ГОСТ 5286-2022
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАМКИ СТАЛЬНЫЕ НАВИНЧИВАЕМЫЕ ДЛЯ БУРИЛЬНЫХ ТРУБ
Общие технические требования
Steel screw tool joints for drill pipe. General technical requirements
МКС 75.180.10
Дата введения 2022-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Русский научно-исследовательский институт трубной промышленности" (АО "РусНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 февраля 2022 г. N 148-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY
| Госстандарт Республики Беларусь |
Казахстан | KZ
| Госстандарт Республики Казахстан |
Киргизия | KG
| Кыргызстандарт |
Россия | RU
| Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 марта 2022 г. N 167-ст межгосударственный стандарт ГОСТ 5286-2022 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2022 г.
5 ВЗАМЕН ГОСТ 5286-75
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Пересмотр стандарта ГОСТ 5286-75 осуществлен в связи со значительными изменениями его содержания, проведенными с целью актуализации технических требований к замкам, правил их приемки и методов контроля, а также дополнения замками для легкосплавных бурильных труб.
По сравнению с ГОСТ 5286-75 в настоящем стандарте:
- установлены технические требования к замкам для легкосплавных бурильных труб;
- унифицированы технические требования к замкам, правилам их приемки и методам контроля;
- требования к замковой резьбе заменены ссылкой на ГОСТ 28487;
- дополнено проведение приработки замковых резьбовых соединений и холодного деформационного упрочнения замковой резьбы;
- актуализированы используемые нормативные ссылки;
- построение и изложение приведено в соответствие с ГОСТ 1.5 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Общие требования к построению, изложению, оформлению, содержанию и обозначению";
- при изложении использованы стандартизованные термины, дополненные терминами, отражающие основные понятия в части бурильных труб, замков, резьбы и резьбовых соединений замков;
- изменено наименование стандарта для более точной характеристики замков, как объекта стандартизации, в противоположность приварным замкам по ГОСТ 27834 "Замки приварные для бурильных труб. Технические условия".
1 Область применения
Настоящий стандарт распространяется на стальные замки (далее - замки), навинчиваемые на стальные или легкосплавные бурильные трубы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 26.008 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 631 Трубы бурильные с высаженными концами и муфты к ним. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2930 Приборы измерительные. Шрифты и знаки
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенной температурах
ГОСТ 10006 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10653 Калибры для треугольной резьбы бурильных труб с высаженными концами и муфт к ним. Типы, основные размеры и допуски
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10877 Масло консервационное К-17. Технические условия
ГОСТ 11708 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17527 Упаковка. Термины и определения
ГОСТ 18895 Сталь. Метод фотоэлектрического спектрального анализа
_______________
ГОСТ 22634 Калибры для соединений бурильных труб со стабилизирующими поясками и замков к ним. Технические условия
ГОСТ 25726 Клейма ручные буквенные и цифровые. Типы и основные размеры
ГОСТ 28487 Соединения резьбовые упорные с замковой резьбой элементов бурильных колонн. Общие технические требования
ГОСТ 31458 (ISO 10474:2013) Трубы стальные, чугунные и соединительные детали к ним. Документы о приемочном контроле
ГОСТ 32696 (ISO 11961:2008) Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия
ГОСТ 33758 Трубы обсадные и насосно-компрессорные и муфты к ним. Основные параметры и контроль резьбовых соединений. Общие технические требования
ГОСТ 34004 Трубы стальные обсадные, насосно-компрессорные, бурильные и трубы для трубопроводов. Дефекты поверхности резьбовых соединений. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 11708, ГОСТ 16504, ГОСТ 17527, ГОСТ 34004, а также следующие термины с соответствующими определениями:
3.1 бурильная труба: Элемент бурильной колонны, представляющий собой тело бурильной трубы с навинченными деталями замка.
3.2 заедание: Схватывание металла сопрягаемых поверхностей витков резьбы при свинчивании-развинчивании резьбовых соединений.
3.3 замок: Элемент бурильной трубы, состоящий из двух деталей - ниппеля и муфты, навинчиваемых на концы тела бурильной трубы.
3.4 замковая резьба: Резьба, с помощью которой осуществляется замковое резьбовое соединение.
3.5 замковое резьбовое соединение: Соединение ниппеля и муфты замка, имеющее замковую резьбу и упорные уплотнительные элементы (торец муфты и уступ ниппеля), создающие уплотнение в соединении.
3.6 конусность резьбы: Отношение разности диаметров резьбы в сечениях, перпендикулярных к оси резьбы, к расстоянию между этими сечениями.
3.7 муфта замка (муфта): Деталь замка с внутренними замковой и трубной резьбами.
3.8 ниппель замка (ниппель): Деталь замка с наружной замковой и внутренней трубной резьбами.
3.9 приработка: Процесс свинчивания и развинчивания нового резьбового соединения для обеспечения правильного свинчивания и уменьшения заедания резьбы замка во время эксплуатации.
3.10 резьбовое соединение (конструктивный элемент): Выполненные механической обработкой на конце ниппеля и муфты резьба и, если применимо, упорные и уплотнительные элементы.
3.11 тело бурильной трубы: Бесшовная стальная или легкосплавная труба с высаженными концами.
3.12 трубная резьба: Резьба треугольного или трапецеидального профиля, с помощью которой осуществляется трубное резьбовое соединение.
3.13 трубное резьбовое соединение: Соединение тела бурильной трубы с муфтой и ниппелем замка, имеющее трубную резьбу треугольного или трапецеидального профиля и, если применимо, упорные и уплотнительные элементы (упорный уступ уплотнительная коническая расточка), создающие уплотнение в соединении.
3.14 упорные и уплотнительные элементы: Упорный уступ, упорный торец и уплотнительная коническая расточка, обеспечивающие повышенную герметизацию (уплотнение) резьбового соединения в результате свинчивания.
3.15 холодное деформационное упрочнение: Пластическая деформация поверхности впадин резьбы, осуществляемая без его нагрева, с целью повышения работоспособности резьбового соединения при знакопеременных изгибающих нагрузках.
4 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
c - ширина скоса вершины резьбы, мм;
D - наружный диаметр замка, мм;
НВ - твердость по Бриннелю;
К - конусность резьбы.
Примечание - Конусность может быть выражена в виде отношения чисел или в миллиметрах на длине резьбы в миллиметрах;
L - длина замка, мм;
P - шаг резьбы, мм;
r - радиус скругления углов впадин резьбы, мм;
З - тип резьбового соединения с замковой резьбой;
ЗЛК - тип замка с уплотнительной конической расточкой (для соединения легкосплавных труб с высаженными внутрь или наружу концами с коническими стабилизирующими поясками);
ЗН - тип замка с нормальным проходным отверстием (для соединения труб с высаженными внутрь концами);
ЗУ - тип замка с увеличенным проходным отверстием (для соединения труб с высаженными внутрь или наружу концами);
ЗУК - тип замка с увеличенным проходным отверстием с уплотнительной конической расточкой (для соединения труб с высаженными внутрь или наружу концами с коническими стабилизирующими поясками);
ЗШ - тип замка с широким проходным отверстием (для соединения труб с высаженными внутрь или наружу концами);
ЗШК - тип замка с широким проходным отверстием с уплотнительной конической расточкой (для соединения труб с высаженными внутрь или наружу концами с коническими стабилизирующими поясками);
Л - левое направление резьбы (левая резьба);
Т - тип резьбового соединения с трубной резьбой треугольного профиля;
ТТ - тип резьбового соединения с трубной резьбой трапецеидального профиля;
CW - холодное деформационное упрочнение (Cold Work).
5 Сортамент
5.1 Типоразмеры
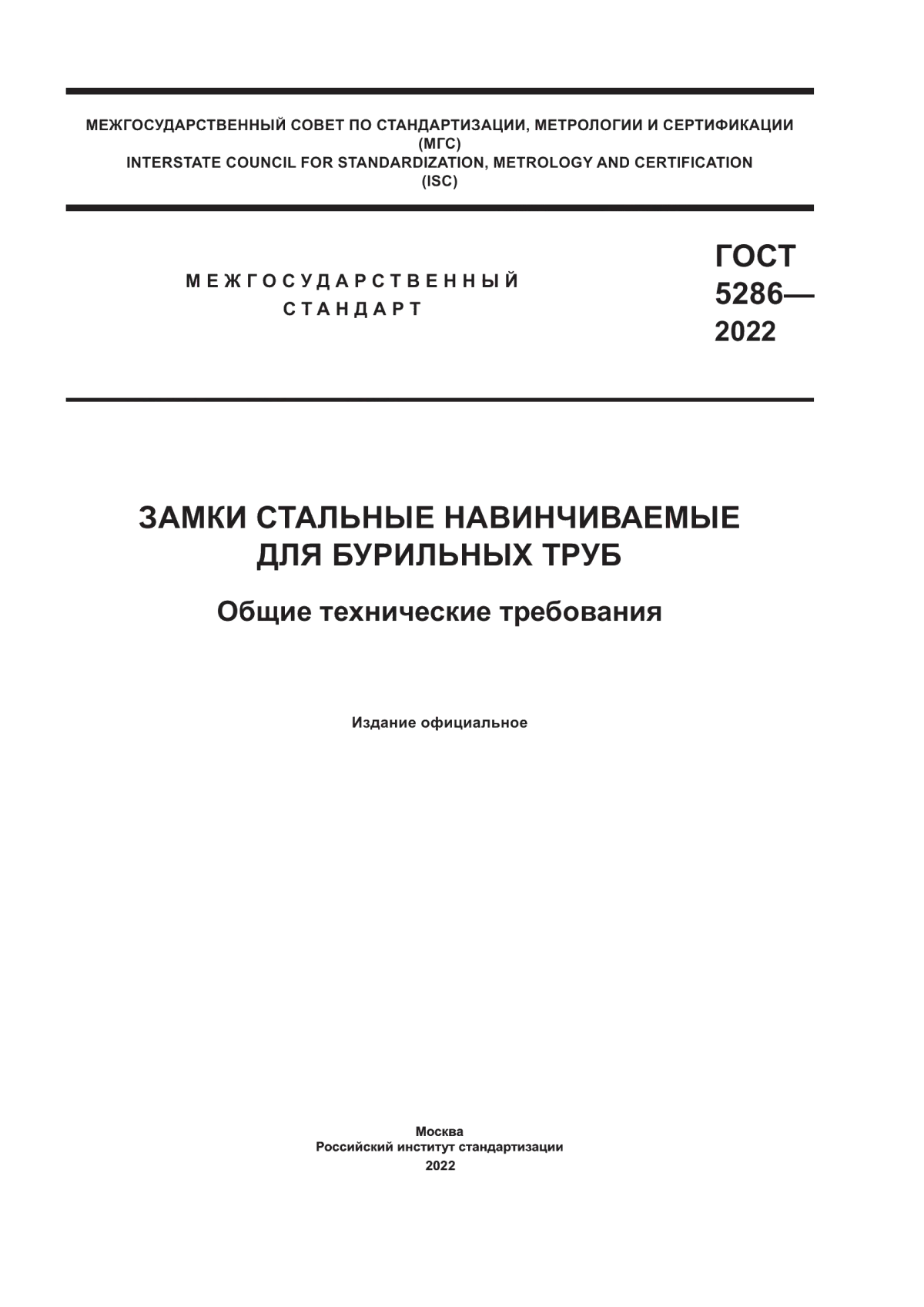
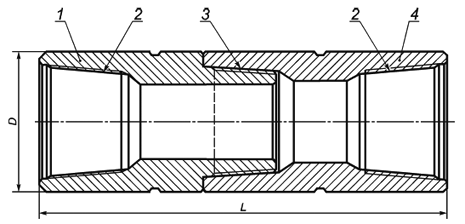
5.1.1 Замки изготовляют типоразмерами и основными размерами, указанными в таблицах 1 и 2, конструкцией, показанной на рисунках 1 и 2 (в сборе), с прямоугольным заплечиком под элеватор.
Таблица 1 - Типоразмеры и основные размеры замков типов ЗН, ЗШ, ЗУ, ЗШК, ЗУК
Размеры в миллиметрах | |||||||
Типо- размер замка | Условное обозначение бурильной трубы по ГОСТ 631, соединяемой с замком | Тип резьбового соединения с | Тип резьбо- вого соедине- | Наруж- ный диаметр замка D | Длина замка L | Масса замка , кг | |
с высажен- ными внутрь концами | с высажен- ными наружу концами | замковой резьбой по ГОСТ 28487 | ния с трубной резьбой | ||||
с трубной резьбой треугольного профиля по ГОСТ 631 | |||||||
ЗН-80 | В-60 | - | З-66 | Т-58 | 80,0 | 404,0 | 12,0 |
ЗН-95 | В-73 | - | З-76 | Т-71 | 95,0 | 431,0 | 16,0 |
ЗН-108 | В-89 | - | З-88 | Т-87 | 108,0 | 455,0 | 20,0 |
ЗН-113 | В-89 | - | З-88 | Т-87 | 113,0 | 455,0 | 23,0 |
(ЗН-140) | В-114 | - | З-117 | Т-112 | 140,0 | 502,0 | 35,0 |
(ЗН-172) | В-140 | - | З-140 | Т-139 | 172,0 | 560,0 | 58,0 |
(ЗН-197) | В-168 | - | З-152 | Т-166 | 197,0 | 603,0 | 76,0 |
ЗШ-108 | В-73 | - | З-86 | Т-71 | 108,0 | 431,0 | 20,0 |
ЗШ-118 | В-89 | - | З-101 | Т-87 | 118,0 | 455,0 | 23,0 |
ЗШ-133 | В-102 | - | З-108 | Т-100 | 133,0 | 496,0 | 37,0 |
(ЗШ-146) | В-114 | Н-102 | З-121 | Т-112 | 146,0 | 508,0 | 38,0 |
ЗШ-178 | В-140 | - | З-147 | Т-139 | 178,0 | 573,0 | 61,0 |
ЗШ-203 | В-168 | - | З-171 | Т-166 | 203,0 | 603,0 | 73,0 |
ЗУ-86 | - | Н-60 | З-73 | Т-66 | 86,0 | 404,0 | 15,0 |
ЗУ-108 | - | Н-73 | З-86 | Т-80 | 108,0 | 431,0 | 20,0 |
ЗУ-120 | - | Н-89 | З-102 | Т-95 | 120,0 | 468,0 | 25,0 |
ЗУ-146 | В-114 | Н-102 | З-122 | Т-112 | 146,0 | 496,0 | 37,0 |
ЗУ-155 | В-127 | Н-114 | З-133 | Т-125 | 155,0 | 526,0 | 39,0 |
ЗУ-185 | - | Н-140 | З-161 | Т-152 | 185,0 | 553,0 | 53,0 |
с трубной резьбой трапецеидального профиля по 6.4.3.3 | |||||||
ЗШК-118 | ВК-89 | - | З-101 | ТТ-82 | 118,0 | 454,0 | 22,0 |
ЗШК-133 | ВК-101 | - | З-108 | ТТ-94 | 133,0 | 506,0 | 32,0 |
ЗШК-178 | ВК-140 | - | З-147 | ТТ-132 | 178,0 | 573,0 | 61,0 |
ЗУК-108 | - | НК-73 | З-86 | ТТ-78 | 108,0 | 431,0 | 17,0 |
ЗУК-120 | - | НК-89 | З-102 | ТТ-94 | 120,0 | 468,0 | 20,0 |
ЗУК-146 | ВК-114 | НК-102 | З-122 | ТТ-107 | 146,0 | 506,0 | 36,0 |
ЗУК-155 | ВК-127 | НК-114 | З-133 | ТТ-122 | 155,0 | 536,0 | 38,0 |
_______________ Для замков с прямоугольным заплечиком под элеватор, для справок. Примечания 1 Обозначение типоразмера замка содержит - тип замка (ЗН, ЗШ, ЗУ, ЗШК, ЗУК) и целое значение наружного диаметра замка. 2 Обозначение типа замкового резьбового соединения по ГОСТ 28487 содержит - букву З (замковая) и целое значение диаметра большего основания конуса ниппеля. 3 Обозначение типа трубного резьбового соединения содержит: - с трубной резьбой по ГОСТ 631 - букву Т (трубная) и целое значение среднего диаметра резьбы в основной плоскости; - с трубной резьбой по 6.4.3.3 - буквы ТТ (трубная трапецеидальная) и округленный до целого значения внутренний диаметр резьбы в основной плоскости. 4 Прочерк означает, что свинчивание деталей замка с телом бурильной трубы с такими концами не предусмотрено. 5 Типоразмеры замков, указанные в скобках, применять не рекомендуется. | |||||||
Таблица 2 - Типоразмеры и основные размеры замков типа ЗЛК
Размеры в миллиметрах | |||||
Типоразмер замка | Тип резьбового соединения с замковой резьбой по ГОСТ 28487 | Тип резьбового соединения с трубной резьбой по 6.4.3.3 | Наружный диаметр замка D | Длина замка L | Масса , кг |
ЗЛК-95 | З-73 | ТТ-63 | 95,0 | 464,0 | 16,75 |
ЗЛК-108 | З-86 | ТТ-82 | 108,0 | 451,0 | 17,48 |
ЗЛК-112 | З-86 | ТТ-82 | 112,0 | 451,0 | 19,85 |
ЗЛК-120 | З-102 | ТТ-94 | 120,6 | 478,0 | 21,78 |
ЗЛК-127 | З-102 | ТТ-94 | 127,0 | 520,0 | 29,24 |
ЗЛК-159 | З-133 | ТТ-120 | 159,0 | 526,0 | 42,55 |
ЗЛК-178 | З-147 | ТТ-138 | 178,0 | 523,0 | 51,82 |
ЗЛК-203 | З-171 | ТТ-158 | 203,0 | 590,0 | 74,81 |
_______________ Для замков с прямоугольным заплечиком под элеватор, для справок. Примечания 1 Обозначение типоразмера замка содержит - тип замка (ЗЛК) и целое значение наружного диаметра замка. 2 Обозначение типа резьбового соединения - см. примечание к таблице 1. | |||||
 |
1 - ниппель; 2 - трубная резьба треугольного профиля; 3 - замковая резьба; 4 - муфта; D - наружный диаметр замка; L - длина замка
Рисунок 1 - Замок типов ЗН, ЗШ и ЗУ
 |
1 - ниппель; 2 - трубная резьба трапецеидального профиля; 3 - замковая резьба; 4 - муфта; D - наружный диаметр замка; L - длина замка
Рисунок 2 - Замок типов ЗШК, ЗУК и ЗЛК
5.1.2 По требованию заказчика муфты замков типа ЗШК, ЗУК и ЗЛК изготовляют с коническим заплечиком под элеватор (см. рисунок 6, вариант Б).
5.1.3 По требованию заказчика замки изготовляют с длиной наружной цилиндрической поверхности ниппеля и (или) муфты и общей длиной ниппеля и (или) муфты, увеличенной на величину, кратную 25 мм.
5.1.4 По согласованию между изготовителем и заказчиком изготовляют замки других размеров.
5.2 Резьбовые соединения
5.2.1 Замки изготовляют:
- с резьбовым соединением с замковой резьбой по ГОСТ 28487 - для соединения ниппеля с муфтой;
- с резьбовым соединением с трубной резьбой треугольного профиля по ГОСТ 631 или трапецеидального профиля по 6.4.3.3 - для соединения ниппеля и муфты с телом бурильной трубы.
5.2.2 Замковое и трубное резьбовые соединения изготовляют с правым направлением резьбы, по требованию заказчика - с левым направлением резьбы.
5.2.3 По согласованию между изготовителем и заказчиком замки типов ЗШК, ЗУК и ЗЛК изготовляют с трубной резьбой трапецеидального профиля по 6.4.3.3 со скосом вершин резьбы (см. рисунок 7, вариант Б).
5.3 Примеры условных обозначений
Примеры условных обозначений
Замок типа ЗН (ЗН) наружным диаметром 108,0 мм (108) с прямоугольным заплечиком под элеватор, правой резьбой, изготовленный по ГОСТ 5286:
Замок ЗН-108 ГОСТ 5286-2022
Замок типа ЗШК (ЗШК) наружным диаметром 133,0 мм (133) с прямоугольным заплечиком под элеватор, левой резьбой (Л), изготовленный по ГОСТ 5286:
Замок ЗШК-133 Л ГОСТ 5286-2022
Замок типа ЗУК (ЗУК) наружным диаметром 146,0 мм (146) с коническим заплечиком под элеватор (К), левой резьбой (Л), изготовленный по ГОСТ 5286:
Замок ЗУК-146 - К - Л ГОСТ 5286-2022
5.4 Сведения, указываемые в заказе
5.4.1 При оформлении заказа на замки заказчик должен предоставить следующие сведения:
а) обозначение настоящего стандарта и типоразмер замка или условное обозначение замка (см. 5.1.1, таблицы 1 и 2, 5.3);
б) количество комплектов замков, в штуках.
5.4.2 При необходимости заказчик может указать в заказе следующие требования:
а) изготовление муфты замков типов ЗШК, ЗУК и ЗЛК с коническим заплечиком под элеватор (см. 5.1.2, рисунок 6, вариант Б);
б) увеличение длины наружной цилиндрической поверхности ниппеля и (или) муфты и общей длины ниппеля и (или) муфты на величину, кратную 25 мм (см. 5.1.3);
в) левое направление резьбы (см. 5.2.2).
5.4.3 При необходимости между изготовителем и заказчиком могут быть согласованы и указаны в заказе следующие требования:
а) изготовление замков других размеров (см. 5.1.4);
б) изготовление замков из стали другой марки (см. 6.2.2);
в) изготовление замков типов ЗШК, ЗУК и ЗЛК с трубной резьбой трапецеидального профиля со скосом вершин резьбы (см. 5.2.3, 6.4.3.3, рисунок 7, вариант Б);
г) нанесение на резьбовые соединения другого антизадирного покрытия (см. 6.7.2);
д) проведение приработки замковых резьбовых соединений (см. 6.8);
е) проведение холодного деформационного упрочнения замковой резьбы (см. 6.9);
ж) поставка замков комплектами, состоящими из несвинченных ниппелей и муфт (см. 6.10.4);
и) другие требования к упаковке (см. 6.12.1);
к) другое консервационное покрытие резьбовых соединений (см. 6.12.3);
л) консервационное покрытие всей поверхности замков (см. 6.12.4);
м) другой уровень приемки неразрушающего контроля (см. 9.6).
6 Технические требования
6.1 Способ производства
Замки изготовляют механической обработкой поковок или горячедеформированных заготовок и подвергают термической обработке по режиму закалки с отпуском.
6.2 Химический состав
6.2.1 Замки изготовляют из стали марки 40ХМФА по ГОСТ 4543.
6.2.2 По согласованию между изготовителем и заказчиком замки изготовляют из стали другой марки, при условии соответствия механических свойств металла замков требованиям, установленным в таблице 3.
6.3 Механические свойства
Механические свойства металла замков должны соответствовать требованиям, указанным в таблице 3.
Таблица 3 - Механические свойства
Временное сопротивление , Н/мм , не менее | Предел текучести , Н/мм , не менее | Относительное удлинение , %, не менее | Относительное сужение , %, не менее | Ударная вязкость КСV , Дж/см , не менее | Твердость, НВ |
965 | 827 | 13 | 45 | 68 | 285-341 |
6.4 Геометрические параметры и форма
6.4.1 Геометрические параметры ниппелей и муфт
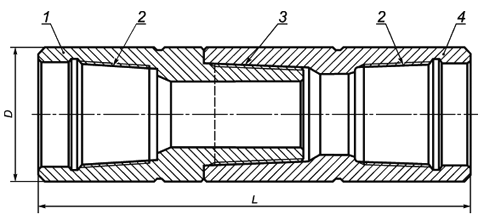
6.4.1.1 Геометрические параметры ниппелей и муфт должны соответствовать указанным на следующих рисунках и в таблицах, а также в конструкторской документации изготовителя:
- замков типов ЗН, ЗШ и ЗУ - на рисунках 3, 4 и в таблицах 4, 5;
- замков типов ЗШК, ЗУК и ЗЛК - на рисунках 5, 6 и в таблицах 6-9.
6.4.1.2 Отклонения конусности уплотнительной конической расточки концов ниппеля и муфты с трубной резьбой замков типов ЗШК, ЗУК, ЗЛК не должны быть более ±0,05 мм.
6.4.2 Отклонения формы ниппелей и муфт
6.4.2.1 Разностенность в плоскости торца конца ниппеля с замковой резьбой не должна быть более 1,5 мм.
6.4.2.2 Отклонение от перпендикулярности плоскостей упорного уступа конца ниппеля и упорного торца конца муфты с замковой резьбой к оси замковой резьбы не должно быть более 0,1 мм, отклонение от плоскостности - более 0,07 мм.
6.4.2.3 Отклонение от перпендикулярности плоскостей торца и упорного уступа концов ниппеля и муфты с трубной резьбой замков типов ЗШК, ЗУК, ЗЛК к оси трубной резьбы не должно быть более 0,06 мм, отклонение от плоскостности - более 0,06 мм.
6.4.2.4 Отклонение от соосности осей замковой и трубной резьбы не должно быть более 0,6 мм в плоскости торца ниппеля и муфты и 1,75 мм на расстоянии 1 м от плоскости торца.
6.4.2.5 Отклонение от соосности осей замковой резьбы и цилиндрической расточки концов ниппеля и муфты с трубной резьбой замков типов ЗН, ЗШ, ЗУ или уплотнительной конической расточки концов ниппеля и муфты с трубной резьбой замков типов ЗШК, ЗУК, ЗЛК не должно быть более 0,6 мм.
6.4.2.6 Отклонение от соосности осей трубной резьбы ТТ и уплотнительной конической расточки концов ниппеля и муфты замков типов ЗШК, ЗУК, ЗЛК не должно быть более 0,04 мм.
 |
Рисунок 3 - Ниппель замков типов ЗН, ЗШ и ЗУ
Таблица 4 - Геометрические параметры ниппеля замков типов ЗН, ЗШ и ЗУ
Размеры в миллиметрах | ||||||||||||||
Типо- размер | Наруж- ный | Длина ниппе- | Масса ниппе- | Конец ниппеля с трубной резьбой треугольного профиля по ГОСТ 631 | Конец ниппеля с замковой резьбой по ГОСТ 28487 | |||||||||
замка | диа- метр замка D±0,5 | ля +30 -10 | ля , кг | Тип резь- бового соеди- нения | Наружный диаметр торца | Диаметр цилинд- рической расточки | Сред- ний диа- метр резьбы в основ- ной плос- кости | Внут- ренний диа- метр резьбы в плос- кости торца | Рассто- яние от торца до конца резьбы с полным профи- лем | Длина конуса | Тип резь- бового соеди- нения | Наружный диаметр упорного уступа | Диаметр проходно- го отверстия | Длина конуса |
ЗН-80 | 80,0 | 240 | 5,5 | Т-58 | 70,0 | 63,5 | 58,439 | 57,451 | 77,0 | 87,0 | 3-66 | 76,5 | 25,0 | 76,0 |
ЗН-95 | 95,0 | 260 | 7,5 | Т-71 | 86,0 | 76,2 | 71,139 | 70,151 | 90,0 | 100,0 | 3-76 | 91,0 | 32,0 | 89,0 |
ЗН-108 | 108,0 | 275 | 9,0 | Т-87 | 102,0 | 92,0 | 87,014 | 86,026 | 90,0 | 100,0 | 3-88 | 103,5 | 38,0 | 95,0 |
ЗН-113 | 113,0 | 275 | 10,5 | Т-87 | 102,0 | 92,0 | 99,714 | 86,026 | 90,0 | 100,0 | 3-88 | 108,5 | 38,0 | 95,0 |
ЗН-140 | 140,0 | 305 | 16,0 | Т-112 | 127,0 | 117,5 | 112,414 | 111,426 | 110,0 | 120,0 | 3-117 | 134,5 | 58,0 | 108,0 |
ЗН-172 | 172,0 | 340 | 27,0 | Т-139 | 154,0 | 144,5 | 139,414 | 138,426 | 115,0 | 125,0 | 3-140 | 164,5 | 70,0 | 120,0 |
ЗН-197 | 197,0 | 365 | 35,0 | Т-166 | 181,0 | 171,5 | 166,389 | 165,401 | 121,0 | 131,0 | 3-152 | 186,0 | 89,0 | 127,0 |
ЗШ-108 | 108,0 | 260 | 9,0 | Т-71 | 86,0 | 76,2 | 71,139 | 70,151 | 90,0 | 100,0 | 3-86 | 103,5 | 54,0 | 89,0 |
ЗШ-118 | 118,0 | 275 | 10,5 | Т-87 | 102,0 | 92,0 | 87,014 | 86,026 | 90,0 | 100,0 | 3-101 | 114,0 | 62,0 | 95,0 |
ЗШ-133 | 133,0 | 300 | 17,0 | Т-100 | 116,0 | 104,8 | 99,714 | 98,726 | 100,0 | 110,0 | 3-108 | 127,5 | 72,0 | 114,0 |
ЗШ-146 | 146,0 | 305 | 17,5 | Т-112 | 127,0 | 117,5 | 112,414 | 111,426 | 110,0 | 120,0 | 3-121 | 140,5 | 80,0 | 102,0 |
ЗШ-178 | 178,0 | 350 | 28,0 | Т-139 | 154,0 | 144,5 | 139,414 | 138,426 | 115,0 | 125,0 | 3-147 | 170,5 | 101,0 | 127,0 |
ЗШ-203 | 203,0 | 365 | 33,0 | Т-166 | 181,0 | 171,5 | 166,389 | 165,401 | 121,0 | 131,0 | 3-171 | 196,0 | 127,0 | 127,0 |
ЗУ-86 | 86,0 | 240 | 7,0 | Т-66 | 78,0 | 70,6 | 65,576 | 64,588 | 77,0 | 87,0 | 3-73 | 82,5 | 44,0 | 76,0 |
ЗУ-108 | 108,0 | 260 | 9,0 | Т-80 | 98,0 | 84,9 | 79,877 | 78,889 | 77,0 | 87,0 | 3-86 | 103,5 | 54,0 | 89,0 |
ЗУ-120 | 120,0 | 285 | 11,5 | Т-95 | 108,0 | 100,3 | 95,244 | 94,256 | 83,0 | 93,0 | 3-102 | 116,0 | 70,0 | 102,0 |
ЗУ-146 | 146,0 | 305 | 17,0 | Т-112 | 130,0 | 117,5 | 112,414 | 111,426 | 110,0 | 120,0 | 3-122 | 140,5 | 82,0 | 114,0 |
ЗУ-155 | 155,0 | 320 | 17,5 | Т-125 | 140,0 | 130,2 | 125,114 | 124,126 | 110,0 | 120,0 | 3-133 | 150,5 | 95,0 | 114,0 |
ЗУ-185 | 185,0 | 340 | 24,0 | Т-152 | 167,0 | 157,2 | 152,114 | 151,126 | 115,0 | 125,0 | 3-161 | 180,0 | 120,0 | 127,0 |
_______________ Для справок. | ||||||||||||||
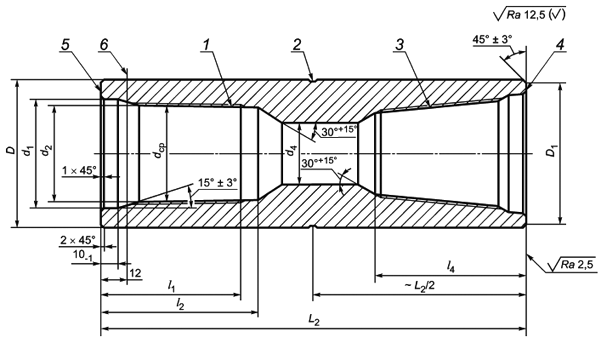 |
Рисунок 4 - Муфта замков типов ЗН, ЗШ и ЗУ
Таблица 5 - Геометрические параметры муфты замков типов ЗН, ЗШ и ЗУ
Размеры в миллиметрах | |||||||||||||
Типо- размер | Наруж- ный | Длина муфты | Мас- са | Конец муфты с трубной резьбой треугольного профиля по ГОСТ 631 | Конец муфты с замковой резьбой по ГОСТ 28487 | ||||||||
замка | диа- метр замка D±0,5 | +30 -10 | муф- ты , кг | Тип резь- бового соеди- нения | Диаметр цилинд- рической расточки | Средний диаметр резьбы в основ- ной плос- кости | Внут- ренний диаметр резьбы в плоскости торца | Рассто- яние от торца до конца резьбы с полным профилем | Длина конуса | Тип резь- бового соеди- нения | Наруж- ный диаметр упорного уступа | Внутрен- ний диаметр | Длина конуса |
ЗН-80 | 80,0 | 240 | 6,5 | Т-58 | 63,5 | 58,439 | 57,451 | 77,0 | 87,0 | З-66 | 76,5 | 36,0 | 92,0 |
ЗН-95 | 95,0 | 260 | 8,5 | Т-71 | 76,2 | 71,139 | 70,151 | 90,0 | 100,0 | З-76 | 91,0 | 45,0 | 105,0 |
ЗН-108 | 108,0 | 275 | 11,0 | Т-87 | 92,0 | 87,014 | 86,026 | 90,0 | 100,0 | З-88 | 103,5 | 58,0 | 111,0 |
ЗН-113 | 113,0 | 275 | 12,5 | Т-87 | 92,0 | 99,714 | 86,026 | 90,0 | 100,0 | З-88 | 108,5 | 58,0 | 111,0 |
ЗН-140 | 140,0 | 305 | 19,0 | Т-112 | 117,5 | 112,414 | 111,426 | 110,0 | 120,0 | З-117 | 134,5 | 78,0 | 124,0 |
ЗН-172 | 172,0 | 340 | 31,0 | Т-139 | 144,5 | 139,414 | 138,426 | 115,0 | 125,0 | З-140 | 164,5 | 98,0 | 136,0 |
ЗН-197 | 197,0 | 365 | 41,0 | Т-166 | 171,5 | 166,389 | 165,401 | 121,0 | 131,0 | З-152 | 186,0 | 122,0 | 143,0 |
ЗШ-108 | 108,0 | 260 | 11,0 | Т-71 | 76,2 | 71,139 | 70,151 | 90,0 | 100,0 | З-86 | 103,5 | 54,0 | 105,0 |
ЗШ-118 | 118,0 | 275 | 12,5 | Т-87 | 92,0 | 87,014 | 86,026 | 90,0 | 100,0 | З-101 | 114,0 | 62,0 | 111,0 |
ЗШ-133 | 133,0 | 300 | 20,0 | Т-100 | 104,8 | 99,714 | 98,726 | 100,0 | 110,0 | З-108 | 127,5 | 72,0 | 130,0 |
ЗШ-146 | 146,0 | 305 | 20,5 | Т-112 | 117,5 | 112,414 | 111,426 | 110,0 | 120,0 | З-121 | 140,5 | 80,0 | 118,0 |
ЗШ-178 | 178,0 | 350 | 33,0 | Т-139 | 144,5 | 139,414 | 138,426 | 115,0 | 125,0 | З-147 | 170,5 | 101,0 | 143,0 |
ЗШ-203 | 203,0 | 365 | 40,0 | Т-166 | 171,5 | 166,389 | 165,401 | 121,0 | 131,0 | З-171 | 196,0 | 127,0 | 143,0 |
ЗУ-86 | 86,0 | 240 | 8,0 | Т-66 | 70,6 | 65,576 | 64,588 | 77,0 | 87,0 | З-73 | 82,5 | 44,0 | 105,0 |
ЗУ-108 | 108,0 | 260 | 11,0 | Т-80 | 84,9 | 79,877 | 78,889 | 77,0 | 87,0 | З-86 | 103,5 | 54,0 | 105,0 |
ЗУ-120 | 120,0 | 285 | 13,5 | Т-95 | 100,3 | 95,244 | 94,256 | 83,0 | 93,0 | З-102 | 116,0 | 78,0 | 118,0 |
ЗУ-146 | 146,0 | 305 | 20,0 | Т-112 | 117,5 | 112,414 | 111,426 | 110,0 | 120,0 | З-122 | 140,5 | 95,0 | 130,0 |
ЗУ-155 | 155,0 | 320 | 21,5 | Т-125 | 130,2 | 125,114 | 124,126 | 110,0 | 120,0 | З-133 | 150,5 | 105,0 | 130,0 |
ЗУ-185 | 185,0 | 340 | 29,0 | Т-152 | 157,2 | 152,114 | 151,126 | 115,0 | 125,0 | З-161 | 180,0 | 132,0 | 143,0 |
_______________ Для справок. | |||||||||||||
 |
_______________
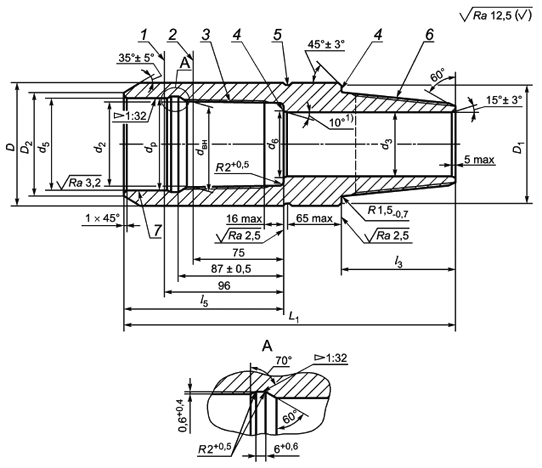
Рисунок 5 - Ниппель замков типов ЗШК, ЗУК и ЗЛК
Таблица 6 - Геометрические параметры ниппеля замков типов ЗШК и ЗУК
Размеры в миллиметрах | |||||||||||||||
Типо- размер | Наруж- ный | Длина ниппе- | Масса нип- | Конец ниппеля с трубной резьбой трапецеидального профиля по 6.4.3.3 | Конец ниппеля с замковой резьбой по ГОСТ 28487 | ||||||||||
замка | диа- метр замка D±0,5 | ля +30 -10 | пе- ля , кг | Тип резь- бового соеди- нения | Наружный диаметр торца | Диа- метр уплот- нитель- ной кони- ческой расточ- ки в базо- вой плос- кости | Внут- ренний диа- метр резьбы в основ- ной плос- кости | Диа- метр уплот- нитель- ной кони- ческой расточ- ки в плоскос- ти торца | Внут- рен- ний диа- метр резь- бы в плос- кости торца | Внутренний диаметр упорного уступа | Рассто- яние от торца до упорного уступа | Тип резь- бового соеди- нения | Наруж- ный диаметр упорного уступа | Диаметр проходного отверстия | Длина конуса |
ЗШК-118 | 118,0 | 275 | 10,0 | ТТ-82 | 100,0 | 88,24 | 82,34 | 89,365 | 84,121 | 63,0 | 132,0 | З-101 | 114,0 | 62,0 | 95,0 |
ЗШК-133 | 133,0 | 310 | 15,0 | ТТ-94 | 115,0 | 100,21 | 94,31 | 101,335 | 96,091 | 73,0 | 132,0 | З-108 | 127,5 | 72,0 | 114,0 |
ЗШК-178 | 178,0 | 350 | 29,0 | ТТ-132 | 156,0 | 138,13 | 132,23 | 139,505 | 134,261 | 102,0 | 140,0 | З-147 | 170,5 | 101,0 | 127,0 |
ЗУК-108 | 108,0 | 260 | 8,0 | ТТ-78 | 94,0 | 84,25 | 78,35 | 85,375 | 80,131 | 55,0 | 132,0 | З-86 | 103,5 | 54,0 | 89,0 |
ЗУК-120 | 120,0 | 285 | 9,0 | ТТ-94 | 110,0 | 100,21 | 94,31 | 101,335 | 96,091 | 73,0 | 132,0 | З-102 | 116,0 | 70,0 | 102,0 |
ЗУК-146 | 146,0 | 310 | 16,0 | ТТ-107 | 125,0 | 113,19 | 107,29 | 114,565 | 109,321 | 83,0 | 140,0 | З-122 | 140,5 | 82,0 | 114,0 |
ЗУК-155 | 155,0 | 325 | 17,0 | ТТ-122 | 140,0 | 128,15 | 122,25 | 129,525 | 124,281 | 96,0 | 140,0 | З-133 | 150,5 | 95,0 | 114,0 |
_______________ Для справок. | |||||||||||||||
Таблица 7 - Геометрические параметры ниппеля замков типа ЗЛК
Размеры в миллиметрах | |||||||||||||||
Типо- размер | Наруж- ный | Длина нип- | Масса нип- | Конец ниппеля с трубной резьбой трапецеидального профиля по 6.4.3.3 | Конец ниппеля с замковой резьбой по ГОСТ 28487 | ||||||||||
замка | диа- метр замка D±0,5 | пеля +30 -10 | пе- ля , кг | Тип резь- бового соеди- нения | Наруж- ный диаметр торца | Диа- метр уплот- ни- тель- ной кони- ческой расточ- ки в базо- вой плос- кости | Внут- ренний диа- метр резьбы в основ- ной плос- кости | Диа- метр уплот- нитель- ной кони- ческой расточки в плоскос- ти торца | Внут- ренний диаметр резьбы в плос- кости торца | Внутрен- ний диаметр упорного уступа | Рассто- яние от торца до упорного уступа | Тип резь- бового соеди- нения | Наружный диаметр упорного уступа | Диаметр проходного отверстия | Длина конуса |
ЗЛК-95 | 95,0 | 270,0 | 7,92 | ТТ-63 | 82,0 | 69,28 | 63,38 | 70,405 | 65,161 | 44,0 | 132,0 | З-73 | 86,0 | 40,0 | 76,0 |
ЗЛК-108 | 108,0 | 270,0 | 8,07 | ТТ-82 | 100,0 | 88,24 | 82,34 | 89,365 | 84,121 | 60,0 | 132,0 | З-86 | 103,5 | 54,0 | 89,0 |
ЗЛК-112 | 112,0 | 270,0 | 8,99 | ТТ-82 | 100,0 | 88,24 | 82,34 | 89,365 | 84,121 | 60,0 | 132,0 | З-86 | 103,5 | 54,0 | 89,0 |
ЗЛК-120 | 120,6 | 290,0 | 10,25 | ТТ-94 | 113,0 | 100,21 | 94,31 | 101,335 | 96,091 | 71,0 | 132,0 | З-102 | 116,5 | 68,0 | 102,0 |
ЗЛК-127 | 127,0 | 312,0 | 13,54 | ТТ-94 | 113,0 | 100,21 | 94,31 | 101,335 | 96,091 | 71,0 | 132,0 | З-102 | 116,5 | 68,0 | 102,0 |
ЗЛК-159 | 159,0 | 320,0 | 19,69 | ТТ-120 | 141,0 | 125,80 | 120,25 | 127,175 | 122,281 | 97,0 | 140,0 | З-133 | 154,0 | 95,0 | 114,0 |
ЗЛК-178 | 178,0 | 330,0 | 24,17 | ТТ-138 | 160,0 | 144,12 | 138,22 | 145,495 | 140,251 | 109,0 | 140,0 | З-147 | 170,5 | 105,0 | 127,0 |
ЗЛК-203 | 203,0 | 372,0 | 36,83 | ТТ-158 | 183,0 | 164,09 | 158,19 | 165,465 | 160,221 | 130,0 | 140,0 | З-171 | 196,0 | 127,0 | 127,0 |
_______________ Для справок. | |||||||||||||||
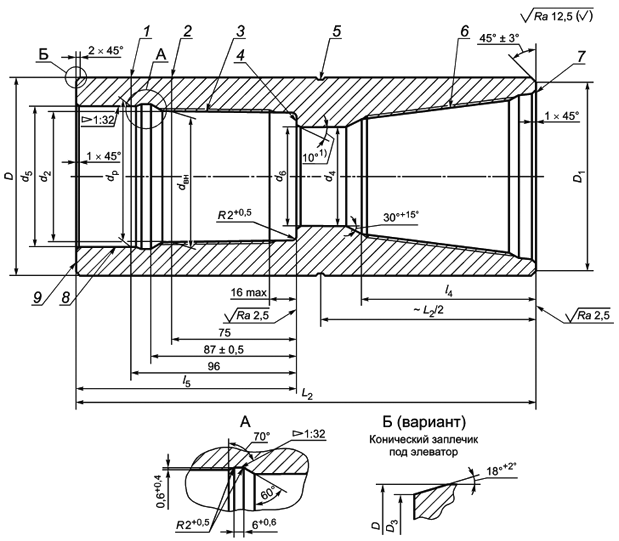 |
_______________
Рисунок 6 - Муфта замков типов ЗШК, ЗУК и ЗЛК
Таблица 8 - Геометрические параметры муфты замков типов ЗШК и ЗУК
Размеры в миллиметрах | |||||||||||||||
Типо- размер | На- руж- | Длина муф- | Мас- са | Конец муфты с трубной резьбой трапецеидального профиля по 6.4.3.3 | Конец муфты с замковой резьбой по ГОСТ 28487 | ||||||||||
замка | ный диа- метр замка D±0,5 | ты +30 -10 | муф- ты , кг | Тип резь- бового соеди- нения | Внут- ренний диаметр резьбы в основной плос- кости | Диаметр уплотни- тельной кони- ческой расточки в базовой плоскости | Наружный диаметр кони- ческого заплечика под элеватор в плос- кости торца | Диа- метр уплот- ни- тель- ной кони- ческой расточ- ки в плос- кости торца | Внут- ренний диа- метр резьбы в плос- кости торца | Внутренний диаметр упорного уступа | Рассто- яние от торца до упорного уступа | Тип резь- бового соеди- нения | Наружный диаметр упорного торца | Внутренний диаметр | Длина конуса |
ЗШК-118 | 118,0 | 275 | 12,0 | ТТ-82 | 82,34 | 88,24 | 114,0 | 89,365 | 84,121 | 63,0 | 132,0 | З-101 | 114,0 | 62,0 | 111,0 |
ЗШК-133 | 133,0 | 310 | 17,0 | ТТ-94 | 94,31 | 100,21 | 127,5 | 101,335 | 96,091 | 73,0 | 132,0 | З-108 | 127,5 | 72,0 | 130,0 |
ЗШК-178 | 178,0 | 350 | 32,0 | ТТ-132 | 132,23 | 138,13 | 170,5 | 139,505 | 134,261 | 102,0 | 140,0 | З-147 | 170,5 | 101,0 | 143,0 |
ЗУК-108 | 108,0 | 260 | 9,0 | ТТ-78 | 78,35 | 84,25 | 103,5 | 85,375 | 80,131 | 55,0 | 132,0 | З-86 | 103,5 | 54,0 | 105,0 |
ЗУК-120 | 120,0 | 285 | 11,0 | ТТ-94 | 94,31 | 100,21 | 116,0 | 101,335 | 96,091 | 73,0 | 132,0 | З-102 | 116,0 | 70,0 | 118,0 |
ЗУК-146 | 146,0 | 310 | 20,0 | ТТ-107 | 107,29 | 113,19 | 140,5 | 114,565 | 109,321 | 83,0 | 140,0 | З-122 | 140,5 | 82,0 | 130,0 |
ЗУК-155 | 155,0 | 325 | 21,0 | ТТ-122 | 122,25 | 128,15 | 150,5 | 129,525 | 124,281 | 96,0 | 140,0 | З-133 | 150,5 | 95,0 | 130,0 |
_______________ Для справок. | |||||||||||||||
Таблица 9 - Геометрические параметры муфты замков типа ЗЛК
Размеры в миллиметрах | |||||||||||||||
Типо- размер | На- руж- | Дли- на | Мас- са | Конец муфты с трубной резьбой трапецеидального профиля по 6.4.3.3 | Конец муфты с замковой резьбой по ГОСТ 28487 | ||||||||||
замка | ный диа- метр замка D±0,5 | муф- ты +30 -10 | муф- ты , кг | Тип резь- бового соеди- нения | Внут- ренний диа- метр резьбы в основ- ной плос- кости | Диа- метр уплот- ни- тель- ной кони- ческой расточ- ки в базо- вой плос- кости | Наружный диаметр кони- ческого заплечика под элеватор в плоскости торца | Диаметр уплот- нитель- ной кони- ческой расточки в плос- кости торца | Внут- ренний диаметр резьбы в плос- кости торца | Внутрен- ний диаметр упорного уступа | Рассто- яние от торца до упорного уступа | Тип резь- бового соеди- нения | Наружный диаметр упорного торца | Внутренний диаметр | Длина конуса |
ЗЛК-95 | 95,0 | 270 | 8,83 | ТТ-63 | 63,38 | 69,28 | 79,0 | 70,405 | 65,161 | 44,0 | 132,0 | З-73 | 86,0 | 40,0 | 92,0 |
ЗЛК-108 | 108,0 | 270 | 9,41 | ТТ-82 | 82,34 | 88,24 | - | 89,369 | 84,121 | 60,0 | 132,0 | З-86 | 103,5 | 56,0 | 105,0 |
ЗЛК-112 | 112,0 | 270 | 10,86 | ТТ-82 | 82,34 | 88,24 | - | 89,369 | 84,121 | 60,0 | 132,0 | З-86 | 103,5 | 56,0 | 105,0 |
ЗЛК-120 | 120,6 | 290 | 11,52 | ТТ-94 | 94,31 | 100,21 | 100,0 | 101,335 | 96,091 | 71,0 | 132,0 | З-102 | 116,5 | 70,0 | 118,0 |
ЗЛК-127 | 127,0 | 310 | 15,70 | ТТ-94 | 94,31 | 100,21 | 112,0 | 101,335 | 96,091 | 71,0 | 132,0 | З-102 | 116,5 | 70,0 | 118,0 |
ЗЛК-159 | 159,0 | 320 | 22,86 | ТТ-120 | 120,25 | 125,80 | 140,0 | 127,175 | 122,281 | 97,0 | 140,0 | З-133 | 154,0 | 93,0 | 130,0 |
ЗЛК-178 | 178,0 | 320 | 27,65 | ТТ-138 | 138,22 | 144,12 | 156,0 | 145,495 | 140,251 | 109,0 | 140,0 | З-147 | 170,5 | 105,0 | 130,0 |
ЗЛК-203 | 203,0 | 345 | 37,98 | ТТ-158 | 158,19 | 164,09 | 178,0 | 165,465 | 160,221 | 130,0 | 140,0 | З-171 | 196,0 | 127,0 | 143,0 |
_______________ Для справок. Примечание - Прочерк означает, что замки с коническим заплечиком под элеватор не изготовляют. | |||||||||||||||
6.4.3 Форма и геометрические параметры профиля резьбы
6.4.3.1 Форма и геометрические параметры профиля замковой резьбы замков всех типов должны соответствовать указанным в ГОСТ 28487.
6.4.3.2 Форма и геометрические параметры профиля трубной резьбы треугольного профиля замков типов ЗН, ЗШ и ЗУ должны соответствовать указанным в ГОСТ 631.
6.4.3.3 Форма и геометрические параметры трубной резьбы трапецеидального профиля замков типов ЗШК, ЗУК и ЗЛК должны соответствовать указанным на рисунке 7 и в таблицах 10, 11.
По согласованию между изготовителем и заказчиком трубную резьбу выполняют со скосом вершин резьбы (см. рисунок 7, вариант Б).
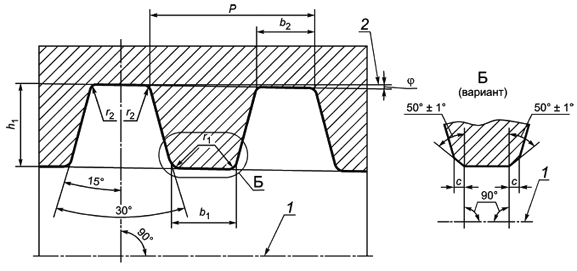 |
Рисунок 7 - Трубная резьба трапецеидального профиля
Таблица 10 - Геометрические параметры трубной резьбы трапецеидального профиля
Размеры в миллиметрах | ||
Наименование геометрического параметра | Значение геометрического параметра | Предельное отклонение геометрического параметра |
Угол уклона резьбы | 0°53’42’’ | - |
Шаг резьбы P | 5,08 | См. таблицу 11 |
Конусность резьбы K | 1:32 (0,03 мм/мм) | См. таблицу 11 |
Половина угла профиля резьбы 30° | 15° | ±45’ |
Высота профиля резьбы | 1,90 | +0,10 |
Ширина вершины резьбы | 1,88 | +0,05 |
Ширина впадины резьбы | 2,18 | +0,05 |
Ширина скоса вершины резьбы c | 0,30 | +0,05 |
Радиус скругления углов впадины резьбы | 0,30 | -0,05 |
Радиус скругления углов вершины резьбы | 0,30 | +0,05 |
Примечание - Угол уклона резьбы и предельные отклонения геометрических параметров, указанные в настоящей таблице, за исключением предельных отклонений шага, конусности и высоты профиля резьбы, предназначены для проектирования резьбообразующего инструмента и приведены для справок. | ||
Таблица 11 - Предельные отклонения шага и конусности трубной резьбы трапецеидального профиля
Размеры в миллиметрах | |
Наименование геометрического параметра | Предельное отклонение геометрического параметра |
Шаг резьбы P: | |
- на длине 25,4 мм между любыми двумя витками резьбы | ±0,05 |
- на всей длине резьбы | ±0,10 |
Конусность К по внутреннему и наружному диаметрам резьбы на длине 65 мм | -0,20 |
6.5 Шероховатость поверхности
Шероховатость поверхности Ra по ГОСТ 2789 замковой и трубной резьбы должна быть не более 3,2 мкм, остальных поверхностей - не более указанной на рисунках 3-6.
6.6 Качество поверхности
6.6.1 На наружной и внутренней поверхностях ниппелей и муфт не допускаются трещины, плены, рванины, задиры, раковины.
Допускаются риски, вмятины и следы зачистки дефектов, не выводящие геометрические параметры ниппелей и муфт за допустимые значения.
Допускается удаление дефектов местной абразивной зачисткой при условии, что она не выводит геометрические параметры ниппелей и муфт за допустимые значения. Участки местной зачистки должны плавно переходить к прилежащей поверхности. Вырубка, заварка и заделка дефектов не допускаются.
6.6.2 На поверхности резьбы, упорных и уплотнительных элементов:
- не допускаются трещины, плены, подрезы, рванины, раковины, забоины и другие несплошности поверхности, которые по ГОСТ 34004 относятся к дефектам;
- допускаются риски, вмятины и другие несплошности поверхности, которые по ГОСТ 34004 относятся к несовершенствам.
Допускается зачистка поверхности тонким шлифовальным инструментом, при условии соблюдения требований к геометрическим параметрам резьбового соединения и шероховатости поверхности.
6.6.3 Муфты и ниппели должны быть подвергнуты неразрушающему контролю для выявления дефектов.
6.7 Антизадирное покрытие
6.7.1 На резьбовые соединения ниппелей и муфт должно быть нанесено антизадирное фосфатное покрытие толщиной от 6 до 21 мкм.
Внешний вид и толщина покрытия должны соответствовать ГОСТ 9.301.
6.7.2 Антизадирное покрытие другого вида наносят по согласованию между изготовителем и заказчиком, толщина покрытия при этом также должна быть согласована.
6.8 Приработка
По согласованию между изготовителем и заказчиком проводят приработку замковых резьбовых соединений.
Резьбовые соединения могут быть подвергнуты приработке - многократному свинчиванию-развинчиванию.
Рекомендуется трехкратное свинчивание-развинчивание резьбовых соединений с использованием соответствующей резьбовой уплотнительной смазки и проведением:
- первого свинчивания - с моментом в пределах от 65% до 75% рекомендуемого для резьбового соединения момента свинчивания;
- второго свинчивания - с моментом в пределах от 75% до 85% рекомендуемого для резьбового соединения момента свинчивания;
- третьего свинчивания - с моментом в пределах от 85% до 100% рекомендуемого для резьбового соединения момента свинчивания.
После приработки на поверхности резьбового соединения не должно быть следов заеданий и задиров.
Примечание - Рекомендуемые моменты свинчивания резьбовых соединений приведены в руководствах по эксплуатации элементов бурильных колонн.
6.9 Холодное деформационное упрочнение
По согласованию между изготовителем и заказчиком проводят холодное деформационное упрочнение замковой резьбы муфт и ниппелей.
Для повышения сопротивления усталости резьбовых соединений при знакопеременных изгибающих нагрузках впадины резьбы муфтовых и ниппельных концов могут быть подвергнуты холодному деформационному упрочнению.
Упрочнение следует проводить с деформацией, обеспечивающей увеличение высоты профиля резьбы на 0,100-0,200 мм.
Холодное деформационное упрочнение рекомендуется для резьбовых соединений З-102-З-203.
Примечания
1 При холодном деформационном упрочнении происходит изменение профиля впадин и боковых сторон витков резьбы, что приводит к изменению натяга резьбового соединения.
2 Впадины резьбы, подвергнутые холодному деформационному упрочнению, имеют более блестящую поверхность по сравнению с остальной поверхностью резьбы.
3 Холодное деформационное упрочнение проводят до нанесения на резьбу покрытия.
6.10 Комплектность
6.10.1 Замки должны поставляться комплектами, состоящими из ниппелей одной партии, свинченных с муфтами одной партии, упакованных в одну транспортную тару.
6.10.2 Свинчивание ниппелей с муфтами должно быть выполнено усилием одного человека, исключающим их самопроизвольное развинчивание и позволяющим их последующее развинчивание с помощью ручного ключа.
6.10.3 Перед свинчиванием на резьбовые соединения ниппелей и муфт должно быть нанесено консервационное покрытие, как указано в 6.12.2.
6.10.4 По согласованию между изготовителем и заказчиком замки поставляют комплектами, состоящими из несвинченных ниппелей одной партии и муфт одной партии, упакованных раздельно.
6.11 Маркировка
6.11.1 На каждом ниппеле и муфте должен быть выполнен поясок для маркировки (см. рисунки 3-6 и 8), на котором должна быть нанесена маркировка, содержащая:
- наименование, товарный или условный знак изготовителя;
- обозначение настоящего стандарта;
- типоразмер замка;
- номер партии;
- дату изготовления (первые две цифры - месяц, последние две цифры - год).
Маркировка должна быть нанесена на пояски для маркировки способом клеймения в соответствии с ГОСТ 25726, шрифтом 6-ПР3, 8-ПР3 по ГОСТ 26.008 или шрифтом ПО-6, ПО-8 по ГОСТ 2930.
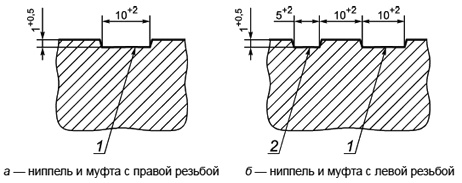 |
1 - поясок для маркировки; 2 - опознавательный поясок
Рисунок 8 - Пояски для маркировки и опознавательный поясок
6.11.2 При проведении холодного деформационного упрочнения замковой резьбы на пояски для маркировки ниппеля и муфты должны быть нанесены буквы "CW".
6.11.3 На каждом ниппеле и муфте с левой резьбой рядом с пояском для маркировки со стороны конца с замковой резьбой должен быть выполнен опознавательный поясок, как показано на рисунке 8.
6.11.4 К каждой транспортной таре с комплектами замков должен быть прикреплен маркировочный ярлык с транспортной маркировкой по ГОСТ 14192, в том числе содержащей:
- номер транспортной тары;
- условное обозначение замков;
- количество замков в транспортной таре;
- номер партии замков;
- дату изготовления (одна или две цифры - день, одна или две цифры - месяц, последние две цифры года).
Способ крепления маркировочного ярлыка определяет изготовитель.
6.12 Упаковка
6.12.1 Упаковка замков должна соответствовать ГОСТ 10692, если иное не согласовано между заказчиком и изготовителем.
6.12.2 Упаковка замков должна обеспечивать защиту резьбовых соединений и торцов ниппелей и муфт от механических повреждений, попадания влаги и загрязнений.
6.12.3 Для защиты от коррозии на период транспортирования и хранения на поверхность резьбовых соединений ниппелей и муфт должно быть нанесено консервационное масло К-17 по ГОСТ 10877.
Другое консервационное покрытие наносят по согласованию между изготовителем и заказчиком.
6.12.4 По согласованию между изготовителем и заказчиком на всю поверхность ниппелей и муфт наносят консервационное масло К-17 по ГОСТ 10877 или другое консервационное покрытие для защиты от коррозии на период транспортирования и хранения не менее 6 мес.
7 Требования безопасности и охраны окружающей среды
Замки пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представляют радиационной опасности и не оказывают вреда окружающей среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
8 Правила приемки
8.1 Замки (муфты и ниппели, далее - изделия) принимают партиями.
Партия должна состоять из изделий одного типоразмера, с резьбой одного направления, одной марки стали, термообработанных по одному режиму.
Количество изделий в партии должно быть не более 400 шт.
8.2 Для проверки соответствия изделий требованиям настоящего стандарта изготовитель проводит приемочный контроль, включающий контроль комплектности, маркировки, упаковки и приемо-сдаточные испытания изделий.
Виды приемо-сдаточных испытаний и нормы отбора изделий указаны в таблице 12.
8.3 Контроль геометрических размеров, отклонений формы, натяга резьбы, шероховатости, качества поверхности и неразрушающий контроль резьбовых соединений должны быть проведены до нанесения антизадирного покрытия, приработки и холодного деформационного упрочнения.
8.4 Остальные правила приемки изделий, в том числе проведение повторных испытаний, должны соответствовать ГОСТ 10692.
Таблица 12 - Виды приемо-сдаточных испытаний и нормы отбора
Статус требований | Вид приемо-сдаточных испытаний | Количество изделий, отбираемых от партии | Количество образцов от каждого отобранного | |
ниппелей | муфт | изделия | ||
Основные требования | Контроль химического состава стали | 1 | 1 | 1 проба |
Контроль твердости | 100% | 100% | - | |
Испытание на растяжение | 1 | - | 2 | |
Испытание на ударный изгиб | 1 | 1 | 3 | |
Контроль геометрических параметров | - | |||
Контроль разностенности | - | - | ||
Контроль плоскостности, перпендикулярности и соосности | - | |||
Контроль шероховатости поверхности | 100% | 100% | - | |
Визуальный контроль качества поверхности | 100% | 100% | - | |
Неразрушающий контроль | 100% | 100% | - | |
Контроль антизадирного покрытия | - | |||
Дополнительные требования | Визуальный контроль качества поверхности резьбовых соединений после приработки | 100% | 100% | - |
Контроль высоты профиля резьбы после холодного деформационного упрочнения | - | |||
Допускается проводить приемку химического состава по результатам контроля одного изделия от плавки или одной ковшовой пробы от плавки. При изготовлении изделий из заготовки, поставляемой сторонним изготовителем, допускается проводить приемку химического состава по документу о приемочном контроле заготовки без контроля химического состава изделий. Контроль геометрических параметров, указанных с предельными отклонениями на рисунках 3-7, в таблицах 4-11, ГОСТ 28487, ГОСТ 631 и 6.4.3.3. Норма отбора по документации изготовителя. Примечание - Прочерк означает, что образцы не отбирают. | ||||
8.5 На принятую партию изделий оформляют документ о приемочном контроле 3.1 или 3.2 по ГОСТ 31458.
В документе о приемочном контроле должны быть приведены следующие сведения:
- наименование заказчика;
- номер заказа;
- обозначение настоящего стандарта;
- наименование или товарный знак изготовителя;
- наименование и условное обозначение замка;
- марка стали;
- номера партий и плавок изделий;
- результаты контроля химического состава стали;
- результаты контроля твердости, испытаний на растяжение и ударный изгиб с указанием типа образцов, если применимо;
- запись о проведении неразрушающего контроля с указанием метода контроля;
- вид антизадирного покрытия резьбовых соединений;
- запись о проведении приработки замковых резьбовых соединений, если применимо, с указанием кратности свинчивания-развинчивания, момента свинчивания и резьбовой уплотнительной смазки;
- запись о проведении холодного деформационного упрочнения замковой резьбы, если применимо;
- вид консервационного покрытия резьбовых соединений;
- вид консервационного покрытия изделий при нанесении;
- количество комплектов замков;
- дата оформления документа о приемочном контроле;
- подпись лица, ответственного за приемочный контроль.
Примечание - Результаты приемо-сдаточных испытаний изделий должны быть приведены в документе о приемочном контроле с указанием требований, установленных в настоящем стандарте с одинаковыми единицами измерений.
9 Методы контроля и испытаний
9.1 Контроль химического состава
9.1.1 Пробы от изделий для химического анализа стали отбирают по ГОСТ 7565.
9.1.2 Химический состав стали определяют стандартными методами химического анализа, применяемыми для легированной стали.
Допускается проводить определение химического состава стали фотоэлектрическим методом спектрального анализа по ГОСТ 18895.
В спорных случаях химический состав стали определяют стандартными методами химического анализа.
9.2 Контроль механических свойств
9.2.1 Пробы от изделий отбирают по ГОСТ 32696.
Допускается отбор проб от изделий до проведения окончательной механической обработки.
9.2.2 Контроль твердости проводят по ГОСТ 9012 на наружной цилиндрической поверхности изделий на расстоянии от 15 до 20 мм от маркировочного пояска и на этом же расстоянии от торца ниппеля или от торца муфты.
9.2.3 Испытания на растяжение проводят по ГОСТ 10006 на продольных цилиндрических образцах наибольшего возможного начального диаметра.
9.2.4 Испытания на ударный изгиб проводят по ГОСТ 9454 при температуре плюс (20±10)°С на продольных образцах наибольшего возможного размера с концентратором вида V.
9.3 Контроль геометрических параметров и формы
9.3.1 Общие положения
Контроль геометрических параметров и формы (разностенности, плоскостности, перпендикулярности и соосности), для которых установлены предельные отклонения, проводят универсальными или специальными средствами измерений и измерительными приборами, обеспечивающими необходимую точность измерений, по соответствующей документации на средства измерений и измерительные приборы и (или) документации изготовителя изделий.
Контроль геометрических параметров замковой резьбы проводят по ГОСТ 28487, трубной резьбы треугольного профиля - по ГОСТ 631, трубной резьбы трапецеидального профиля - по 9.3.2.
9.3.2 Контроль геометрических параметров трубной резьбы трапецеидального профиля
9.3.2.1 Контроль конусности трубной резьбы трапецеидального профиля по внутреннему диаметру замков всех типов и конусности конической расточки замков типов ЗШК, ЗУК и ЗЛК проводят рабочими гладкими калибрами-пробками с применением пластинчатых щупов:
- шириной 3 мм - для замков типов ЗН, ЗШ, ЗУ, ЗУК, ЗШК, кроме ЗШК-178, и замков от ЗЛК-95 до ЗЛК-127;
- шириной 4 мм - для замков ЗШК-178 и остальных замков.
Непроходная толщина щупа составляет:
- 0,20 мм - для контроля конусности трубной резьбы;
- 0,05 мм - для контроля конусности конической расточки.
Допускается проводить контроль конусности специальными измерительными приборами.
9.3.2.2 Отклонения конусности (при измерении диаметров резьбы), шага резьбы и высоты профиля резьбы, в том числе после холодного деформационного упрочнения, если применимо, измеряют специальными индикаторными приборами на длине резьбы с полным профилем. Измерения отклонений конусности, шага и высоты профиля резьбы проводят начиная от первого или последнего витка резьбы с полным профилем через интервал, равный 25,4 мм. Допускается перекрытие интервалов измерений.
9.3.2.3 Измерительные наконечники индикаторных приборов для измерений конусности, шага и высоты профиля резьбы должны соответствовать требованиям ГОСТ 33758 к измерительным наконечникам для трапецеидальной резьбы.
9.3.3 Контроль формы
9.3.3.1 Разностенность в плоскости торца конца ниппеля с замковой резьбой определяют как разность между наибольшей и наименьшей толщиной стенки в плоскости торца.
9.3.3.2 Контроль других отклонений формы (плоскостности и перпендикулярности плоскостей упорных элементов, соосности осей замковой и трубной резьбы, соосности осей расточек концов ниппеля и муфты и трубной и замковой резьбы) выполняют с применением универсальных или специальных средств измерений, обеспечивающих необходимую точность измерений, в соответствии с документацией изготовителя изделий.
9.3.3.3 Контроль отклонения от соосности осей замковой и трубной резьбы проводят приведенным ниже способом.
Проверяемую деталь замка одним концом свинчивают с контрольной оправкой, точно центрированной в приспособлении или на токарном станке. Другой конец детали свинчивают со второй оправкой, шлифованная цилиндрическая часть которой, длиной 100-200 мм, соосна с нарезанной частью. Вращая деталь, при помощи индикатора часового типа определяют биение второй оправки у торца детали и на конце оправки. Отклонение от соосности у торца детали, определенное непосредственно по индикатору, равно половине величины биения. Перекос осей на длине 1 м определяют из соотношения величин биения у торца детали и у конца оправки.
9.3.4 Контроль натяга калибрами
9.3.4.1 Контроль натяга трубной резьбы проводят рабочими резьбовыми или гладкими калибрами-кольцами и калибрами-пробками.
Навинчивание резьбового калибра на резьбу осуществляют до отказа усилием одного человека при помощи рычага длиной 150 мм.
- (42,0±1,6) мм - для замков типов ЗУК-108, ЗУК-120, ЗШК-118, ЗШК-133 и ЗЛК-95, ЗЛК-108, ЗЛК-112, ЗЛК-120, ЗЛК-127;
- (50,0±1,6) мм - для остальных замков типов ЗШК, ЗУК и ЗЛК-159, ЗЛК-178;
- (60,0±1,6) мм - для замков типа ЗЛК-203.
- (54,0±1,6) мм - для замков типов ЗУК-108, ЗУК-120, ЗШК-118, ЗШК-133 и ЗЛК-95, ЗЛК-108, ЗЛК-112, ЗЛК-120, ЗЛК-127;
- (62,0±1,6) мм - для остальных замков типов ЗШК, ЗУК и ЗЛК-159, ЗЛК-178;
- (72,0±1,6) мм - для замков типа ЗЛК-203.
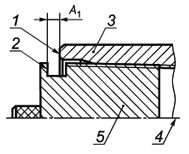 |
а - контроль трубной резьбы треугольного профиля резьбовым калибром-пробкой
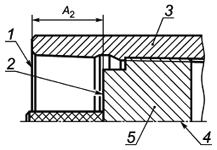 |
б - контроль трубной резьбы трапецеидального профиля резьбовым калибром-пробкой
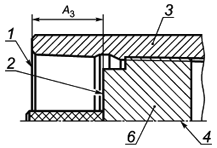 |
в - контроль трубной резьбы трапецеидального профиля гладким калибром-пробкой
1 - плоскость торца; 2 - измерительная плоскость; 3 - конец ниппеля (муфты) с трубной резьбой; 4 - ось резьбы; 5 - резьбовой калибр-пробка; 6 - гладкий калибр-пробка
Рисунок 9 - Контроль натяга трубной резьбы
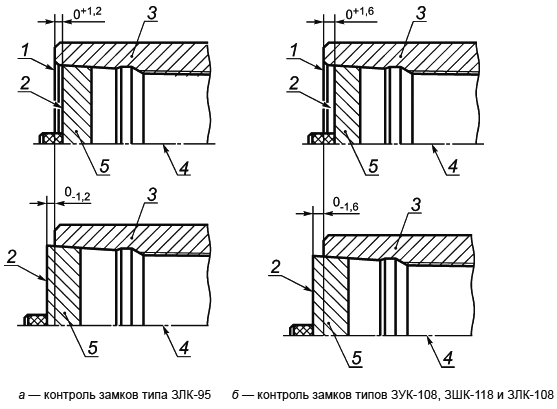
9.3.4.4 Натяг конической расточки концов ниппеля и муфты с трубной резьбой трапецеидального профиля при контроле гладкими калибрами-пробками по ГОСТ 22634 должен быть равен:
- (0±1,2) мм - для замков типа ЗЛК-95 (см. рисунок 10а);
- (0±1,6) мм - для замков типов ЗУК-108, ЗШК-118 и ЗЛК-108 (см. рисунок 10б);
 |
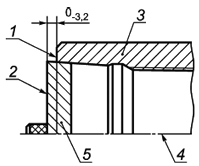 |
в - контроль остальных замков типов ЗУК, ЗШК и ЗЛК
1 - плоскость торца; 2 - измерительная плоскость; 3 - конец ниппеля (муфты) с трубной резьбой; 4 - ось резьбы; 5 - гладкий калибр-пробка
Рисунок 10 - Контроль натяга конической расточки
9.4 Контроль шероховатости поверхности
Контроль шероховатости поверхности проводят методом сравнения с образцами по ГОСТ 9378.
9.5 Визуальный контроль качества поверхности
Визуальный контроль качества поверхности, в том числе качества поверхности резьбовых соединений после приработки, проводят без применения увеличительных приспособлений при уровне освещенности контролируемой поверхности не менее 500 люкс.
Глубину дефектов и участков зачистки поверхности определяют по документации изготовителя.
9.6 Неразрушающий контроль
Неразрушающий контроль для выявления дефектов проводят магнитопорошковым методом по ГОСТ 21105 (см. также [1]*, [2]*) с уровнем приемки М3 или по соответствующим стандартам.
Между изготовителем и заказчиком может быть согласован другой уровень приемки неразрушающего контроля.
9.7 Контроль антизадирного покрытия
Контроль внешнего вида и толщины антизадирного покрытия проводят по ГОСТ 9.302.
Толщину покрытия определяют в трех точках, равноудаленных по окружности замкового резьбового соединения, методом, предусмотренным ГОСТ 9.302 для неметаллических неорганических покрытий.
10 Транспортирование и хранение
Транспортирование и хранение замков осуществляют в соответствии с ГОСТ 10692 со следующими дополнениями:
- хранение замков должно соответствовать группе условий хранения ОЖ2 по ГОСТ 15150;
- замки должны храниться под навесом или в закрытом помещении уложенными в штабели или в вертикальном положении;
- при укладке замков должна быть обеспечена защита резьбовых соединений и торцов ниппелей и муфт от механических повреждений.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие замков требованиям настоящего стандарта при условии соблюдения правил транспортирования, хранения и соответствия условий эксплуатации замков их назначению.
Библиография
[1] | ASTM E 709-21* | Standard Guide for Magnetic Particle Testing (Стандартное руководство по магнитопорошковому контролю) |
[2] | ISO 10893-5:2011 | Non-destructive testing of steel tubes - Part 5: Magnetic particle inspection of seamless and welded ferromagnetic steel tubes for the detection of surface imperfections (Неразрушающий контроль стальных труб. Часть 5. Метод магнитопорошкового контроля бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов) |
УДК 621.774.3:006.354 | МКС 75.180.10 |
Ключевые слова: замки навинчиваемые, стальные или легкосплавные бурильные трубы, типоразмеры, муфты, ниппели, заплечик под элеватор, замковая резьба, трубная резьба, резьбовое соединение, антизадирное покрытие, приработка, холодное деформационное упрочнение, маркировка, упаковка, комплектность | |
