ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ШТАНГИ НАСОСНЫЕ И МУФТЫ К НИМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 13877—80 (СТ СЭВ 4785-84)
Издание официальное
Е
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШТАНГИ НАСОСНЫЕ И МУФТЫ К НИМ
Технические условия
Sucker rods and couplings. Specifications
ГОСТ
13877—80
(CT СЭВ 4785—84)
ОКП 366523
Срок действия с 01.01.81 до 01.01.95
в части пп. 3.6, 4.10 и 7.1 с 01.01.83
Настоящий стандарт распространяется на насосные штанги и муфты к ним, предназначенные для передачи движения от привода к скважинному насосу для добычи нефти, изготовляемые для нужд народного хозяйства, и экспорта.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей категории качества.
Настоящий стандарт полностью соответствует СТ СЭВ 4785— —84.
(Измененная редакция, Изм. № 1, 2).
1. КОНСТРУКЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Штанги должны изготовляться: нормальной длины — 8000 *, 9000 мм; укороченной длины — 1000; 1200; 1500; 2000; 3000 мм. (Измененная редакция, Изм. № 5).
1.2. Конструкция и размеры штанг должны соответствовать указанным на черт. 1 и в табл. 1, а масса штанг — в табл. 2.
* По заказу потребителя допускается изготовлять штанги длиной 7500 мм.
Издание официальное Перепечатка воспрещена
Е
© Издательство стандартов, 1980 © Издательство стандартов, 1993 Переиздание с изменениями

Б
А-А


В Вариант
С J£«r

Черт. I
* Размер обеспечивается инструментом.
** Параметр шероховатости резьбы приведем в и. 2Л5; Обеспечивается до накатки резьбы.
Таблица 1
do | «5 | ю | 5 | ||||||||
Условный р змер штанги | номин. | пред. откл. | D (пред. откл. —0 | о +1 s и о S р. 3 Q | d2 | 0з | и в 3 о я | ь- о К о о, и | сТ СЧ~ + 5 н о * сх 3 | а Ss? fcfr-t V СХ 1 5 о „ csT -* + | h |
ШН13 | 13 | +0,3 | 26 | 15,0 | 24' | 15 | 16 | 28,6 | 20 | 16,5 | |
ШН16 | 16 | -0,7 | 34 | 20,0 | 3)2 | 18 | 22 | 31,7 | 32 | 19,0 | |
ШН19 | 19 | 38 | 23,0 | 37 | 21 | 26 | 36,5 | 35 | 21,5 | ||
ШН22 | 22 | +0,4 | 43 | 20,0 | 38 | 24 | 1-1, о) | 41,3 | 35 | 22,5 | |
ШН25 | 25 | -0,7 | 51 | 31,0 | 46 | 28 | 33 | 47,6 | 38 | 25,5 | |
ШН28 | 28 | 4-0,4 —1,0 | 57 | 35,5 | 54 | 31 | 38 | 54,0 | 421 | 31,0 |
Продолжение табл, 1
о | и | h | |||||||||
Условный размер штанги | k | (пред. откл. +1 | h (пред. ОТКЛ, -И ,5) | номин. | пред. откл. | номин. | пред. откл. | Г | л | га | О + § 1- о 3 О. з |
с | |||||||||||
Шшз | 18,0 | и | 24,0 | 37,5 | ±1.0 | 24,0 | + 1,3 | О | 30 | 1,5 | 2,5 |
ШН16 | 20,0 | 13 | 26,5 | 42,5 | 26,0 | —0,7 | о | 30 | |||
ШН19 | 22,5 | 15 | 32,0 | 48,0 | + 1,5 | 28,5 | + 1,6 -J0.8 | 4 | 35 | Л Л | |
ШН22 | 25,5 | 17 | 37,0 | 55,0 | —1.0 : | 31,5 | + 1,9 -1,0 | 40 | 2,0 | 3,0 | |
ШН25 | 28,5 | 20 | 43,0 | 63,0 | +2,0 | 34,5 | + 2,1 | 45 | 2,5 | ||
ШН28 | 32,5 | 22 | 49,5 , | 71,5 | —1,0 | 38,5 | -и | 5 | 50 |
Примечания;
1. Размеры наружного диаметра резьбы (d) приведены в табл, 5,
Л Неуказанные предельные отклонения на размеры, получаемые штампов-— по II классу точности ГОСТ 7505—74.
Условный размер штанги | Масса штанги, | кг, не более при длине L мм | |||||
1000 | 1200 | 1500 | 2000 | 3000 | 8|000 | 9000 | |
ШН1Э | 1,17 | 1,38 | 1,69 | 2,21 | 3,25 | 8,45 | 9,49 |
ШНШ | 2,07 | 2,39 | 2,86 | 3,65 | 5,23 | 12,93 | 14,51 |
шьт | 2,89 | з;2б | 3,92, | 5,03 | 7,26 | 18,29 | 20,52 |
ШШ2 | 3,71 | 4,30 | 5,20 | 6,70 | 9,68 | 24,50 | 27,48 |
ШН25 | 5,17 | 5,85 | 7,Ii2 | 9,08 | 12,93 | 31,65 | 35,50 |
ШН218 | 6,63 | 7,60 | 9,04 | 11,46 | 16,30 | 40,4(7 | 45,30 |
(Измененная редакция, Изм. № 1, 2, 4, 5).
1.3. Муфты к штангам должны изготовляться типов: соединительные — для соединения штанг одинаковых условных
размеров,
переводные — для соединения штанг разных условных размеров.
(Измененная редакция, Изм. № 5).
1.4. Муфты каждого типа должны изготовляться исполнений:
1 — с лысками — «под ключ»;
2 — без лысок.
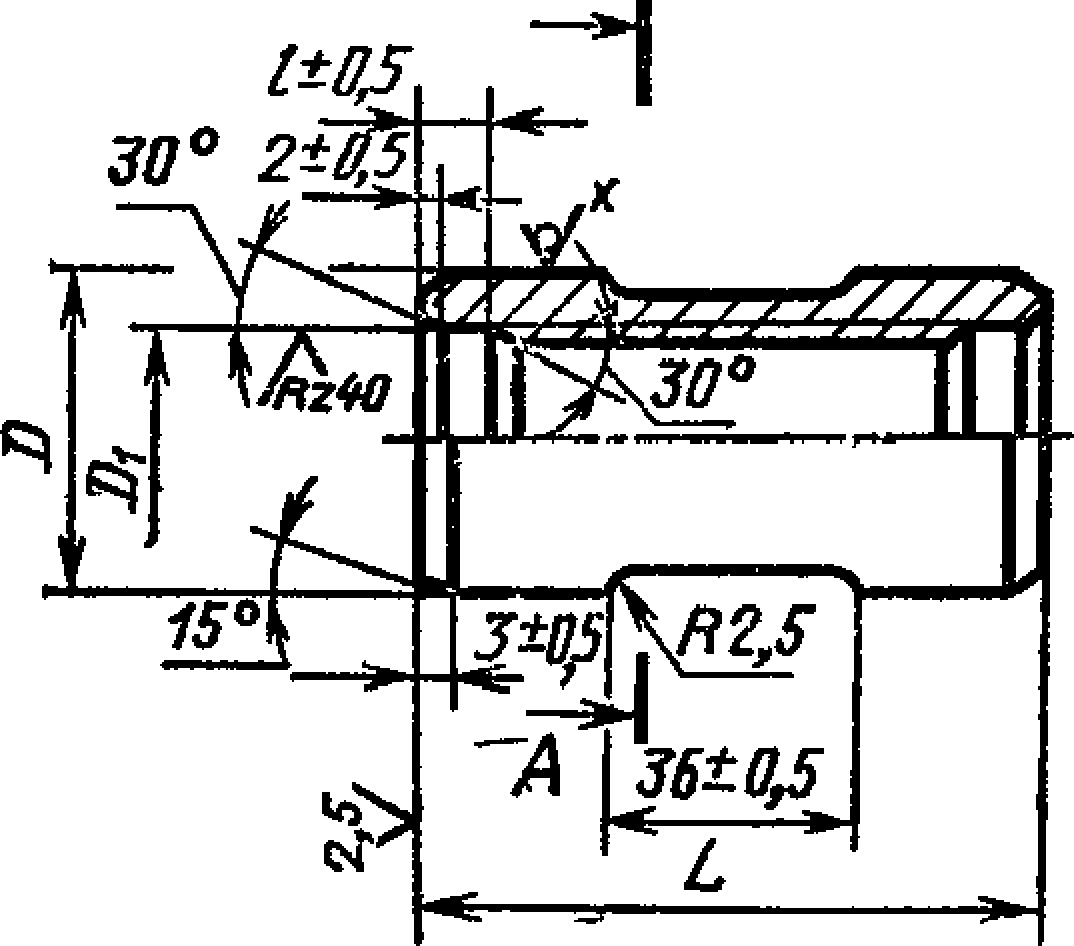
1.5. Конструкция, размеры и' масса соединительных муфт должны соответствовать указанным на черт. 2 и в табл. 3, а переводных муфт — на черт. 3 и в табл. 4.
Соединительная муфта
Исполнение 1
А
А-А

Яг во, у,
vVi
Исполнение 2
Черт. 2
* Для муфт из горячекатаного проката Rz<32 мкм.
** Параметр шероховатости резьбы приведен в п, 2.15.
Переводная муфта
Исполнение 1
RzQOj xtc
v Ы)

Исполнение 2

* Для муфт из горячекатаного проката Rz^32 мкм.
** Параметр шероховатости резьбы приведен в п. 2Л6. *
Таблица 3
Размеры в мм
Условный размер соедини тельной муфты МШ13 | Исполнение | D (пред. откл. -0,8)* | А, (пред, откл. + 0,5) | L (пред. откл, ±1,0) | 1 (пред. откл. ±0,5) | Размер «под клюя» 5 | Масса, кг, не более | |
Номин. | Пред, откл. | |||||||
2 | 26 | 19,48 | 70 | 10 | _ | 0,15 | ||
МШ16 | 1 | 36 | 24,26 | 80 | 32 | —0,6 | 0,40 | |
2 | 34 | — | — | 0,32 | ||||
МШ19 | 1 | 42 | 27,43 | 82 | 12 | 36 | —0,8 | 0,53 |
2 | 40 | _ | — | 0,47 | ||||
МШ22 | 1 | 46 | 30,50 | 90 | 41 | -0,8 | 0,68 | |
2 | 45 | —~ | — | 0,65 | ||||
МШ25 | 2 | 53 | 35,38 | 102 | 14 | — | — | 1,04 |
МШ28 | 2 | 6К> | 40,13 | 116 | — | — | 1,54 |
* Для муфт из горячекатаного проката.
Примечание. Размеры диаметра резьбы приведены в табл. 5-
(Измененная редакция, Изм. № 1, 2).
1.6. Профиль и основные размеры резьбы штанг и муфт должны соответствовать указанным на черт. 4 и в табл. 5, а допуски и расположение полей допусков резьб — на черт, бив табл. 6.

мм Таблица 4
Условный | <и и | ч и ь* | § | $ | a 8 5 о..-. 30 | ч х н | ч м и | Размер «под ключ» S | 4> X | |||
размер переводной муфты | X О) X 4 о 5 S | е* и Е 00 o' Q 1 | 5 о. в^ *'-"Ю -Ф J | fit а) | О 4 « +1 | и | к (пред, о ±0.5) | h | Номин. | Пред. откл. ] | Масса, кг, более | |
МШП13Х16 | 1 | 36 | 19,48 | 24,25 | 33 | 6 | 35 | 32 | -0,6 | 0,56 | ||
2 | 34 | 6 | — | — | 0,45 | |||||||
МШП16Х19 | 1 | 42 | 24,25 | 27,43 | 102 | 35 | 40 | 36 | -0,8 | 0,70 | ||
2 | 40 | 10 | — | — | 0,67 | |||||||
МШП19Х22 | 1 | 46 | 27,43 | 30,50 | 40 | 45 | 41 | -0,8 | 0,83 | |||
2 | 45 | 10 | —. | — | Р,81 | |||||||
МШП22Х25 | 2 | 53 | 30,50 | 35,36 | 114 | 45 | 14 | 50 | —. | — | 1,25 | |
МШП25Х28 | 2 | 60 | 35,36 | 40,13 | 130 | 14 | 50 | 60 | — | -- | 1,78 |
Примечания:
1. Допускается по заказу потребителя изготовлять переводные муфтм МШШбхШ с наружным диаметром Д равным 38 мм.
2. Размеры диаметра резьбы приведены в табл. 5.
Таблица 5
Условный размер | Обозначение резьбы | Диаметр резьбы штанги, муфты | |||
штанги | соединительной муфты | наружный d; О | средний | внутренний d,\ Dx | |
ШН13 | МШ13 | Ш13 | 19,050 | 17,400 | 16,300 |
ШН16 | МШ16 | Ш16 | 23,825 | 22,175 | 21,075 |
ШН19 | МШ19 | IU19 | 27,000 | 25,350 | 24.250 |
ШН22 | МШ22 | Ш2’2 | 30,175 | 28,525 | 27,425 |
ШН25 | МШ25 | Ш25 | 34,935 | 33,2*85 | 32,185 |
ШБ28 | МШ28 | Ш28 | 39,700 | 38,050 | 36,950 |
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ДИАМЕТРОВ РЕЗЬБЫ И РАСПОЛОЖЕНИЕ ПОЛЕЙ ДОПУСКОВ
Расположение полей допусков резьбы

/—поле допуска внутренней резьбы, 2—поле допуска наружной резьбы
Черт. 5
Таблица 6
Предельные отклонения диаметров резьбы, мкм
Условный размер | штанги | муфты | ||||||||||
d | dx | D | Dx | б2 | ||||||||
штанги | верх нее | ниж нее | верх нее | ниж нее | верх нее | ниж нее | верх нее | нижнее 1 | верх нее | ниж нее | верх нее | ниж нее |
ШН13 | —46 | —373 | -412 | —47 | -197 | + 195 | ||||||
ШН1'6 | ||||||||||||
ШН19 | —47 | —204 | 0 | +540 | 0 | +202 | 0 | |||||
ШН22 | -48 | -376 | -415 | -50 | -204 | +202 | ||||||
ШН25 | —50 | —215 | +218 | |||||||||
ШН28 | -53 | -381 | -420 | -52 | —225 | +223 |
Примечания:
1. Отклонения отсчитываются от линии номинального профиля резьбы в направлении, перпендикулярном оси штанги.
2/ Внутренний диаметр резьбы штанги d\ и наружный диаметр резьбы муфты D обеспечивается резьбообразующим инструментом.
Предельное отклонение размеров d\ и D относится к оси впадины и представляет расстояние между наинизшей ее точкой и линией номинального размера.
(Измененная редакция, Изм. № 1, 2, 4, 5).
Пример условного обозначения штанги насосной условным размером 19 мм, длиной 8000 м из стали марки 40:
Штанга насосная ШН19—40 ГОСТ 13877—80 То же, длиной 3000 мм:
Штанга насосная ШН19—3000—40 ГОСТ 13877—80
То же, подвергнутой поверхностному^упрочнению нагревом ТВЧ: Штанга насосная ШН19—3000—40Т ГОСТ 13877—80
То же, с соединительной муфтой исполнения 1:
Штанга насосная ШН 19—3000—40Т—1 ГОСТ 13877—80
Пример условного обозначения соединительной муфты условным размером 19 мм, исполнения 1, из стали 40, подвергнутой поверхностному упрочнению нагревом ТВЧ:
Муфта МШ19 ГОСТ 13877—80
То же, не подвергнутой поверхностному упрочнению нагревом ТВЧ:
Муфта МШ19—С ГОСТ 13877—80
То же, исполнения 2, из стали марки 29Н2М, не подвергнутой поверхностному упрочнению нагревом ТВЧ:
Муфта МШ 19—2—20Н2М—С ГОСТ 13877—80 Пример условного обозначения резьбы штанги условным размером 19 мм:
Резьба Ш 19 ГОСТ 13877—80 (Измененная редакция, Изм. № 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Штанги и муфты к ним должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке, а предназначенные для экспорта — также и заказ-наряда внешнеторговой организации.
2.2. Сортамент для штанг — круглая горячекатанная сталь по ГОСТ 2590—88.
Технические требования к прокату — по ГОСТ 1050—88, ГОСТ 4543—71 или по техническим условиям на конкретные марки стали.
2.3. Марки стали, виды термической обработки и механические свойства материала штанг после их термической обработки должны соответствовать указанным в табл. 7.
Таблица 7
К
Ч
Я
Ь
св
Я
а
«
се
а
\о
о
KS
о
я
о
<У
Я
х
S
О.
ф
н Я
4 Н
5 о CQO
Механические свойства, не менее
о
& с*
о ■ 3
S з£
« О.Е
§ <у * 5 К в 5 я о Я gfe 2 я S 5* к Я
CQ н о,
Гл
н гг ч \ я
О -С.
4) V О
а я ^
Относи
тельное
а> я х и
X X
5
>>*о
4)
Я Я V
*
&*-
Я
я
Си
СО
Ч
>>
<0 > а> я ч ай
ю®
о g я я
£сй
sg
а» 5
£ 4> я
40 по ГОСТ 1050—88
20Н2М по ГОСТ 4543—71
Нормализация или нормализация с последующим поверхностным упрочнением нагревом токами высокой частоты (ТВЧ)
Нормализация или нормализация с последующим поверхностным упрочнением нагревом ТВЧ
570 (57) ,320 (32)
600 (60)
390 (39)
16
21
45
56
12
217
200
Продолжение табл. 7
•* ы И! м о. <я % | Вид термической обработки | Механические свойств^, не | Менее | |||||
Временное сопротивление разрыву о , Н/мма Б (кгсХм2) | Предел текучести о , Н/мм* т (кгс/мм2) | Относи тельное | Л | Твердость п# Бри-неллю НВ, не белее | ||||
удлинение 5 S | сужение ф | I4 О О X - m я * 6 К «в £ 03 fcf | OI 2 и * | |||||
% | >> « | |||||||
20Н2М по | Объемная закалка и | |||||||
ГОСТ 4543'—71 | высокий отпуск | 630 (63) | 520 (52) | 18 | 65 | 15 | 260 | |
15НЗМА | Нормализация с пос | |||||||
ледующим поверхност | ||||||||
ным упрочнением наг | ||||||||
ревом ТВЧ | 650 (65) | 500 (50) | 22 | 60 | 18 | 229 | ||
15Х2НМФ | Закалка и высокий | |||||||
отпуск или нормализа | ||||||||
ция и высокий отпуск | 7001 (70) | 600 (63) | 16 | 63 | 14 | 255 |
Примечания:
1. При поверхностной упрочнении штанг нагревом ТВЧ механические свойства материала, указанные в таблице, относятся к незакаленной сердцевине тела штанг и определяются до обработки ТВЧ на отштампованных и термически обработанных заготовках штанг.
2. Сталь марки 15НЗМА применяется для изготовления штанг размером 19 мм и более.
3. Закалка стали марки 15Х2НМФ происходит на воздухе _в процессе изготовления проката и штамповки головок.
Допускается закалку штанг проводить в воде или других охлаждающих средах.
4L Показатели твердости являются рекомендуемыми.
5. Стали марок 15НЗМА и 15Х2НМФ выпускают по нормативно-технической документации.
(Измененная редакция, Изм. №5).
2.4. Глубина поверхностного упрочнения и твердость поверхности штанг, подвергнутых нагреву ТВЧ, должны соответствовать указанным в табл. 8.
Не допускается поверхностное упрочнение нагревом ТВЧ участков квадрата на головке штанги.
Таблица 8
Условный размер штанги | Глубина поверхностного упрочнения, мм | Марка стали | ||||
тела штанги и конусной части головки | головки штанги на участках | 40 | 20Н2М | 15НЗМА | ||
с радиусом г и бурта длиной 6 мм | с радиусом П | |||||
Твердость поверхности НКСэ » не менее | ||||||
ШН19 | 1,5-2,3 | 1.5—3.5 | 1,2—2,3 | 51 | 43 | 41 |
ШН22 | 1,7-2,5 | 1,7-4,5 | 1,5—2,5 | |||
ШН25; ШН28 | 2, а—з,о | 2,0—5,5 | 1,7—3,0 |
(Измененная редакция, Изм. № 1, 5).
2.5. Пределы прочности при растяжении штанг, подвергнутых поверхностному упрочнению нагревом ТВЧ, должны соответствовать, Н/мм2 (кгс/мм2), не менее:
900(90) —для стали марок 40;
850(85) — > » » 20Н2М;
800(80) — » » » 15НЗМА.
(Измененная редакция, Изм. № 5).
2.6. Муфты исполнения 1 должны изготовляться:
а) из круглого калибровочного проката по ГОСТ 7417—75, из стали марок 40 и 45 по ГОСТ 1050—88;
б) из труб по ГОСТ 8734—75, а также из горячекатанного проката по ГОСТ 2590—88 из марок стали, указанных в подпункте а.
Муфты исполнения 2 должны изготовляться из труб по ГОСТ 8734—75 из стали марки 45 по ГОСТ 1050—88, и из круглого калиброванного проката по ГОСТ 7417—75 из стали марок 40 и 45 по ГОСТ 1050—88 и 20Н2М, 20ХН2М по ГОСТ 4543—71.
(Измененная редакция, Изм. № 1).
2.7. Муфты должны подвергаться поверхностному упрочнению нагревом ТВЧ. При этом должны оставаться незакаленными участки муфты, примыкающие к торцам, длиной от 3 до 10 мм.
2.7.1. Глубина поверхностного упрочнения и твердость поверхности муфт, подвергнутых нагреву ТВЧ, должны соответствовать указанным в табл. 9.
Таблица 9
Наружный диаметр муфты D, Мм | Глубина поверхностного упрочнения муфты, мм | Марка стали | |
40; 45 | 20Н2М, 20ХН2М | ||
Твердость поверхности HRC3 _ H(J менее | |||
От 26 до 46 | 2,0—3,0 | 51 | 43 |
Св. 46 до 60 | 2,5-3,5 |
Примечания:
1. (Исключено, Изм. №5).
2. У муфт исполнения 1 глубина поверхностного упрочнения и твердость поверхности на лысках «под ключ» и на цилиндрической поверхности в зоне лысок на расстоянии по 3 мм в обе стороны, не регламентируется.
(Измененная редакция, Изм. № 1,3, 5).
2.7.2. Наружная поверхность муфт не должна иметь раскатанных трещин и трещин напряжения.
Допускаются на наружной поверхности муфт запилы глубиной до 0,4 мм и еледы измерения твердости.
Допускается по заказу потребителя изготовлять муфты без упрочнения поверхности нагревом ТВЧ.
(Измененная редакция, Изм. № 1).
2.8. Поверхность головок штанг, обработанных давлением, не должна иметь дефектов; трещин, скворечников, прокатных плен, усов, подрезов, закатов, заковов, царапин, рисок, отпечатков, че-шуйчатости, морщин и рябизны глубиной или высотой более половины допуска на диаметр do, а также раскатанных загрязнений и пузырей глубиной более 0,2 мм.
Допускается зачистка заковов до значения допуска на диаметр
do-
(Измененная редакция, Изм. № 1, 5).
2.8а. Нагрев концов заготовок проката под высадку головок штанг должен быть автоматизирован по времени и исключать возможность штамповки заготовок с недогретыми и перегретыми концами.
(Введен дополнительно, Изм. № 4).
2.9. Микроструктура головок штанг должна быть без трещин, расслоений и шлаковых включений, видимых невооруженным глазом.
В протравленном темплете головки штанги не должно быть складок и прочих неправильностей истечения металла.
(Измененная редакция, Изм. № 1).
2.10. Величина зерна в микроструктуре головок и тела штант ги после термической обработки не должна быть крупнее 5-го номера по ГОСТ 5639—82 для стали 40 и 6-го номера для сталей остальных марок. Пережог стали не допускается.
(Измененная редакция, Изм. № 1,4).
2.11. Предельные отклонения размеров обрабатываемых поверхностей, не указанные на черт. 1; 2 и 3 настоящего стандарта: валов — по h 14, отверстий — по Н14, прочих по js 16.
Неуказанные предельные- отклонения размеров поверхностей, обработанных давлением — .по 2-му классу ГОСТ 7505—89.
(Измененная редакция, Изм. № 1).
2.12. Предельные отклонения угловых размеров обрабатываемых поверхностей штанг и муфт не должны превышать допуска по 10-й степени точности ГОСТ 8908—81.
2.13. Кривизна тела штанги, характеризуемая стрелой прогиба, должна быть не более 3 мм на 1 м длины, а на участках тела штанги длиной 1 м, примыкающих к каждой головке — не более 1 мм.
Правка штанги или ее термически обработанной заготовки методами, вызывающими смятие ее поверхности или создающими концентрацию напряжений, не допускается.
(Измененная редакция, Изм. № 1).
2.14. Резьба штанг должна быть накатанной, а поверхность зарезьбовой канавки — обкатанной.
Допускается, по соглашению с потребителем, применение других методов обработки зарезьбовой канавки, не ухудшающих качество штанг.
2.15. Резьба штанг и муфт должна быть гладкой, без забоин, выкрошенных ниток, заусенцев, рванин и других дефектов, нарушающих ее непрерывность и прочность.
Параметр шероховатости резьбы по ГОСТ 2789—73 должен быть tfz^20 мкм.
2.16. Оси резьбы головки и тела штанги должны быть соосны.
Допускается несоосность резьбы и тела штанги не более 1,5 мм
иа длине 200 мм от торца штанги.
2.17. Несоосность резьбы муфты относительно продольной оси муфты — не более 0,5 мм.
2.18. Упорные плоскости буртов штанги и торцев муфты должны быть соответственно перпендикулярны к осям резьбы штанги и муфты. Отклонение от перпендикулярности — не более 0,15 мм.
2.19. Поверхности штанг и муфты, подвергнутые механической обработке, не должны иметь заусенцев и царапин.
Допускается наличие рисок от режущего инструмента на расточке муфты и упорном бурте штанги.
Допускается на штангах, кроме предназначенных для экспорта, наличие на обработанной цилиндрической поверхности упор-лого и подэлеваторного буртов (черт. 1, вариант II) отдельных черновин, которые не превышают предельных отклонений «D».
(Измененная редакция, Изм. № 1, 5).
2.20. На один конец штанги должна быть плотно навинчена (до полного соприкосновения упортных плоскостей) соединительная муфта.
Штанги из стали 15НЗМА должны иметь соединительные муфты из стали 20Н2М, 20ХН2М. Штанги из других марок сталей должны иметь соединительные муфты из стали марок 40 и 45.
Допускается, по заказу потребителя другие сочетания материалов штанг и соединительных муфт.
(Измененная редакция, Изм. № I).
2.21. Вероятность безотказной работы штанг за 5 млн. циклов,, определенная в соответствии с приложением 1 у штанг в количестве 1000 шт., изготовленных в течение квартала по числу их обрывов без учета эксплуатационных отказов, должна быть не менее 0,996 — для штанг стали марок 15НЗМА и 20Н2М, подвергнутых нормализации с последующим поверхностным упрочнением нагревом ТВЧ, а также из стали 15Х2НМФ, подвергнутых закалке и высокому отпуску;
0,995 — для остальных штанг.
Допускается определять вероятность безотказной работы по результатам подконтрольной эксплуатации штанг одной марки стали и одного вида термообработки.
(Измененная редакция, Изм. № 1, 4).
2.22. Средний срок службы штанг — не менее 5,5 лет.
Установленный срок службы штанг — ие менее 3 лет.
(Измененная редакция, Изм. № 1, 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия штанг и муфт требованиям настоящего стандарта предприятие-изготовитель должно подвергать их приемочному контролю, штанги также периодическим испытаниям.
3.2. Штанги и муфты предъявляются приемочному контролю партиями, содержащими не более 1200 штанг или муфт.
Каждая партия должна состоять из штанг, изготовленных из стали одной плавки, одного типоразмера, одного вида термичес
кой обработки, а каждая партия муфт — одной марки стали, одного вида термообработки и одного исполнения.
(Измененная редакция, Изм. № 1).
3.3. При приемочном контроле проверяют: размеры штанг и муфт (п. 1.1): механические свойства материала сердцевины штанг (п. 2.3);
глубину и твердость поверхностного упрочнения штанг и муфт (пп. 2.4 и 2.7);
качество необработанных поверхностей (п. 2.8); макро- и микроструктуру штанг (пп. 2.9 и 2.10);
кривизну тела штанги (п. 2.13);
профиль и основные размеры резьбы штанг и муфт (п. 2.14);
соосность резьбы и тела штанги и муфты (пп. 2.16 и 2.17);
качество обработанных поверхностей штанг (пп. 2.16 и 2.19);
перпендикулярность упорных плоскостей буртов штанги и торцов к осям штанги и муфты.
3.4. При периодических испытаниях проверяются предел прочности по п. 2.5. Периодическим испытаниям подвергаются штанги не реже одного раза в год не менее двух штанг одного типоразмера от партии, прошедшей приемочный контроль.
3.5. Проверка механических свойств материала сердцевины штанг, макро- и микроструктуры должна проводиться не менее чем на двух заготовках от каждой партии штанг.
Для проверки механических свойств от каждой заготовки должно быть взято не менее чем по два образца для каждого вида испытаний.
3.6. Отсутствие трещин, закатов, заковов, скворечников (п. 2.8) проверяют на каждой штанге.
(Измененная редакция, Изм. № 1, 4).
3.7. Проверка твердости поверхности и глубины закаленного слоя штанг, подвергнутых поверхностному упрочнению, нагревом ТВЧ, должна проводиться на двух штангах от каждых 500 шт. одной партии.
3.8. Проверка глубины закаленного слоя муфты должна проводиться на двух муфтах каждого типоразмера яе реже одного раза в квартал, или при изменении режима поверхностной термической обработки, а на твердость поверхности — на двух муфтах от каждых 500 шт. одного типоразмера.
3.9. Проверка качества поверхности отштампованных головок штанг должна проводиться на каждой штанге.
3.10. При обнаружении в выборке 2-х и более изделий с дефектами партия считается не выдержавшей испытания. Если в выборке обнаружено 1 дефектное изделие, проводят повторную выбор-
ку удвоенного числа образцов, взятых от той же партии. Результаты повторного контроля являются окончательными и распространяются на всю партию.
(Измененная редакция, Изм. № 3).
3.11. Проверка длины штанги, кривизны ее тела, несоосности оси резьбы головок относительно оси тела штанги, несоосности оси резьбы относительно продольной оси муфты, неперпендику-лярности упорных плоскостей буртов штанги и торцев муфты к осям резьбы штанги и муфты, качества резьб штанг и муфт, качество поверхности зарезьбовой канавки и упорного бурта, а также и качества маркировки должна осуществляться по ГОСТ 16493—70.
В штангах, изготовляемых по черт. 1, вариант II, подлежат проверке длина штанги, кривизна ее тела, несоосность резьбы, не-перпендикулярность торцов с периодичностью не реже одного раза в месяц в количестве не менее 10 шт., а также при смене технологической настройки станков автоматической линии.
(Измененная редакция, Изм. №1,3, 4, 5).
3.12. Объем выборки должен устанавливаться исходя из заданного значния риска потребителя |3=0,10 и браковочного уровня качества <7=1,0 %.
Порядок проведения статистического приемочного контроля должен соответствовать ГОСТ 16493—70, при варианте браковки КЗ.
В штангах, изготовляемых по черт. 1, вариант II, подлежат проверке длина штанги, кривизна ее тела, несоосность резьбы, непер-пендикулярность торцов с периодичностью не реже одного раза в месяц в количестве не менее 10 шт., а также при смене технологической настройки станков автоматической линии.
(Измененная редакция, Изм. № 4, 5).
3.13. Отбор изделий в выборке из проверяемой партии штанг и муфт должен производится по ГОСТ 18321—73 с применением метода статистического отбора единиц продукции в выборке.
(Измененная редакция, Изм. № 4).
3:14. (Исключен, Изм. №3).
3.15. Допускается одна повторная термообработка штанг.
После повторной термической обработки партия испытывается как предъявленная вновь.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры штанг, муфт и их резьб (пп. 1.1; 1.2; 1.5; 1.6) следует проверять универсальным и специальным измерительным инструментом.
(Измененная редакция, Изм. № 1).
4.2. Испытание на химический состав должно проводиться по ГОСТ 12344—88, ГОСТ 12345—88, ГОСТ 12346—78, ГОСТ 12347—77; ГОСТ 12348—78; ГОСТ 12352—81; ГОСТ 12364—81 и ГОСТ 20560—81.
(Измененная редакция, Изм. № 1).
4.3. Механические свойства материала сердцевины штанг (п. 2.3) должны проверять на образцах, вырезанных из термически обработанных отштампованных заготовок штанг.
Отрезку следует производить на участке термического влияния.
(Измененная редакция, Изм. № 5).
4.3.1. Статические испытания на растяжение с целью определения временного сопротивления разрыву, предела текучести, относительного удлинения и относительного сужения (п. 2.3) должны проводиться по ГОСТ 1497—84.
4.3.2. Испытание на ударную вязкость — по ГОСТ 9454—78.
4.4. Твердость сердцевины отштампованных заготовок штанг (п. 2.3), а также твердость поверхности штанг, и муфт, подвер*-гнутых поверхностному упрочнению нагревом ТВЧ (пп. 2.4 и 2.7.1), должны проверяться по ГОСТ 9012—59 и ГОСТ 9013—59.
(Измененная редакция, Изм. №4).
4.5. Глубина поверхностного упрочнения штанг (п. 2.4), подвергнутых нагреву ТВЧ должна определяться замером на темпле-тах. Отсутствие дефектов головок штанг (п. 2.9) должно проверяться на продольных и поперечных протравленных темплетах головод и тела штанг визуальным осмотром.
4.6. Предел прочности штанг, подвергнутых поверхностному упрочнению нагревом ТВЧ (п. 2.5), следует проверять испытанием на разрыв штанг или отрезков штанг, длиной не менее 600 мм.
4.7. Длину незакаленных участков муфт (п. 2.7) и глубину поверхностного упрочнения муфт (п. 2.7.1) следует проверять их замером на продольных протравленных темплетах муфт.
4.8. Отсутствие дефектов поверхности штанги (пп. 2.8; 2.9) следует проверять визуально.
Допускается применять лупу с пятикратным увеличением.
(Измененная редакция, Изм. №4).
4.9. Отсутствие пережога стали и микроструктура головок (п. 2.10) должна проверяться с помощью микроскопа на попереч
ных шлифах, вырезанных из головки термически обработанной заготовки штанг на расстоянии от 40 до 80 мм от торца и из тела заготовки на расстоянии не менее 300 мм от торца.
Допускается контроль перегрева и пережога стали производить в изломе по ГОСТ 10243—75.
(Измененная редакция, Изм. № 1).
4.10. Качество поверхности (п. 2.8) и структуры металла .{пп. 2.9 и 2.10) обеспечивается активным контролем нагрева головок под высадку в индукторе ТВЧ при помощи термопары, за-чеканенной с торца в образец, отрезанный от заготовки штанги, или установкой термопары с автоматической регулировкой и записью температуры при нагреве в печи.
(Измененная редакция, Изм. №5).
4.11. Кривизна тела штанги (п. 2.13) и соосность резьбы и тела штанги и муфты (пп. 2.16 и 2.17) должны проверяться универсальными измерительными инструментами или с помощью специальных приспособлений.
4.12. Резьба штанг должна проверяться предельными резьбовыми калибрами-кольцами, а резьба муфт — предельными резьбовыми калибрами-пробками.
При навинчивании проходного калибра-кольца на резьбу штанги торец его должен доходить до упорной плоскости бурта штанги.
Навинчивание (ввинчиваний) непроходного калибра должно быть не более чем на два оборота.
4.13. Качество поверхности резьбы (п. 2.15) и других механически обработанных поверхностей (п. 2.19) должно проверяться визуально, а шероховатость поверхности — сопоставлением с эталонами шероховатости, выполненными в соответствии с требованиями ГОСТ 9378—75.
4.13. Перпендикулярность упорных плоскостей буртов штанги и торцов муфты к осям их резьб (п. 2.18) должна проверяться по величине максимального зазора между измерительной плоскостью свинченного до упора специального калибра и упорной плоскостью бурта штанги или торцем муфты.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждая штанга должна маркироваться поверхностным пластическим деформированием, обеспечивающим четкость и сохранность маркировки в течение всего срока службы.
Маркировка должна наноситься на двух протвоположных сто* ронах квадрата.
На одной стороне квадрата наносят: числовое значение условного размера штанги; товарный знак или условное обозначение предприятия-изготовителя; год выпуска и квартал.
На другой отороне квадрата наносят: марку стали; номер плавки; вид термообработки (букву Т).
Допускается наносить маркировку вида термообработки на торце штанги.
Для штанг, которым в установленном порядке присвоен государственный Знак качества, изображение его проставляют в паспорте и этикетке.
(Измененная редакция, Изм. №5).
5.1.1. Штанга, подвергнутая поверхностному упрочнению нагревом ТВЧ, должна маркироваться буквой Т.
(Измененная редакция, Изм. № 1).
5.1.2. На наружной поверхности муфты поверхностно-пластическим деформированием должна наноситься маркировка, содержащая:
товарный знак или условное обозначение предприятия-изготовителя;
марку стали;
год выпуска и квартал;
букву С (для муфт, не подвергнутых поверхностному упрочнению нагревом ТВЧ).
Муфты в сборе со штангами допускается маркировать только обозначением марки стали и буквой С (для муфт, не подвергнутых поверхностному упрочнению нагревом ТВЧ)..
(Измененная редакция, Изм. № 5).
5.1.3. Марку стали маркируют буквой:
сталь 40 и 45.....У
сталь марки 20Н2М, 20ХН2М . Н » » 15НЗМА . . Р
» > 15Х2НМФ . ГТ
(Измененная редакция, Изм. № 5).
5.1.4. Год выпуска маркируют одной последней цифрой кален
дарного года.
Квартал маркируют буквой:
I квартал
II квартал
III квартал
IV квартал
. А . Б . Г . И
5.1.5. Условный номер плавки маркируется тремя цифрами. При числе плавок одной марки стали на данном предприятии*изгото-вителе штанг не более 100 в год допускается условный номер плавки маркировать двумя цифрами.
Допускается указывать вместо условного номера плавки три последние цифры номера сертификата предприятия-изготовителя проката.
(Измененная редакция, Изм. № 4).
5.2. Консервации по варианту защиты ВЗ-4 по ГОСТ 9.014—78 подлежат резьбы штанги (включая резьбовук) канавку и обращенный к ней торец упорного бурта) и муфты.
Срок действия консервации — 2 года. Для штанг и муфт, предназначенных для экспорта, срок действия консервации — 3 года.
(Измененная редакция, Изм. № 5).
5.3. Штанги упаковывают в пакет, массой брутто не более 500 кг. Допускается по заказу потребителя:
упаковка Штанг и пакет массой брутто до 1500 кг;
объединение нескольких пакетов в укрупненный пакет массой брутто до 3500 кг.
Требования к пакетам — по ГОСТ 26663—85. Габаритные размеры пакета не более 500X500X9300 мм.
Штанги должны укладываться в пакете рядами и скрепляться поперечными стяжками, включающими бруски со стяжными болтами, деревянные прокладки между рядами и строповочные приспособления.
Штанги, предназначенные для экспорта, должны упаковываться в соответствии с условиями договора между предприятием и внешнеэкономической организацией.
(Измененная редакция, Изм. № 5).
5.3.1. В каждый пакет упаковывают штанги только одной марки стали, одного вида термической обработки, одного диаметра, одной длины, с одним исполнением муфт.
5.3.2. Конструкция пакетов должна обеспечивать предохранение штанг от искривления (за пределы упругой деформации) при транспортировании и хранении.
В пакетах не допускается соприкасания поверхности тела штанг между собой. Концы штанг с муфтами должны быть сориентированы в одну сторону.
Открытая резьба штанг и муфт должна быть защищена предохранительными колпачками или пробками от повреждений и от скопления в ней грязи и влаги.
5.3.3. Каждый пакет должен иметь паспорт по ГОСТ 2.601—68, который должен содержать следующие данные:
наименование предприятия-изЬ>товителя (для штанг, предназначенных для экспорта, — наименование внешнеэкономической организации по согласованию с ней); условное обозначение штанг; количество штанг в пакете; условый номер плавки;
результаты заводских механических испытаний материала (сердцевины) штанг;
результаты замера твердости поверхностей штанг и муфт, подвергнутых поверхностному упрочнению нагревом ТВЧ; год выпуска и квартал.
Паспорт должен предусматривать возможность внесения в него следующих данных:
номеров скважин, в которые спущены штанги;
дату спуска штанг в скважину;
подпись мастера текущего ремонта скважин.
Паспорт, уложенный в мешок из полиэтиленовой пленки по ГОСТ 10354—82 должен помещаться внутри одной из муфт пакета. Муфта, внутри которой находится паспорт, должна иметь отличительную окраску.
Допускается отличительную окраску наносить на предохранительную пробку той муфты, внутри* которой помещен паспорт.
У штанг, предназначенных для экспорта, паспорт следует помещать в пенал, закрепляемый проволокой между рядами штанг пакета».
(Измененная редакция, Изм. № 5).
5.4. Каждая партия, должна состоять из штанг одного типоразмера и сопровождаться этикеткой по ГОСТ 2.601—68, содержащей следующие сведения:
наименование предприятия-изготовителя; количество штанг в партии; количество пакетов в партии; условные номера плавок.
5.5. Переводные или соединительные муфты должны быть упакованы в деревянные ящики типа II или III по ГОСТ 2991— —85, массой брутто не более 50 кг. В случае поставки муфт в районы Крайнего Севера и труднодоступные районы — упаковка по ГОСТ 15846—79.
5.5.1. Муфты, предназначенные на экспорт, должны быть упакованы в ящики по ГОСТ 24634—81.
(Измененная редакция, Изм. № 4).
5.6. Ящик должен снабжаться упаковочным ярлыком с указанием на нем:
наименования предприятия-изготовителя (для штанг, предназначенных для экспорта, — наименование внешнеэкономической организации по согласованию с ней);
условного обозначения муфт;
марки стали;
буквы С (при отсутствии поверхностного упрочнения муфт нагревом ТВЧ);
исполнения муфт;
количества муфт в ящике;
года выпуска и квартала.
(Измененная редакция, Изм. № 5).
5.7. (Исключен, Изм. № 1).
5.8. Пакеты штанг и ящики с муфтами транспортируют в открытых транспортных средствах автомобильным, железнодорожным и водным транспортом в соответствии с правилами перевозок, действующими на транспорте каждого вида, и техническими условиями погрузки и крепления грузов, установленными для транспорта данных видов.
При проведении погрузочно-разгрузочных работ в железнодорожные вагоны должны выполняться требования ГОСТ 22235— —76. При этом высота штабеля пакетов не должна превышать 3 м и вышележащие пакеты должны соприкасаться с нижележащими только поперечными стяжками. В каждом штабеле поперечные стяжки пакетов должны быть скреплены между собой проволочной скруткой от возможного относительного смещения при транспортировании. Коэффициент загрузки открытого полувагона (применительно к штангам нормальной длины 8000 мм) до полной вместимости.
Транспортная маркировка — по ГОСТ 14192—77 с указанием мест строповки.
(Измененная редакция, Изм. № 5).
5.8.1. (Исключен, Изм. №5).
5.8.2. Погрузка, выгрузка и перевалка пакетов порознь или объединенных в группы производится с помощью приспособлений, обеспечивающих сохранность штанг в пакетах.
5.9. Штанги, неупакованные или в пакетах, следует хранить, рядами или штабелями на ровных площадках в условиях, исключающих остаточную деформацию и смятие штанг.
Между рядами неупакованных штанг должны устанавливаться поперечные неметаллические прокладки, не допускающие соприкосновения металлических частей пакета с поверхностью штанг. Хранение пакетов штанг или неупакованных штанг непосредственно на земле йе допускается.
(Измененная редакция., Изм. № I).
5.9.1; 5.9.2. (Исключены, Изм. № 1).
5.10. Транспортирование штанг в части воздействия климатических факторов внешней среды — по группе условий хранения 8 ГОСТ 15150—69, в части воздействия механических факторов по ГОСТ 23170—78:
средняя (С) — при перевозках любым путем (кроме моря) ;
жесткая (Ж) — при морских перевозках.
5.11. Группа условий хранения — 5-по ГОСТ 15150—69.
5.10; 5.11. (Измененная редакция, Изм. №5).
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Область применения насосных штанг в зависимости от коррозионности продукции скйажин, диаметра скважинного насоса и величины допускаемого приведенного напряжения дана в приложении 2;
6.2. Правила компановки штанговых колонн и замены штанг в колонне приведены в рекомендуемом приложении 3, а правила обращения со штангами в процессе эксплуатации — в приложении 4.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие штанг и муфт требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации, установленных настоящим стандартом и инструкцией по эксплуатации.
Гарантийный срок эксплуатации штанг и муфт — 6 мес. со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ I Рекомендуемое
ПРИМЕРЫ РАСЧЕТА ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ ПАРТИИ ШТАНГ
Расчет вероятности безотказной работы партии штанг (1030>1000 шт.) за 5-106 циклов приведен в таблице.
Условный номер скважины | Количество штанг из партии в данной скважине | Число качаний в минуту п | Время наработки Т (5- 10е), суток | Количество обрывов штанг за время 7*(5* 10е) |
1 | 40 | 10 | 347 | 1 |
2 | 60 | 8,5 | 408 | —► |
3 | 120 | 9 | 386 | 2 |
4 | 50 | 6 | 579 | — |
5 | 100 | 7,5 | 463 | — |
6 | 70 | 8 | 434 | — |
7 | 110 | И | Э16 | —. |
8 | 120 | НО | 347 | 1 |
9 | 60 | 9,5 | 305 | — |
10 | 90 | 8 | 434 | — |
11 | 110 | 9 | 386 | — |
12 | 80 | 6,5 | 534 | 1 |
Всего: | 1030 | 5 |
Время наработки (без учета простоев) за 5-Ю6 циклов, сутки
5-10®
П5-т= -Що—
Вероятность безотказной работы
/(5*106) = ^озо"5' =0 >9951 >0,995
Вывод: Требования стандарта в части безотказной работы штанг (п. 2.21) соблюдены
ПРИЛОЖЕНИЕ 1 OSarum
ОБЛАСТЬ ПРИМЕНЕНИЯ НАСОСНЫХ ШТАНГ И ВЕЛИЧИНА ДОПУСКАЕМОГО ПРИВЕДЕННОГО
НАПРЯЖЕНИЯ В ШТАНГАХ
Показатели штанг | Область применения штанг | Допускаемое приведенное напряжение в штангах, кгс/мм2, не более | ||
Марка стали | Вид термической обработки | Условия эксплуатации по коррозионности продуши скважины | Диаметр скважинных насосов, мм | |
40 | Нормализация Нормализация с последующим поверхностным упрочнением нагревом ТВЧ | Некоррозионные условия | От 28 до 95 | 7 |
От 28 до 43 | '12 | |||
От 55 до 95 | 10 | |||
20Н2М | Нормализация | Некоррозионные условия | От 28 до 95 | 9 |
Коррозионные условия (с влиянием Нг$) | & | |||
Нормализация с последующим поверхностным упрочнением нагревом ТВЧ | Некоррозионные условия | От 28 до 43 | 13 | |
От 55 до 95 | 11 | |||
Коррозионные условия (без влияния НД | От 28 до 95 | 10 | ||
Объемная закалка и высокий отпуск | Некоррознонные условия | От 28 до 95 | 10 | |
Коррозионные условия | От 28 до 95 | 1 |
ГОСТ 13877-SO
Продолжение Р
Показатели штанг | Область применения штанг | |||
Марка стали | Вид термической обработки | Условия эксплуатации по коррозионности продукции скважины | Диаметр скважинных насосов, мм | Допускаемое поведенное напряжение в штангах, кгс/мм®, не более |
Нормализация с после- | Некоррозионных условия | От 28 ДО 43 | V | |
15НЗМА | дующим поверхностным упрочнением нагревом ТВЧ | От 55 до 95 | 15 | |
Коррозионные условия (с влиянием HjS) | От 28 до 95 | 12 | ||
Некоррозионные условия | От 28 до 95 | Ш | ||
15Х2НМФ | Закалка и высокий отпуск или нормализация и высокий отпуск | Коррозионные условия (без влияния H2S) | От 28 до &5 | 9 |
Примечание, Определение терминов «коррозионные условия», «некоррозионные условия» и «приведенное напряжение в штангах» дано в справочном приложении $,
(Измененная редакция, йзм. № 1,5).
26 ГОСТ 13877-80
ПРИЛОЖЕНИЕ $ Рекомендуемое
ПРАВИЛА КОМПАНОВКИ ШТАНГОВЫХ КОЛОНН И ЗАМЕНЫ ШТАНГ В КОЛОННЕ
1. КОМПАНОВКА ШТАНГОВЫХ КОЛОНН
1.1. В зависимости от режима работы насосной установки, колонна насосных штанг может быть одноступенчатой и многоступенчатой.
Каждая ступень должна состоять из штанг одного типоразмера.
1.2. В многоступенчатых колоннах рекомендуется применять штанги одной марки стали и одного вида термической обработки.
1.3. Длина каждой ступени должна быть подобрана таким образом, чтобы все ступени колонны были одинаково нагружены по величине приведенного напряжения, а в случае применения штанг из разных марок стали или вида термической обработки — с учетом различия в допустимых приведенных напряжениях.
Величину приведенного напряжения при расчете штанговых колонн рекомендуется принимать в пределах от 0,75 до 0,9 до допустимого по приложению 1.
Длина ступени должна определяться расчетом, методика которого должна быть согласована с головной организацией-разработчиком штанг.
2. ЗАМЕНА ШТАНГ В КОЛОННЕ
2.L Отдельные штанги? оборвавшиеся в процессе эксплуатации, должны быть заменены штангами того же типоразмера.
В случае одного или двух обрывов, имеющих место во вновь спущенной колонне штанг, не следует менять всю колонну или ее ступень.
Полную смену штанговой колонны или ее ступени следует производить только при увеличении интенсивности (частоты) обрывов штанг не менее чем в 2 раза.
2.2. При наличии в скважине повышенной частоты обрывов штанг, п© сравнению с частотой обрывов в аналогичных условиях в других скважинах, необходимо выявить причины этого и принять &еры для Их устранения.
2.3. Штанги и муфты, получившие в процессе эксплуатации значительный износ или коррозионное повреждение, обнаруженные при ремонте скважины» должны быть заменены на новые.
ПРИЛОЖЕНИЕ 4 Обязательное
ПРАВИЛА ОБРАЩЕНИЯ СО ШТАНГАМИ В ПРОЦЕССЕ
ЭКСПЛУАТАЦИИ
1. Штанги до спуска в скважину должны проверяться внешним осмотром.
Штанги изогнутые, скрученные и имеющие механические повреждения поверхности должны быть забракованы.
Выпрямление изогнутых штанг и зачистка поверхностных повреждений не допускаются.
2. Для проведения спуско-подъемных операций со штангами скважина должна быть оборудована приспособлением для подвешивания штанг или деревянными стеллажами для укладывания на них штанг.
Стеллажи должны быть оборудованы таким образом, чтобы не получалось прогибов штанг или свешивания их концов.
3. Штанги должны укладываться на стеллажах рядами с применением деревянных междурядных прокладок.
4. Штанги со стеллажей должны подаваться к скважине по одной. Концы штанг нельзя волочить по земле.
5. Захват штанг при спуско-подъемных операциях должен производиться только за головку на участке радиуса гt (черт. 1), а свинчивание (развинчивание) производить только за квадрат.
Допускается, при подвешивании штанг, производить захват штанги (или двух свинченных штанг) за квадрат.
6. Штанговые элеваторы, крюки, ключи и другие инструменты, применяемые при спуско-подъемных операциях, должны исключать возможность искривления тела штанги у головки, смятие штанг и других повреждений поверхности.
7. Во избежание заедания резьбы штанг при их свинчивании или развинчивании спуско-подъемное оборудование должно быть отцентрировано над устьем скважины.
8. Перед свинчиванием резьбовых соединений штанг они должны быть очищены от грязи и смазаны.
Для смазки резьбы штанг и муфт рекомендуется применять смазку ЛЗ-162-Состав смазки приведен в таблице.
Наименоваяие компонента | Содержание, % |
1. Синтетические жирные кислоты по ТУ 38— | |
—10716—71, фракции С!7— | 24 |
2. Канифоль по ГОСТ 19113—84 | 0,7 |
3. Гидрат окиси лития (аккумуляторный) по ГОСТ | |
8595—83 | 3,4 |
4. Окись цинка по ГОСТ 10262—73 | 2,3 |
5. Окись алюминия по МРТУ 09—2046—64 | 0,15 |
6. Молотая слюда марки А по ГОСТ 855—74 | 12 |
7. Минеральное веретенное масло по ОСТ | |
38.0(1412—86 | Остальное до 100 % |
9. При развинчивании резьбовых соединений штанг удары по муфте не допускаются. Муфты, подвергшиеся ударам, должны быть заменены на новые.
10. Штанги без упаковки транспортируют штанговозами или транспортом других видов, имеющим ровную платформу, превышающую длину штанг.
(Введен дополнительно, Изм. №5).
ПРИЛОЖЕНИЕ 5 Справочное
ТЕРМИНЫ, применяемые в стандарте, и их определения
Термин | Определение |
1. Коррозионные условия | а) Наличие в продукции скважины более 50 % вы-сокоминерали'З-ированных пластовых ©од при общей минерализации 200ч-500 мг/экв с преобладанием NaCl и наличием растворенных газов С02, H2S и 02 (совместно или порознь); б) наличие N2S в нефти более 0,03 %. |
2. Некоррозионные условия | а) отсутствие в нефти и сопутствующих минерализованных водах H2S; б) наличие в продукции скважины менее 50 % минерализованных вод и отсутствие в них растворенных газов С02; H2S и 02. |
3. Приведенное напряжение в штангах | Напряжение апр в верхней штанге какой-либо* ступени штанговой колонны; определяемое по формуле: °пр— V О'шах'^а где (Ушах — максимальное напряжение в теле штанги за цикл нагружения; Оа — амплитуда напряжения в теле штанги за цикл нагружения _ ^max tfmln СТа— 2 где Omin Минимальное напряжение в теле штанги за цикл нагружения |
4. Зона термического влияния | Участок тела штанги от подэлеваториого бурта длиной 250 мм |
(Измененная редакция, Изм. №5).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
РАЗРАБОТЧИКИ
А. Г. Дозорцев, канд. техн. наук; А. М. Рабинович, канд. техн. наук; А. В. Краснобаев, канд. техн. наук; И. К. Караев, канд. техн. наук; Б. Г. Гершгорн, М. М. Абасов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.02.80 №661
3. Срок проверки — 1993 г. Периодичность — 5 лет
4. Стандарт полностью соответствует СТ СЭВ 4785—84
5. ВЗАМЕН ГОСТ 13877—68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 2.601— 68 | 5.3.3; 5.4 |
ГОСТ 9.0(14—78 | 5.2 |
Приложение 4 | |
ГОСТ 1050—88 | 2.2; 2.3; 2.6 |
ГОСТ 1497—84 | 4.3.1 |
ГОСТ 2590—88 | 2.2; 2.6 |
ГОСТ 2789—73 | 2.15 |
ГОСТ 2991—85 | 5.5 |
ГОСТ 4543—71 | 2.2; 2.3; 2.6 |
ГОСТ 5539—82 | 2.10 |
ГОСТ 7417—75 | 2.6 |
ГОСТ 7506—89 | 2.11 |
ГОСТ 8595—83 | Приложение 4 |
2.6 | |
ГОСТ 8908—81 | 2Л2 |
ГОСТ 9012—59 | 4.4 |
ГОСТ 9013—59 | 4.4 |
ГОСТ 9378—75 | 4.13; 5.2 |
ГОСТ 9454—78 | 4.3.2 |
ГОСТ 10(243—75 | 4.9 |
ГОСТ 10262—73 | Приложение 4 |
ГОСТ 10354—82 | 5.&3 |
Продолжение
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 12344—88, ГОСТ 12345—88 | 4.2 |
ГОСТ 12346—78 | 4.2 |
ГОСТ 12347—77 | 4.2 |
ГОСТ 12348—78 | 4.2 |
ГОСТ 12352—81 | 4.2 |
ГОСТ 12354'—81 | 4.2 |
ГОСТ 1411192—77 | 5.8 |
5.10; 5.11 | |
ГОСТ 15846—79 | 5.5 |
ГОСТ 164931—70 | 3.11; 3.12 |
ГОСТ 18321—73 | 3.13 |
ГОСТ 101113—8(4 | Приложение 4 |
ГОСТ 20560-81 | 4.2 |
ГОСТ 22235—76 | 5.8 |
ГОСТ 23170—78 | 5.Ю |
ГОСТ 24634—81 | 5.5.1 |
ОСТ 38.014112—86 | Приложение 4 |
6. Срок действия продлен до 01.01.95 Постановлением Госстандарта СССР от 27.01.89 № 130
7. Переиздание (май 1993 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в сентябре 1984 г., марте 1985 г., ноябре 1986 г., апреле 1987 г., январе 1989 г. (ИУС 1—85, 6—85, 2—87, 8—87, 4-89)
Редактор Р. Г. Говердовская Технический редактор О. Н. Никитина Корректор Я. Я. Гаврищук
Сдано в наб 01 07 93. Подти в печ. 08,09.93. Уел. п. л. 2Л0. Уел. кр.-отт. 2,10.
Уч.-изд. я. 1,90. Тир. 408 экз. С 592.
Ордена «Знак Почета» Издательство стандартов, 107076. Москва, Колодезный пер., 14., Калужская типография стандартов, ул. Московская, 256. Зак. 1418
