19200 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 19903 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 23055 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23949 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 24982 Прокат листовой из коррозионно-стойких, жаростойких и жаропрочных сплавов. Технические условия
ГОСТ 25054 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25347 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ 28548 Трубы стальные. Термины и определения
ГОСТ 33259 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ ISO/IEC 17025 Общие требования к компетентности испытательных и калибровочных лабораторий
ГОСТ Р 15.000 Система разработки и постановки продукции на производство. Основные положения
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 53525 (ИСО 14731:2006) Координация в сварке. Задачи и обязанности
ГОСТ Р 53526 (ИСО 14732:1998) Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р 53682 (ИСО 13705:2006) Установки нагревательные для нефтеперерабатывающих заводов. Общие технические требования
ГОСТ Р 53690 (ИСО 9606-1:1994) Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р 53892 Руководство по оценке компетентности менеджеров проектов. Области компетентности и критерии профессионального соответствия
ГОСТ Р 54790/ISO/TR 17641-3:2005 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
ГОСТ Р 55682.3 (EN 12952-3:2011) Котлы водотрубные и котельно-вспомогательное оборудование. Часть 3. Конструирование и расчет узлов, работающих под давлением
ГОСТ Р 55682.4 (EN 12952-4:2011) Котлы водотрубные и котельно-вспомогательное оборудование. Часть 4. Расчет в процессе эксплуатации предполагаемого срока службы котла
ГОСТ Р 55682.5 (EN 12952-5:2011) Котлы водотрубные и котельно-вспомогательное оборудование. Часть 5. Конструктивное исполнение и технология производства частей котла, работающих под давлением
ГОСТ Р 55682.6 (EN 12952-6:2011) Котлы водотрубные и котельно-вспомогательное оборудование. Часть 6. Контроль и испытания в процессе изготовления, документация и маркировка деталей котла, работающих под давлением
ГОСТ Р 56143 (ISO 17642-3:2005) Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
ГОСТ Р 58577 Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов
ГОСТ Р ИСО 3834-1 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований
ГОСТ Р ИСО 3834-2 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству
ГОСТ Р ИСО 3834-3 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству
ГОСТ Р ИСО 4063 Сварка и родственные процессы. Перечень и условные обозначения процессов
ГОСТ Р ИСО 8501-1 Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 15607 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15610 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах
ГОСТ Р ИСО 15611 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки
ГОСТ Р ИСО 15612 Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки
ГОСТ Р ИСО 15613 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании сварки
ГОСТ Р ИСО 17641-1 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения
ГОСТ Р ИСО 17641-2 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 2. Испытания с естественной жесткостью
ГОСТ Р ИСО 17642-1 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения
ГОСТ Р ИСО 17642-2 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 2. Испытания с естественной жесткостью
ГОСТ Р ИСО 17662 Сварка. Калибровка, верификация и валидация оборудования, применяемого для сварки, включая вспомогательные операции
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Основные параметры и размеры радиантных труб, их элементов и коллекторов радиантных труб
3.1 Основные параметры и размеры радиантных труб и коллекторов должны соответствовать данным, указанным в таблице 1.
Таблица 1 - Основные параметры и размеры труб
Параметр | Значение показателя |
Рабочая температура стенки труб, °С | От 600 до 1160 |
Рабочее давление, Н/мм | 3,92 |
Диаметр труб, мм: | |
- центробежнолитых | От 85 до 328 |
- деформированных | От 30 до 89 |
Длина труб, м | Расчетное |
Примечание - В обоснованных случаях, подтвержденных прочностными расчетами с учетом агрессивности среды, допускается использование труб других размеров и других параметров эксплуатации. | |
3.2 Для радиантных труб и коллекторов следует применять трубы с наружными диаметрами: 85; 90; 93; 95; 104; 105; 106; 114; 118; 122; 123; 125; 132; 135; 138; 140; 158; 159; 168; 175; 224; 284; 320 мм.
Примечание - По требованию заказчика допускается изготовление радиантных труб и коллекторов других наружных диаметров.
3.3 Для соединения труб змеевика в реакционных трубчатых печах следует применять фасонные изделия (литые отводы по ГОСТ Р 53682, ГОСТ 977, [5], [6], гнутые отводы по технической документации (ТД) [7] и штампосварные отводы по ТД [8]) - отводы 90° и 180° следующих размеров: 70x6,4; 76x6,5; 85x6,4; 85x8,0; 93x6,4; 95x9,5; 104x7,5; 105x8,2; 114x9,0; 114x9,5; 114x14,0; 118x8,0; 123x7,5; 125x9,5; 134x13,0; 135x15,0; 138x6,0; 138x9,0; 159x9,5; 168x13,0 мм.
Примечание - По требованию заказчика допускается изготовление отводов других размеров. Пределы применения фасонных изделий определяют расчетным путем.
3.4 Тип и размеры отводов для реакционных трубчатых печей должны соответствовать проектно-конструкторской документации (ПКД) (на каждую печь), утвержденной в установленном порядке.
3.5 Основные параметры и размеры гнутых отводов должны соответствовать ТД [7].
Предельные отклонения размеров отводов не должны превышать значений, указанных в таблице 2.
Таблица 2 - Предельные отклонения размеров отводов
Условный проход | Предельное отклонение, мм | |
от плоскостности и расположения торцов | от размера межосевого расстояния | |
Не более 125 | 1,0 | ±2,0 |
От 125 до 200 | 1,5 | ±3,0 |
Примечания | ||
3.5.1 Допускается приварка к выпуклой наружной поверхности гнутого отвода элементов крепления при условии проведения расчета на прочность и положительных результатов контроля качества сварного соединения.
3.6 Основные параметры и размеры штампосварных отводов должны соответствовать [8].
Предельные отклонения размеров и формы штампосварных отводов не должны превышать значений, указанных в таблице 3.
Таблица 3 - Предельные отклонения размеров и формы штампосварных отводов
Наружный диаметр отвода | Предельное отклонение, мм | ||
| наружного диаметра торцов | от плоскостности и расположения торцов | от размера межосевого расстояния |
От 45 до 57 | ±0,8 | 0,8 | ±2,0 |
От 76 до 108 | ±1,6 | 1,0 | |
От 133 до 219 | ±2,4 | 1,6 | ±3,0 |
От 273 до 325 | ±4,0 | 2,4 | ±4,0 |
Примечания
| |||
4 Технические требования
4.1 Требования к проектированию радиантных труб, их элементов и коллекторов для реакционных трубчатых печей
4.1.1 Конструкция радиантных труб, их элементов и коллекторов радиантных труб должна быть технологичной при изготовлении, монтаже и эксплуатации.
4.1.2 По конструкции радиантные трубы и коллекторы могут быть изготовлены из центробежнолитых или деформированных труб с необходимыми дополнительными элементами (фасонные отливки, поковки, гнутые и штампосварные отводы, фланцы, бобышки и др.) по настоящему стандарту и ТД [9]; на центробежнолитые трубы - [10]; на деформированные трубы - [11]; на кованую трубную заготовку - [12]; на поковки - ГОСТ 25054; [5]; [6]; ГОСТ Р 53682; на фасонные отливки - ГОСТ 977; на гнутые отводы - [7]; на штампосварные отводы - [8]; на сварочную проволоку - [13]; на листовой прокат - [14].
4.1.3 При наличии технической возможности и по согласованию с заказчиком необходимо осуществлять проектирование из габаритных поставочных блоков.
4.1.4 При формировании поставочных блоков их масса должна быть согласована с заказчиком и монтажной организацией.
4.1.5 Строповые устройства поставочных блоков печи предусмотрены в рабочем проекте. Строповые устройства или элементы, предназначенные для строповки, должны быть рассчитаны на фактическую монтажную массу поставочного блока.
4.1.6 В техническом проекте следует предусматривать узлы уплотнения в местах прохода радиантных труб через стены, свод и под печи.
4.1.7 В техническом проекте должен быть расчет на прочность радиантных труб и их элементов, а также должны быть указаны расчетное давление и расчетная температура стенки радиантных труб.
4.1.8 Элементы крепления радиантных труб и коллекторов (кронштейны, подвески, тяги, упоры и др.) могут быть запроектированы коваными, из листового проката, литыми или сварными. Форма и размеры элементов крепления должны соответствовать чертежам технического проекта.
4.1.9 В техническом проекте на радиантные трубы и коллекторы должны быть отражены условия поставки в зависимости от конструкции печи. Поставка радиантных труб и коллекторов может быть осуществлена:
- россыпью - отдельно трубы, отводы, решетки, бобышки;
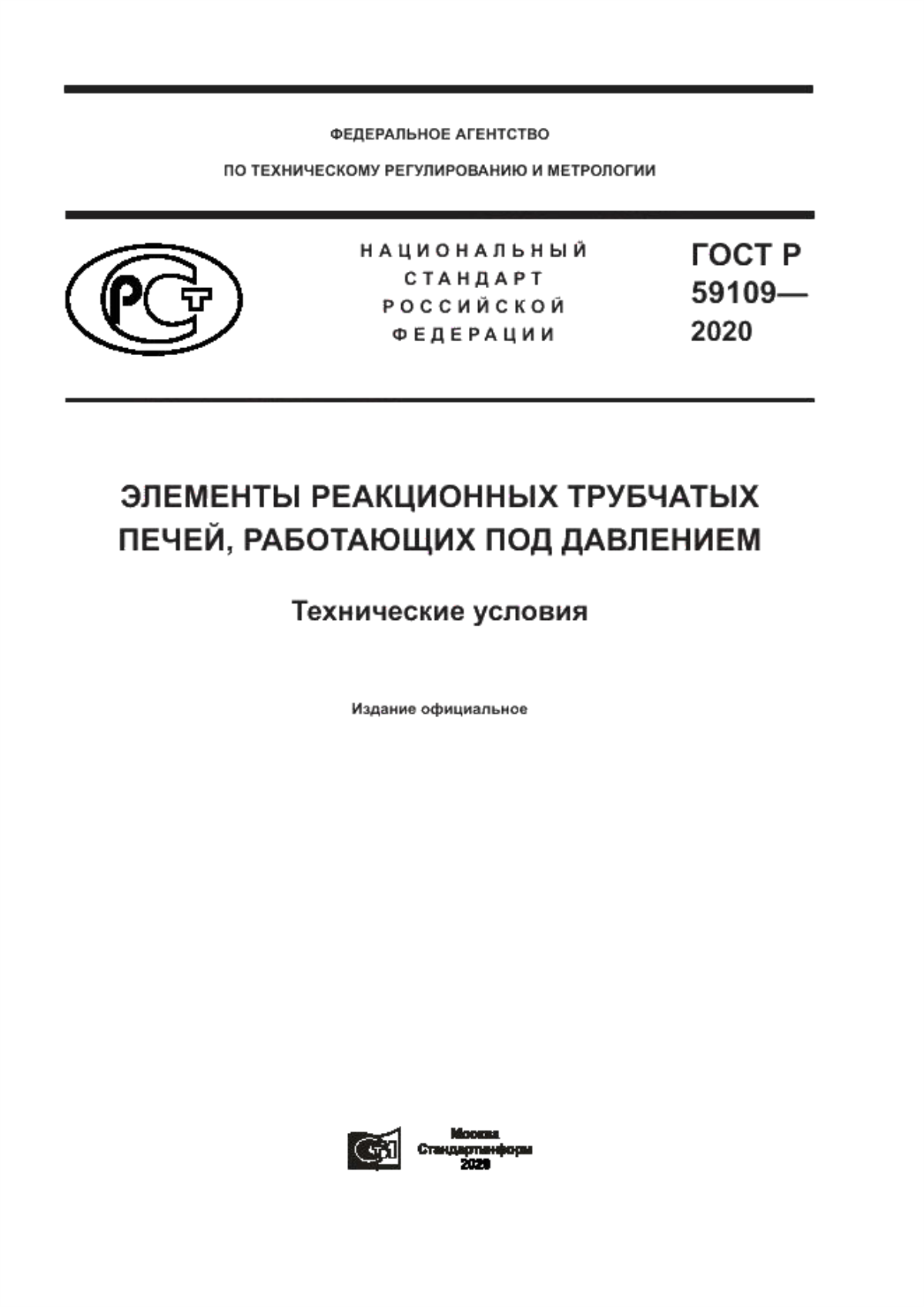
- "костылями" - к трубе приварен отвод на 180°, 90°;
- "шпильками" - две трубы, соединенные отводами на 180° или 90°;
- в сборе совместно с элементами крепления или без них (трубы);
- секциями - несколько труб, соединенных отводами на 180°, совместно с элементами крепления или без них, либо несколько труб, соединенных коллектором.
4.2 Материалы
4.2.1 Материал элементов крепления радиантных труб и коллекторов выбирают в зависимости от нагруженности детали, ее рабочей температуры, состава газовой среды, способа изготовления (поковка, листовой прокат, литье или сварка).
4.2.2 Требования к материалам, виды их испытаний, пределы и условия применения должны удовлетворять данным, приведенным в таблицах А.1-А.8 приложения А.
4.2.3 В технически обоснованных случаях допускается применение сварных соединений из сталей разных структурных классов при условии обязательного согласования со специализированной организацией.
4.2.4 Качество и характеристика применяемых материалов должны быть подтверждены сертификатами предприятий - поставщиков материалов. При отсутствии сертификатов испытания материалов проводят на предприятии - изготовителе радиантных труб в соответствии с требованиями стандартов или технических условий (ТУ) на данный материал.
4.2.5 Если в стандарте и ТУ на материалы не указаны вид и требования испытаний, предусмотренные в таблицах А.1-А.7 приложения А, то эти требования должны быть указаны в ТД на реакционное оборудование.
4.2.6 Пуск, остановку и испытание радиантных труб и коллекторов на герметичность в зимнее время следует проводить в соответствии с регламентом, входящим в состав ТД конкретной печи, а также требованиями [3] и [4].
4.3 Трубы
Марки сталей и сплавов радиантных труб для трубчатых реакционных печей следует применять в соответствии с данными, приведенными в таблицах А.2, А.3 приложения А.
4.4 Фасонные отводы
Марки сталей и сплавов литых отводов и гнутых отводов, используемых при изготовлении радиантных труб реакционных трубчатых печей, должны быть применены в соответствии с данными, приведенными в таблицах А.4, А.5 приложения А.
4.5 Отливки (тяги, подвески, элементы крепления подвесок)
4.5.1 Качество поверхности отливок должно соответствовать требованиям настоящего стандарта, ГОСТ 977 и ТУ, утвержденным в установленном порядке.
4.5.2 На поверхности отливок, подлежащих механической обработке, допускаются без исправления поверхностные дефекты в виде раковин, спаев, утяжин, плен и других дефектов, если глубина залегания дефекта не превышает 2/3 припуска на механическую обработку.
4.5.3 Дефекты отливок, влияющие на прочность и ухудшающие их товарный вид, подлежат исправлению. Виды, количество, размеры и расположение дефектов, подлежащих исправлению, а также способы их исправления определены соответствующими ТУ и чертежами на детали из отливок.
4.5.4 Отливки из высоколегированных, коррозионно-стойких и жаропрочных сталей и сплавов подвергаются контролю макро- и микроструктуры при наличии требований в ТУ или проектах.
4.6 Штампосварные отводы
4.6.1 Марки сталей и сплавов штампосварных отводов для трубчатых реакционных печей должны быть применены в соответствии с данными, приведенными в таблице А.6 приложения А.
4.6.2 Листовая сталь и сварочные материалы для изготовления отводов (калачей) должны иметь сертификат, удостоверяющий их качество. В сертификатах на сварочные материалы должны быть указаны марки и химический состав, а на электроды (сварочную проволоку), кроме того, химический состав наплавленного металла, значения показателей механических и специальных свойств металла шва или наплавленного металла, являющихся приемо-сдаточными характеристиками.
4.7 Листовой прокат
Коррозионно-стойкая, жаростойкая и жаропрочная сталь по ГОСТ 7350 и [14] должна быть заказана горячекатаной, термически обработанной, выбор которой в зависимости от условий применения определен согласно таблице А.8 приложения А.
4.8 Сварочные материалы
4.8.1 Применяемые сварочные материалы должны удовлетворять требованиям действующей нормативно-технической документации (НТД) и иметь свидетельства об аттестации установленного образца.
4.8.2 Выбор сварочных материалов для сварки центробежнолитых и деформированных труб (а также соединительных элементов) в зависимости от условий применения определен в таблице А.7 приложения А.
4.8.3 Сварочные материалы по химическому составу, включая химический состав металла шва или наплавленного металла, механическим свойствам должны удовлетворять требованиям действующих стандартов и ТУ, что должно быть подтверждено сертификатами предприятий - поставщиков материала. При отсутствии сертификатов сварочные материалы следует проверять на соответствие требованиям стандартов или ТУ на предприятии - изготовителе радиантных труб.
4.8.4 Механические испытания металла шва (испытание на растяжение), присадочного материала или наплавленного металла следует проводить на образцах по ГОСТ 6996.
4.8.5 При получении неудовлетворительных результатов испытания разрешается проведение повторных испытаний на удвоенном количестве образцов. При получении неудовлетворительных результатов повторных испытаний сварочные материалы бракуют.
4.8.6 В паспорт радиантной трубы, ее элементов и коллекторов должны быть занесены номера партий и плавок электродов и сварочной проволоки, применяемых для данного изделия. Сертификаты и результаты испытаний сварочных материалов, в случае их проведения, следует хранить на предприятии-изготовителе не менее расчетного срока службы радиантных труб.
5 Требования по безопасности и охране природы
5.1 Разработчики технических проектов реакционных трубчатых печей должны предусмотреть меры для их безопасной эксплуатации и экологической чистоты, а именно полноту сгорания топливного газа, очистку от окислов азота и др.
5.2 Содержание вредных веществ, выделяющихся в процессе производства, не должно превышать предельно допустимые концентрации (ПДК). Периодичность контроля должна соответствовать требованиям ГОСТ 12.1.005.
5.3 Правила установления допустимых выбросов вредных веществ должны соответствовать требованиям ГОСТ Р 58577.
5.4 Сварочное оборудование должно соответствовать требованиям ГОСТ 12.2.003 и должно быть заземлено от статического электричества согласно ГОСТ 12.1.018. Ограждающие и предохраняющие устройства должны быть выполнены в соответствии с ГОСТ 12.2.062.
5.5 В процессе оборудования рабочих мест, их организации, разработки технологии процесса по сварке и при изготовлении конструкций следует руководствоваться ГОСТ 12.3.002.
5.6 Производственные помещения должны быть оборудованы общей приточно-вытяжной вентиляцией в соответствии с ГОСТ 12.4.021.
5.7 Сточные воды при производстве должны соответствовать требованиям действующих санитарных правил и норм.
5.8 Охрана грунта от загрязнений бытовыми и промышленными отходами должна осуществляться согласно требованиям действующих санитарных правил и норм.
6 Требования к изготовлению
6.1 Общие требования к изготовлению
6.1.1 Радиантные трубы, их элементы и коллекторы радиантных труб для реакционных трубчатых печей должны быть изготовлены в соответствии с требованиями настоящего стандарта и НТД, утвержденной в установленном порядке. Технология сварки должна быть аттестована. По результатам аттестации должно быть выдано свидетельство об аттестации технологии сварки. Копии сертификатов и результатов испытаний сварочных материалов должны быть приложены и должны храниться вместе с паспортом радиантной трубы, ее элементов и коллекторов.
6.1.2 На предприятии - изготовителе радиантных труб и коллекторов материалы должны быть приняты отделом технического контроля (ОТК). При этом проверяют соответствие материалов требованиям чертежа, настоящего стандарта и ТУ на них.
6.1.3 Предельные отклонения размеров механически обрабатываемых деталей не должны превышать: H14 - для отверстий, h14 - валов (согласно требованиям ГОСТ 25347), ![]() - прочих, если в чертежах или НТД не указан иной класс точности. Оси резьбовых отверстий деталей должны быть перпендикулярны к опорным поверхностям. Неперпендикулярность не должна быть более 0,8 мм на 100 мм, если не установлены иные требования.
- прочих, если в чертежах или НТД не указан иной класс точности. Оси резьбовых отверстий деталей должны быть перпендикулярны к опорным поверхностям. Неперпендикулярность не должна быть более 0,8 мм на 100 мм, если не установлены иные требования.
6.1.4 На рабочей поверхности труб, фасонных деталей не допускаются риски, забоины, царапины и другие дефекты, глубина которых превышает минусовые предельные отклонения, предусмотренные настоящим стандартом или ТУ на изделия.
6.1.5 Подготовка кромок частей трубных элементов под сварку необходимо выполнять механическим способом в соответствии с требованиями ПКД.
6.1.6 Кромки подготовленных под сварку труб и механически обработанная поверхность труб на расстоянии не менее 20 мм от кромки должны быть зачищены до металлического блеска, обезжирены и подвергнуты контролю. Контроль на отсутствие дефектов, оговоренных в ТУ на центробежнолитые трубы, деформированные трубы, фасонные отливки и отводы, включает следующее: визуальный осмотр (невооруженным глазом или с помощью лупы от четырех- до шестикратного увеличения), капиллярную (цветную) дефектоскопию по ТД [15] (класс дефектности - 2) и рентгенопросвечивание.
6.1.7 Дефекты, выявленные методом цветной дефектоскопии, допускается исправлять абразивным камнем с последующим повторным контролем исправленных мест цветной дефектоскопией.
При этом зачистка абразивным камнем не должна выводить толщину стенки за пределы расчетной толщины. При получении неудовлетворительного результата после повторного контроля кромки, подготовленные под сварку, бракуют. Указанный дефект устраняют путем вырезки участка трубы с дефектами.
6.1.7.1 Для труб исправление дефектов заваркой не допускается.
6.1.7.2 Для листовой стали заварка дефектов допускается с согласия потребителей по технологии, утвержденной организацией, имеющей в своем составе (или по договору субподряда) квалифицированных специалистов, ответственных за проведение работ по проектированию, изготовлению, технологии сварки, испытанию, приемке и поставке радиантных труб и их элементов, а также располагающей комплектом устройств, приборов и оборудования в количестве, необходимом для выполнения этих работ (далее - специализированная организация).
Примечание - Специализированная организация несет всю полноту ответственности за поручение работ компетентным субподрядным организациям.
6.1.7.3 Исправление заваркой дефектов на отводах и отливках должно быть осуществлено в соответствии с ТУ на указанные изделия.
6.1.7.4 Участки труб с недопустимыми дефектами, выявленными при рентгенопросвечивании, подлежат вырезке. Листовую сталь, отводы и отливки, имеющие недопустимые дефекты, признают забракованными.
6.1.8 Форма подготовки кромок и зазор между стыкуемыми кромками деталей, подлежащих сварке, должны соответствовать требованиям чертежей, действующих стандартов и инструкций на сварку.
Чистота подготовленных под сварку поверхностей должна отвечать требованиям, предъявляемым к поверхностям для последующего проведения капиллярной (цветной) дефектоскопии согласно ТД [15] (шероховатость Ra 5).
6.1.9 Методы сборки элементов под сварку должны обеспечивать правильное взаимоположение сопрягаемых элементов и свободный доступ к выполнению сварочных работ и контролю в последовательности, предусмотренной технологическим процессом на сварку.
6.1.10 В рабочих чертежах деталей и узлов должны быть указаны шифры, место и метод маркировки данных узлов и деталей.
6.1.11 Сварщик может приступить к сварке после установления контролером ОТК правильности сборки и зачистки всех поверхностей деталей, подлежащих сварке.
6.1.12 Различие по внутреннему диаметру стыкуемых труб не должно превышать 1 мм. При большем различии концы труб с меньшим внутренним диаметром должны быть проточены по внутренней поверхности с учетом скоса не более 20°. При этом толщина стенки труб после проточки не должна быть меньше расчетной.
6.1.13 Предельные отклонения размеров труб должны соответствовать требованиям чертежа.
6.1.14 Применение остающихся подкладных колец при сварке трубных элементов не допускается.
6.2 Требования к трубам
Радиантные трубы и коллекторы радиантных труб должны быть изготовлены из центробежнолитых или деформированных труб.
6.2.1 Центробежнолитые трубы должны быть изготовлены по ТД [9], [10] (см. таблицу А.2 приложения А). При этом металл должен выплавляться в индукционных печах с основной или нейтральной футеровкой. В индукционных печах в процессе выплавки должна быть использована чистая, первородная шихта (металлическая шихта, полученная переплавом исходных материалов/руды или продуктов ее прямого восстановления/без применения стального лома), и должно быть запрещено в целях дошихтовки использование металлической стружки в любом виде (спрессованном, переплавленном и др.), а также лома металла, бывшего в эксплуатации. В целях дошихтовки [добавки недостающего количества смеси конкретных материалов (шихты) в исходный расплавленный материал до получения сплава оптимального состава с учетом данных, полученных с помощью анализа] допускается применение обрези и лома высококачественного стального проката, не бывших в эксплуатации, а также бросовых концов не бывших в эксплуатации центробежнолитых труб (от заливочной и незаливочной стороны) в объеме, не превышающем 20% от общего объема плавки. Технологию изготовления центробежнолитых труб конкретных типоразмеров (технологию выплавки и разливки конкретной марки стали и сплава, а также технологию сварки и термообработки) разрабатывает предприятие-изготовитель.
6.2.1.1 Химический состав и механические свойства металла труб должны соответствовать требованиям [9] и [10]. Зарубежные аналоги сталей и сплавов приведены в приложении Б. Право изготовления труб (и фасонных отливок) из иностранных марок сталей и сплавов по зарубежным стандартам должно быть подтверждено уполномоченными сертификационными организациями, специализирующимися на сертификации систем управления и квалификации персонала и продукции в соответствии с международными стандартами по итогам сертификационного аудита. При этом предприятие-изготовитель по итогам сертификационного аудита должно иметь сертификаты соответствия установленного образца, предоставляющие право на изготовление труб (отливок) конкретных размеров из конкретных иностранных марок сталей и сплавов в течение конкретного периода времени. Кроме того, сертифицированные изделия должны соответствовать требованиям настоящего стандарта.
6.2.1.2 Термообработка труб из сталей марок 20Х25Н20С, 45Х25Н20С, 45Х25Н20С2Б, 45Х25Н20С2, 35Х24Н24Б и сплавов марок 10Х20Н33Б, 10Х23Н34БСТЦ, 15Х25Н37Б, 45Х25Н35БС, 45Х25Н35БСТЦ, 45Х28Н49В5С, 45Х35Н46БСТЦ, 50Х25Н35С2Б, 50Х25Н35В5К15С не требуется. Термообработку труб из сталей марок 10Х18Н9, 03Х17Н14М3, 10Х18Н11Б, 20Х5М, 20ЮЧ, 20Х13 и сплавов марок 05Х20Н32Т, 10Х20Н32ТЮ, 06ХН28МДТ, 01Х15Н57В4М16К2, 05Х22Н42М2Т1Ю, 10Х20Н60Б4К1М9, 10Х20Н68Б3Г3КТ, 10Х22Н45К15М9ТЮ следует проводить по режимам, указанным в ПКД. Допускается проводить термическую обработку по режимам предприятия-изготовителя при условии обеспечения механических и специальных свойств, установленных в ТУ на изделия.
6.2.1.3 Трубы следует поставлять механически обработанными по внутреннему диаметру. По наружному диаметру трубы допускается поставлять с обработкой и без механической обработки. Размеры обработанных труб должны соответствовать требованиям чертежа.
Наружная поверхность трубных заготовок после отливки подвергается дробеструйной обработке сечкой из нержавеющей проволоки любой марки диаметром от 1,2 до 2,0 мм. Шероховатость наружной поверхности трубных заготовок при этом не должна превышать 0,8 мм.
Трубы поставляют с наружным диаметром от 85 до 328 мм и толщиной от 6 до 35 мм.
Припуск на обработку по внутренней поверхности литой заготовки - 5 мм.
Литые заготовки с наружным диаметром от 224 до 328 мм должны иметь припуск на механическую обработку по внутренней поверхности 8 мм. Столбчатость макроструктуры литых заготовок с наружным диаметром от 224 до 328 мм не регламентирована.
Допуск по внутреннему диаметру механически обработанной трубы составляет ![]() мм, а на расстоянии от 30 до 50 мм от концов трубы -
мм, а на расстоянии от 30 до 50 мм от концов трубы - ![]() мм. Допускается расточка под углом 15° с выходом на наружный диаметр с торца.
мм. Допускается расточка под углом 15° с выходом на наружный диаметр с торца.
Примечание - Допускается поставка труб размерами, выходящими за пределы указанных.
6.2.1.4 В макроструктуре трубных заготовок не должно быть трещин, спаев, шлаковых и других включений. Протяженность зоны столбчатых кристаллов в макроструктуре труб должна составлять не менее 50% от толщины стенки труб. Определение протяженности зоны столбчатых кристаллов проводят на нетравленых темплетах, выбираемых от незаливочного конца каждой трубной заготовки. Наличие шлаковых включений и скоплений пор определяется на травленых поперечных кольцевых темплетах, отбираемых от незаливочного конца последней трубной заготовки каждой плавки. Глубина пористого (дефектного) слоя на внутренней поверхности трубных заготовок не должна превышать 2/3 припуска на механическую обработку.
Примечание - Протяженность зоны столбчатых кристаллов в макроструктуре труб из сталей марок 03Х17Н14М3, 10Х18Н11Б, 20ЮЧ, 10Х18Н9, 20Х13, 20Х5М и сплава марки 06ХН28МДТ не регламентирована.
6.2.1.5 Кривизна трубных заготовок после правки на любом участке длины не должна превышать 1,0 мм на 1 пог.м, но не более 2 мм на всю длину трубной заготовки.
6.2.1.6 Разностенность труб после механической обработки по всей длине не должна превышать 1,0 мм и проверяться по торцам.
6.2.1.7 Овальность труб не должна выводить их размеры за пределы допускаемых отклонений по наружному и внутреннему диаметрам.
6.2.1.8 Наружная поверхность труб, поставляемых без механической обработки, после отливки должна быть подвергнута дробеструйной обработке сечкой из нержавеющей проволоки; шероховатость наружной поверхности при этом не должна превышать 0,8 мм.
6.2.1.9 На наружной поверхности трубных заготовок не должно быть трещин, раковин, ужимин, шлаковых включений. Выявленные при контроле наружной поверхности трубных заготовок дефекты глубиной более 0,8 мм, а также местные поверхностные выступы должны быть удалены зашлифовкой и находиться в пределах шероховатости согласно 6.2.1.8. При этом толщина стенки трубной заготовки на зашлифованных участках не должна выходить за пределы минимально допускаемых отклонений.
Зашлифованные места подвергают цветной дефектоскопии по [15]. При этом наличие индикаторных следов не допускается.
6.2.1.10 На концах труб выполняют фаски под сварку.
Нормы шероховатости контролируемой поверхности кромок под сварку должны соответствовать требованиям [15] (класс дефектности 2).
6.2.1.11 Шероховатость внутренней поверхности труб должна соответствовать Ra 5 по ГОСТ 2789. В обоснованных случаях и при согласовании с потребителем допускаются другие нормы шероховатости внутренней поверхности труб.
6.2.1.12 На внутренней поверхности труб допускаются переходы от одного диаметра к другому в виде уступа глубиной не более 0,5 мм, не выводящего размеры труб за пределы допускаемых отклонений. Для труб, предназначенных для установок производства этилена, уступы не допускаются.
6.2.1.13 На механически обработанных поверхностях труб не допускаются трещины, скопление пор, шлаковые включения и другие дефекты.
Ультразвуковой контроль металла центробежнолитой трубы из аустенитных сталей и сплавов не регламентирован.
Крупнозернистая столбчатая структура центробежнолитых труб из аустенитных сталей и сплавов делает их очень трудными (и подчас невозможными) для контроля ультразвуковым методом, т.к. указанная структура рассеивает ультразвуковую энергию и отклоняет волны.
По дополнительному требованию заказчика каждая труба должна быть подвергнута вихретоковому контролю (ВТК) на выявление поверхностных и сквозных дефектов в соответствии с требованиями инструкции предприятия-изготовителя.
6.2.1.14 Трубы после механической обработки и подготовки под сварку с обоих концов на длине 20 мм по наружной и внутренней поверхностям должны быть подвергнуты контролю методом цветной дефектоскопии по [15] (класс дефектности 2).
6.2.1.15 С целью выявления дефектов металлургического происхождения центробежнолитые трубы после отливки (до сварки в изделие) следует подвергать пневмоиспытанию давлением 0,59 Н/мм и гидроиспытанию давлением 19,6 Н/мм
для труб из сталей марок 45Х25Н20С, 35Х24Н24Б и сплавов марок 20Х25Н25ТЮ, 45Х25Н35БС, 50Х25Н35В5К15С и давлением 9,8 Н/мм
для сталей марок 20Х25Н20С, 45Х25Н20С2, 30Х23Н7С и сплавов марок 50Х20Н35С2Б, 50Х25Н35С2Б, 10Х20Н33Б, 45Х28Н49В5С, 05Х20Н32Т, 10Х20Н32ТЮ, 10Х20Н77ТЮ, 15Х25Н40М2ВТ, 10Х23Н34БСТЦ, 45Х25Н35БСТЦ, 45Х35Н46БСТЦ, но не более значения давления, при котором в трубах возникают напряжения, равные
![]() (
(![]() - предел текучести металла испытуемой трубы при комнатной температуре). Давление при пневмо- и гидроиспытании выдерживают не менее 10 мин.
- предел текучести металла испытуемой трубы при комнатной температуре). Давление при пневмо- и гидроиспытании выдерживают не менее 10 мин.
6.2.1.16 После сварки труб в изделие должно быть проведено гидроиспытание на плотность и прочность пробным давлением, предусмотренным НТД на изделие.
6.2.1.17 Все стали и сплавы, из которых изготовлены центробежнолитые трубы, должны быть аттестованы на соответствие жаропрочных характеристик техническим требованиям [9] и [10], а предприятие-изготовитель должно иметь по результатам аттестационных испытаний разрешение гарантировать значения длительной прочности согласно требованиям [9] и [10].
6.2.2 Деформированные трубы должны быть изготовлены по [11] (см. таблицу А.3 приложения А).
6.2.2.1 Поставка трубной заготовки должна быть осуществлена по [12]. Трубы поставляют по наружному диаметру и толщине стенки. По требованию заказчика холодно- и теплодеформированные трубы могут поставляться по внутреннему диаметру и толщине стенки. Трубы поставляются с наружным диаметром от 20 до 89 мм включительно. Размеры горячедеформированных труб соответствуют приведенным в ГОСТ 9940, размеры холоднодеформированных труб - ГОСТ 9941 и определяются специализацией трубных станов и прессов. По соглашению между изготовителем и заказчиком допускается поставка труб диаметром, превышающим указанный интервал.
6.2.2.2 Сортамент (диаметр, длина, предельные отклонения по размерам) труб должны соответствовать ГОСТ 9940 и ГОСТ 9941. Трубы поставляют немерной, кратной и мерной длины. Длина горячедеформированных труб - согласно ГОСТ 9940, но не более 6,0 м, холоднодеформированных - по ГОСТ 9941. В каждой партии труб кратной и мерной длины допускаются 20% труб немерной длины. По соглашению между изготовителем и заказчиком допускается поставка труб мерной длины, превышающей указанную.
6.2.2.3 Овальность и разностенность труб не должны выводить их размеры за предельные отклонения соответственно по наружному диаметру и толщине стенки.
6.2.2.4 Кривизна горячедеформированных труб должна соответствовать требованиям ГОСТ 9940. Кривизна холоднодеформированных труб должна соответствовать требованиям ГОСТ 9941.
6.2.2.5 Качество наружной и внутренней поверхности труб должно соответствовать требованиям ГОСТ 9940 и ГОСТ 9941.
6.2.2.6 Поставка труб должна быть осуществлена с очищенной от окалины поверхностью.
6.2.2.7 Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. Допускается обрезка концов труб автогенной, плазменной резкой или пилой горячей резки с последующей зачисткой концов труб от наплывов и заусенцев. При автогенной и плазменной резке припуск по длине трубы должен быть не менее 20 мм на каждый рез. Массу труб при поставке определяют без учета припусков.
6.2.2.8 По соглашению между изготовителем и заказчиком на концах труб, подлежащих сварке, должны быть сняты фаски под углом от 35° до 40° к торцу трубы с торцевым кольцом шириной от 1 до 3 мм.
6.2.2.9 В зависимости от заказа поставка труб может быть следующей: с травленой наружной и внутренней поверхностью; со шлифованной или электрополированной наружной поверхностью и травленой внутренней поверхностью; наружной и внутренней поверхностью после безокислительного отжига; электрополированной наружной и после безокислительного отжига внутренней поверхностью.
6.2.2.10 Трубы в состоянии поставки должны соответствовать требованиям [11].
6.2.2.11 Трубы допускается поставлять с проведением обязательных и дополнительных испытаний. Виды испытаний приведены в таблице 4.
Таблица 4 - Виды испытаний
Характеристика испытаний | Вид испытания |
Обязательные | Контроль размеров |
испытания | Контроль кривизны |
Химический состав металла труб | |
Испытание на растяжение при комнатной температуре | |
Визуальный контроль качества поверхности | |
Испытание гидравлическим давлением | |
Ультразвуковой дефектоскопический контроль на выявление продольных дефектов всех видов труб | |
Контроль макроструктуры | |
Контроль загрязненности неметаллическими включениями | |
Контроль микроструктуры | |
Технологические испытания: сплющивание, раздача, загиб | |
Дополнительные | Контроль химического состава труб |
испытания | Испытание на растяжение при повышенной температуре с определением |
Испытание на длительную прочность (периодический контроль) | |
Испытание на растяжение при повышенной температуре с определением | |
Визуальный контроль качества поверхности по более жестким нормам | |
Ультразвуковой дефектоскопический контроль на выявление дефектов типа "расслоение" | |
Ультразвуковой дефектоскопический контроль на выявление поперечных дефектов | |
Ультразвуковой дефектоскопический контроль на выявление продольных дефектов по более жестким нормам | |
Электромагнитный (магнитный, вихретоковый и др.) контроль на выявление поверхностных и сквозных дефектов | |
Измерение толщины стенки труб с помощью ультразвукового толщиномера |
6.2.2.12 Трубная заготовка
Трубы изготовляют из катаной, кованой, ободранной или обточенной, сверленой трубной заготовки из аустенитных сплавов (05Х20Н32Т, 10Х20Н32ТЮ, 05Х22Н42М2Т1Ю, 10Х20Н60Б4К1М9, 01Х15Н57В4М16К2, 20Х25Н20С), выплавляемых в индукционных, электрических печах с применением (или без) обработки жидким синтетическим шлаком в ковше, электрошлакового переплава и прямого восстановления. Горячепрессованные трубы допускается изготовлять из кованой заготовки, поставляемой по ТД [12], и центробежнолитой, поставляемой по ТД [9].
6.2.2.13 Трубы должны поставлять в термически обработанном состоянии по режимам согласно требованиям ТД [11].
6.2.2.14 Механические свойства труб при комнатной температуре в состоянии поставки должны соответствовать требованиям ТД [11].
6.2.2.15 Пределы текучести при повышенных температурах и длительной прочности металла труб должны соответствовать требованиям ТД [11] (см. таблицу 4).
Изготовитель гарантирует соответствие пределов текучести при повышенных температурах и длительной прочности металла труб указанным требованиям без проведения испытаний. Данные гарантии должны быть подтверждены регулярными аттестационными испытаниями.
По требованию заказчика трубы поставляют с определением предела текучести при одной или нескольких температурах.
6.2.2.16 Периодически, не реже чем один раз в три года, проводят контрольную проверку соблюдения технологии изготовления труб и контрольные испытания пределов текучести при повышенных температурах и длительной прочности металла труб.
Контрольные испытания проводит специализированная организация. При положительных результатах контроля специализированная организация подтверждает изготовителю правомочность гарантировать значения пределов текучести при повышенных температурах и длительной прочности металла труб на срок не более трех лет.
6.2.2.17 Качество поверхности
На наружной и внутренней поверхностях труб не должно быть плен, трещин, закатов, рванин, глубоких рисок и грубой рябизны. Допускается удаление дефектов путем местной зачистки или сплошной шлифовки при условии, что величина шлифовки не выводит диаметр и толщину стенки за минусовые предельные отклонения, а местной зачистки - толщину стенки за минусовые предельные отклонения.
На наружной поверхности труб не допускаются цвета побежалости.
На внутренней поверхности труб допускаются мелкие поверхностные дефекты, обусловленные способом производства: шероховатость, рябизна, риски, пологие вмятины, царапины, цвета побежалости, - при условии, что они не выводят толщину стенки за минусовые предельные отклонения и соответствуют нормам ультразвукового контроля.
Наружная и внутренняя поверхности труб должны соответствовать требованиям ГОСТ 9941.
Примечание - При определении терминов следует руководствоваться положениями ГОСТ 21014.
На наружной и внутренней поверхностях труб допускаются без зачистки вмятины от окалины или прокатного инструмента, продольные риски (без острых углов), мелкая рябизна и другие мелкие дефекты, обусловленные способом производства, глубиной не более 10% от номинальной толщины стенки, но не более 2 мм для горячедеформированных труб и 0,2 мм для холодно- и теплодеформированных труб при отношении D/S>5 и 0,6 мм для холодно- и теплодеформированных труб при отношении D/S<5 при условии, что они не выводят толщину стенки за минусовые допустимые значения.
По требованию заказчика горячедеформированные трубы диаметром не более 89 мм, а также горячепрессованные трубы поставляют по более жестким требованиям к качеству поверхности.
На наружной и внутренней поверхностях допускаются без зачистки дефекты, перечисленные в настоящем подпункте, глубиной не более 5% от номинальной толщины стенки, но не более 1 мм.
6.2.2.18 Сплошность металла
Каждая труба должна выдерживать без обнаружения течи испытание внутренним гидравлическим давлением P, Н/мм, значение которого вычисляют по следующим формулам:
при S/D0,13
![]() , (1)
, (1)
при S/D>0,13
![]() , (2)
, (2)
где ![]() - минимальная толщина стенки с учетом минусового предельного отклонения, мм;
- минимальная толщина стенки с учетом минусового предельного отклонения, мм;
R - допускаемое напряжение, Н/мм, равное 80% предела текучести для данной марки сплава;
D - номинальный наружный диаметр трубы, мм;
S - номинальная толщина стенки, мм.
Изготовитель гарантирует, что поставляемые им трубы выдержат пробное гидравлическое давление, вычисленное по указанным формулам, без проведения испытаний при условии 100%-ной ультразвуковой дефектоскопии (УЗД) труб.
Каждая труба должна быть подвергнута ультразвуковому контролю сплошности металла - УЗД в соответствии с требованиями инструкции предприятия-изготовителя на выявление продольных дефектов для горячепрессованных труб, изготовленных из непрерывно литой заготовки на обнаружение дефектов типа "расслоение".
По дополнительному требованию заказчика и по соглашению с предприятием-изготовителем каждая труба должна быть подвергнута УЗД на выявление поперечных дефектов и дефектов типа "расслоение" в соответствии с требованиями инструкции предприятия-изготовителя.
По дополнительному требованию заказчика и по соглашению с предприятием-изготовителем каждая труба с отношением D/S>5 должна быть подвергнута УЗД на выявление продольных и поперечных дефектов по более жестким нормам в соответствии с требованиями инструкции предприятия-изготовителя.
По дополнительному требованию заказчика каждая труба должна быть подвергнута магнитному контролю (МК) или ВТК на выявление поверхностных и сквозных дефектов в соответствии с требованиями инструкции предприятия-изготовителя.
6.2.2.19 Макро- и микроструктура
В макроструктуре металла труб не должно быть трещин, расслоений и флокенов, инородных металлических и неметаллических шлаковых включений, видимых без применения увеличительных приборов.
Макроструктуру контролируют в трубах с толщиной стенки 12 мм и более.
Изготовитель гарантирует соответствие макроструктуры металла труб указанным требованиям без проведения контроля при условии проведения 100%-ной УЗД труб.
Загрязненность металла труб неметаллическими включениями (в соответствии с нормами, установленными для металла заготовки) не должна превышать значений, приведенных в таблице 5.
Таблица 5 - Загрязненность металла труб неметаллическими включениями
Неметаллическое включение | Загрязненность | |
по среднему баллу | по максимальному баллу | |
Сульфиды (С) | 3,5 | 4,0 |
Оксиды и силикаты (ОС, ОТ, СХ, СП) | 3,5 | 4,5 |
Загрязненность металла труб неметаллическими включениями принимают по сертификату на трубную заготовку.
Изготовитель гарантирует соответствие загрязненности металла труб неметаллическими включениями указанным требованиям без проведения испытаний.
Величина зерна металла труб из сплавов 05Х20Н32Т и 10Х20Н32ТЮ наружным диаметром 25 мм и более в состоянии поставки должна быть не крупнее 3-7 номера (факультативно на первых двух партиях и при необходимости уточняется по результатам изготовления опытных партий). Для металла труб из сплавов 05Х22Н42М2Т1Ю, 10Х20Н60Б4К1М9 и 01Х15Н57В4М16К2 нормы по величине зерна не устанавливают. Нормы по величине зерна металла труб диаметром менее 25 мм согласовывают дополнительно.
6.2.2.20 Технологические свойства
Трубы должны выдерживать одно или несколько технологических испытаний диаметром:
- не более 60 мм включительно - на загиб вокруг оправки или на раздачу;
- более 60 до 89 мм включительно, с толщиной стенки не более 4,2 мм включительно - на раздачу или на сплющивание.
Испытания труб на загиб вокруг оправки и на загиб полосы проводят до угла 90°.
Испытания на раздачу проводят оправкой с углом конусности 30° до увеличения наружного диаметра труб на 20%.
Трубы с наружным диаметром от 60 до 89 мм с толщиной стенки не более 15% от наружного диаметра должны выдерживать испытание на сплющивание до получения между сплющивающими поверхностями расстояния Н, мм, вычисляемого по формуле
![]() , (3)
, (3)
где а - коэффициент деформации (а = 0,09);
S - номинальная толщина стенки, мм;
D - номинальный наружный диаметр трубы, мм.
6.3 Требования к отводам
Основные параметры и размеры фасонных отливок в зависимости от типа должны соответствовать следующим требованиям:
- тип А - элементы змеевиков установок производства этилена, сероуглерода и др. Фасонные отливки - приварные с внутренними полостями для прохождения в них под избыточным давлением жидких и газообразных технологических продуктов (тройники, фитинги, отводы, переходы и пр., расположенные в радиантной зоне);
- тип Б - элементы змеевиков установок производства этилена, сероуглерода и др. Фасонные отливки (в т.ч. их сварные варианты) без внутренних полостей для прохождения в них под избыточным давлением жидких и газообразных технологических продуктов (тяги, подвесы и пр., расположенные в радиантной зоне);
- тип В - элементы конвективного змеевика и другого оборудования установок производства метанола, водорода, аммиака и пр. Фасонные отливки (в т.ч. их сварные варианты) без внутренних полостей для прохождения в них под избыточным давлением жидких и газообразных технологических продуктов (опорные элементы, трубные решетки, поддоны и пр., расположенные вне радиантной зоны);
- тип Г - элементы конвективного змеевика и другого оборудования установок производства метанола, водорода, аммиака и пр. Фасонные отливки - приварные с внутренними полостями для прохождения в них под избыточным давлением жидких и газообразных технологических продуктов (тройники, фитинги, отводы, переходы и пр., расположенные вне радиантной зоны).
В случае использования фасонных отливок предприятием-изготовителем в качестве элементов (составных частей) реакционного оборудования трубчатых печей, а также сварных конструкций следует руководствоваться положениями настоящего стандарта, а также положениями [16] для змеевиков трубчатых печей с температурой стенки не выше 650°С. Пределы применения фасонных отливок определяют расчетным путем.
6.3.1 Фасонные литые отводы для реакционных трубчатых печей следует изготовлять в соответствии с требованиями ТД [5] и [6] (см. таблицу А.4 приложения А), вид и размеры отводов должны соответствовать ПКД, утвержденной в установленном порядке.
6.3.1.1 В зависимости от коррозионной стойкости и рабочей температуры среды отливки должны изготовляться из следующих марок сталей и сплавов: 20Х25Н20СЛ (ASTM А351 Gr. СК20), 30Х23Н7СЛ (для печей производства сероуглерода), 45Х25Н20С2Л, 50Х25Н35С2БЛ, 10Х20НЗЗБЛ,* 45Х28Н49В5СЛ, 50Х25Н35К15В5СЛ, 45Х25Н20СЛ (ASTM А351 Gr. HK40), 05Х20Н32ТЛ, 10Х20Н32ТЮЛ, 45Х25Н35БСЛ, 45Х25Н20С2БЛ, 10Х22Н45К15М9ТЮЛ, 01Х15Н57В4М16К2Л, 05Х22Н42М2Т1ЮЛ, 10Х20Н68Б3Г3КТЛ, 10Х23Н34БСТЦ, 45Х25Н35БСТЦЛ и 45Х35Н46БСТЦ (для печей производства этилена, аммиака, водорода, метанола, винилхлорида и др.). Марку стали или сплава указывают в конструкторской документации.
_______________
* Текст документа соответствует оригиналу. - .
6.3.1.2 Термообработка литых отводов из сталей и сплавов марок 10Х20Н33БЛ, 20Х25Н20СЛ (ASTM А351 GrCK20), 45Х25Н20СЛ (ASTM A351 Gr HK40), 45Х25Н20С2Л, 50Х25Н35С2БЛ, 50Х25Н35В5К15СЛ 45Х28Н49В5СЛ, 35Х24Н24БЛ, 45Х25Н35БСЛ, 45Х25Н20С2БЛ, 10Х22Н45К15М9ТЮЛ, 10Х20Н68Б3Г3КТЛ, 10Х23Н34БСТЦЛ, 45Х25Н35БСТЦ и 45Х35Н46БСТЦ не требуется. По указанию потребителя отливки из сплавов марок 05Х20Н32ТЛ, 10Х20Н32ТЮЛ, 05Х22Н42М2Т1ЮЛ, 10Х20Н60Б4К1М9Л, 01Х15Н57В4М16К2Л, 15Х25Н40М2ВТЛ, 20Х25Н25ТЮЛ, 10Х20Н77ТЮЛ поставляют термообработанными по режиму, приведенному в ПКД.
6.3.1.3 Отливки должны быть очищены от песка и окалины с наружной и внутренней сторон. Прибыли и литники должны быть удалены. Удаление прибылей и литников с отливок может быть произведено любым способом. В случае применения огневой резки припуск на механическую обработку поверхности реза должен быть не менее 15 мм.
6.3.1.4 Заливы и заусенцы на отливках должны быть обрублены или зачищены абразивным камнем.
6.3.1.5 Поверхность отливок не должна иметь трещин, спаев, ужимин и других дефектов, снижающих прочность и ухудшающих товарный вид отливок. Для отливок типов Б и В допускаются без исправления несквозные спаи.
Примечание - При определении терминов следует руководствоваться положениями ГОСТ 19200 и ГОСТ 18169.
6.3.1.6 На отливках не допускаются трещины, ситовидная пористость, сквозные раковины.
6.3.1.7 При визуальном осмотре на отливках допускаются без исправления следующие дефекты:
для отливок типов А и Г:
а) на необрабатываемых поверхностях - раковины диаметром не более 5 мм, глубиной не более 10% номинальной толщины тела отливки, но не более 5 мм, в количестве не более 10 шт., если расстояние между ними не менее 50 мм,
б) на обработанных под сварку кромках и механически обработанной поверхности на расстоянии 20 мм от кромок допускаются единичные поры или раковины с максимальным линейным размером не более 1 мм на площади 900 мм, скопления раковин и пор, имеющие суммарную длину дефектов не более 20 мм на контролируемой поверхности с максимальным линейным размером дефектов не более 1 мм. При этом на кромке под сварку наибольшая ширина скопления не должна превышать 40% толщины стенки в месте сварки (определение скоплений по ГОСТ 23055),
в) на остальных механически обработанных поверхностях, исключая уплотнительные, допускается наличие двух единичных дефектов размером не более 1 мм или скоплений раковин и пор с линейным размером не более 1 мм, имеющих суммарную длину дефектов не более 5 мм на площади 900 мм,
г) на уплотнительных поверхностях дефекты не допускаются;
для отливок типов Б и В:
а) единичные раковины площадью не более 1 см, глубиной не более 20% от толщины стенки, расположенные не ближе 15 мм от ребер и торцов отливки при их общем количестве не более 1 шт. на 100 см
поверхности,
б) шероховатость поверхности не более Rz 2000 на 10% от площади поверхности (на остальных поверхностях шероховатость не более Rz 1000),
в) коробление не более 1%.
6.3.1.8 Каждый фасонный литой отвод должен быть подвергнут следующим методам контроля на выявление дефектов:
- визуальный осмотр наружных и внутренних поверхностей в доступных для осмотра местах до и после механической обработки;
- рентгенопросвечивание мест, подготовленных под сварку;
- контроль цветной дефектоскопией поверхностей, механически обработанных для приварки труб, уплотнительных поверхностей, механически обработанных поверхностей в месте крепежа и удаления прибылей и литников по [15] (класс дефектности 2).
6.3.1.9 При контроле рентгенопросвечиванием допускаются без исправления дефекты:
- перечисленные в 6.3.1.7 б), для отливок типов А и Г в местах, подготовленных под сварку;
- перечисленные в 6.3.1.7 в), для отливок типов А и Г в других механически обработанных местах.
6.3.1.10 Наличие несплошностей на поверхности отливок, контролируемых капиллярным методом (методом цветной дефектоскопии), может быть определено как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов. Под индикаторным следом при данном методе контроля следует понимать след (цветовое пятно), образованный индикаторным пенетрантом на слое проявителя. При оценке поверхностных несплошностей в отливках фиксации подлежат индикаторные следы размером более 1 мм.
При контроле механически обработанных поверхностей методом цветной дефектоскопии допускаются без исправления следующие дефекты:
а) для отливок типов А и Г на обработанных под сварку кромках и механически обработанных поверхностях на расстоянии 20 мм от кромок допускаются дефекты, перечисленные в 6.3.1.7 б), при этом размер отдельной индикации (цветного пятна) не должен превышать 3 мм. Допустимы скопления микропор с суммарной поверхностью индикаций, занимающей не более 10% контролируемой площади. В случае скопления этих индикаций в одном месте на кромке под сварку протяженность их по толщине стенки не должна превышать 40% толщины стенки в месте сварки;
б) на уплотнительных поверхностях допускаются скопления микропор с суммарной поверхностью индикаций, занимающей не более 4% контролируемой площади;
в) для отливок типов А и Г на остальных механически обработанных поверхностях допускаются дефекты, перечисленные в 6.3.1.7 в) и 6.3.1.10 б), при этом размер отдельной индикации не должен превышать 3 мм.
6.3.1.11 Несплошности, не удовлетворяющие нормам 6.3.1.10 а), б) и в) по индикаторным следам, допускается подвергать контролю по фактическим характеристикам, результаты которого являются окончательными.
6.3.1.12 Допускается местное утонение стенки не более 15% номинального размера.
6.3.1.13 Утонение стенки шейки фланцев ниже расчетной не допускается.
6.3.1.14 Допускается исправление заваркой следующих дефектов:
- для отливок типов А и Г - единичных (до 3 шт. на каждой кромке) раковин размером не более 4 мм в любом измерении, на обработанных под сварку поверхностях кромок;
- для отливок типов А и Г - единичных (до 2 шт.) раковин размером не более 2 мм в любом измерении на уплотнительных поверхностях;
- для всех типов отливок - на остальных механически обработанных и необработанных поверхностях отливок допускается исправление заваркой дефектов, если их глубина после разделки под заварку не превышает 50% толщины отливки в этом месте и расстояние между кромками дефектных мест после их разделки будет не менее 50 мм. Общая поверхность заваренных дефектов не должна превышать 6% от всей поверхности отливки.
6.3.1.15 Заварка отливок, имеющих ситовидную пористость, сквозные раковины, а также трещины размером более двух толщин отливки не допускаются.
6.3.1.16 Заварка дефектных мест на отливках должна быть осуществлена следующим образом:
- подготавливают дефектные места под заварку согласно практике предприятия-изготовителя, причем зачистку дефектных мест следует проводить механическим способом;
- проводят осмотр и контроль подготовленного под сварку дефектного участка методом цветной дефектоскопии;
- производят заварку дефектов аргонодуговой сваркой неплавящимся электродом или электродуговой сваркой;
- используют рекомендуемые сварочные материалы (таблица 4 ТД [5]);
- проводят контроль первого и последнего слоев цветной дефектоскопией в объеме 100%. Качество исправленных участков должно отвечать требованиям ТУ на отливки;
- если заварка дефектов выполнена после проведения гидроиспытания, то его следует повторить;
- заварку дефектов проводит сварщик, имеющий опыт по сварке высоколегированных аустенитных сталей и соответствующую квалификацию по сварке аппаратов, работающих под давлением;
- исправленные отливки подвергают повторному контролю тем методом, при котором были обнаружены дефекты.
6.3.1.17 Виды, количество, размеры и расположение дефектов, подлежащих исправлению, а также способы исправления определены [5] и [6].
Исправленные фасонные отливки (отводы) подвергают повторному контролю в местах исправления дефектов в соответствии с [5] и [6].
При получении неудовлетворительного результата после повторного контроля отливки бракуют.
6.3.1.18 Каждый отвод должен подвергаться гидравлическому испытанию пробным давлением 9,8 Н/мм, но не более значения давления, при котором в отводах возникают напряжения, равные
![]() (
(![]() - предел текучести металла испытуемого отвода при комнатной температуре). Давление при гидравлическом испытании выдерживают не менее 10 мин.
- предел текучести металла испытуемого отвода при комнатной температуре). Давление при гидравлическом испытании выдерживают не менее 10 мин.
6.3.1.19 Все стали и сплавы, из которых изготовлены фасонные отводы, должны быть аттестованы на соответствие жаропрочных характеристик техническим требованиям [5] и [6], а предприятие-изготовитель должно иметь по результатам аттестационных испытаний разрешение гарантировать соответствие значений длительной прочности от специализированной организации требованиям [5] и [6].
6.3.2 Гнутые отводы должны быть изготовлены:
- из бесшовных деформированных труб по [11];
- технологической трубы, изготовленной из кованой трубной заготовки по [12] из сплавов следующих марок: 05Х20Н32Т, 10Х20Н32ТЮ, 20Х25Н20С, 20Х25Н25ТЮ, 10Х20Н77ТЮ, 15Х25Н40М2ВТ.
6.3.2.1 Химический состав и механические свойства отводов должны соответствовать химическому составу и механическим свойствам исходных труб (заготовок для гибки) по [11] или [12].
6.3.2.2 Поставка гнутых отводов должна быть осуществлена после термической обработки по следующему режиму: закалка при температуре от 1100°С до 1150°С, охлаждение в воде или на воздухе. Допускается корректировка режима термообработки по согласованию с заказчиком.
6.3.2.3 Пределы применения отводов должны быть определены проектной организацией расчетом в каждом отдельном случае в зависимости от наружного диаметра и толщины стенки, среды, температуры и марки материала.
6.3.2.4 На поверхности отводов не допустимы трещины, плены, рванины, окалины, закаты и расслоения.
Отдельные незначительные риски, следы зачистки дефектов и мелкие плены допускаются, если при этом размеры отводов не выходят за пределы установленных отклонений.
6.3.2.5 Обработка торцов под сварку должна быть проведена в соответствии с требованиями НТД.
6.3.2.6 Каждый гнутый отвод должен быть подвергнут гидравлическому испытанию пробным давлением 9,8 Н/мм, но не более значения давления, при котором в гнутых отводах возникают напряжения, равные
![]() (
(![]() - предел текучести металла испытуемого отвода при комнатной температуре). Давление при гидравлическом испытании выдерживают не менее 10 мин.
- предел текучести металла испытуемого отвода при комнатной температуре). Давление при гидравлическом испытании выдерживают не менее 10 мин.
6.3.3 Штампосварные отводы следует изготовлять в соответствии с требованиями [8] и ПКД, утвержденной в установленном порядке.
6.3.3.1 Отводы должны быть изготовлены из тонколистовой стали по ГОСТ 24982, ГОСТ 5582 и толстолистовой стали по ГОСТ 24982, [14] и ГОСТ 7350 (группы А, Б). Материал - сталь марок 08X18Н10Т, 12X18Н10Т, 10X17Н13М2Т, 10X17Н13М3Т, 08X17Н15М3Т по ГОСТ 5632; стали и сплавы марок 05Х20Н32Т (типа ХН32Т), 10Х20Н32ТЮ (типа ХН32ТЮ), 20Х25Н20С, 20Х25Н25ТЮ, 10Х20Н77ТЮ (типа ХН78Т), 15Х25Н40М2ВТ по [14].
6.3.3.2 В технически обоснованных случаях (подтвержденных соответствующими прочностными расчетами с учетом агрессивности среды эксплуатации отводов) допускается изготовлять отводы из листовой стали согласно другим стандартам или ТУ, в том числе из импортных материалов - аналогов отечественных марок сталей и сплавов, если установленные в них требования не ниже, чем в перечисленных стандартах. При этом предприятие-изготовитель должен иметь свидетельства установленного образца об аттестации сварочных материалов и проведении исследовательской аттестации технологии сварки.
6.3.3.3 Механические свойства металла отводов и шва сварных соединений должны быть не ниже указанных в ТД [8].
6.3.3.4 Поставка отводов сплавов марок 05Х20Н32Т, 10Х20Н32ТЮ и 10Х20Н77ТЮ должна быть осуществлена в термообработанном состоянии по режимам, указанным в ПКД. Отводы сталей марок 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т и 08Х17Н15М3Т, подвергшиеся в процессе изготовления пластической деформации при температуре ниже 850°С, должны быть термообработаны по режиму соответственно нормализации или аустенизации.
В остальных случаях термообработку отводов проводят по согласованию между изготовителем и потребителем.
Термообработку следует проводить после сварки отводов и устранения всех дефектов. Ее вид и режимы устанавливает предприятие - изготовитель деталей.
6.3.3.5 Пределы применения штампосварных отводов должны соответствовать требованиям ТД [8].
6.3.3.6 Разностенность, волнистость, гофры, забоины, вмятины, риски и следы зачистки дефектов не должны выводить размеры отводов за пределы допускаемых отклонений.
6.3.3.7 На наружной и внутренней поверхностях отводов трещины, плены, рванины, закаты, расслоения недопустимы.
6.3.3.8 Форма кромок присоединительных концов отводов должна соответствовать ГОСТ 16037: типу С2 при S5 мм; типу С17 при S>5 мм.
Допускается по согласованию между изготовителем и потребителем изготовлять отводы с кромками другой формы.
6.3.3.9 Отводы должны выдержать без разрыва, потения или течи пробное гидравлическое давление ![]() , вычисляемое по формуле
, вычисляемое по формуле
![]() , (4)
, (4)
где ![]() - значение условного давления отводов.
- значение условного давления отводов.
Испытание отводов гидравлическим давлением допускается проводить в составе смонтированного змеевика при условии предоставления гарантии изготовителем соответствующего значения условного давления. При этом наличие внутри реакционных труб и отводов катализатора не допускается.
6.4 Требования к листовому прокату
6.4.1 Листовой прокат должен быть изготовлен согласно ТД [14] (см. таблицу А.8 приложения А) из следующих марок сталей и сплавов: 05Х20Н32Т, 10Х20Н32ТЮ, 20Х25Н20С и 05Х22Н42М2Т1Ю.
6.4.2 Химический состав и механические свойства листового проката должны соответствовать требованиям ТД [14]. Зарубежные аналоги сталей и сплавов приведены в приложении Б. Право изготовления листового проката из иностранных марок сталей и сплавов по международным стандартам должно быть подтверждено уполномоченными сертификационными компаниями, специализирующимися на сертификации систем управления и квалификации персонала и продукции в соответствии с международными стандартами, по итогам сертификационного аудита. При этом предприятие-изготовитель по итогам этого сертификационного аудита должно иметь сертификаты соответствия установленного образца, предоставляющие право на изготовление листового проката конкретных размеров из конкретных иностранных марок сталей и сплавов в течение конкретного периода времени. Кроме того, сертифицированные изделия должны соответствовать требованиям настоящего стандарта.
6.4.3 Термообработку листового проката из сталей и сплавов марок 05Х20Н32Т, 10Х20Н32ТЮ, 20Х25Н20С и 05Х22Н42М2Т1Ю следует проводить в соответствии с требованиями [14]. Допускается проводить термическую обработку по режимам предприятия-изготовителя при условии обеспечения механических и специальных свойств, установленных в [14] на листовой прокат.
6.4.4 Листовой прокат изготовляют следующих размеров:
- шириной не более 2000 мм;
- толщиной: от 2,0 до 20 мм - горячекатаный; от 0,8 до 3,9 мм - холоднокатаный.
По согласованию изготовителя с потребителем изготовляют горячекатаные листы толщиной менее 2,0 мм и толщиной свыше 20 до 50 мм.
Размеры листов при заказе уточняют.
6.4.5 Форма, размеры и предельные отклонения по размерам листов должны соответствовать:
- для горячекатаных - ГОСТ 19903, нормальной точности прокатки Б,
- холоднокатаных - ГОСТ 19904, повышенной точности прокатки АТ и нормальной точности прокатки БТ.
6.4.6 Отклонение от плоскостности горячекатаных листов (в зависимости от их толщины и временного сопротивления разрыву ![]() ) на 1 м длины, мм, не должно превышать значений, приведенных в таблице 6.
) на 1 м длины, мм, не должно превышать значений, приведенных в таблице 6.
Таблица 6 - Отклонение от плоскостности горячекатаных листов
Показатель | Отклонение от плоскостности листа, мм, толщиной | |
не более 3,9 мм | 4 мм и более | |
| 15 | 12 |
| 15 | 15 |
| 20 | 20 |
| 25 | 30 |
Примечание - Отклонение от плоскостности листов толщиной от 12 до 50 мм устанавливается по согласованию изготовителя с потребителем. | ||
6.4.6.1 Отклонение от плоскостности холоднокатаных листов из сплава марки 05Х29Н32Т должно быть не более 10 мм на 1 метр длины.
6.4.7 Холоднокатаные и горячекатаные листы изготовляют термически обработанными и травлеными.
6.4.8 Листы толщиной до 20 мм включительно изготовляют с обрезной кромкой, свыше 20 мм - без обрезной кромки.
Листы толщиной свыше 20 мм с обрезной кромкой изготовляют по согласованию изготовителя с потребителем.
6.4.9 Макроструктура стали не должна иметь следов усадочной раковины, расслоений, инородных включений, трещин и пузырей и обеспечивается технологией изготовления.
В срезах листов не должно быть трещин-расщеплений и расслоений.
6.4.10 Механические свойства листового проката должны удовлетворять требованиям [14].
6.4.11 Качество поверхности горячекатаного листа должно соответствовать группе М3б-М4б для тонколистового проката по ГОСТ 5582 и для толстолистового проката по ГОСТ 7350.
Качество поверхности холоднокатаного листа должно соответствовать группе М2а-М4а по ГОСТ 5582.
Цвет поверхности горячекатаных и холоднокатаных листов после травления матовый с серым оттенком или темный.
6.4.12 Величина зерна должна находиться в пределах:
- 6-10 баллов - для листов толщиной не более 3,9 мм из сплава марки10Х20Н32ТЮ;
- не крупнее 5 баллов - для листов толщиной 4 мм и более из сплава марки 10Х20Н32ТЮ.
6.4.13 Листы толщиной не более 3,9 мм из сплавов марок 05Х20Н32Т и 10Х20Н32ТЮ должны выдерживать испытание на холодный изгиб на угол 180° до соприкосновения сторон без образования трещин, надрывов и расслоений.
6.5 Общие требования к сварке
6.5.1 Подготовка металла к сварке
6.5.1.1 Подлежащие сварке радиантные трубы, их элементы и коллекторы радиантных труб должны иметь сертификаты качества и отвечать требованиям настоящего стандарта, ТД [3], [4], [17], [18], [9], [10] - на центробежнолитые трубы; а также [5], [6], ГОСТ Р 53682, ГОСТ 977 - на фасонные отливки; [7] - на гнутые отводы; [8] - на штампосварные отводы; [12] - на трубную заготовку (поковки); ГОСТ 9940, ГОСТ 9941, ГОСТ 550 - на деформированные трубы; [14] - на листовой прокат; ГОСТ 33259 - на фланцы; ГОСТ 9940 - на бесшовные горячедеформированные трубы; ГОСТ 9941 - на бесшовные холодно- и теплодеформированные трубы.
Примечание - При определении терминов следует руководствоваться положениями ГОСТ 28548.
Общие технические требования к подготовке кромок, сборке и выполнению сварочных работ, а также контроль качества сварных соединений, которые не представлены в настоящем стандарте, должны соответствовать действующим ТД: [17]-[21].
6.5.1.2 В случае отсутствия заводских сертификатов материалы должны быть подвергнуты испытаниям, предусмотренным стандартами и ТУ.
6.5.1.3 Подлежащие сварке трубы, фасонные отливки, поковки и другие элементы должны иметь маркировку, позволяющую установить марку материала, номер плавки.
6.5.2 Сварочное оборудование
6.5.2.1 Применяемое сварочное оборудование должно быть аттестовано в соответствии с ГОСТ Р ИСО 17662 или с требованиями ТД [22].
6.5.2.2 Для выполнения сварки следует применять сварочное оборудование, позволяющее обеспечить заданные режимы и надежность работы в соответствии с требованиями настоящего стандарта.
6.5.2.3 Допускаются колебания напряжения питающей сети, к которой подключено сварочное оборудование, не более ±5% от номинального значения.
6.5.2.4 Сварочное оборудование должно быть снабжено контрольно-измерительными приборами (вольтметрами, амперметрами, приборами контроля расхода аргона и др.) и должно находиться в исправном состоянии.
Периодичность поверки приборов устанавливают согласно [23].
6.5.2.5 При выполнении круговых (кольцевых) швов для вращения изделий должны применяться сварочные манипуляторы, роликовые стенды и другое специальное оборудование, обеспечивающее необходимые скорости вращения.
6.5.2.6 С целью снижения деформаций свариваемых деталей рекомендуется применять специальные технические приспособления и оснастку (кондукторы и др.).
6.5.3 Подготовка кромок соединений под сварку
6.5.3.1 Подготовку кромок и сборку соединений под сварку следует проводить согласно требованиям настоящего стандарта, ПКД и ТД [17].
6.5.3.2 Подготовку кромок под сварку проводят механическим способом.
6.5.3.3 Форма разделки кромок должна соответствовать требованиям ПКД, а также ТД [9], [10].
6.5.3.4 Различие по внутреннему диаметру стыкуемых элементов ("труба + труба", "труба + фасонная отливка", "труба + гнутый отвод", "труба + штампосварной отвод" и "труба + фланец") не должно превышать 0,5 мм.
В случае превышения смещения кромок указанных значений необходимо проточить конец трубы с меньшим внутренним диаметром под углом от 12° до 15° в целях обеспечения плавного перехода в месте стыка. При этом толщина стенки после проточки не должна быть меньше расчетной.
6.5.3.5 Перед сборкой кромки, подлежащие сварке, и механически обработанные наружные и внутренние поверхности труб и фасонных отливок, гнутых отводов, фланцев на расстоянии не менее 20 мм (15 мм при сварке сплавов марок с микролегированием 45Х25Н35БСТ, 45Х35Н46БСТЦ, 10Х23Н34БСТЦ) от кромки должны быть зачищены, обезжирены и подвергнуты контролю. Контроль включает следующее: визуальный осмотр (невооруженным глазом или с помощью лупы от четырех- до шестикратного увеличения), капиллярный метод неразрушающего контроля (его разновидность - цветной метод) и радиографический контроль на длине не менее 20 мм (15 мм при сварке сплавов с микролегированием) на отсутствие дефектов, перечисленных в настоящем стандарте.
6.5.3.6 Дефекты, выявленные цветным методом неразрушающего контроля, допускается исправлять абразивным камнем с последующим контролем исправленных мест цветным методом. Зачистка при этом не должна выводить толщину стенки за пределы расчетного значения.
Исправление дефектов заваркой не допускается. Недопустимые дефекты, указанные в настоящем стандарте, выявленные при радиографическом контроле, устраняют путем вырезки участка трубы с дефектами.
6.5.4 Сборка и прихватка
6.5.4.1 Сборку подготовленных к сварке труб (труб с фланцами) проводят на специальном стенде, обеспечивающем соосность труб и вращение их в процессе сварки.
Сборку подготовленных к сварке труб с фасонными отливками (отводами, бобышками) также проводят на специальном стенде.
Сборку стыкуемых элементов следует проводить с использованием центровочных приспособлений, которые должны обеспечить требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка.
6.5.4.2 При сварке труб и фасонных отливок (отводов) запрещается крепление сборочных приспособлений сваркой.
6.5.4.3 Сборку стыкуемых элементов при аргонодуговой сварке следует проводить с зазором в стыке не более 1,5 мм или без зазора в зависимости от выполнения корневого шва - с присадкой или без присадки сварочной проволоки (см. 5.6.2.2).
6.5.4.4 Смещение кромок стыкуемых элементов в стыке должно быть не более 0,5 мм.
6.5.4.5 Прямолинейность и смещение кромок стыкуемых изделий проверяют металлической линейкой длиной 400 мм (ГОСТ 8026, ГОСТ 26877), прикладываемой в трех местах по окружности стыка. Зазор между концом линейки и трубой не должен превышать 1 мм.
6.5.4.6 Собранный под сварку стык должен быть прихвачен в трех местах, длина прихватки - от 15 до 20 мм.
Прихватку без присадки сварочной проволоки можно выполнять только при условии, если зазор в стыке не превышает 0,5 мм.
6.5.4.7 При выполнении корневого шва аргонодуговой сваркой с присадкой или без нее внутренняя полость свариваемых элементов в районе стыка длиной не более 200 мм закрывается разъемной вставкой-заглушкой с двух сторон и наполняется аргоном.
6.5.5 Сварочные материалы
6.5.5.1 Применяемые сварочные материалы должны удовлетворять требованиям ГОСТ Р ИСО 3834-1, ГОСТ Р ИСО 3834-2, ГОСТ Р ИСО 3834-3, ТД [13] или [24] и быть аттестованными в установленном порядке.
6.5.5.2 Применяемые сварочные материалы (электроды, сварочная проволока) должны соответствовать требованиям стандартов и ТУ на их поставку, что должно быть подтверждено сертификатом.
6.5.5.3 Сварочные материалы, поступающие на предприятие, до запуска в производство должны быть приняты ОТК.
При приемке сварочной проволоки проверяют:
- наличие свидетельства Национального Агентства Контроля Сварки (далее - НАКС) об аттестации сварочной проволоки;
- наличие сертификатов на поставленную сварочную проволоку и соответствие его данных требованиям ГОСТ 2246 и ТД [13];
- наличие бирок на мотках и соответствие их данных сертификатам;
- состояние поверхности сварочной проволоки и ее соответствие ТД [13].
Сварочная проволока должна быть чистой, не иметь следов графита, масла и других загрязнений.
В случае несоответствия данных сертификата данным бирки или отсутствия сертификата предприятие-потребитель должно провести анализ химического состава сварочной проволоки, а при необходимости - испытание наплавленного металла или металла шва согласно требованиям ГОСТ 2246.
При приемке электродов проверяют:
- наличие сертификатов на поставленную партию электродов;
- наличие ярлыков на упаковке и соответствие их данных указанным в сертификатах;
- соответствие качества электродов требованиям ГОСТ 9466 по предельным отклонениям длины, кривизны, состояния поверхности покрытия (вздутия, поры, наплывы, трещины, оголенность стержня и т.п.), а также эксцентриситету покрытия.
В случае несоответствия данных сертификата приведенным на ярлыке и в других обоснованных случаях предприятие-потребитель должно проводить контрольную проверку качества электродов согласно требованиям действующих стандартов.
При приемке защитного газа проверяют:
- наличие сертификата на поставленный защитный газ;
- наличие ярлыков на таре и соответствие их данных сертификатам;
- чистоту защитного газа по сертификатам.
Перед использованием каждого нового баллона следует проводить пробную наплавку валика длиной от 100 до 200 мм на пластину с последующим визуальным контролем на отсутствие недопустимых дефектов или на технологическое пятно путем расплавления пятна диаметром от 15 до 20 мм.
6.5.5.4 Сварочные электроды должны хранить в сухом отапливаемом помещении. Перед сваркой электроды следует просушить в сушильном шкафу при температуре от 200°С до 250°С в течение 1-1,5 ч.
6.5.5.5 При аргонодуговой сварке в качестве неплавящегося электрода применяют пруток диаметром от 2 до 3,5 мм из вольфрама по ГОСТ 23949, лантанированного или иттрированного вольфрама по ТД [25], [26].
6.5.5.6 В качестве защитного газа применяют аргон по ГОСТ 10157 высшего или первого сорта.
6.5.5.7 Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть следов коррозии, окалины, трещин, масел и других загрязнений.
6.5.5.8 Прокалку, очистку, упаковку, маркировку, хранение и выдачу сварочных материалов следует организовать таким образом, чтобы исключить возможность перепутывания различных марок и партий.
6.5.6 Квалификация сварщиков и специалистов
Руководители организации, производящей сварочные работы, должны обеспечивать подготовку и аттестацию работников сварочного производства. Подготовку и аттестацию специалистов (должностных лиц) в области промышленной безопасности следует проводить в объеме, соответствующем их должностным обязанностям. Обучение, проверку знаний и аттестацию работников, осуществляющих непосредственное руководство и выполнение сварочных работ, следует проводить в соответствии с [27] и [28].
6.5.6.1 К выполнению сварочных работ допускаются сварщики, которые выдержали практические испытания по программе предприятия-изготовителя, учитывающие особенности сварки конкретных марок сталей и сплавов.
К выполнению сварочных работ при изготовлении, ремонте и монтаже оборудования, подконтрольного Ростехнадзору, допускаются только сварщики уровня I, аттестованные по [28].
6.5.6.2 К руководству работами по сварке, контролю и разработке технологий сварки допускаются сотрудники со специальным техническим образованием, аттестованные согласно [28] в установленном порядке на знание норм и правил Ростехнадзора по нефтеперерабатывающему и нефтехимическому оборудованию (согласно перечню групп технических устройств производственных объектов: ОХНВП (пункты 1,8 - см. [29]) с уровнями II и III подготовки специалиста сварочного производства соответственно. К руководству сварочными работами допускаются также инженерно-технические работники, изучившие положения настоящего стандарта, технологические инструкции и другую действующую НТД по сварке конкретных сталей и сплавов.
Специалисты, осуществляющие руководство сварочными работами, должны обладать необходимыми знаниями и умениями, позволяющими организовывать и осуществлять разработку ТД на сварочные работы, руководство и контроль за выполнением процессов сварочного производства.
6.5.6.3 Аттестованные по ТД [28] специалисты допускаются к выполнению только тех видов деятельности, которые указаны в их аттестационных удостоверениях (способ сварки, марка стали и сплава, положение шва в пространстве и т.д.).
К прихватке и сварке (а также к сварке отдельных составляющих реакционных труб) допускаются только сварщики уровня I, аттестованные на конкретный способ сварки (например, на ручную аргонодуговую и ручную дуговую сварку) и на сварку конкретного материала [например, на сварку углеродистых и низколегированных конструкционных сталей перлитного класса (группа материала 1М01), из низколегированных теплоустойчивых хромомолибденовых сталей перлитного класса (группа материала 4М02), из высоколегированных сталей аустенитного класса (группа материала 9М11), из сплавов на железоникелевой основе (группа материалов 10М51) и др. - раздел "Трубчатые печи реакционные" [29]]. При этом сварщики должны иметь практический опыт по сварке этих материалов не менее одного года и квалификационный разряд не ниже 5-го.
Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путем выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объем контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД.
Для допуска сварщика к сварке производственных стыков труб он должен пройти соответствующую тренировку по сварке неповоротных стыков, а затем заварить один допускной (пробный) стык труб.
Конструкция, технология и условия сварки допускного стыка должны быть идентичны производственным стыкам.
Виды контроля допускных стыков: внешний осмотр и измерения, радиографический контроль, цветная дефектоскопия и механические испытания.
Оценку качества допускных сварных соединений выполняют в соответствии с требованиями настоящего стандарта.
При отсутствии дефектов в сварном соединении и получении требуемых механических свойств сварщик допускается к сварке производственных стыков.
6.5.7 Условия выполнения сварочных работ
Сварочные работы должны быть выполнены в соответствии с производственно-технологической документацией по сварке (далее - ПТД), включающей производственные инструкции и технологические карты по сварке, утвержденной техническим руководителем организации, производящей сварочные работы. В ПТД должны быть отражены все требования к применяемым сварочным технологиям, технике сварки, сварочным материалам и сварочному оборудованию, а также к контролю сварных соединений. Режимы сварки, последовательность операций, технические приемы, а также технологические особенности процесса сварки, обеспечивающие качество сварных соединений, должны быть приведены в технологических картах по сварке.
Перед началом сварочных работ руководитель сварочных работ обязан проверить выполнение всех подготовительных мероприятий и ознакомить исполнителей под их подпись с требованиями технологических карт по сварке.
6.5.7.1 Сварку следует производить по технологическим процессам, стандартам предприятия или производственным инструкциям, разработанным на основании чертежей, настоящего стандарта и другой технологической документации с учетом требований НТД на реакционное оборудование ([17], [18], [21] из соответствующих материалов).
Технология сварки, применяемая при изготовлении радиантных труб и коллекторов, должна пройти аттестацию в соответствии с ГОСТ Р ИСО 15607, ГОСТ Р ИСО 15609-1, ГОСТ Р ИСО 15610, ГОСТ Р ИСО 15611, ГОСТ Р ИСО 15612, ГОСТ Р ИСО 15613 или ТД [30] и должна быть аттестована в установленном порядке с выдачей свидетельства об аттестации технологии сварки.
6.5.7.2 Аттестацию технологии выполнения сварных соединений подразделяют на исследовательскую и производственную.
6.5.7.3 Исследовательскую аттестацию проводят специализированные организации при подготовке к внедрению новых технологий из сталей и сплавов, ранее не применяемых в отрасли, с целью определения характеристик сварных соединений, необходимых для расчетов при проектировании и для обеспечения безопасной эксплуатации изделий, подконтрольных Ростехнадзору.
6.5.7.4 Технологии сварки, регламентированные настоящим стандартом и ТД [21], считают прошедшими исследовательскую аттестацию.
6.5.7.5 Производственную аттестацию осуществляет каждое предприятие.
6.5.7.6 Сварочные работы при изготовлении реакционного оборудования должны быть выполнены в закрытых помещениях при температуре не ниже 0°С; для сплавов и теплоустойчивых сталей - не ниже 5°С.
Сварочные работы на открытых площадках разрешается проводить при температуре, указанной в нормативной и другой документации на изделия из соответствующих марок сталей и сплавов.
6.5.7.7 При выборе вида сварки следует предусматривать максимальное применение ее механизированных методов как наиболее экономичных.
6.5.7.8 Сварку реакционного оборудования следует проводить только после проведения контроля качества сборки.
6.5.7.9 Режимы сварки, предусмотренные настоящим стандартом, допускается уточнять применительно к конкретным производственным условиям, сварочному оборудованию и конструктивным особенностям изделий.
6.5.7.10 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнившего эти швы. Клейма наносят способом, обеспечивающим их сохранность на весь период эксплуатации изделия.
6.6 Рекомендуемые сварочные материалы для изготовления радиантных труб, их элементов и коллекторов радиантных труб
6.6.1 Змеевик печи пиролиза бензина установки производства этилена
6.6.1.1 Фрагмент змеевика приведен на рисунке 1.
|

1 - центробежнолитая труба из сплава марок 50Х25Н35С2Б по [9], 45Х35Н46БСТЦ по [9], [10]; 2, 4 - колено 180° - отливка из сплава марок 50Х25Н35С2БЛ, 45Х35Н46БСТЦЛ по [5], [6]; 3 - тройник - отливка из сплава марок 50Х25Н35С2БЛ, 45Х35Н46БСТЦЛ по [5], [6]; 5 - колено 180° - отливка из сплава марок 50Х25Н35С2БЛ, 45Х35Н46БСТЦЛ по [5], [6]; 6 - центробежнолитая труба из сплава марок 50Х25Н35С2Б по [9]; 45Х35Н46БСТЦ по [9], [10]; 7 - тройник - отливка из сплава марок 50Х25Н35С2БЛ, 45Х35Н46БСТЦЛ по [5], [6]; 8 - тройник - отливка из сплава марок 50Х25Н35С2БЛ, 45Х35Н46БСТЦЛ по [5], [6]
Рисунок 1 - Фрагмент змеевика печи пиролиза бензина
6.6.1.2 Для сварки труб, а также труб с фасонными отливками следует использовать сварочные материалы в соответствии с данными, приведенными в таблице 7.
Таблица 7 - Сварочные материалы
Номер позиции | Вариант сварки | Сварка | |
на рисунке 1 | корневого шва | последующих слоев | |
1*+1* | РАД; | РАД; | РАД; |
1**+1** | РАД; | РАД; | РАД; |
* 1, 6 - центробежнолитая труба из сплава 50Х25Н35С2Б; 2-5, 7 и 8 - отливка из сплава 50Х25Н35С2БЛ. | |||
6.6.2 Змеевик печи пиролиза этана установки производства этилена
6.6.2.1 Фрагмент змеевика представлен на рисунке 2.
|
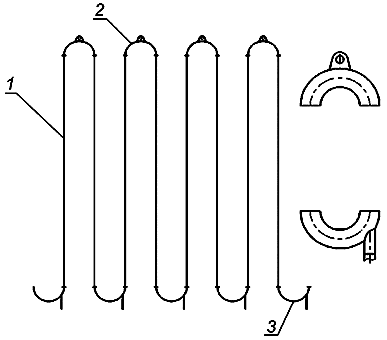
1 - центробежнолитая труба из стали марки 45Х25Н20С2 по [9]; 2 - отвод 180° с ушком - отливка из стали марки 45Х25Н20С2Л по [5], [6]; 3 - колено 180° - отливка из стали марки 45Х25Н20С2Л по [5], [6]
Рисунок 2 - Фрагмент змеевика печи пиролиза этана
6.6.2.2 Для сварки труб, а также труб с фасонными отливками следует использовать сварочные материалы в соответствии с данными, приведенными в таблице 8.
Таблица 8 - Сварочные материалы
Номер позиции | Вариант | Сварка | |
на рисунке 2 | сварки | корневого шва | последующих слоев |
1+1 | РАД; | РАД; | РАД; |
Примечание - Сварные швы трубных элементов, выполненные ручной электродуговой сваркой и работающие при температуре от 950°С до 1060°С, следует перекрывать (плакировать) высоконикелевыми электродами марки ОЗЛ-35 типа 10Х27Н70Г2ЮМ2 [31]. Для выполнения сварных соединений трубы конвективного змеевика из сталей марок 10Х23Н18, 10Х25Н20С и 20Х25Н20С с центробежнолитой трубой перекидочной части радиантного змеевика из стали марки 45Х25Н20С2 (температура стенки от 620°С до 700°С) использовать в качестве присадочного материала сварочную проволоку Св-10Х20Н68БЗГЗКТ* по [13]. | |||
6.6.3 Реакционная труба и коллектор печи установки производства аммиака
6.6.3.1 Фрагмент реакционной трубы и стояка с коллектором представлен на рисунке 3.
|
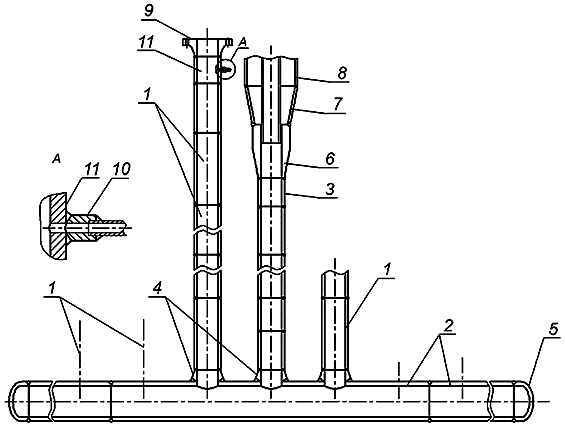
1 - центробежнолитая труба из стали марки 35Х24Н24Б по [9]; 2 - выходной коллектор - деформированная труба из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ по [11], 10Х23Н34БСТЦ по [9], [10]; 3 - стояк - центробежнолитая труба из сплава марки 50Х25Н35К15В5С по [9]; 4 - бобышка из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ - поковка по [12]; 5 - крышка (днище) из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ - поковка по [12], 10Х23Н34БСТЦЛ по [5]; 6 - конус из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ - лист по [14]; 7 - переходник из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ по [12]; 8 - обечайка из стали марки 12ХМ - лист 13 по ГОСТ 5520; 9 - фланец из стали марки 15ХМ - поковка по ГОСТ 25054 и ГОСТ 33259; 10 - бобышка из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ - поковка по [12]; 11 - деформированная труба из стали марок 15ХМ, 15Х5М, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н10Б, 12Х18Н10Б по ГОСТ 9940
Рисунок 3 - Фрагмент реакционной трубы и стояка с коллектором
6.6.3.2 Для сварки центробежнолитых и деформированных труб, а также труб с коваными и катаными элементами следует использовать сварочные материалы в соответствии с данными, приведенными в таблице 9.
Таблица 9 - Сварочные материалы
Номер | Вариант сварки | Сварочный материал | ||
позиции на рисунке 3 | корневого шва | последующих слоев | корневого шва | последующих слоев |
1+1 | РАД; | РАД; | Проволока | Проволока |
3+3 | РАД; | Сварочная проволока | Сварочная проволока | |
2+2 | РАД; | Сварочная проволока | Сварочная проволока | |
1+4 | ||||
1+11 | Сварочная проволока Св-10Х20Н68Б3Г3КТ по [13] | |||
9+11 | РД | РД | Электроды типа Э-09Х1М по ГОСТ 9467 марки ЦЛ-2ХМ или ТМЛ-1 | |
2+4 | РАД; | РАД; | Сварочная проволока СВ-10Х22Н45К15М9ТЮ по [13] | |
Примечания | ||||
6.6.4 Реакционная труба и ее элементы печи установки производства водорода
6.6.4.1 Эскиз реакционной трубы с элементами представлен на рисунке 4.
|
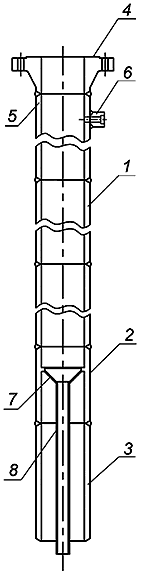
1 - центробежнолитая труба из сплава марки 45Х25Н35БСТЦ [9], [10]; 2 - центробежнолитая труба из сплава марки 10Х20Н33Б по [9]; 3 - деформированная труба из стали марки 15ГС по [32]; 4 - фланец из стали марки 10Х2М1А - поковка по [33]; 5 - центробежнолитая труба из сплава марки 45Х25Н35БСТЦ по [9], [10]; 6 - бобышка из стали марки 10Х2М1А - поковка по [33]; 7 - конус из сплава марок ХН32Т, 05Х20Н32Т - листовой прокат по ГОСТ 24982, [14]; 8 - труба из сплава марок ХН32Т, 05Х20Р32Т по [11]
Рисунок 4 - Реакционная труба и ее элементы
6.6.4.2 Для сварки реакционных труб и их элементов реакционной части печи следует использовать сварочные материалы в соответствии с данными, приведенными в таблице 10.
Таблица 10 - Сварочные материалы
Номер | Вариант сварки | Сварка | |
позиции на рисунке 4 | корневого шва | последующих слоев | |
1+1 | РАД; | РАД; | РАД; |
5+4 | РАД; | РАД; | РАД; |
5+6 | РАД; | РАД; | РАД; |
1+2 | РАД; | РАД; | РАД; |
2+3 | РАД; | РАД; | РАД; |
2+7 | РАД; | РАД; | РАД; |
7+8 | РАД; | РАД; | РАД; |
Примечания | |||
6.6.5 Реакционная труба печи установки производства метанола и тройник малого сборного коллектора
6.6.5.1 Эскиз реакционной трубы с элементами представлен на рисунке 5.
|
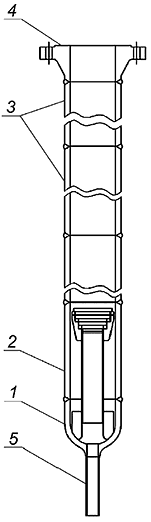
1 - сферическое донышко:
- сплав марки 10Х20Н33БЛ - отливка по [5], [6];
- сплав марок 05Х20Н32Т, 10Х20Н32ТЮ - поковка по [12];
- сплав марки 15Х25Н37Б по [9];
2, 3 - центробежнолитая труба из сплава марок 45Х25Н35БС по [9], 45Х25Н35БСТЦ по [9], [10]; 4 - фланец - поковка из стали марки 15ХМ по ГОСТ 25054; 5 - газоотводящая трубка из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ по [11], центробежнолитая труба из сплава марки 15Х25Н37Б по [9]
Рисунок 5 - Реакционная труба печи установки производства метанола
6.6.5.2 Для сварки труб и их элементов при изготовлении реакционной части трубчатой печи следует использовать сварочные материалы в соответствии с данными, приведенными в таблице 11.
Таблица 11 - Сварочные материалы
Номер | Вариант сварки | Сварочный материал | ||
позиции на рисунке 5 | корневого шва | последующих слоев | корневого шва | последующих слоев |
1+2 | РАД; | РАД; | Сварочная проволока Св-10Х22Н45К15М9ТЮ по [13] | Сварочная проволока Св-10Х22Н45К15М9ТЮ по [13] |
2+3 | РАД; | РАД; | Сварочная проволока | Сварочная проволока |
3+4 | РАД; | РАД; | Сварочная проволока Св-10Х22Н45К15М9ТЮ по [13] | Сварочная проволока Св-10Х22Н45К15М9ТЮ по [13] |
* Сварочную проволоку используют при сварке труб из сплава марки 45Х25Н35БС. | ||||
6.6.5.3 Эскиз тройника малого сборного коллектора представлен на рисунке 6.
|
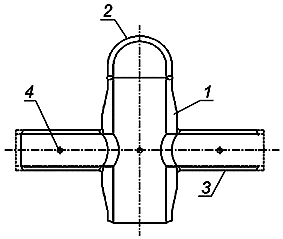
1 - труба:
- центробежнолитая из сплава марок 10Х20Н33Б по [9], 10Х23Н34БСТЦ по [9], [10];
- деформированная из сплава марок 05Х20Р32Т, 10Х20Н32ТЮ по [11];
2 - колпак из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ по [12], 10Х23Н34БСТЦЛ - отливка по [5], [6];
3 - штуцер:
- центробежнолитая труба из сплава марок 10Х20Н33Б по [9], 10Х23Н34БСТЦ по [9], [10];
- деформированная труба из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ по [11];
4 - бобышка из сплава марок 05Х20Н32Т, 10Х20Н32ТЮ по [12]
Рисунок 6 - Эскиз тройника малого сборного коллектора
6.6.5.4 При сварке тройника малого сборного коллектора следует использовать сварочные материалы в соответствии с данными, приведенными в таблице 12.
Таблица 12 - Сварочные материалы
N позиции на | Способ сварки и сварочные материалы | |
рисунке 6 | для сварки корневого шва | для сварки последующих слоев |
1+2 | РАД; | РАД; |
Примечание - В технически обоснованных случаях, подтвержденных прочностными расчетами, допускается применение других основных и сварочных материалов. | ||
6.6.6 Реакционный змеевик печи установки производства сероуглерода
6.6.6.1 Фрагмент реакционного змеевика представлен на рисунке 7.
|
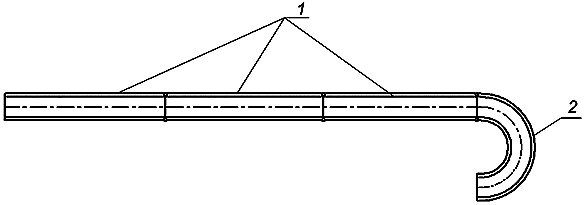
1 - труба:
- центробежнолитая из стали марки 20Х25Н20С по [9];
- деформированная из стали марки 20Х25Н20С по [11]; 2 - отвод 180°:
- литой из стали марки 20Х25Н20СЛ по [5], [6];
- гнутый из стали марки 20Х25Н20СЛ по [7];
- штампосварной из стали марки 20Х25Н20С по [8]
Рисунок 7 - Фрагмент реакционного змеевика печи
6.6.6.2 При сварке центробежнолитых труб и этих труб с отливками (отводами) применительно к изготовлению змеевиков печи установки получения сероуглерода следует использовать материалы в соответствии с данными, приведенными в таблице 13.
Таблица 13 - Сварочные материалы
N позиции на | Способ сварки и сварочные материалы | |
рисунке 7 | для сварки корневого шва | для сварки последующих слоев |
1+1 | РАД; | РАД; |
Примечание - В технически обоснованных случаях, подтвержденных прочностными расчетами, допускается применение других основных и сварочных материалов. | ||
6.6.7 Композиция из стали марки 45Х25Н20С(С2)(Л) со сталями марок 08Х18Н10Т, 12Х18Н10Т, 05Х20Н32Т и 10Х20Н32ТЮ сваривается сварочной проволокой Св-10Х20Н68БЗГ3КТ* по [13] при расчетной температуре стенки не выше 790°С. При расчетной температуре стенки свыше 790°С следует использовать сварочную проволоку Св-10Х22Н45К15М9ТЮ по [13]. Композиция из стали марки 45Х25Н20С(С2)(Л) со сталью марки 10Х20Н33Б(Л) сваривается сварочной проволокой Св-10Х20Н33Б по [13].
_______________
* Текст документа соответствует оригиналу. - .
Комбинация из стали марки 45Х25Н20С2(Л) со сплавом марки 50Х25Н35С2Б(Л) (температура стенки от 820°С до 980°С) сваривается сварочной проволокой Св-50Х25Н35С2Б (с повышенным сопротивлением науглероживанию) по [13].
Композиция из стали марки 45Х25Н20С2(Л) со сталью марки 45Х25Н20С2(Л) сваривается сварочной проволокой Св-45Х25Н20С2 по [13].
Композиция из сплава марки 50Х25Н35С2Б(Л) со сплавом марки 50Х25Н35С2Б(Л) сваривается сварочной проволокой Св-50Х25Н35С2Б по [13].
6.6.8 Композиция из стали марки 45Х25Н20С(С2) со сталями марок 20, 12ХМ, 15ХМ, 15Х5М, 10Х2М1А сваривается (с подогревом со стороны изделий из углеродистой и теплоустойчивой стали) сварочной проволокой Св-10Х20Н68БЗГЗКТ* по [13]. Режимы подогрева должны соответствовать требованиям инструкций на сварку.
_______________
* Текст документа соответствует оригиналу. - .
6.6.9 Композиция сплава марки 10Х20Н33БЛ со сплавом марки 45Х28Н49В5С сваривается сварочной проволокой Св-10Х20Н33Б по [13]. Композиция сплава марки 45Х28Н49В5С со сплавом марки 45Х25Н35БС сваривается сварочной проволокой Св-45Х25Н35БС по [13].
6.6.10 Сварка элементов радиантных труб из стали марки 35Х24Н24Б (печь парового риформинга и ряд установок производства метанола) производится сварочной проволокой Св-35Х24Н24Б или электродами марки ОЗЛ-38.
6.6.11 Композиция сплава марки ХН78Т со сталью марки 08Х18Н12Б (печь пиролиза дихлорэтана) сваривается электродами марки ОЗЛ-25Б.
6.6.12 Сварка элементов радиантных труб и коллекторов из конструкционных низколегированных и теплоустойчивых сталей производится в соответствии с требованиями [34]-[36].
6.7 Сварка
Сварка радиантных труб, их элементов и коллекторов радиантных труб должна быть выполнена в соответствии с положениями настоящего стандарта и ТД, утвержденной в установленном порядке.
6.7.1 Специальные требования
6.7.1.1 При подготовке к сварке сталей и сплавов аустенитного класса кроме общих положений (см. 6.5) должны быть учтены специальные требования, изложенные в настоящем подразделе.
6.7.1.2 Требования к испытаниям на сопротивляемость образованию трещин в сварных соединениях
Сварочная проволока каждой партии должна быть проконтролирована на стойкость к образованию горячих трещин при сварке.
Требования к испытаниям на сопротивляемость образованию горячих трещин в сварных соединениях должны соответствовать ГОСТ Р ИСО 17641-1, ГОСТ Р ИСО 17641-2 и ГОСТ Р 54790.
Металл сварного шва и зоны термического влияния сварки аустенитных сплавов на никелевой основе чувствителен к воздействию окружающей атмосферы (в том числе влажности), масел и прочих загрязнений, которые приводят к образованию горячих трещин и пор. Для предотвращения образования горячих трещин требуется организация сварочных работ.
При разработке технологии сварки аустенитных сталей (или сплавов) на никелевой основе необходимо учитывать:
- технологические особенности сварного соединения (требования к подогреву при сварке, термообработке и пр.);
- возможность образования дефектов, особенно холодных и горячих трещин, специфичных для каждого свариваемого сплава;
- возможность образования горячих трещин при отсутствии зазора между свариваемыми кромками стыковых соединений для обеспечения свободной усадки металла;
- необходимость и достаточность обеспечения механических свойств сварного соединения в соединениях сплавов разной толщины не ниже, чем у сплава, обладающего меньшими показателями указанных свойств.
Сварочная проволока каждой партии должна быть проконтролирована на стойкость к образованию холодных трещин при сварке.
Требования к испытаниям на сопротивляемость образованию холодных трещин в сварных соединениях должны соответствовать ГОСТ Р ИСО 17642-1, ГОСТ Р ИСО 17642-2 и ГОСТ Р 56143.
Сварочные материалы, предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости к МКК, перед использованием должны быть подвергнуты испытаниям на склонность к МКК по ГОСТ 6032. Испытание сварочных материалов на склонность к МКК допускается совмещать с испытанием на склонность к МКК сварных соединений, для сварки которых они предназначены.
6.7.1.3 Каждая партия электродов независимо от наличия сертификата подвергается контрольным испытаниям для определения технологических свойств, а также склонности к образованию трещин по ГОСТ 9466.
Результаты контроля технологических свойств должны удовлетворять требованиям ГОСТ 9466.
6.7.1.4 Резка изделий из сталей и сплавов аустенитного класса, а также обработка кромок под сварку должны быть выполнены механическими способами.
В случае применения термической (пламенной) резки на кромках должен быть удален механическим способом слой металла до полного устранения всех неровностей, цветов побежалости и возможных горячих трещин.
6.7.1.5 Для предотвращения дефектов при сварке в защитных газах и возможного снижения коррозионной стойкости металла шва сварочную проволоку перед использованием необходимо обезжирить ацетоном высшего сорта (ГОСТ 2768).
6.7.1.6 Для уменьшения перегрева, обеспечения коррозионной стойкости и оптимальных механических свойств сварку соединений небольшой толщины (менее 8 мм) необходимо вести при максимально возможной скорости.
6.7.1.7 При многослойной сварке каждый проход выполняют после охлаждения предыдущего до температуры ниже 100°С и тщательной зачистки (абразивным камнем или металлическими щетками из нержавеющей стали).
6.7.1.8 Для предотвращения горячих трещин в сварных соединениях (толщиной 10 мм и более) сталей и сплавов с аустенитной структурой рекомендуется следующее:
- аргонодуговую сварку и ручную дуговую как плавящимся, так и неплавящимся электродом выполнять при минимальной длине дуги, без поперечных колебаний усиленными валиками;
- автоматическую сварку осуществляют на пониженных скоростях с минимальным числом проходов;
- кратеры швов тщательно заплавлены до получения выпуклого мениска или вышлифованы при запрете выводить кратеры на основной металл;
- в случае вынужденного обрыва дуги до ее повторного возбуждения необходимо убедиться в отсутствии горячей кратерной трещины, при наличии трещины кратер удалить механическим способом;
- сварщики, допущенные к сварке сталей и сплавов аустенитного класса, должны быть обучены приемам борьбы с горячими трещинами.
6.7.2 Технология сварки
Режим сварки должен обеспечить оптимальные значения темпа деформаций, скорости охлаждения и погонной энергии сварки для получения благоприятной структуры и сопротивления образованию трещин.
6.7.2.1 Сварка стыкуемых элементов должна быть выполнена под руководством специалиста аттестованными сварщиками, имеющими опыт аргоно-дуговой сварки труб (отливок, поковок) из аустенитных сталей и сплавов. Сварщики должны пройти специальное обучение по отработке технологии сварки центробежнолитых и деформированных труб с фасонными отливками, отводами, фланцами с полным проплавлением корневого шва.
Перед изготовлением сварных радиантных труб предприятие обязано выполнить производственную аттестацию технологии сварки в соответствии с [29].
6.7.2.2 При выполнении корневого шва и отсутствии зазора в стыке или при зазоре не более 0,5 мм аргоно-дуговая сварка должна быть осуществлена без подачи проволоки, а при наличии зазора от 0,5 до 1,5 мм - с подачей проволоки.
6.7.2.3 Зажигание и гашение дуги должны быть выполнены или на кромке трубы, или на уже наложенном шве на расстоянии от 20 до 25 мм от конца шва. Зажигание дуги на поверхности трубы не допускается.
6.7.2.4 Рекомендуемый расход аргона в горелке - от 8 до 10 л/мин, на поддув во внутреннюю полость трубы - от 5 до 7 л/мин.
6.7.2.5 Для защиты сварочной ванны корневого слоя при аргоно-дуговой сварке следует устанавливать заглушки с подачей инертного газа внутрь полости. Подачу аргона во внутреннюю полость трубы необходимо начинать не менее чем за 2-2,5 мин до начала сварки.
6.7.2.6 Подача аргона в горелку должна быть прекращена через 5-8 с после обрыва дуги, и в течение этого времени струю аргона следует направлять в кратер для защиты металла от окисления.
6.7.2.7 Поверхность корневого шва со стороны внутренней поверхности трубы (отливки) должна быть ровной с усилением (1±0,5 мм) и с плавным переходом к основному металлу, что следует проверять с помощью эндоскопа.
В случае превышения указанного усиления сварной шов подвергают шлифовке с внутренней стороны. При этом не допускается повреждение внутренней стороны трубы (отливки).
6.7.2.8 Во избежание прожога металла корневого шва второй слой рекомендуется выполнять с подачей присадки.
6.7.2.9 Аргоно-дуговую сварку осуществляют на возможно короткой дуге узкими валиками при силе тока от 80 до 100 А. Ручную дуговую сварку выполняют электродами диаметром 3 мм при силе тока от 80 до 90 А или электродами диаметром 4 мм при силе тока от 100 до 120 А. Перед гашением дуги сварщик должен заварить кратер и вывести место обрыва дуги на шов на 8-10 мм против направления сварки. Последующее зажигание дуги осуществляют на металле шва на расстоянии от 12 до 15 мм от кратера. Вывод кратера и зажигание дуги на основном металле труб (отливок) не допускаются.
6.7.2.10 После наложения каждого слоя (валика) проводят визуальный осмотр шва на отсутствие дефектов. Дефектные участки шва должны быть удалены механическим способом и заварены вновь.
Поверхность каждого наплавленного валика перед наложением последующего слоя следует зачищать механическим способом (абразивным кругом или щетками из нержавеющей стали) и обезжирить. Каждый технологический слой, особенно кратер, необходимо проконтролировать на предмет обнаружения горячих трещин. Сварку сталей и сплавов, проявляющих склонность к образованию горячих трещин (в том числе коррозионно-стойких сплавов на никелевой основе), следует осуществлять на режимах с ограничением погонной энергии.
Для исключения трещин в кратерах необходимо обеспечить их полное заполнение с образованием выпуклой поверхности.
6.7.2.11 При сварке высоколегированных аустенитных сталей и сплавов на железоникелевой основе следует ограничивать температуру свариваемой поверхности стыка. Сварку последующего слоя шва выполняют после охлаждения предыдущего слоя ниже 100°С. При сварке теплоустойчивых сталей руководствоваться инструкциями предприятия-изготовителя, согласованными с независимыми экспертными материаловедческими организациями.
6.7.2.12 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполняющего эти швы.
6.7.2.13 Клеймо на деформированных трубах (изготовленных из стали марки 20Х25Н20С и сплавов марок 05Х20Н32Т, 10Х20Н32ТЮ и др.) наносят на расстоянии от 20 до 50 мм от шва, глубина клеймения - не более 0,5 мм.
6.7.2.14 Клеймо на центробежнолитых трубах наносят на наплавленную и зашлифованную площадку диаметром от 10 до 12 мм, расположенную в околошовной зоне на расстоянии от 30 до 50 мм от шва.
6.7.2.15 Допускается обозначение клейм сварщиков приводить на схеме трубы, приложенной к паспорту.
6.7.3 Требования к качеству сварных соединений
Требования к качеству сварных соединений радиантных труб, их элементов и коллекторов радиантных труб должны соответствовать положениям настоящего стандарта и НТД, утвержденных в установленном порядке.
6.7.3.1 Сварные соединения труб (центробежнолитых, деформированных), бобышек, фланцев, фасонных отливок, гнутых и штампосварных отводов должны быть выполнены с полным проплавлением по всему периметру стыка.
6.7.3.2 Усиление корневого шва с внутренней стороны должно быть в пределах от 0,5 до 1,5 мм, местная "утяжка" (ослабление) шва - не более 0,5 мм.
Усиление шва с наружной стороны свариваемых элементов должно быть в пределах (1,5±1,0) мм.
6.7.3.3 В сварных соединениях не допускаются следующие внешние дефекты:
- трещины всех видов и направлений;
- свищи и пористость;
- подрезы, наплывы, прожоги и незаплавленные кратеры;
- смещение и совместный увод кромок свыше норм, предусмотренных настоящим стандартом и НТД, утвержденных в установленном порядке;
- несоответствие формы и размеров швов требованиям чертежа, проекта и настоящего стандарта.
6.7.3.4 В сварных соединениях не допускаются следующие внутренние дефекты:
а) трещины и микротрещины всех видов и направлений;
б) непровары швов, провисание корня шва;
в) свищи, поры в виде сплошной сетки;
г) единичные шлаковые и газовые включения шириной (диаметром) свыше 10% от толщины стенки, длиной более 0,25·S (S - толщина стенки), количество дефектов допускаемых размеров должно быть не более 5 шт. на стык;
д) цепочки пор и шлаковых включений, имеющих суммарную длину дефектов более толщины стенки на участке шва, равном десятикратной толщине стенки, а также отдельные дефекты с размерами, превышающими указанные в перечислении г) настоящего подпункта;
е) скопление газовых пор и шлаковых включений на отдельных участках шва свыше 5 шт. на 1 см площади шва; при этом максимальный линейный размер отдельного дефекта по наибольшей протяженности не должен превышать 1,5 мм, а сумма их линейных размеров в стыке - 3 мм.
6.7.3.5 Предел прочности сварных соединений центробежнолитых труб должен быть не ниже фактического предела прочности основного металла труб.
6.7.4 Контроль качества сварных соединений
Контроль качества сварных соединений радиантных труб, их элементов и коллекторов радиантных труб должен быть выполнен в соответствии с положениями настоящего стандарта и НТД, утвержденной в установленном порядке.
6.7.4.1 Контроль качества сварных соединений элементов проводят следующими методами:
- пооперационным контролем;
- визуально-измерительным контролем (ВИК);
- цветным методом неразрушающего контроля (НК);
- механическими испытаниями, в том числе испытаниями на длительную прочность;
- испытаниями на межкристаллитную коррозию (по требованию ТД на изделие);
- радиографическим контролем;
- металлографическими исследованиями (по требованию ТД на изделие);
- гидроиспытанием.
6.7.4.2 Требования к оценке качества контрольных сварных соединений должны соответствовать данным, приведенным в таблице 12*.
___________________
* Текст документа соответствует оригиналу. - .
Таблица 14 - Требования по контролю контрольных сварных соединений
Характеристика испытаний | Метод контроля | Объем контроля | Нормативная документация (НД) по методике контроля | НД по оценке качества |
Обязательные испытания | Визуальный (внешний осмотр) | 100% | [37] | [17], [18], [42] |
Измерительный | 100% | [37] | ||
Радиографический | 100% | ГОСТ 7512, [38], [39] | ||
Капиллярный (цветной метод НК) | 100% | ГОСТ 18442 | ||
Растяжение и изгиб (механические испытания) | Четыре образца (два - на статическое растяжение; два - на статический изгиб) | ГОСТ 6996, [40] | ||
Испытания на МКК | При наличии соответствующего требования в технических условиях на изделие или в чертежах | ГОСТ 6032 | ||
Металлография | Три образца | [41] | ||
Стилоскопирование | 100% | [42] | ||
Дополнительные испытания | Испытание на длительную прочность (периодический контроль - не реже одного раза в три года) | По три образца на три напряжения при расчетной температуре стенки свариваемых элементов | ГОСТ 10145 | |
Испытания на сопротивляемость образованию горячих трещин | Три образца | ГОСТ Р ИСО 17641-1, ГОСТ Р ИСО 17641-2, ГОСТ Р 54790 | ||
Испытания на сопротивляемость образованию холодных трещин | Три образца | ГОСТ Р ИСО 17642-1, ГОСТ Р ИСО 17642-2, ГОСТ Р 56143 |
6.7.4.3 Результаты контрольных испытаний сварных соединений должны быть занесены в паспорт. Протоколы и заключения по результатам контрольных испытаний сварных соединений должны быть приложены в паспорт.
6.7.4.4 Пооперационный контроль
В процессе пооперационного контроля проверяют:
- соответствие состояния и качества свариваемых элементов и сварочных материалов требованиям действующих стандартов и ТУ;
- соответствие качества подготовки кромок и сборки под сварку требованиям технологических указаний, разработанных в установленном порядке;
- соблюдение технологического процесса сварки.
6.7.4.5 Внешний осмотр и измерение
Внешнему осмотру и измерению подлежат все сварные соединения (доступные к осмотру и измерению) по всей протяженности с наружной и внутренней (с помощью эндоскопа) сторон.
Внешний осмотр следует проводить в соответствии с требованиями ГОСТ 3242.
Обнаруженные в процессе осмотра или измерения недопустимые дефекты должны быть устранены.
6.7.4.6 Цветной метод неразрушающего контроля
Цветной метод НК (цветная дефектоскопия) относится к капиллярным методам и предназначен для выявления дефектов типа несплошностей, выходящих на поверхность.
Цветной метод НК должен быть применен согласно [15].
Сварные соединения элементов подлежат 100%-ному цветному методу контроля.
Цветному методу НК подлежат поверхности корневого и последнего слоев по всей протяженности каждого стыка.
Необходимый класс чувствительности контроля цветным методом по ГОСТ 18442 обеспечен применением соответствующих дефектоскопических материалов при выполнении требований [15].
Поверхность, подлежащая контролю цветным методом, должна быть очищена от металлических брызг, нагара, окалины, шлака, ржавчины, различных органических веществ (масел и т.п.) и других загрязнений.
При наличии металлических брызг, нагара, окалины, шлака, ржавчины и других загрязнений поверхность подлежит механической зачистке.
Очистку поверхности от воды, жировых и от прочих органических загрязнений необходимо проводить в соответствии с требованиями [15].
Шероховатость контролируемой поверхности должна соответствовать требованиям приложения А [15] (категория 1, класс II).
Поверхность, подлежащая контролю цветным методом, должна быть принята службой ОТК по результатам визуального контроля.
Контроль цветным методом должен быть выполнен специалистами, прошедшими теоретическую и практическую подготовку, аттестованными в установленном порядке и имеющими соответствующие удостоверения.
Оценку качества поверхности по результатам контроля цветным методом необходимо проводить по форме и размеру рисунка индикаторного следа в соответствии с [15] (таблица 2, класс дефектности 2).
Обнаруженные при контроле цветным методом недопустимые дефекты должны быть устранены.
6.7.4.7 Механические испытания
Проверку механических свойств сварных соединений центробежнолитых (деформированных) труб с фасонными отливками, отводами, фланцами осуществляют на образцах, изготовленных из контрольных стыков по ГОСТ 6996 и [39].
Порядок выполнения сварных контрольных соединений и проверка их на отсутствие недопустимых дефектов должны соответствовать требованиям НТД на контролируемое изделие.
Сварку контрольных соединений проводят одновременно со сваркой изделия каждым сварщиком с применением тех же основных и присадочных материалов, тех же методов и режимов сварки, которые используются при сварке изделия.
Сварку контрольных соединений проводят для каждой партии основного металла, сварочной проволоки и электродов. Количество сварных соединений должно быть не менее 1% (но не менее одного) от общего числа сваренных каждым сварщиком однотипных сварных соединений.
При выполнении испытаний по определению характеристик механических свойств контрольных сварных соединений на отдельных образцах вырезка заготовок для изготовления образцов должна быть проведена в соответствии со схемами, установленными производственными инструкциями по сварке и контролю сварных соединений (в зависимости от специфики сварных соединений и положений сварки на различных участках шва).
Из каждого контрольного сварного соединения должны быть вырезаны четыре образца для испытания на статическое растяжение (два образца) и на статический изгиб (два образца) в соответствии с требованиями ГОСТ 6996. Испытания на статический изгиб образцов из конкретных марок сталей и сплавов проводят согласно требованиям ПКД.
Временное сопротивление разрыву сварных соединений должно быть не ниже фактического временного сопротивления разрыву основного металла. Общий результат испытаний считается неудовлетворительным, если как минимум один из образцов показал результат, отличающийся от установленных норм (в сторону снижения): по временному сопротивлению разрыву - более чем на 10%.
Указанные положения сохраняют силу и в том случае, когда среднее арифметическое результатов испытаний соответствует нормативным показателям.
Показатели характеристик механических свойств сварных соединений элементов из сталей разнородных марок должны удовлетворять требованиям к однородным сварным соединениям тех же элементов (из стали соответствующих марок) с более низкими нормативными показателями характеристик механических свойств.
При получении неудовлетворительных результатов по механическим испытаниям необходимо проведение повторных испытаний на образцах, вырезанных из того же контрольного стыка. При этом принимается удвоенное количество образцов.
В случае невозможности вырезки требуемого количества образцов из тех же контрольных соединений повторные механические испытания (в удвоенном объеме) должны быть проведены на выполненных производственных стыках, вырезаемых непосредственно из контролируемых изделий.
Если при повторном испытании как минимум на одном из образцов получены результаты, не отвечающие установленным нормам, то общий результат механических испытаний считается неудовлетворительным.
При получении неудовлетворительного результата после повторного испытания швы считаются неудовлетворительными.
Периодически, не реже чем один раз в три года, проводят контрольную проверку соблюдения технологии изготовления труб и контрольные испытания на длительную прочность сварных соединений.
6.7.4.8 Испытания на межкристаллитную коррозию
Испытание сварных соединений на стойкость к МКК следует проводить при входном контроле сварочных материалов при наличии соответствующего требования в ТУ на изделие или в чертежах.
Стойкость сварных соединений к МКК оценивают на образцах, вырезанных из наплавленного металла или сварных соединений. Форма, размеры и количество образцов должны соответствовать требованиям ГОСТ 6032. При изготовлении образцов основной слой должен быть полностью удален. Метод испытания должен быть указан в техническом проекте или в чертеже.
6.7.4.9 Радиографический контроль (РГК)
Сварные соединения элементов подлежат 100%-ному РГК.
РГК сварных соединений следует проводить в соответствии с ГОСТ 7512 и [38].
Кольцевые сварные соединения следует контролировать по схемам согласно [38] (рисунок 2).
К проведению радиографического контроля допускаются специалисты, прошедшие теоретическое и практическое обучение по специальной программе, согласованной и утвержденной в установленном порядке, сдавшие экзамен и получившие удостоверения о допуске их к соответствующему виду контроля сварных соединений.
Программа обучения дефектоскопистов должна включать раздел по технике безопасности и производственной санитарии.
Радиографический контроль проводят с целью выявления в сварном соединении трещин, непроваров, пор, металлических и неметаллических включений.
При невозможности визуального контроля сварного соединения радиографический контроль может быть применен и для выявления внешних дефектов: вогнутости корня, превышения проплава, подреза, прожога, утяжин и т.д.
При радиографическом контроле не обеспечивается выявление следующих дефектов:
- пор и включений с диаметром поперечного сечения менее удвоенной чувствительности контроля;
- непроваров и трещин глубиной менее удвоенной чувствительности контроля;
- непроваров и трещин, плоскость раскрытия которых не совпадает с направлением просвечивания;
- металлических и неметаллических включений с коэффициентом ослабления излучения, близким к коэффициенту ослабления основного металла сварного соединения;
- любых дефектов, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов толщин свариваемых элементов.
Для определения чувствительности радиографического контроля следует применять канавочные и проволочные эталоны чувствительности по ГОСТ 7512.
Гаммаграфический метод контроля следует осуществлять в случае невозможности или технической трудности применения рентгенографического метода и для контроля изделий в монтажных условиях.
РГК проводят после устранения обнаруженных при внешнем осмотре дефектов.
Околошовная зона, зачищенная от окалины, шлака, брызг расплавленного металла и других загрязнений, должна иметь ширину не менее 20 мм (15 мм при сварке сплавов с микролегированием).
Расшифровке подлежат радиографические снимки, полностью высушенные, не имеющие на поверхности царапин, загрязнений, пятен, отпечатков пальцев, подтеков, белого налета, следов электроразрядов и других дефектов, затрудняющих расшифровку снимков.
К работам по расшифровке радиографических снимков и выдаче по ним заключений о качестве сварных соединений допускаются специалисты и дефектоскописты соответствующего уровня квалификации, в удостоверении которых должна быть соответствующая отметка.
Если в процессе радиографического контроля будут получены неудовлетворительные результаты (выявлены недопустимые дефекты, указанные в 6.7.3.3, 6.7.3.4), швы считаются непригодными.
6.7.4.10 Металлографические исследования
С целью выявления возможных внутренних дефектов (трещин, непроваров, пор и др.) сварные соединения подвергают металлографическому исследованию, состоящему из макро- и микроструктурного анализа.
Металлографическое исследование проводят по [41] в качестве арбитражного при контроле качества сварных соединений радиографическим методом.
Для проведения металлографических исследований из контрольных сварных соединений должно быть вырезано три образца.
Макро- и микроструктурный анализы должны быть проведены последовательно на одном и том же образце (шлифе).
Контролируемая поверхность макрошлифа должна включать сечение шва, зону термического влияния с прилегающими к ней участками основного металла, не находившимися под термическим воздействием сварки.
Макроструктурный анализ проводят на макрошлифах невооруженным глазом или с помощью лупы до тридцатикратного увеличения, бинокулярного стереомикроскопа МБС-2 или других микроскопов с параметрами не хуже, чем у указанного.
С помощью макроанализа выявляют следующее: возможные внутренние дефекты сварных соединений - трещины всех видов и направлений; непровары и несплавления, расположенные в сечении сварного соединения; свищи и поры; шлаковые и другие включения; подрезы, наплывы, провисание и незаплавленные кратеры; смещение и совместный увод кромок свариваемых элементов.
Исследование микрошлифа проводят с помощью металлографических инвертированных микроскопов МИМ-7, МИМ-8 (или других металлографических микроскопов с параметрами не хуже, чем у указанных) при стократном, четырехсоткратном увеличении и выше.
С помощью микроанализа выявляют следующее: возможные внутренние дефекты сварных соединений; микротрещины всех видов и направлений, непровары или несплавления, расположенные в сечении сварного соединения между отдельными валиками или основным металлом и металлом шва; свищи и поры; шлаковые и другие неметаллические включения.
Если получены неоднозначно трактуемые результаты металлографического исследования, то допускается повторное испытание на удвоенном количестве образцов, вырезанных из того же контрольного стыка или сварного соединения сборочной единицы или детали. В случае неудовлетворительных результатов при повторном металлографическом исследовании швы считаются непригодными.
6.7.4.11 Гидравлические испытания сварных соединений
Сваренные изделия ("труба + труба", "труба + фланец", "труба + бобышка", "труба + фасонное литье", "труба + гнутый отвод", "труба + штампосварной отвод" и их комбинации) подлежат гидравлическому испытанию в соответствии с требованиями ПКД, а также ТД [43]. Пробное давление выдерживают в течение 10 мин (испытание на прочность), после чего снижают до расчетного давления, при котором проводят тщательный осмотр сварных швов (испытание на герметичность).
По окончании осмотра давление вновь повышают до пробного и выдерживают еще 5 мин, после чего повторно снижают до расчетного и вторично осматривают трубу.
Продолжительность испытания на прочность и герметичность определена временем осмотра трубы.
Результаты гидравлического испытания на прочность и герметичность признаются удовлетворительными, если во время испытания не произошло разрывов, видимых деформаций, падения давления по манометру, а в основном металле и сварных швах не обнаружены течи и запотевания.
Если при испытании будут обнаружены:
- падение давления по манометру;
- пропуски испытательной среды (течь, потение, пузырьки воздуха или газа);
- признаки разрыва;
- остаточные деформации,
то дефектные сварные соединения удаляются, свариваются вновь и подлежат повторному контролю.
В случае отрицательного результата повторного контроля общий результат считается неудовлетворительным.
6.7.4.12 Стилоскопирование
Для установления соответствия типа использованной стали (сплава) и сварочных материалов чертежам, проекту, отраслевым стандартам и требованиям настоящего стандарта необходимо определение химического состава составляющих элементов реакционных труб и коллекторов и сварных соединений методом стилоскопирования.
При этом допускается использование стационарных и переносных стилоскопов.
Стилоскопирование металла составляющих реакционных труб (и коллекторов) и металла шва проводят с целью установления соответствия марки использованных для сварки материалов требованиям соответствующих НТД на изготовление конкретных изделий (составляющих реакционных и коллекторных труб).
Обязательному стилоскопированию следует подвергать в изготовленных реакционных трубах и коллекторах все их составляющие, находящиеся под давлением, а также соединяющие их сварные швы.
Стилоскопирование необходимо проводить на зачищенных до металлического блеска участках (площадках) поверхности, которые должны быть предварительно замаркированы для идентификации на соответствующих картах контроля.
В случае неудовлетворительных результатов проводят повторное стилоскопирование металла составляющих реакционных труб и коллекторов и металла шва в трех различных участках.
При выявлении несоответствия марки используемой стали (сплава) или сварного соединения как минимум на одной детали, проверенных не в полном объеме, стилоскопированию должны быть подвергнуты все однотипные детали, сварные соединения.
Стилоскопирование не проводят в следующих случаях:
- при невозможности осуществления контроля вследствие недоступности сварных швов;
- по предписаниям соблюдения правил техники безопасности.
6.7.4.13 Каждую партию сварочной проволоки следует проверять на стойкость против образования горячих и холодных трещин путем многослойной наплавки с изготовлением макро- и микрошлифов и сваркой контрольных стыков.
а) Испытания на сопротивляемость образованию горячих трещин
Контрольные образцы подлежат испытанию согласно ГОСТ Р ИСО 17641-1, ГОСТ Р ИСО 17641-2 и ГОСТ Р 54790.
б) Испытания на сопротивляемость образованию холодных трещин
Контрольные образцы подлежат испытанию согласно ГОСТ Р ИСО 17642-1, ГОСТ Р ИСО 17642-2 и ГОСТ Р 56143.
6.7.4.14 Испытание на длительную прочность
Сварные образцы должны быть испытаны на длительную прочность согласно требованиям ГОСТ 10145 с периодическим контролем - не реже одного раза в три года. Испытания следует проводить при расчетной температуре стенки свариваемых элементов, указанной в техническом проекте и соответствующей условиям развития ползучести.
6.8 Показатели надежности
Расчетный срок службы - 100000 ч. В обоснованных случаях допускается корректировка расчетного срока службы в зависимости от назначенного ресурса эксплуатации реакционного оборудования.
7 Приемка
7.1 Радиантные трубы, их элементы и коллекторы радиантных труб для трубчатых печей должны быть приняты ОТК предприятия-изготовителя в соответствии с требованиями настоящего стандарта и комплекта конструкторской или технической документации, утвержденной в установленном порядке.
7.2 Радиантные трубы, их элементы и коллекторы должны подвергать приемо-сдаточным испытаниям на предприятии-изготовителе.
7.3 В объем приемо-сдаточных испытаний радиантных труб и их элементов должны входить:
- проверка размеров;
- контроль качества поверхностей;
- контроль качества сварных швов;
- гидравлические испытания;
- контроль комплектности;
- контроль консервации;
- контроль наличия, содержания и расположения маркировки;
- контроль упаковки.
7.4 При обнаружении в процессе приемо-сдаточных испытаний дефектов, влияющих на сборку и работоспособность радиантных труб и их элементов, дефекты подлежат устранению, после чего должны быть проведены повторные испытания и сдача ОТК.
При обнаружении неустраненных дефектов радиантную трубу, ее элементы или коллектор должны считать окончательно забракованными.
8 Методы контроля
8.1 В процессе изготовления и приемки радиантных труб, их элементов и коллекторов радиантных труб следует проводить следующие виды контроля:
- входной;
- операционный;
- приемочный.
8.1.1 Входному контролю подвергают:
- материалы, предназначенные для изготовления радиантных труб;
- материалы, предназначенные для изготовления коллекторов;
- материалы элементов радиантных труб (фасонных деталей, фланцев и т.д.);
- радиантные трубы;
- элементы радиантных труб;
- коллекторы радиантных труб;
- сварочные материалы;
- документацию, включающую чертежи и расчеты на прочность.
8.1.2 При операционном контроле должны проверять:
- основные параметры и размеры радиантных труб, сборочных единиц и коллекторов (размеры следует измерять стандартизованными средствами измерения);
- качество обрабатываемых поверхностей на предмет отсутствия дефектов внешним осмотром и измерением (на отсутствие трещин, спаев, пузырей и других дефектов);
- качество сварных соединений (согласно 6.7.4).
8.1.3 Радиантные трубы, их элементы и коллекторы радиантных труб следует подвергать приемочному контролю, в котором проводят:
- внешний осмотр в объеме, предусмотренном требованиями проекта и соответствующей НТД;
- проверку комплектности изделия, документации;
- проверку правильности упаковки;
- контроль качества сварных соединений;
- испытания на прочность в соответствии с проектом и НТД;
- проверку размеров средствами измерения и контроля;
- проверку материалов по сертификатам или результатам химического анализа.
8.2 Сваренная реакционная труба и коллектор подлежат гидравлическому испытанию в соответствии с требованиями ПКД на изделие. Пробное давление в трубе выдерживают в течение 10 мин (испытание на прочность), после чего его снижают до расчетного давления, при котором проводят тщательный осмотр сварных швов (испытание на герметичность). По окончании осмотра давление повторно повышают до пробного и выдерживают еще 5 мин, после чего снова снижают до расчетного и вторично тщательно осматривают трубу.
Продолжительность испытания на прочность и герметичность определены временем осмотра трубы.
Результаты гидравлического испытания на прочность и герметичность признают удовлетворительными, если во время испытания не произошло разрывов, видимых деформаций, падения давления по манометру, а в основном металле и сварных швах не обнаружены течи и запотевания.
Если при испытании будут обнаружены течи и свищи в швах, то дефектные швы удаляют, сваривают вновь и подвергают повторному контролю.
8.3 Значение пробного давления и результаты испытаний заносят в паспорт.
8.4 Контроль комплектности, упаковки, маркировки проводят внешним осмотром и сопоставлением с данными ТД на изделие.
9 Комплектность, маркировка, консервация и упаковка
9.1 Комплектность
9.1.1 Комплектность поставки радиантных труб, их элементов и коллекторов для реакционных трубчатых печей
9.1.1.1 Радиантные трубы и коллекторы должны поставляться в собранном виде, должны быть испытаны на прочность и герметичность согласно ПКД, утвержденной в установленном порядке.
9.1.1.2 Поставка радиантных труб и коллекторов может быть осуществлена:
- отдельными трубами и элементами;
- шпильками (костылями);
- секциями;
- в сборе совместно с элементами крепления и без них.
9.1.1.3 В комплект поставки входят:
- трубные решетки и подвески;
- элементы крепления решеток и подвесок.
Деление комплекта на транспортные части должно быть указано в техническом проекте.
Примечание - Допускается детали и сборочные единицы, которые при отправке в сборе с радиантными трубами и коллекторами могут быть повреждены, отправлять в отдельной упаковке. В поставку радиантных труб, их элементов и коллекторов, свариваемых на монтажной площадке из транспортируемых частей, по договоренности могут входить сварочные материалы, необходимые для выполнения сварных швов стыкуемых элементов и разрешенные к применению для данных материалов труб и их элементов согласно таблице А.7 приложения А.
9.2 Документация
9.2.1 К поставляемым предприятием-изготовителем радиантным трубам, их элементам и коллекторам должна прилагаться техническая и товаросопроводительная документация.
9.2.1.1 Техническая документация:
- паспорт - 1 экз.
Паспорт должен содержать:
- схему радиантной трубы с расположением сварных швов;
- наименование организации-поставщика и ее местонахождение;
- размеры радиантной трубы и марки сталей и сплавов;
- размеры коллекторов и марки сталей и сплавов;
- выписку из сертификатов на основные и присадочные материалы, приложенные копии данных сертификатов и результатов испытаний сварочных материалов;
- номер плавки и номер радиантной трубы, ее элементов и коллекторов;
- номера партий и плавок электродов и сварочной проволоки, применяемых для радиантной трубы, ее элементов и коллекторов;
- результаты испытаний сварных швов и контрольных сварных соединений, приложенные протоколы и заключения по результатам испытаний и контроля сварных соединений;
- расчеты на прочность радиантной трубы, ее элементов и коллекторов с указанием расчетного срока службы радиантной трубы;
- результаты металлографических исследований;
- результаты испытаний на кратковременную прочность основного металла и сварного соединения;
- результаты испытаний на длительную прочность основного металла и сварного соединения с датой проведения последнего испытания не позднее трехлетнего периода;
- результаты гидроиспытаний;
- свидетельство о приемке;
- свидетельство об упаковывании;
- свидетельство о консервации;
- инструкцию по эксплуатации и монтажу;
- заявление о компетентности изготовителя (см. таблицу Г.2 приложения Г).
9.2.1.2 Товаросопроводительная документация:
- комплектовочная ведомость - 1 экз.;
- упаковочный лист - 2 экз.
9.3 Маркировка
9.3.1 На каждой трубе, на наружной поверхности, в месте, указанном на чертеже, должна быть нанесена черной эмалью НЦ-132П ГОСТ 6631 (допускается в качестве материала для маркировки использование краски, не содержащей фосфор, серу, свинец, фтор, хлор, йод и бром) шрифтом 20 по ГОСТ 14192 четкая маркировка, содержащая:
- наименование предприятия-изготовителя;
- заводской номер;
- год изготовления;
- марку стали (сплава);
- номер плавки;
- массу;
- габаритные размеры.
9.3.2 При поставке труб в сборе с фланцами допускается нанесение маркировки ударным способом на торец фланца.
9.3.3 Все сварные швы подлежат клеймению согласно 6.7.2.12-6.7.2.14.
9.4 Консервация
9.4.1 Консервацию металлических поверхностей элементов, входящих в объем поставки, следует проводить по технологии предприятия-изготовителя в соответствии с требованиями ГОСТ 9.014 для группы изделий IV - 4 и обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение не менее 18 мес со дня отгрузки с территории предприятия-изготовителя.
9.4.2 Кромки, подлежащие сварке при монтаже, и прилегающие к ним поверхности шириной от 50 до 60 мм, не окрашивают, а защищают консистентными смазками. Перед покрытием продукты коррозии и загрязнения должны быть удалены с покрываемой поверхности.
9.4.3 Марки консервационных материалов выбирают в каждом отдельном случае в зависимости от условий эксплуатации оборудования.
9.4.4 К паспорту трубы прикладывают свидетельство о консервации, содержащее дату консервации, марку консервационного материала, вариант временной защиты, вариант внутренней упаковки, условия хранения и срок защиты без переконсервации, срок консервации.
9.4.5 Уплотнения и крепежные детали при их отправке в ящиках должны быть законсервированы согласно инструкции предприятия-изготовителя.
9.4.6 Кромки труб, подлежащие сварке на монтажной площадке, подлежат консервации согласно инструкции предприятия-изготовителя.
9.5 Упаковка
9.5.1 Радиантные трубы и коллекторы укладывают на ложементы. Отверстия труб должны быть заглушены пробками, а кромки под сварку защищены от механических повреждений. При увязке труб контакт проволоки с трубой не допускается.
9.5.2 Мелкие элементы и крепеж должны быть упакованы в ящики, изготовляемые по чертежам предприятия-изготовителя.
9.5.3 Техническая и товаросопроводительная документация должна быть упакована в пакет из полиэтиленовой пленки по ГОСТ 10354 и уложена в футляр по [44]. Допускается отправка документации почтой по согласованию с заказчиком.
9.5.4 Если радиантные трубы, их элементы и коллекторы поставляют несколькими грузовыми местами, ТД должна быть упакована в грузовое место N 1. При этом на трубах должна быть нанесена надпись "Документация находится здесь".
9.5.5 Каждое грузовое место должно иметь свой упаковочный лист, который вкладывают в пакет из водонепроницаемой бумаги. Пакет дополнительно завертывают в водонепроницаемую бумагу и размещают в специальном кармане, изготовленном в соответствии с документацией, применяемой на предприятии-изготовителе. Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с технической документацией упаковывают в грузовое место N 1.
10 Транспортирование и хранение
10.1 При транспортировании, а также при разгрузочно-погрузочных работах длинномерных радиантных труб и коллекторов должны быть предусмотрены меры для максимального снижения изгибных напряжений в сварных швах и для предотвращения образования в них трещин.
При разгрузочно-погрузочных работах длинномерных радиантных труб и коллекторов необходимо использовать траверсы с местами крепления, подтвержденными соответствующими прочностными расчетами.
При внутрицеховом транспортировании радиантных труб и коллекторов необходимо использовать рольганги, роликовые опоры и кантователи.
10.2 Радиантные трубы, их элементы и коллекторы могут быть транспортированы любым видом транспорта в соответствии с правилами, действующими на каждом виде транспорта.
При транспортировании пакеты труб разделены деревянными прокладками. На пол платформы или кузова автомашины укладывают деревянные прокладки.
10.3 Условия хранения - 9 (ОЖ 1), по ГОСТ 15150.
11 Указания по эксплуатации
11.1 Радиантные трубы, их элементы и коллекторы разрабатывают для каждого конкретного процесса и производительности установки. В связи с этим в процессе изготовления необходимо строго следить за выполнением требований ТД и НД, в случае замены материалов или изменения размеров элементов труб и условий эксплуатации, необходимо подтверждение этого расчетом на прочность.
11.2 Радиантные трубы, их элементы и коллекторы при поступлении на предприятие-потребитель должны быть приняты в установленном на предприятии-потребителе порядке.
11.3 По сертификационным данным следует убедиться в том, что полученные радиантные трубы, элементы и коллекторы соответствуют требованиям ПКД.
11.4 Монтаж радиантных труб, их элементов и коллекторов осуществляют в соответствии с проектом производственных работ (ППР), разрабатываемым предприятием-потребителем, ТД, предоставляемой проектировщиком трубчатой печи.
11.5 Данные об установке труб в печах фиксируют в специальном паспорте-журнале, в который заносят: номер печи, номер трубы в печи, дату установки трубы, режимы эксплуатации (температура, давление, среда).
11.6 Эксплуатацию радиантных труб осуществляют согласно технологическому регламенту установки (цеха), разработанному проектировщиком технологического процесса совместно с организацией, эксплуатирующей радиантные трубы, а также в соответствии с технологической инструкцией по эксплуатации и НТД, отражающей правила безопасного ведения работ по эксплуатации печей.
11.7 При эксплуатации радиантных труб, их элементов и коллекторов должен быть обеспечен надзор за их состоянием. В процессе эксплуатации за трубами, их элементами и коллекторами ведется специальное наблюдение.
В специальном журнале фиксируют все выявленные неполадки с трубами и отклонения от нормального состояния труб, а также отклонения по температуре, давлению, составу сырья и другим технологическим параметрам, имевшим место за время эксплуатации труб в печи.
11.8 После эксплуатации радиантных труб, их элементов и коллекторов свыше расчетного срока, а также в случае их разрушения должны быть проведены исследования образцов радиантных труб, их элементов и коллекторов.
11.9 Ревизию радиантных труб, их элементов и коллекторов проводят в период плановых ремонтов и при аварийных остановках печи в сроки и объемы, предусмотренные инструкцией предприятия-потребителя и действующими НД и ТД.
При остановках проводят осмотр труб с измерением диаметра, овальности, толщин стенок и прогиба.
Контроль технического состояния и оценку остаточного ресурса реакционных труб трубчатых печей следует проводить в соответствии с ТД [43], [45] и [46].
11.10 При эксплуатации радиантных труб и коллекторов должны быть соблюдены все правила безопасности и противопожарные требования в соответствии с [4].
11.11 Организации, эксплуатирующие радиантные трубы и коллекторы, несут полную ответственность за правильность их эксплуатации, надзор и контроль их работы.
12 Гарантии изготовителя
12.1 Предприятие-изготовитель гарантирует соответствие радиантных труб, их элементов и коллекторов радиантных труб требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
12.2 Гарантийный срок эксплуатации - 12 мес со дня ввода радиантных труб, их элементов и коллекторов радиантных труб в эксплуатацию, но не более 18 мес со дня отгрузки с предприятия-изготовителя.
Приложение А
(обязательное)
Перечень материалов для печных деталей
А.1 Перечень материалов для печных деталей приведен в таблицах А.1-А.8.
Таблица А.1 - Нагруженные и ненагруженные детали
Марка стали и сплава | Рабочая температура деталей, °С, не более | Вид металлопроката и литья | Применение |
Нагруженные детали | |||
10Х14Г14Н4Т | 500 | Прокат по ГОСТ 5949 | При невозможности применения 15Х5М |
05Х22Н42М2Т1Ю | 450 | Прокат по ТД [14] | Сплав стоек против коррозионного растрескивания, точечной и щелевой коррозии |
12Х18Н10Т | 700 | Прокат по ГОСТ 5949 | Для изготовления труб и сварных изделий |
10Х18Н9Л | 700 | Литье по ГОСТ 977 | Для печных деталей |
20Х23Н13 | 1000 | Прокат по ГОСТ 5949, ГОСТ 7350 | Решетки, подвески, тяги и др. |
35Х23Н7СЛ | 1000 | Литье по ТД [5] и [6] | Решетки, подвески, тяги и др. |
40Х24Н12СЛ | 1200 | Литье по ГОСТ 977 | Решетки, подвески |
05Х20Н32Т (ХН32Т) | 900 | Деформированные трубы по ТД [11] | Газоотводящие трубы |
45Х25Н20СЛ | 950 | Литье по ТД [5] и [6] | Подвески, опоры |
50Х25Н35В5К15СЛ | 1150 | Литье по ТД [5] и [6] | Подвески, детали подвесок |
45Х25Н35БСТЦЛ | 1100 | Литье по ТД [10] | Подвески, детали подвесок |
Ненагруженные детали | |||
08Х13 | 700 | Прокат по ГОСТ 5949 | Для деталей, не подлежащих сварке, и для сварных деталей неответственного назначения |
ЧХ28 | 700 | Литье по ГОСТ 7769 | Для деталей неответственного назначения |
10Х14Г14Н4Т | 700 | Прокат по ГОСТ 5949 | Для сварных деталей |
20Х23Н13 | 1000 | Прокат по ГОСТ 5949, ГОСТ 7350 | Для сварных деталей |
15Х25Т | 1000 | Прокат по ГОСТ 5949 | Для деталей, не подлежащих сварке |
Примечание - Допускается применение печных деталей в других условиях с подтверждением работоспособности соответствующими прочностными расчетами. | |||
Таблица А.2 - Центробежнолитые трубы
Марка стали и | Рабочие условия | Применение | |
сплава | Температура стенки, °С, не более | Давление, Н/мм | |
20Х25Н20С | 760 | 0,6 | Установки производства сероуглерода |
35Х24Н24Б | 950 | 4,0 | Установки производства аммиака, водорода, метанола |
45Х25Н20С | 1000 | 4,0 | Установки производства аммиака, водорода, метанола |
45Х25Н20С2 | 1000 | 0,4 | Установки производства этилена |
50Х20Н35С2Б | 1050 | 0,4 | Установки производства этилена |
45Х25Н35БС | 1000 | 4,0 | Установки производства аммиака, водорода, метанола |
50Х25Н35С2Б | 1050 | 0,6 | Установки производства этилена |
10Х20Н33Б | 700 | 2,14 | Установки производства метанола, водорода, аммиака, этилена |
50Х25Н35В5К15С | 1150 | 3,6 | Установки производства аммиака |
45Х28Н49В5С | 1150 | 0,25 | Установки производства водорода |
30Х23Н7С | 760 | 0,6 | Установки производства сероуглерода |
20Х25Н25ТЮ | 1000 | 3,6 | Установки производства аммиака, водорода, метанола |
15Х25Н40М2ВТ | 1050 | 0,4 | Установки производства этилена |
10Х20Н77ТЮ | 550 | 3,3 | Установки производства винилхлорида |
05Х20Н32Т | 860 | 3,3 | Установки производства аммиака, водорода, метанола |
10Х20Н32ТЮ | 900 | 3,3 | Установки производства аммиака, водорода, метанола |
45Х25Н35БСТЦ | 1135 | 3,3 | Установки производства аммиака, водорода, метанола |
10Х23Н34БСТЦ | 950 | 3,3 | Установки производства аммиака, водорода, метанола |
45Х35Н46БСТЦ | 1160 | 0,25 | Установки производства этилена |
05Х22Н42М2Т1Ю | 450 | 0,6 | Сплав обладает стойкостью против коррозионного растрескивания, точечной и щелевой коррозии |
10Х20Н60Б4К1М9 | 600 | 0,6 | Сплав обладает высокой стойкостью к точечной, щелевой и МКК, низкой чувствительностью к коррозионному растрескиванию под давлением, вызванному хлоридами |
01Х15Н57В4М16К2 | 450 | 0,6 | Сплав обладает стойкостью к щелевой и точечной коррозии, к коррозионному растрескиванию |
Примечания | |||
Таблица А.3 - Деформированные трубы
Марка стали и | Рабочие условия | Применение | |
сплава | Температура стенки, °С, не более | Давление, Н/мм | |
05Х20Н32Т | 860 | 3,3 | Установки производства аммиака, водорода, метанола |
10Х20Н33Б | 900 | 3,3 | Установки производства аммиака, водорода, метанола |
10Х20Н32ТЮ | 900 | 3,3 | Установки производства аммиака, водорода, метанола |
20Х25Н20С | 760 | 0,6 | Установки производства сероуглерода, водорода |
20Х25Н25ТЮ | 1000 | 3,6 | Установки производства аммиака, водорода, метанола |
15Х25Н40М2ВТ | 1050 | 0,4 | Установки производства этилена |
10Х20Н77ТЮ | 550 | 3,6 | Установки производства винилхлорида |
05Х22Н42М2Т1Ю | 450 | 0,6 | Сплав обладает стойкостью против коррозионного растрескивания, точечной и щелевой коррозии |
10Х20Н60Б4К1М9 | 600 | 0,6 | Сплав обладает высокой стойкостью к точечной, щелевой и МКК, низкой чувствительностью к коррозионному растрескиванию под давлением, вызванному хлоридами |
01Х15Н57В4М16К2 | 450 | 0,6 | Сплав обладает стойкостью к щелевой и точечной коррозии, к коррозионному растрескиванию |
Примечания | |||
Таблица А.4 - Фасонные отливки
Марка стали и | Рабочие условия | Применение | |
сплава | Температура стенки, °С, не более | Давление, Н/мм | |
20Х25Н20СЛ | 760 | 0,6 | Установки производства сероуглерода |
30Х23Н7СЛ | 760 | 0,6 | Установки производства сероуглерода |
45Х25Н20С2Л | 1000 | 0,4 | Установки производства этилена |
45Х25Н35БСЛ | 1000 | 0,25 | Установки производства аммиака, водорода, метанола |
50Х20Н35С2БЛ | 1050 | 0,4 | Установки производства этилена |
50Х25Н35С2БЛ | 1050 | 0,4 | Установки производства этилена |
10Х20Н33БЛ | 700-950 | 2,14 | Установки производства метанола, водорода |
50Х25Н35К15В5СЛ | 1150 | 3,7 | Установки производства аммиака |
45Х28Н49В5СЛ | 1150 | 0,25 | Установки производства водорода |
45Х25Н20СЛ | 1000 | 3,6 | Установки производства аммиака, водорода, метанола |
35Х24Н24БЛ | 970 | 3,6 | Установки производства аммиака, водорода, метанола |
20Х25Н25ТЮЛ | 1000 | 3,6 | Установки производства аммиака, водорода, метанола |
15Х25Н40М2ВТЛ | 1050 | 0,4 | Установки производства этилена |
10Х20Н77ТЮЛ | 550 | 3,6 | Установки производства винилхлорида |
05Х20Н32ТЛ | 860 | 3,3 | Установки производства аммиака, водорода, метанола |
10Х20Н32ТЮЛ | 900 | 3,3 | Установки производства аммиака, водорода, метанола |
45Х35Н46БСТЦЛ | 1160 | 0,25 | Установки производства этилена |
Примечания | |||
Таблица А.5 - Гнутые отводы
Марка стали и | Рабочие условия | Применение | |
сплава | Температура стенки, °С, не более | Давление, Н/мм | |
05Х20Н32Т | 860 | 3,3 | Установки производства аммиака, метанола, водорода |
10Х20Н32ТЮ | 900 | 3,3 | Установки производства аммиака, метанола, водорода |
20Х25Н20С | 760 | 0,6 | Установки производства сероуглерода |
20Х25Н25ТЮ | 1000 | 3,6 | Установки производства аммиака, водорода, метанола |
10Х20Н77ТЮ | 550 | 3,6 | Установки производства винилхлорида |
15Х25Н40М2ВТ | 1050 | 0,4 | Установки производства этилена |
05Х22Н42М2Т1Ю | 450 | 0,6 | Сплав обладает стойкостью против коррозионного растрескивания, точечной и щелевой коррозии |
10Х20Н60Б4К1М9 | 650 | 0,6 | Сплав обладает высокой стойкостью к точечной, щелевой и МКК, низкой чувствительностью к коррозионному растрескиванию под давлением, вызванному хлоридами |
01Х15Н57В4М16К2 | 450 | 0,6 | Сплав обладает стойкостью к щелевой и точечной коррозии, к коррозионному растрескиванию |
Примечания | |||
Таблица А.6 - Штампосварные отводы
Марка стали и | Рабочие условия | Применение | |
сплава | Температура стенки, °С, не более | Давление, Н/мм | |
08Х18Н10Т | 760 | 0,6 | - |
12Х18Н10Т | |||
10Х17Н13М2Т | |||
10Х17Н13М3Т | |||
08Х17Н15М3Т | |||
05Х20Н32Т | 860 | 3,3 | Установки производства аммиака, |
10Х20Н32ТЮ | метанола, водорода | ||
20Х25Н25ТЮ | |||
10Х10Н77ТЮ | 550 | 3,6 | Установки производства винилхлорида |
15Х25Н40М2ВТ | 1050 | 0,4 | Установки производства этилена |
20Х25Н20С | 760 | 0,6 | Установки производства сероуглерода |
05Х22Н42М2Т1Ю | 450 | 0,6 | Сплав стоек против коррозионного растрескивания, точечной и щелевой коррозии |
Примечания | |||
Таблица А.7 - Сварочная проволока
Марка проволоки | Применение |
СВ-01Х15Н57В4М16К2 | Сварка и заварка дефектов сталей и сплавов, используемых |
СВ-05Х20Н32Т | в реакционном оборудовании установок производства |
СВ-05Х22Н42М2Т1Ю | аммиака, водорода, метанола, этилена, сероуглерода и др. |
СВ-10Х20Н32ТЮ | |
СВ-10Х20Н33Б | |
СВ-10Х20Н60Б4К1М9 | |
СВ-10Х20Н68Б3Г3КТ | |
СВ-10Х20Н77ТЮ | |
СВ-10Х22Н45К15М9ТЮ | |
СВ-10Х23Н34БСТЦ | |
СВ-15Х25Н20Г | |
СВ-15Х25Н37Б | |
СВ-15Х25Н40М2ВТ | |
СВ-20Х25Н20С | |
СВ-20Х25Н25ТЮ | |
СВ-30Х16Н36В3Б3ГТ | |
СВ-35Х24Н24Б | |
СВ-45Х25Н20С | |
СВ-45Х25Н20С2 | |
СВ-45Х25Н20С2Б | |
СВ-45Х25Н35БС | |
СВ-45Х25Н35БСТЦ | |
СВ-45Х28Н49В5С | |
СВ-45Х35Н46БСТЦ | |
СВ-50Х25Н35С2Б | |
СВ-50Х25Н35В5К15С | |
Примечание - Виды испытаний должны соответствовать требованиям ТД [13]. | |
Таблица А.8 - Листовой прокат
Марка стали и сплава | Рабочие условия | Применение | |
Температура стенки, °С, не более | Давление, Н/мм | ||
05Х20Н32Т | 860 | 3,3 | Установки производства аммиака, метанола, водорода |
10Х20Н32ТЮ | 900 | 3,3 | Установки производства аммиака, метанола, водорода |
20Х25Н20С | 760 | 0,6 | Установки производства сероуглерода |
05Х22Н42М2Т1Ю | 450 | 0,6 | Сплав стоек против коррозионного растрескивания, точечной и щелевой коррозии |
Примечания | |||
Приложение Б
(справочное)
Аналоги марок сталей и сплавов, приведенных в настоящем стандарте
Таблица Б.1
Марка стали (сплава) | Стали (сплавы) - аналоги |
45Х25Н20С2Б | Manaurite 20, Kubota KHR 16С/20Т |
01Х15Н57В4М16К2 | 2.4819; INCONEL®Alloy C-276: Hastelloy® C-276 |
10Х20Н60Б4К1М9 | 2.4856: INCONEL®Alloy 625; HAYNES® 625 Alloy |
05Х22Н42М2Т1Ю | 2.4858; INCOLOY®Alloy 825; Nicrofer 4221 |
05Х20Н32Т | 1.4876; INCOLOY®Alloy 800; ЭП670; 05XH32T (ГОСТ 5632) |
50Х25Н35С2Б | 1.4852; G 4852; Kubota KHR35C-HiSi; HiSi HP' |
20Х25Н20С | 1.4841; Kubota CK-20; U-310S Si; 20X25H20C2 (ГОСТ 5632, ГОСТ 977) |
10Х20Н32ТЮ | 1.4876; 1.4958; INCOLOY®Alloy 800H/T |
45Х25Н35БС | GX40NiCrSiNb35-26; 1.4852; G 4852; Kubota KHR 35C; HP-Nb |
15Х25Н37Б | Kubota KHR 35CL; Centralloy® H 101; Manaurite 900B |
50Х25Н35В5К15С | GX50NiCrCoW35-25-15-5; VG 486 Co; G-NiCrCo 28 15 W; Kubota KHR S3; Kobe HZ |
10Х20Н33Б | GX10NiCrSiNb32-20; 1.4859; G 4859; Kubota KHR 32C; Paralloy® CR32W; CT 15C; Manaurite 900 |
35Х24Н24Б | GX40CrNiSiNb24-24; 1.4855; G 4855; Kubota KHR 24C; Kobe HS; IN 519 |
45Х25Н20С | GXCrNiSi25-20; 1.4848; G 4848; Kubota HK40 |
45Х28Н49В5С | G-NiCr28W; 2.4879; G 4879; Kubota KHR 48N; Kobe HV |
45Х25Н35БСТЦ | Manaurite XM. G4852 Micro, KHR 35CT, Paralloy® H39WM |
45Х35Н46БСТЦ | GX40NiCrNb45-35; Manaurite XTM, Centralloy® ET 45 Micro, Paralloy® H46M |
10Х22Н45К15М9ТЮ | 2.4627; SG-NiCr22Co12Mo; Inconel® Filler Metal 617 |
10Х20Н68Б3Г3КТ | 2.4806; SG-NiCr20Nb; Inconel® Filler Metal 82 |
10Х23Н34БСТЦ | HP LC MA, Centralloy®H101 micro |
45Х25Н20С2 | СОВЕ Steel Hi-Si HK; Kubota HK40 HiSi; G 4848 S |
Примечание - В технически обоснованных случаях, подтвержденных прочностными расчетами с учетом агрессивности среды эксплуатации, допускается применение других основных материалов, в том числе зарубежных аналогов после прохождения сертификационного аудита (см. 6.2.1.1). | |
Приложение В
(справочное)
Аналоги марок сварочных материалов, приведенных в настоящем стандарте
Таблица В.1
Марка | Сварочные материалы - аналоги |
Св-01XI5Н57В4М16К2 | 2.4886; INCONEL®Alloy C-276: SFA-5.14 |
СВ-05Х20Н32Т | 1.4876; INCOLOY®Alloy 800 |
СВ-05Х22Н42М2Т1Ю | 2.4858; INCOLOY®Alloy 825; Nicrofer 4221 |
СВ-10Х20Н32ТЮ | 1.4876; 1.4958; INCOLOY®Alloy 800H/T |
СВ-10Х20НЗЗБ | 1.4850 (mod); |
___________________
| |
СВ-10Х20Н60Б4К1М9 | 2.4621, Thermanit 625, 2.4856: INCONEL®Alloy 625; ENiCrMo-3 |
СВ-10Х20Н68Б3Г3КТ | 2.4648, Inconel® Filler Metal 82: ERNiCr-3 (UNS N06082) SFA-5.14 |
СВ-10Х22Н45К15М9ТЮ | 2.4627; SG-NiCr22Co12Mo; SFA-5.14; |
СВ-10Х23Н34БСТЦ | HP LC MA, Centralloy® HI01 micro |
СВ-15Х25Н37Б | Kubota KHR 35CL, Centralloy® HI01, Manaurite 900 В |
Св-20Х25Н20С** | 1.4842; UTP A68 H; |
СВ-35Х24Н24Б | 1.4830, Thermanit 25/24R EZ 25 24 Nb В 22; DIN 8556: E 25 24 Nb B20+ |
Св-45Х25Н20С2** | 25 20H;THERMET 22H |
СВ-45Х25Н20С2Б | HK-Nb-Ti; HRCS HK Nb; Manaurite 20; Kubota KHR 16C/20T |
СВ-45Х25Н35БС |
|
Св-45Х25Н20С** | 25 20H;THERMET 22H |
СВ-45Х25Н35БСТЦ | 1.4853; UTP A 2535 Nb; WGZ 25 35 Zr; THERMET HP40Nb |
СВ-45Х35Н46БСТЦ | UTP A 3545 Nb; WGZ 35 45 Zr; |
СВ-45Х28Н49В5С | THERMET 22H, QW432, 2.4879; Thermanit 30/50, EL-NiCr 28W |
СВ-50Х25Н35С2Б |
|
СВ-50Х25Н35В5К15С | THERMET HP50WCo, QW432; Kubota KHR S3 |
* В химическом составе сварочной проволоки рекомендуется увеличение содержания марганца до 4,0%. | |
Приложение Г
(справочное)
Методические указания по определению компетентности изготовителей элементов реакционных трубчатых печей
Г.1 Общие положения
Изготовитель элементов реакционных трубчатых печей (реакционных труб, фланцев, отводов, тройников, подвесок из центробежнолитых трубных заготовок, прессованных и катаных труб, фасонных отливок, листового проката и другого коррозионно-стойкого, жаростойкого и жаропрочного металлопроката) должен полностью обеспечить выполнение требований, предъявляемых к высокотемпературному реакционному оборудованию на этапах проектирования и изготовления. Методические указания в настоящем приложении устанавливают критерии, с помощью которых можно осуществить оценку компетентности изготовителя элементов трубчатых печей в отношении организации и контроля.
Для оценки компетентности изготовителя элементов реакционных трубчатых печей следует руководствоваться положениями ГОСТ Р ИСО 9001 и ГОСТ Р ИСО 3834-2, ТД [18] и [20], а необходимые сведения позволяют иметь представление о соответствующей компетентности изготовителя и системы контроля, которой он располагает.
Данные указания включают в себя критерии в отношении проектирования (конструирования) используемых материалов для изготовления на конкретном предприятии высокотемпературного реакционного оборудования, монтажа на месте установки, ввода в эксплуатацию, испытания и приемки.
Г.2 Ответственность покупателя
В сферу ответственности покупателя высокотемпературного реакционного оборудования (собственника или организации, эксплуатирующей это оборудование) входит заказ высокотемпературного реакционного оборудования у компетентного изготовителя для того, чтобы гарантировать надлежащее качество с целью его безопасной и безаварийной эксплуатации. В методических указаниях отражено, каким образом покупатель высокотемпературного реакционного оборудования определяет наличие такого рода компетентности, если он (покупатель) сочтет это необходимым.
Г.3 Ответственность изготовителя
В сферу ответственности изготовителя высокотемпературного реакционного оборудования входит выполнение всех требований технического задания или ТУ за счет применения соответствующих современных технологий на всех этапах изготовления, таких как проектирование, производство, в ходе последующего ввода высокотемпературного реакционного оборудования в эксплуатацию, а также соответствия всех выполняемых работ действующим национальным нормам и правилам в области промышленной безопасности.
Исполнитель обязан пройти процедуру постановки на производство элементов реакционных трубчатых печей согласно требованиям ГОСТ Р 15.000 и ГОСТ Р 15.301.
Допускается передача ответственным изготовителем реакционного оборудования отдельных работ, таких как конструкторские работы, обработка металлов резанием и давлением, сварка, термообработка, неразрушающий контроль и т.д., третьим лицам при наличии соответствующих оснований (договора, контракта). Изготовитель реакционного оборудования несет всю полноту ответственности за надлежащее исполнение этих работ компетентным субподрядчиком.
Технические службы, занимающиеся выполнением конструкторских и производственных задач (ГОСТ Р 55682.3), производственные цеха, а также монтажные площадки должны иметь (в составе аккредитованных исследовательских лабораторий) аттестованное оборудование, подходящее для конкретных видов деятельности, проводить соответствующие испытания и инспекции, требуемые согласно положениям ГОСТ Р 55682.6.
Требования, предъявляемые к персоналу, осуществляющему изготовление и контроль реакционного оборудования, устанавливают уровни приемлемого профессионального соответствия. Оценка компетентности на основе профессионального соответствия является процессом, обеспечивающим сбор данных и принятие решений о способности того или иного сотрудника выполнять свою работу на уровне, отвечающем занимаемой должности в соответствии с требованиями НД.
Персонал, осуществляющий изготовление и контроль реакционного оборудования, должен быть аттестован. Оборудование должно быть поверено, аттестовано и иметь соответствующее свидетельство об аттестации. В связи с этим в качестве дополнительного руководства следует пользоваться положениями ГОСТ Р ИСО 3834-2.
Г.4 Требования в отношении компетентности изготовителя
Настоящее приложение является руководством по процедуре определения компетентности изготовителя. Изготовитель со своей стороны должен выдать подтверждение относительно того, что он может выполнить все требования действующих НД и соответствовать национальным нормам и правилам в области промышленной безопасности.
Г.4.1 Основные требования содержатся в ГОСТ Р ИСО 9001, ГОСТ Р ИСО 3834-2, ГОСТ Р 53525 и в документах [3], [4], [18], [20] и [23].
Специальные требования приведены в ГОСТ Р 55682.3, ГОСТ Р 55682.4 и ГОСТ Р 55682.6.
Г.4.2 Для проведения оценки компетентности менеджеров проектов следует руководствоваться положениями ГОСТ Р 53892.
Г.4.3 Для изготовления высокотемпературного реакционного оборудования в качестве основных (коррозионно-стойкие, жаростойкие, жаропрочные стали и сплавы) и сварочных материалов должны быть использованы только рекомендованные к применению материалы (см. требования настоящего стандарта, а также требования, изложенные в таблицах 7.6 [28] и 8.13 ТД [29]).
Г.4.4 Сварочное оборудование исполнителя должно быть аттестовано в соответствии с порядком применения сварочного оборудования согласно [22] или ГОСТ Р 56143.
Для выполнения сварочных работ следует применять измерительную аппаратуру и сварочное оборудование, обеспечивающие требуемые режимы и надежность работы.
Сварочное оборудование должно быть снабжено поверенными контрольно-измерительными приборами (термопарами, пирометрами, тепловизорами, амперметрами, вольтметрами, приборами контроля расхода аргона и др.).
Г.4.5 К выполнению сварочных работ при изготовлении, ремонте и монтаже высокотемпературного реакционного оборудования допускаются сварщики, аттестованные по Правилам аттестации сварщиков и специалистов сварочного производства (уровень квалификации I). При этом в аттестационном удостоверении специалиста сварочного производства должна быть отметка о допуске к конкретным видам сварки конкретных групп технических устройств опасных производственных объектов: оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств (ОХНВП), а именно следующих групп:
1 - оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением не выше 16 Н/мм;
8 - печи.
Изготовитель допускается к выполнению сварочных работ элементов реакционных трубчатых печей при наличии свидетельств об аттестации сварочных материалов и технологии сварки исходя из принадлежности технических устройств опасных производственных объектов ОХНВП по конкретным группам материалов:
- 8 М11 - высоколегированные стали аустенитно-ферритного класса (30Х23Х7С, 35Х23Н7С);
- 9 М11 - высоколегированные стали аустенитного класса (20Х25Н20С, 35Х24Н24Б, 45Х25Н20С, 20Х25Н25ТЮ, 45Х25Н20С2, 45Х25Н20С2Б);
- 10 М51 - сплавы на железоникелевой основе (45Х28Н49В5С, 05Х20Н32Т, 45Х35Н46БСТЦ, 50Х25Н35В5К15С, 50Х25Н35С2Б, 15Х25Н37Б, 10Х20Н32ТЮ, 10Х20Н33Б, 45Х25Н35БС, 45Х25Н35БСТЦ, 05Х22Н42М2Т1Ю, 10Х22Н45К15М9ТЮ);
- 11 М51 - никель и сплавы на никелевой основе (10Х20Н68Б3Г3КТ, 01Х15Н57В4М16К2, 10Х20Н77ТЮ, 10Х20Н60Б4К1М9).
Г.4.6 К руководству сварочных работ, контролю и разработке технологий сварки допускаются специалисты, аттестованные согласно ГОСТ Р 56143 или Правилам [28] в установленном порядке на знание норм и правил Ростехнадзора по нефтеперерабатывающему и нефтехимическому оборудованию.
Г.4.7 Испытательные лаборатории (лаборатории НК, лаборатории механических испытаний, лаборатории химического анализа) изготовителя должны быть аккредитованы соответствующими органами по аккредитации, признающими компетентность этих лабораторий (ГОСТ ISO/IEC 17025).
Испытательная лаборатория изготовителя или организация, в состав которой входит эта лаборатория, должна являться самостоятельной правовой единицей, способной нести юридическую ответственность.
Г.4.8 Если лаборатория изготовителя входит в состав организации, осуществляющей деятельность, отличную от испытаний, то обязанности руководителей подразделений этой организации, принимающих участие или имеющих влияние на деятельность лаборатории по проведению испытаний, должны быть четко сформулированы для выявления потенциальных конфликтов интересов.
Г.4.8.1 Если лаборатория изготовителя входит в состав более крупной организации, то организационные меры должны быть такими, чтобы те подразделения, интересы которых находятся в конфликте, например непосредственное производство, отдел маркетинга, отдел сбыта или финансовый отдел, не оказывали отрицательного влияния на соответствие испытательной лаборатории требованиям настоящего стандарта.
Г.4.8.2 Если лаборатория изготовителя хочет быть признана лабораторией третьей стороны, то она должна быть способна показать, что эта лаборатория беспристрастна и что ни она, ни ее сотрудники не испытывают финансового или другого давления, которое могло бы оказать влияние на их технические заключения. Испытательная лаборатория, являющаяся третьей стороной, не должна заниматься деятельностью, которая может поставить под сомнение независимость ее суждений в связи с деятельностью по проведению соответствующих испытаний.
Г.4.9 В обязанности испытательной лаборатории исполнителя входит проведение испытаний таким образом, чтобы выполнялись требования ГОСТ ISO/IEC 17025 и удовлетворялись требования заказчика, а также предписания регулирующих органов или организаций, осуществляющих официальное признание.
Г.4.10 В таблице Г.1 даны перекрестные ссылки на элементы системы обеспечения качества и процедуры, а также источники требований.
В некоторых случаях требуются дополнительные данные о производительности конкретного оборудования и задействованном персонале для того, чтобы иметь более четкое представление о производстве.
Таблица Г.1 - Перечень разделов заявления изготовителя высокотемпературного реакционного оборудования
Раздел/элемент системы обеспечения качества | Данные/процедура | Источник | |
1 | Изготовитель | ||
1.1 | - | Общая информация | - |
1.2 | - | Функции/ответственность | - |
1.3 | - | Типичные изделия/услуги | - |
1.4 | - | Отзывы по ранее выполненным заказам | - |
2 | Система управления качеством | ||
2.1 | - | Руководство по управлению качеством/сертификация | - |
2.2 | - | Допуски, удостоверения/аттестации | - |
3 | Организация | ||
3.1 | - | Руководство предприятия | ГОСТ Р ИСО 9001 |
Начальник отдела | ГОСТ Р ИСО 9001 | ||
Уполномоченное лицо по обеспечению качества | ГОСТ Р ИСО 9001 | ||
Надзор за сваркой | ГОСТ Р 53525 | ||
Надзор за неразрушающим контролем | ГОСТ Р 53525 | ||
Руководитель ОТК | ГОСТ Р 53525 [20] | ||
3.2 | - | Персонал | ГОСТ Р ИСО 9001 |
4 | Техника | ||
4.1 | - | Научно-исследовательские и опытно-конструкторские работы (НИОКР) | ГОСТ Р ИСО 9001 |
Химические лаборатории | - | ||
Лаборатории по испытанию материалов | - | ||
Технологические лаборатории | - | ||
4.2 | - | Проектирование | ГОСТ Р ИСО 9001 |
Сотрудники конструкторского подразделения | - | ||
Оборудование системы автоматизированного проектирования (САПР) | - | ||
Технологические инструкции | - | ||
Аттестация по сварке | ГОСТ Р ИСО 3834-2 | ||
4.3 | - | Ввод в эксплуатацию | - |
5 | Материально-техническое снабжение | ||
5.1 | - | Сотрудники | - |
5.2 | - | Поставщики | |
Допуск/утверждение поставщиков | ГОСТ Р ИСО 9001 | ||
Перечень основных поставщиков | ГОСТ Р ИСО 9001 | ||
5.3 | - | Управление закупками материалов | ГОСТ Р ИСО 9001 |
Данные о закупках | ГОСТ Р ИСО 9001, | ||
Контроль и испытания закупаемых изделий | ГОСТ Р ИСО 9001 | ||
6 | Изготовление | ||
6.1 | - | Место изготовления/цех | - |
6.2 | - | Возможности транспортирования от места изготовления (виды транспорта) | - |
6.3 | - | Стандартно перерабатываемые материалы | - |
6.4 | - | Стандартно перерабатываемые полуфабрикаты | - |
6.5 | - | Приборы/оборудование | |
Холодная обработка давлением: | |||
- обечайки, днища, донышки | ГОСТ Р ИСО 3834-2 | ||
- трубы | ГОСТ Р 55682.5 | ||
Горячая обработка давлением: | |||
- обечайки, днища, донышки, листовой прокат | ГОСТ Р 55682.5 | ||
- трубные заготовки, трубы | ГОСТ Р 55682.5 | ||
Механическая обработка | - | ||
Обработка металлов резанием | ГОСТ Р 55682.5 | ||
6.6 | - | Термическая обработка: | |
- после обработки давлением | ГОСТ Р ИСО 3834-2 | ||
- после сварки | ГОСТ Р 55682.5 | ||
6.7 | - | Сварка | |
Процедура | - | ||
Сварочное оборудование | - | ||
Хранение сварочных присадок | ГОСТ Р ИСО 3834-2, | ||
6.8 | - | Технические требования к процедуре сварки | ГОСТ Р ИСО 3834-2, |
Аттестации процедур сварки | ГОСТ Р ИСО 3834-2, | ||
6.9 | - | Сварочный персонал | |
Аттестация персонала: | [20] | ||
- персонал, осуществляющий надзор за сваркой | ГОСТ Р ИСО 3834-2 | ||
- сварщики; операторы механизированной сварки | ГОСТ Р ИСО 3834-2 | ||
6.10 | - | Обработка поверхности, очистка, нанесение покрытий | - |
7 | Монтаж на месте установки | ||
7.1 | - | Инструкции по монтажу | - |
7.2 | - | Постоянный персонал | ГОСТ Р 55682.5 |
7.3 | - | Подъемные устройства | - |
7.4 | - | Устройства для термической обработки после сварки | ГОСТ Р ИСО 3834-2, |
8 | Испытания и инспекции | ||
8.1 | - | Персонал на предприятии-изготовителе и на монтажной площадке | - |
8.2 | - | Оборудование для испытаний: | |
испытание материалов | ГОСТ Р ИСО 3834-2 | ||
НК | [20] | ||
8.3 | - | Испытание/перенос маркировки | ГОСТ Р ИСО 9001, |
Входной контроль | ГОСТ Р ИСО 9001 | ||
Контроль в процессе изготовления | ГОСТ Р ИСО 9001 | ||
Завершающий контроль | - | ||
Перенос маркировки | ГОСТ Р ИСО 9001 | ||
Техническое обслуживание, поверка и калибровка контрольно-измерительных устройств | |||
8.4 | - | ОТК | ГОСТ Р 55682.6 |
9 | Другая информация | - | |
Таблица Г.2 - Бланк заявления о компетентности изготовителя
Логотип предприятия-изготовителя | Заявление о компетентности изготовителя | Номер документа | |
Наименование предприятия-изготовителя | страница 1 из 6 | ||
Настоящее заявление о компетентности изготовителя соответствует приложению Г | |||
1 | Изготовитель | Административные подразделения | Производственные подразделения |
1.1 | Общие сведения: | Адрес: | Адрес: |
Населенный пункт: | Населенный пункт: | ||
Телефон: | Телефон: | ||
Факс: | Факс: | ||
1.2 | Типичная сфера деятельности/ компетенция |
| |
1.3 | Типичные изделия/услуги: | ||
1.4 | Отзывы в связи с ранее выполненными заказами: | ||
2 | Система управления качеством | ||
2.1 | Руководство по системе управления качеством: | Система управления качеством |
|
2.2 | Другие виды аттестации/допуски: | ||
3 | Организация | ||
3.1 | Менеджмент | Должность: | Фамилии, инициалы: |
Продолжение таблицы Г.2
Логотип предприятия-изготовителя | Заявление о компетентности изготовителя | Номер документа | ||||
Наименование предприятия-изготовителя | страница 2 из 6 | |||||
3.2 | Персонал | Организация: | Количество сотрудников: | |||
4 | Проектирование | |||||
4.1 | Научно-исследовательские и опытно-конструкторские работы (НИОКР) | Аналитические лаборатории для: | ||||
4.2 | Проектирование | |||||
Персонал | Инженеры-конструкторы: | Количество: | ||||
Имеется САПР: Принятые методы проектирования: | Тип/номер: | |||||
4.3 | Ввод в эксплуатацию | Количество сотрудников (постоянных): | ||||
|
| |||||
5 | Материально-техническое снабжение | |||||
5.1 | Персонал | Количество сотрудников: | ||||
5.2 | Субпоставщики | Одобрение: | Соответствующая письменная процедура в рамках системы управления качеством: | |||
Основные субпоставщики: |
|
| ||||
Перечень имеется: | ||||||
|
| |||||
5.3 | Управление закупками у субпоставщиков: | Соответствующая письменная процедура в рамках системы управления качеством закупок и контролем изделий имеется: | ||||
|
| |||||
Продолжение таблицы Г.2
Логотип предприятия-изготовителя | Заявление о компетентности изготовителя | Номер документа | |||||||
Наименование предприятия-изготовителя | страница 3 из 6 | ||||||||
6 | Изготовление | ||||||||
6.1 | Место: | Цех | Длина | Краны большой грузоподъемности (количество/ грузоподъемность) | Высота до крюка, мм | ||||
6.2 | Возможности транспортирования с территории предприятия-поставщика: | ||||||||
6.3 | Стандартные перерабатываемые материалы: | ||||||||
6.4 | Стандартные перерабатываемые полуфабрикаты: | (диапазон размеров; например, диаметр труб, размеры отводов, фланцев и др., если это возможно) | |||||||
6.5 | Приборы/оборудование | Количество: | Тип: | ||||||
6.6 | Термическая обработка (ТО) |
| |||||||
Печи/устройства для ТО | Размеры | Максимальная температура, °С | Тип нагрева | ||||||
6.7 | Сварка: | ||||||||
Процедура: | Название | Количество аттестованных сварщиков или сварщиков- | |||||||
111 | Ручная дуговая сварка покрытыми электродами | ||||||||
121 | Автоматическая сварка под слоем флюса | ||||||||
131 | Сварка плавящимся электродом в атмосфере инертного газа MIG | ||||||||
135 | Сварка плавящимся электродом в атмосфере активного газа MAG | ||||||||
136 | Сварка порошковой проволокой в атмосфере активного газа | ||||||||
141 | Сварка вольфрамовым электродом в атмосфере инертного газа WIG | ||||||||
311 | Газовая сварка кислородно-ацетиленовым пламенем | ||||||||
Продолжение таблицы Г.2
Логотип предприятия-изготовителя | Заявление о компетентности изготовителя | Номер документа | |||
Наименование предприятия-изготовителя | страница 4 из 6 | ||||
6.7 | 24 | Стыковая сварка оплавлением | |||
Прочие процедуры | |||||
Сварочное оборудование: | Количество: | Тип/мощность (А): | |||
Сварочные машины и устройства: | |||||
Выпрямители: | |||||
Преобразователи: | |||||
Машины для сварки неповоротных стыков: | |||||
Машины для стыковой сварки плавлением: | |||||
Прочие аппараты, машины и устройства: | |||||
Хранение и выдача электродов: | |||||
Хранение в контролируемых зонах; |
|
| |||
Печи для подсушки электродов: | Количество ....... | Максимальная температура, °С | |||
Печи для подкалки: | Количество …… | ||||
Пеналы: | Количество …… | ||||
6.8 | Технические требования к процедуре сварки WPS, количество: | Примерное | |||
включая аттестацию процедур VP | Перечень WPS имеется: |
| |||
| |||||
6.9 | Сварочный персонал: | Перечень имеющихся сварщиков: | |||
Персонал, осуществляющий надзор за сваркой: |
|
| |||
Техники-сварщики: | Количество: | ||||
Специалисты- | |||||
Сварщики: | |||||
Операторы механизированной сварки: | |||||
6.10 | Обработка поверхности и нанесение покрытий: | ||||
Струйная обработка: | Степень от Sa 1 до Sa 3 по ГОСТ Р ИСО 8501-1 | ||||
Установка для струйной обработки | |||||
| |||||
Химическая обработка: |
| ||||
| |||||
| |||||
Способы нанесения покрытий: |
| ||||
| |||||
| |||||
| |||||
Контроль толщины покрытия | Приборы контроля имеются (магнитные/индукционные): | ||||
|
| ||||
Продолжение таблицы Г.2
Логотип предприятия-изготовителя | Заявление о компетентности изготовителя | Номер документа | ||||||
Наименование предприятия-изготовителя | страница 5 из 6 | |||||||
7 | Монтаж на месте установки | |||||||
7.1 | Инструкции по монтажу: | Применяются: |
| |||||
7.2 | Постоянный персонал: | Количество: | ||||||
Руководители монтажного отдела: | ||||||||
Руководитель монтажной площадки: | ||||||||
Персонал, осуществляющий надзор за сваркой для монтажа: | ||||||||
Персонал, осуществляющий надзор за НК на монтаже: | ||||||||
Сварщики/монтажники: | ||||||||
7.3 | Подъемные устройства: | (тип, количество, грузоподъемность) | ||||||
7.4 | Устройства для термической обработки после сварки: | (тип, количество, устройства для регистрации температуры) | ||||||
8 | Испытания и инспекция | |||||||
8.1 | Персонал: | Цех, завод | Монтажная площадка | |||||
Дефектоскописты (РГК): | ||||||||
Дефектоскописты (УЗД): | ||||||||
Дефектоскописты (ВТК): | ||||||||
Инспекторы / приемщики: | ||||||||
Персонал, осуществляющий | ||||||||
8.2 | Оборудование: | Тип: | ||||||
для механико-технологического испытания: | Количество: | |||||||
для неразрушающего контроля: | Стилоскопирование: | |||||||
Рентгенография: | ||||||||
Капиллярный (цветной метод НК): | ||||||||
РГК: | ||||||||
УЗД: | ||||||||
ВТК: | ||||||||
8.3 | Испытания и контроль/ | Стандартный способ: | Проводится | |||||
перенос маркировки: | В цехе | ОТК | ||||||
Входной контроль |
|
| ||||||
Контроль во время изготовления |
|
| ||||||
Заключительный контроль |
|
| ||||||
Перенос маркировки |
|
| ||||||
8.4 | Процедуры поверки/калибровки устройств контроля в рамках системы управления качеством имеются: |
|
| |||||
8.5 | Инспектирующие органы | |||||||
Окончание Г.2
Логотип предприятия-изготовителя | Заявление о компетентности изготовителя | Номер документа | |||
Наименование предприятия-изготовителя | страница 6 из 6 | ||||
9 | Другая информация: | ||||
Дата: | Изготовитель | ||||
Подпись: | |||||
Должность: | (Место печати) | ||||
Г.5 Заявление о компетентности изготовителя
Заявление о компетентности изготовителя (таблица Г.2) разработано в целях оценки изготовителем возможности реализации им всех необходимых мероприятий для выполнения требований настоящего стандарта. В бланке заявления содержатся важные данные, касающиеся требований настоящего стандарта. Если изготовитель элементов высокотемпературного реакционного оборудования поставляет компоненты или применяет технологии в определенном ограниченном объеме либо только оказывает услуги, то текст заявления требует соответствующей корректировки для учета таких обстоятельств. Соответственно допускается сокращение или расширение текста заявления в зависимости от требований при проведении конкретных мероприятий.
Г.6 Изготовитель высокотемпературного реакционного оборудования и поставщики услуг должны гарантировать, что действующая редакция полного заявления в соответствии с бланком, представленным в таблице Г2, будет иметься в наличии у изготовителя реакционного оборудования для ознакомления всех заинтересованных лиц. Заполненный бланк заявления должен быть в распоряжении в течение всего периода изготовления, вплоть до приемки-передачи элементов реакционных трубчатых печей.
Библиография
[1] | Федеральный закон от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" | |
[2] | Федеральный закон от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" | |
[3] | Федеральные нормы и правила в области промышленной безопасности "Правила безопасности нефтегазоперерабатывающих производств". Зарегистрированы в Министерстве юстиции Российской Федерации 25 мая 2016 г. N 42261 | |
[4] | Федеральные нормы и правила в области промышленной безопасности "Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств". Зарегистрированы в Министерстве юстиции Российской Федерации 16 апреля 2013 г. N 28138 | |
[5] | ТУ 3619-077-00220302-2003 | Отливки фасонные из жаропрочных сталей и сплавов для реакционных трубчатых печей |
[6] | ТУ 4112-108-00220302-2006 | Отливки фасонные из жаропрочных и жаростойких марок сталей и сплавов для печного и теплообменного оборудования нефтехимического производства |
[7] | ТУ 1469-005-18648658-2001 | Отводы гнутые |
[8] | ТУ 1468-099-00220302-2005 | Отводы штампосварные из жаропрочных и коррозионно-стойких сталей и сплавов на |
[9] | ТУ 1333-047-00220302-2002 | Трубы центробежнолитые из жаропрочных и коррозионно-стойких сталей и сплавов |
[10] | ТУ 1333-147-00220302-2009 | Трубы центробежнолитые из сверхжаропрочных и жаростойких сплавов для высокотемпературных трубчатых печей |
[11] | ТУ 1300-003-18648658-00 | Трубы деформированные из жаропрочных сталей и сплавов |
[12] | ТУ 14-131-993-2003 | Заготовка трубная из жаропрочных коррозионно-стойких сплавов |
[13] | ТУ 14-131-994-2003 | Проволока сварочная из высоколегированных сплавов |
[14] | ТУ 0993-098-00220302-2005 | Прокат листовой из жаростойких и жаропрочных сталей и сплавов |
[15] | ОСТ 26-5-99 | Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла |
[16] | РД 26-02-80-2004 | Змеевики сварные для трубчатых печей. Требования к проектированию, изготовлению и поставке |
[17] | РД 3689-001-00220302/31-2004 | Трубы радиантные и их элементы для реакционных трубчатых печей. Требования к проектированию, изготовлению и поставке |
[18] | СТО ХИММАШ 52760619-401-2018 | Трубы радиантные и их элементы для реакционных трубчатых печей. Требования к проектированию, изготовлению и поставке |
[19] | РД 3689-002-00220302/31-2008 | Сварка труб радиантных и их элементов для реакционных трубчатых печей. Основные положения |
[20] | СТО ХИММАШ 52760619-301-2018 | Сварка труб радиантных и их элементов для реакционных трубчатых печей. Основные положения |
[21] | Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах". Утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 г. N 102 | |
[22] | РД 03-614-03 | Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[23] | Административный регламент осуществления Федеральным агентством по техническому регулированию и метрологии федерального государственного метрологического надзора. Утвержден приказом Росстандарта от 20 сентября 2019 г. N 2171, зарегистрирован в Минюсте РФ 21 октября 2019 г. N 56289 | |
[24] | РД 03-613-03 | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[25] | ТУ 48-19-27-87 | Вольфрам лантанированный в виде прутков |
[26] | ТУ 48-19-221-83 | Прутки из иттрированного вольфрама марки СВИ-1 |
[27] | Временный порядок предоставления ФСЭТАН госуслуги по организации проведения аттестации в области промышленной безопасности, утвержденный приказом Ростехнадзора от 6 января 2019 г. N 424 | |
[28] | ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства |
[29] | Документы системы аттестации сварочного производства на объектах, подконтрольных Федеральной службе по экологическому, технологическому и атомному надзору (СаСв Ростехнадзора). Аттестация сварочных технологий. Серия 03. Выпуск 55 | |
[30] | РД 03-615-03 | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[31] | ТУ 14-4-1190-82 | Электроды марки ОЗЛ-35 |
[32] | ТУ14-3Р-55-2001 | Трубы стальные бесшовные для паровых котлов и трубопроводов |
[33] | ТУ 302.02.121-91 | Заготовки из стали марок 10Х2М1А-А и 10Х2М1А (10Х2М1А-ВД, 10Х2М1А-Ш) |
[34] | СТО 00220368-012-2008 | Сварка сосудов, аппаратов и трубопроводов из углеродистых и низколегированных сталей |
[35] | ОСТ 26.260.3-2001 | Сварка в химическом машиностроении. Основные положения |
[36] | СТО 00220368-017-2010 | Сварка сосудов, аппаратов и трубопроводов из теплоустойчивых сталей |
[37] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
[38] | СТО 00220368-010-2007 | Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля |
[39] | ОСТ 5-9095-77 | Контроль неразрушающий. Соединения сварные судовых конструкций и изделий. Радиографический метод |
[40] | РД 26-11-08-86 | Соединения сварные. Механические испытания |
[41] | РД 24.200.04-90 | Швы сварных соединений. Металлографический метод контроля основного металла и сварных соединений химнефтеаппаратуры |
[42] | РД 26.260.15-2001 | Стилоскопирование основных и сварочных материалов и готовой продукции |
[43] | СТО 00220302-002-2011 | Методические указания по контролю технического состояния и оценке остаточного ресурса змеевиков трубчатых печей |
[44] | ОСТ 26-1006-74 | Детали крепления сосудов и аппаратов на подвижном составе железных дорог и детали упаковок. Футляры. Конструкция и размеры |
[45] | СТО 00220302-001-2009 | Методические указания по контролю технического состояния и оценке остаточного ресурса реакционных труб трубчатых печей |
[46] | СТО 00220302-006-2013 | Методические указания по контролю технического состояния и оценке ресурса (планируемого, остаточного) опорных и подвесных несущих элементов, расположенных во внутреннем пространстве трубчатых печей |
УДК 66.041.454:006.354 | ОКС 71.120 |
Ключевые слова: элементы реакционных трубчатых печей, центробежнолитые трубы, катаные и прессованные трубы, поковки, фасонные отливки, гнутые отводы, общие требования, жаропрочные, жаростойкие и коррозионно-стойкие стали и сплавы, технология сварки | |
Электронный текст документа
и сверен по:
, 2020
