ГОСТ Р ИСО 13628-2-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ПРОЕКТИРОВАНИЕ И ЭКСПЛУАТАЦИЯ СИСТЕМ ПОДВОДНОЙ ДОБЫЧИ
Часть 2
Гибкие трубные системы многослойной структуры без связующих слоев для подводного и морского применения
Petroleum and natural gas industries. Design and operation of subsea production systems. Part 2. Unbounded flexible pipe systems for subsea and marine applications
ОКС 75.180.10
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Дочерним открытым акционерным обществом "Центральное конструкторское бюро нефтеаппаратуры" Открытого акционерного общества "Газпром" (ДОАО ЦКБН ОАО "Газпром") на основе аутентичного перевода на русский язык указанного в пункте 4 международного стандарта, который выполнен Обществом с ограниченной ответственностью "Газпром развитие" (ООО "Газпром развитие")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Техника и технологии добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 мая 2013 г. N 127-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13628-2:2006* "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 2. Системы гибких труб многослойной структуры без связующих слоев для подводного и морского применения" (ISO 13628-2:2006 "Petroleum and natural gas industries - Design and operation of subsea production systems - Part 2: Unbounded flexible pipe systems for subsea and marine applications")
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Технические поправки к указанному международному стандарту, принятые после его официальной публикации, внесены в текст настоящего стандарта и выделены двойной вертикальной линией, расположенной на полях напротив соответствующего текста, а обозначение и год принятия технической поправки приведены в скобках после соответствующего текста.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет (gost.ru)
Введение к международному стандарту ИСО 13628-2:2006
Международный стандарт ИСО 13628-2 и техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009 г. были подготовлены подкомитетом ПК 4 "Буровое и эксплуатационное оборудование" технического комитета ИСО/ТК 67 "Материалы, оборудование и морские сооружения для нефтяной, нефтехимической и газовой промышленности".
Второе издание ИСО 13628-2 (2006 г.) отменяет и заменяет первое издание ИСО 13628-2 (2000 г.), которое было пересмотрено в отношении технических аспектов и обновлено с учетом потребностей международной нефтяной и газовой промышленности.
ИСО 13628-2 разработан на базе API Spec 17J "Технические условия на гибкие трубные системы многослойной структуры без связующих слоев", издание второе, ноябрь 1999 и Изменении, выпущенном в июне 2002.
ИСО 13628 под общим заголовком "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи" состоит из следующих частей:
- часть 1: Общие требования и рекомендации;
- часть 2: Гибкие трубные системы многослойной структуры без связующих слоев для подводного и морского применения;
- часть 3: Системы проходных выкидных трубопроводов (TFL);
- часть 4: Подводное оборудование устья скважины и устьевой елки;
- часть 5: Подводные управляющие шлангокабели;
- часть 6: Системы контроля подводной добычи;
- часть 7: Райзерные системы для заканчивания/ремонта скважин;
- часть 8: Интерфейсы дистанционно управляемых устройств (ROV) в системах подводной добычи;
- часть 9: Системы дистанционно управляемых инструментов (ROT) для внутрискважинных работ;
- часть 10: Технические условия на гибкую трубу многослойной структуры со связующими слоями;
- часть 11: Гибкие трубные системы для подводного и морского применения;
- часть 15: Подводные конструкции и манифольды.
Часть 12, относящаяся к динамическим эксплуатационным райзерам, часть 14, относящаяся к системам защиты от превышения давления с высоким интегральным уровнем безопасности (HIPPS), часть 16, относящаяся к техническим условиям на вспомогательное оборудование гибких труб, и часть 17, относящаяся к практическим рекомендациям для вспомогательного оборудования гибких труб, находятся в разработке.
Пользователи настоящего стандарта должны учитывать, что в конкретных случаях применения могут потребоваться дополнительные или отличающиеся требования. Настоящий стандарт не имеет целью запретить продавцу предлагать, а покупателю приобретать альтернативное оборудование или технические решения для конкретных случаев применения. Особенно это касается новых или усовершенствованных технологий. Если предлагается альтернатива, продавец должен подробно указывать все отклонения от положений настоящего стандарта.
Необходимо иметь в виду, что некоторые элементы настоящего стандарта могут быть объектом патентного права. ИСО не берет на себя ответственность за идентификацию какого-либо отдельного или всех таких патентных прав.
В тексте настоящего стандарта уточнен термин "гибкие трубные системы многослойной структуры без связующих слоев". Англоязычный термин "unbounded flexible pipe" в настоящем стандарте использован как "гибкие трубные системы многослойной структуры, состоящие из несвязанных между собой слоев" для более точного отражения конструкционных особенностей слоев и многослойной структуры гибких труб в целом, описываемых в настоящем стандарте.
1 Область применения
Настоящий стандарт устанавливает технические требования к безопасности, размерной и функциональной взаимозаменяемости гибких труб, которые проектируют и изготавливают в соответствии с требованиями единых стандартов и критериев. Указаны минимальные требования к проектированию, выбору материалов, изготовлению, испытаниям, маркировке и упаковке гибких труб со ссылками на действующие нормы и стандарты. Руководящие указания по использованию гибких труб и вспомогательных компонентов по ИСО 13628-11.
Настоящий стандарт применим к сборкам гибких труб многослойной структуры, состоящих из несвязанных между собой слоев и представляющих собой сегменты тела гибкой трубы с концевыми фитингами, закрепленными на обоих концах трубы. Настоящий стандарт не применим к гибким трубам многослойной структуры со связующими слоями. Настоящий стандарт не применим к вспомогательным компонентам гибких труб. Рекомендации, относящиеся к устройствам жесткости на изгиб и ограничителям изгиба, приведены в приложении В.
Примечание - Руководящие указания по другим компонентам гибких труб приведены в ИСО 13628-11.
Настоящий стандарт не применим к гибким трубам, армированным неметаллической проволокой, работающей на растяжение. Трубы такой конструкции рассматриваются как опытные образцы продукции, подлежащие квалификационным испытаниям.
В область применения настоящего стандарта входит применение гибких труб для добычи флюидов при отсутствии и в присутствии сернистых соединений, а также применение гибких труб для отвода и нагнетания флюидов. Транспортируемые флюиды включают в себя нефть, газ, воду и нагнетаемые химические реагенты. Настоящий стандарт применим к гибким трубам, работающим в условиях статических и динамических нагрузок и используемым в качестве выкидных трубопроводов, райзеров и перемычек. Настоящий стандарт не применим к гибким трубам для использования в качестве устьевой обвязки для дросселирования и глушения скважины.
Примечания
1 См. API Spec 16С по устьевой обвязке для дросселирования и глушения скважины.
2 ИСО 13628-10 содержит руководящие указания для многослойных гибких труб со связующими слоями.
2 Нормативные ссылки
Для датированных ссылок следует применять только указанное издание ссылочного стандарта. Для недатированных ссылок следует применять последнее издание ссылочного стандарта, включая любые изменения и/или технические поправки.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*.
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 62 Пластмассы. Определение водопоглощения (ISO 62, Plastics - Determination of water absorption)
ИСО 75-1 Пластмассы. Определение температуры прогиба под нагрузкой. Часть 1. Общий метод испытаний (ISO 75-1, Plastics - Determination of temperature of deflection under load - Part 1: General test method)
ИСО 75-2 Пластмассы. Определение температуры прогиба под нагрузкой. Часть 2. Пластмассы и эбонит (ISO 75-2, Plastics - Determination of temperature of deflection under load - Part 2: Plastics and ebonite)
ИСО 148-1 Материалы металлические. Испытание на удар по Шарпи на маятниковом копре. Часть 1. Метод испытаний (ISO 148-1, Metallic materials - Charpy pendulum impact test - Part 1: Test method)
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
ИСО 178 Пластмассы. Определение эластических свойств (ISO 178, Plastics - Determination of flexural properties)
ИСО 179 (все части) Пластмассы. Определение ударной вязкости по Шарпи [ISO 179 (all parts), Plastics - Determination of Charpy impact properties]
ИСО 180 Пластмассы. Определение ударной вязкости по Изоду (ISO 180, Plastics - Determination of Izod impact strength)
ИСО 306 Пластмассы. Термопластичные материалы. Определение температуры размягчения по Вика (VST) (ISO 306, Plastics - Thermoplastic materials - Determination of Vicat softening temperature (VST))
ИСО 307 Пластмассы. Полиамиды. Определение величины вязкости (ISO 307, Plastics - Polyamides - Determination of viscosity number)
ИСО 527-1 Пластмассы. Определение механических свойств при растяжении. Часть 1. Общие принципы (ISO 527-1, Plastics - Determination of tensile properties - Part 1: General principles)
ИСО 527-2 Пластмассы. Определение механических свойств при растяжении. Часть 2. Условия проведения испытаний для формовочной и экструдированной пластмассы (ISO 527-2, Plastics - Determination of tensile properties - Part 2: Test conditions for moulding and extrusion plastics)
ИСО 604 Пластмассы. Определение свойств на сжатие (ISO 604, Plastics - Determination of compressive properties)
ИСО 868 Пластмассы и эбонит. Определение твердости на вдавливание дюрометром (твердость по Шору) (ISO 868, Plastics and ebonite - Determination of indentation hardness by means of a durometer (Shore hardness))
ИСО 899-1 Пластмассы. Определение свойств ползучести. Часть 1. Ползучесть при растяжении (ISO 899-1, Plastics - Determination of creep behaviour - Part 1: Tensile creep)
ИСО 974 Пластмассы. Определение температуры хрупкости при ударе (ISO 974, Plastics - Determination of the brittleness temperature by impact)
ИСО 1183 (все части) Пластмассы. Методы определения плотности непористых пластмасс
ISO 1183 (all parts), Plastics - Methods for determining the density of non-cellular plastics
ИСО 3384 Смола вулканизированная или термопластичная. Определение релаксации напряжения при сжатии при температуре окружающей среды и повышенных температурах (ISO 3384, Rubber, vulcanized or thermoplastic - Determination of stress relaxation in compression at ambient and at elevated temperatures)
ИСО 6506-1 Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытаний (ISO 6506-1, Metallic materials - Brinell hardness test - Part 1: Test method)
ИСО 6507-1 Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытаний (ISO 6507-1, Metallic materials - Vickers hardness test - Part 1: Test method)
ИСО 6508-1 Металлы. Измерение твердости по Роквеллу. Часть 1. Метод испытаний (шкалы А, В, С, D, Е, F, G, Н, K, N, Т) (ISO 6508-1, Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T))
ИСО 6892 Материалы металлические. Испытания на растяжение при температуре окружающей среды (ISO 6892, Metallic materials - Tensile testing at ambient temperature)
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
ИСО 9352 Пластмассы. Определение сопротивления износу с помощью шлифовальных шайб (ISO 9352, Plastics - Determination of resistance to wear by abrasive wheels)
ИСО 10423:2003 Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Оборудование устья скважины и устьевой елки (ISO 10423:2003, Petroleum and natural gas industries - Drilling and production equipment - Wellhead and Christmas tree equipment)
ИСО 10474:1991 Сталь и стальные изделия. Инспекционные документы (ISO 10474:1991, Steel and steel products - Inspection documents)
ИСО 11357-1 Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 1. Общие принципы (ISO 11357-1, Plastics - Differential scanning calorimetry (DSC) - Part 1: General principles)
ИСО 11357-4 Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 2. Определение удельной теплоемкости (ISO 11357-4, Plastics - Differential scanning calorimetry (DSC) - Part 4: Determination of specific heat capacity)
ИСО 11359-2 Пластмассы. Термомеханический анализ (TMA). Часть 2. Определение коэффициента линейного теплового расширения и температуры стеклования (ISO 11359-2, Plastics - Thermomechanical analysis (TMA) - Part 2: Determination of coefficient of linear thermal expansion and glass transition temperature)
ИСО 13628-4 Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 4. Подводное оборудование устья скважины и устьевой елки (ISO 13628-4, Petroleum and natural gas industries - Design and operation of subsea production systems - Part 4: Subsea wellhead and tree equipment)
ИСО 13847 Нефтяная и газовая промышленность. Трубопроводные транспортные системы. Сварка трубопроводов (ISO 13847, Petroleum and natural gas industries - Pipeline transportation systems - Welding of pipelines)
ИСО 15156 (все части) Нефтяная и газовая промышленность. Материалы для использования в средах, содержащих , при добыче нефти и газа [ISO 15156 (all parts), Petroleum and natural gas industries - Materials for use in
-containing environments in oil and gas production]
API* Spec 16C Технические условия на фонтанные и противовыбросовые системы (API Spec 16С, Specification for Choke and Kill Systems)
_______________
* Американский институт нефти (American Petroleum Institute, 1220 L Street, N.W., Washington, D. С. 20005, USA).
ASME* Правила для котлов и сосудов под давлением. Раздел IX. Квалификация сварки и пайки (ASME Boiler and Pressure Vessel Code, Section IX, Welding and Brazing Qualifications)
_______________
* Американский институт инженеров-механиков (American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990, USA).
ASTM* A29 Стандартные технические условия на стальные прутки: углеродистые и легированные, горячедеформированные. Общие требования (ASTM А29, Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements for)
_______________
* Американское общество по испытаниям и материалам (American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428, USA).
ASTM A182 Стандартные технические условия на кованые или катаные фланцы, бесшовные трубы из нержавеющей стали, кованые фитинги, трубопроводную арматуру и детали для высокотемпературных условий работы (ASTM А182, Standard Specification for Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature Service)
ASTM A388 Общепринятая практика ультразвукового неразрушающего контроля толстостенных стальных поковок (ASTM А388, Standard Practice for Ultrasonic Examination of Heavy Steel Forgings)
ASTM A480 Стандартные технические условия на общие требования для листовой стали из нержавеющей жаропрочной стали, листов и штрипсов (ASTM А480, Standard Specification for General Requirements for Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and Strip)
ASTM A668 Стандартные технические условия на поковки из углеродистой и легированной стали для общего промышленного применения (ASTM А668, Standard Specification for Steel Forgings, Carbon and Alloy, for General Industrial Use)
ASTM A751 Стандартные методы испытаний, руководства и терминология для химического анализа изделий из стали (ASTM А751, Standard Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products)
ASTM C177 Стандартный метод испытаний для измерений установившегося режима теплоты размягчения и свойств теплопроводности с помощью метода изолированных горячих плит (ASTM С177, Standard Test Method for Steady-State Heat Flux Measurements and Thermal Transmission Properties by Means of the Guarded-Hot-Plate Apparatus)
ASTM C518 Стандартный метод испытаний установившегося режима теплопередачи с помощью измерителя теплового потока (ASTM С518, Standard Test Method for Steady-State Thermal Transmission Properties by Means of the Heat Flow Meter Apparatus)
ASTM D695 Стандартный метод испытаний характеристик на сжатие жестких пластмасс (ASTM D695, Standard Test Method for Compressive Properties of Rigid Plastics)
ASTM D789 Стандартный метод испытаний относительной вязкости полиамидов (ПА) (ASTM D789, Standard Test Methods for Determination of Relative Viscosity of Polyamide (PA))
ASTM D1238 Стандартный метод испытаний скорости течения расплава термопластиков с помощью пластометра выдавливающего типа (ASTM D1238, Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer)
ASTM D1418 Общепринятая практика для каучуков и латексов. Номенклатура (ASTM D1418, Standard Practice for Rubber and Rubber Latices - Nomenclature)
ASTM D1505 Стандартный метод испытаний плотности пластмасс с использованием технологии градиента плотности (ASTM D1505, Standard Test Method for Density of Plastics by the Density-Gradient Technique)
ASTM D1693 Стандартный метод испытаний пластмасс на основе полиэтилена на растрескивание под напряжением под влиянием окружающей среды (ASTM D1693, Standard Test Method for Environmental Stress-Cracking of Ethylene Plastics)
ASTM D5028 Стандартный метод испытаний свойств твердения одноосноориентированных волокнистых смол методом термоанализа (ASTM D5028, Standard Test Method for Curing Properties of Pultrusion Resins by Thermal Analysis)
ASTM D6869 Стандартный метод испытаний для кулонометрического и объемного определения влажности пластмасс с использованием реакции Карла Фишера (реакции йода с водой) (ASTM D6869, Standard Test Method for Coulometric and Volumetric Determination of Moisture in Plastics Using the Karl Fischer Reaction (the Reaction of Iodine with Water))
ASTM E94 Стандартное руководство по радиографическому контролю (ASTM Е94, Standard Guide for Radiographic Examination)
ASTM E165 Стандартный метод испытаний при контроле проникающей жидкостью (ASTM Е165, Standard Test Method for Liquid Penetrant Examination)
ASTM E384 Стандартные методы испытаний микротвердости материалов (ASTM Е384, Standard Test Method for Microindentation Hardness of Materials)
ASTM E428 Общепринятая практика изготовления и контроля эталонных блоков для ультразвуковой дефектоскопии (ASTM Е428, Standard Practice for Fabrication and Control of Steel Reference Blocks Used in Ultrasonic Examination)
ASTM E709 Стандартное руководство по магнитопорошковому контролю (ASTM Е709, Standard Guide for Magnetic Particle Examination)
ASTM E1356 Стандартный метод испытаний для установления температуры стеклования с помощью дифференциальной сканирующей калориметрии (ASTM Е1356, Standard Test Method for Assignment of the Glass Transition Temperatures by Differential Scanning Calorimetry)
ASTM G48-03 Стандартные методы испытаний на стойкость к питтинговой и щелевой коррозии нержавеющих сталей и соответствующих сплавов при использовании раствора хлорида окисного железа (ASTM G48-03, Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution)
DNV* Испытания на воспламеняемость. Классификационный протокол DNV 6.1. Испытания (Испытания на воспламеняемость) (DNV Fire Test, DNV Classification Note 6.1 Test (Fire Test))
_______________
* Норвежский веритас (Det Norske Veritas, Veritasveien 1, 1322 , Norway).
EH* 287-1 Аттестация сварщиков. Сварка плавлением. Часть 1. Стали (EN 287-1, Qualification test of welders - Fusion welding - Part 1: Steels)
_______________
* Европейский комитет по стандартизации (European Committee for Standardization, CEN Management Centre, 36, rue de Stassart, B-1050, Brussels).
EH 288-1 Технические условия и квалификация сварочных процессов для металлических материалов. Часть 1. Общие правила сварки плавлением (EN 288-1, Specification and approval of welding procedures for metallic materials - Part 1: General rules for fusion welding)
EH 288-2 Технические условия и квалификация сварочных процессов для металлических материалов. Часть 2. Операционная карта дуговой сварки (EN 288-2, Specification and approval of welding procedures for metallic materials - Part 2: Welding procedure specification for arc welding)
EH 288-3 Технические условия и квалификация сварочных процессов для металлических материалов. Часть 3. Квалификация операций сварки для дуговой сварки стали (EN 288-3, Specification and approval of welding procedures for metallic materials - Part 3: Welding procedure tests for the arc welding of steels)
EH 10204:2004 Металлические изделия. Типы инспекционных документов (EN 10204:2004, Metallic products - Types of inspection documents)
Lloyds* Испытания на воспламеняемость. Регистр судоходства Ллойда. Испытания на воспламеняемость. Меморандум ICE/Fire OSG 1000/499 (Lloyds Fire Test, Lloyds Register of Shipping, Fire Testing - Memorandum ICE/Fire OSG 1000/499)
_______________
* Регистр Ллойда ЕМЕА (Lloyd's Register ЕМЕА, 71 Fenchurch Street, London, EC3M 4BS, United Kingdom).
NACE* TM 01-77 Лабораторные испытания стойкости металлов к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в -содержащих средах (NACE ТМ 01-77, Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in
Environments)
_______________
* Национальная ассоциация инженеров-специалистов по коррозии (NACE International, 1440 South Creek Drive, Houston, Texas 77084-4906 USA).
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 вспомогательные компоненты (ancillary components): Компоненты, используемые для управления перемещением гибких труб, такие как устройства обеспечения жесткости на изгиб и модули плавучести.
3.2 кольцевое пространство (annulus): Пространство между внутренней оболочкой, работающей под давлением, и внешней оболочкой.
Примечание - Газ и жидкость, проникающие в кольцевое пространство, обычно свободно перемещаются и смешиваются.
3.3 противоизносный слой (anti-wear layer): Неметаллический слой в виде формованной термопластической оболочки или ленточной обмотки, используемый для минимизации износа между конструкционными слоями.
3.4 раструб (bellmouth): Часть направляющей трубы в форме расширения, предназначенная для предупреждения перегибов гибкой трубы.
3.5 устройство ограничения изгиба (bend limiter): Устройство, используемое для ограничения изгиба гибкой трубы.
Примечание - К устройствам ограничения изгиба относятся ограничители изгиба, устройства обеспечения жесткости на изгиб и раструбы.
3.6 радиус изгиба (bend radius): Радиус изгиба гибкой трубы, измеренный от осевой линии трубы.
Примечание - Минимальные радиусы изгиба (MBR) при хранении и эксплуатации определены в 6.3.1.
3.7 ограничитель изгиба (bend restrictor): Механическое устройство ограничения изгиба, функционирующее как механический стопор и ограничивающее локальный радиус изгиба гибкой трубы до его минимального значения.
3.8 устройство обеспечения жесткости на изгиб (bend stiffener): Вспомогательный компонент конической формы, который локально поддерживает трубу для ограничения величины изгибающих напряжений и изгиба трубы до приемлемых уровней.
Примечание - Гибкая труба проходит через устройства обеспечения жесткости на изгиб, закрепляемые на концевом фитинге или на опорной конструкции.
3.9 жесткость на изгиб (bending stiffness): Способность гибкой трубы сопротивляться сгибанию под действием изгибающих нагрузок при постоянных значениях растяжения, давления и температуры.
3.10 гибкая труба многослойной структуры со связующими слоями (bonded pipe): Гибкая труба, в которой стальной армирующий слой интегрирован и соединен с вулканизированным эластомерным материалом, а текстильный материал включен в конструкцию для получения дополнительного структурного армирования или разделения эластомерных слоев.
3.11 разрывная мембрана (burst disk): Специально ослабленные места во внешней оболочке, которые предусмотрены для разрушения при давлении газа в кольцевом пространстве, превышающем заданную величину.
Примечание - Специально ослабленное место создают путем уменьшения толщины оболочки в пределах локализованного участка.
3.12 каркас (carcass): Взаимосвязанная металлическая конструкция, которая может использоваться в качестве первого внутреннего слоя для предупреждения полного или частичного смятия оболочки или трубы, находящейся под внутренним давлением, из-за сброса давления, наружного давления, давления армирующей оболочки при натяжении и механической раздавливающей нагрузки.
Примечание - Каркас можно использовать снаружи для защиты внешней поверхности трубы.
3.13 устьевая обвязка для дросселирования и глушения скважины (choke-and-kill line): Перемычка между дроссельным манифольдом и противовыбросовым превентором.
3.14 соединитель (connector): Устройство, используемое для герметичного конструкционного соединения концевого фитинга и сопряженного трубопровода.
Примечания
1 Соединители включают в себя болтовые фланцы, стыковочные втулки и фирменные соединители.
2 Соединители могут быть спроектированы для сборки с помощью водолазных работ или без водолазных работ с использованием механической или гидравлической аппаратуры.
3.15 пересечение (crossover): Пересечение гибкого выкидного трубопровода с другим трубопроводом, проложенным на морском дне.
Примечания
1 Проложенный трубопровод может быть как стальным, так и гибким.
2 Для верхнего пересекающего трубопровода может потребоваться создание опоры для предупреждения чрезмерного перегиба или сдавливания укладываемых или уже проложенных трубопроводов.
3.16 отчет о верификации методологии проектирования (design methodology verification report): Отчет, подготовленный независимым экспертом по верификации при первоначальном рассмотрении проекта, для конкретного изготовителя, подтверждающий возможность применения и соответствующие ограничения методологий проектирования изготовителя.
Примечание - Этот отчет может включать возможные дополнения или пересмотры, относящиеся к расширению пределов принятых ранее ограничений или пересмотрам методологий.
3.17 проектное давление (design pressure): Минимальное или максимальное давление, включая рабочее давление, пиковое давление, включая давление закрытия, где применимо, условия вакуума и статическое давление напора.
3.18 применение в условиях динамических нагрузок (dynamic application): Конфигурация гибкой трубы, которая подвергается воздействию изменяющихся во времени нагрузок, или прогибы или граничные условия которой изменяются во времени.
3.19 концевой фитинг* (end fitting): Механическое устройство, формирующее переход между телом гибкой трубы и соединителем, в котором заделывают все трубные слои таким образом, чтобы обеспечить передачу нагрузок между гибкой трубой и соединителем.
_______________
* Является элементом конструкции гибкой трубы.
3.20 отслаивание (fishscaling): Тенденция к отрыву кромки одной армирующей проволоки от нижележащего слоя при искривлении или недопустимой деформации кручения в процессе намотки армирующего элемента.
3.21 гибкий выкидной трубопровод (flexible flowline): Гибкая труба, частично или полностью расположенная на морском дне или заглубленная ниже уровня морского дна и применяемая в условиях статических нагрузок.
Примечание - В настоящем стандарте термин "выкидной трубопровод" использован как общий термин для гибких выкидных трубопроводов.
3.22 гибкая труба (flexible pipe): Совокупность тела трубы и концевых фитингов, где тело трубы состоит из композиционного многослойного материала, образующего контур, работающий под давлением, а конструкция трубы обеспечивает значительные углы изгиба без существенного увеличения изгибающих напряжений.
Примечания
1 Обычно тело трубы формируют из композиционного материала, состоящего из металлических и полимерных слоев.
2 В настоящем стандарте термин "труба" использован как общий термин для гибких труб.
3.23 гибкий райзер (flexible riser): Гибкая труба, соединяющая платформу/модуль плавучести/судно с выкидным трубопроводом, морским подводным оборудованием или другой платформой, где райзер может быть свободно подвешен (свободный, провисающий), закреплен в нескольких точках (модули плавучести, цепи), закреплен по всей длине или заключаться в трубу (I- или J-трубы).
3.24 независимый эксперт по верификации (independent verification agent): Независимое лицо или орган, выбираемое (выбираемый) изготовителем, ответственное за проведение процесса верификации указанных методологий или эксплуатационных характеристик на основании технической литературы, анализов и результатов испытаний, а также другой информации, предоставляемой изготовителем.
Примечание - Привлечение эксперта осуществляется также для подтверждения проведения измерений и квалификационных испытаний материалов.
3.25 изоляционный слой (insulation layer): Дополнительный слой гибкой трубы, увеличивающий ее теплоизоляционные свойства и размещенный обычно между наружным армирующим слоем, работающим на растяжение и внешней оболочкой.
3.26 промежуточная оболочка (intermediate sheath): Слой экструдированного полимера, расположенный между внутренней оболочкой, работающей под давлением, и внешней оболочкой, который может быть использован в качестве барьера для внешних флюидов в гладкоствольных трубах или в качестве противоизносного слоя.
3.27 внутренняя оболочка, работающая под давлением* (internal pressure sheath): Полимерный слой, который обеспечивает сохранность транспортируемого флюида.
_______________
* Оболочка, находящаяся под действием давления транспортируемого флюида (внутреннего давления).
Примечание - Этот слой может состоять из нескольких подслоев.
3.28 перемычка* (jumper): Короткий отрезок гибкой трубы для подводного и надводного применения в условиях статических и динамических нагрузок.
_______________
* Перемычки используют в большинстве случаев для подключения выкидных линий к подводному оборудованию или соединения подводного оборудования, например, для подключения выкидной линии к жесткому райзеру, установленному на добывающей платформе.
3.29 угол намотки (lay angle): Угол между осью спирально наматываемого элемента (например, армирующей проволоки) и линией, параллельной продольной оси гибкой трубы.
3.30 внешняя оболочка (outer sheath): Полимерный слой, используемый для защиты трубы от проникновения морской воды и другого воздействия внешней окружающей среды, для защиты от коррозии, абразивного и механического повреждения, а также для удержания армирующих элементов, работающих на растяжение, в заданном после формирования положении.
3.31 связка труб (piggyback): Соединение двух труб, скрепленных через определенные интервалы, где одна или обе трубы могут быть гибкими.
3.32 армирующий слой, обеспечивающий стойкость к давлению (pressure armour layer): Конструкционный слой с углом намотки близким к 90°, который увеличивает сопротивление гибкой трубы внутреннему и наружному давлению, а также механическим сминающим нагрузкам. Структурно поддерживает внутреннюю оболочку, работающую под давлением, и, обычно, содержит взаимосвязанную металлическую конструкцию, которая может быть дублирована плоским металлическим спиральным слоем.
3.33 качество (quality): Соответствие заданным требованиям.
3.34 обеспечение качества (quality assurance): Запланированные, систематические и предупредительные действия, необходимые для обеспечения соответствия материалов, продукции и услуг заданным требованиям.
3.35 управление качеством (quality control): Инспекция, испытания или контроль на соответствие заданным требованиям материалов, продукции и услуг.
3.36 план качества (quality plan): Установленная система документации по обеспечению качества.
3.37 негладкий проходной канал (rough bore): Гибкая труба с каркасом в качестве первого внутреннего слоя.
3.38 срок службы (service life): Период времени, в течение которого гибкая труба отвечает всем эксплуатационным требованиям.
3.39 гладкий проходной канал (smooth bore): Гибкая труба с внутренней оболочкой, работающей под давлением, в качестве первого внутреннего слоя.
3.40 работа в присутствии сернистых соединений (sour service): Условия работы при проектном давлении с содержанием выше минимального уровня, установленного в ИСО 15156 (все части).
3.41 применение в условиях статических нагрузок (static application): Отсутствие воздействия на гибкие трубы значительных циклически изменяющихся нагрузок или изгибов в процессе обычных операций.
3.42 работа при отсутствии сернистых соединений (sweet service): Условия работы при проектном давлении с содержанием ниже уровня, установленного в ИСО 15156 (все части).
3.43 армирующий слой, работающий на растяжение (tensile armour layer): Конструкционный слой с углом намотки обычно от 20° до 55°, который состоит из спирально наматываемой армирующей проволоки и который используют для принятия на себя, полностью или частично, растягивающих нагрузок и внутреннего давления.
Примечание - Армирующие слои, работающие на растяжение, обычно наматывают парами в противоположных направлениях.
3.44 регулировка торсионной упругости (torsional balance): Характеристика трубы, которую достигают проектированием ее конструкционных слоев так, чтобы осевые нагрузки и давление не создавали значительного скручивания труб или крутящих нагрузок в трубе.
3.45 предел прочности (ultimate strength): Максимальное напряжение, выдерживаемое материалом при растяжении, выше которого происходит его разрушение.
3.46 гибкая труба многослойной структуры, состоящая из несвязанных между собой слоев (unbonded flexible pipe): Труба, которая состоит из отдельных несвязанных друг с другом полимерных и металлических слоев, что допускает перемещение слоев относительно друг друга.
3.47 визуальный контроль (visual examination): Контроль деталей или оборудования на видимые дефекты материала или изготовления.
3.48 предел текучести (yield strength): Уровень напряжения, при котором происходит переход из области упругой в область пластической деформации металла или другого материала.
4 Обозначения и сокращения
В настоящем стандарте применены следующие сокращения и обозначения:
FAT - заводские приемо-сдаточные испытания (factory acceptance test);
HV - твердость по Виккерсу (hardness on Vickers Scale);
MBR* - минимальный радиус изгиба (minimum bend radius);
_______________
* В тексте настоящего стандарта приняты также следующие сокращения:
MBR хранения - минимальный радиус изгиба при хранении (storage minimum bend radius);
рабочий MBR - минимальный радиус изгиба при эксплуатации (operating minimum bend radius).
RAO - оператор амплитудной характеристики (response amplitude operator);
"S-N" - кривые зависимости амплитуды напряжений от количества циклов (curves showing stress range vs. number of cycles);
TFL* - проходной выкидной трубопровод (through-flowline);
_______________
* В настоящем стандарте под сокращением "TFL" следует понимать систему проводки инструментов для обслуживания и ремонта скважин через выкидную линию, в связи с чем в текст стандарта введен термин "система TFL".
BP (HIC) - водородное растрескивание (hydrogen-induced cracking);
ДСК (DSC) - дифференциальная сканирующая калориметрия (differential scanning calorimetry);
ЗTB (HAZ) - зона термического влияния (heat-affected zone);
НК (NDE) - неразрушающий контроль (non-destructive examination);
ОКЧ (GA) - общий компоновочный чертеж (general arrangement);
ПА (РА) - полиамид (polyamide);
ПВДФ (PVDF) - поливинилиденфторид (polyvinylidene fluoride);
ПВХ (PVC) - поливинилхлорид (polyvinyl chloride);
ПЭ (РЕ) - полиэтилен (polyethylene);
СРН (SSC) - сульфидное растрескивание под напряжением (sulfide stress cracking);
ТКЧ (TAN) - титруемое кислотное число (titrated acid number);
УТТ (PSL) - уровень технических требований (production specification level);
УФ (UV) - ультрафиолет (ultraviolet);
![]() - предел текучести материала (material yield stress);
- предел текучести материала (material yield stress);
![]() - предел прочности материала (material ultimate stress).
- предел прочности материала (material ultimate stress).
5 Функциональные требования
5.1 Общие положения
5.1.1 Заказчик должен указать свои функциональные требования к гибким трубам. В руководящих указаниях по закупкам (приложение А) приведен пример формы для технических условий по функциональным требованиям.
5.1.2 Изготовителем должны быть указаны функциональные требования, специально не оговоренные заказчиком, но которые могут влиять на конструкцию, материалы, изготовление и испытания трубы.
5.1.3 Если заказчик не указывает свои требования и положение 5.1.2 не применимо, то изготовитель может допустить, что таковые требования отсутствуют.
5.2 Общие требования
5.2.1 Гибкая труба
Изготовитель должен обеспечить выполнение следующих минимальных общих функциональных требований, предъявляемых к гибкой трубе:
a) конструкция трубы обеспечивает герметичность трубопровода;
b) труба выдерживает все проектные нагрузки и комбинации нагрузок, определенные в настоящем стандарте;
c) труба выполняет свои функции в течение заданного срока службы;
d) материалы гибкой трубы соответствуют условиям окружающей среды, оказывающим воздействие на эти материалы;
e) материалы гибкой трубы соответствуют требованиям к защите от коррозии, указанным в настоящем стандарте.
5.2.2 Концевой фитинг
Изготовитель должен обеспечить соответствие концевого фитинга предъявляемым к нему функциональным требованиям не ниже требований, предъявляемым к гибкой трубе. Если позволяет конструкция, должно быть обеспечено выполнение следующих требований:
a) концевой фитинг обеспечивает конструктивное сопряжение между гибкой трубой и опорной конструкцией;
b) концевой фитинг обеспечивает конструктивное сопряжение между гибкой трубой и устройствами ограничения изгиба, включая устройства обеспечения жесткости на изгиб, ограничители изгиба и раструбы.
5.3 Общие проектные параметры
Заказчик должен указать все специальные проектные требования, включая требования, приведенные в 5.4-5.6, а также следующие параметры гибкой трубы:
a) номинальный внутренний диаметр;
b) длину и допуски на длину гибкой трубы, включая концевые фитинги;
c) срок службы.
Руководящие указания по закупкам приведены в приложении А.
5.4 Параметры транспортируемого флюида
5.4.1 Общие положения
Заказчик должен указать параметры транспортируемого флюида для применения, перечисленные в таблице 1. Могут быть указаны минимальные, нормальные и максимальные значения параметров. Должны быть указаны расчетные разбросы параметров транспортируемого флюида в течение срока службы.
Таблица 1 - Параметры транспортируемого флюида
Параметр | Описание |
Внутреннее давление | См. 5.4.2 |
Температура | См. 5.4.3 |
Состав флюида | См. 5.4.4 |
Определение условий работы | Работа в присутствии или при отсутствии сернистых соединений в соответствии с перечислением а) 5.4.4 |
Описание флюида/потока | Тип флюида и режим потока |
Параметры расхода | Расходы, плотность флюида, вязкость, минимальное давление на входе и требуемое давление на выходе |
Тепловые параметры | Теплоемкость флюида |
5.4.2 Внутреннее давление
5.4.2.1 Должны быть указаны следующие значения внутреннего давления:
a) максимальное проектное давление;
b) минимальное проектное давление.
5.4.2.2 Следует указать следующие значения внутреннего давления:
a) рабочее давление или динамика давления в течение срока службы;
b) требования надзорных и/или сертифицирующих органов к значению давления при заводских и эксплуатационных испытаниях.
5.4.3 Температура
5.4.3.1 Должны быть указаны следующие значения температуры:
a) минимальная проектная температура;
b) максимальная проектная температура.
Следует указать рабочую температуру или динамику температур в течение срока службы.
5.4.3.2 Проектные значения минимальной и максимальной температуры являются минимальной и максимальной температурами, соответственно, которым могут быть подвержены гибкие трубы в течение срока службы. Данные проектные значения температуры могут быть указаны на основе анализа следующей минимальной группы факторов:
a) рабочие значения температуры;
b) колебания температуры (число и диапазон циклов);
c) эффект охлаждения газа (кривая "время - температура");
d) тепловые свойства флюида;
e) характеристики потока;
f) условия хранения, транспортировки и монтажа.
5.4.4 Состав флюида
Заказчику следует указать добываемые флюиды (состав отдельных фаз), нагнетаемые флюиды, а также флюиды, используемые при постоянных и внеплановых химических обработках (дозирование, время воздействия, концентрации и частота).
В технических характеристиках состава транспортируемого флюида следует указать:
a) все параметры, которые определяют рабочие условия, включая парциальное давление и
, рН водной фазы, ТКЧ (в соответствии c ASTM D664 и ASTM D974) и содержание воды (пластовой воды, морской воды и несвязанной воды);
b) газы, включая кислород, водород, метан и азот;
c) жидкости, включая входящие в состав нефти, и спирты;
d) ароматические компоненты;
e) коррозионные агенты, включая бактерии, хлориды, органические кислоты и сернистые компоненты;
f) нагнетаемые химические продукты, включая спирты и ингибиторы коррозии, гидрата, парафина, солевых отложений других твердых отложений;
g) твердые частицы, включая песок, атмосферные осадки, солевые отложения, гидраты, парафиносодержащие отложения и биопленку.
5.5 Окружающая среда
Заказчику следует указать параметры окружающей среды, учитывая параметры, приведенные в таблице 2. Расчетной глубиной должна быть максимальная глубина моря, на которой может эксплуатироваться трубная секция.
Таблица 2 - Параметры окружающей среды
Параметр | Комментарий |
Месторасположение | Географические данные расположения трассы трубопровода |
Глубина моря | Проектная глубина, данные по колебанию глубин по трассе трубопровода и приливные изменения |
Данные морской воды | Плотность, значение рН, минимальная и максимальная температура |
Температура воздуха | Минимальная и максимальная температуры в процессе хранения, монтажа и эксплуатации |
Данные грунта | Описание, прочность на сдвиг и угол внутреннего трения, коэффициенты трения, эрозия морского дна, песчаные гряды и изменения по трассе трубопровода |
Обрастание морскими организмами | Максимальные значения и изменения по длине |
Лед | Максимальное нарастание льда или дрейф айсбергов и ледяных полей |
Воздействие солнечного света | Длина участка трубы, подверженного воздействию солнечного света в процессе эксплуатации и хранения |
Данные о течениях | Как функция глубины моря, направления и периодичности, включая известное влияние локальных течений |
Данные по параметрам волны | В части характерных и максимальных волн, соответствующих периодов, спектров волн, функции рассеивания и диаграмм разброса, как функции направления и периодичности |
Данные по параметрам ветра | Как функция направления, высоты над уровнем моря и периодичности |
5.6 Системные требования
5.6.1 Минимальные системные требования
5.6.1.1 Общие положения
5.6.1.1.1 Заказчик должен указать системные функциональные требования проекта по 5.6.1.2, 5.6.1.9 и 5.6.1.10. Следует учитывать технические характеристики других системных требований, определенных в разделе 5. Приложение А можно использовать в качестве руководства.
5.6.1.1.2 Заказчику следует указать документацию, перечисленную в разделе 9, которая должна быть предоставлена изготовителем.
5.6.1.2 Определение области применения
Система гибких труб включает выкидной трубопровод, райзер или перемычку. Для гибких труб должны быть указаны условия эксплуатации, возможность применения в условиях статических или динамических нагрузок, при этом для работы в условиях динамических нагрузок следует указать ожидаемое количество циклов и амплитуды нагружения.
5.6.1.3 Противокоррозионная защита
Требования к противокоррозионной защите гибких труб следует устанавливать, учитывая следующие факторы:
a) внутреннюю и наружную противокоррозионную защиту концевых фитингов;
b) систему катодной защиты труб;
c) защитный потенциал, источник тока и плотность тока.
5.6.1.4 Термоизоляция
Заказчику следует указать необходимые эксплуатационные требования к гибким трубам по тепловой потере или удержанию тепла. Значения общих коэффициентов теплопередачи должны быть основаны на номинальном внутреннем диаметре трубы, при этом необходимо учитывать как конструкционные особенности самой трубы, так и все внешние факторы, например, толщину грунтового покрова над заглубляемыми трубами.
5.6.1.5 Вентиляция газа
Должна быть предусмотрена система вентиляции газа для предупреждения чрезмерного увеличения давления в кольцевом пространстве трубы. Требования, которые заказчик предъявляет к системе вентиляции газа, следует указывать с учетом:
a) компонентов системы вентиляции газа;
b) допустимых скоростей проникновения газа;
c) ограничений на размещение отвода газа;
d) требований к сопряжениям;
e) системы контроля и анализа газа.
5.6.1.6 Требования к обеспечению контроля состояния трубопровода внутренними снарядами и работе системы TFL
Следует указать все эксплуатационные требования для обеспечения контроля состояния трубопровода внутренними снарядами и проводки инструментов системы TFL, проведения ремонтных и других операций через гибкие трубы, включая требования к внутреннему диаметру труб, радиусу изгиба и переходам концевых фитингов.
5.6.1.7 Огнестойкость
Требования к огнестойкости конструкции трубы следует указывать со ссылкой на испытания на воспламеняемость по Lloyds или DNV (см. 6.4.6.1).
5.6.1.8 Связки труб
Следует указать требования к связкам гибких труб, включая детальную информацию по связкам труб и по условиям работы труб.
5.6.1.9 Соединители
Необходимо указать требования к соединителям для обоих концевых фитингов гибкой трубы, включая, как минимум, тип соединителя, технические условия на сварку, тип уплотнения и размеры.
5.6.1.10 Описание сопряжений
Необходимо указать детальную информацию по сопряжениям (интерфейсам), включая:
a) регламенты, нормы и стандарты;
b) геометрические и размерные данные, данные о прикладываемых нагрузках;
c) средства и оборудование, используемые заказчиком при монтаже;
d) инструменты и концевые соединения, используемые заказчиком для затаскивания и подсоединения;
e) комплектность поставки изготовителем.
5.6.1.11 Осмотр и текущий контроль состояния
Для изготовителя следует указать требования к проектированию и внедрению систем и процедур осмотра, контроля и оценки текущего состояния гибких труб.
5.6.1.12 Требования к монтажу
5.6.1.12.1 Заказчику следует указать следующие минимальные требования к монтажным работам:
a) при выполнении работ заказчиком - все требования к ограничениям по нагрузкам, усилиям затягивания/натяжения, требованиям для загрузочных мостков, монтажным допускам и ограничениям портового оборудования;
b) при выполнении работ изготовителем - требования к окружающей среде, судовые ограничения, монтажные допуски, ограничения из-за взаимно исключающих (конфликтных) операций и объем монтажных работ (включая прокладку траншей, заглубление, испытание, контроль, обслуживание и документацию).
5.6.1.12.2 Заказчику следует указать требования к возможности восстановления эксплуатационных характеристик и повторного использования гибких труб в течение их срока службы.
5.6.1.13 Очистка с помощью экзотермохимической реакции
Заказчику следует указать соответствующие минимальные параметры для операций по очистке труб с помощью экзотермохимической реакции, учитывая:
a) расход химреагентов;
b) изменение давления химреагентов;
c) максимальную тепловую мощность химреагентов;
d) химический состав реагентов.
5.6.2 Параметры выкидного трубопровода
Заказчику следует представить изготовителю свои требования к проектированию и анализу системы выкидных трубопроводов (или статических перемычек) дополнительно к требованиям раздела 6 с учетом параметров, приведенных в таблице 3.
Таблица 3 - Параметры выкидных трубопроводов
Параметр | Описание |
Трассирование выкидных трубопроводов | Схемы трасс, топографические условия, состояние дна моря/грунта, препятствия, установленное оборудование и трубопроводы |
Направляющие и опоры | Предложенная геометрия направляющих, I-трубы, J-трубы и раструбы, через которые должны быть установлены выкидные трубопроводы |
Требования к защите | Прокладка траншей, подсыпка породы, подстилающий слой и требования к защите по всей длине трубы. Проектные ударные нагрузки, включая такие, как от тралового оборудования, падающих грузов и якорей |
Устойчивость на дне | Допускаемые перемещения |
Обратный выгиб | Технические условия проектных случаев, которые должны быть рассмотрены изготовителем |
Требования к пересечениям | Пересечение труб (гибких и жестких), включая уже смонтированные трубы и газопроводы |
Крепление труб | Ограничители изгиба, хомуты и методы крепления |
Случаи нагружения | Определение годовой вероятности возникновения случаев нагружения для монтажа и для нормальной и аномальной работы. Технические условия случайных нагружений и годовые вероятности их возникновения |
5.6.3 Параметры райзера
Заказчику следует представить изготовителю свои требования к проектированию и анализу системы райзера (или динамических перемычек) дополнительно к требованиям раздела 6 с учетом параметров, приведенных в таблице 4.
Таблица 4 - Параметры райзера
Параметр | Описание |
Конфигурация райзера | Технические условия на любые требования к конфигурации, включая описание (плавная S-образная, крутопадающая и т.д.), схему и компоненты. Выбор конфигурации и подтверждение применимости указанной конфигурации |
Соединительные системы | Описания верхних и нижних соединительных систем, включая системы быстроразъемных соединений и системы отсоединения плавучих модулей, углы соединений и допуски расположения |
Трубные крепления | Ограничители изгиба, плавучие модули и т.п. и методы крепления |
Данные присоединенного судна | Данные для присоединенных плавучих средств, включая следующее: |
Требования к помехам | Технические условия на возможные зоны действия помех, включая другие райзеры, швартовые канаты, колонны платформы, понтоны судна, киль танкера и т.д., и определение допустимых помех/столкновений |
Случаи нагружения | Определение годовой вероятности возникновения случаев нагружения для монтажа и для нормальной и аномальной работы. Технические условия случайных нагружений и годовые вероятности их возникновения |
6 Проектные требования
6.1 Нагрузки и результаты воздействия нагрузок
6.1.1 Общие положения
Конструкция трубы основана на информации, представляемой заказчиком (см. приложение А) со ссылками на требования раздела 5. Вся необходимая информация должна быть определена в исходных данных для проектирования (см. 9.2), включая проектные случаи нагружения. Результаты проектного анализа случаев нагружения должны быть включены в отчет по проектным нагрузкам (см. 9.3).
6.1.2 Определение классов нагружения
6.1.2.1 Нагрузки классифицируют на функциональные, от воздействия окружающей среды (внешние) и случайные и определяют следующим образом:
a) функциональными нагрузками являются все нагрузки на трубу при эксплуатации, включая все нагрузки, которые воздействуют на трубу в спокойной воде за исключением нагрузок от ветра, волн или течения;
b) нагрузками от воздействия окружающей среды являются нагрузки, вызываемые внешними условиями;
c) случайными нагрузками являются все нагрузки, возникающие при случайных ситуациях.
Классы и подклассы нагружения приведены в таблице 5.
Таблица 5 - Комбинация нагрузок классов нагружения, условия нагружения
Класс и подкласс нагружения | Условия нагружения | ||
нормальная работа | аномальная работа | ||
текущая | критическая | ||
Функциональные нагрузки | |||
а Нагрузки из-за веса и плавучести трубы, содержания и креплений, временные и постоянные | x | x | x |
b Внутреннее давление по 5.4.2 | Макс. /мин. рабочее давление | Проектное давление | Проектное давление |
с Нагрузки от колебаний давления и температуры | x | x | x |
d Наружное давление | x | x | x |
е Внешние силы реакции грунта или породы для траншейных, заглубленных или засыпанных породой труб | x | x | x |
f Нагрузки статической реакции и деформации от опор и защитных конструкций | x | x | x |
g Временные нагрузки при монтаже и извлечении, включая прикладываемые нагрузки растяжения и сдавливающие нагрузки, ударные нагрузки и нагрузки, создаваемые направляющими устройствами | x | x | x |
h Остаточные нагрузки от монтажа, которые остаются как постоянные нагрузки в конструкции трубы в процессе работы | x | x | x |
i Нагрузки и смещение из-за давления и кручения, возникающего при растяжении | x | x | x |
j Давления испытаний, включая давления при монтаже, вводе в эксплуатацию и техническом обслуживании | Как указано в таблицах 6 и 7 | Как указано в таблицах 6 и 7 | Как указано в таблицах 6 и 7 |
k Эффекты взаимодействия сгруппированных или закрепленных труб | x | x | x |
l Нагрузки из-за пересечений жестких или гибких труб или безопорных пролетов | x | x | x |
m Нагрузки из-за допусков на позиционирование в процессе установки | x | x | x |
n Нагрузки от инструментов при контроле и техническом обслуживании | x | x | x |
Нагрузки от воздействия окружающей среды | |||
Нагрузки, создаваемые напрямую или косвенно параметрами окружающей среды по таблице 2 | Условия, отвечающие | Условия, отвечающие | Условия безотказной работы |
Случайные нагрузки | |||
Нагрузки и перемещения, создаваемые напрямую или косвенно случайными событиями, включающими следующее: | Не применимо | Комбинации функциональных нагрузок, нагрузок от воздействия окружающей среды и случайных нагрузок по таблице 5 должны быть проанализированы по таблице 6, если годовая совокупная вероятность возникновения случая | Комбинации функциональных нагрузок, нагрузок от воздействия окружающей среды и случайных нагрузок по таблице 5 должны быть проанализированы по таблице 6, если годовая совокупная вероятность возникновения случая |
Нагрузки от воздействия окружающей среды должны комбинироваться с рабочими условиями с заданной вероятностью возникновения | |||
Примечание - В настоящей таблице знак "х" обозначает "применимо". | |||
6.1.2.2 Проектные случаи нагружения должны быть определены для анализа, в соответствии с применением, влияния на гибкую трубу функциональных нагрузок, нагрузок от воздействия окружающей среды и случайных нагрузок. ИСО 13628-11 содержит руководящие указания по методам расчета, которые должны быть использованы для нагрузок, приведенных в таблице 5.
6.1.3 Комбинации нагрузок и условия нагружения
6.1.3.1 Необходимо обосновать, что конструкция трубы соответствует проектным требованиям при действии комбинаций нагрузок, указанных в 6.1.3. Следует оценить все нагрузки, которые воздействуют на гибкую трубу, включая нагрузки, указанные в 6.1.2.2. Должны быть проанализированы колебания нагрузок во времени и пространстве, воздействия нагрузок от системы гибких труб и их опор, а также условия окружающей среды и состояние грунта.
6.1.3.2 Проектными условиями нагружения, которые должны быть проанализированы, являются монтаж, нормальная работа (текущая и критическая*), аномальная работа** и FAT. Комбинации нагрузок должны соответствовать комбинациям, определенным в таблицах 5 и 6. Допускается не учитывать комбинации нагрузок с годовой вероятностью возникновения менее 10. Комбинации нагрузок при FAT должны быть определены изготовителем, в соответствии с процедурами FAT.
_______________
* Нормальная работа со случайными нагрузками.
** Работа с нарушением/отклонением от нормальной работы.
Таблица 6 - Критерии проектирования слоев гибкой трубы
Слой гибкой трубы | Проектный критерий | Рабочие условия | Монтаж | Гидроста- | |||
Нормальная работа | Аномальная работа - функцио- | Функцио- | Функцио- | ||||
текущая работа - функцио- | критическая работа - функцио- | ||||||
Внутренняя оболочка, работающая под давлением | Ползучесть | Максимальное допускаемое уменьшение толщины стенки ниже минимальной проектной величины из-за ползучести в опорном структурном слое должно составлять 30% при всех комбинациях нагрузок | |||||
Внутренняя оболочка, работающая под давлением | Деформация изгиба | Максимальная допускаемая деформация должна составлять 7,7% для ПЭ и ПА, 7,0% - для ПВДФ при применении в условиях статических нагрузок и при хранении в условиях динамических нагрузок и 3,5% - для ПВДФ для работы в условиях динамических нагрузок. Для других полимерных материалов допускаемая деформация должна быть задана изготовителем, который должен документально подтвердить, что материал удовлетворяет проектным требованиям для данной деформации | |||||
Внутренний каркас* | Нагрузка от потери устойчивости** | [0,67] для | |||||
Армирование на растяжение | Напряжение*** | 0,67 | 0,85 | 0,85 | 0,67 | 0,85 | 0,91 |
Армирование на стойкость к давлению | Напряжение | 0,55 | 0,85 | 0,85 | 0,67 | 0,85 | 0,91 |
Внешняя оболочка | Деформация | Максимальная допускаемая деформация должна составлять 7,7% для ПЭ и ПА. Для других полимерных материалов допускаемая деформация должна быть задана изготовителем, который должен документально подтвердить, что материал удовлетворяет проектным требованиям для этой деформации | |||||
* Для механических нагрузок допустимый коэффициент нагружения внутреннего каркаса должен быть таким, как для армирования на стойкость к давлению. | |||||||
 для 300 м
для 300 м6.1.3.3 Проверку конструкции следует проводить на всех промежуточных стадиях, указанных заказчиком или изготовителем. Это должно быть регламентировано теми же проектными критериями, что и проектные условия нагружения в соответствии с таблицей 6.
6.1.3.4 В исходных данных для проектирования изготовителя должно быть определено одновременное возникновение различных комбинаций нагрузок (см. 9.2). Вероятность особых классов нагружения или подклассов может указывать заказчик на основе особенностей проектных условий. Заказчику следует указывать вероятности случайных событий или событий, связанных с проведением монтажных работ (см. таблицы 3 и 4). Если заказчик не указывает вероятности событий, то изготовитель должен предложить вероятности, используемые для отдельных случаев в исходных данных для проектирования.
6.1.3.5 Анализируемые проектные случаи нагружения должны быть определены исходя из условий нагружения, указанных в 6.1.2.2 и таблице 6.
6.1.4 Влияние проектных нагрузок
6.1.4.1 В конструкции трубы изготовитель должен принимать во внимание нагрузки на трубу, создаваемые внутренним и наружным давлением. В случае учета величины гидростатического наружного давления при расчете проектного внутреннего давления трубы изготовитель должен указать глубину моря, для которой приведено данное проектное внутреннее давление. Это также должно быть указано в маркировке труб (см. 11.1).
6.1.4.2 Влияние гидродинамических нагрузок должно быть определено с использованием подтвержденных и документально оформленных методов, по которым рассчитывают влияния кинематики морской воды и воздействия различных явлений окружающей среды. Руководящие указания по методам анализа см. в ИСО 13628-11.
6.1.4.3 Для усталостного анализа распределение нагрузок в течение срока службы трубы должно быть основано на методах, которые учитывают все параметры нагрузок. Упрощенные методы применяют, если имеется возможность показать, что результирующее распределение нагрузок является неизменным.
6.1.4.4 Какая-либо случайная нагрузка или комбинации случайных нагрузок могут повредить гибкую трубу или привести к невозможности ее дальнейшей эксплуатации. Случаи нагружения, которые включают случайные нагрузки (например, смещения из-за отказа якорного каната или отказа подруливающего устройства) и не нарушают критериев по таблице 6, определяют предел безопасного воздействия случайных нагрузок. Некоторые случайные нагрузки (например, при пожаре или взрыве) достаточно сложно проанализировать с точки зрения критериев по таблице 6. В этих случаях следует проводить испытания для определения времени безопасной работы или других ограничений, связанных со случайной нагрузкой.
6.2 Методология проектирования трубы
6.2.1 Изначально и при каждом пересмотре методология проектирования трубы должна быть подтверждена независимым экспертом по верификации. Документация, представляемая для верификации методологии проектирования, должна содержать:
a) описание теоретической основы, включая расчетные методики для проектных параметров трубы, требуемые для отчета по проектированию в соответствии с 9.4;
b) метод расчета для всех слоев трубы и компонентов;
c) верификацию теоретической основы с испытаниями прототипов; верификация должна включать прочностные характеристики всех конструкционных слоев трубы (Для контроля неответственных слоев, таких как противоизносные слои, допускается использование упрощенных методов анализа, если выбранный метод не влияет на надежность расчета напряжений других слоев.);
d) информацию по коэффициентам концентрации напряжений, используемых для стальных материалов, включая концентраторы напряжений на сопряжениях концевых фитингов, деталях хомутов и при контакте с твердыми поверхностями, допуски изготовления и зазоры, создающие нагрузки;
e) допуски при изготовлении и проектировании, напряжения, возникающие при изготовлении, сварные швы и другие факторы, которые влияют на конструкционную прочность;
f) методологии расчета срока службы, в соответствии с 6.3.4.
6.2.2 Независимый эксперт по верификации должен проверить и дать оценку методологии проектирования для установления области применения, которой она соответствует. Независимый эксперт по верификации должен подготовить сертификат и отчет, описывающий пределы и ограничения методологии проектирования. Изготовитель должен включить сертификат в отчет по проектированию (см. 9.4), а отчет о верификации методологии проектирования должен быть доступен заказчику для проверки.
6.2.3 Методология проектирования должна учитывать износ, коррозию, процессы изготовления, изменения размеров, ползучесть и старение (из-за механических, химических и термических ухудшений свойств) во всех слоях, если только документально не подтверждено, что конструкция трубы не подвержена этим влияниям.
6.2.4 Должно быть показано, что колебания размеров в пределах допусков на изготовление не увеличивают значения коэффициента нагружения более, чем на 3% значений по таблице 6.
6.2.5 Расчет толщины всех металлических слоев должен включать допуски на износ и скорость равномерной коррозии, рассчитанные для заданного срока службы.
6.2.6 Если конструкция трубы выходит за границы ранее подтвержденных конструкций, тогда изготовитель должен провести необходимое количество испытаний прототипов для подтверждения методологии проектирования для данной новой конструкции и получения пересмотренного или дополненного отчета о верификации методологии проектирования, подготовленного независимым экспертом по верификации. Испытания прототипов новой конструкции трубы должны подтвердить соответствие назначения конструкции для тех проектных параметров, которые выходят за пределы ранее подтвержденной области. Руководящие указания по испытаниям, которые следует проводить, и рекомендации по процедурам испытаний см. в ИСО 13628-11.
6.3 Проектирование конструкции трубы
6.3.1 Критерии проектирования
6.3.1.1 Слои трубы следует проектировать в соответствии с критериями по таблице 6 и разделу 6.
6.3.1.2 Коэффициент нагружения внутренней оболочки, работающей под давлением, должен быть рассчитан на основе максимально допускаемой ползучести и максимально допускаемой деформации полимерного материала, при соблюдении 6.3.2.1.
6.3.1.3 Коэффициент нагружения внутреннего каркаса должен быть рассчитан, как указано в 6.3.1.4, с учетом трехкратного диапазона глубины моря, определенного в таблице 6. Изготовитель должен оценить характер разрушения каркаса и армирующих элементов, обеспечивающих стойкость к давлению при потере устойчивости, а результаты анализа должны подтвердить, что слои соответствуют проектным требованиям. При расчетах гидростатического смятия каркаса могут быть учтены нагрузки, воспринимаемые армирующими слоями, обеспечивающими стойкость к давлению. Методология этого расчета должна быть документально подтверждена. Где применимо, изготовитель должен оценить характер разрушения при смятии при повышении давления между внутренней оболочкой, работающей под давлением, и прилегающими защитными слоями, а результаты анализа должны подтвердить, что все проектные требования выполнены.
6.3.1.4 Коэффициент нагружения для армирующих слоев, обеспечивающих стойкость к давлению и армирующих слоев, работающих на растяжение, следует рассчитывать следующим образом: коэффициент нагружения равен напряжению, деленному на конструкционную прочность, где напряжением является расчетное напряжение в конкретном слое.
Напряжение следует рассчитывать с использованием методологии проектирования, указанной в 6.2.1, при соблюдении проектных требований 6.3.2. Расчетное значение должно включать динамические нагрузки и быть основано на среднем напряжении в слое. Среднее напряжение следует рассчитывать на основе равномерного распределения суммарной нагрузки в слое по всей армирующей проволоке в слое. Конструкционной прочностью должен быть предел текучести, или 0,9 предела прочности на растяжение материала там, где испытания на растяжение может точно идентифицировать только указанную характеристику. Значение величины предела текучести или прочности, используемое при проектировании, должно быть рассчитано как среднее значение предела текучести или прочности за вычетом значений двух стандартных отклонений от среднего значения, взятых из документально оформленных данных испытаний, или минимальному значению, установленному поставщиком.
6.3.1.5 Коэффициент нагружения внешней оболочки следует рассчитывать на основе максимальной допускаемой деформации при соблюдении 6.3.2.2.
6.3.1.6 MBR хранения следует рассчитывать с учетом всех требований таблицы 6. Следует рассчитывать радиус изгиба, предотвращающий нарушение связей во взаимосвязанных слоях. MBR хранения должен составлять не менее 1,1 MBR для сохранения связей в слое.
6.3.1.7 Величина рабочего MBR для применения в условиях статических нагрузок (все условия нагружения) должна составлять не менее 1,0 MBR хранения, а для применения в условиях динамических нагрузок (все условия нагружения) - не менее 1,5 MBR хранения. Для применения в условиях динамических нагрузок коэффициент безопасности для рабочего MBR может быть уменьшен с 1,5 до 1,25 для аномальной работы и нормальной работы со случайными нагрузками.
6.3.1.8 Расчеты усталостной долговечности (усталостной прочности) следует проводить по 6.3.4. Прогнозируемая усталостная долговечность должна составлять не менее 10-кратного срока службы. По результатам коррозионного анализа (см. 6.3.4) должно быть видно, что потеря материала из-за коррозии не приводит к увеличению коэффициента нагружения, определяемого критериями, установленными в разделе 6, при всех комбинациях нагрузок.
6.3.1.9 Возможно также использование дополнительного метода проектирования, основанного на расчете надежности. В этом случае следует учитывать все соответствующие проектные критерии. Должно быть подтверждено, что полученный при этом уровень безопасности не ниже, чем указанный в настоящем стандарте для сопоставимых проектных случаев.
6.3.2 Требования к проектированию слоев трубы
6.3.2.1 Внутренняя оболочка, работающая под давлением
6.3.2.1.1 Внутренняя оболочка, работающая под давлением, должна быть проанализирована для следующих случаев нагружения:
a) наиболее критические комбинации внутреннего давления, температуры, рабочего MBR и состояния полимера;
b) гидростатическое давление при температуре окружающей среды и MBR хранения.
6.3.2.1.2 В анализ следует включать влияние соответствующих факторов циклического нагружения, таких как гистерезис, релаксационная усадка, потеря пластификатора, диффузия и абсорбция флюидов в полимерную матрицу, а именно:
a) ползучесть из-за уменьшения величины зазоров в армирующем слое;
b) колебания напряжений от циклического давления и температуры, создаваемые флюидами внутри трубного канала и в трубном кольцевом пространстве, включая варианты разгерметизации трубы;
c) контактное давление от каркаса и армирующих слоев;
d) деформация из-за изгиба трубы, осевого удлинения и сжатия, скручивания и радиального расширения;
e) вес всех слоев, прилегающих к внутренней оболочке, работающей под давлением, которые не имеют независимой опоры в концевом фитинге.
6.3.2.1.3 Методология, используемая для расчета толщины внутренней оболочки, работающей под давлением, должна быть документально подтверждена протоколами испытаний или данными опыта эксплуатации и соответствовать следующим минимальным требованиям:
a) зазор между армирующими проволоками, обеспечивающими стойкость к давлению, используемый при расчете толщины стенки, должен соответствовать максимальному зазору при изгибе до рабочего MBR (до MBR хранения - для гидроиспытаний) и учитывать допуски на изготовление;
b) анализ должен учитывать уменьшение толщины полимерного слоя при изгибе до рабочего MBR (до MBR хранения - для гидроиспытаний), концентрацию напряжений из-за колебаний толщины полимерного слоя, влияние депластифицирования, набухания и старения на свойства полимерных материалов, допуски на изготовление, характеристики ползучести полимерного материала и способ заделки полимерного слоя в концевом фитинге.
6.3.2.1.4 При анализе изготовитель должен показать, что при минимальных механических характеристиках материала внутреннего слоя, максимальном зазоре между армирующими проволоками в несущем слое и максимальной величине проектной температуры и внутреннего давления разрушение из-за заполнения полимером зазоров в прилегающих металлических слоях не происходит.
6.3.2.1.5 Для применения трубы в условиях динамических нагрузок изготовитель должен иметь протоколы испытаний, документально подтверждающие, что в материале, используемом во внутренней оболочке, работающей под давлением, не возникают трещины из-за чувствительности к надрезу и концентраторов напряжения. Данное требование не применимо к защитным слоям, которые используют в многослойных конструкциях внутренней оболочки, работающей под давлением.
6.3.2.2 Внешняя оболочка
Конструкция внешней оболочки должна учитывать влияние изгиба трубы, осевого удлинения и сжатия, нагрузок кручения, наружного и внутреннего давления, монтажных нагрузок, абразивных и локальных нагрузок от вспомогательных компонентов.
6.3.2.3 Промежуточная оболочка
Если промежуточную оболочку проектируют для предупреждения утечки флюида кольцевого пространства из слоя или предупреждения поступления морской воды за этот слой, то конструкция оболочки должна соответствовать 6.3.2.1. Для применения в условиях динамических нагрузок промежуточные оболочки должны противостоять износу из-за относительного движения слоев. Следует избегать образования складок и трещин при изгибе.
6.3.2.4 Внутренний каркас
Конструкция внутреннего каркаса должна учитывать следующее:
а) потерю формы при минимальном заданном внутреннем давлении, смятие при максимальном наружном давлении, максимальной овальности трубы и изгибе трубы до допускаемого радиуса изгиба. Наружное давление принимают равным максимальному наружному давлению, воздействующему на наружную поверхность внутренней оболочки, работающей под давлением, или максимальному давлению кольцевого пространства, если оно более наружного давления;
b) усталость штрипсов* каркаса;
_______________
* Полосовой прокат.
c) развитие трещины вдоль штрипсов каркаса из-за напряжений, возникающих во взаимосвязанных спиралях при изгибе (Конструкция каркаса должна обеспечивать устойчивость к развитию трещин.);
d) нагрузки, возникающие при тепловом расширении и укорачивании и/или набухании внутренней оболочки, работающей под давлением;
e) эрозию и коррозию.
6.3.2.5 Армирующие элементы, обеспечивающие стойкость к давлению
Армирующие элементы, обеспечивающие стойкость к давлению, следует проектировать исходя из требуемой окружной прочности, а также необходимости обеспечения требуемой величины зазоров между проволоками и предотвращения потери взаимосвязей в слое.
6.3.2.6 Армирующие элементы, работающие на растяжение
6.3.2.6.1 Армирующие элементы, работающие на растяжение, следует проектировать исходя из требуемой прочности на восприятие осевых нагрузок. Конструкция должна учитывать любые требования к характеристикам при кручении, обеспечению требуемой величины зазоров между проволоками и окружной прочности, в особенности в конструкциях труб, которые не имеют армирующих элементов, обеспечивающих стойкость к давлению.
6.3.2.6.2 Конструкция трубы должна быть спроектирована таким образом, чтобы регулировка торсионной упругости и характеристики прочности на сжатие трубы удовлетворяли функциональным требованиям.
6.3.2.7 Дополнительные слои
6.3.2.7.1 Теплоизоляционные слои следует проектировать в соответствии с 6.4.3.
6.3.2.7.2 Противоизносные слои следует проектировать в соответствии с 7.1.2.6. Они не должны выполнять функции герметизирующего слоя. Последствия дополнительных растягивающих армирующий слой напряжений, возникающих из-за локального разрушения противоизносного слоя, следует оценивать и документально оформлять как случайное нагружение.
6.3.2.7.3 Дополнительные наружные защитные слои как полимерные, так и металлические, следует проектировать для предупреждения наружного повреждения или износа внешней оболочки, на основе проектных условий, заданных заказчиком.
6.3.3 Концевой фитинг
6.3.3.1 Концевые фитинги следует проектировать для надежной заделки всех трубных слоев таким образом, чтобы не допустить утечки, деформацию конструкции или вытягивание проволоки или экструдированных слоев в течение срока службы трубы, принимая во внимание все соответствующие факторы, включая воздействия усадки, ползучести, старения и давления. Концевые фитинги следует проектировать для эксплуатационных условий с циклически изменяющейся температурой и давлением для конкретного применения в условиях динамических или статических нагрузок, принимая во внимание все воздействия, приведенные в 6.3.2.1. Методология проектирования для концевых фитингов должна быть документально оформлена и подтверждена протоколами испытаний и анализом. Методология должна учитывать допуски на изготовление. Конструкция должна учитывать поддерживающие нагрузки от любых вспомогательных компонентов, прикрепленных к концевому фитингу, включая устройства жесткости на изгиб.
6.3.3.2 Конструкция концевого фитинга должна обеспечить герметичность, как для внутренней оболочки, работающей под давлением, так и внешней оболочки у концевого фитинга. Конструкция обжимного/герметизирующего механизма концевого фитинга должна обеспечить такие условия, при которых комбинированная деформация, возникающая при рабочих вытягивающих нагрузках и установке на концевом фитинге уплотнительного кольца, не приведет к разрушению оболочки в течение срока службы.
6.3.3.3 В конструкции концевого фитинга осевое перемещение каркаса относительно концевого фитинга должно быть механически ограничено.
6.3.3.4 Для деталей концевых фитингов, работающих под давлением, должны выполняться неравенства:
![]() , (1)
, (1)
![]() , (2)
, (2)
где - растягивающее окружное напряжение;
- эквивалентное напряжение (по фон Мизесу (Von Mises) или Треска (Tresca))*;
_______________
* Эквивалентное напряжение, определяемое по гипотезе изменения формы (фон Мизес) или по теории максимальных касательных напряжений (Треска).
- допустимый коэффициент нагружения по таблице 7.
Таблица 7 - Допустимые коэффициенты нагружения концевых фитингов
Наименование коэффициента | Рабочие условия | Монтаж | Гидростатические испытания - FAT и приемка в эксплуатацию | |||
Нормальная работа | Аномальная работа - функцио- | Функцио- | Функцио- | |||
текущая работа - функцио- | критическая работа - функцио- | |||||
Допустимый коэффициент нагружения | 0,55 | 0,85 | 0,85 | 0,67 | 0,85 | 0,91 |
6.3.3.5 Для применения в условиях динамических нагрузок расчеты усталостной долговечности следует выполнять в соответствии с 6.3.4. Прогнозируемая усталостная долговечность должна составлять не менее 10-кратного срока службы.
6.3.3.6 Выбор материалов концевого фитинга - по разделу 7.
6.3.3.7 Толщина наплавляемого сваркой материала может быть включена в толщину стенки при анализе концевого фитинга, при условии обеспечения прочности наплавляемого сваркой материала равной или более прочности основного материала и использовании документально оформленной квалификационной процедуры сварки.
6.3.4 Анализ срока службы
6.3.4.1 Срок службы при применении в статическом состоянии
6.3.4.1.1 Анализ срока службы гибких труб, применяемых в условиях статических нагрузок, должен документировать свойства материалов трубы для указанного срока службы в соответствии с разделом 7. В проектных расчетах должны быть использованы минимальная прочность металлических материалов и минимальное удлинение при разрушении полимерных материалов в течение срока службы трубы. Анализ должен включать:
a) ползучесть, изменение размеров (усадка, набухание) и деформацию при разрушении в рабочих условиях;
b) коррозию и эрозию стальных компонентов.
6.3.4.1.2 Если гибкие трубы, работающие в условиях статических нагрузок, погружают в воду, то при определении коррозионного эффекта в стальных компонентах в кольцевом пространстве необходимо учитывать постоянный контакт с водой с соответствующей степенью минерализации и скорость проникновения кислорода. В зависимости от степени минерализации воды и скорости проникновения кислорода могут быть предусмотрены многослойные внешние оболочки и изоляция.
6.3.4.1.3 Срок службы для работы при отсутствии сернистых соединений следует определять по 6.3.1, исходя из следующего:
а) ухудшение свойств полимерных слоев до предельного критерия при использовании критерия, который должен быть указан изготовителем;
b) местная и сплошная коррозия армирующих элементов, обеспечивающих стойкость к давлению и армирующих элементов, работающих на растяжение, приводит к уменьшению поперечного сечения и увеличению коэффициента нагружения до 0,85. Основание для этого анализа должно соответствовать 7.2.4.3.1.
6.3.4.1.4 Срок службы для работы в присутствии сернистых соединений следует определять по 6.3.1, исходя из следующего:
a) оценка срока службы - по 6.3.4.1.3;
b) конструкция должна иметь документальное подтверждение соответствия требованиям 7.2.4.2.
6.3.4.2 Срок службы гибких труб при применении в условиях динамических нагрузок
6.3.4.2.1 Для применения гибких труб в условиях динамических нагрузок должны быть соблюдены требования 6.3.4.3. Дополнительно должен быть проведен анализ на сопротивление усталости для армирующих слоев, обеспечивающих стойкость к давлению и армирующих слоев, работающих на растяжение, учитывающий все механические и динамические воздействия, которые могут привести к накоплению усталостных повреждений в трубе при применении в условиях динамических нагрузок. Следует учитывать влияния износа, усталости, фреттинг-коррозии*, ухудшение свойств материалов, включая коррозию, ухудшение свойств смазки и потерю смазки. Если на участках, критических к усталости (например, на участках подвешивания и соприкосновения с поверхностью), нельзя избежать сварки армирующих элементов, обеспечивающих стойкость к давлению, то такую сварку следует контролировать на усталостные нагрузки, ожидаемые в местах сварных швов. Такую форму контроля возможно получить сравнением результатов испытаний образцов сваренной проволоки с подтвержденными характеристиками усталости (кривые "S-N" основного материала проволоки), принятыми в конструкции, или при получении кривых "S-N" для сваренной армирующей проволоки, обеспечивающей стойкость к давлению, в условиях, аналогичных кольцевому пространству.
_______________
* Коррозия при колебательном перемещении двух поверхностей относительно друг друга в условиях воздействия коррозионной среды.
6.3.4.2.2 Применение гибких труб в условиях динамических нагрузок следует оценивать по 6.3.4.2.5, если содержание превышает значение, указанное в NACE TM 01-77, для работы в присутствии сернистых соединений. В противном случае применение следует оценивать по 6.3.4.2.4.
6.3.4.2.3 Стальная проволока, используемая для гибких труб, может быть чувствительной к усталости при низком уровне , и поэтому для работы при динамическом нагружении совокупное влияние
и переменных напряжений в воде следует оценивать в соответствии с перечислением с) 7.2.4.5.
6.3.4.2.4 Срок службы при работе в отсутствии сернистых соединений следует определять по 6.3.1 следующим образом:
a) в соответствии с оценкой для применений в условиях статических нагрузок по 6.3.4.1.3;
b) для армирующих элементов, обеспечивающих стойкость к давлению и армирующих элементов, работающих на растяжение, на основе данных по 7.2.4.5;
c) основой для такой оценки должно быть кольцевое пространство райзера, сообщающееся с атмосферой и герметичное по отношению к морской воде.
Предполагаемые условия окружающей среды следует учитывать для проницаемости и потери армирующей проволоки из-за коррозии в присутствии и воды. При необходимости следует включать проникновение кислорода в систему вентиляции. Срок службы также должен быть рассчитан для заводненного кольцевого пространства.
6.3.4.2.5 Срок службы при работе в присутствии сернистых соединений следует определять по 6.3.1 следующим образом:
a) оценка должна соответствовать 6.3.4.2.4 для работы при отсутствии сернистых соединений на основе данных по 7.2.4.4, включая оценки усталостной долговечности как для кольцевого пространства при сухой вентиляции, так и для заводненного кольцевого пространства;
b) должна быть затребована подтвержденная модель для оценки парциальных давлений и
с соответствующим уровнем рН в кольцевом пространстве и временем для достижения предела насыщения кольцевого пространства.
6.3.4.3 Усталостный анализ
Для применения гибких труб в условиях динамических нагрузок должны быть выполнены расчеты на усталость армирующих элементов, обеспечивающих стойкость к давлению и армирующих элементов, работающих на растяжение, с использование методов Майнера (Miner) и данных кривых "S-N" в соответствии с 7.2.4.5. Расчеты по Майнеру не требуются, если при испытаниях в соответствии с 6.3.4.2 и перечислением с) 7.2.4.5 было показано, что все напряжения находятся ниже предела выносливости, установленного при испытаниях. Если какое-либо напряжение выше предела выносливости, то должно быть рассчитано усталостное повреждение на основе метода Майнера, с использованием кривых "S-N", которые должны быть подтверждены для проволочных материалов в соответствующих условиях окружающей среды. Анализ усталостной долговечности должен также подтвердить, что внутренняя оболочка, работающая под давлением, и внешняя оболочка обеспечат целостность при рассчитанных переменных деформациях.
6.3.4.4 Старение
Старение полиамида ПА-11 следует обосновывать с применением API 17TR2.
6.4 Системные проектные требования
6.4.1 Общие положения
6.4.1.1 В конструкции гибкой трубы следует учитывать все системные требования, приведенные в 5.6 и в таблице 8, и принимать во внимание дополнительные требования, приведенные в 6.4.2-6.4.6. Конструкция должна иметь документальное подтверждение соответствия всем требованиям к устройствам сопряжения (интерфейсам), указанным заказчиком или изготовителем.
Таблица 8 - Системные требования к конструкции трубы
Общее требование | Требование к выкидному трубопроводу | Требование к райзеру |
Противокоррозионная защита | Трасса выкидного трубопровода | Конфигурация райзера |
Термоизоляция | Направляющие и опоры | Соединительные системы |
Вентиляция газа | Требования к защите | Крепления трубы |
Требования к обеспечению контроля состояния трубопровода внутренними снарядами и работе системы TFL | Устойчивость на дне | Данные судна |
Огнестойкость | Обратный выгиб | Требования к помехам |
Связки труб | Требования к пересечениям | Случаи нагружения |
Соединители | Крепления трубы | |
Определения граничных условий | Случаи нагружения | |
Контроль и мониторинг условий | ||
Монтажные требования | ||
Очистка с помощью экзотермохимической реакции |
6.4.1.2 По окончании процессов укладки в траншею, заглубления и грунтовой засыпки, трубы следует контролировать для выявления обратного выгиба*, сдвига и снижения несущей способности, которые возникают под действием давления и осевого теплового удлинения. Следует проанализировать влияние изменений жесткости трубы на изгиб, которые возникают стечением времени, под действием давления и температур, на нагрузки, действующие на трубу.
_______________
* Изгиб в сторону, обратную ожидаемым деформациям.
6.4.1.3 Для применения райзера в условиях динамических нагрузок конструкция трубы должна быть проверена на помехи/столкновения с другими компонентами системы, включая райзер, швартовые концы и жесткие поверхности, такие как понтоны.
6.4.1.4 Коэффициент трения полимер/сталь для материала внешней оболочки должен быть документально подтвержден для конструкции трубы для сжимающих нагрузок механизма натяжения и для проектирования устройств, которые крепят к трубе.
6.4.1.5 Должны быть документально подтверждены боковые и продольные коэффициенты трения полимер/грунт для внешней оболочки при проектировании устойчивости трубы на дне.
6.4.2 Противокоррозионная защита
6.4.2.1 Электрохимическая коррозия
Выбор материалов должен учитывать воздействие электрохимической коррозии, если при этом существует вероятность увеличения коэффициентов нагружения выше допустимых пределов. Если имеется вероятность возникновения электрохимической коррозии, то разнородные металлы должны быть изолированы друг от друга с использованием изоляции, покрытия или иметь достаточный припуск на коррозию.
6.4.2.2 Обработка поверхности
Все наружные стальные поверхности должны быть подготовлены и изолированы антикоррозионными покрытиями в соответствии с общепризнанными международными стандартами по защите от коррозии, применимыми во всех условиях окружающей среды, указанных в разделе 5, кроме случаев документального подтверждения коррозионной стойкости материала в указанной среде.
6.4.2.3 Допуск на коррозию
6.4.2.3.1 Требования к допускам на внутреннюю и наружную коррозию следует оценивать в соответствии с месторасположением, условиями монтажа и требованиями, указанными в разделе 5. Изготовитель должен документально оформить данную оценку и ее влияние на компоненты трубы.
6.4.2.3.2 Коррозия каркаса или армирующих слоев у перехода к концевым фитингам не должна повреждать уплотнительные барьеры или фиксирующий механизм.
6.4.2.3.3 Предпочтение к использованию с точки зрения допусков на коррозию могут иметь коррозионно-стойкие наплавки или коррозионно-стойкие сплавы. Изготовитель должен иметь протоколы, документально подтверждающие применимость коррозионно-стойких наплавок или сплавов для конкретных условий применения и среды.
6.4.2.4 Катодная защита
6.4.2.4.1 Конструкция системы катодной защиты должна соответствовать 5.6.1.3. Конструкция систем катодной защиты с помощью анодов, электрически соединенных с концевым фитингом трубы, требует неразрывности электроцепи между армирующими элементами, работающими на растяжение и концевым фитингом. Методология проектирования систем катодной защиты должна быть документально подтверждена. Руководящие указания по проектированию систем катодной защиты см. в ИСО 15589-2.
6.4.2.4.2 Изготовитель должен выявить площадь поврежденной поверхности внешней оболочки и площадь поверхности армирующей проволоки, которая должна быть защищена в случае повреждения внешней оболочки, и иметь документально подтвержденную методику, на основе которой были проведены данные расчеты.
6.4.3 Тепловая изоляция
6.4.3.1 Материалы, используемые для теплоизоляционных слоев, следует выбирать так, чтобы общий коэффициент теплопередачи в течение срока службы не снижался до уровня ниже значения, определяемого в соответствии с 5.6.1.4.
6.4.3.2 При выборе теплоизоляционного материала ухудшение его физических и механических свойств под воздействием флюидов в кольцевом трубном пространстве должно быть документально подтверждено изготовителем протоколами проводимых испытаний в допускаемых пределах.
6.4.3.3 Проектирование системы тепловой изоляции основано на предположении, что наружный защитный барьер может быть поврежден или потерять свои свойства, подвергая, тем самым, изолирующий материал воздействию воздуха и/или морской воды. Могут быть использованы перегородки или дополнительные полимерные оболочки для ограничения объема конструкции трубы, которая может быть заводнена. Методология проектирования, включая допущения повреждений внешней оболочки, должна быть документально подтверждена.
6.4.3.4 Должны быть проанализированы условия, возникающие при хранении, транспортировке, погрузо-разгрузочных работах, монтаже и эксплуатации. Анализ должен подтвердить, что постоянная деформация изолирующих слоев, возникающая от смятия устройствами натяжения, барабанами, шкивами, роликами, собственным весом и ударными нагрузками, не снижает коэффициент теплопередачи до уровня ниже указанных требований.
6.4.4 Вентиляция газа
6.4.4.1 Систему вентиляции газа следует проектировать в соответствии с 5.6.1.5, а также выполнением следующих требований:
a) безопасное удаление диффузионных компонентов;
b) отсутствие неконтролируемого повышения давления снаружи трубы, если труба располагается в пределах замкнутого пространства;
с) стойкость к химическому воздействию всех деталей, подвергаемых воздействию проникающего флюида и морской воды.
6.4.4.2 При проектировании системы вентиляции газа должны быть учтены следующие требования:
a) конструкция предохранительных газоспускных клапанов должна обеспечивать открытие клапана до того, как давление кольцевого пространства достигнет 50% документально подтвержденного проектного давления разрушения разрывной мембраны [Следует указать в проектной документации, что клапан должен открыться (или разрывная мембрана должна разрушиться) до разрушения внешней оболочки при минимальном допуске на толщину стенки оболочки и изгибе трубы до рабочего MBR.];
b) максимальное давление системы вентиляции в кольцевом пространстве не должно допускать смятие или вспучивание внутренней оболочки гибких труб при сбросе давления в системе;
c) разрывная мембрана не должна быть использована в качестве части системы вентиляции газа для райзерных систем;
d) предохранительные газоспускные клапаны, используемые в качестве части системы вентиляции для подводной трубы, не должны допускать поступление морской воды;
e) при использовании предохранительных газоспускных клапанов должно быть не менее двух клапанов на каждый концевой фитинг;
f) конструкция клапана должна учитывать условия обрастания морскими организмами.
6.4.4.3 Сброс газа следует выполнять через концевой фитинг трубы, если другое не указано при формировании требований по 5.6.1.5.
6.4.4.4 Конструкция всех слоев в трубе должна обеспечивать вентиляцию проникающего газа.
6.4.5 Операции по контролю состояния гибких труб внутренними снарядами и работа системы TFL
6.4.5.1 Гибкую трубу следует проектировать в соответствии с требованиями необходимости контроля состояния трубопроводов внутренними снарядами и работы системы TFL, ремонта скважины и других требований по 5.6.1.6. Выбор допусков на размеры, включая овальность, должен учитывать указанные требования. Руководящие указания по системам TFL см. в ИСО 13628-3.
6.4.5.2 Первый внутренний слой (каркас или внутренняя оболочка, работающая под давлением), выбранный для конструкции трубы, не должен противоречить указанным требованиям, и изготовитель должен иметь протоколы, документально подтверждающие соответствие результатов проведенных испытаний указанным требованиям.
6.4.5.3 В конструкции трубы следует иметь плавный переход между первым внутренним слоем и концевым фитингом. Любые изменения толщины стенки, являющиеся результатом коррозии, не должны влиять на операции по контролю трубопровода внутренними снарядами. Конструкции концевых фитингов должны быть такими, чтобы изменения толщины стенки в результате коррозии не приводили к повреждению внутреннего каркаса или внутренней оболочки, работающей под давлением, в процессе операций по контролю трубопровода внутренними снарядами.
6.4.6 Огнестойкость
Огнестойкость гибких труб определяют при испытаниях и рассматривают как время, при котором труба и/или концевые фитинги в состоянии выдерживать огонь без потери давления. Огнезащитная изоляция может быть применена для тела гибкой трубы и концевых фитингов для снижения процесса разрушения трубы из-за нагрева. Однако гибкие трубы не являются огнестойкими. Гибкие трубы, подверженные воздействию огня, должны быть признаны непригодными к дальнейшей эксплуатации, кроме случаев, если результаты детального обследования свидетельствуют обратное.
6.4.6.1 При указании требований к огнестойкости, заказчику следует учитывать следующее:
a) температура пламени, источник и окружающий материал;
b) необходимость тушить или охлаждать конструкцию трубы;
c) метод пожаротушения;
d) время, необходимое для тушения;
e) транспортируемая среда;
f) нагреваемая сталь в контакте с полимерным материалом в гибкой трубе;
g) механизм закрытия трубы и его огнестойкость;
h) функция трубы;
i) точка воспламенения транспортируемой среды в случае утечки;
j) время сброса давления.
6.4.6.2 Если необходимо определить огнестойкость конструкции трубы (см. 5.6.1.7) в случае, когда ранее не были проведены испытания и оформлены протоколы испытаний, должны быть проведены испытания на воспламеняемость по Lloyds, DNV или API Spec 16С.
7 Материалы
7.1 Требования к материалам
7.1.1 Общие положения
7.1.1.1 Требования раздела 7 применяют к полимерным материалам, включая добавки; к металлической проволоке плоского, круглого или фасонного сечения; к обработанным или полуобработанным компонентам концевых фитингов, в состоянии поставки изготовителю трубы поставщиками. Раздел 7 не распространяется на использование композитных материалов для конструкционных слоев.
7.1.1.2 Изготовитель должен иметь архив протоколов с результатами испытаний, которые показывают, что материалы, выбранные для указанного применения, удовлетворяют функциональным требованиям, указанным в разделе 5, в течение срока службы для заданных условий эксплуатации и монтажа. Протоколы испытаний должны подтверждать соответствие результатов испытаний требованиям 7.2. Если отсутствуют соответствующие квалификационные протоколы, изготовитель должен провести испытания в соответствии с подразделом 7.2.
7.1.1.3 Для всех материалов, включая противоизносные слои, многослойные ленты, смазки и другие вспомогательные материалы, используемые в конструкции гибкой трубы при ее изготовлении, должны существовать документальные подтверждения совместимости с морской водой и проникающими газами и жидкостями при проектных температурах. Под совместимостью можно понимать следующее: в процессе разложения данных материалов не создаются побочные продукты, оказывающие вредное воздействие на функциональные слои (такие как внутренняя оболочка, работающая под давлением) трубы. Изготовитель должен документально подтвердить, что все смазки и покрытия для противокоррозионной защиты, используемые при изготовлении трубы, являются совместимыми со всеми другими конструкционными или уплотнительными материалами в трубе.
7.1.2 Полимерные материалы
7.1.2.1 Общие положения
Изготовитель должен использовать документально оформленные нормы проектирования, основанные на испытаниях, в соответствии с таблицей 9, которые позволяют установить диапазон и комбинацию условий воздействия для каждого полимера, используемого во внутренней оболочке, работающей под давлением, противоизносном слое/ленте, промежуточной оболочке, внешней оболочке и изоляционном слое.
Таблица 9 - Требования к характеристикам для экструдированных полимерных материалов
Характеристика | Испытания | Внутренняя оболочка, работающая под давлением | Промежуточная оболочка/ противоизносный слой | Внешняя оболочка | Изоляционный слой |
Механические/ физические свойства | Сопротивление ползучести | x | x | x | x |
Предел текучести/удлинение | x | x | x | - | |
Предел прочности/удлинение | x | x | x | x | |
Свойства релаксации напряжений | x | - | - | - | |
Модуль упругости | x | x | x | - | |
Твердость | - | - | x | - | |
Прочность на сжатие | - | - | x | x | |
Сопротивление гидростатическому давлению | - | - | - | x | |
Прочность при ударе | - | - | x | - | |
Абразивная стойкость | - | - | x | - | |
Плотность | x | x | x | x | |
Усталость | x | x | x | - | |
Чувствительность к надрезу | x | - | - | - | |
Теплотехнические свойства | Коэффициент теплопроводности | x | x | x | x |
Коэффициент теплового расширения | x | x | x | x | |
Точка размягчения | x | x | x | x | |
Теплоемкость | x | x | x | x | |
Температура хрупкости (или стеклования) | x | - | x | - | |
Характеристики проницаемости | Флюидопроницаемость | x | x | x | x |
Сопротивление вздутию | x | - | - | - | |
Совместимость и старение | Жидкостная совместимость | x | x | x | x |
Испытания на старение | x | x | x | - | |
Растрескивание под напряжением под влиянием окружающей среды | x | x | x | - | |
Атмосферостойкость | - | - | x | - | |
Водопоглощение | x | - | x | x | |
Примечания | |||||
7.1.2.2 Внутренняя оболочка, работающая под давлением
7.1.2.2.1 Изготовитель должен документировать механические и теплотехнические характеристики, жидкостную совместимость и проницаемость для жидкостей материалов для внутренней оболочки, работающей под давлением, в соответствии с таблицей 9, для диапазона температур и давлений, который должен включать проектные значения.
7.1.2.2.2 Изготовитель должен документировать методы прогнозирования изменений свойств полимеров в течение указанного срока службы. Изготовитель должен иметь для контроля заказчиком протоколы испытаний и оценок свойств полимеров, подтверждающие, что используемые методы прогнозирования эффективны.
7.1.2.2.3 Если транспортируемый флюид содержит газ, то результаты испытаний полимера должны свидетельствовать об отсутствии вздутия или ухудшения свойств полимера в процессе быстрого сброса давления, происходящего при условии максимальных значений давления и температуры. Должно быть проанализировано влияние старения и набухания на проницаемость. Изготовитель должен указать критерий, который следует применять к полимеру для оценки работоспособности (хрупкость, ползучесть, усадка, набухание, пластическая деформация и т.п.) и определения применимости, используя результаты испытаний в соответствии с 7.1.2.2.2.
7.1.2.2.4 Если внутренняя оболочка, работающая под давлением, состоит из нескольких слоев, то в этой многослойной конструкции не должны быть использованы разнородные материалы, если нет протоколов испытаний, документально подтверждающих, что материалы удовлетворяют проектным требованиям для заданного ресурса и условий эксплуатации.
7.1.2.3 Промежуточная оболочка
Изготовитель должен документально подтвердить свойства материала промежуточной оболочки по таблице 9.
7.1.2.4 Внешняя оболочка
7.1.2.4.1 Изготовитель должен документально подтвердить свойства материала внешней оболочки по таблице 9.
7.1.2.4.2 Изготовитель должен провести и документально оформить оценку для подтверждения совместимости внешней оболочки со всеми проникающими флюидами, вспомогательными компонентами и условиями окружающей среды, указанными в 5.5.
7.1.2.5 Изоляционный слой
7.1.2.5.1 Для материала изоляционного слоя изготовитель должен документально подтвердить свойства по таблице 9. Коэффициент теплопроводности слоя должен быть документально подтвержден для сухих и заводненных (морская вода) условий, где применимо, и для проектных и рабочих давлений и температур. Должно быть проанализировано снижение теплотехнических свойств изоляционного слоя в течение указанного срока службы под действием давления, температуры, условий кольцевого пространства и морской воды, где этот анализ применим. Ползучесть изоляционного материала не должна приводить к потере термоизоляции так, чтобы общая термоизоляция трубы была менее проектных требований. Термин "сухие условия" означает испытания на воздухе при условиях, определенных международной стандартной атмосферой*.
_______________
* Для международной стандартной атмосферы принимают следующие условия: давление на среднем уровне моря при температуре 15 °С равно 101,3 кПа/м или 760 мм рт.ст.
7.1.2.5.2 Изготовитель должен документировать и подтверждать испытаниями, что значение прочности изоляционного материала на сжатие достаточно для выдерживания всех ожидаемых нагрузок на сжатие в соответствии с проектными требованиями 6.4.3. Заводнение кольцевого пространства не должно влиять на данное требование.
7.1.2.5.3 Испытания общих теплопроводных свойств изоляционного материала могут быть проведены по ASTM С335.
7.1.2.6 Противоизносные слои
Для материала противоизносного слоя изготовитель должен документально подтвердить свойства по таблице 9. Для применения в условиях динамических нагрузок изготовитель должен иметь протокол испытаний, документально подтверждающий, что противоизносный слой выполняет свою функцию, предотвращая износ между сопрягаемыми стальными и/или экструдированными полимерными слоями в течение указанного срока службы.
7.1.3 Металлические материалы
7.1.3.1 Общие положения
Выбор металлического материала должен учитывать коррозионное воздействие, соответствующее условиям окружающей среды, которые оказывают влияние на слой в течение срока службы трубы. Материалы трубы, работающие в присутствии сернистых соединений, должны испытывать в соответствии с 7.2.4.2. Все металлические компоненты, предусматривающие или использующие катодную защиту, должны быть изготовлены из материала, который имеет документально подтвержденное сопротивление водородному охрупчиванию в применяемой среде.
7.1.3.2 Каркас
7.1.3.2.1 Изготовитель должен документально подтвердить свойства и характеристики для каркаса, приведенные в таблице 10. Для указанного применения изготовитель должен оценить по каждой из указанных характеристик пригодность выбранного материала каркаса, и иметь доступные для проверки заказчиком протоколы испытаний, документально подтверждающие пригодность материала к применению, а также критерии приемки.
Таблица 10 - Требования к характеристикам для металлической проволоки, материалам штрипсов и сварным элементам
Свойство/ характеристика | Параметр | Каркас | Армирующий элемент, обеспечивающий стойкость к давлению | Армирующий элемент, работающий на растяжение |
Свойства сплава | Химический состав | x | x | x |
Микроструктура | x | x | x | |
Механические свойства | Предел текучести | x | x | x |
Предел прочности | x | x | x | |
Удлинение | x | x | x | |
Твердость | x | x | x | |
Сопротивление усталости | x | x | x | |
Эрозионная стойкость | x | - | - | |
Характеристики материала | Стойкость к СРН и ВР | - | x | x |
Коррозионная стойкость | x | x | x | |
Трещиностойкость при катодной защите | - | - | x | |
Химическая стойкость | x | x | x | |
Примечания | ||||
7.1.3.2.2 Если каркас подвергается воздействию инструментов, проходящих через трубу, включая внутренние контрольные снаряды, инструменты системы TFL и оборудование для ремонта скважины, то следует рассчитать или экспериментально определить скорость износа при наступлении всех ожидаемых случаев. В конструкцию труб, для которых возможны высокие скорости износа и абразивное воздействие, должен быть включен дополнительный протекторный материал. Количество протекторного материала следует определять в результате анализа с использованием данных по скорости износа и ожидаемой частоты событий.
7.1.3.2.3 Если транспортируемый флюид содержит механические примеси, то изготовителю следует рассчитать скорости эрозии и эрозии/коррозии на срок службы трубы для указанных скоростей и состава флюидов, а также следует документально подтвердить, что рассчитанные скорости износа не приведут к разрушению каркаса.
7.1.3.2.4 При выборе материала каркаса следует учитывать условия монтажа, в особенности, если труба должна быть временно заполнена морской водой.
7.1.3.3 Армирующие элементы, обеспечивающие стойкость к давлению и армирующие элементы, работающие на растяжение
7.1.3.3.1 Изготовитель должен документально подтвердить свойства и характеристики армирующих элементов, обеспечивающих стойкость к давлению и армирующих элементов, работающих на растяжение по таблице 10, при соблюдении 7.1.3.2.1.
7.1.3.3.2 Для указанного применения изготовитель должен зафиксировать чувствительность к возникновению коррозии (сплошной или точечной) и к трещинообразованию (СРН, ВР, водородному охрупчиванию и фреттинг-коррозии) в материалах углеродистой стали, применяемых для армирующих элементов, обеспечивающих стойкость к давлению и армирующих элементов, работающих на растяжение, и иметь протоколы испытаний, документально подтверждающих чувствительность материалов и сварных элементов для конкретного применения.
7.1.4 Концевые фитинги
7.1.4.1 Металлические материалы
7.1.4.1.1 Металлические компоненты концевых фитингов для основных деталей, работающих под давлением, должны быть изготовлены ковкой или штамповкой по ASTM А668, ASTM А29 или ASTM А182 группа F51 (дуплексная сталь). Для работы в присутствии сернистых соединений металлические материалы должны соответствовать ИСО 15156 (все части).
7.1.4.1.2 Изготовитель должен документировать химический состав, метод изготовления, термообработку и свойства на растяжение, твердость и ударную вязкость по Шарпи для металлических материалов для всех основных компонентов концевых фитингов. Химический состав следует выбирать так, чтобы компоненты соответствовали указанным свойствам после завершения всех процессов изготовления, включая сварку и термообработку сварных швов.
7.1.4.1.3 Концевые фитинги должны быть коррозионно-стойкими за счет выбора материала или комбинации соответствующего покрытия и катодной защиты. Материал для внутренних поверхностей концевых фитингов должен иметь документально подтвержденную стойкость к эрозии от воздействия механических примесей, содержащихся в транспортируемом флюиде. Все металлические компоненты, предназначенные для катодной защиты или подвергаемые катодной защите, должны быть изготовлены из материала, который имеет документально подтвержденное сопротивление водородному охрупчиванию в применяемой среде.
7.1.4.1.4 В случае необходимости применения наплавки на все поверхности, подвергаемые воздействию транспортируемого флюида, должны быть протоколы испытаний, документально подтверждающие их коррозионную стойкость. Уплотнительные кольца внутренней оболочки, работающей под давлением, и внешней оболочки, а также уплотнительные поверхности трубных слоев должны быть коррозионно-стойкими.
7.1.4.2 Эпоксидный материал
7.1.4.2.1 Эпоксидный наполнитель, используемый для заливки армирующих элементов, работающих на растяжение, должен иметь документальное подтверждение стойкости к температуре, которой подвергают концевой фитинг в процессе изготовления и работы в течение срока службы. Особое внимание должно быть уделено максимальным температурам, воздействию которых может быть подвержен концевой фитинг в замкнутых пространствах, например, под огнестойкой изоляцией и устройствами жесткости на изгиб.
7.1.4.2.2 Изготовитель должен документально подтвердить прочность на сжатие эпоксидного материала при температуре от 20 °С до 25 °С, а также при проектных минимальных и максимальных температурах. Должны быть документально подтверждены: температура стеклования, совместимость с флюидами и характеристики старения эпоксидного материала. Эпоксидный материал, используемый при испытаниях, должен смешиваться и твердеть в соответствии с техническими условиями поставщика.
7.2 Квалификационные требования
7.2.1 Общие положения
7.2.1.1 Требования к испытаниям
Физические, химические и эксплуатационные характеристики всех материалов в гибкой трубе должны быть подтверждены изготовителем в соответствии с документально оформленной программой квалификационных испытаний. Программа должна подтверждать пригодность каждого материала к использованию по назначению для указанного срока службы гибкой трубы на основе результатов испытаний и анализа. Программа квалификационных испытаний должна включать испытания, указанные в разделе 7. При проведении квалификационных испытаний материалов следует учитывать все процессы (и их изменения) изготовления трубы, которые могут ухудшить свойства и характеристики, требуемые конструкцией.
7.2.1.2 Результаты испытаний
Результаты испытаний должны быть сохранены в течение большего из двух сроков: 20 лет с момента поставки заказчику или срока службы.
7.2.1.3 Применимость
7.2.1.3.1 Квалифицированными (пригодными) должны быть признаны только материалы с указанным химическим составом и технологическим циклом (термообработка и деформация в холодном состоянии), идентичным аналогичным характеристикам материалов, которые использовали в квалификационных испытаниях.
7.2.1.3.2 Документально оформленный опыт эксплуатации может быть принят в качестве верификации длительности сохранения свойств в средах, соответствующих этому опыту, или менее суровых средах. Суровость условий среды для металлических материалов определяют по температуре, напряжениям, контактным давлениям, коррозионным средам, рН, содержанием хлоридов, нагнетаемым химическим реагентам, концентрациям и
и другим условиям, которые изготовитель или заказчик признают неблагоприятными. Факторы окружающей среды, рассматриваемые для полимеров, должны включать температуры, напряжения, деформации, давления, концентрацию воды, ароматических соединений, спиртов,
и
, воздействие УФ, кислотные условия (низкое значение рН или высокое ТКЧ) и другие условия, которые изготовитель или заказчик признают неблагоприятными.
7.2.1.4 Методы испытаний
Методы испытаний должны соответствовать 7.2.1.1. Если методы не указаны, то изготовитель может использовать свои собственные методы и/или критерии или другие, разработанные поставщиком исходных материалов. В этом случае методы и/или критерии должны быть документально оформлены, а результаты сопоставлены с указанным применением материала. Документально оформленные квалификационные эксплуатационные свойства должны быть подтверждены независимым экспертом по верификации.
7.2.2 Полимерные материалы
7.2.2.1 Образцы, используемые для квалификационных испытаний
Образцы, используемые для квалификационных испытаний, должны быть взяты из экструдированного материала. Для материалов из термопластов формованные образцы не допустимы. Если полимер содержит пластификатор, то испытания должны быть проведены для определения свойств как для пластифицированного, так и для депластифицированного материала.
7.2.2.2 Полимерные материалы оболочек, изоляционных и противоизносных слоев
По программе квалификационных испытаний изготовитель должен испытать и документально оформить для полимерных материалов оболочек, изоляционных и противоизносных слоев свойства по таблице 9. Должны использовать процедуры испытаний по таблице 11. Если отсутствует процедура испытаний в соответствии с международным стандартом, изготовитель должен документально оформить процедуру испытаний.
Таблица 11 - Процедуры испытаний для экструдированных полимерных материалов
Характеристика | Испытания | Процедура испытаний* | Комментарий** | |
ИСО и номер раздела** | ASTM** | |||
Механические/ физические свойства | Сопротивление ползучести | ИСО 899-1 | ASTM D2990 | Из-за температуры и давления |
Предел текучести/удлинение | ИСО 527-1 | ASTM D638 | - | |
Предел прочности/удлинение | ИСО 527-1 | ASTM D638 | - | |
Свойства релаксации напряжений | ИСО 3384 | ASTM Е328 | - | |
Модуль упругости | ИСО 527-1 | ASTM D638 | - | |
Твердость | ИСО 868 | ASTM D2240 или ASTM D2583 | - | |
Прочность на сжатие | ИСО 604 | ASTM D695 | - | |
Сопротивление гидростатическому давлению | - | - | - | |
Ударная вязкость | ИСО 179 (все части) или ИСО 180 | ASTM D256 | При проектной минимальной температуре | |
Абразивная стойкость | ИСО 9352 | ASTM D4060 | Или ASTM D1044 | |
Плотность | ИСО 1183 (все части) | ASTM D792 | Или ASTM D1505 | |
Усталость | - | ИСО 178 | Методологию ИСО 178 для определения эластичных свойств можно использовать в качестве базы для разработки методологии усталостных испытаний или изменить в соответствии с методологиями усталостных испытаний, разработанными изготовителями. Результаты всех испытаний, выполненных изготовителем и/или поставщиками, должны быть доступны заказчику для ознакомления | |
Чувствительность к надрезу | ИСО 179 (все части) | ASTM D256 | - | |
Теплотехнические свойства | Коэффициент теплопроводности | - | ASTM С177, ASTM C518 | - |
Коэффициент теплового расширения | ИСО 11359-2 | ASTM Е831 | - | |
Температура деформации при нагреве | ИСО 75-1 | ASTM D648 | - | |
Точка размягчения | ИСО 306 | ASTM D1525 | - | |
Теплоемкость | ИСО 11357-1 | ASTM E1269 | - | |
Температура хрупкости (или стеклование) | ИСО 974 | ASTM D746 | Или температура стеклования (ASTM Е1356) | |
Характеристики проницаемости | Проницаемость для флюида | 7.2.3.1 | - | Как минимум, для |
Сопротивление вздутию | 7.2.3.2 | - | При проектных условиях | |
Совместимость и старение | Жидкостная совместимость | 7.2.3.3 | - | - |
Старение | 7.2.3.4 | - | - | |
Растрескивание под напряжением под влиянием окружающей среды | - | ASTM D1693-05 | Метод С. Только ПЭ | |
Атмосферостойкость | - | - | Эффективность стабилизатора УФ | |
Водопоглощение | ИСО 62 | ASTM D570 | Только изоляционный материал | |
* Процедуры испытаний применимы для материалов полимерных оболочек и изоляционных слоев, как для полимерных, так и для неполимерных материалов. Требования к свойствам приведены в таблице 9. | ||||
7.2.2.3 Использование поливинилхлорида в качестве изоляционного материала
Если в качестве изоляционного материала используют ПВХ, то должны быть проведены испытания на термическую устойчивость при максимальной проектной или более высокой температуре не менее 30 суток.
7.2.3 Процедуры испытаний полимеров
7.2.3.1 Флюидопроницаемость полимеров
7.2.3.1.1 Для испытаний на флюидопроницаемость полимеров должны быть выполнены следующие условия:
a) образец - должен быть взят из экструдированной полимерной оболочки;
b) минимальная толщина - 1 мм (0,04 дюйма);
c) минимальный диаметр - 70 мм (2,76 дюйма);
d) температура - следует провести достаточное количество испытаний для обеспечения линейной интерполяции;
e) давление - применяют критерий для температуры (также как для перечисления d) 7.2.3.1.1).
7.2.3.1.2 Процедура испытаний на флюидопроницаемость полимера может быть выполнена приложением давления к одной стороне образца и измерениями расхода жидкости на другой стороне в момент, когда достигают условия установившегося режима потока. Альтернативно испытания могут быть проведены с одинаковым абсолютным давлением на обеих сторонах, используя парциальное давление как движущую силу.
7.2.3.2 Сопротивление образованию вздутий
7.2.3.2.1 Испытания на сопротивление образованию вздутий должно отражать проектные требования, относящиеся, в частности, к свойствам флюида, давлению, температуре, количеству декомпрессий и скорости декомпрессии. Должны быть выполнены следующие условия:
a) смеси флюидов - использовать газовые компоненты заданной среды, как определено в процедуре испытаний;
b) время выдержки - использовать время, достаточное для обеспечения насыщения;
c) циклы испытаний - если допустимо, то использовать ожидаемое количество декомпрессий либо использовать не менее 20 циклов;
d) скорость декомпрессии - если допустимо, то использовать ожидаемую скорость декомпрессии либо использовать не менее 7 МПа/мин (1015 фунт/дюйм/мин);
e) толщина - не менее толщины внутренней оболочки, работающей под давлением;
f) температура - использовать ожидаемую температуру декомпрессии;
g) давление - использовать не менее проектного давления;
h) процедура - после каждой декомпрессии образец должен быть проверен под 20-кратным увеличением на признаки вздутия, набухания и продольных разрывов.
7.2.3.2.2 Критерий приемки - отсутствие наблюдаемого образования вздутий или продольных разрывов.
7.2.3.3 Совместимость с флюидом
7.2.3.3.1 Изготовитель должен документально оформить оценку всех компонентов среды, которые воздействуют на полимер, и провести испытания для компонентов, которые могут оказывать неблагоприятное влияние на полимер. Критерии приемки должны быть подтверждены независимым экспертом по верификации.
7.2.3.3.2 Испытания на совместимость с флюидом должны быть проведены в соответствии с документально оформленными процедурами изготовителя или поставщика материала. Лабораторные испытания экструдированных образцов могут быть использованы для грубой оценки несовместимости. Эти испытания должны быть основаны на проектных условиях температуры, давления и деформации. В соответствии с процедурами по таблице 11, следует измерять/оценивать прочность на растяжение, удлинение при разрушении, внешний вид и абсорбцию флюида (увеличение массы) и десорбцию (потеря массы).
7.2.3.4 Испытания на старение
7.2.3.4.1 Изготовитель должен иметь документально оформленные модели прогнозирования старения для каждого полимера, используемого в конструкции гибкой трубы. Модели должны быть основаны на испытаниях и опыте и должны прогнозировать старение или снижение характеристик полимера под влиянием среды и условий нагружения, которые были идентифицированы в процессе испытаний как существенные. Модели старения полимеров для ПЭ должны учитывать температуру, а модели старения для ПА-11 должны учитывать температуру, обводненность и рН. Для материалов ПВДФ оценка старения должна включать влияние температуры, химической среды и механической нагрузки. Особое внимание следует уделять депластифицированию, абсорбции флюида и изменениям размеров. Ползучесть, циклическая деформация и релаксация должны быть исследованы на образцах, подвергнутых и не подвергнутых старению. Модели старения могут включать концепции накопления повреждений, основанные на временных блоках или эксплуатационных циклах температуры/давления под воздействием различных условий. Старение может быть определено изменением указанных механических свойств или указанных физико-химических характеристик, включая снижение содержания пластификатора в материале.
7.2.3.4.2 При испытаниях на сопротивление старению следует использовать типичный флюид, соответствующий указанному транспортируемому флюиду. Материалы, которые в эксплуатации подвержены растягивающим или сжимающим нагрузкам, следует испытывать в аналогичном напряженном состоянии.
7.2.4 Металлические материалы
7.2.4.1 Общие положения
Требования квалификационных испытаний для материалов каркаса, армирующих слоев, обеспечивающих стойкость к давлению и армирующих слоев, работающих на растяжение - в соответствии с таблицей 12.
Таблица 12 - Требования квалификационных испытаний для металлических материалов (каркаса, армирующей проволоки, обеспечивающей стойкость к давлению и армирующей проволоки, работающей на растяжение) и сварных элементов
Испытания | Процедура испытаний | Комментарий | ||
Химический состав | ASTM А751 | - | ||
Свойства при растяжении | ИСО 6892* | - | ||
Твердость | ИСО 6507-1 | Только работа в присутствии сернистых соединений (только армирующая проволока) | ||
Стойкость к СРН и ВР | 7.2.4.2 | Для указанных сред (только армирующая проволока) | ||
Коррозионная стойкость | 7.2.4.3 | Для указанных сред (только армирующая проволока) | ||
Абразивная стойкость | 7.2.4.4 | Только каркас | ||
Сопротивление усталости | 7.2.4.5 | Только армирующие элементы, обеспечивающие стойкость к давлению и армирующие элементы, работающие на растяжение, в условиях динамических нагрузок | ||
Водородное охрупчивание | 7.2.4.6 | Только армирующая проволока с | ||
Химическая стойкость | - | Для указанных сред | ||
* В контексте этого положения ASTM А370 эквивалентен ИСО 6892. | ||||
7.2.4.2 Испытания на стойкость к сульфидному растрескиванию под напряжением и водородному растрескиванию
7.2.4.2.1 Для применения в условиях статических нагрузок в присутствии сернистых соединений пороговые пределы стойкости материала стальной проволоки к СРН и ВР следует определять по 7.2.4.2.2 и 7.2.4.2.3 в соответствии с документально оформленными критериями изготовителя.
7.2.4.2.2 При определении стойкости материала стальной проволоки к СРН и ВР проволока должна проходить испытания по NACE ТМ 01-77 (СРН) при постоянном рН от 3,5 до 3,8. Пороговое напряжение при СРН следует определять путем нагружения образцов на растяжение увеличивающимися уровнями напряжений, которые дают результат испытаний типа "разрушен/не разрушен". Для армирующей проволоки, работающей на растяжение, должны быть проведены испытания на растяжение, а для армирующей проволоки, обеспечивающей стойкость к давлению, следует проводить испытания кольца, где практически возможно, для труб диаметрами менее 152,4 мм (6 дюймов), в противном случае следует использовать четырехточечные испытания на изгиб.
7.2.4.2.3 Изготовитель дополнительно должен продемонстрировать на основе проведения анализа или испытаний (продолжительностью 720 ч) характер проявления СРН при фактических условиях работы материала стальной проволоки. Фактические условия работы включают эквивалентное парциальное давление ,
и
в кольцевом пространстве, в водном растворе (не менее 3%
) при давлении и температуре окружающей среды. Если изготовитель не имеет верификационную модель для расчетных условий кольцевого пространства, то следует использовать парциальное давление проходного канала трубы. Образцы, нагруженные как не менее 90% их фактического предела текучести, следует испытывать при эксплуатационных условиях. Анализ эксплуатационных характеристик по этим испытаниям может быть использован для проектирования минимального ожидаемого срока службы для применения в условиях статических нагрузок совместно с результатами 7.2.4.3 и 7.2.4.4.
может быть заменен инертным газом.
7.2.4.2.4 Для применения в условиях динамических нагрузок материалы армирующих элементов, обеспечивающих стойкость к давлению и армирующих элементов, работающих на растяжение, следует подвергать квалификационным испытаниям, указанным в 7.2.4.5, для конкретного применения. Данные кривых "S-N" должны четко определять предел выносливости, если он существует, для материала при проектных условиях и должны быть документально оформлены или определены для условий 7.2.4.5.
7.2.4.2.5 Рабочие сварные швы совместно со стальной проволокой должны быть квалифицированы* для применения в присутствии сернистых соединений.
_______________
* Здесь: квалифицировать - дать оценку и документальное подтверждение соответствия требованиям.
7.2.4.3 Коррозионная стойкость
7.2.4.3.1 Для применения в условиях статических нагрузок для стальной проволоки следует проводить следующие испытания и оценку, или должна быть представлена соответствующая документация на:
a) воздействие аэрированной и деаэрированной морской воды (минимум 3% ) без катодной защиты;
b) воздействие прогнозируемой среды кольцевого пространства, при эквивалентном парциальном давлении транспортируемых флюидов, без присутствия морской воды.
7.2.4.3.2 Скорость коррозии следует измерять по результатам испытаний. Скорость сплошной коррозии и возникновение точечной коррозии следует документально оформить и использовать для идентификации минимального и наиболее вероятного срока службы, с учетом ожидаемых средних эксплуатационных условий, предполагая, что кольцевое пространство трубы было заполнено морской водой в процессе монтажа.
7.2.4.3.3 Для применения в условиях динамических нагрузок стальная проволока должна быть подвержена испытаниям, определенным в перечислении b) 7.2.4.3.1. Оценку коррозии в течение срока службы следует основывать на том, что кольцевое пространство трубы не заполнено водой.
7.2.4.4 Эрозионная стойкость
Изготовитель должен обосновать посредством испытаний или аналитических данных, основанных на испытаниях, что первый внутренний слой имеет достаточную эрозионную стойкость, соответствующую проектным требованиям для указанного срока службы при соблюдении требований 7.1.3.2.3 (см. ИСО 13628-11 по рекомендациям для эрозионных испытаний).
7.2.4.5 Сопротивление усталости
Для применения в условиях динамических нагрузок для стальной проволоки следует проводить перечисленные ниже испытания и их оценку, или должна быть представлена соответствующая документация. Рекомендации по усталостным испытаниям и их интерпретации см. в ИСО 13628-11. Данные кривых "S-N" должны быть документально оформлены или определены для перечисленных условий:
a) на воздухе при атмосферном давлении и температуре от 12 °С до 23 °С (от 53,6 °F до 73,4 °F) с обезжиренной проволокой в прокатанном состоянии в соответствии с техническими условиями изготовителя;
b) в морской воде (минимум 3% ) при атмосферном давлении и температуре от 12 °С до 23 °С (от 53,6 °F до 73,4 °F) с обезжиренной проволокой в прокатанном состоянии в соответствии с техническими условиями изготовителя;
c) в прогнозируемой среде кольцевого пространства для соответствующих транспортируемых флюидов с обезжиренной проволокой в прокатанном состоянии в соответствии с техническими условиями изготовителя.
7.2.4.6 Водородное охрупчивание
Армирующие элементы, работающие на растяжение должны быть подвержены испытаниям для подтверждения того, что потенциальное выделение водорода, возникающее при катодной поляризации, не приводит к водородному охрупчиванию. Испытания следует проводить на обезжиренных образцах проволоки, погруженных в морскую воду (минимум 3% ) с приложенным максимальным отрицательным катодным потенциалом. Проволока должна быть подвержена воздействию напряжения до максимального уровня, ожидаемого при эксплуатации. Катодная поляризация должна быть приложена в течение 150 ч. После испытаний должен быть проведен контроль для подтверждения отсутствия на образцах проволоки образования трещин или вздутий.
7.2.5 Концевой фитинг
7.2.5.1 Металлические материалы
7.2.5.1.1 Испытательные образцы, используемые для квалификационных испытаний металлических материалов компонентов концевых фитингов, должны соответствовать 7.2.5.1.2 и 7.2.5.1.3. В соответствии с указанной процедурой и программой квалификационных испытаний должны быть определены следующие свойства и характеристики металлических материалов для основных компонентов концевых фитингов:
а) химический состав - по ASTM А751;
b) свойства при растяжении - по ИСО 6892. |
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
c) ударная вязкость по Шарпи - по 7.2.5.1.4 и 7.2.5.1.5;
d) твердость - по 7.2.5.1.6;
е) стойкость к СРН и ВР - по 7.1.4.1.1. |
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
Примечание - В контексте настоящего положения ASTM А370 эквивалентен ИСО 6892.
Если указаны концевые фитинги из дуплексной стали, то их следует испытывать на стойкость к точечной коррозии в соответствии с ASTM G48-03, метод А.
7.2.5.1.2 Механические свойства поковок должны определяться на испытательных образцах, которые представляют собой реальный компонент, включая ту же плавку и партию термообработки, и имеющие тот же коэффициент уковки. Расположение испытательных образцов должно представлять наибольшую толщину стенки, образцы должны быть взяты на расстоянии от наружного диаметра, где
является толщиной компонента.
7.2.5.1.3 Если компоненты концевых фитингов различного размера из одной партии, то достаточно провести испытания только наибольшего размера для контроля соблюдения одинаковых прочностных требований, предъявляемых ко всем размерам.
7.2.5.1.4 Испытания на ударную вязкость образцов с V-образным надрезом по Шарпи - в соот- ветствии с ИСО 148-1 для углеродистых или низколегированных стальных поковок. По возможности | |
должны быть использованы полноразмерные образцы с V-образным надрезом по Шарпи в соответ- | |
ствии с ИСО 148-1. | |
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
Примечание - В контексте настоящего положения ASTM А370 эквивалентен ИСО 148-1. |
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
Надрез должен быть перпендикулярен поверхности. Температура испытаний: минус 20 °С (минус 4 °F) - или минимальная проектная температура, если она ниже минус 20 °С (минус 4 °F). Количество поглощаемой образцами энергии должно соответствовать техническим условиям изготовителя, в которых должно быть указано минимальное количество энергии, поглощаемое одним образцом, и минимальное среднее количество энергии, поглощаемое тремя образцами, приемлемые размеры которых должны быть 10х10 мм (0,39х0,39 дюйма), 10х7,5 мм (0,39х0,30 дюйма) и 10х5 мм (0,39х0,20 дюйма).
7.2.5.1.5 Испытания на ударную вязкость необходимы только для стальных материалов с толщиной более 6 мм и минимальной проектной температурой ниже 0 °С (32 °F) либо если указано заказчиком.
7.2.5.1.6 Измерения твердости поковок из углеродистой стали и коррозионно-стойких наплавок следует проводить в соответствии с ИСО 6506-1, ИСО 6508-1 или ИСО 6507-1. Результаты должны соответствовать техническим условиям изготовителя, которые должны отличаться по применению в присутствии сернистых соединений и без них. Для работы в присутствии сернистых соединений значения твердости должны соответствовать ИСО 15156 (все части).
7.2.5.2 Эпоксидный материал
Образцы эпоксидной смолы для испытаний следует отливать, и они должны твердеть при той же температуре и условиях влажности, что и при заполнении концевых фитингов. Требования квалификационных испытаний для затвердевшей эпоксидной смолы следующие:
a) прочность* на сжатие - по ASTM D695 или предел прочности при скалывании - по 7.2.5.3;
_______________
* Основываясь на применимости, изготовитель может выбрать данные по сжатию или скалыванию для методологии проектирования.
b) температура стеклования - по ASTM Е1356;
c) совместимость с флюидом - по 7.2.3.3;
d) испытание на старение - по 7.2.3.4;
e) степень отверждения - ДСК по ASTM D5028.
7.2.5.3 Определение предела прочности при скалывании
7.2.5.3.1 Изготовитель должен иметь документально оформленные процедуры для оценки предела прочности эпоксидного материала при скалывании. Образцы эпоксидной смолы для определения предела прочности при скалывании следует отливать, и они должны твердеть при той же температуре и условиях влажности, что и при заполнении концевых фитингов.
7.2.5.3.2 Должно быть определено соотношение между пределом прочности на скалывание и температурой затвердевшего эпоксидного материала.
7.3 Требования к обеспечению качества
7.3.1 Общие положения
7.3.1.1 Все материалы, используемые в конструкции гибкой трубы, следует применять в соответствии с техническими условиями на материалы или стандартами. Технические условия должны включать измеряемые физические, механические, химические и эксплуатационные характеристики и допуски.
7.3.1.2 Все поставщики изготовителя должны иметь документально оформленную систему обеспечения качества.
7.3.1.3 Материалы должны быть сертифицированы в соответствии с ИСО 10474:1991 (подраздел 3.1), сертификат 3.1В (EN 10204:2004 (4.1)). Материалы должны быть испытаны на производственной базе поставщика или изготовителя в соответствии с требованиями и процедурами, указанными в таблице 13. Результаты испытаний должны быть записаны в протоколах испытаний материалов.
Таблица 13 - Минимальные требования к испытаниям при контроле качества исходных материалов
Материал | Испытания | Периодичность | Комментарий |
Полимеры | Состав | Одно на партию | Измерения процента по массе всех добавок, включая пластификаторы и УФ стабилизаторы |
Вязкость | Одно на партию | Материал оболочек (только РА-11); процедура ИСО 307 | |
Экстрагируемые вещества | Одно на партию | Применимо только к пластифицированным материалам | |
Примеси | Одно на партию | Материал оболочек | |
Плотность | Одно на партию | Материал оболочек (только ПЭ); процедура ASTM D1505 | |
Индекс текучести расплава | Одно на партию | Материал оболочек; процедуры ASTM D1238 | |
Металлическая проволока и штрипсы | Химический состав | Одно на партию | Вся проволока и штрипсы |
Растяжение | Два на бухту | Вся проволока | |
Изгиб | Два на бухту | Вся проволока | |
Измерения твердости | Два на бухту | Вся проволока | |
Размеры | Два на бухту | Вся проволока; начало и конец бухты; процедуры ASTM А480 | |
Концевые фитинги | Химический состав | Одно на плавку | Материал корпуса |
Растяжение | Два на плавку | Материал корпуса | |
V-образный надрез по Шарпи | Один комплект на плавку | Материал корпуса; в соответствии с 7.2.5.1.4 и 7.2.5.1.5 | |
Измерения твердости | Одно на плавку | Материал корпуса; в соответствии с 7.2.5.1.6 | |
Радиография | Одно | Только сварная шейка | |
Эпоксидная смола | Сжатие | - | По 8.6.4.2 |
| |||
7.3.1.4 Результаты испытаний должны удовлетворять техническим условиям изготовителя. Результаты всех испытаний, выполненных изготовителем и/или поставщиками, должны быть доступны для проверки заказчиком.
7.3.1.5 Для внутренней оболочки, работающей под давлением, полимеры должны быть полностью материалами первичного изготовления, не содержащими повторно измельченные или другие предварительно обработанные материалы.
7.3.1.6 Требования и критерии для состояния поверхности проволоки и профилированных штрипсов должны быть разработаны и документально оформлены изготовителем. Металлические материалы должны иметь качество поверхности, свободное от трещин и участков повышенной твердости.
7.3.2 Требования к документации
7.3.2.1 Оформленные в установленном порядке технические условия изготовителя на полимерные и металлические материалы должны включать требования таблицы 14.
Таблица 14 - Требования технических условий на материалы
Требование | Металлические материалы | Полимерные материалы |
Требования к составу материала, с допусками | x | - |
Общий базовый полимер (в соответствии с ASTM D1418) | - | x |
Требования к физическим и механическим свойствам | x | x |
Допускаемые режимы плавки и формовки | x | - |
Процедуры термообработки | x | - |
Требования к хранению и контролю старения | x | x |
Требования НК | x | x |
Критерии приемки и/или отбраковки | x | x |
Требования к сертификации и регистрации | x | x |
Требования к маркировке, упаковке, погрузочно-разгрузочным операциям и прослеживаемости | x | x |
Примечание - В настоящей таблице знак "х" обозначает "применимо", "-" - "не применимо". | ||
7.3.2.2 Технические условия для эпоксидных материалов концевых фитингов должны включать торговую марку, сорт и цвет смолы и отвердителя, коэффициент смешивания, предельный срок хранения, температуру формования и отвердевания, и время.
7.3.3 Хранение
7.3.3.1 План качества изготовления должен содержать процедуры для погрузочно-разгрузочных работ, хранения и контроля исходных материалов, необходимые для определения чистоты, остаточного влагосодержания, отсутствия примесей и обеспечения контроля материала в процессе каждого этапа изготовления.
7.3.3.2 Все исходные полимерные материалы должны быть упакованы насыпью в герметичных контейнерах, имеющих влагонепроницаемую облицовку (только водопоглощающие материалы) с вакуумным отсасыванием напрямую в механизмы загрузочных бункеров/сушильных устройств для предупреждения попадания загрязнений. У поврежденных упаковок следует проверять загрязненность материала. Загрязненный материал должен быть отбракован.
7.3.4 Контроль материалов
Материалы следует подвергать контролю и надлежащим образом маркировать для удобства их идентификации. Для полимерных материалов должен быть указан тип полимера, а также наименование и обозначение поставщика. Маркировка основных металлических компонентов концевых фитингов должна обеспечивать контроль стадий процесса их изготовления до получения основного материала.
8 Требования к изготовлению
8.1 Требования к обеспечению качества
8.1.1 Общие положения
8.1.1.1 Технологические операции следует выполнять в соответствии с техническими условиями изготовителя, утвержденными в установленном порядке, которые должны соответствовать требованиям настоящего раздела. Специальные процессы, включая сварку, термообработку и нанесение покрытий, следует выполнять в соответствии с 8.7. Изготовитель должен вести квалификационную документацию по проведению специальных процессов для проверки заказчиком.
8.1.1.2 НК при возможности следует выполнять в соответствии с требованиями ASTM Е709 (магнитопорошковый контроль), ASTM Е165 (контроль проникающей жидкостью), ASTM А388 и ASTM Е428 (ультразвуковой контроль) и ASTM Е94 (радиографический контроль).
8.1.1.3 Требования к управлению качеством материалов, используемых при изготовлении труб, должны соответствовать 7.3.
8.1.2 Документация
8.1.2.1 Все технологические процессы, которые преобразуют свойства материалов или влияют на них, включая экструдирование, сварку и пластическую деформацию металлов, должны быть приведены в технических условиях изготовителя. Технические условия должны включать описание области применения, пределы критических технологических параметров, методы контроля и испытаний, и критерии приемки/отбраковки. Технические условия изготовителя должны быть согласованы инженерно-техническим и производственным персоналом, назначенным изготовителем. Технические условия изготовителя должны служить контрольными документами и должны быть легкодоступны для оператора производственного оборудования.
8.1.2.2 Техническая документация изготовителя должна быть доступна для проверки заказчиком и содержать следующее:
a) описание процедур изготовления, включая управление качеством и НК, для полностью изготовленной гибкой трубы, а именно, всех слоев, подслоев, смазок, обмоток, концевых фитингов и любых других элементов, являющиеся неотъемлемыми частями конечного продукта (Процедуры для специальных процессов должны быть документально оформлены.);
b) техническая документация должна включать ссылки на технические условия и документы поставщиков материалов, используемых при изготовлении гибкой трубы, включая материалы, используемые для изготовления слоев, и таких материалов, как смазки, коррозионностойкие материалы, противоизносные слои и неметаллические обмотки;
c) изготовитель должен документально оформить все параметры, относящиеся к качеству конечного продукта, которые возможно контролировать в процессе изготовления (Должны быть указаны номинальные значения величин параметров и их диапазон.).
8.1.2.3 Изготовитель должен сохранять в течение срока службы трубы всю документацию, относящуюся к изготовлению трубы, включая производственные протоколы, сертификаты, документацию по контролю и FAT.
8.1.3 Текущий контроль
Все основные этапы процесса изготовления должны являться объектами контроля. План качества изготовления должен указывать контрольные точки, методы контроля и критерии приемки. Результаты всех контрольных процедур должны быть зарегистрированы. Изготовитель должен регистрировать каждое несоответствие, выявленное в процессе изготовления трубы. Текущий контроль при возможности следует выполнять для следующих процессов изготовления:
a) каркас - подготовка и намотка плоских стальных штрипсов, сварка секций плоских стальных штрипсов, изготовление, холодная формовка каркаса, намотка взаимосвязанного каркаса, предварительный нагрев и сушка до начала экструдирования;
b) полимерные слои - сушка пеллет, экструдирование и охлаждение полимера, и наматывание на трубы, покрытые оболочкой;
c) армирующие элементы, обеспечивающие стойкость к давлению - подготовка плоской или профильной проволоки, подача трубы, намотка армирования, обеспечивающего стойкость к давлению, сварка профильных и плоских проволочных секций и намотка бухты;
d) армирующие элементы, работающие на растяжение - подготовка плоской или профильной проволоки, подача трубы, намотка армирующей проволоки, сварка армирующей проволоки, нанесение обмотки и намотка бухты.
8.1.4 Погрузочно-разгрузочные операции в процессе изготовления
8.1.4.1 Изготовитель должен иметь документально оформленные процедуры для погрузочно-разгрузочных операций промежуточной и конечной продукции в процессе изготовления, упаковки и хранения. Процедуры должны включать требования к назначению допустимых абразивных и механических повреждений трубы, допусков на скручивание, искривление и смятие при наматывании/разматывании трубы на барабан и карусельное устройство или в процессе сборки с концевыми фитингами.
8.1.4.2 Состояние всех барабанов и карусельных устройств должно быть таким, чтобы возникающие повреждения в трубе находились в допускаемых пределах, указанных в документально оформленных процедурах для погрузочно-разгрузочных операций.
8.1.4.3 Гусеничные направляющие натяжного устройства и другое погрузочно-разгрузочное и складское оборудование не должно повреждать полимерные экструдированные слои так, чтобы уменьшение толщины слоя было ниже допусков, указанных в 8.8. Поверхностные дефекты полимерных слоев, включая надрезы, вмятины и другие концентраторы напряжений, образующиеся в результате погрузочно-разгрузочных операций, должны соответствовать требованиям 8.3.2.1.1.
8.1.4.4 Изготовитель должен использовать документально оформленные процедуры для перемотки плоской или профильной проволоки с барабана, поставляемого поставщиком, на барабан или бобину изготовителя.
8.1.4.5 Процедуры изготовителя должны включать план контроля и приведения в исправное состояние фасонных инструментов и валков.
8.2 Каркас
8.2.1 Общие положения
8.2.1.1 Профиль каркаса следует контролировать в начале и конце производственного цикла. Он должен соответствовать документально оформленным критериям приемки. Необходимо предупреждать процесс образования острых кромок в сформованном каркасном слое.
8.2.1.2 Для каркасных слоев, изготавливаемых секциями, процедуры соединения секций должны быть рассчитаны на все нагрузки, ожидаемые в местах расположения этих соединений, и документально оформлены. Изготовителю следует обеспечить использование минимального количества сварных соединительных швов каркаса гибкой трубы.
8.2.2 Контроль и критерии приемки
8.2.2.1 Необходимо проводить визуальный контроль наружной поверхности сформированных каркасов и армирующих слоев на наличие внешних дефектов, таких как вмятины, трещины, царапины, обрезки, бороздки, коррозия, окалина, участки с измененным цветом (загрязненные места, перегревы, коррозионные пятна и т.п., за исключением сварных швов), деформированные или выгнутые профили штрипсов или проволоки и значительные задиры. Каркасные профили дополнительно следует проверять на отсутствие сцепления.
8.2.2.2 В начале производственного цикла следует измерить наружный диаметр и овальность и контролировать сцепления с периодичностью, которая определена изготовителем. Все результаты следует регистрировать. Они должны соответствовать техническим условиям изготовителя, которые должны удовлетворять требованиям 8.8.
8.2.2.3 Для каркасных секций, которые изготавливают не на шаблоне, внутренний диаметр следует измерять и регистрировать значения через каждые 10 м (32,81 футов). Значения должны находиться в допускаемых пределах, указанных в 8.8. Для каркаса, который формуют на внутренней оболочке, работающей под давлением, или на внешней оболочке, следует измерять наружный диаметр, если невозможно измерить внутренний диаметр.
8.3 Экструзия полимера
8.3.1 Общие положения
8.3.1.1 Экструзия термопластичного материала должна быть выполнена в соответствии с документально оформленными процедурами изготовителя. Каждую экструзию следует контролировать в соответствии с утвержденной технологической картой наладки, которая содержит установочные данные по всем значимым переменным характеристикам для материала и размера изделия. Изготовитель должен иметь протоколы, документально подтверждающие, что при экструзии не возникает дефектная волнистость в слое полимерного материала и толщине стенки.
8.3.1.2 Изготовителю следует обеспечивать выполнение процесса экструзии на нижележащий слой, поверхность которого соответствует процедурам экструзии изготовителя.
8.3.1.3 В процессе экструзии следует контролировать и регистрировать следующие технологические параметры, которые должны соответствовать техническим условиям изготовителя:
a) температуру и давление (или точку росы) оборудования, контролирующего влажность исходного материала;
b) скорость подающего шнека экструдера (или число оборотов шнека в минуту);
c) температуру цилиндров экструдера;
d) давление цилиндров экструдера;
e) температуру экструзионных головок;
f) давление в экструзионных головках;
g) скорость перемещения;
h) температуру охлаждающей воды.
8.3.1.4 Изготовитель должен до начала процесса экструзии проверить и обеспечить, чтобы показатели содержания влаги в гигроскопических материалах находились в пределах допусков, указанных поставщиком. Если используют ПА-11, то содержание влаги должно быть определено в соответствии с ASTM D789 (или ASTM D6869) и должно соответствовать техническим условиям изготовителя.
8.3.1.5 Процедуры и инструмент, используемые для перфорирования промежуточных слоев для процессов вентиляции газа, не должны создавать дефекты в промежуточных слоях, с учетом требований 8.2.2.1. Предпочтительным является перфорирование путем плавления нагретой инструментальной оснасткой.
8.3.2 Контроль и критерии приемки
8.3.2.1 Визуальный контроль
8.3.2.1.1 Технические условия изготовителя должны содержать документально оформленные критерии приемки для поверхностных дефектов в зависимости от категории (индивидуальной или групповой), размера, позиции по толщине материала, расстояния между дефектами и количества дефектов. Визуальный контроль внешней поверхности полимерных слоев следует выполнять для идентификации поверхностных дефектов, включая пропуски, пузыри, включения (темные пятна), изменения цвета, неровности поверхности, экструзионные линии расслоения, царапины от матрицы, потеки от матрицы, надрезы и вмятины. Все поверхностные дефекты должны удовлетворять критериям приемки, указанным изготовителем.
8.3.2.1.2 Максимальные размеры каждого дефекта или комбинации дефектов должны быть такими, чтобы общая оставшаяся неповрежденная толщина слоя была не менее минимальной проектной толщины.
8.3.2.2 Измерения размеров
Измерения толщины и диаметра экструдированных слоев следует регистрировать через каждые 10 м (32,81 футов) для первых 50 м (164,04 футов). Далее толщину и диаметр измеряют и регистрируют с периодичностью, которая подтверждена изготовителем. Измерения выполняют после процесса охлаждения.
8.3.2.3 Требования к испытаниям
8.3.2.3.1 При экструзии на металлический слой экструдированную внутреннюю оболочку, работающую под давлением, следует подвергать непрерывным высоковольтным электроискровым испытаниям или эквивалентным испытаниям, предназначенным для обнаружения отверстий размером не более 1 мм (0,04 дюйма). До начала экструзии электроискровой дефектоскоп должен быть откалиброван на тип экструдируемого полимерного материала и толщину слоя. Детектор должен быть снабжен звуковой сигнализацией.
8.3.2.3.2 Для каждой экструзии слоев внутренней оболочки, работающей под давлением, и внешней оболочки необходимо провести испытания не менее трех образцов из начальной и конечных экструзионных секций на предел прочности и удлинения при разрушении в соответствии с процедурами, указанными в таблице 11. Образцы следует выдержать при температуре окружающей среды не менее 6 ч. Все результаты испытаний должны быть занесены в протоколы испытаний и должны соответствовать техническим условиям изготовителя.
8.4 Армирующие слои, обеспечивающие стойкость к давлению, и армирующие слои, работающие на растяжение
8.4.1 Общие положения
8.4.1.1 Изготовитель должен иметь документально оформленные процедуры по намотке на трубу армирующих слоев, обеспечивающих стойкость к давлению, и армирующих слоев, работающих на растяжение, обеспечивающие укладку плоской, круглой и профильной проволоки в соответствии с проектными требованиями. Процедуры должны включать требования к состоянию проволоки до намотки и к состоянию завершенного слоя, чтобы данный слой, а также нижележащие и вышележащие слои удовлетворяли требованиям технических условий изготовителя.
8.4.1.2 Процедуры должны указывать все параметры и допустимые отклонения, которые следует контролировать и регистрировать с периодичностью, определенной изготовителем. Регистрируемые значения должны соответствовать техническим условиям изготовителя. Должны быть измерены диаметр и шаг (для угла намотки).
8.4.1.3 Все сварные швы должны быть расположены в шахматном порядке по длине трубы в соответствии с техническими условиями изготовителя, в которых должны быть указаны минимальные расстояния между сварными швами.
8.4.1.4 Следует избегать расположения сварных швов на армирующей проволоке, обеспечивающей стойкость к давлению в критических усталостных зонах (например, зоны подвешивания и касания с дном).
8.4.2 Контроль и критерии приемки
8.4.2.1 Армирующие слои, обеспечивающие стойкость к давлению, и армирующие слои, работающие на растяжение, должны быть подвержены визуальному контролю в соответствии с 8.2.2.1.
8.4.2.2 Наружный диаметр армирующего слоя следует измерять и регистрировать через каждые 10 м (32,81 футов) для первых 50 м (164,04 футов), а далее с периодичностью, которая определена изготовителем. Результаты должны находиться в допускаемых пределах, указанных в 8.8. Армирующие слои следует дополнительно контролировать для выявления проволоки с острыми кромками, проволоки с отслаиванием и скрученной проволоки.
8.5 Противоизносные и изоляционные слои
8.5.1 Общие положения
Изготовитель должен обеспечить, чтобы противоизносные слои, ленточные слои, используемые с производственными целями, и изоляционные слои накладывали в соответствии с документально оформленными процедурами. Процедуры должны включать требования к управлению и контролю за наложением лент и нахлестом экструдированных профильных штрипсов, а также содержать критерии приемки для поверхностных дефектов.
8.5.2 Контроль и критерии приемки
8.5.2.1 Наружная поверхность противоизносных и изоляционных слоев должна быть подвержена визуальному контролю по всей длине на наличие поверхностных дефектов, включая повреждения, деформацию, складки и отсутствие зацепления (для профильных изоляционных штрипсов). Выявленные поверхностные дефекты должны соответствовать техническим условиям изготовителя. Не допускается отсутствие зацепления в слоях профильных изоляционных штрипсов.
8.5.2.2 Наружный диаметр следует измерять и регистрировать через каждые 10 м (32,81 футов) для первых 50 м (164,04 футов) и далее с периодичностью, которая определена изготовителем. Результаты должны находиться в допускаемых пределах, указанных в 8.8.
8.6 Концевой фитинг
8.6.1 Общие положения
Все операции по изготовлению, машинной обработке, сборке и контролю концевых фитингов должны быть выполнены в соответствии с техническими условиями изготовителя, которые должны удовлетворять требованиям настоящего подраздела. Все операции с фитингами должны быть выполнены квалифицированным персоналом (слесарями-сборщиками концевых фитингов) в соответствии с утвержденными процедурами изготовителя. Квалификационные требования к концевым фитингам должны быть документально оформлены и доступны для проверки заказчиком.
8.6.2 Сборка
8.6.2.1 Перед монтажом концевого фитинга на трубу вся поверхность, подвергаемая воздействию, должная быть очищена, высушена и визуально осмотрена с подтверждением соответствия требованиям технических условий изготовителя.
8.6.2.2 На участке трубы, подвергаемом машинной обработке в процессе подготовки внутренней оболочки, работающей под давлением, под уплотнительное кольцо концевого фитинга, недопустимо образование надрезов или уменьшение толщины оболочки до значения величины ниже минимальной проектной толщины. Должны быть указаны критерии приемки на овальность, изменение толщины стенки и шероховатость поверхности на этом участке.
8.6.2.3 Должны быть разработаны и зафиксированы в соответствующей документации устройства контроля для обеспечения того, чтобы в процессе сварочных операций не допустить перегрев эпоксидных или полимерных слоев.
8.6.2.4 Перед смешиванием эпоксидной смолы все оборудование, необходимое для операции заполнения, должно быть проверено на правильность функционирования. Смешивание и твердение эпоксидной смолы должно соответствовать техническим условиям изготовителя. Заполнение следует выполнять таким образом, чтобы не допустить возникновения пустот. Эпоксидный материал не должен закупоривать дренажные газовые каналы в концевых фитингах.
8.6.3 Контроль и критерии приемки
8.6.3.1 Для сборки концевого фитинга должен быть предусмотрен этап технологического процесса, при котором выполняют визуальный контроль, контроль размеров и идентификацию компонентов. Результаты всех проверок должны быть документально оформлены.
8.6.3.2 Для компонентов, требующих определенное усилие затяжки или крутящий момент, должно быть подтверждено с использованием соответствующего калибровочного оборудования, что указанное значение было получено.
8.6.3.3 Изготовитель должен использовать документально оформленную квалификационную процедуру, которая подтверждает, что в концевой фитинг было закачено достаточное количество эпоксидной смолы, так что в концевом фитинге не должно оставаться пустот, которые могли бы повлиять на его функциональные характеристики. Рекомендуется контролировать закачиваемый объем путем измерений массы закачиваемой эпоксидной смолы.
8.6.4 Требования к испытаниям
8.6.4.1 Должны быть соблюдены следующие минимальные требования к испытаниям и контролю основных компонентов концевого фитинга, и все результаты должны соответствовать техническим условиям изготовителя:
a) все поверхности - визуальный контроль в объеме 100%;
b) углеродистые и низколегированные стальные поверхности - магнитопорошковый контроль или капиллярный контроль (контроль проникающей жидкостью), если геометрия не допускает магнитопорошковый контроль в объеме 100%;
c) поверхности наплавок - капиллярный контроль в объеме 100%;
d) корпуса концевых фитингов - ультразвуковой контроль в объеме 100%;
e) окружные стыковые сварные соединения - радиографический контроль в объеме 100%.
8.6.4.2 По завершении нагнетания эпоксидной смолы должны быть взяты не менее трех образцов из той же смеси, что использовали для концевого фитинга. Результаты испытаний образцов на прочность при сжатии, проведенные в соответствии c ASTM D695, должны находиться в допускаемых пределах, указанных изготовителем для затвердевшей эпоксидной смолы.
8.6.5 Соединители
Все соединители концевых фитингов и компоненты должны соответствовать ИСО 10423, ИСО 13628-4, другим общепринятым отраслевым стандартам и требованиям заказчика, и должны соответствовать 5.6.1.9.
Примечание - В контексте настоящего положения API Spec 17D эквивалентен ИСО 13628-4.
8.7 Специальные процессы
8.7.1 Сварка
8.7.1.1 Квалификация*
_______________
* Оценка и документальное подтверждение соответствия требованиям.
8.7.1.1.1 Все сварочные операции должны выполнять квалифицированные сварщики в соответствии с утвержденными процедурами изготовителя. Операционные карты сварки, отчеты о квалификации операций сварки и квалификационные удостоверения сварщиков должны быть доступными для проверки заказчиком. Заказчик должен иметь доступ к присутствию при проведении квалификации всех сварочных операций и квалификационных испытаний сварщиков и должен быть своевременно проинформирован изготовителем об их проведении. Сварщики и операции сварки должны быть квалифицированы в соответствии с одним из следующих стандартов: ASME Правила для котлов и сосудов под давлением (раздел IX), EN 287-1, EN 288-1, EN 288-2, EN 288-3, ИСО 13847. Сварочные операции должны включать критерии приемки/отбраковки.
Примечание - В контексте настоящего положения API Std 1104 эквивалентен ИСО 13847.
8.7.1.1.2 Квалификационные испытания плоской, круглой и профильной проволоки, предназначенной для использования при отсутствии сернистых соединений, должно включать визуальный контроль, магнитопорошковый контроль, два испытания на растяжение и испытания на изгиб с двухсторонним закреплением или с боковыми направляющими. Результаты испытаний на растяжения сварных швов должны иметь значение предела прочности не менее минимального допускаемого значения на растяжение сварного шва, установленного изготовителем для проектного применения. Минимальные значения на растяжение должны быть включены в операционные карты сварки. Диаметр направляющей оправки для испытаний на изгиб должен быть таким, чтобы можно было приложить достаточное механическое напряжение к сварной зоне для определения качества сварки. Для работы в присутствии сернистых соединений в дополнение к вышеприведенным испытаниям должны быть проведены исследования макротемплета и твердости. Макротемплет должен быть отполирован, протравлен и исследован не менее, чем при 10-кратном увеличении. Измерения твердости должны быть выполнены на аналогичном образце. Не менее одного испытания должно быть выполнено на линии или границе сплавления, в ЗТВ, на границе ЗТВ и на основном металле, не подвергнутом воздействию. Измерения твердости следует проводить по HV5 или HV10 (ИСО 6507-1) или HV500 (ASTM Е384). Результаты всех испытаний должны соответствовать техническим условиям изготовителя.
8.7.1.1.3 Изготовитель должен иметь документально оформленные процедуры хранения, погрузочно-разгрузочных работ и сушки расходных материалов для сварки.
8.7.1.2 Металлические слои
8.7.1.2.1 При изменении установок сварочного агрегата должны быть выполнены не менее двух испытательных сварных шва для подтверждения установок. Образцы должны пройти все виды производственной термообработки. Швы сварных образцов должны быть подвержены следующим испытаниям:
a) предел прочности;
b) твердость (работа в присутствии сернистых соединений);
c) изгиб;
d) проникающая жидкость с красителем или магнитный порошок;
e) визуальный контроль по 8.7.1.2.3.
8.7.1.2.2 Контроль проникающей жидкостью с красителем необходим для немагнитных сплавов, а магнитопорошковый контроль - для магнитных марок сталей, и должен быть проведен после испытаний на изгиб. В качестве альтернативы магнитопорошковому контролю допускается применить визуальный контроль при пятикратном увеличении ЗТВ сварного шва на внешней поверхности изгиба. Измерения твердости следует проводить на участке максимальной деформации в холодном состоянии. Для сварных швов штрипсов каркаса необходим только визуальный контроль. Результаты всех испытаний должны быть оформлены в виде протоколов испытаний и соответствовать техническим условиям изготовителя.
8.7.1.2.3 Рабочие сварные швы должны обеспечивать гладкую поверхность по всей ширине штрипсов и полный провар. Не должно быть кратеров, оплавления кромок или прожогов штрипсов. Толщина сварного шва должна быть не менее толщины слоя и выступать над поверхностью не более 1 мм (0,04 дюйма). Сварной шов должен быть постоянным по ширине штрипсов без подрезов зоны сплавления. Для присоединительных сварных швов каркаса изготовитель должен обеспечить, чтобы весь металл сварного шва был гладко отшлифован для предупреждения повреждения вышележащих экструдированных слоев.
8.7.1.2.4 Стыковые швы сварных соединений каркаса, проволоки и штрипсов армирующих слоев, а также присоединительные сварные швы каркаса должны быть подвержены следующим методам контроля:
a) штрипсы каркаса - визуальный контроль в объеме 100%;
b) присоединительные швы каркаса - визуальный контроль в объеме 100%;
c) стальная проволока - визуальный и магнитопорошковый контроль в объеме 100%.
8.7.1.2.5 Визуальный контроль в объеме 100% сварных соединений должен быть проведен до прохождения стали через машинные формообразующие инструменты. Наружная поверхность сварного шва должна быть также проверена на наличие трещин после прохождения через формообразующие инструменты. Наличие трещин не допускается.
8.7.1.2.6 Для стыковой сварки профильной проволоки нагретым инструментом следует использовать полуавтоматическое или автоматическое сварочное оборудование.
8.7.1.3 Полимерные слои
8.7.1.3.1 Ремонтную сварку полимерных слоев, допустимую в соответствии с 8.9, следует выполнять в соответствии с квалификационными процедурами изготовителя, которые должны быть доступны для проверки заказчиком. Сварочные операции должны содержать критерии приемки/отбраковки.
8.7.1.3.2 При контроле ремонтной сварки полимерных слоев необходимо проверять толщину стенки слоя и состояние поверхностей на соответствие техническим условиям изготовителя.
8.7.1.4 Концевой фитинг
Окружные стыковые и наплавочные сварные швы должны быть выполнены в соответствии с документально оформленными квалификационными процедурами. Требования к контролю и испытаниям должны соответствовать 8.6.4.1.
8.7.2 Термическая обработка
Проволока и холоднодеформированные или кованые компоненты, для которых необходима термическая обработка для обеспечения требований прочности, формовочным свойствам или соответствию NACE ТМ 01-77, должны быть термообработаны в соответствии с техническими условиями изготовителя. Разработку процедур и диаграмму термообработки должны осуществлять изготовитель или субподрядчики для проверки заказчиком.
8.7.3 Покрытие
8.7.3.1 Покрытия, наносимые на компоненты концевых фитингов для снижения скорости коррозии при воздействии внутренней среды, наружной среды или среды кольцевого пространства, должны быть нанесены в соответствии с документально оформленными процедурами изготовителя, которые должны включать критерии приемки и отбраковки.
8.7.3.2 Процедура квалификационной оценки качества процессов нанесения металлических покрытий на концевой фитинг должна указывать:
a) состав электролита;
b) контроль температуры и времени термообработки;
c) измерения твердости покрытия;
d) испытания покрытия на адгезионную прочность;
e) оптическую микроскопию или аналогичный метод, рекомендуемый для анализа поперечного сечения поверхности покрытия;
f) измерения толщины покрытия;
g) испытания для подтверждения стойкости покрытия к коррозионным реагентам (например, морская вода и );
h) процедуры контроля поверхностного покрытия на поверхностные дефекты.
8.8 Допуски изготовления
8.8.1 Изготовитель должен установить допуски, которые определяют для каждого слоя гибкой трубы. В процессе проектирования данные допуски должны быть подтверждены на применимость так, чтобы функциональные требования отдельных слоев и трубы не зависели от изменений в пределах указанных допусков. Должны быть указаны допуски для следующих параметров:
a) каркас - наружный диаметр;
b) полимерные оболочки - толщина и наружный диаметр;
c) армирующие элементы, обеспечивающие стойкость к давлению, и армирующие элементы, работающие на растяжение - наружный диаметр и шаг (или угол намотки).
8.8.2 Должен быть указан допуск на длину гибкой трубы.
8.8.3 Для труб без армирования на стойкость к давлению изготовитель должен представить данные о ведении им контроля на соответствие проектным требованиям величины зазоров между армирующими проволоками, работающими на растяжение.
8.8.4 Если используемые критерии размерности основаны на технологии изготовления, а не на положениях конструирования, то изготовитель должен документально подтвердить, что применение данных критериев удовлетворяет проектным требованиям.
8.9 Ремонтные работы
8.9.1 Изготовитель должен иметь документально оформленные квалификационные процедуры для выполнения ремонтных работ, и данные процедуры должны быть доступны для проверки заказчиком. Изготовитель должен документально подтвердить проведением дополнительных испытаний и/или расчетов, что вследствие ремонта конструкция гибкой трубы не подвержена риску и не сократится ее рабочий ресурс.
8.9.2 Ремонт внутренней оболочки, работающей под давлением, недопустим. В случае обнаружения недопустимых дефектов в данном слое, весь слой подлежит удалению. Результаты удаления подлежат проверке заказчиком. Машинная обработка внутренней оболочки, работающей под давлением, может быть выполнена для удаления поверхностных несплошностей или локального увеличения толщины, обеспечивая при этом соответствие окончательной толщины слоя указанным допускам, а также соответствующее качество поверхности слоя.
8.9.3 Допускается ремонт небольших поверхностных дефектов в промежуточных или наружных полимерных слоях. Сварку полимеров следует выполнять в соответствии с 8.7.1.3. Все виды ремонта, включая ремонт внешней оболочки в морских условиях, следует выполнять в соответствии с квалификационными процедурами. Заказчик должен иметь допуск для контроля выполнения всех ремонтных работ. Процедуры сварочного ремонта внешних оболочек в морских условиях должны быть квалифицированы на применимость к материалу, подвергаемому воздействию той же среды, что и для поврежденной внешней оболочки, с применением оборудования, аналогичного оборудованию на ремонтной базе, и аналогичным процессам сушки и укрытия, осуществляемым на базе.
8.9.4 Любые дефекты сварных швов металлических армирующих элементов следует устранять путем вырезания сварного шва и ЗТВ и повторного выполнения сварного шва в соответствии с указанными процедурами. Ремонт сваркой штрипсов каркаса допускается до формовки с использованием квалификационной процедуры ремонта и проведением визуального контроля, который подтверждает соответствие процесса ремонта сваркой предъявляемым требованиям. Требования к контролю отремонтированных сварных швов должны соответствовать 8.7.1.
8.9.5 Процедуры для ремонта повреждений поверхностных защитных покрытий должны быть доступны для проверки заказчиком.
8.9.6 Стыковые сварные швы должны удовлетворять требованиям 8.7.1.4. Ремонтная сварка должна соответствовать всем требуемым применимым руководствам ИСО 10423:2003, УТТ 2-3, если только УТТ 4 не указано заказчиком (см. таблицу А.1, часть "Дополнительные требования").
8.9.7 Инструментальная оснастка, используемая для удаления дефектных слоев, должна быть такой, чтобы не создавать дефектов в нижележащих слоях. Необходимо особое внимание при удалении экструдированных оболочек для предотвращения контакта между ножом и нижележащими армирующими элементами.
9 Документация
9.1 Общие положения
9.1.1 В настоящем разделе приведен необходимый комплект документации изготовителя, доступный для заказчика. Документация на материалы и изготовление должна удовлетворять требованиям соответствующих подразделов настоящей части стандарта.
9.1.2 Изготовитель должен иметь следующие документы и обеспечить ими заказчика в установленные сроки:
a) исходные данные для проектирования - до проектирования трубы;
b) отчет о проектных нагрузках - до изготовления;
c) отчет о проектировании - до изготовления;
d) план качества изготовления - до изготовления;
e) технические условия на изготовление - до изготовления;
f) исполнительная техническая документация - с поставляемой трубой;
g) руководство по эксплуатации - до поставки.
9.1.3 Выпуск изготовителем документов по 9.1.2 заказчику должен соответствовать 5.6.1.1.2.
9.2 Исходные данные для проектирования
Исходные данные для проектирования должны содержать параметры, приведенные в таблице 15. Если изготовитель приводит какие-либо предполагаемые значения параметров, перечисленных в таблице 15, то это должно быть указано в исходных данных для проектирования.
Таблица 15 - Требования к документации исходных данных для проектирования
Параметр | Комментарий |
Параметры транспортируемого флюида | Все существенные параметры транспортируемого флюида приведены в таблице 1 |
Внешняя среда | Все существенные параметры внешней среды приведены в таблице 2 |
Описание системы | Все существенные системные параметры приведены в 5.6 |
Срок службы | Включая, где имеет отношение, программы технического обслуживания и замены |
Определение проектных случаев нагружения | Должны быть рассмотрены все потенциальные случаи нагружения для системы гибких труб в процессе изготовления, хранения, транспортировки, испытания, установки, эксплуатации и извлечения. Должна быть разработана матрица, показывающая все случаи нагружения, которые должны быть проверены для всех компонентов системы гибких труб и которые должны соответствовать разделу 6 |
Проектные случайные события | Должны быть указаны все случайные события и комбинации других случайных нагрузок (функциональных и от воздействия окружающей среды). Случаи нагружения должны быть включены в матрицу случаев нагружения |
Критерии проектирования | Для каждого слоя трубы и компонентов должны быть указаны необходимые коэффициенты безопасности и определена конструкционная прочность, которые должны соответствовать разделу 6 |
Параметры анализа | Должны включать гидродинамические коэффициенты, конструкционные параметры такие как модели демпфирования, модели гидродинамических волн и параметры морского дна, такие как коэффициенты трения |
9.3 Отчет о проектных нагрузках
9.3.1 Отчет о проектных нагрузках должен включать результаты анализа случаев нагружения, определенных в исходных данных для проектирования. Для каждого случая нагружения в отчете должны быть отражены расчеты по напряжениям и деформациям. Отчет о проектных нагрузках может быть включен в проектный отчет.
9.3.2 Для применения в условиях динамических нагрузок данный отчет должен описать экстремальный, усталостный анализ и анализ помех. Результаты данных анализов должны быть сверены с соответствующими критериями приемки.
9.4 Отчет о проектировании
9.4.1 Отчет о проектировании должен содержать детальное описание, включая чертежи каждого компонента трубы. Детальное описание должно включать послойное описание трубы, включая материалы, поперечное сечение проволоки, угол намотки, диаметр, толщину, количество проволоки и т.д.
9.4.2 Технические условия на материалы и данные по материалам должны быть включены в отчет, если не предусмотрен их выпуск в виде отдельного документа. Данные по материалам должны включать предел прочности на растяжение и усталостные параметры для работы при динамическом нагружении (угол наклона кривой усталости "S-N", точка пересечения и предел выносливости) и должны идентифицировать компоненты флюида, которые могут оказывать отрицательное влияние на материал.
9.4.3 Для каждого компонента трубы должно быть оформлено документальное подтверждение о достаточной конструкционной прочности данного компонента для восприятия проектных нагрузок и напряжения, перечисленные в отчете о проектных нагрузках, с коэффициентом безопасности, указанным в исходных данных для проектирования.
9.4.4 В отчете о проектировании должны быть определены следующие характеристики и свойства гибкой трубы:
a) диаметры (внутренний и наружный);
b) масса одного метра (на воздухе пустой и заполненной морской водой, в морской воде пустой и заполненной морской водой);
c) проектные значения давления;
d) проектные значения температуры;
e) проектная глубина моря;
f) MBR (хранение и эксплуатация);
g) осевая жесткость (на сжатие и растяжение, и как функция давления и температуры);
h) жесткость на изгиб (как функция растяжения, давления и температуры);
i) жесткость на кручение (как функция направления кручения, растяжения, давления и температуры).
9.4.5 Если указано заказчиком, то в отчете о проектировании должны быть определены следующие свойства гибкой трубы:
a) допускаемое растяжение (как функция радиуса изгиба);
b) допускаемое осевое сжатие;
c) допускаемое смятие (радиальное);
d) допускаемое скручивание (как функция соответствующих параметров, если применимо);
е) осевое и радиальное расширение под влиянием давления и температуры;
f) кручение под влиянием давления и растяжения.
9.4.6 В отчет о проектировании должен быть включен сертификат об оценке методологии проектирования независимого эксперта по верификации (см. 6.2.2).
9.5 План качества изготовления
План качества изготовления должен содержать все процедуры управления качеством, включая контрольные точки и процедуры испытаний. План качества изготовления может быть включен в технические условия на изготовление.
9.6 Технические условия на изготовление
Технические условия на изготовление должны описывать каждый этап процесса изготовления, включая сварку, термообработку, тип и объем НК и критерии приемки, процедуры FAT, метод изготовления и процедуры допустимого ремонта. Технические условия должны обеспечить соответствие трубы требованиям проекта.
9.7 Исполнительная техническая документация
Исполнительная техническая документация должна включать следующую информацию:
a) ссылочный номер заказа на поставку;
b) описание оборудования;
c) ссылки на проектные технические условия и чертежи;
d) сертификаты материалов;
e) результаты контрольных измерений размеров;
f) результаты FAT;
g) полный перечень несоответствий, выявленных в процессе изготовления, и выполненный ремонт;
h) операционные карты сварки и квалификации;
i) протоколы квалификационных испытаний сварщиков;
j) схему расположения сварных швов;
k) аттестаты квалификации операторов НК и протоколы испытаний НК;
I) протоколы термообработки.
9.8 Руководство по эксплуатации
9.8.1 Должно быть подготовлено руководство по эксплуатации для системы, охватывающее все вопросы технического обслуживания и ограничения, действия в чрезвычайных ситуациях, включая ремонтные процедуры, которые следует выполнять на борту судна установки, как указано изготовителем или заказчиком. Руководство по эксплуатации должно включать следующую информацию:
a) послойное описание конструкционных слоев (технические условия на материалы, толщина, угол навивки, количество проволоки и т.д.);
b) диаметры (внутренний и наружный) трубы;
c) массу одного метра трубы (на воздухе пустой и заполненной морской водой, в морской воде пустой и заполненной морской водой);
d) проектные значения минимального и максимального давления, и давление испытания (указать, если давление является абсолютным значением или дифференциальным);
e) проектные значения минимальной и максимальной температуры;
f) проектная глубина моря;
g) требования к монтажу;
h) требования к контактным поверхностям;
i) процедуры ремонта;
j) погрузочно-разгрузочные операции, хранение, процедуры наматывания/сматывания;
k) описание системы вентиляции газа и скорость проникновения газа;
I) скорость сброса давления (работа с газом);
m) ограничения на концентрацию компонентов в транспортируемом флюиде (включая и
) и ингибиторы;
n) возможность выполнения операций по контролю трубопровода внутренними снарядами и проведения работ системы TFL;
о) допускаемые нагрузки;
р) максимальное время наличия в трубе морской воды или морской воды, обработанной ингибиторами, и требования к ингибиторам;
q) ссылки на исполнительную техническую документацию.
9.8.2 По указанию заказчика должно быть поставлено отдельное руководство по монтажу, содержащее документально оформленные процедуры монтажа.
10 Заводские приемо-сдаточные испытания
10.1 Общие положения
10.1.1 Гибкая труба должна быть подвержена FAT, включая контроль проходного сечения пропуском калибровочного скребка (скребка-калибра), испытания на гидростатическое давление, неразрывность электроцепи, электросопротивление и испытание системы вентиляции газа, если применимо, для подтверждения того, что труба была изготовлена в соответствии с требованиями настоящего стандарта. Заказчик должен иметь допуск для осуществления контроля над всеми испытаниями и должен быть своевременно проинформирован изготовителем о проведении таких испытаний.
10.1.2 Испытания на гидростатическое давление следует проводить для всех труб. Испытания неразрывности электроцепи и электросопротивления следует проводить для труб, которые имеют катодную защиту. Контроль проходного сечения пропуском калибровочного скребка (скребка-калибра) и испытания электросопротивления применимы только к конструкциям с негладким проходным каналом. Испытания системы вентиляции газа следует проводить для труб, которые имеют предохранительные газоспускные клапаны или порты, установленные в концевых фитингах.
10.1.3 Технические условия изготовителя должны определять минимальное допускаемое время между завершением монтажа концевого фитинга (включая твердение эпоксидного материала) и началом FAT. Программа FAT должна учитывать указанное минимальное время.
10.1.4 Протокол каждых FAT должен быть представлен заказчику. Действующие калибровочные сертификаты (сертификаты о калибровке) для всего испытательного оборудования должны быть включены в протокол испытаний. Все оборудование, регистрирующее давление, следует калибровать с применением грузопоршневого манометра минимум каждые три месяца.
10.1.5 Если результаты испытаний не соответствуют критериям приемки, то причина несоответствия должна быть изучена, а протокол представлен заказчику. В протоколе должны быть предложены корректирующие действия. Заказчик должен иметь возможность отбраковать трубу или потребовать повторные испытания.
10.2 Контроль проходного сечения гибкой трубы пропуском калибровочного скребка
10.2.1 Процедура
10.2.1.1 Контроль проходного сечения гибкой трубы пропуском калибровочного скребка следует проводить до гидростатических испытаний. Калибровочный скребок должен быть оборудован калибровочным(-и) диском (дисками), способным(-и) обнаруживать любые недопустимые затруднения прохода.
10.2.1.2 Минимальный диаметр калибровочного скребка должен быть не менее 95% номинального внутреннего диаметра трубы или на 10 мм (0,39 дюйма) меньше номинального внутреннего диаметра труб, внутренний диаметр которых менее 200 мм (7,87 дюйма). Толщина калибровочного диска должна быть в пределах от 5 до 10 мм (от 0,20 до 0,39 дюйма).
10.2.2 Критерии приемки
Скребок-калибр, прошедший через внутренний канал гибкой трубы, должен быть неповрежденным. Допускаются небольшие царапины и истирания от скольжения, вмятины на шаблоне не допустимы.
10.3 Испытания на гидростатическое давление
10.3.1 Процедура
10.3.1.1 Минимальное давление гидростатических испытаний для гибких выкидных трубопроводов и подводных перемычек должно составлять 1,3 от проектного давления. Для всех других применений, включая гибкие райзеры и надводные перемычки, минимальное давление гидростатических испытаний должно составлять 1,5 от проектного давления. Более высокое давление может быть установлено локальными нормативами или законодательными органами (например, NPD, MMS, HSE). Если не указано другое, то в качестве испытательного флюида должна быть использована питьевая вода, очищенная от содержания примесей размером более 100 мк и с содержанием хлоридов менее 50 мг/л. В случае необходимости защиты материала внутреннего каркаса вода должна быть обработана химическим ингибитором. Для облегчения обнаружения утечек может быть добавлено окрашивающее вещество.
10.3.1.2 Запертый воздух должен быть удален из трубы в соответствии с процедурами изготовителя.
10.3.1.3 Давление следует повышать постепенно со скоростью не более указанной в испытательной процедуре изготовителя до уровня от 100% до 110% давления гидростатических испытаний (см. ИСО 13628-11 (11.5.3.3)), и удерживать не менее 2 ч для обеспечения стабилизации. Максимальное гидростатическое давление испытаний не должно приводить к превышению коэффициентов нагружения, указанных в таблицах 6 и 7. Если необходимо, то значение давления повышают циклически до тех пор, пока не будет достигнута стабилизация. Давление рассматривают как стабилизированное, когда его падение менее 1% в 1 ч. Затем давление повышают до значений между номинальным давлением и максимальным гидростатическим давлением испытаний.
10.3.1.4 Отсчет времени испытаний не начинают до тех пор, пока оборудование и манометры, контролирующие давление, не будут изолированы от установки подачи давления.
10.3.1.5 Давление гидростатических испытаний должно быть удержано не менее 24 ч. В процессе испытаний давление и температура (окружающей среды и внутренняя) регистрируют не реже, чем 30 мин. Сброс давления должен происходить со скоростью, определяемой в соответствии с испытательной процедурой изготовителя.
10.3.1.6 После сброса давления участки концевых фитингов должны быть подвержены визуальному контролю для выявления любых признаков остаточной деформации или повреждения, как на трубе, так и на концевых фитингах.
10.3.1.7 При использовании внутреннего контрольного снаряда для заполнения или освобождения трубы диски следует проверять на наличие повреждения и износа. Повреждение или интенсивный износ должен быть зарегистрирован, а протокол представлен заказчику.
10.3.2 Критерии приемки
Потеря давления по любым причинам, включая колебания наружной температуры, не должна превышать 4% давления на начало 24-часового периода. В процессе испытания не должны наблюдаться утечки из трубы. На участках концевых фитингов не должно наблюдаться остаточных деформаций или повреждений.
10.4 Испытания неразрывности электроцепи и электросопротивления
10.4.1 Процедуры
10.4.1.1 Испытания неразрывности электроцепи и электросопротивления следует выполнять после гидростатических испытаний. Если указано заказчиком, то данные испытания должны быть также проведены до гидростатических испытаний.
10.4.1.2 Испытания неразрывности электроцепи следует выполнять между двумя концевыми фитингами. Испытания электросопротивления следует выполнять между концевыми фитингами и каркасом. Измерения неразрывности электроцепи и электросопротивления должны быть зарегистрированы.
10.4.2 Критерии приемки
Электросопротивление между внутренним каркасом и концевыми фитингами должно быть более 1 кОм. Электросопротивление между концевыми фитингами должно быть менее 10 Ом/км трубы.
10.5 Испытания системы вентиляции газа
10.5.1 Процедуры
10.5.1.1 Испытания системы вентиляции газа, включая клапаны, используемые для сброса повышенного давления в кольцевом пространстве трубы, проводят для определения правильности ее функционирования. Данные испытания проводят после гидростатического испытания.
10.5.1.2 Воздух или газообразный азот нагнетают в один из концевых фитингов под проектным давлением для предохранительной системы сброса газа. Сброс газа контролируют на другом концевом фитинге. Все порты на концевом фитинге испытывают отдельно. Процедуру испытаний повторяют с противоположного конца трубы. Все клапаны должны быть испытаны на сброс давления и сбрасывать давление в пределах диапазона, указанного изготовителем.
10.5.1.3 Процедура испытаний системы вентиляции газа может быть практически неосуществимой для трубы большой длины. Допускается использовать альтернативную процедуру испытаний, при наличии обоснования того, что она удовлетворяет тем же общим требованиям. Используемая процедура должны быть включена в технические условия изготовителя.
10.5.2 Критерии приемки
Сброс газа должен быть подтвержден отдельно на всех портах. Все клапаны должны сбрасывать давление при достижении значения давления сброса, указанном изготовителем. Входное давление, требуемое для достижения давления сброса газа, должно быть на 50% ниже документально подтвержденного давления разрушения разрывной мембраны.
11 Маркировка и упаковка
11.1 Маркировка
Маркировка гибкой трубы должна быть нанесена на оба концевых фитинга и должна обеспечивать возможность идентификации трубы в течение указанного срока службы. Обязательно должна быть нанесена следующая информация:
a) обозначение настоящего стандарта ГОСТ Р ИСО 13628-2;
b) серийный номер трубы;
c) наименование или товарный знак изготовителя;
d) дата изготовления;
e) проектное давление (абсолютное или дифференциальное);
f) MBR хранения.
Может применяться следующая маркировка:
- круговая маркировка с равномерным интервалом по длине для ссылок при монтаже и работе;
- продольные полосы на райзерах для оценки скручивания.
11.2 Упаковка
11.2.1 Гибкая труба должна быть упакована в соответствии с техническими условиями изготовителя. Если труба хранится на барабанах или карусельных устройствах, то радиус изгиба не должен быть менее MBR хранения. Концевые фитинги и соединители должны быть защищены высокопрочными протекторами. Оба конца трубы должны быть изолированы. Технические условия изготовителя должны включать процедуры хранения и упаковки встроенных компонентов, смонтированных на трубе, включая устройства обеспечения жесткости на изгиб. Складские заглушки, тросы/проволока, захваты и другое требуемое такелажное оборудование должны быть идентифицированы в процедурах упаковки. Технические условия изготовителя должны включать процедуры, контролирующие натяжение и плотность витков на барабанах, которые используют при монтаже трубы.
11.2.2 Упаковка должна обеспечивать защиту от воздействия окружающей среды при хранении вне помещения. Следует использовать защитное укрытие. Гибкую трубу, включая концевые фитинги, не следует выставлять за кромки транспортных барабанов, чтобы не допустить абразивное повреждение трубы.
11.2.3 Если труба должна укладываться с барабана и свободно заполняться, то расположенный на борту концевой фитинг должен вентилироваться.
Приложение А
(справочное)
Руководящие указания по закупке
А.1 Руководящие указания по закупке гибких труб приведены в таблице А.
А.2 Для каждого отрезка гибкой трубы следует заполнять отдельную форму.
А.3 В исходных данных для проектирования изготовителю следует указывать предполагаемые значения для всех параметров таблицы А.1, не указанных заказчиком.
Таблица А.1 - Руководящие указания по закупке гибких труб
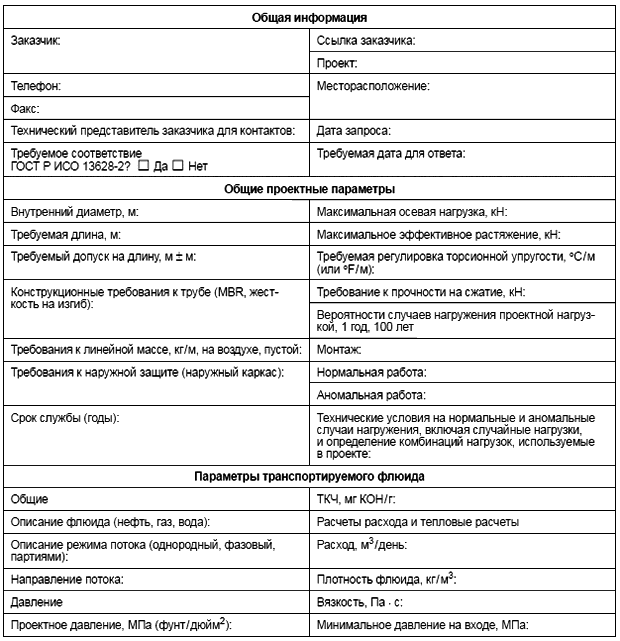
Продолжение таблицы А.1

Продолжение таблицы А.1

Продолжение таблицы А.1

Продолжение таблицы А.1

Окончание таблицы А.1

Приложение В
(справочное)
Устройства обеспечения жесткости на изгиб и ограничители изгиба
В.1 Область применения
Настоящее приложение предоставляет собой руководство по минимальным требованиям к проектированию, выбору материалов, изготовлению, испытаниям и маркировке устройств обеспечения жесткости на изгиб и ограничителей изгиба, изготовляемых отдельно для использования с гибкими трубами. Область применения настоящего руководства указана в разделе 1. Если в настоящем приложении не приведены специальные руководящие указания, то следует давать ссылки на требования, указанные для гибкой трубы. Раструбы в настоящем приложении не рассмотрены. Руководящие указания по раструбам см. в ИСО 13628-11.
В.2 Определения
Определения устройств обеспечения жесткости на изгиб и ограничителей изгиба приведены в 3.7 и 3.8 соответственно. Термин "устройство ограничения изгиба" применен в настоящем приложении как общий термин для устройств обеспечения жесткости на изгиб и для ограничителей изгиба. Термин "изготовитель", применяемый в настоящем приложении, относится к поставщику устройств ограничения изгиба.
В.3 Функциональные требования
В.3.1 Изготовителю следует представить данные о том, что устройство ограничения изгиба удовлетворяет функциональным требованиям, указанным для гибкой трубы в 5.2.1, если это применимо.
В.3.2 Устройства обеспечения жесткости на изгиб, как правило, используют только для применения в условиях динамических нагрузок, ограничители изгиба, как правило, используют только для применения в условиях статических нагрузок.
В.3.3 На основании консультации с заказчиком и/или изготовителем гибкой трубы изготовителю следует определить конструктивные требования к устройствам ограничения изгиба. При определении конструктивных требований могут быть применены руководящие указания таблицы В.1.
Таблица В.1 - Руководящие указания по закупке устройств ограничения изгиба

Окончание таблицы В.1

В.3.4 Проектные нагрузки для устройства обеспечения жесткости на изгиб следует определять по средним значениям эффективных растяжений и угловых колебаний. Анализируемые комбинации растяжений и угла следует считать достаточными для покрытия всех возможных случаев нагружения со ссылкой на случаи нагружения, указанные для гибких труб в разделе 6. Проектные нагрузки для ограничителей изгиба следует определять в значениях изгибающих моментов, срезающих усилий и, если применимо, ударных нагрузок.
В.3.5 Проектировщику устройства ограничения изгиба следует указывать все необходимые монтажные компоненты.
В.4 Проектные требования
В.4.1 Методологию проектирования устройств ограничения изгиба следует документировать и подтверждать испытаниями или методом конечных элементов. Методологию проектирования следует подтверждать с привлечением независимого эксперта по верификации.
В.4.2 В методологии проектирования следует учитывать влияния износа (абразивного), коррозии, процессов изготовления, усадки, ползучести и старения (из-за механической, химической и термической деградации), если в проекте документально не подтверждено отсутствие такого влияния. В методологии проектирования следует также учитывать влияние нелинейных свойств материала, в частности, нелинейного модуля упругости для жестких материалов.
В.4.3 Для устройств обеспечения жесткости на изгиб в методологии проектирования следует рассматривать следующие виды разрушения:
a) нарушение сцепления или разрыв в местах сопряжения с металлическими элементами;
b) разрыв или образование трещин в эластомерных материалах;
c) долговременные свойства материала (старение);
d) усталость;
e) разрушение концевого фитинга или опорного фланца.
В.4.4 В методологии проектирования ограничителей изгиба следует рассматривать виды разрушения, указанные в перечислениях с) и е) В.4.3. В конструкции ограничителя изгиба следует предусмотреть, чтобы изгибающие моменты и срезающие усилия, передаваемые по длине ограничителя изгиба, не повреждали трубу ни на одном конце ограничителя изгиба.
В.4.5 Устройства ограничения изгиба следует проектировать в соответствии с требованиями В.3 без остаточных деформаций и потери механических свойств. Изготовителю следует представить обоснование того, что конструкция удовлетворяет указанным требованиям при всех возможных комбинациях температуры и применяемых устройств обеспечения жесткости на изгиб гибкой трубы. Необходимо документально подтвердить, что овализация оголовка устройства обеспечения жесткости на изгиб не ухудшает его эксплуатационные свойства.
В.4.6 Изготовителю следует представить данные о том, что для всех возможных комбинаций случаев нагружения устройство ограничения изгиба спроектировано в соответствии с требованиями 6.3.1 для MBR и проектными требованиями (допустимые коэффициенты нагружения) таблицы 6.
В.4.7 Следует обеспечивать совместимость конструкции устройства ограничения изгиба со всеми соответствующими размерами гибкой трубы и концевого фитинга. Следует обеспечивать соответствие конструкции любым допускам внутреннего диаметра устройства ограничения изгиба, которые указаны изготовителем или заказчиком.
В.4.8 Следует документально подтвердить, что допуски, используемые для всех компонентов устройства ограничения изгиба, не превышают уровни напряжений или деформаций установленных допускаемых значений величин.
В.4.9 Если устройство ограничения изгиба крепят на опорной конструкции, такой как концевой фитинг, то следует учитывать условие безопасной передачи нагрузок на опорную конструкцию. Ограничители изгиба могут быть присоединены в месте, удаленном от концевого фитинга напрямую к трубе с помощью хомута, и в данном случае следует обеспечить защиту трубы от повреждения конструкцией системы крепления. Не допускается осевое перемещение конструкции устройства ограничения изгиба.
В.4.10 Для применения в условиях динамических нагрузок следует выполнить расчеты усталостной долговечности или провести испытания. Следует обеспечить прогнозируемую усталостную долговечность не менее в десять раз превышающую срок службы.
В.5 Материалы и изготовление
В.5.1 Компоненты устройств ограничения изгиба, как правило, изготавливают из полимерных материалов (эластомерного материала, используемого для устройств обеспечения жесткости на изгиб) и соответствуют эксплуатационным требованиям, указанным в В.4. Полимерный материал может быть упрочнен.
В.5.2 Минимальными требованиями к свойствам полимерного материала для указанного диапазона проектных температур должны быть следующие:
a) прочность на растяжение - по ИСО 868;
Примечание - В контексте настоящего положения, ASTM D2240 и ASTM D2583 эквиваленты ИСО 868.
b) удлинение при разрушении - по ИСО 527-1 и ИСО 527-2;
Примечание - В контексте настоящего положения ASTM D638 эквивалентен ИСО 527-1 и ИСО 527-2.
c) прочность на отрыв - по ASTM D790;
d) модуль упругости - по ASTM D790;
e) кривая "напряжение-деформация" - по ASTM D624;
f) твердость - по ИСО 868;
Примечание - В контексте настоящего положения ASTM D2240 и ASTM D2583 эквиваленты ИСО 868.
g) ударная вязкость - по ИСО 527-1 и ИСО 527-2;
Примечание - В контексте настоящего положения ASTM D638 эквивалентен ИСО 527-1 и ИСО 527-2.
h) температура деформации при нагреве: ИСО 75-1 и ИСО 75-2;
Примечание - В контексте настоящего положения ASTM D648 эквивалентен ИСО 75-1 и ИСО 5-2.
i) плотность - по ИСО 1183 (все части).
Примечание - В контексте настоящего положения ASTM D792 и ASTM D1505 эквиваленты ИСО 1183 (все части).
В.5.3 Для устройства ограничения изгиба следует использовать материалы, стойкие к морской воде, химическому воздействию, ультрафиолетовому излучению и температурным ограничениям, в соответствующих случаях для указанного срока службы.
В.5.4 Если применимо, поставщику устройства ограничения изгиба следует испытать и документально оформить влияние водопоглощения, гидролиза, ползучести и температуры на эластомерный материал, используемый для основных частей устройства ограничения изгиба, а также подтвердить пригодность материала для указанного применения.
В.5.5 Все металлические компоненты следует защищать от коррозии в указанной среде путем выбора материала, соответствующего антикоррозионного покрытия, системы катодной защиты или их комбинации для указанного срока службы.
В.5.6 В технических условиях изготовителя следует определить требования контроля технологического процесса для всех этапов изготовления устройства ограничения изгиба. В плане качества изготовления следует указать контрольные точки, методы контроля и критерии приемки. Результаты всех видов контроля следует регистрировать. Изготовителю следует регистрировать каждое несоответствие, подтвержденное в процессе изготовления.
В.5.7 В процедуре изготовления устройства обеспечения жесткости на изгиб следует обеспечить связь эластомерного материала с внутренними металлическими компонентами. Следует обосновать, что образованная связь будет прочнее, чем соответствующее эксплуатационное требование в течение всего срока службы.
В.5.8 В процессе нагнетания при изготовлении устройства ограничения изгиба не допускается образование каких-либо пустот в конструкции, которые могут повлиять на его функциональные свойства.
В.5.9 Образцы нагнетаемого материала для испытаний на прочность при растяжении и твердость следует отбирать из производственного цикла с регулярным интервалом. Результаты испытаний должны соответствовать техническим условиям изготовителя.
В.5.10 Необходимо подвергать визуальному контролю все компоненты устройства ограничения изгиба. Дополнительно следует провести и зарегистрировать достаточное количество измерений размеров устройства ограничения изгиба для того, чтобы обеспечить соответствие размеров указанным допускам изготовителя.
В.5.11 Ограничители изгиба могут быть подвержены FAT. В процессе проведения FAT следует проверить MBR без нагрузки и в условиях максимального нагружения. Результаты всех испытаний должны соответствовать техническим условиям изготовителя, соответствующим проектным требованиям В.4. Ограничители изгиба, как правило, не подлежат FAT из-за трудности приложения реальных нагрузок без наличия гибкой трубы.
В.6 Документация
В.6.1 Изготовителю следует предоставлять заказчику в указанные сроки следующие документы:
a) отчет о проектировании - до изготовления;
b) план качества изготовления - до изготовления;
c) исполнительная техническая документация - с поставляемой трубой.
В.6.2 В отчете по проектированию следует представлять в достаточном объеме документацию для подтверждения соответствия требованиям настоящего приложения. Дополнительно в отчет о проектировании следует включать результаты анализов всех случаев нагружения, детальное описание устройства ограничения изгиба, включая чертежи и техническую документацию на материалы.
В.6.3 В плане качества изготовления следует указывать все процедуры управления качеством, включая контрольные точки и процедуры испытаний, необходимые для контроля технологических процессов.
В.6.4 В исполнительную техническую документацию следует включать чертежи, исходные данные для проектирования, протоколы контроля размеров, сертификаты на материалы и любые отчеты о выявленных несоответствиях и их устранении.
В.7 Маркировка и упаковка
В.7.1 Маркировку устройств ограничения изгиба следует выполнять таким образом, чтобы она сохранялась в течение указанного срока службы. В маркировке следует указывать наименование изготовителя и заказчика, серийный номер, дату изготовления и рабочий MBR. Если размеры ограничены, то маркировку можно сократить до индивидуального серийного номера.
В.7.2 Упаковка устройств ограничения изгиба должна обеспечивать их безопасность на всех этапах транспортировки до монтажа.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального/межгосударственного стандарта |
ИСО 62 | - | * |
ИСО 75-1 | - | * |
ИСО 75-2 | - | * |
ИСО 148-1 | - | * |
ИСО 178 | - | * |
ИСО 179 (все части) | - | * |
ИСО 180 | - | * |
ИСО 306 | - | * |
ИСО 307 | - | * |
ИСО 527-1 | - | * |
ИСО 527-2 | - | * |
ИСО 604 | - | * |
ИСО 868 | - | * |
ИСО 899-1 | - | * |
ИСО 974 | - | * |
ИСО 1183 (все части) | - | * |
ИСО 3384 | - | * |
ИСО 6506-1 | - | * |
ИСО 6507-1 | IDT | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения" |
ИСО 6508-1 | - | * |
ИСО 6892 | MOD | ГОСТ 1497-84 (ИСО 6892-84) "Металлы. Методы испытаний на растяжение" |
MOD | ГОСТ 10006-80 (ИСО 6892-84) "Трубы металлические. Метод испытания на растяжение" | |
ИСО 9352 | - | * |
ИСО 10423:2003 | MOD | ГОСТ Р 51365-2009 (ИСО 10423:2003) "Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования" |
ИСО 10474:1991 | - | * |
ИСО 11357-1 | - | * |
ИСО 11357-4 | - | * |
ИСО 11359-2 | - | * |
ИСО 13628-4 | IDT | ГОСТ Р ИСО 13628-4* "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 4. Подводное оборудование устья скважины и устьевой елки" |
_________________ * В настоящее время в официальных источниках информация о принятии данного документа отсутствует. - . | ||
ИСО 13847 | - | * |
ИСО 15156 (все части) | IDT | ГОСТ ИСО 15156-1-2012* (проект) "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию" |
________________ * На территории Российской Федерации действует ГОСТ Р 53679-2009. - . | ||
IDT | ГОСТ ИСО 15156-2-2012* (проект) "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Стали, стойкие к растрескиванию, и применение чугуна" | |
________________ * На территории Российской Федерации действует ГОСТ Р 53678-2009. - . | ||
IDT | ГОСТ ИСО 15156-3* "Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие коррозионностойкие и другие сплавы" | |
________________ * Межгосударственный стандарт ГОСТ ISO 15156-3-2012 не введен в действие на территории Российской Федерации. - . | ||
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | ISO 13628-3, Petroleum and natural gas industries - Design and operation of subsea production systems - Part 3: Through flowline (TFL) systems | |
[2] | ISO 13628-10, Petroleum and natural gas industries - Design and operation of subsea production systems - Part 10: Specification for bonded flexible pipe | |
[3] | ISO 13628-11, Petroleum and natural gas industries - Design and operation of subsea production systems - Part 11: Flexible pipe systems for subsea and marine applications | |
[4] | ISO 15589-2, Petroleum and natural gas industries - Cathodic protection of pipeline transportation systems - Part 2: Offshore pipelines | |
[5] | API Spec 17D, Specification for Subsea Wellhead and Christmas Tree Equipment | |
[6] | API Spec 17J, Specification for Unbonded Flexible Pipe | |
[7] | API Std 1104, Welding of Pipelines and Related Facilities | |
[8] | API 17TR2, The Aging of PA-11 in Flexible Pipes | |
[9] | ASTM C335, Standard Test Method for Steady-State Heat Transfer Properties of Pipe Insulation | |
[10] | ASTM D256, Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics | |
[11] | ASTM D570, Standard Test Method for Water Absorption of Plastics | |
[12] | ASTM D624, Standard Test Method for Tear Strength of Conventional Vulcanized Rubber and Thermoplastic Elastomers | |
[13] | ASTM D638, Standard Test Method for Tensile Properties of Plastics | |
[14] | ASTM D648, Standard Test Method for Deflection Temperature of Plastics Under Flexural Load in the Edgewise Position | |
[15] | ASTM D664, Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration | |
[16] | ASTM D746, Standard Test Method for Brittleness Temperature of Plastics and Elastomers by Impact | |
[17] | ASTM D790, Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials | |
[18] | ASTM D792, Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement | |
[19] | ASTM D974, Standard Test Method for Acid and Base Number by Color-Indicator Titration | |
[20] | ASTM D1044, Standard Test Method for Resistance of Transparent Plastics to Surface Abrasion | |
[21] | ASTM D1525, Standard Test Method for Vicat Softening Temperature of Plastics | |
[22] | ASTM D2240, Standard Test Method for Rubber Property - Durometer Hardness | |
[23] | ASTM D2583, Standard Test Method for Indentation Hardness of Rigid Plastics by Means of a Barcol Impressor | |
[24] | ASTM D2857, Standard Practice for Dilute Solution Viscosity of Polymers | |
[25] | ASTM D2990, Standard Test Methods for Tensile, Compressive, and Flexural Creep and Creep-Rupture of Plastics | |
[26] | ASTM D4060, Standard Test Method for Abrasion Resistance of Organic Coatings by the Taber Abraser | |
[27] | ASTM E328, Standard Test Methods for Stress Relaxation Tests for Materials and Structures | |
[28] | ASTM E831, Standard Test Method for Linear Thermal Expansion of Solid Materials by Thermomechanical Analysis | |
[29] | ASTM E1269, Standard Test Method for Determining Specific Heat Capacity for Differential Scanning Calorimetry | |
[30] | ASTM A370, Standard Methods and Definitions for Mechanical Testing of Steel Products |
(Техническая поправка 1 к ИСО 13628-2:2006 от 15.04.2009)
__________________________________________________________________________
УДК 622.323:622.276:006.354 ОКС 75.180.10
Ключевые слова: система подводной добычи, гибкая трубная система многослойной структуры, подводное и морское применение, гибкая труба, кольцевое пространство, система вентиляции газа, гибкий выкидной трубопровод, гибкий райзер, конструкционный слой трубы, устройство ограничения изгиба, устройство обеспечения жесткости на изгиб, внутренняя оболочка, внешняя оболочка, промежуточная оболочка, армирующий слой, концевой фитинг
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
