ГОСТ 32696-2014
(ISO 11961:2008)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ БУРИЛЬНЫЕ ДЛЯ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Технические условия
Steel drill pipes for petroleum and natural gas industries. Specifications
МКС 75.140.75*
75.180.10
_____________________
* В ИУС N 2-2016 ГОСТ 32696-2014 приводится с
МКС 77.140.75, 75.180.10, здесь и далее по тексту. -
.
Дата введения 2016-01-01
Предисловие
Цели и принципы, основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 июля 2015 г. N 989-ст межгосударственный стандарт ГОСТ 32696-2014 (ISO 11961:2008) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 11961:2008* "Petroleum and natural gas industries - Steel drill pipe" (ISO 11961:2008 Нефтяная и газовая промышленность. Трубы стальные бурильные) путем:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- внесения дополнительных слов (фраз, показателей, ссылок), выделенных в тексте настоящего стандарта полужирным курсивом*;
________________
* В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", "Введение", 5 "Информация, которую должен предоставить потребитель при оформлении заказа на бурильные трубы", приложениях ДА и ДВ приводятся обычным шрифтом; отмеченные по тексту знаком "**" - полужирным курсивом, остальные по тексту документа приводятся курсивом. - .
- внесения дополнительных структурных элементов (пунктов, подпунктов, абзацев, терминологических статей), выделенных в тексте настоящего стандарта вертикальной линией, расположенной на полях этого текста;
- изменения отдельных структурных элементов (подразделов, пунктов, подпунктов, абзацев, таблиц и рисунков), выделенных в тексте настоящего стандарта курсивом и вертикальной линией, расположенной на полях этого текста;
- изменения отдельных слов (фраз, показателей), выделенных в тексте настоящего стандарта курсивом;
- изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ Р 1.5 (подразделы 4.2 и 4.3). Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДГ.
Степень соответствия - модифицированная (MOD)
6 Настоящий стандарт разработан на основе национального стандарта Российской Федерации ГОСТ Р 54383-2011 (ИСО 11961:2008) "Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия".
Приказом Федерального агентства по техническому регулированию и метрологии от 27 июля 2015 г. N 989-ст ГОСТ Р 54383-2011 (ИСО 11961:2008) отменен с 1 января 2016 г.
7 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 17.12.2019 N 1406-ст c 01.08.2020
Изменение N 1 внесено изготовителем базы данных по тексту ИУС, N 3, 2020
Введение
Настоящий стандарт модифицирован по отношению к международному стандарту ISO 11961:2008 с поправкой N 1 в связи с необходимостью дополнения размеров и групп прочности бурильных труб, широко применяемых в российской нефтяной и газовой промышленности.
Модификация настоящего стандарта по отношению к международному стандарту заключается в следующем:
- раздел 2 исключен. Содержание раздела 2 включено в раздел 3, как напрямую относящееся к применению ссылочных нормативных документов;
- раздел 4 разделен на два самостоятельных раздела (3 и 4), что обусловлено большим объемом раздела;
- наименование некоторых терминов приведено к наименованию, применяемому в национальной промышленности, так например, термин "роторное упорное соединение" заменен термином "резьбовое упорное соединение", термины "шейки замка", "шейка муфты", "шейка ниппеля" - терминами "хвостовики замка", "хвостовик муфты", "хвостовик ниппеля";
- заменены некоторые обозначения и показатели для приведения в соответствие с обозначениями и показателями, принятыми в системе единиц СИ и национальной стандартизации;
- введены дополнительные термины, традиционно применяемые в национальной промышленности, для уточнения применяемых понятий;
- исключены значения показателей, выраженные в американской системе единиц, которые нецелесообразно применять в национальной стандартизации, и соответствующие приложения C и F;
- изменена точность значений длины муфты и ниппеля по наружной поверхности и
, диаметра фаски упорных поверхностей замка
с двух десятичных знаков на один десятичный знак после запятой, в соответствии с указанными для этих размеров предельными отклонениями;
- американские условные обозначения размеров труб Ряд 1 и Ряд 2 заменены соответствующими значениями наружных диаметров и толщин стенок, исключены соответствующие термины "Ряд 1 (label 1)", "Ряд 2 (label 2)";
- дополнена группа прочности D, широко применяемая в национальной промышленности, и связанные с ней показатели, слова, фразы и положения. Соответствие групп прочности тел бурильных труб и свойств замков при растяжении и типов резьбовых упорных соединений приведено в приложении ДА;
- дополнены три размера бурильных труб групп прочности D и E с внутренней высадкой 73,02x9,19; 88,90x9,35 и 88,90x11,40 мм, широко применяемые в национальной промышленности, и связанные с ними показатели;
- дополнительно внесена возможность изготовления замков с резьбовыми соединениями по ГОСТ 28487-2018, эквивалентными и взаимозаменяемыми с соединениями по ISO 10424-2:2007;
- из стандарта исключены ссылки на стандарты АНИ, с сохранением ссылок на аналогичные стандарты ИСО или АСТМ;
- из стандарта исключены положения, связанные с лицензированием, проводимым Американским нефтяным институтом;
- стандарт дополнен приложением ДБ, в котором приведен расчет приблизительной массы единицы длины бурильных труб.
Сравнение структуры настоящего стандарта и стандарта ISO 11961:2008 приведено в приложении ДВ.
По сравнению с ISO 11961:2008 область применения настоящего стандарта после дополнения группой прочности Д, размерами бурильных труб и резьбовыми соединениями замков, широко применяемыми в российской промышленности, охватывает все группы прочности, размеры бурильных труб и резьбовые соединения замков, предусмотренные в Российской Федерации и ГОСТ 27834-95. По сравнению с этими стандартами, настоящий стандарт:
________________
Требования к трубам стальным бурильным с приваренными замками в Российской Федерации устанавливает ГОСТ Р 50278-92.
- содержит большие возможности для потребителя по выбору уровня требований и качества, видов дополнительного контроля и испытаний изделий;
- устанавливает свойства изделий, востребованные в современной нефтяной и газовой промышленности;
- регламентирует организацию и проведение операций контроля качества изделий, в том числе неразрушающего контроля, на различных стадиях производства;
- учитывает требования ГОСТ ISO 9001, регламентирует процессы прослеживаемости и идентификации изделий, контроля и валидации процессов, сохранения записей.
(Измененная редакция, Изм. N 1).
1 Область применения
Настоящий стандарт распространяется на стальные бурильные трубы с высаженными концами и приваренными замками, предназначенные для бурения и добычи в нефтяной и газовой промышленности, поставляемые по трем уровням требований к продукции (PSL-1, PSL-2 и PSL-3). Основными для настоящего стандарта являются требования PSL-1. Требования, устанавливаемые уровнями требований PSL-2 и PSL-3, приведены в приложении E.
Настоящий стандарт распространяется на бурильные трубы следующих групп прочности:
- бурильные трубы групп прочности D и E;
- высокопрочные бурильные трубы групп прочности X, G и S.
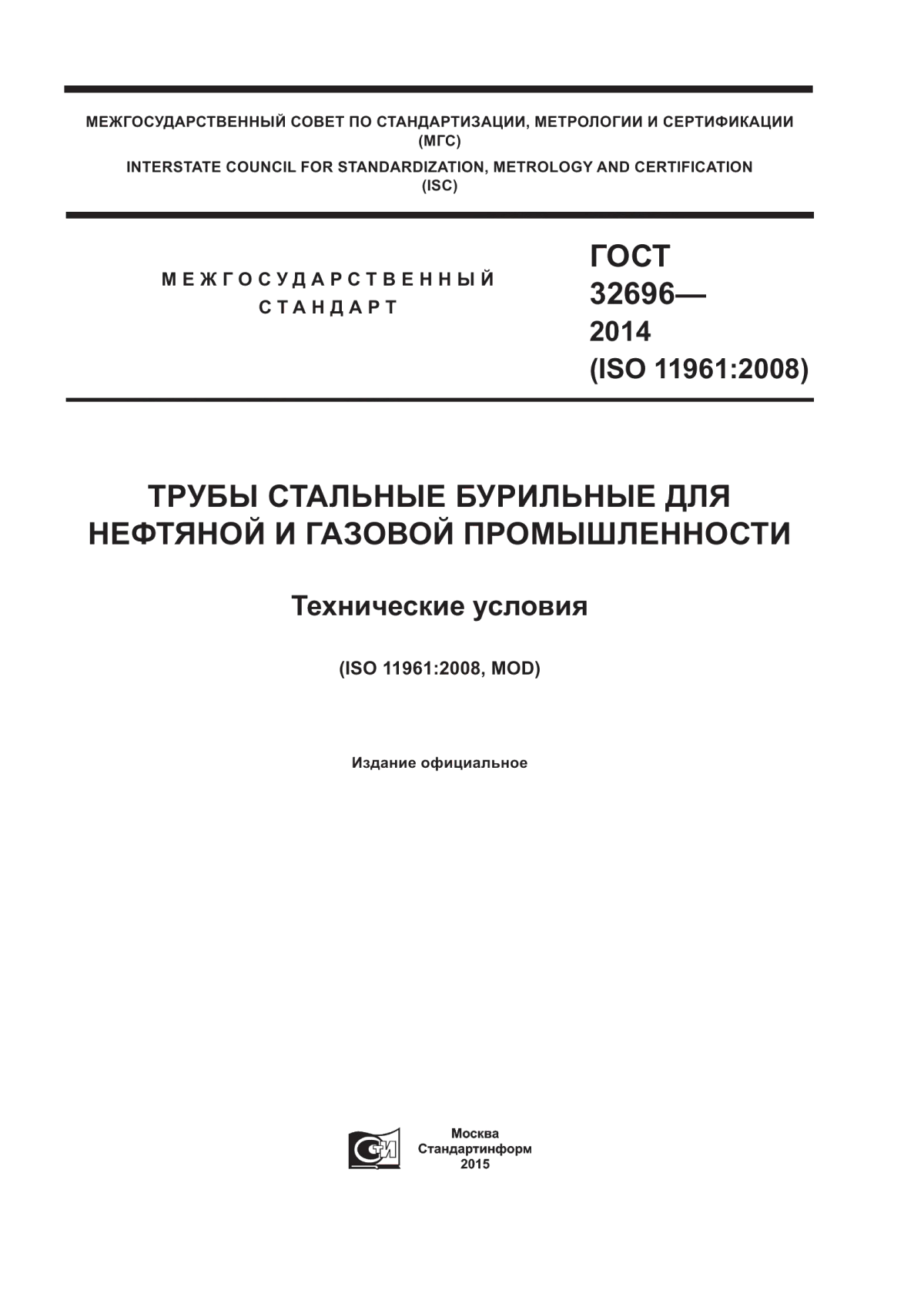
Стандартная конфигурация бурильной трубы, ее основные элементы и их длины указаны на рисунке B.1 (приложение B). Перечень бурильных труб, на которые распространяется настоящий стандарт, их основные размеры и масса приведены в таблице A.1 (приложение A).
Настоящий стандарт может быть также применен к бурильным трубам с типами резьбовых упорных соединений, не предусмотренных настоящим стандартом.
По согласованию между потребителем и изготовителем настоящий стандарт может быть применен к телу бурильных труб и/или замкам других размеров. В приложении D приведены дополнительные требования, касающиеся испытаний на ударный изгиб, неразрушающего контроля, размера партии, документации и маркировки, которые могут быть согласованы между потребителем и изготовителем.
В настоящем стандарте не рассматриваются эксплуатационные свойства бурильных труб.
Примечания
1 В настоящем стандарте для обозначения бурильных труб применяют следующие показатели: наружный диаметр и толщина стенки тела труб, группа прочности (D, E, X, G или S), тип высадки и тип резьбового упорного соединения. Обозначение применяют для идентификации бурильных труб при оформлении заказа.
2 Требования к резьбовым соединениям замков приведены в стандартах [1], [2] и ГОСТ 28487**.
3 Эксплуатационные свойства бурильных труб приведены в стандарте [3].
2 Нормативные ссылки
________________
Использование для метода испытаний одновременной ссылки на два стандарта означает, что такие стандарты взаимозаменяемы по своим требованиям.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ISO 9000-2011 Системы менеджмента качества. Основные положения и словарь
ГОСТ ISO 10893-10-2017 Трубы стальные бесшовные и сварные. Часть 10. Ультразвуковой метод автоматизированного контроля для обнаружения продольных и (или) поперечных дефектов по всей поверхности
ГОСТ ISO 10893-12-2017 Трубы стальные бесшовные и сварные. Часть 12. Ультразвуковой метод автоматизированного контроля толщины стенки по всей окружности
ГОСТ 26.008-85** Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу)
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 16504-81** Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 27834-95** Замки приварные для бурильных труб. Технические условия
ГОСТ 28487-2018** Соединения резьбовые упорные с замковой резьбой элементов бурильных колонн. Общие технические требования
ГОСТ 28548-90** Трубы стальные. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет и по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1).
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548, ГОСТ ISO 9000 и стандарту [4], а также следующие термины с соответствующими определениями:
3.1 анализ плавки (heat analysis): Результат химического анализа плавки по данным изготовителя стали.
3.2 документ об аттестации сварочного оборудования и его операторов (welding machine and welding operator performance qualification procedure): Документ, подтверждающий, что сварочное оборудование и его операторы способны при применении технологической инструкции по сварке выполнять сварные швы, соответствующие требованиям настоящего стандарта.
Примечание - Включает протоколы аттестационных испытаний.
3.3 бесшовная труба (seamless pipe): Трубное изделие из деформируемой стали, изготовленное без сварного шва.
Примечание - Бесшовные трубы изготовляют способом горячей деформации, при необходимости с последующей холодной деформацией и/или термической обработкой, обеспечивающим получение требуемых формы, размеров и свойств.
3.4 бурильная труба (drill-pipe): Тело бурильной трубы с приваренными деталями замка (ниппелем и муфтой).
3.5 валидация (validation): Подтверждение на основе предоставления объективных свидетельств того, что требования, предназначенные для конкретного использования или применения, выполнены. |
Примечание - Термин введен с целью уточнения понятия.
3.6 выборка (sample): Одна или несколько единиц изделий, отобранных от партии и представляющих ее при проведении контроля и испытаний.
3.7 высаженный конец, высадка (upset end; upset): Участок на конце тела бурильной трубы с увеличенной толщиной стенки и наружным и/или внутренним диаметрами, отличающимися от диаметра тела трубы, полученный способом горячего прессования. Высадка может быть наружной (наружный диаметр высадки больше наружного диаметра тела трубы), внутренней (внутренний диаметр высадки меньше внутреннего диаметра тела трубы) или комбинированной (наружный диаметр высадки больше, а внутренний меньше соответствующих диаметров тела трубы). |
Примечание - Термин введен с целью уточнения понятия и отличия от термина 3.8.
3.8 высадка (upsetting): Технологическая операция выполнения высаженного конца трубы. Примечание - Термин введен с целью уточнения понятия процесса. |
3.9 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
3.10 диаметр фаски замка (bevel diameter of tool joint): Наружный диаметр упорных уплотнительных поверхностей (торца муфты и уступа ниппеля) резьбового упорного соединения замка.
3.11 документ об аттестации технологии сварки (weld procedure qualification record): Документ, подтверждающий, что конкретная технологическая инструкция по сварке позволяет получать сварные швы в соответствии с требованиями настоящего стандарта. |
3.12 закалочная трещина (quench crack): Трещина в стали, вызванная напряжениями, возникающими при превращении аустенита в мартенсит, которое сопровождается увеличением объема.
3.13 замок (tool-joint): Кованый или катаный стальной элемент бурильной трубы, имеющий резьбовое упорное соединение и состоящий из двух деталей - ниппеля и муфты, привариваемых к концам тела бурильной трубы.
Примечание - В зависимости от контекста, под замком понимаются обе детали замка, свинченные или несвинченные.
3.14 заплечик под элеватор (elevator shoulder): Участок муфты замка конической или прямоугольной формы, предназначенный для захвата бурильной трубы элеватором.
Примечание - Термин введен с целью уточнения понятия.
3.15 зарез (gouge): Риски или полости, образующиеся при удалении металла в процессе механической обработки.
3.16 зона сварного соединения (weld zone): Зона, состоящая из сварного шва и зон термического влияния по обе стороны от сварного шва, образующихся при сварке трением и последующей термической обработке.
3.17 изготовитель бурильных труб (drill-pipe manufacturer): Фирма, компания или предприятие, которые осуществляют приварку замков к телу бурильных труб, термическую и механическую обработки после сварки и несет ответственность за соответствие бурильных труб применяемым требованиям настоящего стандарта.
3.18 изготовитель замков (tool-joint manufacturer): Фирма, компания или предприятие, которые имеют оборудование для изготовления замков и несут ответственность за соответствие замков применяемым требованиям настоящего стандарта.
3.19 изготовитель тел бурильных труб (drill-pipe-body manufacturer): Фирма, компания или предприятие, которые имеют оборудование для изготовления тел бурильных труб и несут ответственность за их соответствие требованиям настоящего стандарта, применяемым к телу бурильных труб.
3.20 изготовитель (manufacturer): В зависимости от контекста: изготовитель бурильных труб, изготовитель тел бурильных труб или изготовитель замков.
3.21 код массы бурильной трубы (drill-pipe-mass code number): Безразмерное условное обозначение массы единицы длины тел бурильных труб. Код массы используют при оформлении заказов на бурильные трубы, а также при их маркировке. Примечание - Термин введен с целью уточнения понятия. |
3.22 коэффициент прочности бурильной трубы при кручении (drill-pipe torsion strength ratio): Отношение прочностей при кручении замкового соединения и тела бурильной трубы.
3.23 линейное несовершенство (linear imperfection): Несовершенство, длина которого значительно превышает его ширину, такое как плена, закат, трещина, царапина от оправки, подрез, зарез, "слоновая кожа" и т.п.
3.24 контрольная метка (benchmark): Знак, нанесенный для контроля износа упорных поверхностей деталей замка и используемый при их ремонте (см. 8.4.4 и стандарты [1], [2]). |
3.25 муфта замка; муфта (tool-joint box, box): Деталь замка с внутренней резьбой.
3.26 нелинейное несовершенство (non-linear imperfection): Несовершенство, длина которого соизмерима с его шириной, такое как раковина, вмятина со скругленным дном и т.п.
3.27 несовершенство (imperfection): Несплошность стенки или поверхности изделия, которая может быть выявлена методами неразрушающего контроля, предусмотренными настоящим стандартом.
3.28 несущественная переменная (non-essential variable): Переменный параметр, изменение которого в технологической инструкции по сварке не требует проведения переаттестации.
3.29 ниппель замка, ниппель (tool-joint pin, pin): Деталь замка с наружной резьбой.
3.30 объем партии (lot size): Количество изделий в партии.
3.31 овальность высадки (upset ovality): Разность между наибольшим и наименьшим диаметрами в плоскости, перпендикулярной к оси тела бурильной трубы.
3.32 партия (lot): Определенное количество изделий, изготовленное в условиях, считающихся одинаковыми по определенному показателю.
3.33 плавка; плавка стали (heat or heat of steel): Металл, полученный за один цикл процесса выплавки стали.
3.34 показание (indication): Сигнал от несовершенства, требующий интерпретации для определения его значимости.
3.35 потребитель (purchaser): Сторона, несущая ответственность за определение требований к заказываемой продукции и оплату данного заказа.
3.36 приемка; контроль (inspection): Процесс измерения, изучения, испытания или иного сравнения изделий с установленными требованиями.
3.37 приработка резьбовых упорных соединений (break-in-procedure): Процесс свинчивания и развинчивания нового резьбового соединения для обеспечения правильного свинчивания и уменьшения заедания резьбы замка во время эксплуатации. Примечание - Термин введен с целью уточнения понятия процесса. |
3.38 продукция; изделия (product): Бурильные трубы, тела бурильных труб или замки.
3.39 прослеживаемость (traceability): Возможность проследить историю, применение или местонахождение изделий. Примечание - Термин введен с целью уточнения понятия. |
3.40 резьбовое упорное соединение (rotary shouldered connection): Соединение элементов бурильной колонны, имеющее коническую замковую резьбу и упорные уплотнительные поверхности (торец муфты и уступ ниппеля замка).
3.41 сварка трением (rotary friction welding): Способ сварки под действием сжимающей силы на свариваемые детали, одна из которых вращается относительно другой вокруг общей оси, что приводит к нагреву, пластической деформации и сварке соединяемых поверхностей.
Примечание - Применяют сварку трением при непосредственном приводе и инерционную сварку трением.
3.42 сварная шейка бурильной трубы (drill-pipe weld neck): Механически обработанный участок бурильной трубы, состоящий из цилиндрической части высадки тела бурильной трубы, сварного шва и хвостовиков замка.
3.43 "слоновая кожа" (elephant hide): Несплошности наружной поверхности тела бурильной трубы, образующиеся в процессе высадки.
3.44 среднее значение твердости (mean hardness number): Результат усреднения чисел твердости, полученных на отдельном образце или на оцениваемом участке.
3.45 существенная переменная (essential variable): Параметр, изменение которого оказывает влияние на механические свойства зоны сварного соединения.
3.46 твердосплавное поверхностное упрочнение (hard banding; hard facing): Нанесение твердосплавного материала на наружную поверхность замка для уменьшения его износа.
3.47 тело бурильной трубы (drill-pipe body): Бесшовная труба с высаженными концами.
3.48 тело трубы (pipe body): Бесшовная труба без высадки и переходных участков, измененных при высадке.
3.49 технологическая инструкция по сварке (welding procedure specification): Документ, содержащий указания для оператора сварочного агрегата по получению производственных сварных швов, соответствующих требованиям настоящего стандарта. Включает все существенные и несущественные переменные процесса сварки трением, используемого для соединения деталей замка с телом бурильной трубы. Технологическая инструкция по сварке распространяется на все сварные швы, имеющие одинаковые заданные размеры и химический состав, сгруппированные в соответствии с документированной процедурой, что обеспечивает предсказуемые результаты обработки зоны сварного соединения для конкретной группы прочности.
3.50 хвостовик ниппеля, хвостовик муфты, хвостовики замка (pin neck, box neck, tool-joint necks): Участки ниппеля и/или муфты замка цилиндрической формы, предназначенные для приварки деталей замка к телу бурильной трубы. Примечание - Термин введен с целью уточнения понятия. |
3.51 число твердости (hardness number): Результат измерения отдельного отпечатка при контроле твердости.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
- угол конической поверхности муфты замка;
- угол конической поверхности ниппеля замка;
(
,
) - удлинение образца с расчетной длиной 50,0 мм при испытании на растяжение;
(
) - изменение массы тела бурильной трубы в результате высадки обоих концов;
- плотность стали;
(
) - предел текучести тела бурильной трубы или замка;
(
) - предел текучести зоны сварного соединения;
(
,
) - временное сопротивление тела бурильной трубы или замка;
b (W) - ширина расчетной части образца в виде полосы для испытания на растяжение;
D - наружный диаметр замка (ниппеля и муфты);
- наружный диаметр тела трубы;
- диаметр фаски упорных поверхностей ниппеля и муфты;
- наружный диаметр хвостовиков замка до сварки и окончательной механической обработки;
- наружный диаметр высадки тела бурильной трубы;
- наружный диаметр сварного соединения бурильной трубы после механической обработки;
d (D) - диаметр расчетной части цилиндрического образца для испытания на растяжение;
- внутренний диаметр муфты замка;
- внутренний диаметр тела трубы;
- внутренний диаметр хвостовиков замка до сварки и окончательной механической обработки;
- внутренний диаметр высадки тела бурильной трубы;
- внутренний диаметр ниппеля замка;
- диаметр внутренней фаски ниппеля замка в плоскости торца;
- внутренний диаметр сварного соединения бурильной трубы после механической обработки, заданный изготовителем бурильных труб;
- работа удара при испытании образца с V-образным надрезом;
L - длина бурильной трубы с приваренным замком (от упорного торца муфты до упорного уступа ниппеля);
- длина муфты замка по наружной поверхности, включая фаску упорного торца и зону твердосплавного поверхностного упрочнения;
- общая длина муфты замка;
(А) - рабочая длина образца для испытания на растяжение;
- длина наружной высадки тела бурильной трубы;
- длина внутренней высадки тела бурильной трубы;
(G) - расчетная длина образца для испытания на растяжение;
(
) - длина ниппеля замка по наружной поверхности, включая фаску упорного уступа;
- общая длина ниппеля замка;
- длина тела бурильной трубы;
- расчетная длина бурильного замка;
- расстояние за переходным участком наружной высадки, на котором применяются предельные отклонения наружного диаметра тела бурильной трубы;
(
) - длина переходного участка наружной высадки тела бурильной трубы;
(
) - длина переходного участка внутренней высадки тела бурильной трубы;
(
) - расчетная масса тела бурильной трубы длиной
;
- приблизительная расчетная масса замка;
(
) - приблизительная расчетная масса единицы длины бурильной трубы;
(
) - расчетная масса единицы длины тела трубы;
R - радиус скругления образца для испытания на растяжение;
- радиус сопряжения наружной поверхности хвостовика ниппеля замка и прилегающей конической поверхности;
- радиус скругления прямоугольного заплечика под элеватор;
S (A) - площадь поперечного сечения образца для испытания на растяжение;
(
) - площадь поперечного сечения тела бурильной трубы, определяемая по номинальным размерам тела трубы;
(
) - площадь поперечного сечения зоны сварного соединения;
t - толщина стенки тела трубы;
- объем замка в сборе.
4.2 В настоящем стандарте применены следующие сокращения:
DPB - тело бурильной трубы;
EU - наружная высадка;
HBW - твердость по методу Бринелля при внедрении шарика из карбида вольфрама;
HRC - твердость по методу Роквелла (шкала C) при внедрении алмазного конусного наконечника;
HV10 - твердость по методу Виккерса при внедрении алмазной пирамиды при испытательной нагрузке 980 Н;
IU - внутренняя высадка;
IEU - комбинированная (наружная и внутренняя) высадка;
PSL - уровень требований к продукции;
UF - высадка размерами, отличающимися от установленных в настоящем стандарте;
ИСО - Международная организация по стандартизации.
(Измененная редакция, Изм. N 1).
5 Информация, которую должен предоставить потребитель при оформлении заказа на бурильные трубы
5.1 При оформлении заказа на бурильные трубы, изготовляемые в соответствии с настоящим стандартом, потребитель должен указать в заказе следующие сведения:
1) стандарт | ГОСТ 32696-2014 | |||
2) количество | - | |||
3) наружный диаметр тела труб | таблица А.1 (приложение А) | |||
4) толщину стенки тела труб t | таблица А.1 (приложение А) | |||
5) группу прочности | таблица А.1 (приложение А) | |||
6) вид высадки (внутренняя, наружная или комбинированная) | таблица А.1 (приложение А) | |||
7) тип резьбового упорного соединения | таблица А.1 (приложение А) | |||
8) группу длин | таблица А.3 (приложение А) | |||
9) дату поставки и указания по отгрузке | - | |||
10) необходимость инспекции, проводимой потребителем | приложение C | |||
11) дополнительную документацию | 6.17 и D.3 SR15 (приложение D) | |||
(Измененная редакция, Изм. N 1).
5.2 Потребитель может по своему усмотрению указать в заказе следующие требования: | ||||||
1) | наружный диаметр замков D | 6.2.2 | ||||
2) | внутренний диаметр ниппеля замков | 6.2.2 | ||||
3) | длину ниппеля замков по наружной поверхности | 6.2.6 | ||||
4) | длину муфты замков по наружной поверхности | 6.2.6 | ||||
5) | минусовое предельное отклонение толщины стенки тела труб, если оно менее 12,5% | 7.2.6 | ||||
6) | вид термической обработки тел бурильных труб для групп прочности D и E | 7.4.3 | ||||
7) | необходимость твердосплавного поверхностного упрочнения муфт замков: его вид, расположение, размеры и критерии приемки | 8.4.7 | ||||
8) | специальный тип резьбового соединения замков | 8.2.5 | ||||
9) | специальную резьбовую или консервационную смазку | 6.4.7 | ||||
10) | вид предохранителей резьбы | 6.4.7 и 8.4.8 | ||||
11) | дополнительные требования к маркировке | 6.15, 7.20 и 8.13 | ||||
12) | индивидуальную прослеживаемость бурильных труб | 6.5 | ||||
13) | правое или левое направление резьбы резьбового упорного соединения | 6.2.1 и 8.2.5 | ||||
14) | конический или прямоугольный вид заплечика под элеватор замков | 6.2.2 | ||||
15) | угол конического участка ниппеля замков 35 градусов или 18 градусов | рисунок В.12 (приложение В) | ||||
16) | нанесение контрольных меток на замках | 8.4.4 | ||||
17) | приработку резьбовых упорных соединений | 8.4.6 | ||||
18) | ступенчатое отверстие ниппеля и/или муфты замков | рисунок В.12 (приложение В) | ||||
5.3 Следующие требования, могут быть согласованы между потребителем и изготовителем: | |||||
1) | внутреннее покрытие бурильных труб или не нанесение наружного покрытия | 6.4.5, 6.4.6 и 7.4.4 | |||
2) | размеры бурильных труб, не предусмотренные настоящим стандартом, и их предельные отклонения | 6.2.2 | |||
3) | неразрушающий контроль для групп прочности D, E, X и G | D.2 SR2 (приложение D) | |||
4) | документ о качестве | D.3 SR15 (приложение D) | |||
5) | испытание на ударный изгиб для тел труб групп прочности D и E | D.4 SR19 (приложение D) | |||
6) | альтернативное испытание на ударный изгиб при пониженной температуре | D.5 SR20 (приложение D) | |||
7) | периодичность испытания зоны сварного соединения | D.6 SR23 (приложение D) | |||
8) | повышенные требования к результатам испытаний зоны сварного соединения на ударный изгиб | D.7 SR24 (приложение D) | |||
9) | уровень требований к продукции PSL-2 и PSL-3 | приложение Е | |||
6 Требования к бурильным трубам
6.1 Общие положения
Бурильные трубы должны состоять из тел бурильных труб, соответствующих требованиям раздела 7, и замков, соответствующих требованиям раздела 8. Участки тел бурильных труб и замков, подвергаемые сварке и механической обработке, должны соответствовать требованиям раздела 6.
6.2 Размеры, массы и соединения
6.2.1 Стандартная конфигурация
Конфигурация бурильных труб должна соответствовать показанной на рисунке В.1 (приложение В). Бурильные трубы должны поставляться с размерами и предельными отклонениями, приведенными в таблицах А.1 и А.2 (приложение А) и/или указанными в заказе. Все размеры, указанные без предельных отклонений, предназначены для проектирования и не подвергаются измерению с целью определения соответствия продукции требованиям настоящего стандарта. Размеры бурильных труб, не указанные в настоящем стандарте или в заказе, выбираются по усмотрению изготовителя.
Резьбовое упорное соединение бурильных труб должно иметь размеры и предельные отклонения, приведенные в стандартах [1], [2] или ГОСТ 28487**, если в заказе не указано иное. Если в заказе не указана поставка бурильных труб с левым направлением резьбы, должны быть поставлены бурильные трубы с резьбовым соединением с правой резьбой.
6.2.2 Альтернативная конфигурация
Если это указано в заказе, бурильные трубы должны поставляться размерами, не предусмотренными настоящим стандартом, или с прямоугольным заплечиком под элеватор. В этом случае размеры, предельные отклонения размеров и маркировка должны быть согласованы между потребителем и изготовителем. В соответствии с этим согласованием должны быть изменены размеры тел бурильных труб и замков, остальные требования к бурильным трубам должны соответствовать требованиям настоящего стандарта.
Наружный диаметр муфт замков D и внутренний диаметр ниппелей замков , приведенные в таблице А.1 (приложение А), обеспечивают коэффициент прочности бурильной трубы на кручение, равный 0,8. Изменение наружного и внутреннего диаметров замков может привести к снижению этого коэффициента, поэтому потребитель должен оценить его достаточность для конкретных условий эксплуатации (рекомендации по расчету коэффициента по стандарту [3]).
6.2.3 Диаметры сварной шейки бурильной трубы
Наружный и внутренний диаметры сварной шейки бурильной трубы после приварки замка и механической обработки и/или шлифования должны соответствовать наружному диаметру и внутреннему диаметру
сварного соединения (рисунок В.1, приложение В). Наружный диаметр
должен соответствовать требованиям таблицы А.1 (приложение А) и 6.3.2. Внутренний диаметр
должен соответствовать требованиям 6.3.2 и может быть различным для зон сварного соединения муфты и ниппеля.
6.2.4 Внутренние диаметры замка
Внутренний диаметр ниппеля замка должен соответствовать требованиям, указанным в таблице А.1 (приложение А). Внутренний диаметр муфты замка
должен соответствовать диаметру, установленному изготовителем, но должен быть не менее внутреннего диаметра ниппеля замка
.
6.2.5 Длина бурильных труб Бурильные трубы должны поставляться длинами в пределах, указанных в таблице А.3 (приложение А), либо другими длинами, указанными в заказе. Изготовителем бурильных труб должна быть установлена длина тел бурильных труб и замков таким образом, чтобы обеспечить требуемую длину готовых бурильных труб. |
6.2.6 Длина замка по наружной поверхности
По согласованию между изготовителем и потребителем могут поставляться бурильные трубы с увеличенными длинами ниппеля и муфты по наружной поверхности и
и соответственно общими длинами ниппеля и муфты
и
, чем указанные в таблице А.1 (приложение А).
6.2.7 Концевая проходимость
Каждая бурильная труба должна быть проверена на проходимость по всей длине замка и высадок при помощи цилиндрической оправки диаметром на 3,2 мм менее номинального внутреннего диаметра ниппеля . Длина оправки должна быть не менее 100,0 мм.
Примечание - Контроль проходимости по всей длине бурильной трубы не требуется.
6.2.8 Соосность тела бурильной трубы и приваренного замка
Оси тела бурильной трубы и приваренного замка должны совпадать. |
Несоосность тела бурильной трубы и приваренного замка не должна превышать:
- параллельная несоосность [см. рисунок В.10 b (приложение В)] - 2,0 мм (4,0 мм по общему показанию стрелки индикатора);
- угловая несоосность [см. рисунок В.10 с (приложение В)]:
а) 4 мм/м (8,0 мм по общему показанию стрелки индикатора) - для труб наружным диаметром тела трубы ![]() 114,30 мм и более;
114,30 мм и более;
б) 5 мм/м (10,0 мм по общему показанию стрелки индикатора) - для труб наружным диаметром тела трубы ![]() менее 114,30 мм.
менее 114,30 мм.
Ось замка должна определяться по наружной поверхности диаметром D, не подвергавшейся нанесению маркировки или твердосплавному поверхностному упрочнению. Ось тела бурильной трубы должна определяться на длине наружной поверхности тела трубы не менее 400 мм.
(Измененная редакция, Изм. N 1).
6.2.9 Профиль зоны сварного соединения
Зона сварного соединения не должна иметь резких изменений сечения и острых кромок. Внутренний профиль зоны сварного соединения не должен вызывать зависание контрольного Г-образного инструмента.
6.3 Требования к материалу
6.3.1 Общие положения
Свойства тел бурильных труб и замков должны соответствовать указанным в таблицах А.4-А.8 (приложение А).
6.3.2 Требования к пределу текучести зоны сварного соединения
Растягивающая нагрузка, соответствующая пределу текучести зоны сварного соединения, должна быть не менее нагрузки, соответствующей пределу текучести тела бурильной трубы, в соответствии со следующей формулой
![]() , (1)
, (1)
где ![]() - минимальный расчетный предел текучести зоны сварного соединения, Н/мм
- минимальный расчетный предел текучести зоны сварного соединения, Н/мм;
![]() - минимальная площадь поперечного сечения зоны сварного соединения, мм
- минимальная площадь поперечного сечения зоны сварного соединения, мм;
![]() - минимальный заданный предел текучести тела бурильной трубы, Н/мм
- минимальный заданный предел текучести тела бурильной трубы, Н/мм;
- площадь поперечного сечения тела бурильной трубы, определяемая по номинальным размерам тела трубы, мм
.
Минимальную площадь поперечного сечения зоны сварного соединения вычисляют по следующей формуле
![]() , (2)
, (2)
где ![]() - минимальная площадь поперечного сечения зоны сварного соединения, мм
- минимальная площадь поперечного сечения зоны сварного соединения, мм;
![]() - минимальный допустимый наружный диаметр сварного соединения бурильной трубы после механической обработки, мм;
- минимальный допустимый наружный диаметр сварного соединения бурильной трубы после механической обработки, мм;
![]() - максимальный допустимый внутренний диаметр сварного соединения бурильной трубы после механической обработки, заданный изготовителем бурильных труб, мм.
- максимальный допустимый внутренний диаметр сварного соединения бурильной трубы после механической обработки, заданный изготовителем бурильных труб, мм.
(Измененная редакция, Изм. N 1).
6.3.3 Требования к твердости зоны сварного соединения
При контроле поверхностной твердости ни одно число твердости не должно превышать 37 HRC или эквивалентного значения при контроле твердости другим методом.
При контроле твердости по толщине стенки среднее значение твердости зоны сварного соединения не должно превышать 37 HRC или 365 HV10.
6.3.4 Требования к работе удара при испытании на ударный изгиб для зоны сварного соединения
Работа удара при испытании на ударный изгиб для зоны сварного соединения должна быть не менее указанной в таблице А.8 (приложение А). Для одного образца допускается работа удара ниже требуемого среднего значения минимальной работы удара, но ни один из образцов не должен иметь работу удара ниже требуемого минимального значения для отдельного образца.
Дополнительные требования PSL-3 приведены в приложении Е.
6.3.5 Альтернативные требования к работе удара при испытании на ударный изгиб для зоны сварного соединения
Если это указано в заказе, работа удара при испытании на ударный изгиб для зоны сварного соединения должна соответствовать требованиям, приведенным в D.5 SR20 и/или D.7 SR24 (таблица А.8, приложение А).
6.3.6 Требования к зоне сварного соединения при испытании на боковой поперечный изгиб
После испытания на боковой поперечный изгиб на выгнутой поверхности образцов в зоне сварного шва не должно быть открытых несплошностей размером, превышающим 3,0 мм при измерении в любом направлении. На внутреннем изгибе образца допускаются открытые несплошности, если они не являются результатом неполного проплавления, наличия включений или других внутренних несплошностей.
6.4 Процесс изготовления бурильных труб
6.4.1 Процессы, требующие валидации
Процессы, соответствующие заключительным операциям при изготовлении бурильных труб, которые определяют их соответствие требованиям настоящего стандарта (кроме требований к химическому составу и размерам), должны пройти процедуру валидации.
Для бурильных труб процессами, требующими валидации, являются сварка и термическая обработка сварных соединений.
6.4.2 Аттестация технологии сварки
Изготовитель должен иметь документ об аттестации технологии сварки, включающей термическую обработку после сварки, технологическую инструкцию по сварке и документы по аттестации сварочного оборудования и его операторов, разработанные в соответствии со стандартом [5]. Перечисленные документы должны устанавливать существенные и несущественные переменные процесса, а также допустимое число повторных операций термической обработки.
Документ по аттестации сварочного оборудования и его операторов должен содержать, как минимум, значения конкретных переменных (существенных и несущественных), используемых при приварке замка к телу бурильной трубы, и результаты всех механических испытаний образцов, отобранных от пробных сварных швов, в соответствии с 6.3.
Кроме того, изготовитель должен провести макроструктурные исследования сварного шва для проверки отсутствия непроваров и трещин.
Изготовитель должен иметь отдельные документы об аттестации сварочного оборудования и его операторов по каждой технологической инструкции по сварке, применяемой операторами.
6.4.3 Приварка замка к телу бурильной трубы и термическая обработка после сварки
Приварка замка к телу бурильной трубы должна выполняться способом сварки трением.
После приварки замка должна быть проведена термическая обработка зоны сварного соединения по всей толщине стенки на расстоянии от линии сварного шва, на котором происходит изменение волокон материала замка и тела бурильной трубы в процессе сварки.
Зона сварного соединения должна быть подвергнута термической обработке, включающей аустенитизацию, охлаждение ниже температуры превращения и отпуск при температуре не менее 593°С.
6.4.4 Механическая обработка сварного соединения
Зона сварного соединения должна быть подвергнута механической обработке и/или шлифованию по наружной и внутренней поверхностям вровень с прилежащими поверхностями высадки тела бурильной трубы и хвостовиков замка (без видимых задиров и резких изменений сечения профиля).
На внутренней поверхности сварного соединения допускаются следы выхода обрабатывающего инструмента глубиной, не выводящей внутренний диаметр за допустимые значения.
(Измененная редакция, Изм. N 1).
6.4.5 Внутреннее покрытие
По согласованию изготовителя и потребителя на внутреннюю поверхность бурильной трубы по всей длине, за исключением резьбовых поверхностей, должно быть нанесено покрытие. Вид покрытия должен быть указан в заказе, а нанесение покрытия и его контроль должны быть проведены в соответствии с документированной процедурой.
6.4.6 Наружное покрытие
Если в заказе не указано иное, на наружную поверхность бурильной трубы должно быть нанесено покрытие для защиты от коррозии на время транспортирования. Покрытие должно обеспечивать защиту изделия в течение не менее трех месяцев и быть гладким, плотным на ощупь, с минимальными подтеками.
6.4.7 Резьбовые предохранители
Резьба и упорные поверхности резьбовых упорных соединений должны быть защищены от повреждений предохранителями на период транспортирования и хранения. Если в заказе не указано иное, то тип резьбовых предохранителей выбирает изготовитель.
Перед установкой предохранителей на чистые резьбовые и упорные поверхности должна быть нанесена консервационная смазка. Если в заказе не указано иное, то тип смазки выбирает изготовитель.
Если это указано в заказе, вместо консервационной смазки должна быть нанесена резьбовая смазка, предназначенная для резьбовых упорных соединений.
6.5 Прослеживаемость
Изготовитель бурильных труб должен разработать и соблюдать процедуры по сохранению прослеживаемости по плавке тел бурильных труб и замков (см. разделы 7 и 8 соответственно), а также по любому применяемому дополнительному требованию и/или требованию PSL.
Должна быть сохранена идентификация партии всех сварных соединений до момента окончания всех необходимых испытаний и документального подтверждения соответствия установленным требованиям. Процедуры должны обеспечивать прослеживаемость сварных соединений до партии и до результатов механических испытаний и контроля.
Дополнительные требования к прослеживаемости должны быть согласованы и указаны в заказе.
6.6 Контроль и испытания. Общие положения
6.6.1 Поверка, проверка и калибровка контрольного и испытательного оборудования
Изготовитель должен установить и документировать периодичность и процедуры проведения поверки, проверки и калибровки оборудования (включая случаи возникновения неповеренного и некалиброванного состояния и их влияние на изделия) для того, чтобы подтвердить соответствие всех изделий требованиям настоящего стандарта.
6.6.2 Контроль размеров
Наружный и внутренний диаметры сварного соединения бурильной трубы после окончательной механической обработки и
должны быть подвергнуты контролю на соответствие требованиям 6.2.3 в соответствии с документированной процедурой.
6.6.3 Длина бурильной трубы
Длина бурильной трубы L (рисунок В.1, приложение В) должна быть измерена от упорного торца муфты до упорного уступа ниппеля замка. Длина бурильной трубы должна быть зарегистрирована и указана для потребителя. Точность средств измерения должна составлять ±0,03 м. Длина бурильной трубы должна быть указана в метрах с точностью до второго знака после запятой.
6.6.4 Прямолинейность
Бурильные трубы должны быть подвергнуты визуальному контролю прямолинейности. В спорных случаях прямолинейность тела бурильной трубы и концевая прямолинейность должны быть измерены в соответствии с 7.14.
6.6.5 Контроль проходимости
Контроль проходимости должен проводиться в соответствии с требованиями 6.2.7. Концы оправки, за пределами заданной длины цилиндрической части оправки, должны быть выполнены так, чтобы облегчить введение оправки в бурильную трубу. Оправка должна свободно проходить через всю длину замка и высадки тела бурильной трубы при перемещении оправки вручную или механизированным способом. В спорных случаях должен быть проведен контроль с перемещением оправки вручную.
6.6.6 Внутренний профиль
Внутренний профиль зоны сварного соединения с каждого конца бурильной трубы должен быть подвергнут визуальному контролю на соответствие требованиям 6.2.9. В спорных случаях внутренний профиль должен быть проверен следующим образом.
Конфигурация зоны сварного соединения должна быть проверена при помощи Г-образного инструмента (рисунок В.2, приложение В). Контактный наконечник должен быть перпендикулярен к рукоятке инструмента, что определяют визуально. Радиус контактного наконечника не должен превышать внутренний радиус контролируемой зоны сварного соединения. Острые кромки контактного наконечника должны быть скруглены. Контактный наконечник Г-образного инструмента должен быть перпендикулярен к продольной оси зоны сварного соединения при его прохождении вдоль всей зоны сварного соединения. Давление на точку контакта не должно превышать давление, создаваемое весом Г-образного инструмента.
6.6.7 Соосность тела бурильной трубы и замка
Соосность тела бурильной трубы и замка должна соответствовать требованиям 6.2.8 и должна быть проверена в соответствии с документированной процедурой.
Схема измерения соосности показана на рисунке В.10 d приложения В. |
6.7 Размер партии и отбор образцов от зоны сварного соединения
6.7.1 Размер партии
Партия должна состоять из бурильных труб со сварными соединениями, полученных в течение одного технологического цикла (непрерывного или периодического), с применением одного и того же сварочного оборудования (без изменения параметров настройки), по одним и тем же аттестованным процедурам (технологической инструкции по сварке и документу об аттестации сварочного оборудования и его операторов).
6.7.2 Образцы для испытаний
Исходные образцы для испытаний, если это позволяют размеры, должны быть отобраны от одной зоны сварного соединения.
6.8 Испытание на растяжение для зоны сварного соединения
6.8.1 Метод
Испытание на растяжение проводят при комнатной температуре в соответствии с требованиями ГОСТ 10006 или [6].
Предел текучести металла зоны сварного соединения должен соответствовать нагрузке, вызывающей удлинение расчетной длины образца, равное 0,2%. |
Допускается проведение испытания образцов от труб в состоянии перед окончательной механической обработкой, но после окончательной термической обработки.
Не допускается разрушение образца по линии сварного шва.
6.8.2 Поверка испытательного оборудования
Не ранее чем за 15 мес до проведения испытания должна быть проведена поверка испытательных машин в соответствии со стандартом [7] или [8].
Не ранее чем за 15 мес до проведения испытания должна быть проведена поверка экстензометров в соответствии со стандартом [9] или [10]. Записи о поверке должны быть сохранены в соответствии с 6.17.4 и таблицей А.9 (приложение А).
6.8.3 Образцы
Пробу в виде продольного сегмента достаточной длины, включающую всю зону сварного соединения, подготавливают соответствующим образом и подвергают травлению для выявления расположения этой зоны относительно линии сварного шва и поперечной ориентации волокон. Травление сегмента проводят для подтверждения того, что образец для испытания на растяжение уменьшенного сечения включает всю зону сварного соединения, как показано на рисунке В.3 а (приложение В).
Из продольного сегмента изготовляют цилиндрический образец максимально возможного размера, как показано на рисунке В.3 а (приложение В), соответствующий ГОСТ 10006 или стандарту [6]. Предпочтительными являются образцы диаметром 12,5 мм. Для тонких стенок могут быть применимы альтернативные образцы диаметром 9,0 или 6,5 мм.
6.8.4 Периодичность испытаний
Периодичность испытаний на растяжение для сварных соединений должна соответствовать указанной в таблице А.10 (приложение А).
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Альтернативные требования к периодичности испытаний указаны в D.6 SR23 (приложение D).
6.8.5 Дефектные образцы
Образцы с несовершенствами материала или некачественной подготовкой, обнаруженными до или после испытаний, могут быть забракованы и заменены другими образцами, которые должны считаться исходными образцами.
Образцы не должны быть признаны дефектными только потому, что результаты их испытаний не соответствуют требуемым свойствам при испытании на растяжение. |
6.8.6 Повторные испытания
Если при первоначальном испытании на растяжение полученные результаты не соответствуют установленным требованиям, изготовитель может провести повторные испытания двух образцов от того же сварного соединения. Если результаты испытаний обоих дополнительных образцов соответствуют установленным требованиям, партия должна быть принята.
Если результат испытания хотя бы одного из дополнительных образцов не соответствует установленным требованиям, партия должна быть забракована. Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
Если для проведения повторного испытания исходной пробы недостаточно, допускается изготовление образцов от другого сварного соединения той же партии.
6.9 Контроль твердости для зоны сварного соединения
6.9.1 Методы
Контроль твердости проводят по следующим стандартам:
- по ГОСТ 9012 или стандарту [11] методом Бринелля;
- по нормативным документам государств, входящих в Содружество Независимых Государств, или стандарту [12] методом Виккерса;
________________
В Российской Федерации действует ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения".
- по ГОСТ 9013 или стандарту [13] методом Роквелла.
Расстояние между центрами отпечатков от индентора при контроле твердости должно быть не менее трех диаметров отпечатка.
(Измененная редакция, Изм. N 1).
6.9.2 Контроль поверхностной твердости
Каждая зона сварного соединения должна быть подвергнута контролю твердости на трех участках наружной поверхности, расположенных под углом 120°±15° друг к другу. Метод контроля твердости выбирает изготовитель, включая применение альтернативного метода контроля. В этом случае изготовитель должен продемонстрировать эквивалентность результатов альтернативного метода результатам, полученным одним из стандартных методов, указанных в 6.9.1.
6.9.3 Повторный контроль поверхностной твердости
Сварные соединения с показанием твердости, превышающим 37 HRC, должны быть подвергнуты повторному контролю или забракованы. В каждом случае, когда показание твердости превышает 37 HRC, в непосредственной близости от первоначального отпечатка должно быть проведено еще одно измерение твердости. Если новое показание твердости не превышает 37 HRC, сварное соединение должно быть принято. Если результат повторного измерения превышает 37 HRC, сварное соединение должно быть забраковано.
Изготовитель может провести повторную термическую обработку сварных соединений по той же аттестованной процедуре и снова подвергнуть контролю их поверхностную твердость.
6.9.4 Контроль твердости по толщине стенки
Периодичность контроля твердости по толщине стенки для зоны сварного соединения должна соответствовать указанной в таблице А.10 (приложение А). Среднее значение твердости определяют по трем показаниям твердости по шкале C Роквелла, полученным на расстоянии 2,5-6,4 мм от наружной и внутренней поверхностей по обе стороны от линии сварного шва. Для каждого сварного соединения должно быть получено 12 показаний твердости и определено 4 средних значения твердости по методу Роквелла, как показано на рисунке В.3 (приложение В).
6.9.5 Повторный контроль твердости по толщине стенки
Образцы от зоны сварного соединения, имеющие среднее значение твердости, превышающее 37 HRC, должны быть подвергнуты повторному контролю, или партия, которую они представляют, должна быть забракована. Перед повторным контролем контролируемая поверхность может быть подвергнута повторному шлифованию.
Если при повторном контроле ни одно из средних значений твердости не превышает 37 HRC, партия должна быть принята. Если хотя бы одно из средних значений твердости превышает 37 HRC, партия сварных соединений, представленная этим образцом, должна быть забракована. Забракованная партия может быть подвергнута повторной термической обработке и предъявлена для контроля как новая партия.
6.10 Испытание на ударный изгиб для зоны сварного соединения
6.10.1 Метод
Испытанию должен быть подвергнут комплект из трех продольных образцов от одного сварного соединения. Испытания на ударный изгиб должны быть проведены по методу Шарпи на образцах с V-образным надрезом в соответствии со стандартами [6] и [14] при температуре (21±3)°С. Альтернативные температуры испытаний указаны в D.5 SR20 (приложение D), температуры испытаний для PSL-3 - в таблице А.8 (приложение А).
Допускается проведение испытаний при температуре ниже заданной, при условии соответствия результатов испытаний требованиям к работе удара, установленным для заданной температуры.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
6.10.2 Размеры и ориентация образцов
Для испытания на ударный изгиб выбирают образец наибольшего возможного размера из указанных в таблице А.11 (приложение А) для заданного наружного диаметра сварного соединения бурильной трубы (при необходимости с округлением до ближайшего меньшего диаметра) и расчетной толщины стенки зоны сварного соединения (рассчитанной по заданным размерам). Образцы отбирают от сварного соединения в продольном направлении по отношению к оси бурильной трубы, надрез образца должен быть ориентирован в радиальном направлении, как показано на рисунке В.3 (приложение В). Ось надреза образца должна быть расположена по линии сварного шва.
6.10.3 Периодичность испытаний
Периодичность испытаний на ударный изгиб для сварного соединения должна соответствовать указанной в таблице А.10 (приложение А).
Дополнительные требования PSL-2 и PSL-3 указаны в приложении Е.
Альтернативная периодичность испытаний указана в D.6 SR23 (приложение D).
6.10.4 Повторные испытания
Если результаты испытаний не соответствуют требованиям 6.3.4, но при этом работа удара не более чем одного из образцов ниже минимального требуемого значения для отдельного образца, то изготовитель может забраковать партию или провести повторные испытания комплекта из трех дополнительных образцов, отобранных от того же сварного соединения. Работа удара всех трех дополнительных образцов должна быть не менее минимальной средней работы удара, указанной в таблице А.8 (приложение А), или партия должна быть забракована. Если для проведения повторного испытания недостаточно исходной пробы, допускается отбор образцов от другого сварного соединения той же партии.
Если работа удара более одного из образцов из первоначального комплекта ниже минимального требуемого значения для отдельного образца, изготовитель может забраковать партию или провести повторные испытания на дополнительных комплектах из трех образцов, отобранных от каждого из трех дополнительных сварных соединений той же партии. Если эти дополнительные комплекты образцов не соответствуют требованиям первоначального испытания, партия должна быть забракована.
Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
6.10.5 Дефектные образцы
Образцы с несовершенствами материала или некачественной подготовкой, обнаруженными до или после испытаний, могут быть забракованы и заменены другими образцами, которые должны считаться исходными образцами. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют требованиям к минимальной работе удара.
6.11 Испытание на боковой поперечный изгиб для зоны сварного соединения
6.11.1 Метод
Испытание на боковой поперечный изгиб проводят в соответствии со стандартом [5], параграфы QW-161.1 и QW-162.1. Образец изгибают до получения между двумя его половинами угла не более 40°, как показано на рисунке В.3 (приложение В). Зона сварного соединения должна быть расположена в пределах изогнутой части образца. Испытанию подвергают два образца: один изгибают по часовой стрелке, а второй - против часовой стрелки относительно оси бурильной трубы.
6.11.2 Образцы
Один комплект из двух образцов отбирают от участка зоны сварного соединения, предназначенного для проведения испытания. Поперечная ось продольного образца должна быть расположена по линии сварного шва. Образцы должны включать всю толщину стенки и иметь ширину приблизительно 9,5 мм, длину - не менее 150 мм.
6.11.3 Периодичность испытаний
Периодичность испытаний на боковой поперечный изгиб должна соответствовать указанной в таблице А.10 (приложение А).
Альтернативная периодичность испытаний должна соответствовать указанной в D.6 SR23 (приложение D).
6.11.4 Повторные испытания
Если результат испытания одного из образцов не соответствует установленным требованиям, изготовитель может забраковать партию или подвергнуть испытанию дополнительный комплект из двух образцов, вырезанных из той же пробы от сварного соединения. Если оба дополнительных образца соответствуют установленным требованиям, партия должна быть принята. Если результат испытания хотя бы одного из дополнительных образцов не соответствует установленным требованиям, партия должна быть забракована.
Предпочтительно, чтобы оба дополнительных образца были вырезаны из той же пробы, что и исходные образцы. Если из той же пробы невозможно вырезать дополнительные образцы, они могут быть отобраны от другого сварного соединения той же партии.
Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
6.12 Несовершенства и дефекты бурильных труб
6.12.1 Общие положения
Бурильная труба не должна иметь дефектов, описанных в настоящем стандарте.
6.12.2 Дефекты зоны сварного соединения
Любое несовершенство зоны сварного соединения, обнаруженное при визуальном контроле в соответствии с 6.13 или при влажном флуоресцентном магнитопорошковом контроле в соответствии с 6.14.2, должно считаться дефектом.
Дефектом должно считаться любое несовершенство, обнаруженное при ультразвуковом контроле и вызвавшее сигнал, равный или превышающий сигнал от искусственного дефекта, как описано в 6.14.4.
Закалочные трещины должны считаться дефектами и должны быть основанием для отбраковки изделия.
6.12.3 План контроля процесса
Изготовитель с учетом особенностей технологии производства и требований 6.13 и 6.14 должен разработать и соблюдать план контроля процесса, который обеспечивает соответствие требованиям 6.12.2.
6.13 Визуальный контроль зоны сварного соединения
6.13.1 Общие положения
Каждая зона сварного соединения должна быть подвергнута визуальному контролю по всей наружной поверхности для выявления дефектов.
Контроль должен осуществлять обученный персонал. Требования к остроте зрения должны быть документированы изготовителем. Соответствие персонала этим требованиям должно быть документировано.
Примечание - Примеры требований к остроте зрения персонала приведены в стандарте [15] или [16].
Изготовитель должен установить и документировать требования к уровню освещенности, необходимому для проведения визуального контроля. Уровень освещенности контролируемой поверхности должен быть не менее 500 люкс.
Визуальный контроль дефектов осуществляют на любой подходящей стадии производственного процесса после механической обработки сварного соединения.
6.13.2 Удаление дефектов
Дефекты должны быть полностью удалены путем шлифования или механической обработки. Все операции шлифования должны быть выполнены с плавными переходами. Размеры после шлифования должны соответствовать требованиям 6.2.
6.14 Неразрушающий контроль зоны сварного соединения
6.14.1 Общие положения
Все операции неразрушающего контроля, предусмотренные настоящим стандартом (кроме визуального контроля), должны быть выполнены персоналом, аттестованным в соответствии со стандартом [15] или [16].
Контролируемые поверхности подвергают механической обработке и/или шлифованию до проведения контроля.
Если это указано в заказе, то неразрушающий контроль зоны сварного соединения, проводимый представителем потребителя и/или контроль в присутствии представителя потребителя проводят в соответствии с приложением C.
Контроль, проводимый по 6.14 на оборудовании, калиброванном по указанным искусственным дефектам не должен рассматриваться как обеспечивающий обязательное соответствие изделия требованиям, установленным в 6.12.
Изготовитель должен установить необходимую периодичность проверки оборудования неразрушающего контроля для того, чтобы подтвердить соответствие изделий требованиям настоящего стандарта.
6.14.2 Влажный флуоресцентный магнитопорошковый контроль
Наружную поверхность зоны сварного соединения подвергают влажному флуоресцентному магнитопорошковому контролю для выявления поперечных несовершенств в соответствии со стандартом [17] или [18]. Концентрацию частиц магнитного порошка проверяют каждые 8 ч или при передаче смены. Минимальная интенсивность ультрафиолетового излучения на контролируемой поверхности должна быть не менее 1000 мкВт/см.
6.14.3 Методы ультразвукового контроля
Каждую зону сварного соединения подвергают ультразвуковому контролю со стороны тела бурильной трубы по всей окружности, при этом луч направляют в сторону линии сварного шва. Для контроля применяют ультразвуковое оборудование, работающее на сдвиговых волнах (с наклонными лучами), способное контролировать всю зону сварного соединения. Контроль должен быть проведен в соответствии с документированной процедурой изготовителя. Коэффициент усиления при контроле должен быть установлен не ниже значения, примененного при калибровке оборудования по стандартному образцу. В случае разногласий должен быть применен преобразователь частотой 2,25 МГц, прикрепленный к призме из люцита с углом 45°±5°, соответствующим углу входа луча в изделие.
________________
Пример материала, доступного для коммерческого приобретения.
6.14.4 Стандартные образцы для ультразвукового контроля
Для подтверждения эффективности применения оборудования для контроля и методов контроля не реже чем один раз в рабочую смену должна быть проведена проверка настройки оборудования по стандартному образцу. Оборудование должно быть настроено на получение четкого сигнала при сканировании стандартного образца в режиме, моделирующем контроль изделия. Стандартный образец должен иметь те же номинальные диаметр и толщину стенки, акустические свойства и отделку поверхности, что и контролируемая зона сварного соединения. Стандартный образец может иметь любую длину, установленную изготовителем. Стандартный образец, в зависимости от применяемого оборудования, должен иметь искусственный дефект типа "сквозного сверленого отверстия" или трех искусственных дефектов типа "плоскодонного отверстия" (рисунок В.4, приложение В).
Изготовитель должен применять документированную процедуру установки порогового значения для отбраковки изделий при ультразвуковом контроле.
Искусственные дефекты, показанные на рисунке В.4 (приложение В), должны быть выявлены в обычных условиях производства.
6.14.5 Записи о возможностях системы ультразвукового контроля
Изготовитель должен сохранять записи о проверке системы (систем) неразрушающего контроля, подтверждающие ее способность выявлять искусственные дефекты, применяемые для настройки чувствительности оборудования.
Проверка должна включать, как минимум, следующее:
a) расчет области контроля (план сканирования);
b) применимость такого контроля для заданной толщины стенки;
c) повторяемость результатов контроля;
d) ориентацию преобразователей, обеспечивающую обнаружение дефектов, типичных для данного производственного процесса (6.14.3);
e) документацию, подтверждающую выявление дефектов, характерных для данного производственного процесса;
f) параметры для установления пороговых значений.
Кроме того, изготовитель должен сохранять следующие записи:
- рабочие процедуры системы неразрушающего контроля;
- характеристики оборудования для неразрушающего контроля;
- сведения об аттестации персонала, осуществляющего неразрушающий контроль;
- результаты динамических испытаний, подтверждающие возможности системы/операций неразрушающего контроля в условиях производства (не применимо для ручного контроля).
6.14.6 Удаление дефектов
Дефекты, обнаруженные при влажном флуоресцентном магнитопорошковом контроле или при ультразвуковом контроле, должны быть полностью удалены шлифованием или механической обработкой или сварное соединение должно быть забраковано. Все операции шлифования должны быть выполнены с плавными переходами к прилегающей поверхности. Размеры сварного соединения после шлифования должны соответствовать требованиям 6.2. Для проверки полноты удаления дефектов после шлифования зона сварного соединения должна быть подвергнута повторному контролю с применением того же метода контроля, что и при первоначальном обнаружении дефектов.
6.15 Маркировка бурильных труб
6.15.1 Общие положения
Бурильные трубы, изготовленные по настоящему стандарту, должны иметь маркировку, выполненную изготовителем в соответствии с требованиями настоящего подраздела. По выбору изготовителя или в соответствии с заказом допускается нанесение дополнительной маркировки. Знаки маркировки не должны перекрываться и должны быть нанесены таким образом, чтобы исключить повреждение бурильных труб.
Окончательная маркировка бурильных труб должна выполняться изготовителем бурильных труб и должна обеспечивать прослеживаемость изделий в соответствии с требованиями настоящего подраздела.
6.15.2 Содержание маркировки бурильных труб
Окончательная маркировка бурильных труб должна включать:
a) маркировку прослеживаемости в соответствии с 6.15.3;
b) маркировку на теле бурильных труб в соответствии с 6.15.4;
c) маркировку на замках в соответствии с 6.15.5.
6.15.3 Маркировка прослеживаемости
Если это указано в заказе, то должна быть выполнена маркировка прослеживаемости клеймением на коническом участке ниппеля каждого замка [(рисунок В.1, позиция 9 (приложение В)]. Содержание маркировки устанавливает изготовитель, с учетом обеспечения требований к прослеживаемости, указанных в 6.5. |
6.15.4 Маркировка на теле бурильных труб
6.15.4.1 Маркировка клеймением
Маркировка клеймением должна быть выполнена на наружной поверхности цилиндрической части высадки каждой бурильной трубы со стороны ниппеля замка шрифтом не менее 6 - Пр 3 по ГОСТ 26.008 и включать, как минимум, следующие данные в указанной последовательности: a) наименование или товарный знак изготовителя бурильной трубы; b) дату изготовления (месяц и год выполнения приварки замков) в виде трех- или четырехзначного числа, первые одна или две цифры которого означают месяц, а последующие две цифры - год приварки замков. По выбору изготовителя допускается не наносить дату изготовления, если она указана на поверхности ниппеля замка за сбегом резьбы по 6.15.5; c) наружный диаметр тела трубы, округленный до целого значения; d) толщину стенки тела трубы, округленную до целого значения; e) группу прочности тела бурильной трубы; f) порядковый номер бурильной трубы. Пример - Бурильная труба, изготовленная компанией Z в июле 2007 г. (707), наружным диаметром тела трубы 60,32 мм (60), толщиной стенки тела трубы 7,11 мм (7), группы прочности тела трубы E, имеющая порядковый номер 130 должна иметь следующую маркировку клеймением: Z 707 60 7 E 130. 6.15.4.2 Маркировка краской Маркировка устойчивой светлой краской знаками высотой не более 50 мм должна быть выполнена на наружной поверхности ниппеля каждого замка. Маркировка должна начинаться на расстоянии приблизительно 1 м от торца ниппеля, располагаться по образующей и включать, как минимум, следующие данные в указанной последовательности: a) наименование или товарный знак изготовителя бурильной трубы; b) обозначение настоящего стандарта, без года ввода в действие; c) вид высадки (IU, EU или IEU); d) наружный диаметр тела трубы, округленный до целого значения; e) толщину стенки тела трубы, округленную до целого значения); f) группу прочности тела бурильной трубы; g) фактическую длину бурильной трубы с точностью до второго знака после запятой, м; h) фактическую массу бурильной трубы с точностью до второго знака после запятой, кг; i) дополнительные требования (SR), при применении; j) L2 или L3, означающие соответственно уровни PSL-2 или PSL-3. |
Пример - Бурильная труба, изготовленная компанией Z по ГОСТ ..., с наружной высадкой (EU), наружным диаметром тела трубы 60,32 мм (60), толщиной стенки тела трубы 7,11 мм (7), группы прочности тела бурильной трубы E, длиной 9,20 м, массой 95,00 кг, с дополнительными требованиями SR15, с уровнем требований к продукции PSL-2 (L2) должна иметь следующую маркировку краской: Z ГОСТ ... EU 60 7 E 9,20 95,00 SR15 L2. По выбору изготовителя бурильных труб или по указанию в заказе маркировка на теле бурильных труб, нанесенная изготовителем тел бурильных труб, может быть сохранена или удалена изготовителем бурильных труб. На маркировку краской может оказать неблагоприятное воздействие нанесение на бурильные трубы внутреннего покрытия. |
6.15.5 Маркировка на замках
Если в заказе не указано иное, на поверхности ниппеля каждого замка за сбегом резьбы должна быть нанесена маркировка клеймением (размер знаков - по выбору изготовителя), как показано на рисунке В.5 (приложение В), и включать, как минимум, следующие данные в указанной последовательности:
a) наименование или товарный знак изготовителя бурильных труб;
b) месяц приварки замка (цифры от 1 до 12);
c) год приварки замка (две последние цифры);
d) наименование или товарный знак изготовителя замка;
e) группу прочности тела бурильных труб;
f) код массы тела бурильных труб (таблица А.12, приложение А). Обозначение кода массы, не указанное в таблице А.12, должно быть согласовано между потребителем и изготовителем;
g) тип резьбового упорного соединения. Для соединений, не указанных в таблице А.1, обозначение, согласованное между изготовителем и потребителем.
Пример - Бурильная труба с замком, изготовленным компанией X и приваренным в июле 2007 г. [707] компанией Z, группы прочности тела бурильной трубы Е, с кодом массы 2, с резьбовым упорным соединением NC50 должна иметь следующую маркировку клеймением на поверхности ниппеля замка за сбегом резьбы: Z 707 X E 2 NC50. |
Если это указано в заказе, на каждом замке должна быть выполнена маркировка в опознавательном пазе и фрезерованными канавками в соответствии с требованиями стандарта [3].
Маркировка на наружной поверхности замков, выполненная изготовителем замков, может быть сохранена.
(Измененная редакция, Изм. N 1).
6.16 Минимальные требования к оборудованию изготовителей бурильных труб
Изготовитель бурильных труб должен иметь оборудование для приварки замков к телу бурильных труб, термической обработки бурильных труб после приварки и механической обработки зон сварных соединений.
Изготовитель бурильных труб также должен иметь оборудование для проведения всех необходимых видов контроля и испытаний или провести их вне предприятия силами субподрядчика. В случае проведения испытаний и контроля субподрядчиком он должен выполнять их в соответствии с документированной процедурой под управлением и контролем изготовителя бурильных труб.
6.17 Требования к документации на бурильные трубы
6.17.1 Обязательная документация
Изготовитель бурильных труб должен предоставить потребителю:
a) документ о качестве с описанием бурильных труб, подтверждающий, что бурильные трубы изготовлены, испытаны в соответствии с настоящим стандартом и заказом и соответствуют требованиям настоящего стандарта. Описание бурильных труб должно содержать, как минимум, следующие данные: наружный диаметр, толщину стенки и группу прочности тела труб, группу длин, тип резьбового упорного соединения и другие дополнительные требования, указанные в заказе;
b) перечень порядковых номеров поставляемых бурильных труб с указанием фактической длины L каждой трубы с точностью до второго знака после запятой [рисунок В.1 (приложение В) и 6.6.3].
6.17.2 Дополнительная документация
Если это предусмотрено в заказе, должны быть применимы требования D.3 SR15 (приложение D).
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
6.17.3 Обмен электронными данными
Обязательная и/или дополнительная документация (6.17.1 и 6.17.2), применяемая в электронной форме в системе обмена электронными данными или распечатанная из нее, должна иметь такую же юридическую силу, как и документация, напечатанная изготовителем бурильных труб. Содержание такой документации должно соответствовать требованиям настоящего стандарта и действующим соглашениям между потребителем и изготовителем относительно электронного обмена данными.
6.17.4 Сохранение записей
В таблице А.9 (приложение А) указаны записи, которые должны быть сохранены изготовителем бурильных труб и предоставлены по запросу потребителя в течение пяти лет с даты покупки бурильных труб у изготовителя.
7 Требования к телу бурильных труб
7.1 Информация, которую должен предоставить потребитель при оформлении заказа на тела бурильных труб
7.1.1 При оформлении заказа на тела бурильных труб, изготовляемые в соответствии с настоящим стандартом, потребитель должен указать в заказе следующие сведения:
1) стандарт | ГОСТ 32696-2014 | |||
2) количество | - | |||
3) наружный диаметр тела труб | таблица А.1 (приложение А) | |||
4) толщину стенки тела труб t | таблица А.1 (приложение А) | |||
5) группу прочности | таблица А.1 (приложение А) | |||
6) вид высадки тела бурильных труб (внутренняя IU, наружная EU или комбинированная IEU | таблица А.1 (приложение А) | |||
7) длину тела бурильных труб | - | |||
8) дату поставки и указания по отгрузке | - | |||
9) необходимость инспекции, проводимой потребителем | приложение C | |||
10) дополнительную документацию | 7.22 | |||
(Измененная редакция, Изм. N 1).
7.1.2 Потребитель может по своему усмотрению указать в заказе следующие требования:
1) специальные размеры высадки | 7.2.2 | |||
2) минусовое предельное отклонение толщины стенки тела труб, если оно менее 12,5% | 7.2.6 | |||
3) вид термической обработки тела бурильных труб групп прочности D и E | 7.4.3 | |||
4) требования к испытаниям на ударный изгиб для групп прочности D и E | D.4 SR19 (приложение D) | |||
5) альтернативные требования к испытаниям на ударный изгиб | D.5 SR20 (приложение D) | |||
6) уровень требований к продукции PSL-2 или PSL-3 | приложение E | |||
7.2 Требования к размерам и массе
7.2.1 Общие положения
Размеры тела бурильных труб должны соответствовать требованиям, указанным в таблицах А.2 и А.13 или А.14 (приложение А), если иное не указано в заказе.
Для тел бурильных труб, поставляемых с высадкой размерами, не предусмотренными настоящим стандартом, но в остальном изготовленных в соответствии с требованиями настоящего стандарта, должна быть предусмотрена специальная маркировка по 7.20.
7.2.2 Конфигурация
Конфигурация тел бурильных труб должна соответствовать рисунку В.1 (приложение В). Высадка должна соответствовать одной из показанных на рисунке В.6, если иное не предусмотрено по 6.2.2 или не указано в заказе.
7.2.3 Внутренняя высадка
Переходный участок внутренней высадки тел бурильных труб должен иметь плавный профиль. Поверхность внутренней высадки не должна иметь острых кромок или резких изменений сечения, которые могли бы вызвать зависание Г-образного инструмента.
7.2.4 Отклонения наружного диаметра Предельные отклонения наружного диаметра тела бурильных труб должны соответствовать требованиям таблицы А.2 (приложение А). Предельные отклонения наружного диаметра тела бурильных труб с любым типом высадки за переходным участком высадки (рисунок В.6, приложение В) относятся к участку длиной, равной 127 мм для труб наружным диаметром тела трубы менее 168,28 мм и участку длиной, равной наружному диаметру для труб наружным диаметром тела трубы 168,28 мм. |
7.2.5 Внутренний диаметр тела труб
Внутренний диаметр тела труб вычисляют по следующей формуле
![]() , (3)
, (3)
где - расчетный внутренний диаметр тела труб, мм;
- заданный наружный диаметр тела труб, мм;
t - заданная толщина стенки тела труб, мм.
Предельные отклонения для не установлены.
7.2.6 Предельные отклонения толщины стенки тела труб
Минусовое предельное отклонение толщины стенки на любом участке тела труб должно быть не более 12,5%. Если это указано в заказе, минусовое предельное отклонение толщины стенки тела труб должно быть менее 12,5%.
7.2.7 Длина
Тела бурильных труб должны поставляться длиной и предельными отклонениями длины, указанными в заказе. Длина и предельные отклонения длины должны быть достаточными для обеспечения требуемой окончательной длины бурильных труб.
7.2.8 Масса
Масса тела бурильных труб должна соответствовать расчетной массе для указанных в заказе размеров труб и вида высадки, с учетом приведенных ниже отклонений. Расчетную массу тела бурильной трубы , кг, длиной
определяют по следующей формуле
![]() , (4)
, (4)
- расчетная масса единицы длины тела трубы, кг/м;
- длина тела бурильной трубы, м;
- изменение массы тела бурильной трубы в результате высадки обоих концов [таблицы А.13 и А.14 (приложение А)], кг. Для труб без высадки
равно нулю. Порядок расчета указан в стандарте [19] или [20].
Предельные отклонения массы тел бурильных труб не должны превышать, %:
- ![]() - для отдельной трубы;
- для отдельной трубы;
- - 1,8 - для отдельной позиции заказа.
Предельные отклонения для отдельной позиции заказа при отгрузке изготовителем тел бурильных труб применимы к массе продукции, равной или превышающей 60 т.
Если в заказе задано минусовое предельное отклонение толщины стенки тела труб t менее 12,5%, то плюсовое предельное отклонение массы отдельной трубы должно быть равно 19% минус заданное минусовое предельное отклонение толщины стенки.
Пример - Если в заказе указано минусовое предельное отклонение толщины стенки 10%, то плюсовое предельное отклонение массы отдельной трубы должно составлять 19%-10%=9%.
7.2.9 Прямолинейность
Отклонения от прямолинейности тел бурильных труб не должны превышать следующих значений (рисунок В.7, приложение В):
a) отклонение от общей прямолинейности - 0,2% общей длины тела бурильных труб длиной , измеренной от одного торца до другого;
b) отклонение от концевой прямолинейности - 3,2 мм на длине 1,5 м с каждого конца тела бурильной трубы.
7.2.10 Соосность высадки и тела труб
Наружная и внутренняя поверхности высадки должны быть соосны с наружной поверхностью тела труб. Несоосность наружной поверхности высадки и наружной поверхности тела труб не должна превышать 1,2 мм (не более 2,4 мм по общему показанию стрелки индикатора); внутренней поверхности высадки и наружной поверхности тела труб - 1,6 мм (не более 3,2 мм по общему показанию стрелки индикатора).
(Измененная редакция, Изм. N 1).
7.2.11 Овальность высадки
Овальность, измеренная по наружной поверхности высадки, не должна превышать 2,4 мм.
7.3 Требования к материалу
7.3.1 Требования к химическому составу
Химический состав стали тел бурильных труб должен соответствовать указанному в таблице А.4 (приложение А).
7.3.2 Требования к механическим свойствам при растяжении
Свойства при растяжении тел бурильных труб должны соответствовать указанным в таблице А.5 (приложение А). Свойства при растяжении высаженных концов должны соответствовать требованиям, установленным для тел труб, за исключением требований к удлинению, которые для них не установлены. Соответствие высаженных концов установленным требованиям должно быть определено по документированной процедуре.
Предел текучести должен соответствовать растягивающему напряжению, при котором удлинение расчетной длины образца под нагрузкой, измеренное экстензометром, соответствует значениям, указанным в таблице А.6 (приложение А).
Для тел труб минимальные значения удлинения образца на расчетной длине 50,0 мм, с округлением до 0,5% при значении удлинения менее 10% и до целого значения, если удлинение равно или более 10%, должны быть определены по следующей формуле
 , (5)
, (5)
где - минимальное удлинение образца с расчетной длиной 50,0 мм, %;
k - постоянная, равная 1944; S - площадь поперечного сечения образца, вычисленная по заданному наружному диаметру или по номинальной ширине образца и заданной толщине стенки с округлением до 10 мм
|
Минимальные значения удлинения для тел труб, вычисленные по формуле (5), для образцов разных размеров и групп прочности приведены в таблице А.7 (приложение А). При регистрации или внесении в записи значений удлинения в них также должны быть указаны ширина образца для испытаний при применении образцов в виде полосы, диаметр рабочей части и расчетная длина образца при применении цилиндрических образцов или указано, что применялись образцы полного сечения.
(Измененная редакция, Изм. N 1).
7.3.3 Требования к работе удара для групп прочности D и E
Для групп прочности D и E не установлены обязательные требования к работе удара при испытании на ударный изгиб. Дополнительные требования приведены в D.4 SR19.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.3.4 Требования к работе удара для групп прочности X, G и S
Работа удара при испытании на ударный изгиб для тел труб должна быть не менее указанной в таблице А.8. Для одного образца допускается работа удара ниже требуемой минимальной средней работы удара, но ни для одного из образцов не допускается работа удара ниже минимального значения, допустимого для отдельного образца.
Требования к работе удара при испытании на ударный изгиб для высаженных концов не установлены.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.3.5 Требования к работе удара. Альтернативная температура испытания
Если это указано в заказе, то работа удара при испытании на ударный изгиб для тел труб должна соответствовать требованиям D.5 SR20 (приложение D) и таблице А.8 (приложение А).
7.4 Способ производства
7.4.1 Процессы, требующие валидации
Процессы, соответствующие заключительным операциям, выполняемым при изготовлении тел бурильных труб, которые влияют на соответствие требованиям настоящего стандарта (кроме требований к химическому составу и размерам), должны пройти процедуру валидации.
Для тел бурильных труб процессом, требующим валидации, является термическая обработка.
7.4.2 Общие положения
Сталь, используемая для изготовления тел бурильных труб, поставляемых по настоящему стандарту, должна быть получена по технологии производства мелкозернистой стали.
Примечание - Сталь, полученная по технологии производства мелкозернистой стали, должна содержать один или более элементов, способствующих измельчению зерна, таких как алюминий, ниобий, ванадий или титан в количествах, достаточных для того, чтобы сталь имела мелкое аустенитное зерно.
Тело бурильных труб должно быть бесшовным.
7.4.3 Термическая обработка
Термическая обработка должна быть проведена в соответствии с документированной процедурой. В процедуре должно быть указано допустимое число повторных операций термической обработки. Вид термической обработки выбирает изготовитель, если иное не указано в заказе.
Тела бурильных труб должны быть подвергнуты термической обработке по всей длине после высадки.
Тела бурильных труб групп прочности D и E должны быть подвергнуты закалке и отпуску, нормализации и отпуску или нормализации.
Тела бурильных труб групп прочности G, X и S должны быть подвергнуты закалке и отпуску.
7.4.4 Наружное покрытие
Если в заказе не указано иное, то на тело бурильных труб должно быть нанесено наружное покрытие для защиты от коррозии на время транспортирования. Покрытие должно обеспечивать защиту изделия в течение не менее трех месяцев и быть гладким, плотным на ощупь, с минимальными подтеками.
7.5 Прослеживаемость
Изготовитель тел бурильных труб должен установить и соблюдать процедуры, обеспечивающие сохранение идентификации плавки тел бурильных труб, изготовляемых по настоящему стандарту. Идентификация партии должна быть сохранена до окончания проведения всех необходимых испытаний партии и документирования соответствия установленным требованиям. Процедуры должны предусматривать способы прослеживаемости тел бурильных труб до соответствующей плавки и результатов химического анализа, механических испытаний и контроля.
Поскольку тела бурильных труб из одной плавки могут быть подвергнуты термической обработке в разных партиях, то для одной плавки может быть более одного комплекта результатов механических испытаний.
7.6 Контроль и испытания. Общие положения
7.6.1 Поверка, проверка и калибровка контрольного и испытательного оборудования
Изготовитель должен разработать и документировать периодичность и процедуры поверки, проверки и калибровки контрольного и испытательного оборудования (включая случаи возникновения неповеренного и некалиброванного состояния и их влияние на изделия) для того, чтобы подтвердить соответствие всех изделий требованиям настоящего стандарта.
7.6.2 Партия термообработки
Партия должна состоять из тел бурильных труб с одинаковыми заданными размерами и одной группой прочности, которые были подвергнуты термической обработке по одинаковому режиму, являющейся частью непрерывного процесса (или периодического). Тела бурильных труб одной партии должны быть изготовлены из стали одной плавки или из разных плавок, объединенных по документированной процедуре, обеспечивающей соответствие требованиям настоящего стандарта.
7.7 Контроль химического состава
7.7.1 Анализ плавки
Сталь каждой плавки, используемой для изготовления тел бурильных труб, должна быть подвергнута анализу с целью определения массовой доли фосфора и серы, а также любых других элементов, используемых изготовителем тел бурильных труб для обеспечения механических свойств.
При изготовлении тел бурильных труб из трубной заготовки, поставляемой сторонним изготовителем, соответствие химического состава стали требованиям настоящего стандарта должно быть установлено по документу о качестве изготовителя трубной заготовки. |
7.7.2 Анализ изделия
Анализу должны быть подвергнуты два изделия от каждой плавки. Результаты анализа должны включать данные о массовой доле фосфора и серы, а также любых других элементов, используемых изготовителем тел бурильных труб для обеспечения механических свойств.
7.7.3 Методы анализа
Химический анализ проводят любым методом, используемым для этой цели, таким как эмиссионная спектроскопия, рентгеновская эмиссионная спектроскопия, атомно-абсорбционный метод, метод сжигания проб или влажными аналитическими методами. Используемые способы калибровки оборудования должны обеспечивать прослеживаемость до стандартных образцов материалов. В спорных случаях химический анализ должен быть проведен в соответствии со стандартом [21] или [22].
7.7.4 Повторный анализ изделия
Если результаты анализа обеих проб, представляющих плавку тел бурильных труб, не соответствуют установленным требованиям, то по выбору изготовителя плавка должна быть или забракована, или все остальные изделия плавки должны быть подвергнуты индивидуальному анализу для проверки соответствия установленным требованиям.
Если установленным требованиям не соответствует только одна проба из двух, изготовитель должен по своему выбору забраковать плавку или провести дополнительный анализ двух дополнительных изделий из этой плавки. Если результаты обоих повторных анализов соответствуют установленным требованиям, плавка должна быть принята, кроме изделия, несоответствие которого было выявлено при первоначальном анализе. Если результаты одного или обоих повторных анализов неудовлетворительные, то изготовитель должен по своему выбору забраковать плавку или подвергнуть все остальные изделия из этой плавки индивидуальному анализу.
При индивидуальном анализе остальных изделий плавки требуется определение содержания только того элемента или тех элементов, по которым получен результат, не соответствующий требованиям. Пробы для повторного анализа изделий должны быть отобраны так же, как и при первоначальном анализе изделий. Если это указано в заказе, то результаты всех повторных анализов изделий должны быть предоставлены потребителю.
7.8 Испытания на растяжение
7.8.1 Метод испытания
Испытание на растяжение проводят при комнатной температуре в соответствии с ГОСТ 10006 или стандартом [6].
7.8.2 Поверка испытательного оборудования
Не ранее чем за 15 мес до проведения испытания должна быть проведена поверка испытательных машин в соответствии со стандартом [7] или [8]. Не ранее чем за 15 мес до проведения испытания должна быть проведена поверка экстензометров в соответствии со стандартом [9] или [10]. Записи должны быть сохранены в соответствии с 6.17.4 и таблицей А.9 (приложение А).
7.8.3 Образцы для испытания
Испытания на растяжение для тел бурильных труб проводят по выбору изготовителя: на образцах полного сечения в виде полос или цилиндрических образцах, показанных на рисунке В.8 (приложение В). Тип и размер образца должны быть указаны в протоколе изготовителя.
Образцы отбирают от тела бурильной трубы после окончательной термической обработки. Цилиндрические образцы отбирают из середины стенки. Цилиндрические образцы и образцы в виде полос (рисунок В.8, приложение В) могут быть отобраны по выбору изготовителя из любого участка по окружности тела бурильной трубы. Все образцы, кроме цилиндрических образцов, должны представлять полную толщину стенки тела трубы, из которой они вырезаны, и должны быть подвергнуты испытанию без выпрямления.
Образцы в виде полос должны иметь ширину расчетной части приблизительно равную 38,0 мм при применении соответствующих криволинейных захватов или при механической обработке концов образца, или при сплющивании для уменьшения кривизны в зоне захвата образца. В других случаях ширина должна составлять приблизительно 19,0 мм для труб наружным диаметром тела трубы менее 101,60 мм и приблизительно 25,0 мм для труб наружным диаметром тела трубы 101,60 мм и более.
При использовании цилиндрических образцов применяют образцы диаметром 12,5 мм, если позволяет размер трубы, или диаметром 9,0 мм, при невозможности изготовить образец диаметром 12,5 мм. Применение цилиндрических образцов меньших диаметров не допускается.
(Измененная редакция, Изм. N 1).
7.8.4 Периодичность испытаний
Периодичность испытаний на растяжение для тел бурильных труб должна соответствовать указанной в таблице А.10 (приложение А).
Испытание на растяжение для высаженных концов не проводят, если иное не указано в заказе.
7.8.5 Контрольное испытание для плавки
Одно испытание на растяжение должно быть проведено изготовителем тел бурильных труб в качестве контрольного испытания для каждой используемой плавки стали. Записи по этому испытанию должны быть доступны для потребителя.
Контрольные испытания для плавки могут также считаться испытаниями для партий изделий из этой плавки.
(Измененная редакция, Изм. N 1).
7.8.6 Повторные испытания
Если результат первоначального испытания на растяжение не соответствует установленным требованиям, то изготовитель может испытать два дополнительных образца от той же трубы, отобранные приблизительно из того же участка. Если оба дополнительных образца выдержали испытание, то партия должна быть принята.
Если хотя бы один из дополнительных образцов не соответствуют установленным требованиям, изготовитель может испытать образцы от трех дополнительных труб из той же партии. Если образцы от всех трех труб выдержали испытание, партия должна быть принята. Если хотя бы один из этих образцов не соответствуют установленным требованиям, партия должна быть забракована. Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
7.8.7 Дефектные образцы
Образцы с несовершенствами материала или некачественной подготовкой, обнаруженными до или после испытаний, могут быть забракованы и заменены другими образцами, которые должны быть приняты как исходные. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют требуемым свойствам при испытании на растяжение.
7.9 Испытание на ударный изгиб
7.9.1 Метод
Испытанию должен быть подвергнут комплект из трех продольных образцов, отобранных от одного участка одного тела трубы. Испытание на ударный изгиб проводят по методу Шарпи на образцах с V-образным надрезом при температуре (21±3)°С в соответствии со стандартами [6] и [14]. Альтернативные температуры испытаний указаны в D.5 SR20 (приложение D), температуры для PSL-3 - в таблице А.8 (приложение А).
Допускается проведение испытаний при более низкой температуре, чем заданная температура, при условии соответствия требованиям к работе удара, установленным для заданной температуры.
Должно быть проведено определение доли вязкой составляющей в изломе образцов после испытаний в соответствии с стандартом [14]. |
Дополнительные требования PSL-3 приведены в приложении Е.
7.9.2 Размеры и ориентация образцов
Для испытания на ударный изгиб выбирают образец наибольшего возможного размера из указанных в таблице А.11 (приложение А) для заданного наружного диаметра (при необходимости с округлением до ближайшего меньшего диаметра) и заданной толщины стенки тела труб. Размер наименьшего образца должен быть равен 10,0х5,0 мм.
Образцы отбирают в продольном направлении по отношению к оси тела трубы, надрез образца должен быть ориентирован в радиальном направлении, как показано на рисунке В.9 (приложение В).
7.9.3 Периодичность испытаний
Периодичность испытаний на ударный изгиб для тела труб должна соответствовать таблице А.10 (приложение А).
7.9.4 Контрольное испытание для плавки
Образцы для испытания на ударный изгиб должны быть отобраны после окончательной термической обработки в соответствии с 7.9.2.
Испытание на ударный изгиб одного комплекта из трех образцов должно быть проведено в качестве контрольного испытания для каждой плавки стали, используемой изготовителем тел бурильных труб. Записи по испытанию должны быть доступны для потребителя.
Контрольные испытания для плавки могут также считаться испытаниями для партий изделий из этой плавки.
(Измененная редакция, Изм. N 1).
7.9.5 Повторные испытания
Если результаты испытаний не соответствуют требованиям 7.3.3 и 7.3.4, но при этом работа удара только одного из образцов ниже требуемого минимального значения для отдельного образца, изготовитель может по своему выбору забраковать партию или провести повторное испытание трех дополнительных образцов от той же трубы, отобранных приблизительно из того же участка. Работа удара всех трех дополнительных образцов должна быть равна или превышать минимальную среднюю работу удара, указанную в таблице А.8 (приложение А). В противном случае партия должна быть забракована или подвергнута повторному испытанию, как описано ниже.
Если при первоначальном испытании работа удара двух образцов ниже требуемого минимального значения для отдельного образца, изготовитель может по своему выбору забраковать партию или провести повторное испытание дополнительных комплектов из трех образцов, отобранных от каждого из трех дополнительных изделий из той же партии. Если хотя бы один из этих дополнительных комплектов образцов не соответствует требованиям, установленным для первоначального испытания, партия должна быть забракована.
Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
7.9.6 Дефектные образцы
Образцы с несовершенствами материала или некачественной подготовкой, обнаруженными до или после испытаний, могут быть забракованы и заменены другими образцами, которые должны быть приняты в качестве исходных. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют требованиям к минимальной работе удара.
7.10 Толщина стенки тела труб
Толщину стенки тела каждой трубы контролируют по спиральной или продольной траектории по всей длине тела трубы, исключая концевые участки, не охватываемые автоматическими системами контроля. Контроль должен быть проведен по документированной процедуре, разработанной на основе ГОСТ ISO 10893-12. Этап, на котором проводят контроль толщины стенки, определяет изготовитель. Процесс контроля должен учитывать технологию изготовления труб.
Изготовитель должен иметь документированную процедуру, подтверждающую, что участки, не охваченные автоматическими системами контроля (особенно участки между телом трубы и переходным участком высадки), соответствуют требованиям настоящего стандарта.
Такое подтверждение может быть проведено специальным механическим измерительным инструментом или правильно откалиброванным ручным прибором неразрушающего контроля достаточно высокой точности по документированной процедуре. В спорных случаях предпочтение должно быть отдано результатам измерения механическим измерительным инструментом.
Механический измерительный инструмент должен иметь контактные наконечники с сечением диаметром не более 6,4 мм. Торец наконечника, контактирующий с внутренней поверхностью тела трубы, должен быть скругленным радиусом не более /4 и не менее 3,2 мм. Торец наконечника, контактирующего с наружной поверхностью тела трубы, должен быть плоским или скругленным радиусом не менее 38,0 мм.
(Измененная редакция, Изм. N 1).
7.11 Длина тела бурильных труб
Длину тела бурильной трубы измеряют от торца одного конца трубы до торца другого, если иное не указано в заказе. Точность измерительного прибора должна составлять ±0,03 м. Длину тела бурильных труб измеряют в метрах с точностью до второго знака после запятой.
7.12 Внутренняя высадка
Длину внутренней высадки контролируют на соответствие требованиям таблиц А.13 или А.14 (приложение А). Контроль должен быть проведен с той же периодичностью, с которой проводят испытание на растяжение тел бурильных труб.
Контроль проводят методом непосредственного измерения на образцах от высадки или другим документированным методом при условии, что изготовитель может продемонстрировать, что этот метод обеспечивает соответствие установленным требованиям.
Примечание - Внутренний диаметр высадки тела бурильных труб (рисунок В.6, приложение В) может быть выбран таким образом, чтобы он соответствовал внутреннему диаметру конкретных замков, в этом случае длина переходного участка внутренней высадки тела бурильных труб
должна быть откорректирована.
Дополнительные требования для уровней PSL-2 и PSL-3 приведены в приложении Е.
7.13 Профиль внутренней высадки*
________________
* Измененная редакция, Изм. N 1.
Каждый конец тела бурильной трубы с внутренней высадкой должен быть подвергнут визуальному контролю на соответствие требованиям 7.2.3. В спорных случаях высаженные концы проверяют при помощи Г-образного инструмента (рисунок В.2, приложение В). Требования к Г-образному инструменту и процедуре проведения контроля указаны в 6.6.6. |
7.14 Прямолинейность
Прямолинейность тел бурильных труб подвергают визуальному контролю. В спорных случаях прямолинейность тел бурильных труб, имеющих общий изгиб или изогнутые концы, измеряют следующим образом (рисунок В.7, приложение В):
a) общую прямолинейность - при помощи поверочной линейки или струны (проволоки), натянутой от одного конца тела трубы до другого;
b) концевую прямолинейность - при помощи поверочной линейки длиной не менее 1,8 м, опирающейся на поверхность тела трубы за пределами изогнутого конца, или эквивалентным методом.
В спорных случаях предпочтение должно быть отдано измерению при помощи поверочной линейки.
Струну или поверочную линейку размещают таким образом, чтобы выявить наибольшее отклонение.
Отклонения от прямолинейности не должны превышать указанных в 7.2.9. Расстояние, на котором проводят измерение отклонений от общей и концевой прямолинейности, не включает высадки и участки за переходными участками высадки, для которых применимы предельные отклонения наружного диаметра тела бурильной трубы за пределами переходного участка (7.2.4).
7.15 Соосность высадки и тела труб
Соосность высадки и тела труб подвергают визуальному контролю. В спорных случаях соосность высадки и тела труб контролируют при помощи устройства, показанного на рисунке В.10 а (приложение В), на участке от торца высадки до участка, на котором наружный диаметр становится равным ![]() . По согласованию между потребителем и изготовителем могут быть применимы другие документированные методы контроля.
. По согласованию между потребителем и изготовителем могут быть применимы другие документированные методы контроля.
Несоосность высадки и тела труб не должна превышать значений, указанных в 7.2.10.
(Измененная редакция, Изм. N 1).
7.16 Определение массы
Каждое тело бурильной трубы взвешивают для определения соответствия предельным отклонениям от расчетной массы. Взвешивание может быть проведено до или после высадки.
7.17 Несовершенства и дефекты тел бурильных труб
7.17.1 Общие положения
Тело бурильных труб не должно иметь дефектов, описанных в настоящем стандарте.
7.17.2 Дефекты на поверхности тела труб
Любое несовершенство любой ориентации на наружной или внутренней поверхности тела труб должно считаться дефектом, если:
a) оно является линейным и его глубина в радиальном направлении превышает: 12,5% заданной толщины стенки тела труб - для групп прочности D, E, X и G или 5% заданной толщины стенки тела труб - для группы прочности S;
b) оно является линейным или нелинейным и остаточная толщина стенки, расположенная над или под несовершенством, менее требуемого минимального значения.
7.17.3 Дефекты поверхности высадки
Несовершенство любой ориентации на наружной или внутренней поверхностях высадки, глубина которого превышает указанную в таблице А.15 (приложение А), должно считаться дефектом.
Острые кромки или изменения сечения внутренней поверхности высадки, вызывающие зависание Г-образного инструмента, должны считаться дефектами.
7.17.4 "Слоновая кожа"
Несовершенство поверхности "слоновая кожа" с глубиной несплошностей более допускаемой по таблице А.15 (приложение А) должно считаться дефектом.
7.17.5 Закалочные трещины
Закалочные трещины должны считаться дефектами.
7.17.6 План контроля процесса
Изготовитель с учетом особенностей технологии производства и требований, приведенных в 7.18 и 7.19, должен разработать и соблюдать план контроля процесса, который обеспечивает выполнение установленных в настоящем подразделе требований.
7.18 Визуальный контроль тел бурильных труб
7.18.1 Общие положения
Визуальный контроль должен проводить обученный персонал, обладающий остротой зрения, достаточной для обнаружения поверхностных несовершенств.
Для визуального контроля изготовитель должен установить документированные нормы освещенности. Уровень освещенности контролируемой поверхности должен быть не менее 500 люкс.
Примечание - Примеры требований к остроте зрения персонала приведены в стандарте [15] или [16].
Визуальный контроль концевых участков должен быть проведен после термической обработки. При использовании другого метода контроля, позволяющего выявлять дефекты, описанные в 7.17, проведение визуального контроля не требуется.
7.18.2 Охват контролем
Тело каждой бурильной трубы должно быть подвергнуто визуальному контролю для выявления несовершенств по всей наружной и внутренней поверхностям на всей длине высадки, включая переходный участок высадки.
7.18.3 Удаление дефектов
Дефекты должны быть полностью удалены шлифованием или механической обработкой. Все операции шлифования должны быть выполнены с плавными переходами к прилежащей поверхности. Размеры тела бурильных труб после удаления дефектов должны соответствовать 7.2.
7.18.4 "Слоновая кожа"
Наружную поверхность тела бурильных труб проверяют на отсутствие "слоновой кожи" в соответствии с требованиями таблицы А.15 (приложение А). Контролю подвергают следующие наружные поверхности (рисунок В.6, приложение В):
a) на трубах с EU - участок высадки длиной , переходный участок длиной
и прилегающую поверхность тела труб;
b) на трубах с IU и IEU - участок наружной поверхности, расположенный над участком длиной и переходным участком длиной
внутренней высадки, и прилегающую поверхность тела труб.
7.19 Неразрушающий контроль
7.19.1 Общие положения
Все операции неразрушающего контроля (кроме визуального контроля), предусмотренные настоящим стандартом, должны быть выполнены персоналом, аттестованным в соответствии со стандартами [15] или [16].
Если это указано в заказе, то неразрушающий контроль тел бурильных труб представителем потребителя и/или контроль в присутствии представителя потребителя проводят в соответствии с приложением С.
Контроль, проводимый по 7.19, на оборудовании, калиброванном по указанным искусственным дефектам, не должен рассматриваться как обеспечивающий соответствие изделия требованиям, установленным в 7.17.
Изготовитель должен установить необходимую периодичность проверки оборудования неразрушающего контроля, чтобы подтвердить соответствие изделий требованиям настоящего стандарта.
Если оборудование, калибровку или проверку которого проводят в соответствии с положениями настоящего стандарта, подвергалось воздействию необычных или неблагоприятных условий эксплуатации, что может поставить под сомнение его точность, то перед дальнейшим применением оборудования должна быть проведена его повторная калибровка или проверка. Все изделия, подвергнутые контролю с момента последней удовлетворительной калибровки или проверки, должны быть проконтролированы повторно.
Требуемые методы неразрушающего контроля тел бурильных труб указаны в таблице А.16 (приложение А).
Стандарты на методы неразрушающего контроля, указанные в 7.19.3, разработаны на основе традиционных, проверенных методов и способов неразрушающего контроля, широко применяемых для контроля трубной продукции. Однако могут быть применимы другие методы и способы неразрушающего контроля, способные выявлять дефекты, описанные в 7.17. Записи в соответствии с 7.19.8 должны быть сохранены, как указано в 7.22.4.
По выбору изготовителя надрезы, указанные в таблице А.17 (приложение А), могут быть ориентированы под углом для того, чтобы оптимизировать выявление дефектов, типичных для производственного процесса. Техническое обоснование изменения ориентации надрезов должно быть документировано.
Дополнительные требования для PSL-2 и PSL-3 указаны в приложении Е.
7.19.2 Охват контролем
Тело каждой бурильной трубы должно быть проверено по всей длине на наличие несовершенств (продольных и поперечных) на наружной и внутренней поверхностях. Концевые участки, не контролируемые автоматическим оборудованием, должны быть подвергнуты контролю магнитопорошковым методом или другим методом контроля, способным выявлять дефекты, указанные в 7.17. Все требуемые операции неразрушающего контроля, кроме контроля толщины стенки, должны быть проведены после окончательной термической обработки и ротационной правки.
7.19.3 Применяемые стандарты
Контроль проводят по следующим (или эквивалентным) стандартам:
а) электромагнитный контроль (метод рассеяния магнитного потока) - [23] или [25];
b) электромагнитный контроль (метод вихревых токов) - [26] или [27];
с) ультразвуковой контроль - ГОСТ ISO 10893-10 или [29];
d) магнитопорошковый контроль - [17] или [18].
(Измененная редакция, Изм. N 1).
7.19.4 Стандартные образцы
В системах ультразвукового и электромагнитного контроля, кроме систем, предназначенных для проверки толщины стенки, для проверки сигнала оборудования должны быть применимы стандартные образцы с искусственными дефектами (надрезами), требования к которым указаны в таблице А.17 (приложение А) и на рисунке В.11 (приложение В).
7.19.5 Документированные процедуры
Изготовитель может применять любую документированную процедуру для установления порога приемки ультразвукового или электромагнитного контроля при условии, что выявление искусственных дефектов, указанных в таблице А.17 (приложение А), проходит в динамическом режиме в обычных условиях производства. Способность выявлять такие дефекты должна быть продемонстрирована в динамическом режиме. По выбору изготовителя демонстрация способности системы контроля может быть проведена в производственном потоке или вне потока.
7.19.6 Уровень отбраковки
В таблице А.17 указаны искусственные дефекты, предназначенные для установления уровня отбраковки труб, имеющих дефекты, описанные в 7.17. Искусственные дефекты, применяемые при автоматическом ультразвуковом или электромагнитном контроле, не следует рассматривать как дефекты с размерами, определенными в 7.17, или применять кому-либо, кроме изготовителя, в качестве единственного основания для отбраковки.
7.19.7 Оценка показаний автоматической системы контроля
Несовершенство, вызывающее показание, равное или превышающее уровень отбраковки, должно считаться дефектом, если не может быть доказано, что это несовершенство не является дефектом, описанным в 7.17. Дефекты должны быть удалены в соответствии с 7.19.10.
7.19.8 Записи о возможностях системы неразрушающего контроля
Изготовитель должен сохранять записи о проверке системы (систем) неразрушающего контроля, подтверждающие их способность выявлять искусственные дефекты, применяемые для установления чувствительности оборудования.
Проверка должна включать, как минимум, следующее:
a) расчет области контроля (т.е. план сканирования), включая проверку толщины стенки;
b) применимость такого контроля для заданной толщины стенки;
c) повторяемость результатов контроля;
d) ориентацию преобразователей, обеспечивающую обнаружение дефектов, типичных для данного производственного процесса (7.17);
e) документацию, подтверждающую, что дефекты, типичные для данного процесса производства, могут быть выявлены при помощи методов неразрушающего контроля, указанных в 7.19.3;
f) параметры для установления порогового значения.
Кроме того, изготовитель должен сохранять следующие записи:
- рабочие процедуры системы неразрушающего контроля;
- характеристики оборудования для неразрушающего контроля;
- сведения об аттестации персонала, осуществляющего неразрушающий контроль;
- результаты контроля в динамическом режиме, подтверждающие способности системы/операций неразрушающего контроля в условиях производства.
7.19.9 Оценка показаний
При получении от несовершенства показания, равного или превышающего уровень отбраковки, изготовитель может по своему выбору оценить его в соответствии с настоящим пунктом или признать его дефектом и удалить в соответствии с 7.19.10. Оценку показаний должны проводить специалисты по неразрушающему контролю, аттестованные по уровню I, под наблюдением специалистов, аттестованных по уровням II или III, или специалисты, аттестованные по уровням II или III. Оценка показаний должна быть проведена в соответствии с документированными процедурами.
Если на участке, на котором было получено первоначальное показание, не было обнаружено несовершенство и не может быть объяснена причина этого показания, то труба должна быть забракована или повторно проверена по всей длине тем же методом контроля или ультразвуковым методом. Оборудование неразрушающего контроля по выбору изготовителя должно быть настроено на тот же уровень чувствительности, что и при первоначальном контроле или на пониженную чувствительность, но соответствующую установленным требованиям.
Для оценки выявленного несовершенства измеряют его глубину для того, чтобы определить, является ли оно дефектом в соответствии с 7.17. Измерение проводят следующим образом:
a) с использованием механического измерительного устройства (например глубиномера, штангенциркуля и т.п.). Удаление металла шлифованием или иным способом для облегчения измерения не должно уменьшать толщину стенки менее допустимого значения. Резкие изменения толщины стенки, вызванные шлифованием, должны быть устранены в соответствии с 7.19.10;
b) глубина несовершенства может быть измерена ультразвуковым методом (измерением времени пролета и/или амплитуды сигнала или с применением иного подходящего способа). Проверка ультразвукового оборудования должна быть документирована и должна подтверждать его способность выявлять несовершенства размерами, указанными в 7.17 или более;
c) если потребитель и изготовитель не пришли к соглашению относительно оценки результатов неразрушающего контроля, любая сторона может потребовать проведения разрушающего контроля изделий; дальнейшие действия должны быть приняты в соответствии с разделом С.4 (приложение С);
d) по несовершенствам, которые после оценки были признаны дефектами, должны быть приняты действия в соответствии с 7.19.10.
7.19.10 Удаление дефектов
Несовершенства, соответствующие установленным требованиям и имеющие размеры допустимые по 7.17, могут быть оставлены на теле бурильных труб.
Тела бурильных труб с закалочными трещинами должны быть забракованы, за исключением случая, когда закалочные трещины расположены у торца высадки. В этом случае торцовая часть труб может быть отрезана в соответствии с документированной процедурой.
Ремонт сваркой не допускается.
По телу бурильной трубы с дефектами, кроме закалочных трещин, должно быть принято одно из следующих действий:
a) шлифование или механическая обработка.
Дефекты должны быть полностью удалены шлифованием или механической обработкой, при этом оставшаяся толщина стенки должна находиться в установленных пределах. Шлифование должно быть выполнено таким образом, чтобы обеспечить плавный переход зачищенной поверхности к контуру трубы. Если глубина зачистки превышает 10% заданной толщины стенки, оставшаяся толщина стенки должна быть проконтролирована в соответствии с 7.10. После удаления дефектов участок должен быть подвергнут повторному контролю для подтверждения полноты удаления дефектов. Повторный контроль должен быть осуществлен следующим образом:
1) на том же оборудовании и с той же чувствительностью, с которой проводился первоначальный контроль, или
2) другим методом неразрушающего контроля или комбинацией методов, обладающих такой же или более высокой чувствительностью, чем первоначальный метод неразрушающего контроля.
Если применяют вариант 2), метод или комбинация методов неразрушающего контроля должны быть документированы и способны продемонстрировать чувствительность, равную или превышающую чувствительность первоначального метода контроля. Кроме того, при выборе варианта 2) должна быть учтена вероятность того, что на проверяемом участке могут быть другие совпадающие дефекты.
Удаление несовершенств, в том числе "слоновой кожи", шлифованием или механической обработкой по дуге более 60% от окружности тела бурильной трубы не должно приводить к уменьшению наружного диаметра до значения менее допустимого минимального значения;
b) обрезка дефектного участка;
c) отбраковка.
7.20 Маркировка
7.20.1 Общие положения
Маркировка тел бурильных труб должна быть выполнена изготовителем тел бурильных труб в соответствии с 7.20.2, если тела бурильных труб заказаны как отдельные изделия. Если тела бурильных труб производит изготовитель бурильных труб, его маркировка может отличаться от описанной в 7.20.2, при условии соблюдения требований к прослеживаемости.
По выбору изготовителя или по требованию потребителя допускается нанесение дополнительной маркировки краской или клеймением. Нанесение маркировки клеймением допускается только на высадке тел бурильных труб. Знаки маркировки не должны перекрываться и должны быть нанесены способом, исключающим повреждение бурильных труб.
7.20.2 Порядок маркировки краской
Маркировка краской должна быть нанесена на наружной поверхности каждого тела бурильных труб на расстоянии не менее 0,6 м от любого из торцов. Порядок нанесения маркировки краской должен быть следующим:
a) DPB.
Примечание - Эти буквы означают, что маркировка относится к телу бурильной трубы;
b) наименование или товарный знак изготовителя тела бурильной трубы;
c) обозначение настоящего стандарта без года ввода в действие;
d) дата изготовления (месяц и год), обозначенная трех- или четырехзначным числом, первые одна или две цифры которого означают месяц, а последующие две цифры - год нанесения маркировки в соответствии с разделом 7;
e) UF, если размеры высадки отличаются от указанных в таблицах А.13 или А.14 (приложение А);
f) наружный диаметр тела трубы, округленный до целого значения;
g) толщина стенки тела трубы, округленная до целого значения;
h) группа прочности тела бурильной трубы;
j) дополнительные требования SR;
k) L2 или L3 (означающие соответственно уровень PSL-2 или PSL-3), в зависимости от того, что применимо;
1) порядковый номер тела бурильной трубы (требования к прослеживаемости см. в 7.5).
Пример - Тело бурильной трубы (DPB), изготовленное компанией Z по ГОСТ ..., в июле 2007 г. (707), со специальными размерами высадки (UF), наружным диаметром 60,32 мм (60), толщиной стенки 7,11 мм (7), группы прочности E, с порядковым номером Y имеет следующую маркировку краской:
DPB Z ГОСТ ... 707 UF 60 7 E Y.
7.21 Минимальные требования к оборудованию изготовителя тел бурильных труб
Изготовитель тел бурильных труб должен эксплуатировать оборудование для высадки и/или для термической обработки тел бурильных труб по всей длине, а также иметь соответствующее оборудование и нести ответственность за их взвешивание и маркировку. Если изготовитель тел бурильных труб изготовляет трубы с высадкой или если высадка и/или термическая обработка выполняются субподрядчиком, то проведение этих операций должно происходить под управлением и контролем изготовителя тел бурильных труб в соответствии с документированной процедурой.
Изготовитель тел бурильных труб должен иметь оборудование для проведения всех требуемых операций контроля и испытаний или любые из этих операций могут быть проведены субподрядчиком вне предприятия. При выполнении таких работ субподрядчиком он должен проводить их под управлением и контролем изготовителя тел бурильных труб в соответствии с документированной процедурой.
7.22 Требования к документации
7.22.1 Документ о качестве
Изготовитель тел бурильных труб должен оформить документ о качестве, содержащий следующие сведения по каждой позиции, указанной в заказе:
a) обозначение настоящего стандарта и год его утверждения;
b) наружный диаметр и толщину стенки тела труб, вид высадки, группу прочности тел бурильных труб, вид термической обработки, длину и предельные отклонения длины, а также другие дополнительные требования, указанные в заказе;
c) указание о том, что тела бурильных труб были изготовлены, подвергнуты контролю и испытаниям в соответствии с настоящим стандартом и полностью соответствуют его требованиям;
d) результаты химического анализа (плавки, изделия и повторного анализа, при необходимости) с указанием массовой доли (%) всех элементов, для которых в настоящем стандарте установлены требования по ограничению содержания, а также других элементов, применяемых изготовителем для обеспечения требуемых механических свойств;
e) результаты испытаний на растяжение, требуемых по настоящему стандарту, включая предел текучести, временное сопротивление и удлинение, с обязательным указанием типа и размера образцов;
f) результаты испытаний на ударный изгиб, если они требуются по настоящему стандарту, включающие:
1) требование к работе удара;
2) размер, расположение и ориентацию образцов для испытаний;
3) температуру проведения испытания;
4) работу удара, измеренную на каждом образце;
5) среднюю работу удара;
6) долю вязкой составляющей в изломе каждого образца (только для информации);
g) результаты других дополнительных испытаний, указанных в заказе.
7.22.2 Перечень тел бурильных труб
Изготовитель тел бурильных труб должен предоставить потребителю перечень изделий с указанием порядкового номера и длины каждого тела бурильной трубы.
7.22.3 Электронный обмен данными
Стандартная документация (7.22.1 и 7.22.2), применяемая в электронной форме в системе обмена электронными данными или распечатанная из нее, должна иметь такую же юридическую силу, как и документация, напечатанная изготовителем тел бурильных труб. Содержание такой документации должно соответствовать требованиям настоящего стандарта и действующим соглашениям между потребителем и изготовителем относительно электронного обмена данными.
7.22.4 Сохранение записей
В таблице А.9 (приложение А) указаны записи, которые должны быть сохранены. Эти записи должны быть сохранены изготовителем тел бурильных труб и предоставлены по запросу потребителя в течение пяти лет со дня покупки тел бурильных труб у изготовителя.
8 Требования к замкам
8.1 Информация, которую должен предоставить потребитель при оформлении заказа на замки
8.1.1 При оформлении заказа на замки, изготовляемые в соответствии с настоящим стандартом, потребитель должен указать в заказе следующие сведения:
1) стандарт | ГОСТ 32696-2014 | |||
2) количество | - | |||
3) тип резьбового упорного соединения замков, предусмотренный настоящим стандартом, или другой тип | 8.2.5, таблица А.1 (приложение А) | |||
4) чертеж ниппеля замка, включая необходимую деталировку | рисунок В.12 (приложение В) | |||
5) чертеж муфты замка, включая необходимую деталировку | рисунок В.12 (приложение В) | |||
6) дату поставки и указания по отгрузке | - | |||
7) необходимость инспекции, проводимой потребителем | приложение C | |||
8) дополнительную документацию | 8.15 | |||
(Измененная редакция, Изм. N 1).
8.1.2 Потребитель может по своему усмотрению указать в заказе следующие требования: | ||||||
1) | специальные предельные отклонения размеров | 8.2.4 | ||||
2) | вид ступенчатого отверстия ниппеля и/или муфты | рисунок В.12. | ||||
3) | вид специальной обработки поверхности резьбы | 8.4.5 | ||||
4) | необходимость приработки резьбового упорного соединения | 8.4.6 | ||||
5) | необходимость твердосплавного поверхностного упрочнения муфты замка: его вид, расположение, размеры и критерии приемки | 8.4.7 | ||||
6) | вид резьбовых предохранителей | 8.4.8 | ||||
7) | необходимость нанесения контрольных меток | 8.4.4 | ||||
8) | необходимость нанесения консервационной смазки | 8.4.8 | ||||
9) | дополнительные требования к маркировке | 8.13 | ||||
10) | альтернативные требования для испытания на ударный изгиб | D.5 SR20 (приложение D) | ||||
11) | уровень требований к продукции PSL-2 или PSL-3 | приложение E | ||||
8.1.3 При первоначальном оформлении заказа на замки, которые должны быть изготовлены в соответствии с настоящим стандартом, для разработки изготовителем конструкторской документации потребитель должен указать в заказе следующие сведения: | ||||||
1) | наружный диаметр тела труб | таблица А.1 (приложение А) | ||||
2) | толщину стенки тела труб t | таблица А.1 (приложение А) | ||||
3) | группу прочности тела бурильных труб | таблица А.1 (приложение А) | ||||
4) | тип резьбового упорного соединения, предусмотренный настоящим стандартом, или другой тип | 8.2.5 и таблица А.1 (приложение А) | ||||
5) | длину ниппеля по наружной поверхности | 6.2.6 и таблица А.1 (приложение А) | ||||
6) | длину муфты по наружной поверхности | 6.2.6 и таблица А.1 (приложение А) | ||||
7) | вид заплечика под элеватор - конический или прямоугольный | 6.2.2 | ||||
8) | общую длину ниппеля | таблица А.1 (приложение А) | ||||
9) | общую длину муфты | таблица А.1 (приложение А) | ||||
10) | направление резьбы - правое или левое | 8.2.5 | ||||
11) | наружный диаметр хвостовиков замка до сварки и окончательной механической обработки | 8.2.4 и рисунок В.12 (приложение В) | ||||
12) | внутренний диаметр хвостовиков замка до сварки и окончательной механической обработки | рисунок В.12 | ||||
13) | угол конического участка ниппеля - 35° или 18° | рисунок В.12 | ||||
14) | радиус сопряжения наружной поверхности хвостовика ниппеля и прилегающей конической поверхности | рисунок В.12 | ||||
8.2 Требования к размерам
8.2.1 Общие положения
Все размеры замков, указанные без предельных отклонений, являются базовыми размерами для проектирования и не подлежат измерению при приемке или отбраковке изделий. Размеры замков, не указанные в настоящем стандарте, устанавливают по выбору изготовителя, если в заказе не указано иное.
8.2.2 Конфигурация
Конфигурация замков должна соответствовать указанной на рисунке В.12 (приложение В).
По согласованию между изготовителем и потребителем замки могут быть изготовлены со ступенчатым отверстием ниппеля и/или муфты (рисунок В.12). |
8.2.3 Тип замков
Замки должны быть изготовлены с резьбовым упорным соединением типов, указанных в таблице А.1 (приложение А), кроме случаев, предусмотренных в 8.2.5.
8.2.4 Размеры замков
Размеры и предельные отклонения размеров замков (рисунок В.12) должны соответствовать размерам и предельным отклонениям, указанным в таблице А.1 и/или заказе.
Наружный диаметр , указанный в таблице А.1 (приложение А) и на рисунке В.1 (приложение В), является наружным диаметром сварной шейки бурильной трубы после приварки замка к телу бурильной трубы и окончательной механической обработки. Наружный диаметр перед сваркой должен быть установлен изготовителем бурильных труб.
Внутренний диаметр муфты замка должен быть установлен изготовителем бурильных труб, но не должен быть менее внутреннего диаметра ниппеля замка
[рисунок В.1 (приложение В)].
Наружный и внутренний диаметры замков (соответственно D и ), указанные в таблице А.1 (приложение А), обеспечивают коэффициент прочности бурильной трубы при кручении не менее 0,8. В заказе могут быть указаны замки другими наружным и внутренним диаметрами, например для комбинированных бурильных колонн или колонн из труб разного наружного диаметра, при этом коэффициент прочности бурильной трубы при кручении может быть другим (рекомендации по расчету коэффициента прочности по стандарту [3]).
8.2.5 Резьбовое упорное соединение
Размеры и предельные отклонения размеров резьбового упорного соединения замков должно соответствовать размерам и предельным отклонениям, указанным в стандартах [1], [2] или ГОСТ 28487**. Резьбовое упорное соединение с правой резьбой считается стандартным. Допускаются другие типы резьбовых упорных соединений, если это указано в заказе. В этом случае размеры, предельные отклонения размеров и коэффициент прочности при кручении должны быть согласованы между потребителем и изготовителем.
8.3 Требования к материалу
8.3.1 Требования к химическому составу
Химический состав стали замков должен соответствовать указанному в таблице А.4.
8.3.2 Требования к механическим свойствам при растяжении
Механические свойства замков при испытании на растяжение должны соответствовать требованиям, указанным в таблице А.5.
Предел текучести ниппеля замков должен соответствовать нагрузке, вызывающей удлинение расчетной длины образца, равное 0,2%.
Примечание - Соответствие требованиям к свойствам при растяжении муфты замков подтверждается контролем твердости.
Дополнительные требования для PSL-3 приведены в приложении Е.
8.3.3 Требования к твердости
Твердость муфты замков должна быть в пределах от 285 HBW до 341 HBW.
Это требование не применимо к разбросу твердости по толщине стенки для PSL-3 (E.3, приложение Е).
Дополнительные требования для PSL-3 приведены в приложении Е.
8.3.4 Требования к работе удара
Работа удара при испытании на ударный изгиб для замков должна быть не менее значений, указанных в таблице А.8 (приложение А). Для одного из образцов допускается работа удара ниже требуемой минимальной средней работы удара, но ни для одного из образцов не допускается работа удара ниже минимального значения, допустимого для отдельного образца.
Дополнительные требования для PSL-3 приведены в приложении Е.
8.4 Способ производства
8.4.1 Процессы, требующие валидации
Процессы, соответствующие заключительным операциям, выполняемым при изготовлении замков, которые определяют их соответствие требованиям настоящего стандарта (кроме требований к химическому составу и размерам), должны пройти процедуру валидации.
Процессами, требующими валидации, являются:
- термическая обработка;
- твердосплавное поверхностное упрочнение, при применении.
8.4.2 Заготовка
Замки должны быть изготовлены из поковок или горячекатаных заготовок.
8.4.3 Термическая обработка
Термическая обработка должна проводиться в соответствии с документированной процедурой. В процедуре должно быть указано допустимое число повторных операций термической обработки.
Замки должны быть подвергнуты закалке и отпуску.
8.4.4 Нарезание резьбы
Если в заказе не указано иное, то резьбовое упорное соединение замков, должно соответствовать требованиям стандартов [1], [2] или ГОСТ 28487**. Если это указано в заказе, на наружную поверхность ниппеля замков наносят контрольные метки в соответствии с требованиями стандартов [1] и [2]. |
8.4.5 Обработка поверхности резьбы для уменьшения заедания
Для уменьшения заедания при свинчивании или развинчивании замков на поверхность резьбы наносят специальное покрытие, например фосфатное, медное или другое соответствующее покрытие. Если в заказе не указано иное, то вид (материал) и способ нанесения покрытия выбирает изготовитель. Нанесение покрытия должно проводиться в соответствии с документированной процедурой.
8.4.6 Приработка
Если это указано в заказе, то изготовителем должна быть проведена приработка резьбовых упорных соединений замков в соответствии с документированной процедурой.
Приработка состоит из троекратного свинчивания и развинчивания соединения замка с установленным моментом и использованием соответствующей резьбовой смазки [3].
8.4.7 Твердосплавное поверхностное упрочнение
По согласованию между потребителем и изготовителем может быть выполнено твердосплавное поверхностное упрочнение муфт замков (рисунок В.1, приложение В). Вид упрочнения, его расположение, размеры, предельные отклонения размеров и критерии приемки должны быть указаны в заказе, а его нанесение должно быть выполнено в соответствии с документированной процедурой.
Примечание - При выполнении твердосплавного поверхностного упрочнения уменьшается длина наружной поверхности муфты замка, доступная для захвата ключом.
8.4.8 Защита резьбовых соединений
При погрузочно-разгрузочных операциях и транспортировании замков должна быть исключена возможность повреждения поверхности резьбы, упорных поверхностей и торцов хвостовиков. |
Если в заказе не указано иное, то изготовитель должен обеспечить защиту резьбовых соединений замков на период транспортирования и хранения и выбрать тип резьбовых предохранителей.
Если это указано в заказе, на поверхность резьбы, упорные поверхности и торцы хвостовиков замков должна быть нанесена консервационная смазка. Вид смазки выбирает изготовитель замков. |
8.5 Прослеживаемость
Изготовитель замков должен установить и соблюдать процедуры, обеспечивающие сохранение идентификации плавки всех замков, изготовленных по настоящему стандарту. Идентификация партии должна быть сохранена до окончания проведения всех необходимых испытаний, предусмотренных для партии, и документирования соответствия установленным требованиям. В процедурах должны быть предусмотрены способы прослеживаемости каждого замка до соответствующей плавки и до результатов химического анализа, механических испытаний и контроля.
Примечание - Поскольку замки из одной плавки могут быть подвергнуты термической обработке в разных партиях, то для одной плавки может быть более одной записи результатов механических испытаний.
8.6 Контроль и испытания. Общие положения
8.6.1 Поверка, проверка и калибровка контрольного и испытательного оборудования
Изготовитель должен установить и документировать периодичность и процедуры поверки, проверки и калибровки оборудования (включая случаи возникновения неповеренного и некалиброванного состояния и их влияние на изделия) для того, чтобы подтвердить соответствие изделий требованиям настоящего стандарта.
8.6.2 Партия термообработанных изделий
Партия должна состоять из ниппелей или муфт замков с одинаковыми заданными размерами, подвергавшихся термической обработке по одинаковому режиму как части непрерывного процесса (или периодического процесса). Партия изделий должна быть изготовлена из стали одной плавки или разных плавок, объединенных в соответствии с документированной процедурой, обеспечивающей выполнение требований настоящего стандарта.
8.7 Контроль химического состава
8.7.1 Общие положения
Химический анализ стали должен проводить изготовитель стали или изготовитель замков на пробах, отобранных от горячекатаных заготовок, поковок, неготовых или готовых изделий.
8.7.2 Анализ изделия
Каждая плавка стали, используемая для изготовления замков, должна быть подвергнута количественному анализу для определения содержания фосфора и серы, а также других элементов, используемых изготовителем для обеспечения требуемых механических свойств.
8.7.3 Метод анализа
Химический анализ стали может быть проведен любым методом, обычно применяемым для этой цели, таким как эмиссионная спектроскопия, рентгеновская эмиссионная спектроскопия, атомно-абсорбционный метод, методы сжигания проб или влажные аналитические процедуры и др. Применяемые способы калибровки оборудования должны обеспечивать прослеживаемость до утвержденных стандартных образцов материалов. В спорных случаях химический анализ проводят в соответствии со стандартами [21] или [22].
8.8 Испытание на растяжение
8.8.1 Метод испытания
Испытание на растяжение проводят при комнатной температуре в соответствии с ГОСТ 10006 или стандартом [6].
8.8.2 Поверка испытательного оборудования
Не ранее, чем за 15 мес до проведения испытания должна быть проведена поверка испытательных машин в соответствии со стандартом [7] или [8]. Не ранее чем за 15 мес до проведения испытания должна быть проведена поверка экстензометров в соответствии со стандартом [9] или [10]. Записи должны быть сохранены в соответствии с 6.17.4 и таблицей А.9 (приложение А).
8.8.3 Образцы для испытаний
Для испытания на растяжение от ниппеля замка после окончательной термической обработки отбирают один образец, как показано на рисунке В.13 а (приложение В). Образец может быть отобран от неготового изделия (т.е. до нарезания резьбы, механической обработки или поверхностного упрочнения).
По согласованию между потребителем и изготовителем должны быть проведены испытания на растяжение для муфт замков. В этом случае условия испытания также должны быть согласованы.
Испытания проводят на цилиндрических образцах диаметром 12,5 мм.
Если сечение ниппеля на указанном участке для отбора проб недостаточно для изготовления образца диаметром 12,5 мм, могут быть использованы образцы диаметром 9,0 мм или 6,5 м. Должны быть использованы образцы наибольшего возможного диаметра.
Если сечение ниппеля на указанном участке для отбора пробы недостаточно для изготовления образца диаметром 6,5 мм с расчетной длиной 25,0 мм, то испытание на растяжение не требуется, но должен быть проведен контроль твердости для ниппелей в соответствии с 8.9.
8.8.4 Периодичность испытаний
Периодичность испытаний на растяжение для ниппелей замков должна соответствовать указанной в таблице А.10 (приложение А).
Дополнительные требования для PSL-3 приведены в приложении Е.
8.8.5 Испытание на растяжение для контроля плавки
Для каждой плавки стали, используемой изготовителем для производства ниппелей замков по настоящему стандарту, в качестве контрольного испытания должно быть проведено одно испытание на растяжение. Записи по этому испытанию должны быть доступны для потребителя.
Контрольные испытания для плавки могут также считаться испытаниями для партий изделий из этой плавки.
(Измененная редакция, Изм. N 1).
8.8.6 Повторное испытание
Если результаты первоначального испытания на растяжение не соответствуют установленным требованиям, то изготовитель может испытать два дополнительных образца от того же ниппеля замка. Если оба дополнительных образца выдержали испытание, то партия должна быть принята.
Если результаты испытания, хотя бы одного из дополнительных образцов не соответствуют установленным требованиям, изготовитель может испытать образцы от трех дополнительных ниппелей из той же партии. Если образцы от всех трех дополнительных ниппелей выдержали испытание, партия должна быть принята. Если хотя бы один из этих образцов не соответствует установленным требованиям, партия должна быть забракована. Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
8.8.7 Дефектные образцы
Образцы с несовершенствами материала или некачественной подготовкой, обнаруженными до или после испытаний, могут быть забракованы и заменены другими образцами, которые должны быть приняты в качестве исходных. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют требуемым свойствам при испытании на растяжение.
8.9 Контроль твердости
8.9.1 Метод контроля
Контроль твердости по толщине стенки проводят по методу Бринелля при комнатной температуре по ГОСТ 9012 или стандарту [11].
8.9.2 Образцы для контроля
Образец для контроля твердости отбирают от муфты замка после окончательной термической обработки таким образом, чтобы можно было выполнить один отпечаток так, как показано на рисунке В.13 a (приложение В). Образцы могут быть отобраны от неготовых изделий (т.е. до нарезания резьбы, механической обработки или поверхностного упрочнения).
Если из участка ниппеля замка, указанного для отбора проб (8.8.3), невозможно изготовить требуемый образец для испытания на растяжение, то должен быть проведен контроль твердости на ниппеле, как показано на рисунке В.13 b (приложение В).
8.9.3 Периодичность контроля
Периодичность контроля твердости для муфт замков должна соответствовать указанной в таблице А.10 (приложение А).
Если сечения ниппеля замка недостаточно для отбора проб для испытания на растяжение и требуется проведение контроля твердости для ниппелей, то этот контроль должен быть проведен с такой же периодичностью, что испытание на растяжение (таблица А.10).
8.9.4 Контроль твердости для плавки
Для каждой плавки стали, используемой изготовителем для производства муфт замков (и при необходимости для ниппелей), в качестве контрольного испытания должен быть проведен один контроль твердости. Записи по этому контролю должны быть доступны для потребителя.
Контроль твердости для плавки может также считаться контролем для партий изделий из этой плавки.
(Измененная редакция, Изм. N 1).
8.9.5 Повторный контроль
Если твердость муфты замка (или ниппеля), представляющей партию, не соответствует установленным требованиям, то может быть проведен повторный контроль твердости. Для этого должны быть сделаны два дополнительных измерения на расстоянии, равном приблизительно трем диаметрам отпечатка по обе стороны от участка первоначального контроля. Если результаты обоих дополнительных измерений удовлетворяют установленным требованиям, то партия должна быть принята.
Если результат хотя бы одного из дополнительных измерений не соответствует установленным требованиям, изготовитель может выбрать для дополнительного контроля три муфты из той же партии. Если результаты контроля для всех трех муфт соответствуют требованиям, то партия должна быть принята. Если хотя бы один из результатов контроля не соответствует установленным требованиям, то партия должна быть забракована. Забракованная партия может быть повторно термообработана и подвергнута контролю как новая партия.
8.10 Испытание на ударный изгиб
8.10.1 Метод испытания
Испытанию должен быть подвергнут комплект из трех продольных образцов, отобранных от муфты и ниппеля замка. Испытание на ударный изгиб проводят по методу Шарпи на образцах с V-образным надрезом при температуре (21±3)°С в соответствии со стандартами [6] и [14]. Альтернативные стандартные температуры испытания указаны в D.5 SR20 (приложение D), температуры для PSL-3 - в таблице А.8 (приложение А).
Допускается проведение испытаний при более низкой температуре, чем заданная температура, при условии соответствия требованиям к работе удара, установленным для заданной температуры.
Определение доли вязкой составляющей в изломе образцов после испытаний должно быть проведено в соответствии со стандартом [14]. |
Дополнительные требования для PSL-3 приведены в приложении Е.
8.10.2 Размеры и ориентация образцов
Образцы для испытаний на ударный изгиб с V-образным надрезом отбирают от муфты и ниппеля замка после окончательной термической обработки, как показано на рисунке В.13 с (приложение В). Образцы могут быть отобраны от неготовых изделий (т.е. до нарезания резьбы, механической обработки или поверхностного упрочнения).
Для испытания на ударный изгиб выбирают образец наибольшего возможного размера из указанных в таблице А.11 (приложение А) для минимального наружного диаметра (при необходимости с округлением до ближайшего меньшего диаметра) и толщины стенки испытуемого участка изделия. Размер наименьшего образца должен быть равен 10,0x5,0 мм.
Образцы отбирают в направлении параллельном оси муфты или ниппеля замка, надрез образца должен быть ориентирован в радиальном направлении, как показано на рисунке В.13 с (приложение В).
8.10.3 Периодичность испытаний
Периодичность испытаний на ударный изгиб для муфт и ниппелей замков должна соответствовать указанной в таблице А.10 (приложение А).
Дополнительные требования для PSL-3 приведены в приложении Е.
8.10.4 Контрольное испытание для плавки
Для каждой плавки стали, используемой изготовителем замков, в качестве контрольного испытания должно быть проведено одно испытание на ударный изгиб. Записи по испытанию должны быть доступны для потребителя.
Контрольные испытания для плавки могут также считаться испытаниями для партий изделий из этой плавки.
(Измененная редакция, Изм. N 1).
8.10.5 Повторные испытания
Если результаты испытаний не соответствуют требованиям 8.3.4, но при этом работа удара только одного из образцов ниже требуемого минимального значения для отдельного образца, изготовитель может по своему усмотрению забраковать партию или провести повторное испытание дополнительного комплекта из трех образцов, отобранных от той же пробы. Работа удара всех трех дополнительных образцов должна быть равна или превышать минимальную среднюю работу удара, указанную в таблице А.8, или партия должна быть забракована. Если в исходной пробе недостаточно материала для изготовления дополнительных образцов, допускается отбор образцов от другого ниппеля или муфты замка из той же партии.
Если при первоначальном испытании работа удара двух образцов ниже требуемого минимального значения для отдельного образца, изготовитель может забраковать партию или провести повторное испытание дополнительных комплектов из трех образцов, отобранных от каждого из трех дополнительных изделий той же партии. Если результаты испытаний дополнительных комплектов образцов не соответствуют требованиям первоначального испытания, то партия должна быть забракована.
Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
8.10.6 Дефектные образцы
Образцы с несовершенствами материала или некачественной подготовкой, обнаруженными до или после испытаний, могут быть забракованы и заменены другими образцами, которые должны быть приняты в качестве исходных. Образцы не должны считаться дефектными только потому, что результаты их испытаний не соответствуют требованиям к минимальной работе удара.
8.11 Несовершенства и дефекты
8.11.1 Общие положения
Замки не должны иметь дефектов, определенных в настоящем стандарте. Маркировка клеймением не должна считаться дефектом.
8.11.2 Дефекты поверхности
На поверхности резьбы и соответствующей противоположной поверхности (наружной поверхности, противоположной внутренней резьбе муфты, и внутренней поверхности, противоположной наружной резьбе ниппеля), а также на упорных поверхностях резьбового соединения замков любое несовершенство должно считаться дефектом.
На поверхностях, не указанных выше:
- любое линейное несовершенство должно считаться дефектом;
- любое нелинейное несовершенство, размер которого более 25% длины окружности или глубина более 3,2 мм, должно считаться дефектом.
8.11.3 Закалочные трещины
Закалочные трещины должны считаться дефектами.
8.11.4 План контроля процесса
Изготовитель с учетом особенностей технологии производства и требований 8.11 должен разработать и соблюдать план контроля процесса, обеспечивающий выполнение указанных в настоящем подразделе требований.
8.12 Неразрушающий контроль
8.12.1 Общие положения
Все операции неразрушающего контроля (кроме визуального контроля), предусмотренные настоящим стандартом, должны проводиться персоналом, аттестованным в соответствии со стандартом [15] или [16].
Если это указано в заказе, то неразрушающий контроль замков, проводимый потребителем и/или контроль в присутствии представителя потребителя, проводят в соответствии с приложением С.
Контроль, проводимый по 8.12, не должен рассматриваться как обеспечивающий обязательное соответствие изделий требованиям, установленным в 8.11.
Изготовитель должен установить необходимую периодичность проверки оборудования неразрушающего контроля для того, чтобы подтвердить соответствие изделий требованиям настоящего стандарта.
Если оборудование, калибровку или проверку которого проводят в соответствии с положениями настоящего стандарта, подвергалось воздействию необычных или неблагоприятных условий эксплуатации, что может поставить под сомнение его точность, то перед дальнейшим применением оборудования должна быть проведена его повторная калибровка или проверка.
8.12.2 Влажный магнитопорошковый контроль
Наружную и внутреннюю поверхности каждого замка после термической обработки и нарезания резьбы подвергают влажному магнитопорошковому контролю для выявления продольных и поперечных несовершенств в соответствии со стандартом [17] или [18]. Контроль должен быть проведен в соответствии с документированной процедурой. Концентрацию частиц магнитного порошка проверяют каждые 8 ч или в начале каждой смены. Минимальная интенсивность ультрафиолетового излучения на контролируемой поверхности должна быть не менее 1000 мкВт/см.
8.12.3 Удаление дефектов
Дефекты должны быть основанием для отбраковки замков или полностью удалены шлифованием или механической обработкой в соответствии с документированной процедурой, обеспечивающей соответствие требованиям 8.2. Все операции шлифования должны быть выполнены с плавными переходами. Для проверки полноты удаления дефектов после шлифования или механической обработки замки должны быть подвергнуты повторному контролю тем же методом, которым были обнаружены данные дефекты.
8.13 Маркировка
8.13.1 Общие положения
Маркировка замков должна быть выполнена изготовителем замков в соответствии с 8.13.2, если замки заказаны как отдельные изделия. Если замки производит изготовитель бурильных труб, то маркировка замков может быть выполнена способом, отличающимся от описанного в 8.13.2, при условии соблюдения требований по прослеживаемости.
По выбору изготовителя или по требованию, указанному в заказе, на замки может быть нанесена дополнительная маркировка. Маркировка замков в опознавательном пазе и фрезерованными канавками должна быть выполнена в соответствии с требованиями стандарта [3].
Знаки маркировки не должны перекрываться и должны быть нанесены способом, исключающим повреждение замков.
8.13.2 Маркировка клеймением
На наружную поверхность ниппеля и муфты каждого замка должна быть нанесена следующая маркировка клеймением шрифтами 6-ПРЗ или 8-ПРЗ по ГОСТ 26.008**:
a) наименование или товарный знак изготовителя замков;
b) левое направление резьбы - LH, при применении;
c) тип резьбового упорного соединения в соответствии с таблицей А.1 (приложение А) или для соединений, не предусмотренных таблицей А.1, обозначение, согласованное между изготовителем и потребителем;
d) обозначение настоящего стандарта, без года ввода в действие;
e) дата изготовления (месяц и год), обозначенная трех- или четырехзначным числом, первые одна или две цифры которого означают месяц, а последующие две цифры - год, в течение которых нанесена маркировка в соответствии с разделом 8;
f) дополнительные требования SR20, при применении;
g) L2 или L3 (означающие соответственно PSL-2 или PSL-3), в зависимости от того, что применимо;
h) идентификационный код, содержащий номер плавки и номер партии по нумерации, принятой изготовителем замков (требования к прослеживаемости - см. 8.5).
Пример - Замок, изготовленный компанией Z, с левым направлением резьбы LH, с резьбовым упорным соединением NC50, по ГОСТ ... в августе 2007 г. (807), с идентификационным кодом XY (X - номер плавки; Y - номер партии) должен иметь следующую маркировку клеймением (в одну или несколько строк):
Z LH NC50 ГОСТ ... 807 XY.
8.14 Минимальные требования к оборудованию изготовителя замков
Изготовитель замков должен иметь оборудование для термической обработки и/или нарезания резьбы на замках, а также иметь и нести ответственность за соответствующее оборудование для маркировки замков. Если изготовитель замков покупает заготовку для замков в термообработанном состоянии или термическую обработку замков или нарезание резьбы на замках выполняет субподрядчик, то проведение этих операций должно происходить под управлением и контролем изготовителя замков в соответствии с документированной процедурой.
Изготовитель замков должен иметь оборудование для проведения всех требуемых операций контроля и испытаний или любые из этих операций могут быть проведены субподрядчиком вне предприятия. Если работы выполняет субподрядчик, он должен проводить их под управлением и контролем изготовителя замков в соответствии с документированной процедурой.
8.15 Требования к документации на замки
8.15.1 Документ о качестве
Изготовитель замков должен оформить документ о качестве, содержащий следующие данные для каждой позиции, указанной в заказе:
a) обозначение настоящего стандарта, по которому были изготовлены замки, с годом ввода его в действие;
b) наружный и внутренний диаметры замков, длины ниппеля и муфты по наружной поверхности;
c) тип резьбового упорного соединения, вид термической обработки и другие необходимые требования, указанные в заказе;
d) указание о том, что замки были изготовлены, подвергнуты контролю и испытаниям в соответствии с настоящим стандартом и полностью соответствуют его требованиям;
e) результаты химического анализа с указанием массовой доли (%) всех элементов, для которых в настоящем стандарте установлены требования по ограничению содержания, а также других элементов, применяемых изготовителем для обеспечения требуемых механических свойств;
f) результаты испытаний на растяжение, требуемых по настоящему стандарту, включая предел текучести, временное сопротивление и удлинение с обязательным указанием типа и размера образцов;
g) результаты испытаний на ударный изгиб, если они требуются по настоящему стандарту, включающие:
1) требование к работе удара;
2) размер, расположение и ориентацию образцов для испытаний;
3) номинальную температуру, при которой проводилось испытание;
4) работу удара, измеренную на каждом образце;
5) среднюю работу удара;
6) долю вязкой составляющей в изломе каждого образца (только для информации);
h) результаты контроля твердости (включая метод контроля, критерии приемки, а также расположение образцов);
i) результаты любых других испытаний по дополнительным требованиям, указанным в заказе.
8.15.2 Электронный обмен данными
Обязательная документация (8.15.1), применяемая в электронной форме в системе обмена электронными данными или распечатанная из нее, имеет такую же юридическую силу, как и документация, напечатанная изготовителем замков. Содержание такой документации должно соответствовать требованиям настоящего стандарта и действующим соглашениям между потребителем и изготовителем относительно электронного обмена данными.
8.15.3 Сохранение записей
В таблице А.9 (приложение А) указаны записи, которые должны быть сохранены. Эти записи должны быть сохранены изготовителем замков и предоставлены по запросу потребителя в течение пяти лет со дня покупки замков у изготовителя.
Приложение A
(обязательное)
Таблицы
Таблица А.1 - Виды бурильных труб, основные размеры и масса
В миллиметрах
Тело бурильной трубы | Сварная шейка | Замок | Приблизи- | ||||||||||
Наруж- | Тол- | Группа проч- | Наружный диаметр сварного соеди- | Тип резьбового упорного соединения | Наруж- | Внут- | Длина ниппеля по наружной поверх- | Общая длина нип- | Длина муфты по наруж- | Общая длина муфты | Диаметр фаски упорных поверх- | Радиус скругле- ния прямо-
| |
Бурильные трубы с внутренней высадкой (IU) | |||||||||||||
73,02 | 9,19 | D, E | 76,2 | NC26, З-73 | 95,2 | 31,8 | 180,0 | 314,0 | 204,0 | 273,0 | 90,9 | 4,8 | 16,18 |
88,90 | 9,35 | D, E | 92,1 | NC31, З-86 | 108,0 | 44,5 | 180,0 | 327,0 | 230,0 | 300,0 | 100,4 | 4,8 | 20,48 |
88,90 | 11,40 | D, E | 92,1 | NC31, З-86 | 108,0 | 41,3 | 180,0 | 327,0 | 230,0 | 300,0 | 100,4 | 4,8 | 23,81 |
101,60 | 8,38 | D, E | 106,4 | NC40, З-108 | 133,4 | 71,4 | 177,8 | 357,0 | 254,0 | 340,0 | 127,4 | 6,4 | 22,42 |
101,60 | 8,38 | X | 106,4 | NC40, З-108 | 133,4 | 68,3 | 177,8 | 357,0 | 254,0 | 340,0 | 127,4 | 6,4 | 22,76 |
101,60 | 8,38 | G | 106,4 | NC40, З-108 | 139,7 | 61,9 | 177,8 | 357,0 | 254,0 | 340,0 | 127,4 | 6,4 | 23,61 |
101,60 | 8,38 | S | 106,4 | NC40, З-108 | 139,7 | 50,8 | 177,8 | 357,0 | 254,0 | 340,0 | 127,4 | 6,4 | 24,03 |
114,30 | 6,88 | D, E | 119,1 | NC46, З-122 | 152,4 | 85,7 | 177,8 | 357,0 | 254,0 | 340,0 | 145,3 | 6,4 | 22,50 |
Бурильные трубы с наружной высадкой (EU) | |||||||||||||
60,32 | 7,11 | D, E | 65,1 | NC26, З-73 | 85,7 | 44,5 | 177,8 | 315,0 | 203,2 | 275,0 | 83,0 | 4,8 | 10,45 |
60,32 | 7,11 | X, G | 65,1 | NC26, З-73 | 85,7 | 44,5 | 177,8 | 315,0 | 203,2 | 275,0 | 83,0 | 4,8 | 10,58 |
73,02 | 9,19 | D, E | 81,0 | NC31, З-86 | 104,8 | 54,0 | 177,8 | 327,0 | 228,6 | 300,0 | 100,4 | 4,8 | 16,25 |
73,02 | 9,19 | X, G | 81,0 | NC31, З-86 | 104,8 | 50,8 | 177,8 | 327,0 | 228,6 | 300,0 | 100,4 | 4,8 | 16,50 |
73,02 | 9,19 | S | 81,0 | NC31, З-86 | 111,1 | 41,3 | 177,8 | 327,0 | 228,6 | 300,0 | 100,4 | 4,8 | 17,19 |
88,90 | 6,45 | D, E | 98,4 | NC38, З-102 | 120,7 | 68,3 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 15,77 |
88,90 | 9,35 | D, E | 98,4 | NC38, З-102 | 120,7 | 68,3 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 20,77 |
88,90 | 9,35 | X | 98,4 | NC38, З-102 | 127,0 | 65,1 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 21,76 |
88,90 | 9,35 | G | 98,4 | NC38, З-102 | 127,0 | 61,9 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 21,90 |
Бурильные трубы с наружной высадкой (EU) | |||||||||||||
88,90 | 9,35 | S | 98,4 | NC38, З-102 | 127,0 | 54,0 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 22,22 |
88,90 | 11,40 | D, E | 98,4 | NC38, З-102 | 127,0 | 65,1 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 24,67 |
88,90 | 11,40 | X | 98,4 | NC38, З-102 | 127,0 | 61,9 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 25,07 |
88,90 | 11,40 | G | 98,4 | NC38, З-102 | 127,0 | 54,0 | 203,2 | 365,0 | 266,7 | 337,0 | 116,3 | 4,8 | 25,38 |
88,90 | 11,40 | S | 98,4 | NC40, З-108 | 139,7 | 57,2 | 203,2 | 365,0 | 266,7 | 337,0 | 127,4 | 6,4 | 26,19 |
101,60 | 8,38 | D, E | 114,3 | NC46, З-122 | 152,4 | 82,6 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 23,67 |
101,60 | 8,38 | X, G | 114,3 | NC46, З-122 | 152,4 | 82,6 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 24,12 |
101,60 | 8,38 | S | 114,3 | NC46, З-122 | 152,4 | 76,2 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 24,46 |
114,30 | 6,88 | D, E | 127,0 | NC50, З-133 | 168,3 | 95,3 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 23,65 |
114,30 | 8,56 | D, E | 127,0 | NC50, З-133 | 168,3 | 95,3 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 27,51 |
114,30 | 8,56 | X, G | 127,0 | NC50, З-133 | 168,3 | 95,3 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 28,07 |
114,30 | 8,56 | S | 127,0 | NC50, З-133 | 168,3 | 88,9 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 28,47 |
114,30 | 10,92 | D, E | 127,0 | NC50, З-133 | 168,3 | 92,1 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 32,93 |
114,30 | 10,92 | X, G | 127,0 | NC50, З-133 | 168,3 | 88,9 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 33,63 |
114,30 | 10,92 | S | 127,0 | NC50, З-133 | 168,3 | 76,2 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 34,34 |
Бурильные трубы с комбинированной высадкой (IEU) | |||||||||||||
114,30 | 8,56 | D, E | 119,1 | NC46, З-122 | 158,8 | 82,6 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 27,36 |
114,30 | 8,56 | X, G | 119,1 | NC46, З-122 | 158,8 | 76,2 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 27,73 |
114,30 | 8,56 | S | 119,1 | NC46, З-122 | 158,8 | 69,9 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 28,04 |
114,30 | 10,92 | D, E | 119,1 | NC46, З-122 | 158,8 | 76,2 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 32,94 |
114,30 | 10,92 | X | 119,1 | NC46, З-122 | 158,8 | 69,9 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 33,69 |
114,30 | 10,92 | G | 119,1 | NC46, З-122 | 158,8 | 63,5 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 33,97 |
Бурильные трубы с комбинированной высадкой (IEU) | |||||||||||||
114,30 | 10,92 | S | 119,1 | NC46, З-122 | 158,8 | 57,2 | 177,8 | 358,0 | 254,0 | 340,0 | 145,3 | 6,4 | 34,23 |
127,00 | 9,19 | D, E | 130,2 | NC50, З-133 | 168,3 | 95,3 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 31,79 |
127,00 | 9,19 | X | 130,2 | NC50, З-133 | 168,3 | 88,9 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 32,58 |
127,00 | 9,19 | G | 130,2 | NC50, З-133 | 168,3 | 82,6 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 32,95 |
127,00 | 9,19 | S | 130,2 | NC50, З-133 | 168,3 | 69,9 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 33,60 |
127,00 | 9,19 | E | 130,2 | 5 1/2 FH, З-147 | 177,8 | 95,3 | 203,2 | 400,0 | 254,0 | 360,0 | 170,7 | 6,4 | 33,22 |
127,00 | 9,19 | X, G | 130,2 | 5 1/2 FH, З-147 | 177,8 | 95,3 | 203,2 | 400,0 | 254,0 | 360,0 | 170,7 | 6,4 | 33,61 |
127,00 | 9,19 | S | 130,2 | 5 1/2 FH, З-147 | 184,2 | 88,9 | 203,2 | 400,0 | 254,0 | 360,0 | 170,7 | 6,4 | 34,89 |
127,00 | 12,70 | D, E | 130,2 | NC50, З-133 | 168,3 | 88,9 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 40,73 |
127,00 | 12,70 | X | 130,2 | NC50, З-133 | 168,3 | 76,2 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 41,80 |
127,00 | 12,70 | G | 130,2 | NC50, З-133 | 168,3 | 69,9 | 177,8 | 358,0 | 254,0 | 340,0 | 154,0 | 6,4 | 42,11 |
127,00 | 12,70 | E | 130,2 | 5 1/2 FH, З-147 | 177,8 | 88,9 | 203,2 | 390,0 | 254,0 | 360,0 | 170,7 | 6,4 | 42,14 |
127,00 | 12,70 | X | 130,2 | 5 1/2 FH, З-147 | 177,8 | 88,9 | 203,2 | 400,0 | 254,0 | 360,0 | 170,7 | 6,4 | 42,51 |
127,00 | 12,70 | G | 130,2 | 5 1/2 FH, З-147 | 184,2 | 88,9 | 203,2 | 400,0 | 254,0 | 360,0 | 170,7 | 6,4 | 43,35 |
127,00 | 12,70 | S | 130,2 | 5 1/2 FH, З-147 | 184,2 | 82,6 | 203,2 | 400,0 | 254,0 | 360,0 | 170,7 | 6,4 | 43,75 |
139,70 | 9,17 | D, E | 144,5 | 5 1/2 FH, З-147 | 177,8 | 101,6 | 203,2 | 400,0 | 254,0 | 340,0 | 170,7 | 6,4 | 35,43 |
139,70 | 9,17 | X | 144,5 | 5 1/2 FH, З-147 | 177,8 | 95,3 | 203,2 | 400,0 | 254,0 | 340,0 | 170,7 | 6,4 | 36,36 |
139,70 | 9,17 | G | 144,5 | 5 1/2 FH, З-147 | 184,2 | 88,9 | 203,2 | 400,0 | 254,0 | 340,0 | 170,7 | 6,4 | 37,61 |
139,70 | 9,17 | S | 144,5 | 5 1/2 FH, З-147 | 190,5 | 76,2 | 203,2 | 400,0 | 254,0 | 340,0 | 180,2 | 6,4 | 39,27 |
139,70 | 10,54 | D, E | 144,5 | 5 1/2 FH, З-147 | 177,8 | 101,6 | 203,2 | 400,0 | 254,0 | 340,0 | 170,7 | 6,4 | 39,19 |
139,70 | 10,54 | X, G | 144,5 | 5 1/2 FH, З-147 | 184,2 | 88,9 | 203,2 | 400,0 | 254,0 | 340,0 | 170,7 | 6,4 | 41,32 |
139,70 | 10,54 | S | 144,5 | 5 1/2 FH, З-147 | 190,5 | 76,2 | 203,2 | 400,0 | 254,0 | 340,0 | 180,2 | 6,4 | 42,97 |
Бурильные трубы с комбинированной высадкой (IEU) | |||||||||||||
168,28 | 8,38 | Е | 176,2 | 6 5/8 FH, З-171 | 203,2 | 127,0 | 203,2 | 400,0 | 279,4 | 350,0 | 195,7 | 6,4 | 41,03 |
168,28 | 8,38 | X | 176,2 | 6 5/8 FH, З-171 | 203,2 | 127,0 | 203,2 | 400,0 | 279,4 | 350,0 | 195,7 | 6,4 | 41,03 |
168,28 | 8,38 | G | 176,2 | 6 5/8 FH, З-171 | 209,6 | 120,7 | 203,2 | 400,0 | 279,4 | 350,0 | 195,7 | 6,4 | 42,60 |
168,28 | 8,38 | S | 176,2 | 6 5/8 FH, З-171 | 215,9 | 108,0 | 203,2 | 400,0 | 279,4 | 360,0 | 195,7 | 6,4 | 44,73 |
168,28 | 9,19 | Е | 176,2 | 6 5/8 FH, З-171 | 203,2 | 127,0 | 203,2 | 400,0 | 279,4 | 350,0 | 195,7 | 6,4 | 43,79 |
168,28 | 9,19 | X, G | 176,2 | 6 5/8 FH, З-171 | 209,6 | 120,7 | 203,2 | 400,0 | 279,4 | 350,0 | 195,7 | 6,4 | 45,35 |
168,28 | 9,19 | S | 176,2 | 6 5/8 FH, З-171 | 215,9 | 108,0 | 203,2 | 400,0 | 279,4 | 360,0 | 195,7 | 6,4 | 47,48 |
Примечание - Основные размеры показаны на рисунке В.1. | |||||||||||||
Таблица А.1 (Измененная редакция, Изм. N 1).
Таблица А.2 - Предельные отклонения наружного диаметра тел бурильных труб
В миллиметрах
Наружный диаметр тела трубы | Предельное отклонение |
Тело трубы | |
До 101,60 включ. | ±0,79 |
Св. 101,60 | +1,0% |
Тело бурильной трубы за переходным участком высадки | |
До 88,90 включ. | +2,38 |
Св. 88,90 до 127,00 включ. | +2,78 |
Св. 127,00 | +3,18 |
| |
Таблица А.2 (Измененная редакция, Изм. N 1).
Таблица А.3 - Длина бурильных труб
В метрах
Длина бурильных труб L | Группа длин 1 | Группа длин 2 | Группа длин 3 |
От 6,10 до 7,01 | От 8,84 до 9,75 | От 12,19 до 13,72 | |
Ограничения для не менее 95% труб от заказа | |||
максимальная разница длин | 0,61 | - | - |
минимальная длина | 6,40 | - | - |
Ограничения для не менее 90% труб от заказа | |||
максимальная разница длин | - | 0,61 | 0,91 |
минимальная длина | - | 9,14 | 12,19 |
| |||
Таблица А.4 - Требования к химическому составу
Элемент бурильной трубы, группа прочности | Фосфор, %, не более | Сера, %, не более |
Тело бурильной трубы, D и E | 0,030 | 0,020 |
Тело бурильной трубы, X, G и S | 0,020 | 0,015 |
Замок | 0,020 | 0,015 |
Таблица А.5 - Требования к свойствам при испытании на растяжение
Элемент бурильной трубы и группа прочности | Предел текучести | Временное сопротивление | Удлинение | |
не менее | не более | не менее | не менее | |
Тело бурильной трубы | ||||
D | 379 | - | 655 | |
E | 517 | 724 | 689 | |
X | 655 | 862 | 724 | |
G | 724 | 931 | 793 | |
S | 931 | 1138 | 1000 | |
Замок | 827 | 1138 | 965 | 13 |
| ||||
Таблица А.5 (Измененная редакция, Изм. N 1).
Таблица А.6 - Общее удлинение расчетной длины образца при достижении предела текучести для тел бурильных труб
Группа прочности тел бурильных труб | Общее удлинение расчетной длины образца, % |
D, E, X | 0,5 |
G | 0,6 |
S | 0,7 |
Таблица А.7 - Требования к удлинению для тел труб
Образец для испытания на растяжение | Удлинение | |||||||
Площадь поперечного сечения тела трубы | Заданная толщина стенки тела трубы t, мм, для образца шириной, мм | Группы прочности | ||||||
19,0 | 25,0 | 38,0 | D | E | X | G | S | |
490 | - | - | От 12,77 | 20 | 19 | 18 | 16 | 13 |
480 | - | - | 12,51-12,76 | 20 | 19 | 18 | 16 | 13 |
470 | - | - | 12,24-12,50 | 19 | 19 | 18 | 16 | 13 |
460 | - | - | 11,98-12,23 | 19 | 18 | 18 | 16 | 13 |
450 | - | - | 11,72-11,97 | 19 | 18 | 18 | 16 | 13 |
440 | - | - | 11,45-11,71 | 19 | 18 | 18 | 16 | 13 |
430 | - | - | 11,19-11,44 | 19 | 18 | 17 | 16 | 13 |
420 | - | - | 10,93-11,18 | 19 | 18 | 17 | 16 | 13 |
410 | - | - | 10,66-10,92 | 19 | 18 | 17 | 16 | 13 |
400 | - | - | 10,40-10,65 | 19 | 18 | 17 | 16 | 13 |
390 | - | - | 10,14-10,39 | 19 | 18 | 17 | 16 | 13 |
380 | - | - | 9,87-10,13 | 19 | 18 | 17 | 16 | 13 |
370 | - | - | 9,61-9,86 | 19 | 18 | 17 | 16 | 13 |
360 | - | - | 9,35-9,60 | 18 | 18 | 17 | 16 | 13 |
350 | - | - | 9,08-9,34 | 18 | 18 | 17 | 15 | 13 |
340 | - | - | 8,82-9,07 | 18 | 17 | 17 | 15 | 12 |
330 | - | 13,01-13,39 | 8,56-8,81 | 18 | 17 | 17 | 15 | 12 |
320 | - | 12,60-13,00 | 8,29-8,55 | 18 | 17 | 16 | 15 | 12 |
310 | - | 12,21-12,59 | 8,03-8,28 | 18 | 17 | 16 | 15 | 12 |
300 | - | 11,80-12,20 | 7,77-8,02 | 18 | 17 | 16 | 15 | 12 |
290 | - | 11,41-11,79 | 7,51-7,76 | 18 | 17 | 16 | 15 | 12 |
280 | - | 11,00-11,40 | 7,24-7,50 | 18 | 17 | 16 | 15 | 12 |
270 | - | 10,61-10,99 | 6,98-7,23 | 17 | 17 | 16 | 15 | 12 |
260 | - | 10,20-10,60 | 6,72-6,97 | 17 | 16 | 16 | 15 | 12 |
250 | - | 9,81-10,19 | 6,45-6,71 | 17 | 16 | 16 | 14 | 12 |
240 | - | 9,40-9,80 | - | 17 | 16 | 16 | 14 | 12 |
230 | - | 9,01-9,39 | - | 17 | 16 | 15 | 14 | 12 |
220 | 11,32-11,84 | 8,60-9,00 | - | 17 | 16 | 15 | 14 | 11 |
210 | 10,79-11,31 | 8,21-8,59 | - | 17 | 16 | 15 | 14 | 11 |
200 | 10,27-10,78 | - | - | 16 | 16 | 15 | 14 | 11 |
190 | 9,74-10,26 | - | - | 16 | 15 | 15 | 14 | 11 |
180 | 9,22-9,73 | - | - | 16 | 15 | 15 | 14 | 11 |
170 | 8,69-9,21 | - | - | 16 | 15 | 14 | 13 | 11 |
160 | 8,16-8,68 | - | - | 16 | 15 | 14 | 13 | 11 |
150 | 7,64-8,15 | - | - | 15 | 15 | 14 | 13 | 11 |
140 | 7,11-7,63 | - | - | 15 | 15 | 14 | 13 | 10 |
130 | 6,58-7,10 | - | - | 15 | 14 | 14 | 13 | 10 |
120 | 6,06-6,57 | - | - | 15 | 14 | 14 | 12 | 10 |
| ||||||||
Таблица А.8 - Требования к работе удара
Элемент бурильной трубы, группа прочности | Средняя работа удара | Работа удара | ||||
Размер поперечного сечения образца, мм | Размер поперечного сечения образца, мм | |||||
10,0х10,0 | 10,0x7,5 | 10,0x5,0 | 10,0x10,0 | 10,0x7,5 | 10,0x5,0 | |
PSL-1 - Температура испытаний: (21±3)°С | ||||||
Тело бурильной трубы, X, G, S | 54 | 43 | 30 | 47 | 38 | 26 |
Замок | 54 | 43 | 30 | 47 | 38 | 26 |
Зона сварного соединения | 16 | 13 | - | 14 | 11 | - |
PSL-2, SR19 - Температура испытаний: (21±3)°С | ||||||
Тело бурильной трубы, D и E | 54 | 43 | 30 | 47 | 38 | 26 |
SR20 - Температура испытаний: (-10±3)°С | ||||||
Тело бурильной трубы, все группы прочности | 41 | 33 | 27 | 30 | 24 | 20 |
Замок | 41 | 33 | 27 | 30 | 24 | 20 |
Зона сварного соединения | 16 | 13 | - | 14 | 11 | - |
SR24 - Температура испытаний: (21±3)°С | ||||||
Зона сварного соединения | 27 | 22 | - | 23 | 18 | - |
PSL-3 - Температура испытаний: (-20±3)°С | ||||||
Тело бурильной трубы, все группы прочности | 100 | 80 | 56 | 80 | 64 | 43 |
Замок | 54 | 43 | 30 | 47 | 38 | 26 |
Зона сварного соединения | 42 | 34 | - | 32 | 26 | - |
| ||||||
Таблица А.9 - Сохранение записей
Контроль, испытание или процесс, требующие сохранения записей | Подраздел или пункт, в котором указана ссылка | ||
Бурильные трубы | Тело бурильных труб | Замки | |
Химический анализ: | |||
анализ плавки | - | 7.7.1 | - |
анализ изделия | - | 7.7.2 | 8.7.2 |
Механические свойства: | |||
испытание на растяжение | 6.8 | 7.8 | 8.8 |
контроль твердости | 6.9 | - | 8.9 |
испытание на ударный изгиб | 6.10 | 7.9 | 8.10 |
испытание на боковой поперечный изгиб | 6.11 | - | - |
Проверка возможностей системы неразрушающего контроля | 6.14.5 | 7.19.8 | - |
Поверка, проверка и калибровка оборудования | Разные | Разные | Разные |
Таблица А.10 - Периодичность контроля и испытаний
Элемент бурильной трубы | Химический анализ | Испытание на растяжение | Испытание на ударный изгиб | Контроль поверхностной твердости | Контроль твердости по толщине стенки | Испытание на боковой поперечный изгиб |
Тело бурильной трубы, группы прочности D и E, PSL-1 | ||||||
Тело трубы наружным диаметром | 2 изделия от плавки | 1 изделие от 400 или от партии | - | - | - | - |
Тело трубы наружным диаметром | 2 изделия от плавки | 1 изделие от 200 или от партии | - | - | - | - |
Тело бурильной трубы, группы прочности D и E, PSL-2, SR19 | ||||||
Тело трубы наружным диаметром | - | - | 1 изделие от 400 или от партии | - | - | - |
Тело трубы наружным диаметром | - | - | 1 изделие от 200 или от партии | - | - | - |
Тело бурильной трубы, группы прочности X, G и S, PSL-1 | ||||||
Тело трубы наружным диаметром | 2 изделия от плавки | 1 изделие от 200 или от партии | 1 изделие от 200 или от партии | - | - | - |
Тело трубы наружным диаметром | 2 изделия от плавки | 1 изделие от 100 или от партии | 1 изделие от 100 или от партии | - | - | - |
Замок, PSL-1 | ||||||
Ниппель | 1 проба от плавки (в твердом состоянии) | 1 изделие от 200 или от партии | 1 изделие от 200 или от партии | - | 1 изделие от 200 или от партии | - |
Муфта | 1 проба от плавки (в твердом состоянии) | - | 1 изделие от 200 или от партии | - | 1 изделие от 200 или от партии | - |
Показатель | Химический анализ | Испытание на растяжение | Испытание на ударный изгиб | Контроль поверхностной твердости | Контроль твердости по толщине стенки | Испытание на боковой поперечный изгиб |
Замок, PSL-3 | ||||||
Ниппель | 1 проба от плавки (в твердом состоянии) | 1 изделие от 200 или от партии | - | Каждое изделие | 1 изделие от 200 или от партии | - |
Муфта | 1 проба от плавки (в твердом состоянии) | 1 от 200 или от партии | - | Каждое изделие | 1 изделие от 200 или от партии | - |
Зона сварного соединения, PSL-1 | ||||||
- | - | 1 соединение от 400 или от партии | 1 соединение от 400 или от партии | Каждое соединение в 3 местах под углом 120° | 1 соединение от 400 или от партии | 1 соединение от 400 или от партии |
Зона сварного соединения, PSL-1, SR23 | ||||||
- | - | 1 соединение от 200 или от партии | 1 соединение от 200 или от партии | Каждое соединение в 3 местах под углом 120° | 1 соединение от 200 или от партии | 1 соединение от 200 или от партии |
Зона сварного соединения, PSL-2 | ||||||
- | - | 1 соединение от 200 или от партии | 1 соединение от 200 или от партии | - | 1 соединение от 200 или от партии | 1 соединение от 200 или от партии |
Зона сварного соединения, PSL-3 | ||||||
- | - | 1 соединение от 100 или от партии | 1 соединение от 100 или от партии | - | 1 соединение от 100 или от партии | 1 соединение от 100 или от партии |
| ||||||
Таблица А.11 - Расчетная толщина стенки, необходимая для изготовления продольных образцов для испытания на ударный изгиб для тел бурильных труб и замков
В миллиметрах
Наружный диаметр | Расчетная толщина стенки, необходимая для изготовления продольных образцов для испытания на ударный изгиб | ||
Размер поперечного сечения образца | |||
10,0х10,0 | 10,0x7,5 | 10,0x5,0 | |
60,33 | 11,42 | 8,92 | 6,42 |
63,50 | 11,40 | 8,90 | 6,40 |
66,68 | 11,38 | 8,88 | 6,38 |
69,85 | 11,36 | 8,86 | 6,36 |
73,02 | 11,34 | 8,84 | 6,34 |
76,20 | 11,33 | 8,83 | 6,33 |
79,38 | 11,32 | 8,82 | 6,32 |
82,55 | 11,30 | 8,80 | 6,30 |
85,73 | 11,29 | 8,79 | 6,29 |
88,90 | 11,28 | 8,78 | 6,28 |
92,08 | 11,27 | 8,77 | 6,27 |
95,25 | 11,26 | 8,76 | 6,26 |
98,43 | 11,25 | 8,75 | 6,25 |
101,60 | 11,25 | 8,75 | 6,25 |
104,78 | 11,24 | 8,74 | 6,24 |
107,95 | 11,23 | 8,73 | 6,23 |
111,13 | 11,23 | 8,73 | 6,23 |
114,30 | 11,22 | 8,72 | 6,22 |
117,48 | 11,21 | 8,71 | 6,21 |
120,70 | 11,21 | 8,71 | 6,21 |
123,83 | 11,20 | 8,70 | 6,20 |
127,00 | 11,20 | 8,70 | 6,20 |
130,18 | 11,19 | 8,69 | 6,19 |
133,35 | 11,19 | 8,69 | 6,19 |
136,53 | 11,18 | 8,68 | 6,18 |
139,70 | 11,18 | 8,68 | 6,18 |
142,88 | 11,18 | 8,68 | 6,18 |
146,05 | 11,17 | 8,67 | 6,17 |
149,23 | 11,17 | 8,67 | 6,17 |
152,40 | 11,16 | 8,66 | 6,16 |
155,58 | 11,16 | 8,66 | 6,16 |
158,75 | 11,16 | 8,66 | 6,16 |
161,93 | 11,15 | 8,65 | 6,15 |
165,10 | 11,15 | 8,65 | 6,15 |
168,28 | 11,15 | 8,65 | 6,15 |
171,45 | 11,15 | 8,65 | 6,15 |
174,63 | 11,14 | 8,64 | 6,14 |
177,80 | 11,14 | 8,64 | 6,14 |
180,98 | 11,14 | 8,64 | 6,14 |
184,15 | 11,14 | 8,64 | 6,14 |
187,33 | 11,13 | 8,63 | 6,13 |
190,50 | 11,13 | 8,63 | 6,13 |
193,68 | 11,13 | 8,63 | 6,13 |
196,85 | 11,13 | 8,63 | 6,13 |
200,03 | 11,13 | 8,63 | 6,13 |
203,20 | 11,12 | 8,62 | 6,12 |
206,38 | 11,12 | 8,62 | 6,12 |
209,55 | 11,12 | 8,62 | 6,12 |
212,73 | 11,12 | 8,62 | 6,12 |
215,90 | 11,12 | 8,62 | 6,12 |
219,08 | 11,11 | 8,61 | 6,11 |
222,25 | 11,11 | 8,61 | 6,11 |
225,43 | 11,11 | 8,61 | 6,11 |
228,60 | 11,11 | 8,61 | 6,11 |
Примечание - Указанные размеры предусматривают припуск на механическую обработку наружной и внутренней поверхностей образца, равный 0,50 мм. | |||
Таблица А.12 - Коды массы бурильных труб
В миллиметрах
Наружный диаметр тела труб | Толщина стенки тела труб t | Код массы |
60,32 | 7,11 | 2 |
73,02 | 9,19 | 2 |
88,90 | 6,45 | 1 |
88,90 | 9,35 | 2 |
88,90 | 11,40 | 3 |
101,60 | 8,38 | 2 |
114,30 | 6,88 | 1 |
114,30 | 8,56 | 2 |
114,30 | 10,92 | 3 |
127,00 | 9,19 | 2 |
127,00 | 12,70 | 3 |
139,70 | 9,17 | 2 |
139,70 | 10,54 | 3 |
168,28 | 8,38 | 2 |
168,28 | 9,19 | 3 |
Примечание - Код массы 2 соответствует стандартной массе бурильной трубы данного размера. | ||
Таблица А.13 - Размеры, предельные отклонения размеров и массы для тел бурильных труб групп прочности D и E
В миллиметрах
Тело трубы | Высадка | |||||||||||
Наружный диаметр | Толщина стенки t, -12,5% | Внут- | Расчетная масса единицы длины | Наружный диаметр | Внут- | Длина внут- | Длина пере- | Длина наружной высадки | Длина переходного участка наружной высадки |
| Изменение массы тела бурильной трубы в результате высадки обоих концов | |
не менее | не более | |||||||||||
Внутренняя высадка (IU) | ||||||||||||
73,02 | 9,19 | 54,64 | 14,47 | 73,02 | 33,34 | 44,45 | 38,10 | - | - | - | - | 1,92 |
88,90 | 9,35 | 70,20 | 18,34 | 88,90 | 49,21 | 44,45 | 38,10 | - | - | - | - | 2,57 |
88,90 | 11,40 | 66,10 | 21,79 | 88,90 | 49,21 | 44,45 | 38,10 | - | - | - | - | 1,54 |
101,60 | 8,38 | 84,84 | 19,27 | 107,95 | 69,85 | 44,45 | 50,80 | - | - | - | - | 2,09 |
114,30 | 6,88 | 100,54 | 18,23 | 120,65 | 85,72 | 44,45 | - | - | - | - | - | 2,36 |
Наружная высадка (EU) | ||||||||||||
60,32 | 7,11 | 46,10 | 9,33 | 67,46 | 46,10 | - | - | 38,10 | 38,10 | - | 101,60 | 0,82 |
73,02 | 9,19 | 54,64 | 14,47 | 81,76 | 54,64 | - | - | 38,10 | 38,10 | - | 101,60 | 1,09 |
88,90 | 6,45 | 76,00 | 13,12 | 100,03 | 76,00 | - | - | 38,10 | 38,10 | - | 101,60 | 1,18 |
88,90 | 9,35 | 70,20 | 18,34 | 100,03 | 66,09 | 57,15 | 50,80 | 38,10 | 38,10 | - | 101,60 | 1,82 |
88,90 | 11,40 | 66,10 | 21,79 | 100,03 | 66,09 | - | - | 38,10 | 38,10 | - | 101,60 | 1,27 |
101,60 | 8,38 | 84,84 | 19,27 | 115,90 | 84,84 | - | - | 38,10 | 38,10 | - | 101,60 | 2,27 |
114,30 | 6,88 | 100,54 | 18,23 | 126,60 | 100,53 | - | - | 38,10 | 38,10 | - | 101,60 | 2,54 |
114,30 | 8,56 | 97,18 | 22,32 | 128,60 | 97,18 | - | - | 38,10 | 38,10 | - | 101,60 | 2,54 |
114,30 | 10,92 | 92,46 | 27,84 | 128,60 | 92,46 | - | - | 38,10 | 38,10 | - | 101,60 | 2,54 |
Комбинированная высадка (IEU) | ||||||||||||
114,30 | 8,56 | 97,17 | 22,32 | 120,65 | 80,16 | 57,15 | 50,80 | 38,10 | 25,40 | 38,10 | - | 3,68 |
114,30 | 10,92 | 92,46 | 27,84 | 121,44 | 76,20 | 57,15 | 50,80 | 38,10 | 25,40 | 38,10 | - | 3,90 |
127,00 | 9,19 | 108,62 | 26,70 | 131,78 | 93,68 | 57,15 | 50,80 | 38,10 | 25,40 | 38,10 | - | 3,90 |
127,00 | 12,70 | 101,60 | 35,80 | 131,78 | 87,33 | 57,15 | 50,80 | 38,10 | 25,40 | 38,10 | - | 3,51 |
139,70 | 9,17 | 121,36 | 29,52 | 146,05 | 101,60 | 57,15 | 50,80 | 38,10 | 25,40 | 38,10 | - | 4,81 |
139,70 | 10,54 | 118,62 | 33,57 | 146,05 | 101,60 | 57,15 | 50,80 | 38,10 | 25,40 | 38,10 | - | 4,09 |
168,28 | 8,38 | 151,52 | 33,05 | 177,80 | 135,00 | 114,30 | 50,80 | 76,20 | - | - | 139,70 | - |
168,28 | 9,19 | 149,90 | 36,06 | 177,80 | 135,00 | 114,30 | 50,80 | 76,20 | - | - | 139,70 | - |
Примечание - Высаженные концы тел бурильных труб с различными видами высадки показаны на рисунке В.6 (приложение В). | ||||||||||||
Таблица А.14 - Размеры, предельные отклонения размеров и массы для тел бурильных труб групп прочности X, G и S
В миллиметрах
Тело трубы | Высадка | |||||||||
Наружный диаметр | Толщина стенки t, -12,5% | Внутренний диаметр | Расчетная масса единицы длины | Наружный диаметр | Внутренний диаметр | Длина внутренней высадки | Длина переходного участка внутренней высадки | Длина наружной высадки |
| Изменение массы тела бурильной трубы в результате высадки обоих концов |
Внутренняя высадка (IU) | ||||||||||
101,60 | 8,38 | 84,84 | 19,27 | 107,95 | 68,68 | 88,90 | - | - | - | 4,00 |
Наружная высадка (EU) | ||||||||||
60,32 | 7,11 | 46,10 | 9,33 | 67,46 | 39,67 | 107,95 | - | 76,20 | 139,70 | 2,09 |
73,02 | 9,19 | 54,64 | 14,47 | 82,55 | 49,23 | 107,95 | - | 76,20 | 139,70 | 2,80 |
88,90 | 9,35 | 70,20 | 18,34 | 101,60 | 63,50 | 107,95 | - | 76,20 | 139,70 | 4,63 |
88,90 | 11,40 | 66,10 | 21,79 | 101,60 | 63,50 | 107,95 | - | 76,20 | 139,70 | 3,72 |
101,60 | 8,38 | 84,84 | 19,27 | 117,48 | 77,77 | 107,95 | - | 76,20 | 139,70 | 6,54 |
114,30 | 8,56 | 97,18 | 22,32 | 131,78 | 90,47 | 107,95 | - | 76,20 | 139,70 | 7,81 |
114,30 | 10,92 | 92,46 | 27,84 | 131,78 | 87,33 | 107,95 | - | 76,20 | 139,70 | 7,26 |
Комбинированная высадка (IEU) | ||||||||||
114,30 | 8,56 | 97,18 | 22,32 | 120,65 | 73,02 | 63,50 | 76,20 | 38,10 | 76,20 | 3,95 |
114,30 | 10,92 | 92,46 | 27,84 | 121,44 | 71,42 | 107,95 | 76,20 | 76,20 | 139,70 | 7,99 |
127,00 | 9,19 | 108,62 | 26,70 | 131,78 | 90,47 | 107,95 | 76,20 | 76,20 | 139,70 | 7,63 |
127,00 | 12,70 | 101,60 | 35,80 | 131,78 | 84,12 | 107,95 | 76,20 | 76,20 | 139,70 | 6,99 |
139,70 | 9,17 | 121,36 | 29,52 | 146,05 | 96,82 | 107,95 | 76,20 | 76,20 | 139,70 | 9,53 |
139,70 | 10,54 | 118,62 | 33,57 | 146,05 | 96,82 | 107,95 | 76,20 | 76,20 | 139,70 | 8,35 |
168,28 | 8,38 | 151,52 | 33,04 | 177,80 | 135,00 | 114,30 | 76,20 | 76,20 | 139,70 | - |
168,28 | 9,19 | 149,90 | 36,05 | 177,80 | 135,00 | 114,30 | 76,20 | 76,20 | 139,70 | - |
Примечание - Высаженные концы тел бурильных труб с различными видами высадки показаны на рисунке В.6 (приложение В). | ||||||||||
Таблица А.15 - Допустимая глубина несовершенств на высадке тел бурильных труб
Поверхность высадки | Глубина несовершенств, % от заданной толщины стенки тела труб, не более | Область применения |
1 Наружная и внутренняя поверхности высадки на длине от плоскостей, указанных в 2 и 3 | 12,5 | Для нелинейных несовершенств, для всех групп прочности |
12,5 | Для линейных несовершенств, для групп прочности D и E | |
5,0 | Для линейных несовершенств, для групп прочности X, G и S | |
2 Поверхность наружной высадки от торца тела бурильной трубы до плоскости, расположенной на расстоянии, равном заданной минимальной длине | ||
3 Поверхность внутренней высадки тела бурильной трубы от торца тела бурильной трубы до плоскости, расположенной на расстоянии, равном заданной минимальной длине | ||
4 Суммарная глубина совпадающих несовершенств на внутренней и наружной поверхности высадки не должна приводить к общему уменьшению толщины стенки тела бурильной трубы менее 87,5% заданной толщины стенки тела трубы. | ||
5 Глубина несплошностей "слоновой кожи" на наружной и внутренней поверхности высадки не должна превышать глубину несовершенств, допустимую в пункте 1. | ||
Примечание - Глубину несовершенств измеряют от поверхности высадки. | ||
Таблица А.16 - Методы неразрушающего контроля тел бурильных труб
Группа прочности | Метод неразрушающего контроля | |||
визуальный | электро- | ультра- | магнитопорошковый или другой соответствующий метод | |
D, E, X, G, S | a | b | b | c |
| ||||
Таблица А.17 - Искусственные дефекты для контроля тел бурильных труб
Группа прочности | Расположение надреза | Ориентация надреза | Размеры надреза, не более | ||||
Наружная поверх- | Внутренняя поверх- | Про- | Попе- | Глу- | Длина при полной глубине надреза, мм | Ширина при полной глубине надреза, мм | |
D, E, X, G | 12,5 | 50,0 | 1,0 | ||||
S | 5,0 | 50,0 | 1,0 | ||||
| |||||||
Приложение B
(обязательное)
Рисунки
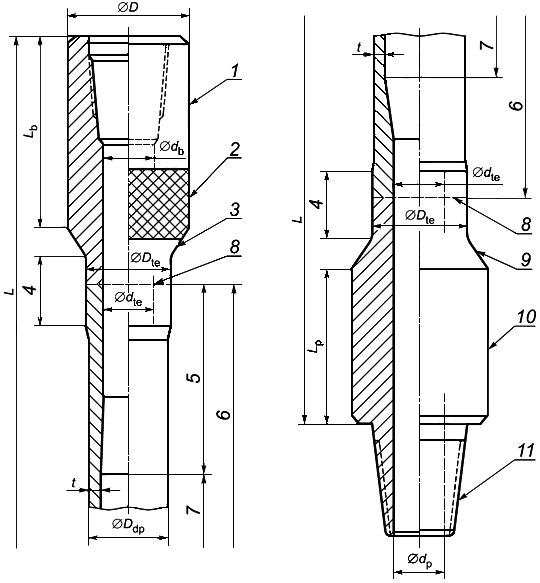
Примечание - Требования к размерам указаны в таблицах А.1-А.3 и в 6.2.
1 - муфта замка; 2 - участок твердосплавного поверхностного упрочнения (по требованию потребителя); 3 - конический заплечик под элеватор; 4 - сварная шейка бурильной трубы; 5 - высадка тела бурильной трубы; 6 - тело бурильной трубы длиной ; 7 - тело трубы; 8 - сварной шов после сварки трением; 9 - конический участок ниппеля замка; 10 - ниппель замка; 11 - резьбовое упорное соединение;
D - наружный диаметр замка (ниппеля и муфты); - наружный диаметр тела трубы;
- наружный диаметр сварного соединения бурильной трубы после механической обработки;
- внутренний диаметр муфты замка;
- внутренний диаметр ниппеля замка;
- внутренний диаметр сварного соединения бурильной трубы после механической обработки, заданный изготовителем бурильных труб; L - длина бурильной трубы с приваренным замком (от упорного торца муфты до упорного уступа ниппеля);
- длина муфты замка по наружной поверхности;
- длина ниппеля замка по наружной поверхности; t - толщина стенки тела трубы
Рисунок В.1 - Бурильная труба
А - Скругленный контактный наконечник
Рисунок В.2 - Пример типичного Г-образного инструмента

1 - цилиндрический образец уменьшенного сечения для испытаний на растяжение; 2 - высадка бурильной трубы; 3 - зона сварного соединения; 4 - замок; 5 - линия сварного шва; 6 - области контроля твердости; 7 - продольный образец для испытания на ударный изгиб; 8 - расположение образца для испытаний на боковой поперечный изгиб; 9 - изгиб против часовой стрелки; 10 - изгиб по часовой стрелке

Рисунок В.3 - Расположение и ориентация образцов для механических испытаний зоны сварного соединения бурильных труб
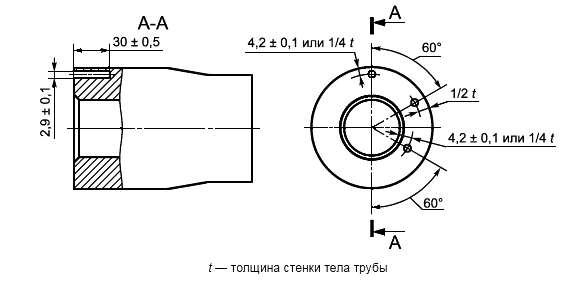
Примечание - Расположение искусственных дефектов выбирают для обеспечения 100% охвата контролируемой поверхности.
b - Стандартный образец с искусственным дефектом типа "плоскодонное отверстие"
Рисунок В.4 - Искусственные дефекты для неразрушающего контроля зоны сварного соединения бурильных труб

Примечание - Содержание маркировки: Z - наименование или товарный знак изготовителя бурильных труб; 707 - месяц и год (две последние цифры) приварки замка к телу бурильной трубы; X - наименование или товарный знак изготовителя замка; E - группа прочности тела бурильной трубы; 2 - код массы тела бурильной трубы; NC50 - тип резьбового упорного соединения. |
Рисунок В.5* - Пример маркировки бурильной трубы на поверхности ниппеля замка за сбегом резьбы
________________
* Измененная редакция, Изм. N 1.

Примечания
1 Размеры высадки бурильных труб указаны в таблицах А.13 или А.14.
2 Расстояние I равно: 127 мм - для труб наружным диаметром тела трубы менее 168,28 мм, наружному диаметру тела трубы - для труб наружным диаметром тела трубы 168,28 мм.
d - Комбинированная высадка, все группы прочности - наружный диаметр тела трубы;
- внутренний диаметр тела трубы;
- наружный диаметр высадки тела бурильной трубы;
- внутренний диаметр высадки тела бурильной трубы;
- длина наружной высадки тела бурильной трубы;
- длина внутренней высадки тела бурильной трубы;
- длина переходного участка наружной высадки тела бурильной трубы;
- длина переходного участка внутренней высадки тела бурильной трубы;
- расстояние за переходным участком наружной высадки, на котором применяются предельные отклонения наружного диаметра тела бурильной трубы
Рисунок В.6 - Виды высадки тел бурильных труб

________________
Допустимое отклонение.
Минимальная длина поверочной линейки.
Допустимое отклонение.
Минимальный участок контакта тела трубы и поверочной линейки.
Расстояние, на котором проводят измерение концевой прямолинейности.
|
1 - натянутая струна или проволока; 2 - изогнутый конец тела бурильной трубы; 3 - поверочная линейка; - длина тела бурильной трубы;
- расстояние за переходным участком наружной высадки, на котором применяют предельные отклонения наружного диаметра тела бурильной трубы
Рисунок В.7 - Измерение общей и концевой прямолинейности тела бурильной трубы

________________
Расчетная длина образца и радиус скругления должны соответствовать указанным в таблицах В.1 и В.2, концы образцов могут иметь любую форму, соответствующую захватам испытательной машины.
b - ширина расчетной части образца; - рабочая длина образца; d - диаметр расчетной части образца;
- расчетная длина образца; R - радиус скругления образца; t - толщина стенки тела трубы
Таблица В.1 - Размеры образцов в виде полос
В миллиметрах
Размеры и обозначения | Ширина расчетной части b | ||
38,0 | 25,0 | 19,0 | |
Расчетная длина | 50,0±0,1 | 50,0±0,1 | 50,0±0,1 |
Ширина расчетной части b | 38,0±0,2 | 25±0,2 | 19,0±0,2 |
Радиус скругления R, не менее | 25 | 25 | 25 |
Рабочая длина | 57 | 57 | 57 |
Таблица В.2 - Размеры цилиндрических образцов
В миллиметрах
Размеры и обозначения | Диаметр расчетной части d | |
12,5 | 9,0 | |
Расчетная длина | 50,0±0,1 | 35,0±0,1 |
Диаметр расчетной части d | 12,5±0,2 | 9,0±0,1 |
Радиус скругления R, не менее | 10 | 6 |
Рабочая длина | 60 | 45 |
Рисунок В.8* - Образцы для испытания на растяжение для тел бурильных труб
________________
* Измененная редакция, Изм. N 1.

Примечание - Кромки заготовок для изготовления образцов должны быть параллельными друг другу.
Рисунок В.9 - Расположение и ориентация образцов для механических испытаний тел бурильных труб
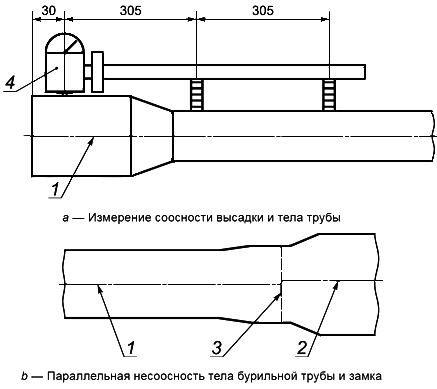

Рисунок В.10 - Соосность высадки тела бурильной трубы и замка

Рисунок В.11 - Искусственный дефект (надрез) для неразрушающего контроля тел труб


________________
Значение радиуса
- по выбору изготовителя бурильных труб. Если это указано в заказе, то радиус
должен быть равен 38 мм, а угол 35° должен быть заменен углом 18°.
В соответствии со стандартами [1], [2] или ГОСТ 28487**.
Значение диаметра
- по выбору изготовителя, но не менее значения внутреннего диаметра сварного соединения бурильной трубы
для соответствующей муфты замка (6.2.3).
- наружный диаметр хвостовика, который должен быть равен наружному диаметру сварного соединения
после сварки и окончательной механической обработки.
- внутренний диаметр хвостовика, который должен быть равен внутреннему диаметру сварного соединения
после сварки и окончательной механической обработки. Значение
может быть различным для муфты и ниппеля.
Значение задается изготовителем бурильных труб, исходя из конструктивных требований.
Отверстие ниппеля и/или муфты может быть выполнено ступенчатым, исходя из конструктивных требований.
Начало переходного участка внутренней высадки не должно совпадать с началом переходного участка наружной высадки.
Примечание - Основные размеры замков указаны в таблице А.
1 - резьбовое упорное соединение ниппеля и муфты; 2 - хвостовик ниппеля и муфты; 3 - упорный уступ ниппеля; 4 - упорный торец муфты; 5 - заплечик под элеватор; D - наружный диаметр ниппеля и муфты; - диаметр фаски упорных поверхностей ниппеля и муфты;
- наружный диаметр хвостовика ниппеля и муфты;
- внутренний диаметр муфты замка;
- внутренний диаметр ниппеля замка;
- внутренний диаметр хвостовика ниппеля и муфты;
- диаметр внутренней фаски ниппеля в плоскости торца;
- длина муфты замка по наружной поверхности;
- общая длина муфты замка;
- длина ниппеля замка по наружной поверхности;
- общая длина ниппеля замка;
- радиус скругления прямоугольного заплечика под элеватор;
- радиус сопряжения наружной поверхности хвостовика ниппеля и прилегающей конической поверхностиРисунок В.12 - Ниппель и муфта замка
Рисунок В.12* - Ниппель и муфта замка
________________
* Измененная редакция, Изм. N 1.

1 - участок контроля твердости муфты; 2 - образец для испытания на растяжение для ниппеля; 3 - участок контроля твердости ниппеля (при необходимости); 4 - продольные образцы для испытания на ударный изгиб для ниппеля и муфты
Рисунок В.13 - Расположение и ориентация образцов для испытаний механических свойств замков

________________
Отпечатки вблизи наружного и внутреннего диаметров должны быть выполнены на расстоянии, равном приблизительно 2 1/2 диаметрам отпечатка от соответствующей поверхности и трем диаметрам отпечатка от любого другого отпечатка. При применении метода Роквелла требуются три отпечатка в каждом ряду, а при применении метода Бринелля - один отпечаток.
Средним значением твердости является среднее значение трех показаний твердости по Роквеллу в одном ряду.
Показание твердости по Роквеллу после получения отпечатка называется числом твердости по Роквеллу.
Для тонкостенных замков допускается альтернативное расположение рядов отпечатков.
1 - отпечаток посередине стенки; 2 - отпечаток вблизи наружного диаметра; 3 - отпечаток вблизи внутреннего диаметра; 4 - группа отпечатков в одном квадранте (или на одном сегменте) для определения твердости; 5 - отпечатки в положении, равноудаленном друг от друга и от отпечатков вблизи наружного и внутреннего диаметров; 6 - отпечаток на предполагаемом (окончательном) положении внутреннего диаметра
Рисунок В.14 - Расположение отпечатков при контроле твердости по толщине стенки для замков по PSL3
Приложение C
(обязательное)
Инспекция, проводимая потребителем
С.1 Извещение об инспекции
Если изделия подлежат проверке инспектором, представляющим потребителя, изготовитель должен известить инспектора о времени начала изготовления изделий.
С.2 Доступ на предприятие
Инспектор, представляющий потребителя, должен соблюдать все правила изготовителя, касающиеся охраны здоровья, безопасности и охраны окружающей среды.
Инспектор, представляющий потребителя, должен иметь неограниченный доступ в течение всего времени выполнения заказа на все участки предприятия, связанные с изготовлением заказанных изделий. Изготовитель должен предоставить инспектору полную возможность убедиться в том, что изделия изготовляют в соответствии с настоящим стандартом. Если в заказе не указано иное, проверка должна быть проведена на месте изготовления или обработки изделий до их отгрузки, причем ее проведение не должно препятствовать процессу производства.
С.3 Соответствие требованиям
Изготовитель несет ответственность за соответствие всем требованиям настоящего стандарта. Потребитель может проводить любые испытания, необходимые для подтверждения соответствия, и может забраковать любые изделия, не соответствующие настоящему стандарту.
С.4 Отбраковка
Если между потребителем и изготовителем не согласовано иное, то изделия, принятые на предприятии изготовителя, но оказавшиеся при последующем контроле или эксплуатации не соответствующими установленным требованиям, могут быть забракованы, а изготовитель уведомлен об этом. При проведении разрушающих испытаний любое изделие, не соответствующее требованиям настоящего стандарта, должно быть забраковано. Действия в отношении забракованных изделий должны быть согласованы между потребителем и изготовителем.
Приложение D
(справочное)
Дополнительные требования
D.1 Общие положения
В настоящем приложении приведены дополнительные требования, которые могут быть указаны потребителем или согласованы между потребителем и изготовителем. Эти требования применимы только тогда, когда они указаны в заказе.
D.2 SR2 Тело бурильных труб групп прочности D, Е и X
D.2.1 Дефекты, несовершенства и неразрушающий контроль
Тело бурильных труб должно соответствовать требованиям для группы прочности S по несовершенствам и дефектам (7.17) и по неразрушающему контролю (7.19).
D.2.2 Маркировка
На тело бурильных труб, подвергнутых контролю в соответствии с настоящим дополнительным требованием, должны быть нанесены краской буквы SR2 на участке, удобном для изготовителя, но вблизи маркировки группы прочности.
D.3 SR15 Бурильные трубы. Документ о качестве
По каждой позиции, для которой в заказе указано настоящее дополнительное требование, изготовитель бурильных труб должен предоставить документ о качестве, в котором должно быть указано обозначение настоящего стандарта, по которому изготовлены бурильные трубы, а также следующие данные:
a) наружный диаметр и толщина стенки тел труб, группа прочности, группа длин, тип резьбового упорного соединения, вид термической обработки и другие дополнительные данные, указание которых требуется в заказе;
b) результаты химических анализов (плавки, изделия и повторных анализов, при проведении) с указанием массовой доли (%) всех элементов, для которых в настоящем стандарте установлены требования по ограничению содержания, а также других элементов, применяемых изготовителем для обеспечения требуемых механических свойств;
c) результаты испытаний на растяжение, требующихся по настоящему стандарту, включая предел текучести, предел прочности, удлинение, с обязательным указанием типа и размера образцов;
d) результаты испытаний на ударный изгиб, если они требуются по настоящему стандарту, включающие:
1) требование к работе удара;
2) размер, расположение и ориентацию образцов для испытаний;
3) заданную температуру проведения испытаний;
4) работу удара, измеренную на каждом образце;
5) среднюю работу удара;
6) долю вязкой составляющей в изломе каждого образца (только для информации);
e) результаты контроля твердости (включая метод и критерии контроля, расположение образцов) в том случае, если такой контроль требуется;
f) метод неразрушающего контроля (ультразвуковой, электромагнитный или магнитопорошковый), вид и размер искусственного дефекта для труб, для которых требуется проведение неразрушающего контроля (в соответствии с требованиями настоящего стандарта, дополнительными требованиями или заказом);
g) результаты других дополнительных испытаний, указанных в заказе;
h) порядковый номер, позволяющий проследить связь изделия с соответствующей документацией.
D.4 SR19 Тело бурильных труб. Испытание на ударный изгиб для групп прочности D и E
D.4.1 Требования
Результаты испытаний на ударный изгиб для тел бурильных труб групп прочности D и E должны соответствовать требованиям, установленным в 7.3.3, требования к проведению испытания должны соответствовать требованиям, установленным для групп прочности X, G и S (7.9), за исключением периодичности испытаний, которая должна соответствовать установленной в D.4.2.
D.4.2 Периодичность испытаний
От тела одной бурильной трубы, представляющей партию 400 и менее изделий для наружных диаметров тела трубы менее 168,28 мм или партию 200 и менее изделий для наружного диаметра тела трубы 168,28 мм, должны быть отобраны три образца для испытаний на ударный изгиб. Тела бурильных труб должны быть подвергнуты термической обработке по одному режиму.
D.4.3 Маркировка
На тело бурильных труб, испытанных в соответствии с настоящим дополнительным требованием, должны быть нанесены краской буквы SR19 на участке, удобном для изготовителя, но вблизи маркировки группы прочности.
D.5 SR20 Требования к испытанию на ударный изгиб при альтернативной пониженной температуре
D.5.1 Общие положения
Настоящие требования должны быть применимы к телу бурильных труб, замкам и зонам сварных соединений.
D.5.2 Альтернативная пониженная температура
Для всех групп прочности испытание на ударный изгиб должно быть проведено при температуре (минус 10±3)°С, результаты испытаний должны соответствовать требованиям, указанным в таблице А.8 для SR20.
Испытания на ударный изгиб для групп прочности D и E должны быть проведены с периодичностью, установленной в D.4.
По выбору изготовителя испытания могут быть проведены при более низкой температуре при условии соответствия требованиям к работе удара, установленным для температуры (минус 10±3)°С.
D.5.3 Маркировка
На тело бурильных труб и замки, испытанные в соответствии с настоящим дополнительным требованием, должны быть нанесены краской буквы SR20 на участке, удобном для изготовителя, но вблизи маркировки группы прочности.
D.6 SR23 Зона сварного соединения. Размер партии для испытаний
Количество сварных соединений в партии для испытаний не должно превышать 200.
D.7 SR24 Испытание на ударный изгиб. Повышенные требования к зоне сварного соединения
D.7.1 Требования
Испытание на ударный изгиб для зоны сварного соединения должно быть проведено при температуре (21±3)°С, результаты испытаний должны соответствовать требованиям, указанным в таблице А.8 для SR24.
D.7.2 Маркировка
На тело бурильных труб, сварные соединения которых испытаны в соответствии с настоящим дополнительным требованием, должны быть нанесены краской буквы SR24 на участке, удобном для изготовителя, но вблизи маркировки группы прочности.
Приложение E
(обязательное)
Уровни требований к продукции
Е.1 Общие положения
В настоящем приложении приведены дополнительные требования PSL-2 и PSL-3, которые могут быть указаны потребителем. По выбору изготовителя изделия могут быть изготовлены по более высокому уровню PSL. Требования PSL-2 и PSL-3 дополняют требования PSL-1, которые являются основными для настоящего стандарта. Все требования PSL-3 применяют дополнительно к требованиям PSL-2, за исключением требований, указанных только как PSL-3. Соответственно в пунктах и подпунктах настоящего стандарта, в которых приведены ссылки на дополнительные требования для PSL-3, эти требования применимы только для PSL-3. В пунктах и подпунктах, в которых приведены ссылки на дополнительные требования для PSL-2, эти требования применимы для PSL-2 и PSL-3.
Е.2 Дополнительные требования
Общий перечень дополнительных требований PSL-2 и PSL-3 приведен в таблице Е.1.
Таблица Е.1 - Дополнительные требования PSL-2 и PSL-3
Показатель | PSL-2 | PSL-3 |
Неразрушающий контроль тел бурильных труб | Требования SR2 для групп прочности D, Е, X и G по проведению неразрушающего контроля в соответствии с требованиями для группы прочности S обязательны (7.19.1) | - |
Документация на бурильные трубы | Требования SR15 по оформлению документа о качестве обязательны (6.17.2) | - |
Работа удара для зоны сварных соединений | - | Работа удара при температуре - 20°С должна соответствовать таблице А.8 (6.3.4) |
Работа удара для тел бурильных труб | Требования SR19 для групп прочности D и E по проведению испытания на ударный изгиб в соответствии с требованиями для групп прочности X, G и S при температуре +21°С обязательны (7.3.3) | Работа удара при температуре -20°С должна соответствовать таблице А.8 (7.3.3, 7.3.4) |
Работа удара для замков | - | Работа удара при температуре - 20°С должна соответствовать таблице А.8 (8.3.4) |
Параметры переходного участка внутренней высадки | Длина переходного участка внутренней высадки тела бурильной трубы должна быть рассчитана по углу конусности 5°, внутреннему диаметру тела трубы | - |
Свойства замка при испытании на растяжение | - | Максимальный предел текучести должен быть не более 1034 Н/мм |
Поверхностная твердость ниппеля и муфты замка | - | Поверхностная твердость должна быть в интервале от 285 до 341 HBW (8.3.3) |
Разброс твердости по толщине стенки ниппеля и муфты замка | - | Разброс твердости не должен превышать 56 HBW или 6,0 HRC (8.3.3). |
Периодичность испытаний | Партия тел бурильных труб и замков должна состоять из изделий только одной плавки (6.8.4, 6.10.3, 8.8.4, 8.10.3). | Периодичность испытаний сварных соединений и замков должна соответствовать указанной для PSL-3 в таблице А.10 (6.8.4, 6.10.3, 8.8.4, 8.9.3, 8.10.3) |
(Измененная редакция, Изм. N 1).
Е.3 Контроль твердости по толщине стенки для замков, PSL-3
Е.3.1 Общие положения
Контроль твердости проводят при комнатной температуре методом Бринелля по ГОСТ 9012 или [11], или методом Роквелла по ГОСТ 9013 или [13].
При контроле твердости по методу Бринелля в каждом квадранте выполняют по одному отпечатку в каждом ряду - вблизи наружной поверхности, вблизи внутренней поверхности и по середине стенки.
При контроле твердости по методу Роквелла в каждом квадранте выполняют по три отпечатка в каждом ряду - вблизи наружной поверхности, вблизи внутренней поверхности и по середине стенки - и рассчитывают средние значения твердости по трем измерениям в каждом ряду. Результаты каждого измерения твердости и средние значения указывают округленными до 0,1 HRC.
Е.3.2 Участки измерения твердости
Контроль твердости проводят на радиальном поперечном образце (рисунок В.14), отобранном на расстоянии не менее одного радиуса от торца муфты и ниппеля замка или заготовок для них. По выбору изготовителя или по указанию в заказе контроль может быть проведен на образце, отобранном от участка муфты и ниппеля с наибольшей толщиной стенки.
Контроль проводят в каждом из четырех квадрантов образца. Для исключения неблагоприятного влияния провисания кольцевого образца на результаты контроля рекомендуется проведение контроля на сегментах, вырезанных из кольцевого образца.
При применении метода Роквелла первый отпечаток в каждом квадранте кольцевого образца или на каждом сегменте выполняют приблизительно посередине образца для его правильной осадки. Результат измерения по этому отпечатку не учитывают.
Е.3.3 Повторный контроль твердости
При контроле по методу Бринелля партия должна быть забракована, если хотя бы один из результатов измерения твердости не соответствует установленным требованиям. Повторный контроль твердости проводят в соответствии с 8.9.5.
При контроле по методу Роквелла партия должна быть забракована, если разность между максимальным и минимальным средними значениями твердости в одном квадранте превышает 6,0 HRC. Перед повторным контролем контролируемую поверхность образца подвергают повторному шлифованию. Если разность между средними значениями твердости в одном квадранте при повторном контроле не превышает 6,0 HRC, партия должна быть принята.
Если при повторном контроле разброс значений твердости превышает допустимый, партия замков, представленная этим образцом, должна быть забракована. Забракованные партии могут быть подвергнуты повторной термообработке и контролю твердости как новые партии.
Е.4 Маркировка уровня требований к продукции
На изделия, соответствующие требованиям PSL-2, должна быть нанесена маркировка L2 на участках, указанных в соответствующих разделах 6-8.
На изделия, соответствующие требованиям PSL-3, должна быть нанесена маркировка L3 на участках, указанных в соответствующих разделах 6-8.
Приложение ДА
(справочное)
Соответствие групп прочности тел бурильных труб и свойств замков при растяжении и типов резьбовых упорных соединений
Таблица ДА.1 - Соответствие групп прочности тел бурильных труб и свойств замков при растяжении по настоящему стандарту, ISO 11961, ГОСТ 27834 и требованиям, установленным в Российской Федерации*
Настоящий стандарт | ISO 11961:2008 | ГОСТ 27834 (для замков) и требования, установленные в Российской Федерации для тел бурильных труб* | |||||||||
Группа проч- | Предел текучести | Вре-
| Группа проч- | Предел текучести | Вре-
| Группа проч- | Предел текучести | Вре-
| |||
не менее | не более | не менее | не более | не менее | не более | ||||||
D | 379 | - | 655 | - | - | - | - | Д | 379* | -* | 655* |
E | 517 | 724 | 689 | Е | 517 | 724 | 689 | Е | 517* | 724* | 689* |
X | 655 | 862 | 724 | X | 655 | 862 | 724 | Л | 655* | 862* | 724* |
G | 724 | 931 | 793 | G | 724 | 931 | 793 | М | 724* | 930* | 792* |
S | 931 | 1138 | 1000 | S | 931 | 1138 | 1000 | Р | 930* | 1138* | 999* |
Замки | 827 | 1138 | 965 | Замки | 827 | 1138 | 965 | Замки | 832 | - | 981 |
* Требования к трубам стальным бурильным с приваренными замками в Российской Федерации устанавливает ГОСТ Р 50278-92. | |||||||||||
(Измененная редакция, Изм. N 1).
Приложение ДБ
(справочное)
Расчет приблизительной массы единицы длины бурильной трубы
Настоящий порядок расчета разработан на основе стандарта [3].
Расчетную приблизительную массу единицы длины бурильной трубы , кг/м, определяют по следующей формуле
 , (ДБ.1)
, (ДБ.1)
где - расчетная масса тела бурильной трубы, кг;
- приблизительная расчетная масса замка, кг;
- расчетная длина замка, мм;
- длина тела бурильной трубы, м.
Массу тела бурильной трубы , кг, длиной
рассчитывают по следующей формуле
![]() , (ДБ.2)
, (ДБ.2)
где - расчетная масса единицы длины тела трубы, кг/м;
- длина тела бурильной трубы, м;
- изменение массы тела бурильной трубы в результате высадки обоих концов, кг.
Приблизительную массу замка , кг, рассчитывают по следующей формуле
![]() , (ДБ.3)
, (ДБ.3)
где - плотность стали, принятая равной 7,83·10
кг/мм
;
- приблизительный объем замка в сборе, мм
.
Приблизительный объем замка в сборе , мм
, рассчитывают как объем тела вращения, состоящего из полого цилиндра наружным диаметром D, длиной
![]() и двух полых усеченных конусов большим наружным диаметром D и меньшим наружным диаметром
и двух полых усеченных конусов большим наружным диаметром D и меньшим наружным диаметром , телесными углами
для ниппеля и
для муфты, имеющих отверстие диаметром
, по следующей формуле

(ДБ.4)
где =3,14;
- длина муфты замка по наружной поверхности, включая фаску упорного торца и зону твердосплавного поверхностного упрочнения, мм;
- длина ниппеля замка по наружной поверхности, включая фаску упорного уступа, мм;
D - наружный диаметр замка (ниппеля и муфты), мм;
- внутренний диаметр ниппеля замка, мм, принятый равным внутреннему диаметру муфты замка
;
- наружный диаметр сварного соединения бурильной трубы после механической обработки, мм;
- угол конической поверхности муфты замка, градус;
- угол конической поверхности ниппеля замка, градус.
Для углов конической поверхности муфты и ниппеля замка 18 градусов и 35 градусов, соответственно, после подстановки формулы (ДБ.4) и значений ,
![]() ,
, ![]() в формулу (ДБ.3), приблизительная масса замка
в формулу (ДБ.3), приблизительная масса замка может быть рассчитана по следующей формуле
![]() . (ДБ.5)
. (ДБ.5)
Примечание - В случае если углы конических поверхностей муфты и ниппеля и
не равны использованным в настоящем расчете значениям 18° и 35° соответственно, расчет массы замка следует проводить по формулам (ДБ.3) и (ДБ.4).
Длину замка , мм, рассчитывают по следующей формуле
![]() , (ДБ.6)
, (ДБ.6)
где - длина муфты замка по наружной поверхности, включая фаску упорного торца и зону твердосплавного поверхностного упрочнения, мм;
- длина ниппеля замка по наружной поверхности, включая фаску упорного уступа, мм;
D - наружный диаметр замка (ниппеля и муфты), мм;
- наружный диаметр сварного соединения бурильной трубы после механической обработки, мм;
- угол конической поверхности муфты замка, градус;
- угол конической поверхности ниппеля замка, градус.
Для углов конической поверхности муфты и ниппеля замка 18 градусов и 35 градусов, соответственно, после подстановки значений ![]() и
и ![]() в формулу (ДБ.6), длина замка
в формулу (ДБ.6), длина замка может быть рассчитана по следующей формуле
![]() . (ДБ.7)
. (ДБ.7)
Необходимые для расчета значения D, ,
,
и
указаны в таблице А.1,
и
- в таблицах А.13 и А.14.
Пример - Расчет приблизительной массы единицы длины бурильной трубы с комбинированной высадкой IEU размером 127,00х12,70 мм группы прочности S, длиной тела бурильной трубы 8,96 м.
Остальные необходимые данные для расчета - таблицы А.1 и А.14:
D=184,2 мм; =130,2 мм;
=82,6 мм;
=254,00 мм;
=204,00 мм;
=35,80 кг;
=6,99 кг.
![]() 254+204+2,253(184,2-130,2)=579,70 мм,
254+204+2,253(184,2-130,2)=579,70 мм,
![]() =35,8·8,96+6,99=327,76 кг,
=35,8·8,96+6,99=327,76 кг,

 кг/м.
кг/м.
Приложение ДВ
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДВ.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
IDT | ISO 9000:2005 "Системы менеджмента качества. Основные положения и словарь" | |
ГОСТ 9012-59 | MOD | ISO 410:1982 "Материалы металлические. Испытание на твердость. Таблицы значений твердости по Бринеллю для использования при испытаниях, проводимых на плоских поверхностях" |
ГОСТ 9013-59 | MOD | ISO 6508:1986 "Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)" |
ГОСТ 10006-80 | MOD | ISO 6892:1984 "Материалы металлические. Испытание на растяжение" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Приложение ДВ (Измененная редакция, Изм. N 1).
Приложение ДГ
(справочное)
Сравнение структуры международного стандарта со структурой межгосударственного стандарта
Таблица ДГ.1
Структура международного стандарта ISO 11961:2008 | Структура межгосударственного стандарта | ||||
Разделы | Подразделы | Пункты | Разделы | Подразделы | Пункты |
1 | 1 | ||||
2 | 2, Библиография | ||||
3 | 3 | ||||
4 | 4 | ||||
5 | 5.1 | 5 | 5.1 | ||
5.2 | 5.2 | ||||
- | 5.1.3 | ||||
6 | 6.1-6.14 | 6 | 6.1-6.14 | ||
6.15 | 6.15.1-6.15.3 | 6.15 | 6.15.1-6.15.3 | ||
6.15.4 | 6.15.4 | ||||
- | 6.15.4.1 | ||||
- | 6.15.4.2 | ||||
6.16 | 6.16 | ||||
6.17 | 6.17 | ||||
7 | 7 | ||||
8 | 8.1 | 8.1.1 | 8 | 8.1 | 8.1.1 |
8.1.2 | 8.1.2 | ||||
- | 8.1.3 | ||||
8.2-8.15 | 8.2-8.15 | ||||
Приложения | A | Приложения | A | ||
B | B | ||||
C | - | ||||
D | C | ||||
E | D | ||||
F | - | ||||
G | E | ||||
- | ДА | ||||
- | ДБ | ||||
- | ДВ | ||||
H | - | ||||
Библиография
[1] | ISO 10424-2 | Petroleum and natural gas industries - Rotary drilling equipment - Part 2: Threading and gauging of rotary shouldered thread connections (Нефтяная и газовая промышленность - Оборудование для роторного бурения. Часть 2. Нарезание резьбы и контроль резьбовых упорных соединений) |
[2] | API Spec 7-2 | Specification for Threading and Gauging of Rotary Shouldered Thread Connections (Требования к нарезанию резьбы, контролю и испытаниям резьбовых упорных соединений) |
[3] | API RP 7G | Recommended Practice for Drill Stem Design and Operating Limits (Рекомендации по проектированию и эксплуатации бурильных колонн) |
[4] | ASTM А 941 | Standard Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys (Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам) |
[5] | ASME | Standards Boiler and Pressure Vessel Code. Section IX. Welding and Brazing Qualifications (Правила на котлы и сосуды под давлением. Раздел IX. Аттестация процессов сварки и пайки) |
[6] | ASTM А 370 | Standard Test Methods and Definitions for Mechanical Testing of Steel Products (Стандартные методы испытаний и определения для механических испытаний стальных изделий) |
[7] | ISO 7500-1 | Metallic materials - Calibration and verification of static uniaxial testing machines - Part 1: Tension/compression testing machines - Calibration and verification of the force-measuring system (Материалы металлические. Калибровка и верификация машин для статических испытаний в условиях одноосного нагружения. Часть 1. Машины для испытания на растяжение/сжатие. Калибровка и верификация силоизмерительной системы) |
[8] | ASTM Е 4 | Standard Practices for Force Verification of Testing Machines (Стандартная практика поверки нагрузок испытательных машин) |
[9] | ISO 9513 | Metallic materials - Calibration of extensometer systems used in uniaxial testing (Материалы металлические. Калибровка экстензометров, применяемых при одноосных испытаниях) |
[10] | ASTM Е 83 | Standard Practice for Verification and Classification of Extensometer Systems (Стандартная практика поверки и классификации экстензометров) |
[11] | ASTM Е 10 | Standard Test Method for Brinell Hardness of Metallic Materials (Стандартный метод измерения твердости металлических материалов по Бринеллю) |
[12] | ASTM Е 92 | Standard Test Method for Vickers Hardness of Metallic Materials (Стандартный метод контроля твердости металлических материалов по Виккерсу) |
[13] | ASTM Е 18 | Standard Test Methods for Rockwell Hardness of Metallic Materials (Стандартный метод измерения твердости по Роквеллу и поверхностной твердости металлических материалов) |
[14] | ASTM Е 23 | Standard Test Methods for Notched Bar Impact Testing of Metallic Materials (Стандартные методы испытания на ударную вязкость металлических материалов на образцах с надрезом) |
[15] | ISO 11484 | Steel products - Employer's qualification system for non-destructive testing (NDT) personnel (Стальная продукция. Система аттестации работодателем персонала, осуществляющего неразрушающий контроль) |
[16] | ASNT SNT-TC-1A | Personnel Qualification And Certification In Nondestructive Testing (Рекомендации и указания по аттестации и сертификации персонала, занятого неразрушающим контролем) |
[17] | ISO 10893-5 | Non-destructive testing of steel tubes - Part 5: Magnetic particle inspection of seamless and welded ferromagnetic steel tubes for the detection of surface imperfections (Неразрушающий контроль стальных труб. Часть 5. Метод магнитопорошкового контроля бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов) |
[18] | ASTM Е 709 | Standard Guide for Magnetic Particle Testing (Стандартное руководство по магнитопорошковому контролю) |
[19] | ISO/TR 10400 | Petroleum and natural gas industries - Equations and calculations for the properties of casing, tubing, drill pipe and line pipe used as casing or tubing (Нефтяная и газовая промышленность. Формулы и расчеты по определению характеристик обсадных, насосно-компрессорных, бурильных труб и труб для трубопроводов, применяемых в качестве обсадных или насосно-компрессорных труб) |
[20] | ANSI/API 5C3 | Technical Report on Equations and Calculations for Casing, Tubing, and Line Pipe used as Casing or Tubing; and Performance Tables for Casing and Tubing (Бюллетень по формулам и расчетам свойств обсадных, насосно-компрессорных, бурильных и магистральных труб (с Приложением 1)) |
[21] | ISO/TR 9769 | Steel and iron - Review of available methods of analysis (Сталь и чугун. Обзор существующих методов анализа) |
[22] | ASTM А 751 | Standard Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products (Стандартные методы испытаний, технология, практика и терминология для химического анализа стальной продукции) |
[23] | ISO 10893-3 | Non-destructive testing of steel tubes - Part 3: Automated full peripheral flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal and/or transverse imperfections (Неразрушающий контроль стальных труб. Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов) |
[24] | (Исключена, Изм. N 1). | |
[25] | ASTM Е 570 | Standard Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products (Стандартный метод контроля ферромагнитной трубной продукции методом рассеяния магнитного потока) |
[26] | ISO 10893-2 | Non-destructive testing of steel tubes - Part 2: Automated eddy current testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of imperfections (Неразрушающий контроль стальных труб. Часть 2. Автоматический метод вихретокового контроля стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов |
[27] | ASTM Е 309 | Standard Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation (Стандартный метод вихретокового контроля стальных трубных изделий с применением магнитного насыщения) |
[28] | (Исключена, Изм. N 1). | |
[29] | ASTM Е 213 | Standard Practice for Ultrasonic Testing of Metal Pipe and Tubing (Стандартный метод ультразвукового контроля металлических труб и трубных изделий) |
[30] | (Исключена, Изм. N 1). | |
Библиография (Измененная редакция, Изм. N 1).
УДК 621.774:622.23/24:006.354 | МКС 75.140.75 | MOD |
Ключевые слова: бурильная труба, тело бурильной трубы, высадка, тело трубы, замок, резьбовое упорное соединение, ниппель, муфта, зона сварного соединения, уровни требования к продукции, контроль качества | ||
Редакция документа с учетом
изменений и дополнений подготовлена
