ГОСТ 31446-2017
(ISO 11960:2014)
Группа Г43
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ ДЛЯ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
Steel casing and tubing for petroleum and natural gas industries. General specifications
МКС 75.180.10, 77.140.75
ОКП 132100; 132700
Дата введения 2018-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Подкомитетом ПК 7 "Трубы нарезные" Технического комитета по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2017 г. N 100-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС N 9-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 августа 2017 г. N 799-ст межгосударственный стандарт ГОСТ 31446-2017 (ISO 11960:2014) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 11960:2014* "Нефтяная и газовая промышленность. Трубы стальные для применения в скважинах в качестве обсадных и насосно-компрессорных" ("Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells", MOD) путем:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- изменения отдельных слов (фраз, абзацев, значений показателей, обозначений), выделенных в тексте настоящего стандарта курсивом*;
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", "Введение", в приложении ДА и отмеченные знаком ** по тексту документа приводятся обычным шрифтом, остальные выделены курсивом. - .
- внесения дополнительных слов (фраз, значений показателей, обозначений), выделенных в тексте настоящего стандарта курсивом;
- внесения дополнительных структурных элементов (пунктов, подпунктов, абзацев, таблиц и рисунков), выделенных в тексте настоящего стандарта курсивом и вертикальной линией, расположенной слева либо справа от текста;
- изменения структуры.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДБ.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6) и для увязки с наименованиями, принятыми в существующем комплексе межгосударственных стандартов.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ.
6 ВЗАМЕН ГОСТ 31446-2012 (ISO 11960:2004)
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 8, 2018 год; поправка, опубликованная в ИУС N 9, 2023 год
Поправки внесены изготовителем базы данных
Введение
Настоящий стандарт модифицирован по отношению к международному стандарту ISO 11960:2014 "Нефтяная и газовая промышленность. Стальные трубы, применяемые в качестве обсадных или насосно-компрессорных труб для скважин" в связи с необходимостью дополнения размеров, типов резьбовых соединений и групп прочности обсадных и насосно-компрессорных труб, широко применяемых в нефтяной и газовой промышленности.
Настоящий стандарт разработан взамен ГОСТ 31446-2012 в связи с переизданием в 2014 г. международного стандарта ISO 11960:2004, на основе которого был разработан ГОСТ 31446-2012.
В настоящем стандарте учтены особенности изложения межгосударственных стандартов, в том числе наименование стандарта изменено в соответствии с ГОСТ 1.5.
Модификация настоящего стандарта по отношению к международному стандарту заключается в следующем:
- исключены резьбовое соединение насосно-компрессорных труб Integral Joint, не применяемое в нефтяной и газовой промышленности, и связанные с ним показатели, слова, фразы, положения, таблица С.26, рисунок D.7 и подраздел А.10.4;
- исключены значения показателей, выраженные в американской системе единиц, которые нецелесообразно применять в межгосударственной стандартизации, и соответствующие приложения Е и G;
- условные обозначения размеров изделий Ряд 1 и Ряд 2 заменены соответствующими значениями наружных диаметров и толщин стенок, исключены соответствующие термины "Ряд 1 (label 1)", "Ряд 2 (label 2)";
- исключен термин "размер контрольной партии" дублирующий термин "партия";
- исключены пункты 11.1.6 и 11.1.9, касающиеся особенностей маркировки в переходный период одновременного действия двух редакций ISO 11960;
- исключены положения, связанные с лицензированием, проводимым Американским нефтяным институтом, и соответствующие таблица С.61, рисунок D.20 и приложение F;
- исключены таблицы С.56-С.59 и рисунок D.19, относящиеся к дополнительным требованиям и полностью дублирующие подобные таблицы и рисунок, относящиеся к основным требованиям;
- раздел 2 исключен;
- раздел 4 разделен на два самостоятельных раздела, что обусловлено большим объемом раздела;
- наименования применяемых терминов заменены (при наличии) принятыми в межгосударственной стандартизации;
- термины "трубная заготовка для муфт" и "заготовка для муфт" с учетом разницы в определениях только в части проведения неразрушающего контроля объединены под одним термином "трубная заготовка для муфт";
- исключены термин "длина (length)" с определением, не соответствующим принятому в межгосударственной стандартизации, с заменой термина по тексту стандарта соответствующими по смыслу терминами "труба" или "изделие";
- дополнены для уточнения некоторых понятий и процессов термины: "высадка", "высаженный конец", "группа прочности", "локальная термическая обработка", "нарезчик", "переводник", "заказчик", "соединительные детали", "стойкость к сульфидному растрескиванию под напряжением", "формоизменение концов труб";
- дополнен подраздел с примерами условного обозначения изделий для упорядочивания обозначений изделий в проектных спецификациях;
- заменены обозначения групп прочности С90 тип 1 на С90, Т95 тип 1 на Т95, Q125 тип 1 на Q125 в связи с отсутствием других типов групп прочности;
- в части основных требований к резьбовым соединениям LC, SC, ВС, NU, EU ссылка на стандарт API Spec 5В заменена ссылкой на гармонизированный стандарт ГОСТ 34057, исключен соответствующий термин "резьбы API (API thread)";
(Поправка. ИУС N 8-2018).
- конкретизирована возможность поставки переводников и отдельной поставки муфт;
- размеры обсадных труб дополнены наружными диаметрами: 101,60; 146,05; 250,83; 323,85; 350,52; 376,76; 425,45 мм с соответствующими толщинами стенок, размеры насосно-компрессорных труб - толщинами стенок, широко применяемыми в нефтяной и газовой промышленности (по ГОСТ 632, ГОСТ 633 и техническим условиям), и связанными с ними показателями, словами, фразами и положениями;
- дополнена для обсадных труб наружным диаметром 177,80 мм возможность изготовления муфт с прежним диаметром 194,46 мм;
- изменена точность изготовления длины муфты, диаметра расточки муфты в плоскости торца и ширины плоскости торца муфты, не влияющих на герметичность резьбовых соединений, в соответствии с точностью, применяемой в ГОСТ 632 и ГОСТ 633;
- внесены дополнительные типы резьбовых соединений ОТТМ, ОТТГ, НКТН, НКТВ и НКМ (аналогичные резьбовым соединениям по ГОСТ 632 и ГОСТ 633), широко применяемые в нефтяной и газовой промышленности, и связанные с ними обозначения, показатели, слова, фразы, положения, таблицы и рисунки;
- внесены дополнительные группы прочности К72, К55, Q135 для насосно-компрессорных труб и Q135 для обсадных труб (сопоставимые с группами прочности К, Д и Р по ГОСТ 632 и ГОСТ 633), широко применяемые в нефтяной и газовой промышленности, и связанные с ними показатели, слова, фразы и положения;
- изменены максимальные значения предела прочности и предела текучести для группы прочности R95, учитывающие сложившуюся практику в нефтяной и газовой промышленности и не ухудшающие свойства изделий из этой группы прочности;
- дополнены таблицы со значениями гидростатического испытательного давления;
- сопоставление групп прочности, приведенных в настоящем стандарте и ISO 11960:2014, ГОСТ 632 и ГОСТ 633, а также типов резьбовых соединений, приведенных в настоящем стандарте, ГОСТ 632, ГОСТ 633, приведено в приложении ДА;
- сравнение структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в приложении ДБ.
Область применения настоящего стандарта охватывает все группы прочности, размеры труб и резьбовые соединения (кроме ТБО и НКБ), предусмотренные ГОСТ 632 и ГОСТ 633.
Помимо обсадных и насосно-компрессорных труб настоящий стандарт распространяется на короткие трубы с резьбой, переводники, муфты, трубы без резьбы, трубные заготовки для муфт и заготовки для соединительных деталей. Допускается изготовление изделий с резьбовыми соединениями, не предусмотренными настоящим стандартом.
Основные требования PSL-1 по настоящему стандарту сопоставимы с требованиями исполнения А по ГОСТ 632 и ГОСТ 633. Более высокие требования PSL-2, PSL-3 и дополнительные требования настоящего стандарта позволяют учесть различные условия эксплуатации труб, в том числе эксплуатацию при пониженных температурах и в средах, содержащих сероводород.
1 Область применения
1.1 Настоящий стандарт распространяется на стальные трубы (обсадные и насосно-компрессорные трубы, трубы без резьбы, короткие трубы, переводники), муфты, трубные заготовки для муфт и заготовки для соединительных деталей, изготавливаемые по трем уровням требований PSL-1, PSL-2 и PSL-3. Установленные в настоящем стандарте требования являются требованиями PSL-1. Требования PSL-2 и PSL-3 для всех групп прочности, кроме Н40, L80 тип 9Cr и С110, приведены в приложениях Е и G.
Размеры, масса, группы прочности, применяемая отделка концов и группы длин труб, на которые распространяется настоящий стандарт, приведены в таблицах С.1-С.2 и С.28 приложения С.
По согласованию между заказчиком и изготовителем настоящий стандарт может распространяться на трубы с резьбой и без резьбы других размеров.
Настоящий стандарт распространяется на трубы с резьбовыми соединениями следующих типов:
а) по ГОСТ 34057:
- обсадные трубы с резьбовым соединением SC с короткой закругленной треугольной резьбой;
- обсадные трубы с резьбовым соединением LC с удлиненной закругленной треугольной резьбой;
- обсадные трубы с упорным резьбовым соединением ВС с трапецеидальной резьбой;
- насосно-компрессорные трубы с резьбовым соединением NU с закругленной треугольной резьбой;
- насосно-компрессорные трубы с высаженными наружу концами с резьбовым соединением EU с закругленной треугольной резьбой;
б) по ГОСТ 33758: |
Настоящий стандарт устанавливает также технические требования к муфтам с резьбовыми соединениями указанных типов и требования к защите резьбы. Если это согласовано между заказчиком и изготовителем, к резьбовому соединению LC повышенной герметичности могут быть применимы дополнительные требования, приведенные в А.11 SR22.
Настоящий стандарт может быть также применим к изделиям с резьбовыми соединениями, не предусмотренными ГОСТ 33758 и ГОСТ 34057.
(Поправка. ИУС N 8-2018).
1.2 Настоящий стандарт распространяется на четыре класса прочности изделий, включающие следующие группы прочности:
- класс прочности 1 - группы прочности Н40, J55, K55, K72, N80 тип 1, N80 тип Q и R95;
- класс прочности 2 - группы прочности М65, L80 тип 1, L80 тип 9Cr, L80 тип 13Cr, С90, Т95 и С110;
- класс прочности 3 - группа прочности Р110;
- класс прочности 4 - группы прочности Q125 и Q135.
Примечание - В настоящем стандарте, если обозначение N80 приведено без указания типа, оно охватывает группы прочности N80 тип 1 и N80 тип Q, обозначение L80 без указания типа охватывает группы прочности L80 тип 1, L80 тип 9Cr u L80 тип 13Cr. |
1.3 Насосно-компрессорные трубы могут быть изготовлены по сортаменту обсадных труб наружным диаметром 114,30-273,05 мм (таблицы С.1 и С.28 приложения С).
1.4 В приложении А приведены дополнительные требования, касающиеся неразрушающего контроля, муфтовых заготовок с обработанной наружной поверхностью, обсадных труб с высаженными концами, сварных обсадных, насосно-компрессорных труб и коротких труб, испытаний на растяжение, испытаний на ударный изгиб, испытаний на сульфидное растрескивание под напряжением, муфт с уплотнительными кольцами и документов о приемочном контроле, которые могут быть согласованы между заказчиком и изготовителем.
Между заказчиком и изготовителем могут быть согласованы другие требования, не приведенные в приложении А. |
1.5 Настоящий стандарт не устанавливает требовании к резьбовым соединениям.
Примечание - Требования к резьбовым соединениям и их контролю приведены в соответствующих стандартах на резьбовые соединения.
1.6 Настоящий стандарт не содержит указаний по эксплуатации изделий, соответствующие указания - см. ГОСТ 34380. |
(Поправка. ИУС N 8-2018).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие нормативные документы*:
________________
* Таблицу соответствия межгосударственных стандартов международным см. по ссылке. - .
ГОСТ 10692-2015 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 16504-81 Качество продукции. Контроль и испытания. Основные термины и определения
ГОСТ 28548-90 Трубы стальные. Термины и определения
ГОСТ 33758-2016 Трубы обсадные и насосно-компрессорные и муфты к ним. Основные параметры и контроль резьбовых соединений. Общие технические требования
ГОСТ 34057-2017 Соединения резьбовые обсадных, насосно-компрессорных труб, труб для трубопроводов и резьбовые калибры для них. Общие технические требования
ГОСТ 34380-2017 Трубы обсадные и насосно-компрессорные для нефтяной и газовой промышленности. Рекомендации по эксплуатации и обслуживанию
ГОСТ ISO 9000-2011 Системы менеджмента качества. Основные положения и словарь
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Поправка. ИУС N 8-2018).
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548, ГОСТ ISO 9000 и [1], а также следующие термины с соответствующими определениями:
3.1 анализ плавки (heat analysis): Результат химического анализа плавки, проведенный изготовителем металла.
3.2 бесшовное изделие (seamless product): Изделие из деформированной стали, изготовленное без сварного шва.
Примечание - Бесшовные изделия изготовляют способом горячей деформации, при необходимости с последующей холодной деформацией и (или) термообработкой, обеспечивающим получение требуемых формы, размеров и свойств.
3.3 верхняя критическая температура; (upper critical temperature
): Температура начала превращения аустенита в феррит при охлаждении аустенита.
3.4 выборка от контрольной партии (inspection lot sample): Одно или несколько изделий, отобранных от партии для приемочного контроля.
3.5 высаженный конец (upset end): Конец трубы, выполненный способом горячей деформации, имеющий повышенную толщину стенки и наружный диаметр, отличающийся от наружного диаметра тела трубы. 3.7 группа прочности (grade): Обозначение уровня прочности материала изделия, цифровая часть которого соответствует минимальному пределу текучести в ksi (тысяча фунтов на квадратный дюйм). |
3.8 дефект (defect): Несплошность или неоднородность поверхности или стенки изделия, имеющей вид и (или) размер, не допустимый установленными требованиями к качеству поверхности и сплошности изделия.
3.9 заготовка для коротких труб (pup-joint material): Обсадная или насосно-компрессорная труба без резьбы, механически обработанная труба или трубная заготовка, используемая для изготовления короткой трубы.
3.10 заготовка для соединительных деталей (accessory material): Бесшовная обсадная или насосно-компрессорная труба без резьбы, толстостенная труба, механически обработанная труба или горячекованая поковка, используемые для изготовления нескольких или одной соединительной детали.
3.11 заказчик (consumer): Сторона, несущая ответственность за определение требований при заказе изделия и оплату заказа. |
3.12 закалочная трещина (quench crack): Трещина в стали, вызванная напряжениями, возникающими при превращении аустенита в мартенсит.
Примечание - Превращение аустенита в мартенсит сопровождается увеличением объема.
3.13 изготовитель (manufacturer): Предприятие, имеющее оборудование, предназначенное для изготовления изделий.
3.14 изделия (products): Трубы, муфты, трубные заготовки для муфт, муфтовые заготовки или заготовки для соединительных деталей по отдельности или в совокупности.
3.15 контролируемое охлаждение (controlled cooling): Охлаждение от повышенной температуры предварительно установленным способом для предотвращения нежелательного упрочнения, растрескивания, внутренних напряжений или получения необходимой микроструктуры или механических свойств.
3.16 контроль (inspection): Процесс определения соответствия изделий установленным требованиям посредством измерений, испытаний или сравнения с эталонами или стандартными образцами.
3.17 контрольная партия (inspection lot): Определенное количество изделий, изготовленных в условиях, считающихся одинаковыми по определенным признакам и сгруппированных по одинаковым показателям (далее по тексту - партия).
3.18 короткая труба (pup-joint): Обсадная или насосно-компрессорная труба длиной, менее указанной в таблице С.28 для группы длин 1.
3.19 линейное несовершенство или дефект (linear imperfection or defect): Несовершенство или дефект, длина которого значительно превышает его ширину, например, плена, трещина, закат, задир, подрез, риска и др.
3.20 локальная термическая обработка (local heat treatment): Термическая обработка сварного соединения труб после сварки, предназначенная для снятия напряжений и выравнивания структуры зоны термического влияния сварки. 3.21 механическое свинчивание (power-tight make-up): Свинчивание резьбового соединения с определенным усилием и (или) до определенного положения на муфтонаверточном станке или с применением специального инструмента. |
3.22 муфта (coupling): Цилиндр с внутренней резьбой, предназначенный для соединения двух труб, имеющих на концах наружную резьбу.
3.23 муфтовая заготовка (coupling blank): Отрезок трубной заготовки для муфт или горячекованая поковка, используемые для изготовления одной муфты.
3.24 нарезчик (threader): Предприятие, имеющее оборудование, предназначенное для нарезания резьбовых соединений, а также необходимые средства для их контроля. |
3.25 насосно-компрессорная труба (tubing): Труба, размещаемая в скважине и служащая для подъема продукции скважины или нагнетания рабочей среды.
3.26 нелинейное несовершенство или дефект (non-linear imperfection or defect): Несовершенство или дефект, длина которого соизмерима с его шириной, например, раковина, вмятина со скругленным (плоским) дном и др.
3.27 несовершенство (imperfection): Несплошность или неоднородность поверхности или стенки изделия, имеющая вид и размер, допустимые установленными требованиями к качеству поверхности и сплошности.
3.28 обработчик (processor): Предприятие, имеющее оборудование, предназначенное для термообработки изделий, произведенных изготовителем.
3.29 обсадная труба (casing): Труба, предназначенная для крепления стенок буровой скважины.
3.30 переводник (crossover): Обсадная или насосно-компрессорная труба, в том числе короткая труба, концы которой имеют одинаковые наружные диаметры, но резьбовые соединения разного типа. Примечание - Термин введен с целью пояснения отличия переводников цилиндрической конфигурации, изготовляемых по настоящему стандарту, от обсадных или насосно-компрессорных труб, концы которых имеют резьбовые соединения одного типа, а также от переводников ступенчатой конфигурации и переводников с внутренней резьбой. |
3.31 плавка (heat): Металл, полученный за один цикл процесса выплавки.
3.32 по всей длине (full-length): По длине изделия от одного торца до другого.
3.33 по всему объему (full-body): По всему поперечному сечению и всей длине изделия.
3.34 прерванная закалка (interrupted quenching): Закалка, при которой изделие удаляется из закалочной среды при температуре, существенно превышающей температуру закалочной среды.
3.35 приемка, контроль (inspection): Процесс измерения, испытания или другого сравнения изделия с установленными требованиями.
3.36 прожог (arc burn): Локальное проплавление поверхности сварных изделий, возникающее вследствие образования дуги между электродом и поверхностью изделия.
Примечание - К прожогам не относятся прерывистые отметки на поверхности изделий вдоль линии сплавления, возникающие вследствие контакта между электродами, подающими сварочный ток, и поверхностью изделий, или отметки, образующиеся на поверхности изделий при применении спектрометра для определения химического состава стали.
3.37 резьбовой предохранитель (thread protector): Деталь, служащая для защиты резьбы и уплотнений при хранении, транспортировании и погрузочно-разгрузочных операциях.
3.38 резьбовое соединение (thread connection): Вид отделки концов изделий - выполненные механической обработкой на концах изделий элементы (наружная или внутренняя резьба, расточки, проточки, уступы, торцы, фаски) установленной формы с установленными геометрическими параметрами, участвующие в свинчивании этих изделий и обеспечивающие его герметичность. Примечание - Термин введен с целью пояснения понятий "тип резьбового соединения", "трубы с резьбовым соединением", "муфты с резьбовым соединением", "переводники с резьбовыми соединениями разного типа" и т.п. |
3.39 свинчивание изделий (make-up of products): Результат процесса соединения с помощью резьбы двух изделий, одно из которых имеет наружную резьбу, другое - внутреннюю.
3.40 рулонный прокат (skelp): Стальная полоса, используемая для производства сварных изделий.
3.41 сварное изделие (welded product): Изделие с одним продольным швом, выполненным методом высокочастотной или индукционной сварки, без добавления присадочного металла, в процессе которой свариваемые кромки механически сжимаются, а тепло для сварки выделяется за счет сопротивления протеканию электрического тока.
3.42 свинчивание ручное, свинчивание вручную (handling tight): Свинчивание резьбового соединения усилием одного человека без применения муфтонаверточного станка или специального инструмента или с их применением, но с усилием, соответствующим ручному свинчиванию.
3.43 сегмент (product test block): Одна часть разрезанного на четыре части кольцевого образца для контроля твердости по толщине стенки.
3.44 соединительные детали (accessories): Детали (переводники ступенчатой конфигурации, воронки, ниппели, предохранительные муфты и пр.), используемые для обеспечения конструкционной целостности и герметичности обсадных и насосно-компрессорных колонн, соединения элементов колонн разного наружного диаметра и удобства выполнения каких-либо других функций. |
3.45 специальная отделка концов (special end finish): Резьбовое соединение концов изделий с формой профиля и геометрическими параметрами, не предусмотренными ГОСТ 33758 и ГОСТ 34057.
(Поправка. ИУС N 8-2018).
3.46 стандартный образец твердости (standardized test block): Образец, утвержденный в установленном порядке, предназначенный для поверки/калибровки средств измерений твердости. 3.47 стойкость к сульфидному растрескиванию под напряжением (sulfide stress cracking resistance): Способность металла труб выдерживать испытания на сульфидное растрескивание под напряжением по определенным критериям и в определенной испытательной среде. |
3.48 труба (pipe): Общее наименование обсадной и насосно-компрессорной трубы, короткой трубы, переводника, трубы без резьбы.
3.49 труба без резьбы (plain-end pipe): Готовая труба без резьбы с высаженными или невысаженными концами.
3.50 трубная заготовка для муфт (coupling stock): Бесшовная толстостенная труба или механически обработанная труба, используемая для изготовления нескольких муфтовых заготовок, предназначенная для поставки по заказу заказчика или используемая внутри предприятия-изготовителя или объединения предприятий.
3.51 формоизменение концов труб (shaping): Технологическая операция изменения геометрических параметров концов труб без изменения толщины стенки. |
4 Сокращения и условные обозначения
4.1 Сокращения
В настоящем стандарте применены следующие сокращения:
AM | - заготовка для соединительных деталей; |
ВС | - тип упорного соединения обсадных труб с трапецеидальной резьбой; |
С | - специальная муфта (кроме ссылок на химический элемент углерод); |
CS | - трубная заготовка для муфт; |
DCB | - образец в виде двухконсольной балки; |
EU | - тип соединения насосно-компрессорных труб с высаженными наружу концами с закругленной треугольной резьбой; |
EW | - процесс изготовления электросварных изделий; |
HBW | - твердость, определяемая по методу Бринелля; |
HRC | - твердость, определяемая по методу Роквелла, шкале С; |
LC | - тип соединения обсадных труб с удлиненной закругленной треугольной резьбой; |
N | - нормализация; |
NT | - нормализация и отпуск; |
NU | - тип соединения насосно-компрессорных труб с треугольной резьбой; |
РЕ | - трубы без резьбы с высаженными или невысаженными концами; |
PSL-1, PSL-2, PSL-3 | - уровни требований к изделиям; |
R1, R2, R3 | - группы длин; |
RC | - обычная муфта; |
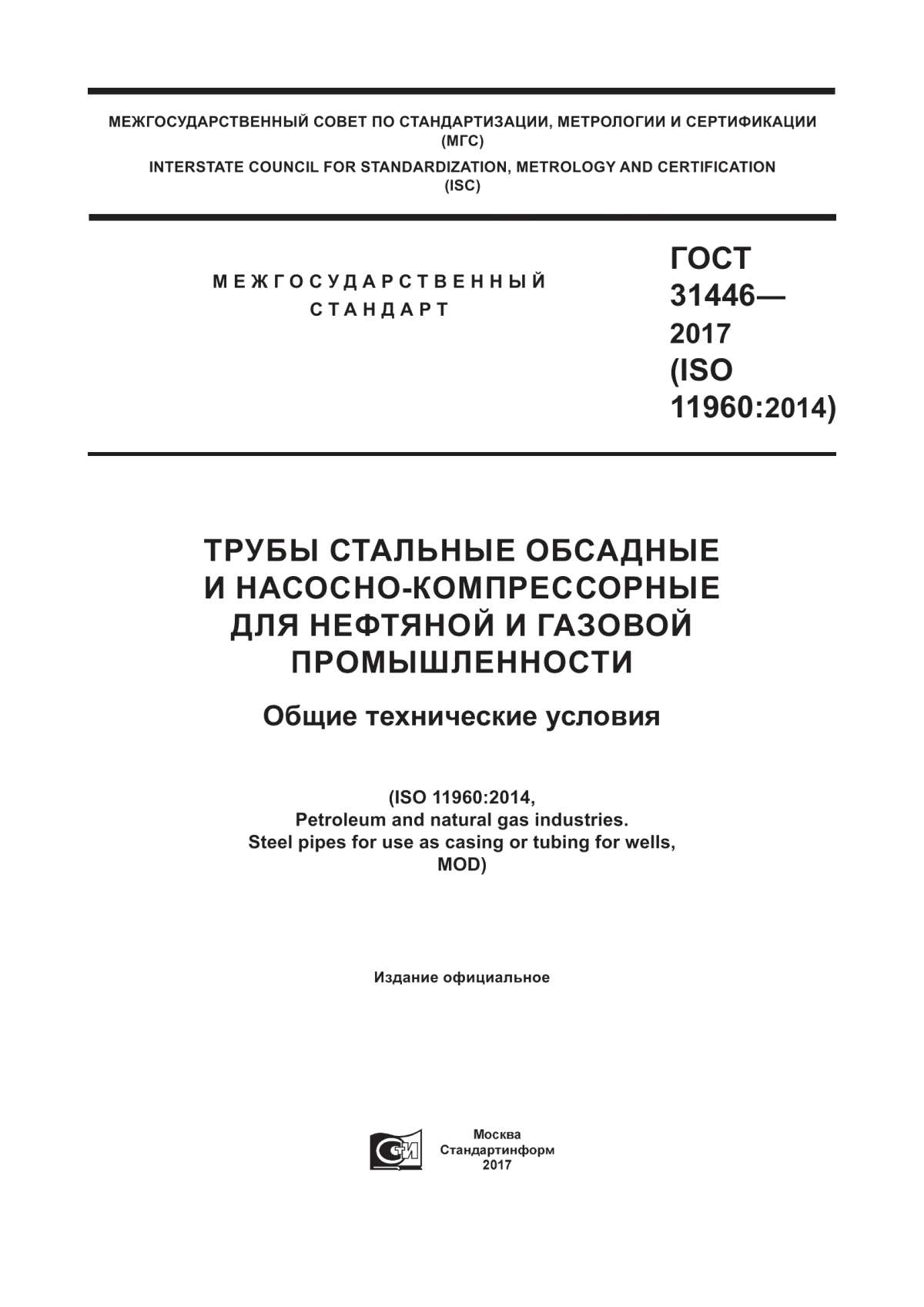
RCC | - обычная муфта со специальной фаской; |
Q | - закалка и отпуск; |
S | - процесс изготовления бесшовных изделий (кроме ссылок на химический элемент серу); |
SR | - дополнительное требование; |
SCC | - специальная муфта со специальная фаской; |
SSC | - сульфидное растрескивание под напряжением; |
SC | - тип соединения обсадных труб с короткой закругленной треугольной резьбой; |
ISO | - Международная организация по стандартизации; |
NIST | - Национальный институт стандартов и технологии; |
НКТН | - тип соединения насосно-компрессорных труб с закругленной треугольной резьбой; |
НКТВ | - тип соединения насосно-компрессорных труб с высаженными наружу концами с закругленной треугольной резьбой; |
НКМ | - тип соединения насосно-компрессорных труб с трапецеидальной резьбой и узлом уплотнения металл-металл; |
ОТТМ | - тип соединения обсадных труб с трапецеидальной резьбой; |
ОТТГ | - тип соединения обсадных труб с трапецеидальной резьбой и узлом уплотнения металл-металл. |
4.2 Условные обозначения
Для изделий, изготовленных по настоящему стандарту, применимы условные обозначения, примеры которых, составленные на основе указываемых в заказе обязательных сведений, приведены ниже: Труба насосно-компрессорная НКТН - 73,02х5,51 - R1 - N80 тип 1 - S - ГОСТ 31446. Трубы обсадные с резьбовым соединением ВС, наружным диаметром 244,48 мм и толщиной стенки 10,03 мм, группы длин R2, группы прочности М65, сварные (EW), со специальными муфтами (С) группы прочности L80 тип 1, изготовленные в соответствии с требованиями PSL-3 по ГОСТ 31446: Труба обсадная ВС 244,48х10,03 - R2 - М65 - EW - С - L80 тип 1 - PSL-3 - ГОСТ 31446. Те же, со специальными муфтами со специальной фаской (SCC): Те же, короткие длиной 2,80 м: Муфты для обсадных труб наружным диаметром 219,08 мм, с резьбовым соединением ОТТМ, группы прочности Q135, обычные (RC), изготовленные в соответствии с требованиями PSL-2 по ГОСТ 31446 и дополнительным требованием по механической обработке наружной поверхности SR9 (SR9): Те же, специальные (SC): Те же, с резьбовым соединением ОТТГ для труб толщиной стенки 11,43 мм: Трубные заготовки для муфт, наружным диаметром 510,00 мм и толщиной стенки 29,50 мм, длиной 9,60 м, группы прочности К55, изготовленные в соответствии с требованиями PSL-1 по ГОСТ 31446: Заготовки для соединительных деталей, наружным диаметром 60,32 мм и толщиной стенки 10,40 мм, длиной 7,30 м, группы прочности Т95, изготовленные в соответствии с требованиями PSL-3 по ГОСТ 31446 и дополнительным требованием по испытаниям на стойкость к сульфидному растрескиванию под напряжением SR23 (SR23): |
5 Информация, предоставляемая заказчиком
5.1 Изделия групп прочности С90, Т95 и С110
При эксплуатации изделий групп прочности С90, Т95 и С110 заказчик должен руководствоваться положениями [2] или [3]. Особое внимание следует уделять эксплуатации изделий группы прочности С110 в районах 2 или 3 по [2] или [3], поскольку изделия этой группы прочности не предназначены для эксплуатации во всех кислых средах (средах, содержащих сероводород).
Примечание - Испытания на SSC предназначены только для контроля качества изделий, а не для оценки возможности эксплуатации изделий в какой-либо конкретной кислой среде. Заказчик является ответственным за то, что изделия выбранной группы прочности подходят для предполагаемых условий эксплуатации.
5.2 Обсадные трубы
5.2.1 При запросе или оформлении заказа на трубы, изготовляемые по настоящему стандарту, заказчик должен указать в заказе, в соответствии с приведенными ссылками, следующие обязательные сведения:
1) обозначение стандарта (Поправка. ИУС N 8-2018). | ГОСТ 31446-2017; | |
2) количество труб | ||
3) вид изделий: | ||
а) обсадные трубы без резьбы | 8.12.1, таблица С.1; | |
b) обсадные трубы с резьбой: | ||
- с обычными муфтами с соединением SC, LC, ВС, ОТТМ, ОТТГ или специальной отделкой концов | 8.12.2, 8.12.6, 8.14, таблица С.1; | |
- со специальными муфтами с соединением ВС, ОТТМ или ОТТГ | 9.6, таблица С.24; | |
- со специальными муфтами со специальной фаской с соединением ВС | 9.6, таблица С.34; | |
с) переводники для обсадных колонн: | ||
- без муфт с соединениями SC, LC, ВС, ОТТМ, ОТТГ или специальной отделкой концов | 8.12.2, 8.12.6, 8.14, таблица С.1; | |
- с обычными муфтами с соединением SC, LC, ВС, ОТТМ, ОТТГ или специальной отделкой концов | 9.5, таблицы С.24, С.33-С.36; | |
- со специальными муфтами с соединением ВС, ОТТМ или ОТТГ | 9.6, таблицы С.24, С.33-С.36; | |
- со специальными муфтами со специальной фаской с соединением ВС | 9.6, таблица С.34; | |
d) муфты для обсадных труб: | ||
- обычные муфты с соединением SC, LC, BC, OTTM, ОТТГ или со специальной отделкой концов | 9.5, таблицы С.33-С.36; | |
- специальные муфты с соединением ВС, ОТТМ или ОТТГ | 9.6, таблицы С.34-С.36; | |
- специальные муфты со специальной фаской с соединением ВС | 9.6, таблица С.34; | |
4) наружный диаметр труб и переводников | таблица С.1; | |
5) толщину стенки труб и переводников | таблица С.1; | |
6) группу прочности и тип, если предусмотрен | таблица С.1; | |
7) способ изготовления (бесшовные или сварные) | таблица С.3; | |
8) группу длин или длину коротких труб и переводников | таблица С.28; | |
9) дату поставки и указания по отгрузке | раздел 12; | |
10) необходимость инспекции, проводимой заказчиком | приложение В. |
5.2.2 Следующие дополнительные требования в соответствии с приведенными ссылками заказчик также может указать в заказе:
1) вид термообработки, кроме изделий группы прочности Н40 | 6.2, таблица С.3; | |
2) пониженная температура испытаний на ударный изгиб | 7.3.7; | |
3) испытания на ударный изгиб изделий групп прочности H40, J55, K55, N80 тип 1 | 7.5.1, A.10 SR16; | |
4) испытания на ударный изгиб изделий групп прочности N80 тип Q, R95, класса прочности 2 (кроме М65) и группы прочности Р110 | 7.5.3, A.10 SR16; | |
5) испытания на SSC изделий групп прочности С90, Т95, С110, L80 тип 1 | 7.14, A.15 SR23; | |
6) поставка стыкованных труб с соединением SC или LC | 8.7; | |
7) контроль альтернативной оправкой | 8.10, таблица С.30; | |
8) поставка труб с ненавинченными муфтами | 8.14.1; | |
9) ручное свинчивание труб с муфтами | 8.14.1; | |
10) механическое свинчивание труб групп прочности Q125 и Q135 с муфтами | 8.14.2; | |
11) альтернативная группа прочности или режимы термообработки муфт | 9.2; | |
12) поставка муфт с уплотнительными кольцами | 9.9, A.8 SR13; | |
13) анализ плавки и дополнительные анализы | 10.3; | |
14) дополнительная маркировка | раздел 11; | |
15) нанесение на трубы консервационного покрытия | 12.1; | |
16) документ о приемочном контроле | 13.2, 13.3, A.9 SR15; | |
17) требования PSL-2 или PSL-3 | приложение Е. |
5.2.3 Следующие дополнительные требования в соответствии с приведенными ссылками заказчик может указать в заказе, если это согласовано между ним и изготовителем:
1) трубы с высаженными концами группы прочности С110 | 6.1; | |
2) трубы с высаженными концами групп прочности Q125 и Q135 | 6.1, A.5 SR10; | |
3) сварные трубы групп прочности Р110, Q125 и Q135 | 6.1, A.6 SR11; | |
4) холодная правка групп прочности труб Q125 и Q135 | 6.3.6; | |
5) статистические испытания на растяжение изделий групп прочности С90, Т95 и С110 | 7.2.4, А.12 SR38; | |
6) статистические испытания на ударный изгиб | 7.3.8, A.7 SR12; | |
7) альтернативные требования к прокаливаемости изделий толщиной стенки 30 мм и более | 7.10.4; | |
8) метод испытаний на SSC изделий групп прочности C90, T95, L80 тип 1 | 7.14, A.15 SR23; | |
9) испытания на SSC методом | 7.14, A.13 SR39; | |
10) специальные наружный диаметр и толщина стенки | 8.2; | |
11) поставка труб в другом интервале длин | 8.6; | |
12) специальная резьбовая уплотнительная или консервационная смазка. | 8.14; | |
13) механическая обработка наружной поверхности муфт групп прочности С110, Q125 и Q135 | 9.4.2, A.4 SR9; | |
14) поставка комбинированных муфт | 9.7; | |
15) поставка переходных муфт, кроме муфт групп прочности Q125 и Q135 | 9.8; | |
16) отмена неразрушающего контроля муфт групп прочности Н40, J55, K55 и K72 | 9.12.3; | |
17) обработка поверхности резьбы муфт групп прочности Q125 и Q135 | 9.15; | |
18) образцы уменьшенного размера для испытания на растяжение изделий групп прочности С110, Q125 и Q135 | 10.4.6; | |
19) дополнительный контроль твердости | 10.6.2; | |
20) испытательное давление для труб со специальными муфтами при ручном свинчивании | 10.12.2; | |
21) гидростатические испытания труб без резьбы групп прочности Q125 и Q135 | 10.12.2; | |
22) гидростатические испытания при альтернативном давлении | 10.12.3; | |
23) дополнительный неразрушающий контроль | 10.15, A.2 SR1, A.3 SR2, A.5 SR10, A.6 SR11; | |
24) специальные требования к маркировке | раздел 11; | |
25) специальные требования к резьбовым предохранителям | 12.2; | |
26) специальные требования к упаковке | 12.3; | |
27) альтернативный коэффициент | A.7.2 SR12.2; | |
28) соединение LC повышенной герметичности | А.11 SR22; | |
29) сварные трубы классов прочности 1 и 2 | A.14 SR40. |
5.3 Насосно-компрессорные трубы
5.3.1 При запросе или оформлении заказа на трубы, изготовляемые в соответствии с настоящим стандартом, заказчик должен указать в заказе, в соответствии с приведенными ссылками, следующие обязательные сведения:
1) обозначение стандарта (Поправка. ИУС N 8-2018). | ГОСТ 31446-2017; | |
2) количество труб | ||
3) вид изделий: | ||
а) насосно-компрессорные трубы без резьбы, с высаженными или невысаженными концами | 8.12.1, таблица С.2; | |
b) насосно-компрессорные трубы с резьбой: | ||
- с обычными муфтами с соединением NU, EU, HKTH, НКТВ, НКМ или специальной отделкой концов | 8.12.2, 8.12.6, 8.14, таблица С.2; | |
- со специальными муфтами с соединением EU | 9.6, таблицы С.25, С.38; | |
- с обычными муфтами и специальной фаской с соединениями NU, EU, HKTH или HKTB | 9.10, таблицы С.37-С.40; | |
с) переводники для насосно-компрессорных колонн: | ||
- без муфт с соединениями NU, EU, HKTH, HKTB, HKM или специальной отделкой концов | 8.12.2, 8.12.6, 8.14, таблица С.2; | |
- с обычными муфтами с соединением NU, EU, HKTH, HKTB, HKM или специальной отделкой концов | 9.5, таблицы С.37-С.41; | |
- со специальными муфтами с соединением EU | 9.6, таблицы С.25, С.38; | |
- с обычными муфтами и специальной фаской с соединениями NU, EU, HKTH или HKTB | 9.10, таблицы С.37-С.40; | |
d) муфты для насосно-компрессорных труб: | ||
- обычные муфты с соединением NU, EU, HKTH, HKTB, HKM или специальной отделкой концов | 9.5, 9.11.2, таблицы С.37-С.41; | |
- специальные муфты с соединением EU | 9.6, таблица С.38; | |
- обычные муфты со специальной фаской с соединением NU, EU, HKTH или HKTB | 9.10, таблицы С.37-С.40; | |
4) наружный диаметр труб и переводников | таблица С.2; | |
5) толщину стенки труб и переводников | таблица С.2; | |
6) группу прочности и тип, если предусмотрен | таблица С.2; | |
7) способ изготовления (бесшовные или сварные) | таблица С.3; | |
8) группу длин или длину коротких труб и переводников | таблица С.28; | |
9) дату поставки и указания по отгрузке | раздел 12; | |
10) необходимость инспекции, проводимой заказчиком | приложение В. |
5.3.2 Следующие дополнительные требования в соответствии с приведенными ссылками заказчик также может указать в заказе:
1) вид термообработки, кроме изделий группы прочности Н40 | 6.2, таблица С.3; | |
2) пониженная температура испытаний на ударный изгиб. | 7.3.7; | |
3) испытания на ударный изгиб изделий групп прочности Н40, J55, K55, K72, N80 тип 1 | 7.5.1, A.10 SR16; | |
4) испытания на ударный изгиб изделий групп прочности N80 тип Q, R95, класса прочности 2 (кроме М65) и группы прочности Р110 | 7.5.3, A.10 SR16; | |
5) испытания на SSC изделий групп прочности С90, Т95, L80 тип 1, L80 тип 13Cr | 7.14, A.15 SR23, Е.9.2; | |
6) изготовление насосно-компрессорных труб по сортаменту обсадных труб | 8.2, таблица С.1; | |
7) скругленные торцы труб с соединением EU | 8.12.3; | |
8) ручное свинчивание труб с муфтами | 8.14.1; | |
9) поставка труб с ненавинченными муфтами | 8.14.1; | |
10) механическое свинчивание труб групп прочности Q135 с муфтами | 8.14.2; | |
11) альтернативная группа прочности или вид термообработки муфт | 9.2; | |
12) поставка муфт с уплотнительными кольцами | 9.9, A.8 SR13; | |
13) анализ плавки и дополнительные анализы | 10.3; | |
14) дополнительная маркировка | раздел 11; | |
15) нанесение на трубы консервационного покрытия | 12.1; | |
16) документ о приемочном контроле | 13.2, 13.3, A.9 SR15; | |
17) требования PSL-2 или PSL-3 | приложение Е. |
5.3.3 Следующие дополнительные требования в соответствии с приведенными ссылками заказчик может указать в заказе, если это согласовано между ним и изготовителем:
1) сварные трубы групп прочности Р110 и Q135 | 6.1, A.6 SR11; | |
2) статистические испытания на растяжение изделий групп прочности С90, Т95 и С110 | 7.2.4, A.12 SR38; | |
3) статистические испытания на ударный изгиб | 7.3.8, A.7 SR12; | |
4) испытания на ударный изгиб нетермообработаных труб групп прочности Н40, J55, K55, K72, N80 тип 1 | 7.5.1, A.10 SR16; | |
5) альтернативные требования к прокаливаемости изделий толщиной стенки 30 мм и более | 7.10.4; | |
6) метод испытаний на SSC изделий групп прочности С90, Т95 и L80 тип 1 | 7.14, A.15 SR23; | |
7) специальные наружный диаметр и толщина стенки | 8.2; | |
8) поставка труб в другом интервале длин | 8.6; | |
9) высаженные концы увеличенной длины труб с соединениями EU и HKTB | 8.11.6, таблицы С.26 и С.27; | |
10) специальная резьбовая уплотнительная или консервационная смазка | 8.14; | |
11) механическая обработка наружной поверхности муфт групп прочности Q135 | 9.4.2, A.4 SR9; | |
12) поставка комбинированных муфт | 9.7; | |
13) поставка переходных муфт, кроме муфт группы прочности Q135 | 9.8; | |
14) отмена неразрушающего контроля муфт групп прочности Н40, J55, K55 и K72 | 9.12.3; | |
15) обработка поверхности резьбы муфт группы прочности Q135 | 9.15; | |
16) дополнительный контроль твердости | 10.6.2; | |
17) испытательное гидростатическое давление для труб со специальными муфтами при ручном свинчивании | 10.12.2; | |
18) гидростатические испытания труб без резьбы группы прочности Q135 | 10.12.2; | |
19) гидростатические испытания при альтернативном давлении | 10.12.3; | |
20) дополнительный неразрушающий контроль | 10.15, A.2 SR1, A.3 SR2, А.6 SR11; | |
21) специальные требования к маркировке | раздел 11; | |
22) специальные требования к резьбовым предохранительным деталям | 12.2; | |
23) специальные требования к упаковке | 12.3; | |
24) сварные трубы классов прочности 1 и 2 | A.14 SR40. |
5.4 Трубные заготовки для муфт и заготовки для соединительных деталей
5.4.1 При запросе или оформлении заказа на трубные заготовки для муфт и заготовки для соединительных деталей, изготовляемые в соответствии с настоящим стандартом, заказчик должен указать в заказе в соответствии с приведенными ссылками следующие обязательные сведения:
1) обозначение стандарта (Поправка. ИУС N 8-2018). | ГОСТ 31446-2017; | |
2) количество изделий | ||
3) вид изделия: | ||
- трубные заготовки для муфт или заготовки для соединительных деталей | 1.1; | |
4) группу прочности и тип, если предусмотрен | таблицы С.1 и С.2; | |
5) наружный диаметр и предельные отклонения | 8.3; | |
6) толщину стенки и предельные отклонения | 8.4; | |
7) длину и предельные отклонения при поставке изделий мерной длины | 8.6; | |
8) предельные отклонения от прямолинейности | 8.9.2; | |
9) требования к испытаниям на ударный изгиб или критическую толщину стенки | 7.4.1-7.4.5, 7.6.1-7.6.5; | |
10) критическую толщину стенки для заготовки, предназначенной для изделий со специальной отделкой концов | 7.6.6; | |
11) контроль толщины стенки заготовки для соединительных деталей со специальной отделкой концов | 10.13.4; | |
12) срок поставки и указания по отгрузке | раздел 12; | |
13) необходимость инспекции, проводимой заказчиком | приложение В. |
5.4.2 Следующие дополнительные требования в соответствии с приведенными ссылками заказчик также может указать в заказе:
1) вид термообработки | 6.2, таблица С.3; | |
2) статистические испытания на растяжение изделий групп прочности С90, Т95 и С110 | 7.2.4, A.12 SR38; | |
3) статистические испытания на ударный изгиб | 7.3.8, A.7 SR1; | |
4) испытания на ударный изгиб | 7.4, 7.6, A.10 SR16; | |
5) альтернативные требования к прокаливаемости изделий толщиной стенки 30 мм и более | 7.10.4; | |
6) испытания на SSC изделий групп прочности С90, Т95, С110 и L80 тип 1 и метод испытаний | 7.14, A.15 SR23; | |
7) испытания на SSC методом D изделий групп прочности С110 и испытательный раствор | 7.14, A.13 SR39; | |
8) анализ плавки и дополнительные анализы | 10.3; | |
9) требования к маркировке | раздел 11; | |
10) документ о приемочном контроле | 13.2, A.9 SR15; | |
11) требования PSL-2 или PSL-3 | приложение Е; | |
12) специальные требования к упаковке | 12.3. |
6 Способ производства
6.1 Общие положения
Изделия, поставляемые по настоящему стандарту, должны быть изготовлены по технологии, обеспечивающей получение мелкого зерна стали. Сталь, изготовленная по такой технологии, должна содержать один или несколько элементов, способствующих измельчению зерна, таких как алюминий, ниобий, ванадий или титан, в количестве, обеспечивающем получение стали с мелкозернистой структурой.
Изделия, поставляемые по настоящему стандарту, могут быть бесшовными или сварными, как установлено в таблице С.3 и указано в заказе. Короткие трубы могут быть бесшовными или сварными. Трубные заготовки для муфт и муфтовые заготовки должны быть бесшовными.
Заготовки для соединительных деталей должны быть бесшовными, если между заказчиком и изготовителем не согласовано иное.
Бесшовные изделия должны быть изготовлены из кованых, катаных или непрерывнолитых заготовок способом горячей или холодной деформации. |
Сварные трубы групп прочности Р110, Q125 и Q135 поставляют только в том случае, если между заказчиком и изготовителем согласовано дополнительное требование SR11.
Обсадные трубы группы прочности С110 поставляют с невысаженными концами, если между заказчиком и изготовителем не согласовано иное.
Обсадные трубы группы прочности Q125 и Q135 поставляют с высаженными концами только в том случае, если между заказчиком и изготовителем согласовано дополнительное требование SR10.
6.2 Термообработка
6.2.1 Общие положения
Изделия должны быть термообработаны в соответствии с документированной процедурой, если это установлено в таблице С.3 для конкретной группы прочности и вида изделий и указано в заказе. Термообработка должна быть проведена по всему объему изделий. Термообработка труб с высаженными концами должна быть проведена после высадки. Допускается термообработка муфтовых заготовок, коротких труб, коротких переводников и заготовок для соединительных деталей в виде отдельных изделий. Допускается нормализация изделий с прокатного нагрева при прокатке на редукционном или калибровочном стане при условии, что температура изделий в конце прокатки выше верхней критической температуры стали, а охлаждение происходит на воздухе.
Сварное соединение не подвергаемых термообработке по всему объему сварных труб после сварки должно быть подвергнуто локальной термообработке при температуре не ниже 540°С или обработано таким образом, чтобы структура металла шва не содержала неотпущенного мартенсита.
6.2.2 Класс прочности 1 (кроме группы прочности Н40)
Для изделий групп прочности J55, K55 и K72 термообработка не является обязательным требованием. Изделия могут быть подвергнуты нормализации, нормализации и отпуску или закалке и отпуску по выбору изготовителя, если в заказе не указан конкретный вид термообработки.
Изделия группы прочности N80 тип 1 должны быть по выбору изготовителя подвергнуты нормализации или нормализации и отпуску. Допускается подвергать изделия нормализации с ускоренным охлаждением. Изделия группы прочности N80 тип Q должны быть подвергнуты закалке и отпуску.
Изделия группы прочности R95 должны быть подвергнуты закалке и отпуску.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
6.2.3 Класс прочности 2 Изделия группы прочности М65 могут быть подвергнуты нормализации, нормализации и отпуску или закалке и отпуску по выбору изготовителя, если в заказе не указан конкретный вид термообработки. |
Изделия групп прочности L80, С90, Т95 и С110 должны быть подвергнуты закалке и отпуску.
По требованию заказчика изготовитель должен предоставить подтверждение того, что температура изделий при проведении отпуска не опускалась ниже минимальной допустимой температуры.
Отпуск при температуре ниже 620°С может привести к охрупчиванию стали группы прочности L80 тип 13Cr. Однако если изделия соответствуют всем требованиям 7.3, 7.4.5, 7.5.3 и 10.7, дополнительного подтверждения соответствия изделий не требуется.
6.2.4 Классы прочности 3 и 4 Изделия групп прочности Р110, Q125 и Q135 должны быть подвергнуты закалке и отпуску. |
6.3 Правка
6.3.1 Классы прочности 1 (кроме группы прочности R95) и 3
Требований к правке не установлено.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
6.3.2 Группа прочности R95
После окончательной термообработки не допускается подвергать изделия холодной деформации растяжением или раздачей, кроме той, которая свойственна обычному процессу правки, и холодной деформации сжатием, превышающей 3%.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
6.3.3 Группы прочности М65 и L80
После окончательной термообработки не допускается подвергать изделия холодной деформации, кроме той, которая свойственна обычному процессу правки. Ротационная правка изделий при температуре ниже 480°С не должна оставлять на изделиях следов от валков, твердость которых превышает указанную в таблице С.5, однако:
- следы от валков, не определяемые на ощупь и не имеющие измеримой деформации поверхности, допускаются без дальнейшей оценки;
- следы от валков, не определяемые на ощупь и имеющие по результатам контроля, проведенного по документированной процедуре, твердость, не превышающую указанную в таблице С.5, допускаются без дальнейшей оценки;
- изделия со следами от валков, определяемыми на ощупь, должны быть забракованы или подвергнуты нагреву для снятия напряжений при температуре не ниже 480°С.
6.3.4 Группы прочности С90 и Т95
Изделия допускается подвергать холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений при температуре не ниже 480°С.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
6.3.5 Группа прочности С110
Изделия допускается подвергать холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений до температуры на 30-55°С ниже температуры окончательного отпуска или горячей ротационной правке при температуре конца правки не более чем на 165°С ниже температуры окончательного отпуска.
6.3.6 Группы прочности Q125 и Q135
Изделия групп прочности Q125 и Q135 допускается подвергать правке на правильном прессе или горячей правке на ротационной машине при температуре конца правки не ниже 400°С, если в заказе не указано иное. Если проведение горячей ротационной правки невозможно, изделия могут быть подвергнуты холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений при температуре не ниже 510°С. Изделия могут быть подвергнуты холодной ротационной правке без последующего нагрева для снятия напряжений только по согласованию с заказчиком.
6.4 Прослеживаемость
6.4.1 Общие положения
Изготовитель должен разработать и соблюдать процедуру сохранения идентификации плавки и (или) партии до окончания всех требуемых испытаний этой плавки и (или) партии и получения результатов контроля и испытаний, соответствующих требованиям настоящего стандарта.
6.4.2 Присвоение номеров изделиям групп прочности С90, Т95, С110, Q125 и Q135
В маркировке изделий должны быть указаны их порядковые номера. Изготовитель несет ответственность за сохранение идентификации изделий до момента получения их заказчиком.
Каждой трубе должен быть присвоен индивидуальный номер для того, чтобы результаты испытаний могли быть соотнесены с конкретными трубами. Кроме того, если в заказе указано дополнительное требование SR12, номер трубы должен указывать последовательность, в которой проводился отпуск труб, чтобы можно было провести повторные испытания в соответствии с А.7.3 SR12.3.
Каждой трубной заготовке для муфт, муфтовой заготовке, короткой трубе и заготовке для соединительных деталей должен быть присвоен индивидуальный номер для соотнесения результатов испытаний с конкретными изделиями. Если от заготовки, подвергнутой термообработке по всему объему, отрезают отдельные длины, каждой из них должен быть присвоен тот же номер, что и исходной заготовке. Если партию изделий подвергают термообработке в виде муфтовых заготовок или отдельных изделий, каждому изделию должен быть присвоен индивидуальный номер термообработанной партии (10.2.3). Кроме того, если муфтовые заготовки, короткие трубы или заготовки для соединительных деталей подвергают термообработке в виде отдельных изделий в печи непрерывного действия, изделия, составляющие одну партию, должны быть пронумерованы в порядке, соответствующем последовательности, в которой они подвергались термообработке.
6.5 Валидация процессов
Должна быть проведена валидация процессов, применяемых при изготовлении изделий, влияющих на соответствие изделий требованиям настоящего стандарта (кроме требований к химическому составу и размерам).
Процессами, требующими валидации, являются:
- для бесшовных изделий, не подвергаемых термообработке: заключительный подогрев, калибровка изделий в горячем состоянии или редуцирование, высадка и холодная обработка, если применимо;
- для бесшовных изделий, подвергаемых термообработке: термообработка по всему объему изделий;
- для сварных изделий, не подвергаемых термообработке: формобразование, сварка и локальная термообработка сварного соединения, высадка, если применимо;
- для сварных изделий, подвергаемых термообработке: сварка и термообработка по всему объему изделий.
7 Требования к материалу
7.1 Химический состав стали
Химический состав изделий должен соответствовать требованиям, приведенным в таблице С.4 для соответствующей группы прочности и типа.
При принятии заказа на изделия группы прочности С110 изготовитель должен проинформировать заказчика о максимальном и минимальном содержании всех элементов, намеренно добавляемых в каждую плавку стали, независимо от цели такого добавления.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.2 Свойства, определяемые при испытаниях на растяжение
7.2.1 Общие положения
Свойства изделий, определяемые при испытаниях на растяжение, должны соответствовать требованиям, указанным в таблице С.5.
Свойства высаженных концов насосно-компрессорных труб, кроме относительного удлинения, должны соответствовать требованиям, установленным для тела труб. В спорных случаях свойства высаженных концов труб (кроме относительного удлинения) должны быть определены на образцах для испытания на растяжение, вырезанных из высаженных концов труб. Записи по испытаниям должны быть предоставлены заказчику по дополнительному требованию.
7.2.2 Относительное удлинение
Минимальное относительное удлинение вычисляют по следующей формуле
 , (1)
, (1)
где - минимальное относительное удлинение при расчетной длине образца 50,0 мм, %, округленное до 0,5% - для расчетных значений менее 10,0% и до 1% - для расчетных значений 10,0% и более;
- площадь поперечного сечения образца для испытания на растяжение, мм
, равная меньшему из значений, рассчитываемому по диаметру рабочей части образца или ширине рабочей части образца и толщине стенки изделия, с округлением до 10 мм
или 490 мм
;
![]() - минимальный предел прочности для группы прочности, МПа.
- минимальный предел прочности для группы прочности, МПа.
При вычислении минимального относительного удлинения для цилиндрических образцов обоих типов (диаметром расчетной части 9,0 мм с расчетной длиной 45,0 мм и диаметром расчетной части 12,5 мм с расчетной длиной 62,5 мм) площадь поперечного сечения принимают равной 130 мм
.
Требования к минимальному относительному удлинению при испытаниях на растяжение для образцов различных типов и различных групп прочности приведены в таблице С.6.
7.2.3 Предел текучести и предел прочности
Предел текучести равен растягивающему напряжению, необходимому для получения удлинения под нагрузкой, указанного в таблице С.5, определяемого с помощью экстензометра.
Предел прочности равен наибольшему растягивающему напряжению, предшествующему разрыву испытуемого образца. |
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.2.4 Определение свойств изделий групп прочности С90, Т95 и С110 при статистических испытаниях на растяжение
По согласованию между заказчиком и изготовителем должны быть проведены дополнительные статистические испытания свойств изделий групп прочности С90, Т95 и С110 при растяжении в соответствии с А.12 SR38.
7.3 Свойства, определяемые при испытаниях на ударный изгиб. Общие требования
7.3.1 Оценка результатов испытания
Испытаниям на ударный изгиб подвергают комплект из трех образцов, отобранных на одном участке изделия. Среднее значение результатов испытаний трех образцов должно соответствовать требованиям к работе удара, указанным в 7.4-7.6. На одном образце допускается значение работы удара не менее двух третей минимальной работы удара.
Для изделий группы прочности С110 должно выполняться одно из следующих условий:
a) содержание вязкой составляющей в изломе образцов после испытаний, определяемое в соответствии с [4], должно быть не менее 75%;
b) получение повышенных свойств изделий должно быть подтверждено изготовителем по документированной процедуре (учитывающей в том числе отклонения химического состава, диаметра и толщины стенки) и результатами испытаний на ударный изгиб.
Если содержание вязкой составляющей менее 75% или получение повышенных свойств изделий не подтверждено, как указано в перечислении b), то изделия должны быть или забракованы, или для них должна быть построена переходная кривая, доказывающая, что изделия при указанной в настоящем стандарте температуре испытаний или при пониженной температуре, указанной в заказе, имеют свойства, превышающие установленные.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.3.2 Критическая толщина стенки
Требования к работе удара рассчитывают по критической толщине стенки изделий. Критической толщиной стенки муфт с резьбовыми соединениями SC, LC, ВС, ОТТМ, EU, NU, НКТН и НКТВ является толщина стенки во впадине профиля резьбы посередине муфты, с резьбовыми соединениями ОТТГ и НКМ - толщина стенки во впадине профиля резьбы в плоскости торца трубы, рассчитанная по наружному диаметру муфты и параметрам резьбового соединения. Критическая толщина стенки муфт с резьбовыми соединениями, предусмотренными ГОСТ 33758 и ГОСТ 34057, указана в таблице С.7. Критической толщиной стенки труб является толщина стенки. Критическая толщина стенки муфт со специальной отделкой концов должна быть определена, как указано в 7.6.6.
Критическая толщина стенки трубных заготовок для муфт и заготовок для соединительных деталей или требования к работе удара должны быть указаны в заказе, в противном случае критическую толщину стенки принимают равной толщине стенки трубных заготовок для муфт и заготовок для соединительных деталей.
(Поправка. ИУС N 8-2018).
7.3.3 Ориентация и размер образцов для испытаний
Если не могут быть изготовлены поперечные образцы полного размера, применяют наибольший из возможных поперечных образцов меньшего размера, указанных в таблице С.8. Если не могут быть изготовлены поперечные образцы наименьшего размера или они не допускаются по 7.3.6, следует применять продольные образцы наибольшего возможного размера из указанных в таблице С.8.
При применении поперечных образцов для испытаний сварных труб надрез на образце должен быть расположен по линии сварного шва.
Допускается не проводить испытания, если наружный диаметр или толщина стенки изделий не позволяют изготовить продольные образцы наименьшего размера, однако изготовитель должен применять документированные химический состав и технологию, обеспечивающие работу удара, соответствующую установленным требованиям.
7.3.4 Порядок выбора образцов для испытаний
Порядок выбора образцов для испытаний по ориентации и типу образцов приведен в таблице С.9.
7.3.5 Образцы для испытаний альтернативного размера
Изготовитель вместо образцов меньшего размера, указанных в таблицах С10-С.16, может выбрать образцы других размеров из приведенных в таблице С.8. Однако выбираемые образцы должны соответствовать более высокой ступени в порядке выбора образцов (см. таблицу С.9), чем указанные образцы, а требование к работе удара должно быть изменено с учетом ориентации и типа образцов.
7.3.6 Образцы для испытаний меньшего размера
Минимальная работа удара для образцов меньшего размера должна быть равна значению, указанному для образцов полного размера, умноженному на коэффициент, приведенный в таблице С.8, однако не допускается применять для испытаний образцы меньшего размера, если рассчитанное значение минимальной работы удара менее 11 Дж.
7.3.7 Температура испытаний
Испытания должны быть проведены при температуре 0°С для всех групп прочности, кроме J55, K55 и K72. Испытания для групп прочности J55, K55 и K72 должны быть проведены при температуре 21°С. Для всех групп прочности может быть указана заказчиком или выбрана изготовителем альтернативная более низкая температура испытаний. Отклонения температуры испытаний не должны быть более ±3°С.
Испытания образцов меньшего размера для групп прочности J55, K55 и K72 должны быть проведены при пониженной температуре. Снижение температуры испытаний зависит от критической толщины стенки резьбового соединения и размера образцов. Если это необходимо, то температура испытаний должна быть снижена в соответствии с таблицей С.10.
7.3.8 Статистические испытания на ударный изгиб
Дополнительные статистические испытания изделий на ударный изгиб, указанные в А.7 SR12, проводят по согласованию между заказчиком и изготовителем.
7.3.9 Справочная информация
Справочная информация по механике разрушения, формулы и таблицы, применяемые для определения требований к работе удара и условиям испытаний на ударный изгиб, приведены в [5] и [6].
7.4 Свойства, определяемые при испытаниях на ударный изгиб. Требования к работе удара для трубных заготовок для муфт и муфтовых заготовок
7.4.1 Общие положения
Требования к работе удара для трубных заготовок для муфт и муфтовых заготовок с учетом ориентации и типа образцов приведены в таблицах С.10-С.18. |
Трубные заготовки для муфт и муфтовые заготовки, пригодные для нескольких типов резьбовых соединений, могут быть подвергнуты испытаниям, подтверждающим их соответствие наиболее жестким требованиям. Ориентация и тип образцов для испытаний должны соответствовать самой высокой ступени в порядке выбора образцов для испытаний, приведенном в таблице С.9.
(Поправка. ИУС N 8-2018).
7.4.2 Группа прочности Н40
Настоящий стандарт не устанавливает требований к работе удара для группы прочности Н40.
Примечание - Дополнительные требования к работе удара приведены в А.10 SR16.
7.4.3 Группы прочности J55, K55 и K72
Работа удара для поперечных образцов полного размера должна быть не менее 20 Дж. Для продольных образцов полного размера работа удара должна быть не менее 27 Дж.
7.4.4 Группа прочности М65
Настоящий стандарт не устанавливает требований к работе удара для группы прочности М65, так как он не предусматривает изготовление муфт группы прочности М65. Для труб группы прочности М65 должны быть применимы муфты группы прочности L80 тип 1.
7.4.5 Группы прочности N80, R95, класса прочности 2 (кроме групп прочности М65), классов прочности 3 и 4
Минимальная работа удара должна быть равна наибольшему из следующих значений:
- для поперечных образцов полного размера (см. таблицу С.17)
20 Дж или рассчитанному по формуле ![]() ; (2)
; (2)
- для продольных образцов полного размера (см. таблицу С.18)
41 Дж или рассчитанному по формуле ![]() , (3)
, (3)
где ![]() - минимальная работа удара, Дж;
- минимальная работа удара, Дж;
![]() - максимальный предел текучести для группы прочности, МПа;
- максимальный предел текучести для группы прочности, МПа;
- критическая толщина стенки муфты, рассчитанная по наружному диаметру муфты и параметрам резьбового соединения, мм.
7.4.6 Трубные заготовки и муфтовые заготовки для муфт со специальной отделкой концов
Критическая толщина стенки муфт со специальной отделкой концов должна быть определена, как указано в 7.6.6. Требования к работе удара должны соответствовать указанным в 7.4.1-7.4.5.
7.5 Свойства, определяемые при испытаниях на ударный изгиб. Требования к работе удара для труб
7.5.1 Группы прочности Н40, J55, K55, K72 и N80 тип 1
Настоящий стандарт не устанавливает требований к работе удара для групп прочности Н40, J55, K55, K72 и N80 тип 1.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Дополнительные требования к работе удара приведены в А.10 SR16.
7.5.2 Группа прочности М65
Работа удара для поперечных образцов полного размера должна быть не менее 20 Дж. Для продольных образцов полного размера работа удара должна быть не менее 41 Дж.
7.5.3 Группы прочности N80 тип Q, R95, L80, С90, Т95 и Р110
Минимальная работа удара должна быть равна наибольшему из следующих значений:
a) для групп прочности N80 тип Q, R95, L80, С90, Т95:
- для поперечных образцов полного размера (см. таблицу С.19)
14 Дж или рассчитанному по формуле ![]() ; (4)
; (4)
- для продольных образцов полного размера (см. таблицу С.20)
27 Дж или рассчитанному по формуле ![]() ; (5)
; (5)
b) для группы прочности Р110:
- для поперечных образцов полного размера (см. таблицу С.19)
20 Дж или рассчитанному по формуле ![]() ; (6)
; (6)
- для продольных образцов полного размера (см. таблицу С.20)
41 Дж или рассчитанному по формуле ![]() , (7)
, (7)
где ![]() - минимальная работа удара, Дж;
- минимальная работа удара, Дж;
![]() - минимальный предел текучести для группы прочности, МПа;
- минимальный предел текучести для группы прочности, МПа;
- толщина стенки, мм.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.5.4 Группы прочности С110, Q125 и Q135
Минимальная работа удара должна быть равна наибольшему из следующих значений:
- для поперечных образцов полного размера (см. таблицу С.19)
20 Дж или рассчитанному по формуле ![]() ; (8)
; (8)
- для продольных образцов полного размера (см. таблицу С.20)
41 Дж или рассчитанному по формуле ![]() , (9)
, (9)
где ![]() - минимальная работа удара, Дж;
- минимальная работа удара, Дж;
![]() - максимальный предел текучести для группы прочности, МПа;
- максимальный предел текучести для группы прочности, МПа;
- толщина стенки, мм.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.5.5 Образец для испытаний
Расчетная толщина стенки трубы, необходимая для того, чтобы изготовить для испытаний на ударный изгиб образцы полного размера, 3/4-размера и 1/2-размера, приведена в таблице С.21 для поперечных образцов, в таблице С.22 - для продольных образцов. По таблицам С.21 и С.22 выбирают наибольший из возможных образцов с расчетной толщиной стенки менее толщины стенки испытуемой трубы.
7.5.6 Условия испытаний
Для труб групп прочности М65, С110, Q125 и Q135 испытания, проводимые по 10.7, являются обязательными. Для всех остальных групп прочности, кроме Н40, J55, K55, K72 и N80 тип 1 (для которых не установлены требования к испытаниям на ударный изгиб), соответствие требованиям 7.5.3 по выбору изготовителя может быть установлено по документированной процедуре, заменяющей эти испытания, если только в заказе не указано требование SR16, по которому испытания труб (см. 10.7), являются обязательными. Трубы, аттестованные по документированной процедуре, но оказавшиеся при проведении последующих испытаний несоответствующими требованиям к работе удара, должны быть забракованы.
7.6 Свойства, определяемые при испытаниях на ударный изгиб. Требования к работе удара для заготовок для соединительных деталей
7.6.1 Общие положения
Если из заготовок изготовляют соединительные детали с внутренней резьбой с резьбовым соединением, предусмотренным ГОСТ 33758 и ГОСТ 34057, требование к работе удара для таких заготовок должно соответствовать требованию, указанному для конкретного резьбового соединения.
(Поправка. ИУС N 8-2018).
7.6.2 Заготовки для соединительных деталей с внутренней резьбой с резьбовыми соединениями, предусмотренными ГОСТ 33758 и ГОСТ 34057
Требования к работе удара должны соответствовать указанным в 7.4.1-7.4.5.
(Поправка. ИУС N 8-2018).
7.6.3 Заготовки для соединительных деталей со специальной отделкой концов с внутренней конической резьбой (с натягом по резьбе)
Требования к работе удара должны соответствовать указанным в 7.4.6.
7.6.4 Заготовки для соединительных деталей с наружной резьбой с резьбовыми соединениями по ГОСТ 33758 и ГОСТ 34057 или со специальной отделкой концов
Требования к работе удара должны соответствовать указанным в 7.5.
(Поправка. ИУС N 8-2018).
7.6.5 Заготовки для соединительных деталей с внутренней резьбой (без натяга по резьбе) со специальной отделкой концов
По согласованию между заказчиком и изготовителем работа удара должна соответствовать дополнительным требованиям А.10 SR16.
7.6.6 Критическая толщина стенки заготовок для соединительных деталей со специальной отделкой концов
Критической толщиной стенки заготовок для соединительных деталей со специальной отделкой концов является:
a) заготовок для соединительных деталей с наружной резьбой с резьбовыми соединениями, предусмотренными ГОСТ 33758 и ГОСТ 34057 - толщина стенки поперечного сечения соединительной детали с наименьшим отношением расчетной толщины стенки и наружного диаметра детали в этом сечении;
b) заготовок для соединительных деталей с внутренней резьбой с резьбовыми соединениями, предусмотренными ГОСТ 33758 и ГОСТ 34057 - критическая толщина стенки, указанная в таблице С.7, где D - номинальный диаметр резьбы;
c) заготовок для соединительных деталей со специальной отделкой концов:
- предназначенных для изготовления изделий с наружной резьбой - толщина стенки заготовок;
- предназначенных для изготовления изделий с внутренней резьбой - расчетная толщина стенки элемента изделия с внутренней резьбой в плоскости торца ниппельного элемента резьбового соединения при механическом свинчивании.
(Поправка. ИУС N 8-2018).
7.7 Твердость
7.7.1 Группы прочности М65, L80, С90, Т95 и С110
Применяют следующие требования к твердости:
a) твердости по толщине стенки для групп прочности М65, L80, С90, Т95 и С110:
- отдельные и (или) средние значения твердости должны соответствовать требованиям, указанным в таблице С.5, для групп прочности С90, Т95 и С110 - с учетом перечисления с);
b) поверхностной твердости (если требуется по 10.6) для групп прочности С90, Т95 и С110:
- для групп прочности С90 и Т95 значения твердости по Бринеллю или по шкале С Роквелла должны быть не более 255 HBW или 25,4 HRC соответственно. Если какое-либо из значений твердости более 255 HBW или 25,4 HRC, на том же участке могут быть выполнены два дополнительных измерения. Если какое-либо из значений твердости при дополнительных измерениях более 255 HBW или 25,4 HRC, образец или изделие должно быть забраковано;
- для группы прочности С110 значения твердости по Бринеллю или шкале С Роквелла должны быть не более 286 HBW или 30 HRC соответственно. Если какое-либо из значений твердости более 286 HBW или 30 HRC, на том же участке могут быть выполнены два дополнительных измерения твердости. Если какое-либо из значений твердости при дополнительных измерениях более 286 HBW или 30 HRC, образец или изделие должно быть забраковано;
c) твердости по толщине стенки для групп прочности С90, Т95 и С110:
- для групп прочности С90 и Т95 средние значения твердости по Роквеллу должны быть не более 25,4 HRC. Если какое-либо значение твердости более 27,0 HRC, образец или изделие должно быть забраковано. Если среднее значение твердости находится в интервале от 25,4 до 27,0 HRC, должен быть проведен повторный контроль твердости;
- для группы прочности С110 средние значения твердости по Роквеллу должны быть не более 30 HRC. Если какое-либо значение твердости более 32 HRC, образец или изделие должно быть забраковано. Если среднее значение твердости находится в интервале от 30 до 32 HRC, должен быть проведен повторный контроль твердости;
d) альтернативные требования к допустимой твердости для групп прочности С90 и Т95:
- по согласованию между заказчиком и изготовителем допустимые средние значения твердости могут быть изменены по сравнению с указанными выше требованиями на основании результатов испытаний на SSC по 7.14.
7.7.2 Группы прочности Q125 и Q135
Настоящий стандарт не устанавливает требований к твердости изделий групп прочности Q125 и Q135, но для подтверждения управляемости процесса разброс значений твердости изделий этих групп прочности должен соответствовать требованиям, указанным в 7.8 и 7.9.
7.8 Разброс значений твердости изделий групп прочности С90, Т95, С110, Q125 и Q135*
_______________
* В оригинале слова "Q135" в наименовании пункта 7.8 выделены курсивом. - .
Разброс значений твердости должен соответствовать требованиям таблицы С.5. Разброс значений твердости определяют как разность между любыми двумя средними значениями твердости, полученными в одном квадранте. Эти требования не применимы для сравнения значений твердости разных образцов и сравнения значений твердости образцов труб толщиной стенки 7,62 мм и менее, для которых допускается расположение отпечатков только посередине стенки образца.
7.9 Управляемость процесса производства изделий групп прочности С90, Т95, С110, Q125 и Q135*
_______________
* В оригинале слова "Q135" в наименовании пункта 7.9 выделены курсивом. - .
Для подтверждения управляемости процесса производства проводят контроль поверхностной твердости муфтовых заготовок, коротких труб и заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий. Результаты контроля поверхностной твердости изделий групп прочности С90, Т95 и С110 могут применяться при отборе изделий для контроля твердости по толщине стенки. Изготовитель может не предоставлять заказчику результаты контроля поверхностной твердости изделий, если это не указано в заказе.
7.10 Прокаливаемость изделий, подвергаемых закалке и отпуску*
_________________
* В оригинале наименование пункта 7.10 выделено курсивом. - .
7.10.1 Группы прочности С90 и Т95
Для каждого сочетания наружного диаметра и толщины стенки, плавки, режима аустенизации и закалки изделий, изготовленных за один производственный цикл, в состоянии после закалки до отпуска проводят контроль твердости по толщине стенки, характеризующей их прокаливаемость. Такой контроль должен быть проведен для тела изделий, а также для высаженного участка или участка с наибольшей толщиной стенки труб с высаженными концами и заготовок для соединительных деталей. Среднее значение твердости должно быть равно или превышать твердость металла, содержащего в структуре не менее 90% мартенсита, рассчитанную по следующей формуле
![]() , (10)
, (10)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе стали, %.
Примечание - Формулу (10) применяют для сталей с массовой долей углерода в химическом составе от 0,15 до 0,50%.
Дополнительные требования PSL-3 приведены в приложении Е.
7.10.2 Группа прочности С110
Для каждого сочетания наружного диаметра и толщины стенки, плавки, режима аустенизации и закалки изделий, изготовленных за один производственный цикл, в состоянии после закалки до отпуска проводят контроль твердости по толщине стенки, характеризующей их прокаливаемость. Такой контроль должен быть проведен для тела изделий, а также для высаженного участка или участка с наибольшей толщиной стенки труб с высаженными концами и заготовок для соединительных деталей. Среднее значение твердости должно быть равно или превышать твердость металла, содержащего в структуре не менее 95% мартенсита, рассчитанную по следующей формуле
![]() , (11)
, (11)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе стали, %.
Примечание - Формулу (11) применяют для сталей с массовой долей углерода в химическом составе от 0,15 до 0,50%.
7.10.3 Все группы прочности, кроме С90, Т95 и С110
Для каждого сочетания наружного диаметра и толщины стенки, плавки, режима аустенизации и закалки изделий, изготовленных за один производственный цикл, в состоянии после закалки до отпуска проводят контроль твердости по толщине стенки по документированной процедуре, предназначенной для подтверждения достаточности прокаливаемости изделий. Такой контроль должен быть проведен для тела изделий, а также для высаженного участка или участка с наибольшей толщиной стенки труб с высаженными концами и заготовок для соединительных деталей. Среднее значение твердости должно быть равно или превышать твердость металла, содержащего в структуре не менее 50% мартенсита, рассчитанную по следующей формуле
![]() , (12)
, (12)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
- массовая доля углерода в химическом составе стали, %.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.10.4 Альтернативные требования к прокаливаемости К прокаливаемости труб, муфтовых заготовок и трубных заготовок для муфт с толщиной стенки 30 мм и более по согласованию между заказчиком и изготовителем могут быть установлены альтернативные требования. |
7.11 Величина зерна изделий групп прочности С90, Т95 и С110
Величина исходного зерна аустенита не должна превышать величины, соответствующей по шкале [7] или [8] номеру 5 для групп прочности С90 и Т95 и номеру 6 для группы прочности С110.
7.12 Состояние внутренней поверхности изделий групп прочности L80 тип 9Cr и L80 тип 13Cr
После окончательной термообработки на внутренней поверхности изделий не должно быть окалины.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
7.13 Свойства сварных труб, определяемые при испытаниях на сплющивание
Свойства сварных труб, определяемые при испытаниях на сплющивание, должны соответствовать указанным в таблице С.23.
7.14 Стойкость к SSC изделий групп прочности L80 тип 1, L80 тип 13Cr, С90, Т95 и С110
7.14.1 Общие положения
При эксплуатации изделий групп прочности С90, Т95 и С110 заказчик должен руководствоваться [2] или [3]. Особое внимание следует уделять эксплуатации изделий группы прочности С110 в районах 2 или 3 по [2] или [3], поскольку изделия этой группы прочности не предназначены для эксплуатации в любых кислых средах (средах, содержащих сероводород).
Стойкость изделий к SSC определяют, если это указано в заказе, в испытательном растворе А одним из методов по [9]: - изделий групп прочности С90 и Т95 - методом А, В или D по выбору изготовителя, если между заказчиком и изготовителем не согласовано применение конкретного метода; Дополнительные требования PSL-3 для изделий групп прочности С90, Т95 и L80 тип 13Cr приведены в приложении Е. |
Примечание - Испытания на SSC предназначено только для контроля качества изделий, а не для оценки возможности применения изделий в какой-либо конкретной кислой среде. Заказчик является ответственным за выбор группы прочности изделий для предполагаемых условий эксплуатации.
7.14.2 Требования к стойкости изделий к SSC
Изделия должны выдерживать испытания на SSC по следующим требованиям:
a) метод А, растяжение цилиндрических образцов:
- испытательное напряжение при испытаниях образцов полного размера с расчетной частью диаметром 6,35 мм должно быть не менее 80% минимального предела текучести ![]() или 496 МПа для С90 и 524 МПа для Т95, не менее 85% минимального предела текучести
или 496 МПа для С90 и 524 МПа для Т95, не менее 85% минимального предела текучести ![]() или 644 МПа для С110;
или 644 МПа для С110;
- испытательное напряжение при испытаниях образцов меньшего размера с расчетной частью диаметром 3,81 мм должно быть не менее 72% минимального предела текучести ![]() или 447 МПа для С90 и 472 МПа для Т95, не менее 76% минимального предела текучести
или 447 МПа для С90 и 472 МПа для Т95, не менее 76% минимального предела текучести ![]() или 576 МПа для С110;
или 576 МПа для С110;
b) метод В, изгиб балки - критическое напряжение должно быть не менее 8,3 кПа для С90 и 8,7 кПа для Т95;
c) метод D, раздача образцов DCB:
- среднее значение критического коэффициента интенсивности напряжений ![]() при испытаниях образцов полного размера толщиной 9,53 мм должно быть не менее 33,0 МПа·м
при испытаниях образцов полного размера толщиной 9,53 мм должно быть не менее 33,0 МПа·м для групп прочности С90 и Т95 и не менее 26,3 МПа·м
для группы прочности С110;
- критический коэффициент интенсивности напряжений ![]() при испытаниях отдельного образца полного размера толщиной 9,53 мм должен быть не менее 30,0 МПа·м
при испытаниях отдельного образца полного размера толщиной 9,53 мм должен быть не менее 30,0 МПа·м для групп прочности С90 и Т95 и не менее 23,1 МПа·м
для группы прочности С110.
При испытаниях образцов альтернативного или меньшего размера [в случаях, допускаемых в 10.10.2, перечисление d)] требования к критическому коэффициенту интенсивности напряжений ![]() должны быть согласованы между заказчиком и изготовителем;
должны быть согласованы между заказчиком и изготовителем;
- для испытаний применяют образцы без или с предварительным усталостным растрескиванием. В случае применения образцов с предварительным усталостным растрескиванием, коэффициент интенсивности напряжений ![]() после предварительного усталостного растрескивания должен быть не менее 30 МПа·м
после предварительного усталостного растрескивания должен быть не менее 30 МПа·м для групп прочности С90 и Т95 и не менее 20,7 МПа·м
для группы прочности С110;
- смещение консолей после испытаний должно быть равно 0,76 мм для группы прочности С90; 0,71
мм для группы прочности Т95 и 0,51
мм для группы прочности С110.
Более высокие требования по стойкости к SSC должны быть согласованы между заказчиком и изготовителем. |
8 Требования к размерам, массе, длине, предельным отклонениям, отделке концов и качеству поверхности изделий*
_______________
* В оригинале слова "длине", "качеству поверхности" в наименовании пункта 8 выделены курсивом. - .
8.1 Общие положения
Размеры (наружный диаметр и толщина стенки) и виды отделки концов труб указаны в таблицах С.1 и С.2. Наружным диаметром труб с высаженными наружу концами является наружный диаметр тела труб, а не диаметр высаженных концов.
8.2 Размеры*
_________________
* В оригинале наименование пункта 8.2 выделено курсивом. - .
Наружный диаметр и толщина стенки труб должны соответствовать указанным в таблицах С.1 и С.2 и в заказе. По согласованию между заказчиком и изготовителем трубы с резьбой и без резьбы могут быть поставлены с другими наружным диаметром и (или) толщиной стенки. Размер трубных заготовок для муфт и заготовок для соединительных деталей должен соответствовать требованиям, указанным в заказе, или установлен изготовителем. Сочетание наружного диаметра и толщины стенки трубных заготовок для муфт не должно повторять сочетаний наружного диаметра и толщины стенки труб, указанных в таблицах С.1 и С.2. Размеры, указанные в настоящем стандарте без предельных отклонений, приведены для проектирования и не подлежат измерениям при приемке изделий.
По требованию заказчика насосно-компрессорные трубы могут быть изготовлены по сортаменту обсадных труб наружным диаметром более 114,30 мм, но не более 273,05 мм (см. таблицы С.1 и С.28).
Проверку точности средств измерений, применяемых при приемочном контроле изделий, кроме резьбовых и гладких калибров-пробок, калибров-колец и устройств для взвешивания, следует проводить не реже чем один раз в рабочую смену.
Проверка точности средств контроля, таких как калибры-скобы и оправки, должна состоять из контроля износа и определения соответствия установленным размерам. Проверка точности линеек, измерительных лент и других нерегулируемых средств измерений должна состоять из визуальной проверки читаемости разметки шкалы и общего износа в фиксированных исходных точках. Назначение регулируемых и нерегулируемых средств измерений, применяемых изготовителем, должно быть задокументировано.
Процедура проверки точности рабочих резьбовых и гладких калибров-колец и калибров-пробок должна быть задокументирована. Проверку точности устройств для взвешивания следует проводить не реже, чем указано в документированной процедуре изготовителя, по стандартам NIST или эквивалентным требованиям межгосударственных нормативных документов.
Если средства измерений, калибровку или проверку точности которых проводят в соответствии с положениями настоящего стандарта, подвергаются воздействию необычных или неблагоприятных условий, способных повлиять на их точность, то перед дальнейшей эксплуатацией должна быть проведена их повторная калибровка или проверка точности.
8.3 Наружный* диаметр
_______________
* В оригинале слово "наружный" в наименовании пункта 8.3 выделены курсивом. - .
8.3.1 Измерения наружных диаметров более 168,28 мм проводят с точностью до одного десятичного знака. Наружные диаметры более 168,28 мм указаны в настоящем стандарте с двумя десятичными знаками в целях проектирования и обеспечения взаимозаменяемости.
8.3.2 Отклонения наружного диаметра труб не должны быть более предельных отклонений, указанных в 8.11.1. При поставке труб без резьбы с невысаженными концами, в том числе если в заказе указано, что они предназначены для изготовления коротких труб, предельные отклонения, указанные для труб без резьбы с невысаженными концами, должны распространяться на всю длину трубы.
Отклонения наружного диаметра трубных заготовок для муфт и заготовок для соединительных деталей не должны быть более предельных отклонений, указанных в заказе или установленных изготовителем.
Для труб с резьбой наружный диаметр концов труб перед нарезанием резьбы должен обеспечивать соответствие общей длины резьбы (кроме резьбового соединения ВС) и длины резьбы с полным профилем требованиям, указанным в стандартах на резьбовые соединения.
8.4 Толщина стенки
Отклонения толщины стенки труб не должны быть более предельных отклонений, указанных в 8.11.2.
Отклонения толщины стенки трубных заготовок для муфт и заготовок для соединительных деталей не должны быть более предельных отклонений, указанных в заказе или установленных изготовителем.
8.5 Масса
Отклонения массы труб, определяемой по 10.13.7, от расчетной массы (для групп прочности L80 тип 9Cr и L80 тип 13Cr - от скорректированной расчетной массы) не должны быть более предельных отклонений, установленных в 8.11.3. Расчетную массу труб вычисляют по следующей формуле (в соответствии с [5] или [6], 11.4)
![]() , (13)
, (13)
где - расчетная масса трубы длиной
, кг;
- расчетная масса на единицу длины трубы без резьбы, указанная в таблицах С.23 и С.24, кг/м, вычисляемая по следующей формуле
| (14) |
- длина трубы, определяемая, как указано в 8.6, м;
- коэффициент коррекции массы, равный 1,000 для углеродистых сталей и 0,989 для мартенситных хромистых сталей;
- увеличение или уменьшение массы (в зависимости от отделки концов, указанной в заказе, и наличия муфты), указанное в таблицах С.24 и С.25, кг. Для труб без резьбы с невысаженными концами
0;
- число Пи, принятое равным 3,14159265;
- плотность стали, г/см
, принятая равной 7,85 г/см
;
- наружный диаметр трубы, мм;
- толщина стенки трубы, мм.
Масса муфт, коротких труб и переводников не регламентируется. |
8.6 Длина
Длина труб должна соответствовать требованиям, указанным в таблице С.28 и заказе. По согласованию между заказчиком и изготовителем допускается поставка труб в другом интервале длин. Длина муфт с резьбовыми соединениями, предусмотренными ГОСТ 33758 и ГОСТ 34057, должна соответствовать указанной в таблицах С.33-С.41. Длина трубных заготовок для муфт и заготовок для соединительных деталей должна соответствовать требованиям, указанным в заказе или установленным изготовителем. Длина каждого изделия должна быть измерена для определения соответствия требованиям к длине. Длина должна быть измерена в метрах с точностью до второго десятичного знака.
Погрешность измерений длины изделий должна быть не более ±0,03 м.
(Поправка. ИУС N 8-2018).
8.7 Стыкованные обсадные трубы
Если это указано в заказе, обсадные трубы с резьбовыми соединениями SC и LC могут быть поставлены стыкованными (из двух отрезков, соединенных сваркой для получения требуемой длины) в количестве не более 5% труб по заказу, но ни одна из стыкуемых труб не должна быть короче 1,52 м.
8.8 Высота сварного грата и его удаление
8.8.1 Удаление сварного грата
Наружный грат должен быть удален до уровня прилежащей поверхности тела трубы.
Внутренний грат:
a) должен быть удален до уровня прилежащей поверхности тела трубы, насколько это возможно;
b) на поверхности не должно быть острых кромок от удаления грата.
Для соответствия этим требованиям допускается образование незначительного углубления сварного шва после удаления внутреннего грата. Удаление грата следует выполнять в соответствии с 8.8.2 и 8.8.3.
8.8.2 Удаление сварного грата на трубах классов прочности 1 и 2
Высота остатка внутреннего грата при измерении от прилежащей поверхности тела трубы для обсадных и коротких обсадных труб должна быть не более 1,14 мм, для насосно-компрессорных и коротких насосно-компрессорных труб - не более 0,38 мм.
Величина углубления, образующегося после удаления внутреннего грата, не должна быть более значений, указанных ниже, и выводить толщину стенки за допустимое минусовое значение. Величину углубления определяют как разность между толщиной стенки, измеренной на расстоянии приблизительно 25 мм от линии сварного шва, и толщиной сварного шва в месте углубления.
Величина углубления должна быть не более:
- 0,38 мм - при толщине стенки от 3,84 до 7,64 мм;
- 0,05 мм - при толщине стенки 7,64 мм и более.
8.8.3 Удаление сварного грата на трубах классов прочности 3 и 4
Остатки внутреннего грата не допускаются. Величина углубления не должна быть более 0,38 мм и выводить толщину стенки за допустимое минусовое значение, углубление не должно иметь острых кромок, препятствующих проведению неразрушающего контроля. Величину углубления определяют как разность между толщиной стенки, измеренной на расстоянии приблизительно 25 мм от линии сварного шва, и толщиной сварного шва в месте углубления.
8.8.4 Изделия, не соответствующие требованиям
Трубы с остатками сварного грата, не соответствующие требованиям, указанным в 8.8.2 или 8.8.3, должны быть забракованы или приведены в соответствие с требованиями с применением шлифования.
8.9 Прямолинейность
8.9.1 Трубы
Отклонения от прямолинейности не должны быть более следующих значений:
a) отклонения от прямолинейности по всей длине (см. рисунок D.13) - 0,2% общей длины трубы, измеренной от одного торца трубы до другого, для труб наружным диаметром 114,30 мм и более;
b) отклонения от концевой прямолинейности (см. рисунок D.14) - 3,2 мм на длине 1,5 м от каждого торца трубы.
8.9.2 Трубные заготовки для муфт и заготовки для соединительных деталей
Требования к прямолинейности трубных заготовок для муфт и заготовок для соединительных деталей должны быть согласованы между заказчиком и изготовителем или установлены изготовителем.
8.10 Проходимость труб, контролируемая оправкой*
_________________
* В оригинале наименование пункта 8.10 выделено курсивом. - .
Проходимость труб с резьбой или без резьбы должна быть подвергнута контролю оправкой по всей длине. Трубы с резьбой, нарезанной нарезчиком, не являющимся изготовителем труб, должны быть подвергнуты контролю оправкой на расстоянии не менее 0,6 м от муфтового конца обсадной трубы и не менее 1,1 м от муфтового конца насосно-компрессорной трубы. Размеры применяемых для контроля стандартных оправок должны соответствовать указанным в таблице С.29.
Если в заказе указан контроль труб альтернативной оправкой: - трубы размерами, не указанными в таблице С.30, должны быть подвергнуты контролю альтернативной оправкой размерами, согласованными между заказчиком и изготовителем. На трубы после контроля альтернативной оправкой должна быть нанесена маркировка в соответствии с требованиями, приведенными в разделе 11. |
8.11 Предельные отклонения размеров и массы
8.11.1 Наружный диаметр
Предельные отклонения наружного диаметра труб, кроме наружного диаметра труб с резьбовыми соединениями EU и НКТВ на участках ,
и
:
±0,79 мм - для труб наружным диаметром менее 114,30 мм;
![]() % - для труб наружным диаметром 114,30 мм и более.
% - для труб наружным диаметром 114,30 мм и более.
Предельные отклонения наружного диаметра насосно-компрессорных труб с резьбовыми соединениями EU и НКТВ с высаженными наружу концами (см. рисунок D.6) наружным диаметром 60,32 мм и более отклонения наружного диаметра на участке :
![]() мм - для труб наружным диаметром от 60,32 до 88,90 мм;
мм - для труб наружным диаметром от 60,32 до 88,90 мм;
![]() мм - для труб наружным диаметром от 88,90 до 101,60 мм включ.;
мм - для труб наружным диаметром от 88,90 до 101,60 мм включ.;
![]() - для труб наружным диаметром более 101,60 мм.
- для труб наружным диаметром более 101,60 мм.
Изменения наружного диаметра труб на участке должны быть плавными и постепенными. Предельные отклонения наружного диаметра труб на участке
указаны в таблицах С.26 и С.27.
8.11.2 Толщина стенки
Минусовое предельное отклонение толщины стенки труб равно 12,5% толщины стенки. Плюсовое предельное отклонение толщины стенки ограничено предельными отклонениями массы.
8.11.3 Масса
Предельные отклонения массы труб:
![]() % - для отдельной трубы;
% - для отдельной трубы;
|
Если в заказе указана поставка труб толщиной стенки с минусовым предельным отклонением менее 12,5%, плюсовое предельное отклонение массы отдельной трубы должно быть принято равным 10%.
8.11.4 Внутренний диаметр
Предельные отклонения внутреннего диаметра труб ограничены предельными отклонениями наружного диаметра и массы.
8.11.5 Высаженные концы
Предельные отклонения размеров высаженных концов труб с резьбовыми соединениями EU и НКТВ указаны в таблицах С.26 и С.27.
8.11.6 Высаженные концы труб увеличенной длины
По согласованию между заказчиком и изготовителем насосно-компрессорные трубы с резьбовыми соединениями EU и НКТВ могут быть заказаны с высаженными концами увеличенной длины (см. таблицы С.26 и С.27). В этом случае не менее 95% труб должны иметь высаженные концы увеличенной длины, остальные трубы - высаженные концы обычной длины, если между заказчиком и изготовителем не согласовано иное.
8.12 Отделка концов изделий*
_________________
* В оригинале наименование пункта 8.12 выделено курсивом. - .
8.12.1 Изделия без резьбы
Трубы без резьбы могут быть поставлены с высаженными или невысаженными концами, при этом они должны соответствовать всем требованиями настоящего стандарта для конкретной группы прочности и иметь маркировку, предусмотренную в 11.5.2.
Торцы изделий без резьбы должны быть обрезаны под прямым углом. |
8.12.2 Изделия с резьбой
В соответствии с заказом изделия должны быть поставлены с одним из видов отделки концов, указанных в таблицах С.1 и С.2.
Переводники могут быть поставлены с сочетаниями типов резьбовых соединений, указанных в таблицах С.1 и С.2. |
Трубы с резьбовыми соединениями SC, LC, ВС, ОТТМ, NU, EU, НКТН и НКТВ могут быть поставлены с муфтами с уплотнительными кольцами в соответствии, если в заказе указано дополнительное требование SR13.
Обсадные трубы групп прочности Н40, J55, К55 или М65 некоторых размеров могут быть поставлены с резьбовыми соединениями SC или LC (см. таблицу С.1). Если требуется поставка обсадных труб с резьбовым соединением LC, заказчик должен указать это в заказе. При отсутствии такого указания трубы должны быть поставлены с резьбовым соединением SC.
8.12.3 Насосно-компрессорные трубы с резьбовым соединением EU со скругленными торцами
Насосно-компрессорные трубы EU наружным диаметром от 60,32 до 114,30 мм по выбору изготовителя или требованию заказчика могут быть поставлены со скругленными торцами вместо обычного притупления. Округление торцов выполняют для облегчения нанесения покрытия, при этом радиусы переходов должны быть плавными, на поверхности скругления по внутреннему и наружному диаметрам не должно быть острых кромок, заусенцев или расслоений. Вид и размеры конца трубы со скругленным торцом приведены на рисунке D.6. Приведенные размеры являются рекомендуемыми и не подлежат измерениям при приемке изделий.
8.12.4 Резьбовые соединения
Резьбовые соединения изделий и методы их контроля должны соответствовать требованиям стандартов на резьбовые соединения. Для обеспечения соответствия требованиям к резьбовым соединениям допускается изменение формы концов изделий, при этом скругление профиля торцов изделий ударным воздействием не допускается. Изменение формы концов изделий группы прочности С90 и выше допускается только по согласованию с заказчиком.
8.12.5 Качество отделки концов изделий
На внутренней и наружной кромках торцов изделий не должно быть заусенцев.
Резьбовые соединения изделий из мартенситных хромистых сталей склонны к заеданию или образованию задиров при свинчивании и развинчивании. Устойчивость резьбовых соединений к образованию задиров может быть повышена за счет специальной обработки поверхности, которая не входит в область применения настоящего стандарта.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Наружная и внутренняя резьба изделий группы прочности С110 должна быть подвергнута абразивно-струйной обработке или другой соответствующей обработке, в том числе в процессе нарезания резьбы, достаточность которой для удаления металла, склонного к отслоению или приводящего к образованию задиров при свинчивании, согласована между заказчиком и изготовителем.
8.12.6 Специальная отделка концов изделий
По согласованию между заказчиком и изготовителем трубы могут быть поставлены со специальной отделкой концов - с резьбовыми соединениями, не предусмотренными ГОСТ 33758 и ГОСТ 34057. Тело таких труб должно быть изготовлено в соответствии с требованиями настоящего стандарта. На трубы со специальной отделкой концов должна быть нанесена маркировка, предусмотренная в 11.5.2.
По согласованию между заказчиком и изготовителем муфты могут быть поставлены со специальной отделкой концов с резьбовыми соединениями, не предусмотренными ГОСТ 33758 и ГОСТ 34057. Такие муфты должны быть изготовлены в соответствии с требованиями настоящего стандарта, кроме требований к размерам, и иметь маркировку, предусмотренную в 11.5.2.
(Поправка. ИУС N 8-2018).
8.13 Качество поверхности
8.13.1 Трубы и заготовки для соединительных деталей в виде труб
На трубах и заготовках для соединительных деталей в виде труб не должно быть следующих дефектов:
a) закалочных трещин;
b) прожогов;
c) дефектов поверхности, уменьшающих оставшуюся толщину стенки до значения менее 87,5% толщины стенки;
d) неповерхностных дефектов, выявляемых неразрушающим контролем, если это предусмотрено в 10.15, А.2 SR1 и А.3 SR2 или указано в заказе, площадь проекции которых на наружной поверхности превышает 260 мм;
e) на сварных изделиях - неповерхностных дефектов на расстоянии 1,6 мм в обе стороны от линии сварного шва, уменьшающих оставшуюся толщину стенки до значения менее 87,5% толщины стенки;
f) линейных дефектов любой ориентации глубиной, превышающей указанную в таблице С.31;
g) на высаженных концах изделий - дефектов поверхности глубиной, превышающей допустимую в таблице С.32;
h) на изделиях с высаженными внутрь концами - острых уступов или резких изменений профиля, которые могут вызвать зависание Г-образного инструмента (см. рисунок D.24);
i) на внутренней поверхности концов труб с наружной резьбой - нелинейных дефектов глубиной более 10% толщины стенки.
8.13.2 Трубные заготовки для муфт и заготовки для соединительных деталей не в виде труб
На трубных заготовках для муфт и заготовках для соединительных деталей не в виде труб не должно быть закалочных трещин и прожогов.
На наружной поверхности трубных заготовок для муфт не должно быть дефектов, глубиной более 5,0% толщины стенки или выводящих наружный диаметр или толщину стенки за допустимые значения, или такие дефекты должны быть четко обозначены. Кроме того, на поверхности трубных заготовок для муфт не должно быть дефектов, указанных в 8.13.1, перечисление d).
8.13.3 План контроля процесса
Изготовитель, основываясь на знании процесса производства и требованиях раздела 10, должен применять план контроля процесса, обеспечивающий соблюдение указанных требований.
8.14 Свинчивание и защита резьбовых соединений
8.14.1 Классы прочности 1, 2 и 3
Обсадные и насосно-компрессорные трубы должны быть свинчены механическим способом (на муфтонаверточном станке) с обычными муфтами, кроме тех случаев, когда в соответствии с заказом трубы должны быть свинчены со специальными муфтами, свинчены с муфтами вручную (см. примечание 1 к настоящему пункту), поставлены с ненавинченными муфтами или без муфт. Насосно-компрессорные трубы должны быть свинчены со специальными муфтами вручную, если в заказе не указана поставка труб с ненавинченными муфтами.
Переводники должны быть поставлены без муфт, кроме тех случаев, когда в соответствии с заказом переводники должны быть свинчены с муфтами. |
Перед свинчиванием трубы с муфтой на всю поверхность сопрягаемой резьбы муфты или трубы должна быть нанесена резьбовая уплотнительная смазка. По согласованию между заказчиком и изготовителем смазка может быть нанесена на поверхность резьбы и муфты, и трубы. Если в заказе не указаны другие требования, то резьбовая уплотнительная смазка должна соответствовать требованиям ISO 13678 или [2]. Если трубы поставляют с муфтами, на свободные концы труб и муфт должны быть установлены резьбовые предохранители. Если трубы поставляют без муфт, резьбовые предохранители должны быть установлены на оба конца труб. Резьбовые предохранители должны соответствовать требованиям, указанным в 12.2. Открытые участки резьбы изделий должны быть покрыты резьбовой уплотнительной смазкой. На открытых участках резьбы изделий резьбовая уплотнительная смазка может быть заменена консервационной резьбовой смазкой другого цвета. Смазка должна быть нанесена на чистую поверхность резьбы, очищенную от влаги или остатков смазочно-охлаждающей жидкости.
Примечания
1 Цель ручного свинчивания с муфтами - облегчить развинчивание муфт для очистки и контроля резьбы и нанесения свежей смазки перед применением труб. Такое свинчивание способствует уменьшению вероятности возникновения утечек, поскольку резьбовые соединения труб с муфтами, выполненные механическим свинчиванием, могут потерять герметичность при транспортировании, погрузочно-разгрузочных операциях и эксплуатации.
2 Резьбовые соединения изделий из мартенситных хромистых сталей склонны к образованию задиров при свинчиваниии и развинчивании. Следует применять специальные меры предосторожности при обработке поверхности резьбовых соединений и (или) резьбовую смазку для уменьшения образования задиров при проведении гидростатических испытаний (при установке и снятии заглушек).
8.14.2 Класс прочности 4
При свинчивании следует применять требования, указанные в 8.14.1, за исключением того, что муфты с резьбовыми соединениями, предусмотренными ГОСТ 33758 и ГОСТ 34057, должны быть упакованы отдельно, если в заказе не указано механическое свинчивание труб с муфтами.
(Поправка. ИУС N 8-2018).
9 Муфты
9.1 Общие требования
Муфты должны быть бесшовными, той же группы прочности и типа, того же уровня требований или выше, что и трубы, должны быть подвергнуты такой же термообработке, что и трубы, с учетом исключений, приведенных в 9.2.
Муфты изготовляют из муфтовых заготовок, которые, в свою очередь, могут быть изготовлены из трубных заготовок для муфт и горячекованых поковок, за исключением муфтовых заготовок групп прочности С110, Q125 и Q135, которые не допускается изготавливать из поковок.
На муфтовые заготовки группы прочности С110, подвергаемые термообработке в виде отдельных изделий, распространяются требования, указанные в 10.2.3, перечисление с).
Если в заказе указано дополнительное требование SR9, к муфтовым заготовкам групп прочности С110, Q125 и Q135 могут применяться дополнительные требования по механической обработке наружной поверхности, приведенные в А.4 SR9.
Для улучшения свинчивания на поверхность резьбы и уплотнительных элементов резьбового соединения муфты должно быть нанесено антизадирное покрытие. Примечание - Положение введено для уточнения цели нанесения антизадирного покрытия и его расположения. |
Процесс нанесения покрытия гальваническим способом должен быть контролируемым для сведения к минимуму абсорбции водорода.
9.2 Альтернативные группы прочности или режимы термообработки
9.2.1 Трубы группы прочности Н40 должны быть поставлены с муфтами групп прочности Н40, J55, К55 или К72, не подвергаемыми термообработке или подвергаемыми нормализации, нормализации и отпуску или закалке и отпуску, если в заказе не указан вид термообработки.
9.2.2 Трубы группы прочности J55 должны быть поставлены с муфтами групп прочности J55, К55 или К72, не подвергаемыми термообработке или подвергаемыми нормализации, нормализации и отпуску или закалке и отпуску, если в заказе не указан вид термообработки.
9.2.3 Трубы группы прочности К55 должны быть поставлены с муфтами групп прочности К55 или К72, не подвергаемыми термообработке или подвергаемыми нормализации, нормализации и отпуску или закалке и отпуску, если в заказе не указан вид термообработки.
9.2.4 Насосно-компрессорные трубы группы прочности J55 с резьбовыми соединениями EU и НКТВ должны быть поставлены со специальными муфтами группы прочности L80 тип 1, если это указано в заказе.
9.2.5 Обсадные трубы групп прочности J55 и К55 с резьбовыми соединениями ВС, ОТТМ, ОТТГ должны быть поставлены с муфтами группы прочности L80 тип 1, если это указано в заказе.
9.2.6 Обсадные трубы группы прочности М65 должны быть поставлены с муфтами группы прочности L80 тип 1.
9.2.7 Трубы, подвергнутые нормализации, и сварные трубы с локальной нормализацией сварного соединения группы прочности N80 тип 1 должны быть поставлены с муфтами групп прочности N80 тип 1 или N80 тип Q.
9.2.8 Трубы группы прочности N80 тип 1, подвергнутые нормализации и отпуску, должны быть поставлены с муфтами групп прочности N80 тип Q или муфтами группы прочности N80 тип 1, подвергнутыми нормализации и отпуску.
9.2.9 Насосно-компрессорные трубы групп прочности N80 тип 1 и N80 тип Q с резьбовыми соединениями EU и НКТВ должны быть поставлены со специальными муфтами группы прочности Р110, если это указано в заказе.
9.2.10 Обсадные трубы группы прочности N80 тип 1 и N80 тип Q с резьбовыми соединениями ВС, ОТТМ, ОТТГ должны быть поставлены с муфтами группы прочности Р110, если это указано в заказе.
9.2.11 Обсадные трубы группы прочности Р110 с резьбовыми соединениями ВС, ОТТМ, ОТТГ должны быть поставлены с муфтами группы прочности Q125, если это указано в заказе.
9.2.12 Насосно-компрессорные трубы группы прочности К72 должны быть поставлены с муфтами группы прочности К72, не подвергаемыми термообработке или подвергнутыми нормализации, нормализации и отпуску, закалке и отпуску, если в заказе не указан вид термообработки, или с муфтами групп прочности N80 тип 1 или N80 тип Q. |
9.3 Механические свойства
Механические свойства муфт должны соответствовать требованиям разделов 7 и 10, включая периодичность испытаний, условия повторных испытаний и т.п. Записи по испытаниям должны быть предоставлены инспекции, проводимой заказчиком.
9.4 Размеры и предельные отклонения
9.4.1 Классы прочности 1, 2 и 3
Размеры и предельные отклонения размеров муфт должны соответствовать указанным в таблицах С.33-С.41.
Если в заказе не указано иное, то обсадные и насосно-компрессорные трубы с резьбой и муфтами должны быть поставлены с обычными муфтами.
9.4.2 Класс прочности 4
Если в заказе указано дополнительное требование SR9, кроме механической обработки внутренней поверхности может быть проведена механическая обработка наружной поверхности муфт в соответствии с А.4 SR9. При этом наружный диаметр муфт должен соответствовать требованиям, указанным в А.4.2 SR9.2, если между заказчиком и изготовителем не согласовано иное.
9.5 Обычные муфты
Наружные диаметры обычных муфт указаны в таблицах С.33-С.41. Внутренняя и наружная кромки торцов муфт должны быть скруглены или притуплены, при этом ширина плоскости торцов муфт должна быть не менее указанного в таблицах значения, достаточного для безопасного удержания трубы на элеваторе. Плоскость торцов муфт должна быть перпендикулярна к оси муфт.
9.6 Специальные муфты классов прочности 1, 2 и 3
Если это предусмотрено в таблицах С.24 и С.25 и указано в заказе, обсадные трубы с резьбовыми соединениями ВС, ОТТМ, ОТТГ и насосно-компрессорные трубы с резьбовым соединением EU должны быть поставлены со специальными муфтами с уменьшенным наружным диаметром. Если в заказе не указано иное, на концах специальных муфт для насосно-компрессорных труб с резьбовым соединением EU должна быть выполнена специальная фаска, как указано в 9.10 и на рисунке D.5.
Если это указано в заказе, то на концах специальных муфт для обсадных труб с резьбовым соединением ВС должна быть выполнена специальная фаска, как показано на рисунке D.3. Внутренняя и наружная кромки торцов муфт должны быть скруглены или притуплены, как показано на рисунках D.3 и D.5.
Плоскость торцов муфт должна быть перпендикулярна к оси муфт. Размеры и предельные отклонения размеров специальных муфт (кроме ширины плоскости торцов) должны соответствовать указанным в таблицах С.34-С.36, С.38 и на рисунках D.3 и D.5.
Требования к текстовой и цветовой маркировке муфт приведены в разделе 11.
9.7 Комбинированные муфты
По согласованию между заказчиком и изготовителем могут быть поставлены комбинированные муфты, концы которых имеют одинаковые размеры, но разные типы резьбовых соединений. Минимальная длина и минимальный наружный диаметр комбинированных муфт должны быть достаточными для выполнения резьбовых соединений указанных типов.
9.8 Переходные муфты классов прочности 1, 2 и 3
По согласованию между заказчиком и изготовителем могут быть поставлены переходные муфты, применяемыми для соединения между собой труб различного наружного диаметра с одинаковыми или различными типами резьбовых соединений. Минимальная длина и минимальный наружный диаметр переходных муфт должны быть достаточными для выполнения резьбовых соединений указанного типа и размера.
9.9 Муфты с уплотнительными кольцами
Если в заказе указано дополнительное требование SR13, муфты поставляют с уплотнительными кольцами, соответствующими А.8 SR13.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
9.10 Обычные муфты со специальной фаской классов прочности 1, 2 и 3
Если это указано в заказе, на концах обычных муфт для насосно-компрессорных труб с резьбовыми соединениями NU, EU и НКТН, НКТВ (см. таблицы С.37-С.40), должна быть выполнена специальная фаска. Если в заказе не указано иное, то угол фаски должен быть таким, как показан на рисунках D.5 и D.6. Внутренняя и наружная кромки торцов муфт должны быть скруглены или притуплены, как показано на рисунках D.5 и D.6. Плоскость торцов муфт должна быть перпендикулярной к оси муфт.
9.11 Нарезание резьбовых соединений
9.11.1 Общие требования
Резьбовые соединения муфт и методы их контроля должны соответствовать требованиям стандартов на резьбовые соединения. Не допускается подвергать муфты раздаче для обеспечения требуемой конусности резьбы.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Резьбовые соединения по ГОСТ 33758 и ГОСТ 34057, кроме резьбовых соединений ОТТГ и НКМ, из-за недостаточной плотности сопряжения резьбы трубы и муфты могут иметь более низкую герметичность, чем тело трубы.
(Поправка. ИУС N 8-2018).
9.11.2 Резьбовые соединения
В соответствии с заказом муфты для обсадных труб должны быть поставлены с одним из резьбовых соединений, указанных в таблице С.1.
В соответствии с заказом муфты для насосно-компрессорных труб должны быть поставлены с одним из резьбовых соединений, указанных в таблице С.2.
По согласованию между заказчиком и изготовителем муфты могут быть поставлены со специальной отделкой концов, с резьбовыми соединениями, не предусмотренными ГОСТ 33758 и ГОСТ 34057, в соответствии с 8.12.6. |
(Поправка. ИУС N 8-2018).
9.12 Качество поверхности
9.12.1 На поверхности резьбы муфт не должно быть дефектов, нарушающих непрерывность резьбы.
9.12.2 Наружная и внутренняя поверхности муфты после окончательной механической обработки и до нанесения антизадирного покрытия должны быть подвергнуты неразрушающему контролю для выявления продольных дефектов влажным флуоресцентным магнитопорошковым методом или другим методом той же чувствительности, согласованным с заказчиком. Записи по контролю должны быть сохранены в соответствии с 10.15.4. |
9.12.3 По согласованию между заказчиком и изготовителем допускается не проводить неразрушающий контроль муфт групп прочности Н40, J55, K55 и К72. В этом случае внутренняя и наружная поверхности муфт после окончательной механической обработки и до нанесения антизадирного покрытия должны быть подвергнуты визуальному контролю для выявления недопустимых плен, трещин и раковин. Требования к маркировке таких муфт приведены в таблице С.76.
Примечание - При визуальном контроле недопустимыми считают трещины и плены, выявляемые без применения увеличительных приспособлений и проведения неразрушающего контроля магнитопорошковым, капиллярным или другим методом.
9.12.4 Поверхность резьбы муфты с антизадирным покрытием должна быть подвергнута визуальному контролю для оценки полноты нанесения покрытия.
9.12.5 Дефекты наружной поверхности муфт глубиной, превышающей допустимую в таблице С.42, должны быть удалены.
9.12.6 Кроме допускаемого в 9.12.7, при входном контроле, проводимом в соответствии с 9.12.2 или 9.12.3, на наружной поверхности муфт допускаются несовершенства, указанные в таблице С.42.
9.12.7 При входном контроле на поверхности муфт групп прочности J55, К55 и К72, подвергаемых испытаниям на ударный изгиб при температуре 0°С или ниже, по результатам которых содержание вязкой составляющей в изломе образцов более 80% и работа удара соответствует установленным требованиям, а также муфт групп прочности N80 тип 1, N80 тип Q и классов прочности 2, 3 и 4 допускаются несовершенства глубиной менее 5,0% критической толщины стенки. Критическую толщину стенки определяют, как указано в 7.3.2.
9.12.8 На поверхности муфт не должно быть прожогов.
9.13 Измерения глубины несовершенств
Глубину несовершенства измеряют от поверхности или контура муфты, находящегося вблизи несовершенства, до его дна. |
9.14 Ремонт и удаление несовершенств и дефектов
Ремонт сваркой не допускается.
Не допускается удаление трещин или прожогов механической зачисткой или шлифованием.
Дефекты, указанные в 9.12.5, должны быть полностью удалены.
Несовершенства наружной поверхности, допустимые в соответствии с таблицей С.42, могут быть удалены или глубина их уменьшена механической обработкой или шлифованием.
Участки поверхности, подвергнутые механической обработке или шлифованию, должны плавно переходить к прилежащей поверхности муфты. Наружный диаметр муфт на участках зачистки должен соответствовать установленным требованиям.
После удаления дефектов участок зачистки должен быть подвергнут повторному контролю тем же методом и с той же чувствительностью, что и при первичном контроле, или другим методом с той же или более высокой чувствительностью.
9.15 Обработка поверхности резьбы муфт групп прочности Q125 и Q135*
_______________
* В оригинале слово "Q135" в наименовании пункта 9.15 выделены курсивом. - .
Обработка поверхности резьбы муфт должна соответствовать требованиям, согласованным между заказчиком и изготовителем.
9.16 Защита муфт групп прочности С90, Т95, С110, Q125 и Q135* с механически обработанной наружной поверхностью
_______________
* В оригинале слово "Q135" в наименовании пункта 9.16 выделены курсивом. - .
Муфты групп прочности С90, Т95, С110, Q125 и Q135 с механически обработанной наружной поверхностью, поставляемые отдельно, должны быть упакованы таким образом, чтобы предотвратить повреждение муфт от контакта друг с другом во время транспортирования. Упаковка должна быть изготовлена из материала, исключающего повреждение поверхности муфт при транспортировании, и иметь конструкцию, легко перемещаемую при погрузочно-разгрузочных операциях.
10 Контроль и испытания
10.1 Оборудование для испытаний и контроля
Изготовитель должен установить и задокументировать периодичность проведения калибровки или проверки применяемого для испытаний и контроля оборудования, чтобы быть уверенным в том, что все изделия соответствуют требованиям настоящего стандарта.
Если оборудование, калибровку или проверку которого проводят в соответствии с требованиями настоящего стандарта, подвергается воздействию необычных или неблагоприятных условий, которые могут повлиять на его точность, то перед дальнейшим применением должна быть проведена его повторная калибровка или проверка.
10.2 Определение размера партии для испытаний механических свойств
10.2.1 Трубные заготовки для муфт и трубы класса прочности 1, групп прочности М65, L80 тип 1 и класса прочности 3, кроме коротких труб и муфтовых заготовок, термообработанных после разрезания на отдельные длины
Под партией понимают совокупность изделий одного наружного диаметра, одной толщины стенки и одной группы прочности, из стали одной плавки или разных плавок, которые не подвергались термообработке или подвергались термообработке в одних условиях (в печи непрерывного или периодического действия), сгруппированных в соответствии с документированной процедурой, обеспечивающей соблюдение соответствующих требований настоящего стандарта.
10.2.2 Трубные заготовки для муфт и трубы групп прочности L80 тип 9Cr, L80 тип 13Cr, С90, Т95, С110, Q125 и Q135, кроме коротких труб и муфтовых заготовок, термообработанных после разрезания на отдельные длины
Под партией понимают совокупность изделий одного наружного диаметра, одной толщины стенки и одной группы прочности, изготовленных из стали одной плавки, которые подвергались термообработке в одних условиях (в печи непрерывного или периодического действия).
10.2.3 Муфтовые заготовки, короткие трубы и заготовки для соединительных деталей, термообработанные после разрезания на заготовки или отдельные длины
Под партией понимают совокупность изделий одного наружного диаметра, одной толщины стенки и одной группы прочности, изготовленных из стали одной плавки, которые:
a) подвергались одновременной термообработке на одном оборудовании периодического действия;
b) подвергались термообработке по одному режиму в последовательных садках в одной печи непрерывного действия с регистрирующим устройством, обеспечивающим документирование параметров термообработки в течение всего процесса;
c) подвергались в течение не более 8 ч термообработке по одному режиму в виде отдельных изделий в одной печи непрерывного действия с регистрирующим устройством, обеспечивающим документирование параметров термообработки в течение всего процесса.
Кроме того, количество изделий групп прочности С90, Т95, С110, Q125 и Q135 в партии должно быть не более 30 муфтовых заготовок, коротких труб или заготовок для соединительных деталей для труб наружным диаметром 244,48 мм и более, или 50 муфт, коротких труб или заготовок для соединительных деталей для труб меньшего наружного диаметра.
10.3 Контроль химического состава
10.3.1 Анализ плавки
Для классов прочности 1, 2 (кроме группы прочности С110) и класса прочности 3 изготовитель по требованию заказчика должен предоставить записи по анализу каждой плавки стали, использованной для изготовления поставляемых по заказу изделий. Кроме того, по требованию заказчика ему должны быть предоставлены результаты количественного анализа других элементов, используемых изготовителем для обеспечения механических свойств изделий.
Для групп прочности С110, Q125 и Q135 изготовитель должен предоставить записи по анализу каждой плавки стали, использованной для изготовления поставляемых по заказу изделий, без дополнительного требования заказчика. Записи должны включать результаты количественного анализа других элементов, используемых изготовителем для обеспечения механических свойств изделий.
10.3.2 Анализ изделий
Для анализа отбирают два изделия от каждой плавки. Анализ должен быть проведен изготовителем на пробах, отобранных от готового изделия до или после термообработки. Для сварных изделий может быть проведен химический анализ проб от рулонного проката, предназначенного для изготовления изделий.
Анализ изделия должен включать результаты определения количественного содержания всех элементов, указанных в таблице С.4, а также любых других элементов, используемых изготовителем для обеспечения механических свойств.
Результаты анализа изделий классов прочности 1, 2 (кроме группы прочности С110) и класса прочности 3 должны быть предоставлены заказчику по дополнительному требованию.
Результаты анализа изделий групп прочности С110 и Q125 должны быть предоставлены заказчику без дополнительного требования.
Примечание - В качестве результатов анализа химического состава муфтовых заготовок, коротких труб и заготовок для соединительных деталей могут быть использованы результаты анализа химического состава исходной заготовки, выполненного изготовителем или обработчиком стали.
10.3.3 Методы анализа
Химический состав стали определяют стандартными методами анализа, обеспечивающими необходимую точность определения массовой доли химических элементов. При калибровке оборудования, применяемого для контроля, применяют стандартные образцы материалов. При возникновении разногласий химический состав определяют методами химического анализа по [10] или [11].
10.3.4 Повторный анализ изделий
Если результаты анализа обеих проб от изделий, представляющих плавку, не соответствуют установленным требованиям, изготовитель может забраковать партию или провести анализ всех остальных изделий плавки на соответствие установленным требованиям. Если результат анализа хотя бы одной из проб не соответствует установленным требованиям, изготовитель может забраковать всю плавку или провести повторный анализ двух других изделий из той же плавки. Если результаты повторного анализа обоих проб соответствуют установленным требованиям, плавку принимают, за исключением изделия, несоответствие которого обнаружено при первичном анализе. Если хотя бы один из результатов повторного анализа не соответствует установленным требованиям, изготовитель может забраковать партию или провести анализ всех остальных изделий плавки. При анализе остальных изделий плавки необходимо провести определение только тех элементов, по которым получен результат, не соответствующий требованиям. Пробы для повторного анализа изделий отбирают так же, как и пробы для первичного анализа изделий. Если это указано в заказе, все результаты повторного анализа изделий должны быть предоставлены заказчику.
10.4 Испытания на растяжение
10.4.1 Валидация нагрева для снятия напряжений
При определении периодичности испытаний на растяжение не требуется проведение валидации нагрева для снятия напряжений, если температура нагрева для снятия напряжений не менее чем на 56°С ниже температуры окончательного отпуска.
Для изделий групп прочности С90 и Т95, изготавливаемых в соответствии с требованиями PSL-2 или PSL-3, и группы прочности С110 не требуется проведение валидации нагрева для снятия напряжений, если температура нагрева для снятия напряжений не менее чем на 30°С ниже температуры окончательного отпуска. |
10.4.2 Периодичность испытаний изделий классов прочности 1, 2 и 3 для контроля плавки
Для каждой плавки стали, используемой для изготовления изделий по настоящему стандарту, проводят одно испытание. Для сварных изделий испытания для плавки могут быть проведены по выбору изготовителя на образцах от рулонного проката или от готовых изделий.
Испытания для плавки, проведенные на образцах от изделий, могут считаться испытаниями для партии изделий.
10.4.3 Периодичность испытаний обсадных и насосно-компрессорных труб
Периодичность испытаний обсадных и насосно-компрессорных труб приведена в таблице С.43.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Трубы для испытаний отбирают произвольно, но если требуется проведение более одного испытания, то процедура отбора должна обеспечить отбор труб, представляющих начало и конец процесса термообработки партии (если применимо), отбор образцов - представляющих передние и задние концы труб. Если требуется проведение более одного испытания труб с высаженными концами, образцы могут быть отобраны от разных концов одной трубы.
10.4.4 Периодичность испытаний коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей
Периодичность испытаний муфтовых заготовок и трубных заготовок для муфт приведена в таблице С.44, коротких труб и заготовок для соединительных деталей - в таблице С.45. Если требуется проведение более одного испытания, образцы отбирают от разных изделий.
Образцы для испытаний заготовок для соединительных деталей классов прочности 1, 2 (кроме групп прочности С90, Т95 и С110) и класса прочности 3 отбирают на участках исходных заготовок, соответствующих середине стенки соединительных деталей.
Для групп прочности С90, Т95, С110 и Q125 образцы для испытаний на растяжение коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей, подвергаемых термообработке в виде труб, отбирают на участках, показанных на рисунке D.9.
Допускается не проводить испытаний коротких труб и заготовок для соединительных деталей, изготовленных из обсадных или насосно-компрессорных труб, а также муфтовых заготовок и трубных заготовок для муфт, изготовленных из ранее испытанных исходных заготовок, соответствующих установленным требованиям и не подвергавшихся после этого термообработке.
Испытания для плавки, проведенные на образцах от изделий, могут считаться испытаниями для партии изделий.
10.4.5 Образцы для испытаний
Испытания на растяжение для тела изделий по выбору изготовителя могут быть проведены на образцах полного сечения, образцах в виде полос или цилиндрических образцах, показанных на рисунке D.8. Образцы в виде полос от бесшовных изделий могут быть отобраны по выбору изготовителя на любом участке по окружности изделий. Цилиндрические образцы должны быть отобраны в середине стенки изделий. Цилиндрические образцы и образцы в виде полос от сварных изделий могут быть по выбору изготовителя отобраны на участках, расположенных под углом приблизительно 90° к линии сварного шва, или от рулонного проката параллельно направлению прокатки, на участках, расположенных приблизительно посередине между кромкой и центром. Пробы для испытаний на растяжение от изделий, подвергаемых термообработке, должны быть отобраны после окончательной термообработки изделий.
Образцы в виде полос должны иметь ширину расчетной части 40,0 мм, если для их испытаний применяют соответствующие криволинейные захваты, а также если концы образцов для уменьшения кривизны в зоне захвата подвергают механической обработке или правке в холодном состоянии. В случае применения плоских захватов образцы должны иметь ширину расчетной части 20,0 мм для изделий наружным диаметром менее 101,60 мм, 25,0 мм - для изделий наружным диаметром от 101,60 до 193,68 мм включ. и 40,0 мм - для изделий наружным диаметром более 193,68 мм.
Образцы для испытаний на растяжение для тела изделий должны представлять собой полную толщину стенки изделий, из которой вырезают образцы (кроме цилиндрических образцов), и должны быть подвергнуты испытаниям без правки. Цилиндрические образцы должны иметь диаметр рабочей части 12,5 мм, если это позволяет толщина стенки, или 9,0 мм - в остальных случаях. Если размер изделий не позволяет изготовить цилиндрические образцы диаметром рабочей части 9,0 мм, проводить испытания на цилиндрических образцах не допускается. Если должно быть зарегистрировано или задокументировано удлинение образцов, то в записях по испытаниям должны быть указаны ширина образцов в виде полосы, диаметр и длина расчетной части цилиндрических образцов или должно быть указано, что применялись образцы полного сечения.
Если требуются испытания на растяжение высаженных концов труб, заказчик и изготовитель должны согласовать наиболее представительный тип и размер образцов для испытаний.
10.4.6 Образцы для испытаний коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей. Дополнительные требования для групп прочности С110, Q125 и Q135
Дополнительно к указанному в 10.4.5 продольные образцы для испытаний на растяжение коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей, а также от термообработанных в виде отдельных изделий муфтовых заготовок, коротких труб или заготовок для соединительных деталей должны быть отобраны после окончательной термообработки. Испытания могут быть проведены на образцах в виде полос или цилиндрических образцах диаметром 12,5 мм, если толщина стенки изделий более 19,1 мм (см. рисунок D.8).
Образцы для испытаний на растяжение муфтовых заготовок, коротких труб и заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий, отбирают, как показано на рисунке D.9. Между заказчиком и изготовителем может быть согласовано применение образцов в виде полос уменьшенного сечения.
10.4.7 Метод испытаний
Испытания на растяжение проводят на продольных образцах, соответствующих требованиям 10.4.5, [12] или [13], а также требованиям 10.4.6 - для изделий групп прочности С110, Q125 и Q135. Испытания проводят при комнатной температуре. Скорость деформации при испытаниях на растяжение должна соответствовать требованиям [12] или [13].
Испытательные машины должны быть поверены в соответствии с требованиями [14] или [15], не более чем за 15 мес. до проведения испытаний. Экстензометры должны быть поверены в соответствии с [16] или [17], не более чем за 15 мес. до проведения испытаний. Записи по поверке должны быть сохранены в соответствии с 13.4.
10.4.8 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом от того же изделия. Испытания не должны быть признаны недействительными только потому, что результат испытаний образца не соответствует установленным требованиям.
10.4.9 Повторные испытания всех изделий (кроме коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей групп прочности С90, Т95, С110, Q125 и Q135)
Если результаты испытаний на растяжение изделий, представляющих партию, не соответствуют установленным требованиям, изготовитель может провести повторные испытания трех изделий из той же партии.
Если все результаты повторных испытаний соответствуют установленным требованиям, партия должна быть принята, за исключением изделий, не соответствующих требованиям.
Если более одного результата первичных испытаний или хотя бы один из результатов повторных испытаний не соответствует установленным требованиям, изготовитель может провести испытания всех остальных изделий партии. Образцы для повторных испытаний должны быть отобраны так же, как указано в 10.4.5 и 10.4.6. Образцы для повторных испытаний на растяжение изделий групп прочности М65, L80 и R95 должны быть отобраны на тех же концах изделий, что и для первичных испытаний.
Забракованная партия изделий может быть подвергнута повторной термообработке и испытана как новая партия.
10.4.10 Повторные испытания коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей групп прочности С90, Т95, С110, Q125 и Q135
Если изделия подвергают термообработке в виде труб и результат испытаний какой-либо трубы не соответствует установленным требованиям, изготовитель может провести повторные испытания этой трубы на образцах, отобранных от обоих концов трубы, или забраковать партию. Другие повторные испытания в этом случае не допускаются. Результаты повторных испытаний обоих образцов должны соответствовать установленным требованиям или партия должна быть забракована. Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия.
Если изделия подвергают термообработке в виде муфтовых заготовок или отдельных изделий и результат испытаний какого-либо изделия не соответствует установленным требованиям, изготовитель может провести повторные испытания трех других изделий из этой партии или забраковать партию. Если результаты повторных испытаний хотя бы одного из образцов окажутся неудовлетворительными, партия должна быть забракована. Забракованная партия изделий может быть подвергнута повторной термообработке и испытана как новая партия.
10.5 Испытания на сплющивание
10.5.1 Общие положения
Испытаниям на сплющивание подвергают сварные трубы с отношением , указанным в таблице С.23.
В 10.5.4 под положением сварного шва под углом 0° понимают положение, в котором сварной шов контактирует с одной из параллельных сплющивающих плит (положение "6 ч" или "12 ч"). Под положением сварного шва под углом 90° понимают положение "3 ч" или "9 ч".
10.5.2 Периодичность испытаний
Периодичность испытаний на сплющивание приведена в таблице С.47.
10.5.3 Образцы для испытаний
Испытания проводят на образцах в виде колец или отрезков полного сечения длиной не менее 64 мм, отобранных от концов труб.
Для труб кратной длины или труб, поставляемых в бунтах, испытания на образце от конца одной трубы являются испытаниями прилегающего конца следующей трубы. Если трубы подвергают высадке, образцы для испытаний отбирают до высадки.
Образцы могут быть отобраны от труб до термообработки и подвергнуты такой же термообработке, как и представляемые ими трубы. При проведении испытаний партии должна быть обеспечена идентификация образцов по отношению к трубам, от которых они отобраны. Если партия состоит из труб не одной плавки, испытания на сплющивание должны быть проведены для каждой плавки.
Образцы для испытаний на сплющивание от сварных труб, подвергаемых нормализации по всему объему, в том числе труб, подвергаемых горячей деформации на растяжном стане в соответствии с 6.2.1, вырезают до или после такой обработки по выбору изготовителя.
10.5.4 Метод испытаний труб классов прочности 1 и 2
Образцы сплющивают между параллельными плитами. Из каждой пары образцов один должен быть сплющен при положении сварного шва под углом 90°, второй - под углом 0°. Образцы сплющивают до соприкосновения противоположных стенок. На сплющиваемых образцах не допускается появление трещин и разрывов, пока расстояние между сплющивающими плитами не станет менее указанного в таблице С.23. В течение всего сплющивания не допускается появление признаков плохой структуры, непровара сварного шва, расслоений, прожогов или вспучивания металла.
10.5.5 Метод испытаний труб групп прочности Р110, Q125 и Q135
Требования, приведенные в А.6 SR11, применяют, если в заказе указано, что трубы должны быть изготовлены с дополнительным требованием SR11.
10.5.6 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом от того же изделия. Испытания не должны быть признаны недействительными только потому, что результат испытаний образца не соответствует установленным требованиям.
10.5.7 Повторные испытания
Если результат испытаний какого-либо образца не соответствует установленным требованиям, изготовитель может провести повторные испытания других образцов, отбираемых на том же конце этой трубы, до тех пор пока результаты испытаний не будут соответствовать установленным требованиям, однако оставшаяся длина трубы не должна быть короче 80% исходной длины трубы. Если результат испытаний какого-либо образца не соответствует установленным требованиям, изготовитель может провести повторные испытания двух других труб из этой партии. Если результаты повторных испытаний соответствуют установленным требованиям, партия труб должна быть принята, кроме трубы, не соответствующей требованиям при первичных испытаниях. Если результаты повторных испытаний какого-либо из образцов не соответствуют установленным требованиям, изготовитель может провести испытания всех остальных труб партии. Образцы для повторных испытаний должны быть отобраны так же, как указано в 10.5.3. По выбору изготовителя партия труб может быть подвергнута повторной термообработке и испытана как новая партия.
10.6 Контроль твердости
10.6.1 Требования PSL-3
Дополнительные требования PSL-3 для групп прочности N80 тип Q, R95 и Р110 приведены в приложении Е.
10.6.2 Общие положения
Периодичность контроля твердости изделий приведена в таблице С.46. Если для партии или плавки требуется проведение не одного испытания, образцы для испытаний должны быть отобраны от разных изделий.
Дополнительные контроль твердости наружной поверхности и контроль твердости по толщине стенки тела и высаженных концов труб могут быть проведены по согласованию между заказчиком и изготовителем. Процедура проведения дополнительного контроля твердости должна быть согласована между заказчиком и изготовителем.
Допускается не подвергать контролю короткие трубы, муфтовые заготовки и заготовки для соединительных деталей групп прочности М65, L80, С90, Т95, С110, Q125 и Q135, изготовленные из подвергаемых контролю труб, трубных заготовок для муфт и заготовок для соединительных деталей, не подвергавшихся после контроля термообработке.
10.6.3 Периодичность контроля изделий групп прочности М65 и L80
Контроль твердости по толщине стенки для плавки проводят с той же периодичностью, что и испытания на растяжение для плавки.
Контроль твердости для плавки, проведенный на образцах от изделий, может считаться контролем для партии изделий.
10.6.4 Периодичность контроля изделий групп прочности М65 и L80
Контроль твердости труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей проводят с той же периодичностью, что и испытания этих изделий на растяжение.
Дополнительные требования PSL-3 приведены в приложении Е.
10.6.5 Периодичность контроля и отбор образцов для контроля труб с невысаженными концами группы прочности С90, Т95 и С110
Контроль твердости по толщине стенки труб с невысаженными концами проводят:
a) для групп прочности С90 и Т95 - в одном квадранте одного кольцевого образца, отобранного от одного из концов каждой трубы партии. Отбирают приблизительно по 50% образцов от передних и задних концов труб;
b) для группы прочности С110 - в одном квадранте одного кольцевого образца, отобранного от каждого из концов каждой трубы партии. Если изготовитель применяет план контроля процесса и может подтвердить, что этот контроль является достаточным для обеспечения равномерной твердости труб по всей длине, периодичность испытаний может быть уменьшена до периодичности, указанной в перечислении а).
Дополнительные требования PSL-3 приведены в приложении Е.
10.6.6 Периодичность контроля и отбор образцов для контроля труб с высаженными концами групп прочности С90, Т95 и С110
Контроль твердости по толщине стенки тела труб проводят с периодичностью, указанной в 10.4.3 для испытаний на растяжение, в четырех квадрантах одного кольцевого образца. Для контроля твердости по толщине стенки высаженных концов труб отбирают одну трубу от каждых 20 труб партии. Контроль твердости по толщине стенки проводят в четырех квадрантах одного кольцевого образца, вырезанного из одного из высаженных концов отобранных труб на участке с наибольшей толщиной стенки.
Дополнительно к контролю твердости по толщине стенки должен быть проведен контроль твердости по Бринеллю или по шкале С Роквелла наружной поверхности тела и одного из высаженных концов каждой трубы.
10.6.7 Периодичность контроля и отбор образцов для контроля коротких труб, муфтовых заготовок, трубных заготовок для муфт и заготовок для соединительных деталей групп прочности С90, Т95 и С110
Контроль твердости по толщине стенки толстостенных труб, используемых для изготовления нескольких муфтовых заготовок, коротких труб или соединительных деталей проводят на одном кольцевом образце, отобранном от каждого из концов этих толстостенных труб.
Контролю твердости по толщине стенки подвергают муфтовые заготовки, короткие трубы и заготовки для соединительных деталей, термообработанные в виде отдельных изделий, с наибольшей поверхностной твердостью в партии.
Контроль твердости по толщине стенки муфтовых заготовок, подвергаемых термообработке в виде отдельных изделий, проводят на одном кольцевом образце, отобранном в середине длины муфтовой заготовки, как указано на рисунке D.9. Контроль твердости по толщине стенки коротких труб и заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий, проводят на одном кольцевом образце, отобранном в середине длины изделия, как указано на рисунке D.9, или отобранном в середине длины образца-свидетеля, термообработанного вместе с изделиями.
Контроль твердости по толщине стенки проводят в четырех квадрантах кольцевого образца.
10.6.8 Периодичность контроля изделий группы прочности Q125 и Q135
Для контроля твердости по толщине стенки из партии труб выбирают три трубы, представляющие начало, середину и конец процесса термообработки партии. От заднего и переднего концов труб отбирают по одному образцу.
Для контроля твердости по толщине стенки коротких труб, трубных заготовок для муфт и заготовок для соединительных деталей, подвергаемых термообработке в виде труб, отбирают по одному образцу от одного из концов каждой трубы (приблизительно по 50% от передних и задних концов).
Для контроля твердости по толщине стенки коротких труб, муфтовых заготовок и заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий, отбирают один образец от одного из изделий партии.
Контроль твердости по толщине стенки проводят в одном квадранте кольцевого образца.
Дополнительные требования PSL-3 приведены в приложении Е.
10.6.9 Образцы для контроля твердости
Образцы для контроля твердости вырезают на конце изделия, середине длины изделия или на участке, показанном на рисунке D.9. Контроль твердости по толщине стенки проводят на кольцевых образцах или сегментах, контроль поверхностной твердости - непосредственно на изделии или на образцах для испытаний на растяжение.
Контроль твердости по толщине стенки в одном квадранте проводят на кольцевом образце или одном из сегментов, на которые разрезан этот образец. Контроль твердости по толщине стенки в четырех квадрантах проводят на кольцевом образце или четырех сегментах, на которые разрезан этот образец. Контроль твердости по толщине стенки в одном или четырех квадрантах кольцевого образца проводят, как показано на рисунке D.10.
Плоскости противоположных сторон образцов должны быть параллельными и отшлифованы таким образом, чтобы их поверхность была плоской и гладкой. На поверхности образцов не должно быть окалины, посторонних веществ и следов смазочно-охлаждающих жидкостей.
10.6.10 Метод контроля
Контроль твердости по Бринеллю проводят по [18] или [19], контроль твердости по Роквеллу - по [20] или [21].
Указанные стандарты предусматривают два вида контроля твердости:
a) контроль твердости наружной поверхности, включающий один отпечаток;
b) контроль твердости по толщине стенки, включающий несколько отпечатков.
Контроль поверхностной твердости по Роквеллу или Бринеллю применяют для контроля управляемости процесса производства и подтверждения соответствия изделий требованиям настоящего стандарта.
Контроль твердости по толщине стенки по Роквеллу применяют для подтверждения соответствия изделий требованиям к максимальной твердости, разбросу значений твердости и прокаливаемости изделий. Контроль твердости по толщине стенки проводят в сечении, перпендикулярном к оси изделия. Если кольцевой образец отрезают от конца изделия, контроль твердости проводят на поверхности торца образца, противоположного торцу изделия (торцу с закаленной поверхностью). Для уменьшения погрешности измерений первый отпечаток на каждом квадранте кольцевого образца или каждом сегменте должен быть выполнен посередине стенки и не должен учитываться.
Контроль твердости изделий групп прочности М65, L80, С90, Т95 и С110 следует проводить прибором, имеющим десятичную шкалу измерений (с одним или несколькими десятичными знаками).
При контроле твердости по толщине стенки тонкостенных изделий (толщиной стенки менее 7,62 мм) допускается выполнение трех отпечатков только в одном ряду посередине стенки. Разброс значений твердости в этом случае определяют между отдельными значениями твердости в этом ряду. При контроле твердости других изделий в каждом из трех рядов должно быть выполнено по три отпечатка. По трем отпечаткам в каждом ряду (вблизи наружной поверхности, посередине стенки и вблизи внутренней поверхности) определяют среднее значение твердости. Контроль твердости по толщине стенки проводят в одном или в каждом из четырех квадрантов с определением средних значений твердости для каждого ряда.
Отпечатки вблизи наружной и внутренней поверхности выполняют на расстоянии 2,5-3,8 мм от поверхности, при этом расстояние от поверхности до центра отпечатка должно быть не менее двух с половиной диаметров отпечатка. Расстояние от центра отпечатка до центра другого отпечатка должно быть не менее трех диаметров отпечатка. Для тонкостенных изделий допускается альтернативное расположение отпечатков.
Отклонение от параллельности сторон сегмента или кольцевого образца, контактирующих со столиком и индентором, не должно быть более 0,5°. Допускается не проводить проверку параллельности сторон при подготовке сегментов и кольцевых образцов в случае применения плоскошлифовальной машины с магнитной плитой или способа подготовки, обеспечивающего соответствие этому требованию. При применении других способов подготовки проводят проверку параллельности сторон каждого сегмента или кольцевого образца.
Шероховатость поверхности сегмента или кольцевого образца, контактирующей со столиком прибора, должна быть не хуже шероховатости, достигаемой сухим шлифованием с помощью наждачной бумаги с зернистостью не менее 240 ед.
Поверхности сегмента или кольцевого образца, контактирующие со столиком и другими элементами прибора для контроля твердости (например, индентором, держателем индентора, подставкой), должны подвергаться визуальному контролю, на них не должно быть посторонних веществ, смазки, ржавчины и заусенцев, видимых без применения увеличительных приспособлений.
Допускается свисание сегмента или кольцевого образца с опорной поверхности столика, не превышающее 40% поверхности сегмента или кольцевого образца. Допускается свисание сегмента или кольцевого образца с опорной поверхности столика, превышающее 40% поверхности в случае, если прибор предназначен для таких измерений, и имеет подтвержденную способность показывать стабильные точные результаты при таком применении. Применение внешних опор не допускается.
На поверхности столика и подставки не должно быть выступов или вмятин, которые могут отрицательно повлиять на результаты измерений твердости.
Если для поверки прибора применяют стандартные образцы, то поверку следует проводить на том же приборе, на котором после поверки будет проводиться приемочный контроль.
Для поверки применяют только калиброванные (поверенные) инденторы для прибора конкретного типа, аналогичные инденторам, применяемым для косвенной поверки. Если применяют другие инденторы, то предварительно подвергают их косвенной поверке относительно более точного индентора (контрольного индентора, имеющего меньшую погрешность). Поверхность индентора, применяемого для измерений твердости HRC, подвергают периодическому визуальному контролю на отсутствие повреждений (трещин, сколов, точечной коррозии и т.д.) при достаточном увеличении (20 и более).
Если в одном квадранте в одном ряду (вблизи наружной поверхности, посередине стенки или вблизи внутренней поверхности) хотя бы два отпечатка имеют твердость более 20 HRC, а разность наибольшего и наименьшего значений твердости в этом ряду более 2,5 HRC, то в этом ряду должны быть выполнены три дополнительных отпечатка. Среднее значение твердости в этом случае должно быть определено по трем дополнительным отпечаткам. При этом в записях по контролю твердости указывают, что были выполнены дополнительные отпечатки, а по требованию заказчика предоставляют результаты первичного контроля. Не допускается выполнять дополнительные отпечатки в том случае, если какой-либо из отпечатков имеет твердость более 27,0 HRC для групп прочности С90 и Т95 и более 32,0 HRC для группы прочности С110.
Контроль твердости по толщине стенки материалов с твердостью 20 HRC и более проводят по шкале С Роквелла. Допускается проводить контроль твердости по шкале С Роквелла материалов с твердостью менее 20 HRC. Однако при оценке результатов измерений твердости менее 20 HRC по шкале С Роквелла следует учитывать, что такие измерения являются не очень точными. По выбору изготовителя или требованию заказчика, указанному в заказе, для контроля твердости материалов с твердостью менее 20 HRC применяют шкалу В Роквелла. Значения твердости по шкале С Роквелла, измеренные и переведенные, указывают в записях по контролю с округлением до первого или второго десятичного знака. Если в заказе указано требование SR15, изготовитель должен предоставить результаты контроля твердости заказчику.
Если в заказе не указано иное, то перевод значений твердости проводят по выбору изготовителя по соответствующей таблице перевода или показаниям прибора для измерений твердости.
Значения твердости по Бринеллю должны быть указаны в записях по контролю с округлением до третьего десятичного знака, условия контроля также указывают в записях, если они отличаются от следующих: испытательное усилие - 29,42 кН, диаметр наконечника - 10 мм, время приложения испытательного усилия - 10-15 с.
В спорных случаях должен быть проведен лабораторный контроль твердости по шкале С Роквелла.
10.6.11 Признание контроля недействительным
Если на образце до или после контроля обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением контроля, он может быть забракован и заменен другим образцом от того же изделия.
10.6.12 Периодическая проверка приборов для контроля твердости
Периодическую проверку приборов для контроля твердости по Бринеллю проводят по [19] или [22], для контроля твердости по Роквеллу - по [21] или [23].
Примечание - Соответствующие разделы в [18] и [20] озаглавлены как "Процедура периодических проверок испытательных машин, проводимых пользователем", в [19] и [21] - как "Ежедневная поверка".
При проверке приборов для контроля твердости по толщине стенки изделий групп прочности М65, L80, С90, Т95 и С110 разброс значений твердости применяемых стандартных образцов должен быть не более 0,4 HRC. При проверке приборов для контроля твердости изделий других групп прочности и контроля прокаливаемости разброс значений твердости применяемых стандартных образцов должен быть не более 1,0 HRC. Разброс значений твердости стандартного образца определяют как разность наибольшего и наименьшего значений твердости, указанных в паспорте стандартного образца.
Для уменьшения погрешности измерений не менее двух отпечатков на каждом стандартном образце не должны учитываться. После предварительных отпечатков на стандартном образце должно быть выполнено не менее трех отпечатков. Для контроля твердости по толщине стенки изделий групп прочности М65, L80, С90, Т95 и С110 погрешность измерений не должна быть более ±0,5 HRC. Для контроля твердости изделий других групп прочности и контроля прокаливаемости погрешность измерений не должна быть более ±1,0 HRC. Погрешность измерений определяют как разность между сертифицированным средним значением твердости стандартного образца и средним значением твердости, определяемым при периодической проверке прибора.
Проверка приборов должна быть проведена в начале и конце непрерывной серии испытаний, а также, если изготовителю или заказчику (или его представителю) требуется подтверждение удовлетворительного состояния установки. В любом случае, проверку следует проводить не реже чем через каждые 8 ч непрерывной серии испытаний. Проверку приборов проводят по стандартным образцам с твердостью:
a) 20-27 HRC - для класса прочности 2 (кроме группы прочности С110);
b) 24-32 HRC - для группы прочности С110;
c) 24-35 HRC - для групп прочности Q125 и Q135;
d) 35-55 HRC - для контроля прокаливаемости.
Если результаты проверки прибора неудовлетворительны, необходимо провести косвенную проверку прибора с применением стандартных образцов по [19] или [22] при контроле твердости по Бринеллю, [21] или [23] - при контроле твердости по Роквеллу.
При возникновении разногласий для подтверждения точности и линейности характеристик прибора проводят его поверку с применением двух стандартных образцов, для групп прочности С90, Т95 и С110 - стандартных образцов с твердостью 20-26 HRC и 30-46 HRC. Разброс значений твердости стандартного образца, определяемый как разность между наибольшим и наименьшим значениями твердости, указанными в паспорте стандартного образца, не должен быть более 0,4 HRC. Погрешность измерений, определяемая как разность между сертифицированным средним значением твердости стандартного образца и средним значением твердости, определяемым при периодической проверке, не должна быть более ±0,5 HRC.
Результаты контроля твердости, полученные при периодической проверке, должны быть зарегистрированы и проанализированы с применением общепринятых статистических методов контроля процесса, таких как X-bar (гистограммы средних значений), R-диаграммы (интервалов измерений) и обычные гистограммы.
10.6.13 Поверка (калибровка) приборов для контроля твердости и инденторов
Косвенную поверку (калибровку) приборов для контроля твердости проводят после проведения прямой поверки (калибровки) не реже одного раза в год по [22] или [19] для контроля твердости по Бринеллю, [23] или [21] - для контроля твердости по Роквеллу.
Подтверждение точности и линейности характеристик прибора при поверке (калибровке) проводят с применением двух стандартных образцов, имеющих твердость 20-55 HRC. Поверку приборов для приемочного контроля твердости HRC следует проводить с применением стандартных образцов с твердостью, охватывающей весь интервал измерений твердости. Разброс значений твердости стандартного образца, определяемый как разность между наибольшим и наименьшим значениями твердости, указанными в паспорте стандартного образца, не должен быть более 0,4 HRC. Погрешность измерений, определяемая как разность между сертифицированным средним значением твердости стандартного образца и средним значением твердости, определяемым при косвенной поверке (калибровке), не должна быть более ±0,5 HRC.
Индентор подвергают прямой поверке (калибровке) не реже одного раза в два года. Погрешность измерений индентора для контроля твердости HRC должна быть подтверждена изготовителем по более точному индентору (с меньшей погрешностью измерений) и стандартным образцам с твердостью, охватывающей весь интервал измерений твердости. Погрешность измерений индентора для контроля твердости HRC не должна быть более ±0,4 HRC.
Свидетельство о поверке (сертификат калибровки) прибора для контроля твердости должен быть выдан независимой организацией. Организация, которую привлекают для поверки (калибровки) приборов и иденторов для контроля твердости HRC, должна быть аккредитована по [24] или эквивалентному стандарту уполномоченным аккредитационным органом, функционирующим в соответствии с [25]. В свидетельстве о поверке (сертификате калибровки) должны быть приведены как минимум следующие сведения:
a) ссылка на стандарт [22] и (или) [19] или [23] и (или) [21];
b) метод поверки (калибровки) [прямой и (или) косвенный];
c) средства поверки (калибровки): стандартные образцы, упругие поверочные устройства и т.д.;
d) температура;
e) поверяемые шкалы твердости;
f) дата поверки (калибровки);
g) данные стандартных образцов (среднее значение твердости, шкала твердости, порядковый номер, изготовитель и разброс твердости);
h) результаты контроля;
i) идентификационные данные прибора для контроля твердости (изготовитель, номер модели и серийный номер);
j) серийный номер индентора;
k) организация, проводившая поверку (калибровку);
I) имя и фамилия представителя организации, проводившего поверку (калибровку).
10.6.14 Повторный контроль твердости изделий групп прочности М65 и L80
Если результаты контроля твердости по толщине стенки образца, представляющего партию изделий групп прочности М65 и L80, не соответствуют установленным требованиям, изготовитель может принять решение о проведении повторного контроля образцов от двух дополнительных изделий из той же партии, отобранных на том же конце изделий (переднем или заднем), что и первичный образец. Если все результаты повторного контроля удовлетворяют установленным требованиям, партия должна быть принята, за исключением изделия, не прошедшего контроль. Если при повторном контроле хотя бы один из образцов не соответствует установленным требованиям, изготовитель может подвергнуть контролю все остальные изделия партии или забраковать партию.
10.6.15 Повторный контроль твердости изделий групп прочности С90, Т95 и С110, кроме коротких труб, муфтовых заготовок и заготовок для соединительных деталей, подвергаемых термообработке после разрезания на отдельные длины
Если при контроле изделия групп прочности С90 и Т95 среднее значение твердости находится в интервале 25,4-27,0 HRC, в непосредственной близости от первичных отпечатков должны быть выполнены три дополнительных отпечатка для определения еще одного среднего значения твердости. Если новое среднее значение твердости не более 25,4 HRC, изделие должно быть принято. Если это значение более 25,4 HRC, изделие должно быть забраковано.
Если при контроле изделия группы прочности С110 среднее значение твердости находится в интервале 30,0-32,0 HRC, в непосредственной близости от первичных отпечатков должны быть выполнены три дополнительных отпечатка для определения еще одного среднего значения твердости. Если новое среднее значение твердости не более 30,0 HRC, изделие должно быть принято. Если это значение более 30,0 HRC, изделие должно быть забраковано.
10.6.16 Повторный контроль твердости коротких труб, муфтовых заготовок и заготовок для соединительных деталей групп прочности С90, Т95 и С110, подвергаемых термообработке после разрезания на отдельные длины
Если при контроле коротких труб, муфтовых заготовок и заготовок для соединительных деталей групп прочности С90, Т95 и С110, подвергаемых термообработке после разрезания на отдельные длины, результаты контроля твердости образца, представляющего партию изделий, не соответствуют установленным требованиям, партия должна быть забракована. Изготовитель должен провести повторную термообработку партии или контроль дополнительных образцов, отобранных от трех других изделий той же партии так же, как и при первичном контроле. Если результаты контроля хотя бы одного из трех дополнительных образцов окажутся неудовлетворительными, партия должна быть забракована.
10.6.17 Общие положения по повторному контролю твердости изделий групп прочности Q125 и Q135
Если разброс значений твердости на образце не соответствует требованиям, указанным в 7.8 и таблице С.5, изготовитель может удалить первичные отпечатки и провести повторный контроль. Для каждого образца допускается одно удаление отпечатков и один повторный контроль. После повторного контроля изделие, не соответствующее установленным требованиям, должно быть забраковано.
10.6.18 Повторный контроль твердости труб, трубных заготовок для муфт групп прочности Q125 и Q135
Если забраковано более одного из трех изделий, отобранных для контроля партии, изготовитель может подвергнуть контролю все остальные изделия партии. Повторный контроль изделий должен быть проведен по 10.6.16.
Если забраковано одно из трех изделий, дополнительно могут быть отобраны еще три изделия из партии. Повторный контроль изделий должен быть проведен по 10.6.16. Если какое-либо из дополнительных изделий будет забраковано, изготовитель может подвергнуть контролю все остальные изделия партии или провести повторную термообработку партии (для того чтобы принять партию изделий, пять из шести испытанных изделий должны соответствовать требованиям 7.8 и таблицы С.5).
10.6.19 Повторный контроль твердости коротких труб, муфтовых заготовок или заготовок для соединительных деталей групп прочности Q125 и Q135, подвергаемых термообработке в виде отдельных изделий
Если разброс значений твердости на образце от изделия не соответствует требованиям, указанным в 7.8 и таблице С.5, изготовитель может провести повторный контроль твердости трех других изделий из партии. Если разброс значений твердости на образце хотя бы от одного из дополнительных изделий превышает допустимый разброс значений твердости, партия должна быть забракована.
10.6.20 Повторная термообработка изделий классов прочности 2 и 4
Забракованная партия изделий может быть подвергнута повторной термообработке и контролю твердости как новая партия.
10.7 Испытания на ударный изгиб
10.7.1 Отбор образцов от партии изделий групп прочности Н40, J55, K55, К72 и N80 тип 1
Один комплект образцов должен быть отобран от каждой партии заготовок для соединительных деталей, если это требуется по 7.6, трубных заготовок для муфт и муфтовых заготовок групп прочности J55, К55, К72 и N80 тип 1.
10.7.2 Отбор образцов от партии изделий группы прочности М65
Один комплект образцов должен быть отобран от каждой партии изделий.
10.7.3 Отбор образцов от партии изделий групп прочности N80 тип Q, R95, L80, С90, Т95, С110 и Р110
Если соответствие установленным требованиям не оценивают по специальной документированной процедуре, предусмотренной в 7.5.6, то от каждой партии труб должен быть отобран один комплект образцов. Если в заказе указано требование SR16, проведение испытаний является обязательным.
Один комплект образцов должен быть отобран от каждой партии заготовок для соединительных деталей, если требуется по 7.6, от трубных заготовок для муфт и муфтовых заготовок.
10.7.4 Отбор образцов от изделий групп прочности Q125 и Q135
Для испытаний труб отбирают три трубы от каждой партии. Трубы отбирают произвольно, при этом процедура отбора должна обеспечить отбор труб, представляющих начало, середину и конец процесса термообработки партии, отбор образцов - представляющих задние и передние концы труб.
Для испытаний коротких труб, трубных заготовок для муфт и заготовок для соединительных деталей, подвергаемых термообработке в виде труб, от одного из концов каждой трубы партии отбирают один комплект образцов. Образцы отбирают с учетом последовательности термообработки приблизительно по 50% от задних и передних концов изделий.
Для испытаний коротких труб, муфтовых заготовок и заготовок для соединительных деталей, подвергаемых термообработке в виде отдельных изделий, отбирают одно изделие от каждой партии.
10.7.5 Образцы
Ориентация продольных и поперечных образцов показана на рисунке D.11.
Образцы для испытаний на ударный изгиб не допускается подвергать правке для выпрямления.
На поперечных образцах от сварных изделий V-образный надрез должен быть расположен вдоль сварного шва.
На поверхности поперечных образцов после окончательной механической обработки допускается кривизна, обусловленная формой исходного изделия, при условии соответствия образцов требованиям, приведенным на рисунке D.11. Такие образцы должны быть применимы только для испытаний поперечных образцов наибольшей возможной толщины по таблице С.8.
10.7.6 Метод испытаний
Испытания на ударный изгиб проводят по [13] или [4] методом Шарпи на образцах с V-образным надрезом.
Для изделий группы прочности С110 и изделий, изготавливаемых в соответствии с требованиями PSL-2 и PSL-3, должно быть определено содержание вязкой составляющей в изломе образцов после испытаний и указано в документе о приемочном контроле (см. А.9 SR15).
Для определения соответствия установленным требованиям результаты испытаний на ударный изгиб должны быть округлены до целого значения. Среднее значение работы удара для комплекта образцов должно быть округлено до целого значения. Округление проводят в соответствии с [26] или [27].
10.7.7 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом от того же изделия. Испытания не должны быть признаны недействительными только потому, что результат испытаний образца не соответствует установленным требованиям (см. 10.7.8-10.7.10).
10.7.8 Повторные испытания изделий
Если результаты испытаний более одного образца менее минимальной работы удара или результат испытаний одного образца менее двух третей минимальной работы удара, должны быть проведены повторные испытания трех дополнительных образцов от того же изделия. Результат испытаний каждого из дополнительных образцов должен быть не менее минимальной работы удара или изделие должно быть забраковано.
10.7.9 Замена забракованного изделия
Если результаты испытаний партии не соответствуют требованиям 7.4-7.6, что применимо, и нет оснований для проведения повторных испытаний, предусмотренных в 10.7.8, в этом случае от трех других изделий из этой партии может быть дополнительно отобрано еще по три образца. Если результаты испытаний всех трех изделий соответствуют установленным требованиям, партия должна быть принята, за исключением первичного забракованного изделия. Если хотя бы одно из трех изделий не соответствует установленным требованиям, изготовитель может подвергнуть испытаниям все остальные изделия партии или провести повторную термообработку партии и испытать ее как новую партию.
10.7.10 Отбраковка нескольких изделий групп прочности Q125 и Q135
Если из отобранных для контроля партии изделий забраковано более одного изделия, повторные испытания для контроля партии не допускаются. Изготовитель может подвергнуть испытаниям все остальные изделия партии или провести повторную термообработку партии и испытать ее как новую партию.
10.8 Определение величины зерна изделий групп прочности С90, Т95 и С110
10.8.1 Отбор образцов
Определение величины зерна проводят на каждом образце для контроля прокаливаемости.
10.8.2 Метод определения
Величину зерна определяют металлографическим методом Маккуэйда-Эна или другим методом, приведенным в [7] или [8].
10.9 Контроль прокаливаемости
_________________
* В оригинале наименование пункта 10.9 выделено курсивом. - .
10.9.1 Группы прочности С90, Т95 и С110
Контроль прокаливаемости проводят по результатам контроля твердости по толщине стенки в четырех квадрантах одного образца, отобранного от одного из изделий, изготовленных по одному технологическому циклу или термообработанных по одному режиму. Контроль прокаливаемости проводят в начале выполнения каждого заказа и в дальнейшем при изменении размера изделия или режима аустенизации и закалки.
10.9.2 Все группы прочности, кроме С90, Т95 и С110
Контроль прокаливаемости проводят по результатам контроля твердости по толщине стенки в четырех квадрантах одного образца, отобранного от одного из изделий с одинаковым сочетанием наружного диаметра, толщины стенки, группы прочности, режима термообработки или при изменении такого сочетания. Контроль прокаливаемости проводят с периодичностью не реже одного раза в год. Примечание - Требования дополнены с целью установления периодичности испытаний для всех групп прочности, кроме С90, Т95 и С110. |
10.10 Испытания на сульфидное растрескивание под напряжением изделий групп прочности С90, Т95 и С110*
_________________
* В оригинале наименование пункта 10.10 выделено курсивом. - .
10.10.1 Метод испытаний Испытания стойкости к SSC изделий групп прочности С90, Т95 и С110 проводят при комнатной температуре по [9] с учетом 10.10.2 и 10.10.3. |
10.10.2 Периодичность испытаний
Испытания проводят со следующей периодичностью:
а) для подтверждения соответствия стойкости к SSC изделий групп прочности С90 и Т95 проводят испытания трех образцов от одного изделия из каждой партии термообработки, определяемой по 10.2 и таблице С.43.
Дополнительные требования PSL-3 приведены в приложении Е; b) для подтверждения соответствия стойкости к SSC изделий группы прочности С110 проводят испытания трех образцов, по одному образцу от трех изделий из каждой партии термообработки, определяемой по 10.2 и таблице С.4З, представляющих начало, середину и конец процесса термообработки партии; c) испытания методом А проводят на продольных цилиндрических образцах, соответствующих требованиям к образцам для испытаний на растяжение, полного размера с расчетной частью диаметром (6,35±0,13) мм или меньшего размера с расчетной частью диаметром (3,81±0,05) мм, если размер изделия не позволяет изготовить образцы полного размера; d) испытания методом В проводят на продольных образцах в виде балки шириной (4,57±0,13) мм, толщиной (1,52±0,13) мм и длиной (67,3±1,3) мм; e) испытания методом D проводят на продольных образцах DCB полного размера толщиной (9,53±0,05) мм или меньшего размера, если размер изделия не позволяет изготовить образцы полного размера. Проведение испытаний на образцах меньшего размера должно быть согласовано между заказчиком и изготовителем, как и проведение испытаний на образцах альтернативного размера; f) между заказчиком и изготовителем могут быть согласованы другие требования по аттестации технологии производства изготовителя, периодичности испытаний на SSC, условиям проведения испытаний и повторных испытаний. |
Если результаты испытаний одного из образцов окажутся неудовлетворительными, допускается проведение повторных испытаний. Если неудовлетворительными окажутся результаты испытаний более одного образца, партия должна быть забракована. Для повторных испытаний на участке изделия, расположенном рядом с участком первичного отбора образцов, отбирают два дополнительных образца. Если результаты повторных испытаний хотя бы одного из образцов будут неудовлетворительны, партия должна быть забракована. Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия.
По согласованию между заказчиком и изготовителем количество образцов от партии может быть уменьшено до одного при условии контроля управляемости процесса производства, обеспечивающего требуемую стойкость изделий к SSC.
10.10.3 Выбор изделий и отбор образцов для испытаний
Если размер изделия позволяет изготовить образцы необходимого размера, их отбирают из участков вблизи наружной поверхности, посередине стенки и вблизи внутренней поверхности концов изделия, выбранного из партии или части партии (в начале, середине и конце процесса термообработки партии), по результатам предварительного контроля твердости по толщине стенки (см. рисунок D.10) по следующим критериям:
a) среднее значение твердости изделия по толщине стенки должно быть не менее 24,4 HRC для групп прочности С90 и Т95 и не менее 29,0 HRC для группы прочности С110;
b) выбор изделия с наибольшим средним значением твердости по толщине стенки должен быть проведен по результатам контроля твердости не менее пяти изделий из каждой партии и не менее одного изделия от каждых 20 изделий, отобранных в начале, середине и конце процесса термообработки партии.
Примечание - Объем выборки от партии для предварительного контроля твердости изделий, предназначенных для испытаний на SSC, должен быть равен 5% объема выборки от партии для приемочного контроля твердости. Отобранные для испытаний на SSC изделия могут входить в число изделий, отобранных для контроля твердости по толщине стенки по 7.7.1;
c) выбранное изделие должно иметь наибольшее среднее значение твердости из всех изделий партии;
d) по согласованию с заказчиком изготовитель может проводить испытания на SSC изделий, произвольно выбранных из партии, при условии, что задокументированные результаты предыдущего приемочного контроля или предыдущей аттестации технологии производства (в соответствии с [2] или [3]) подтверждают, что технология производства обеспечивает соответствие изделий требованиям настоящего стандарта по стойкости к SSC.
Результаты предварительного контроля твердости по толщине стенки используют только для выбора изделий, предназначенных для испытаний на SSC.
10.10.4 Испытательный раствор
Испытания проводят в испытательном растворе А по [9].
Если в заказе указано дополнительное требование SR39, то испытания методом D проводят в альтернативном испытательном растворе, как указано в А. 13 SR39.
10.10.5 Дополнительные условия испытаний методом D
Смещение консолей на образце DCB измеряют вдоль линии приложения нагрузки. Измерения проводят после удаления штифтов.
До установки клина необходимо измерить расстояние между наружной или внутренней стороной отверстий в образце DCB или между боковыми сторонами образца.
После окончания испытаний необходимо сложить половинки образца DCB по линии разлома и снова измерить то же расстояние между наружной или внутренней стороной отверстий в образце или между боковыми сторонами образца, что и до установки клина.
Смещение консолей на образце DCB представляет собой разность указанных расстояний, измеренных до и после установки клина.
Перед испытаниями на SSC должен быть проведен контроль твердости образцов DCB по шкале С Роквелла (не менее чем по трем отпечаткам), как показано на рисунке D.30. Результаты контроля твердости образцов DCB следует использовать только для информации.
В соответствии с [9] особое внимание при оценке результатов испытаний образцов DCB следует уделять определению наличия и характера трещин на кромках разлома образцов.
10.10.6 Признание испытаний недействительными
Испытания на SSC должны быть признаны недействительными в случае, если будет установлена неслучайная причина неудовлетворительного результата испытания, а не только потому, что результат испытаний не соответствует установленным требованиям, в этом случае могут быть проведены повторные испытания. К неслучайным причинам неудовлетворительного результата испытаний относятся в том числе следующие:
a) дефекты механической обработки образцов;
b) погрешности проведения испытаний.
10.11 Металлографический контроль сварного соединения труб групп прочности Р110, Q125 и Q135*
_______________
* В оригинале слово "Q135" в наименовании пункта 10.11 выделены курсивом. - .
Металлографический контроль сварного соединения, включая зону термического влияния при сварке, проводят в начале процесса сварки труб каждого размера, а также не реже чем через каждые 4 ч и после любого существенного перерыва процесса сварки. Если трубы подвергают термической обработке по всему объему, пробы для контроля должны быть отобраны до проведения такой обработки.
Изготовитель должен применять объективные критерии для определения соответствия сварного соединения установленным требованиям.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
10.12 Гидростатические испытания
10.12.1 Порядок проведения гидростатических испытаний
Каждую трубу по всей длине после высадки (если применимо) и после окончательной термообработки (если применимо) подвергают гидростатическим испытаниям внутренним испытательным давлением (см. 10.12.2) на отсутствие утечек. Время выдержки при полном испытательном давлении должно быть не менее 5 с. На сварном соединении труб в течение выдержки при полном испытательном давлении не должно быть утечек и запотевания. Нарезчик должен провести гидростатические испытания труб по всей длине (или организовать проведение таких испытаний), если ранее трубы не подвергались испытаниям по всей длине при давлении не менее давления, указанного в таблицах С.48-С.69 для труб с окончательной обработкой концов.
Трубы могут быть подвергнуты испытаниям на одном из следующих технологических этапов:
a) до нарезания резьбы при условии, что после испытаний не будут проводиться высадка или термообработка труб;
b) до нарезания резьбы после термообработки при условии, что после испытаний не будет проводиться высадка концов труб;
c) до нарезания резьбы после высадки при условии, что после испытаний не будет проводиться термообработка труб.
Если трубы до нарезания резьбы и высадки были подвергнуты испытаниям по всей длине при давлении, указанном для труб с резьбой и муфтами, то испытания высаженных концов труб могут быть проведены после высадки с помощью испытательного устройства, создающего уплотнение за участком труб, который нагревался для высадки;
d) до нарезания резьбы после высадки и термообработки;
e) после нарезания резьбы до свинчивания с муфтами;
f) после нарезания резьбы и механического свинчивания с муфтами.
Испытания труб, подвергаемых термообработке, должны быть проведены после окончательной термообработки. Испытательное давление для труб, подвергаемых испытаниям после нарезания резьбы до свинчивания с муфтами, должно быть не менее испытательного давления, указанного для труб с резьбой и муфтами.
Переводники длиной более 4,88 м и короткие трубы подвергают испытаниям после разрезания на отдельные длины и термообработки, до или после нарезания резьбы.
Допускается не проводить испытания переводников длиной менее 4,88 м и коротких труб, изготовленных из предварительно испытанных обсадных или насосно-компрессорных труб, не подвергаемых после испытаний термообработке.
Испытательное оборудование должно быть оборудовано устройствами, обеспечивающими достижение требуемого испытательного давления и соблюдение времени выдержки. Манометр должен быть калиброван с помощью грузопоршневого манометра или эквивалентного устройства не ранее чем за 4 мес. до применения. Записи по калибровкам и проверкам должны быть сохранены в соответствии с 13.4.
Примечания
1 Резьбовые соединения мартенситных хромистых сталей склонны к образованию задиров при свинчивании и развинчивании. Следует принять специальные меры предосторожности по обработке поверхности резьбовых соединений и (или) нанесению резьбовой смазки для того, чтобы свести к минимуму образование задиров при проведении гидростатического испытания (установке и снятии заглушек).
2 Гидростатические испытания допускается проводить на оборудовании различного типа. Предприятие, проводящее гидростатические испытания, несет ответственность за разработку процедуры испытаний, сводящей к минимуму вероятность повреждения тела трубы, резьбовых соединений трубы и муфты.
10.12.2 Требования к гидростатическим испытаниям
Испытательное давление для труб различных размеров, групп прочности и отделки концов должно соответствовать требованиям, указанным в таблицах С.48-С.69.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Гидростатическое испытательное давление для труб с резьбой должно быть равно или по согласованию между заказчиком и нарезчиком быть более давления, рассчитываемого по 10.12.3. |
Гидростатическое испытательное давление для переводников должно быть равно меньшему из значений, рассчитанных для резьбовых соединений концов переводника по 10.12.3.
Гидростатическое испытательное давление для труб без резьбы, кроме труб групп прочности Q125 и Q135, должно быть равно или по согласованию между заказчиком и изготовителем быть более давления, рассчитываемого по 10.12.3. Это не исключает проведения последующих гидростатических испытаний при давлении, рассчитываемом по формуле (15) при напряжении, не превышающем 80% минимального предела текучести ![]() . Неспособность труб выдерживать такое испытательное давление без возникновения утечек является основанием для их отбраковки.
. Неспособность труб выдерживать такое испытательное давление без возникновения утечек является основанием для их отбраковки.
Гидростатические испытания труб без резьбы групп прочности Q125 и Q135 должны быть согласованы между заказчиком и изготовителем.
Трубные заготовки для муфт и заготовки для соединительных деталей всех групп прочности и короткие трубы групп прочности Q125 и Q135 не подвергают испытаниям, если между заказчиком и изготовителем не согласовано иное.
Примечания
1 Гидростатическое испытательное давление, указанное в настоящем стандарте, является давлением, применяемым только для испытаний, оно не предназначено для проектирования и напрямую не связано с рабочим давлением.
2 Следует учитывать, что при испытаниях труб с муфтами с резьбовыми соединениями LC, SC, ВС, EU и NU может произойти утечка в резьбовом соединении при давлении менее альтернативного испытательного давления для труб без резьбы или труб с резьбой и муфтами из-за недостаточной плотности сопряжения резьбовых соединений трубы и муфты.
Гидростатическое испытательное давление для испытаний труб с навинченными вручную специальными муфтами должно быть согласовано между заказчиком и изготовителем. |
10.12.3 Расчет испытательного давления
Испытательное давление рассчитывают по следующей формуле с округлением до 0,5 МПа, однако если расчетное давление более 69,0 МПа, испытания проводят при давлении 69,0 МПа:
![]() , (15)
, (15)
где - гидростатическое испытательное давление, МПа;
- коэффициент, равный 0,6 - для труб групп прочности Н40, J55 и К55 наружным диаметром более 244,48 мм, равный 0,8 - для труб всех других наружных диаметров и групп прочности;
- толщина стенки труб, мм;
![]() - минимальный предел текучести для тела трубы, МПа;
- минимальный предел текучести для тела трубы, МПа;
- наружный диаметр труб, мм.
Более низкое испытательное давление допускается только для испытательного оборудования, технические возможности которого ограничены. Изготовитель должен иметь документированное проектное обоснование, подтверждающее такие ограничения. Если расчетное испытательное давление (рассчитанное по наружному диаметру, толщине стенки и группе прочности) превышает технические возможности испытательного оборудования, изготовитель по согласованию с заказчиком должен провести испытания при давлении, равном техническим возможностям испытательного оборудования. Однако гидростатическое испытательное давление может быть уменьшено только для труб, для которых расчетное испытательное давление менее 20,5 МПа.
Альтернативные испытательные давления для труб групп прочности Н40, J55 и К55 наружным диаметром более 244,48 мм рассчитывают с коэффициентом , равным 0,8. Если расчетное испытательное давление для труб групп прочности Р110, С110, Q125 и Q135 более 69,0 МПа, испытания проводят при давлении 69,0 МПа, а альтернативное испытательное давление принимают равным расчетному. Альтернативные испытательные давления в таблицах С.48, С.49, С.56 и С.68 указаны в скобках. Испытания должны быть проведены при альтернативном испытательном давлении, если это указано в заказе и согласовано между заказчиком и изготовителем.
Гидростатические испытательные давления для труб с резьбой и муфтами рассчитывают по формуле (15), если не требуется более низкое давление для предотвращения утечки, обусловленной недостаточной прочностью муфты или плотностью сопряжения резьбы трубы и муфты. Более низкое испытательное давление для труб с резьбой и муфтами должно быть рассчитано в соответствии с [5] или [6].
10.13 Контроль размеров
10.13.1 Общие требования
Измерения наружного диаметра и толщины стенки проводят с точностью, указанной в соответствующих таблицах приложения С, кроме наружных диаметров более 168,28 мм, измерения которых проводят с точностью до одного десятичного знака.
Примечание - В настоящем стандарте наружный диаметр указан с точностью до двух десятичных знаков в целях проектирования.
Периодичность контроля размеров муфт должна быть установлена изготовителем. |
10.13.2 Контроль наружного диаметра
Изготовитель должен подтвердить соответствие наружного диаметра труб, трубных заготовок для муфт и заготовок для соединительных деталей требованиям 8.3.2 при измерениях наружного диаметра в одном поперечном сечении с минимальной периодичностью одна труба или заготовка от каждых ста изделий.
Измерения наружного диаметра труб с невысаженными концами, муфтовых заготовок, изготовленных из поковок, трубных заготовок для муфт и заготовок для соединительных деталей проводят измерительной лентой, микрометром, специальными средствами измерений или калибром-скобой. Измерения наружного диаметра обсадных труб с высаженными концами и насосно-компрессорных труб с высаженными наружу концами диаметром более 60,32 мм проводят микрометром, специальными средствами измерений или калибром-скобой.
Изготовитель должен подвернуть контролю наружный диаметр обоих концов труб без резьбы и трубных заготовок для муфт с минимальной периодичностью одна труба или заготовка от каждых ста изделий.
Наружный диаметр муфтовых заготовок, изготовленных из поковок, контролируют с периодичностью, установленной изготовителем. |
Если какое-либо изделие не соответствует установленным требованиям, должны быть применимы положения, указанные в 10.13.3.
В спорных случаях, касающихся требований к минимальному наружному диаметру, измерения должны быть проведены микрометром. В спорных случаях, касающихся требований к максимальному наружному диаметру, измерения должны быть проведены измерительной лентой. При применении микрометра проводят три измерения наружного диаметра на несоответствующем требованиям участке. Соответствие наружного диаметра установленным требованиям должно быть определено по среднему значению результатов трех измерений.
Не допускается проводить измерения наружного диаметра на участках с несовершенствами поверхности или участках удаления дефектов. |
10.13.3 Повторный контроль наружного диаметра
Если наружный диаметр какой-либо трубы, трубной заготовки для муфт или заготовки для соединительных деталей при проведении измерений специальным средством измерений, микрометром или калибром-скобой не соответствует установленным требованиям, изготовитель может провести контроль наружного диаметра трех дополнительных изделий из той же партии. Если наружный диаметр какой-либо трубы, трубной заготовки для муфт или заготовки для соединительных деталей при проведении измерений измерительной лентой не соответствует установленным требованиям, и изготовитель не может доказать, что это несоответствие свойственно только этой трубе или заготовке, он должен провести контроль наружного диаметра каждого изделия из этой партии.
Если все результаты повторного контроля соответствуют установленным требованиям, все изделия партии должны быть приняты, за исключением первичного изделия, выбранного для контроля. Если какое-либо из изделий, выбранных для повторного контроля, не соответствует установленным требованиям, изготовитель может подвергнуть контролю все остальные изделия партии. Концы изделий, не соответствующие установленным требованиям, могут быть обрезаны и снова подвергнуты контролю для определения соответствия требованиям.
Не соответствующая требованиям партия труб, трубных заготовок для муфт и заготовок для соединительных деталей может быть по выбору изготовителя переработана и подвергнута контролю как новая партия.
Примечание - После контроля наружного диаметра труб, трубных заготовок для муфт и заготовок для соединительных деталей у изготовителя в процессе погрузочно-разгрузочных операций и хранения могут произойти локальные изменения максимального и минимального наружного диаметров изделий, эти изменения не должны служить причиной для отбраковки изделий при условии, что среднее значение наружного диаметра изделий, измеренного лентой, находится в пределах допустимых значений.
10.13.4 Контроль толщины стенки
Изготовитель должен провести контроль толщины стенки каждой трубы (на трубах с высаженными концами - тела трубы), трубной заготовки для муфт и заготовки для соединительных деталей. Измерения толщины стенки проводят специальным механическим средством измерений, предельным калибром или на калиброванном оборудовании для контроля толщины стенки, имеющим соответствующую точность измерений.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
В спорных случаях измерения должны быть проведены специальным механическим средством измерений. Диаметр сечения контактного наконечника специального механического средства измерений должен быть не более 6,4 мм. Радиус скругления контактного наконечника, касающегося внутренней поверхности изделия, должен быть не более 38,1 мм - для изделий наружным диаметром 168,28 мм и более, не более 1/4 внутреннего диаметра трубы, но не менее 3,2 мм - для изделий наружным диаметром менее 168,28 мм. Торец контактного наконечника, касающегося наружной поверхности изделия, должен быть плоским или скругленным, с радиусом скругления не менее 38,1 мм.
Для подтверждения соответствия установленным требованиям контроль толщины стенки бесшовных труб и заготовок для муфт, подвергаемых электромагнитному или ультразвуковому контролю (см. таблицу С.70), должен быть проведен в соответствии с документированной процедурой по спирали или прямой по всему объему изделий, кроме концов изделий, не охватываемых автоматизированными системами контроля. Размещение оборудования для контроля толщины стенки определяет изготовитель изделий.
Контроль толщины стенки труб группы прочности С110 должен охватывать 100% объема труб. В записях по контролю должна быть указана минимальная толщина стенки каждой трубы. Прослеживаемость результатов контроля до конкретных труб при этом не требуется, если это не указано в заказе.
Контроль толщины стенки заготовок для соединительных деталей должен быть проведен только в том случае, если это указано в заказе.
10.13.5 Контроль проходимости труб оправкой
Проходимость каждой трубы должна быть подвергнута контролю оправкой, размеры которой приведены в таблицах С.29 или С.30. Размеры оправки, применяемой для контроля насосно-компрессорных труб, изготовленных по сортаменту обсадных труб, приведены в таблице С.29. Концы оправки за пределами рабочей цилиндрической части должны быть выполнены так, чтобы облегчить введение оправки в трубу. Оправка должна свободно проходить через всю трубу при перемещении вручную или механизированным способом. В спорных случаях контроль оправкой должен быть проведен вручную. Труба не должна быть забракована при проведении контроля оправкой, если она перед контролем не была очищена от посторонних веществ и не установлена надлежащим образом для предотвращения провисания.
10.13.6 Измерения длины
Длину трубы без резьбы измеряют от торца одного до торца другого конца трубы.
Длина трубы, поставляемой с резьбой и муфтой, может быть определена:
- после свинчивания трубы с муфтой - при измерении длины от торца свободного конца трубы до торца свободного конца муфты;
- до свинчивания трубы с муфтой - при измерении длины от торца одного до торца другого конца трубы с увеличением на длину муфты, не участвующую в сопряжении с трубой.
При поставке труб с резьбой и ненавинченными муфтами или без муфт заказчику должна быть предоставлена проектная длина каждой трубы с муфтой, то есть длина трубы, измеренная от торца одного до торца другого конца трубы и увеличенная на длину муфты, не участвующую в сопряжении с трубой. |
Длину коротких труб, трубных заготовок для муфт и заготовок для соединительных деталей измеряют от торца одного до торца другого конца изделия.
10.13.7 Определение массы
Массу каждой обсадной трубы и насосно-компрессорная труба наружным диаметром 42,16 мм и более определяют при отдельном взвешивании. Массу насосно-компрессорных труб наружным диаметром менее 42,16 мм определяют при отдельном взвешивании или взвешивании пакета труб.
По согласованию между заказчиком и изготовителем допускается определение массы при взвешивании пакета насосно-компрессорных труб наружным диаметром 42,16 мм и более. |
Изготовитель, выполняющий маркировку на теле труб (см. раздел 11), несет ответственность за их соответствие требованиям к отклонениям массы. Взвешивание труб может быть проведено до нарезания резьбовых соединений после высадки (если применимо), после нарезания резьбы до свинчивания с муфтами или после свинчивания с муфтами. Масса труб, поставляемых с резьбой и муфтами, может быть определена при взвешивании труб с навинченными муфтами или без муфт, но с соответствующей поправкой на массу муфт. Масса труб с резьбой и муфтами и труб с резьбой, поставляемых без муфт, может быть определена при взвешивании без предохранителей резьбы или с предохранителями, но с соответствующей поправкой на массу предохранителей. Взвешивание труб нарезчиком не является обязательным.
10.13.8 Контроль прямолинейности
Прямолинейность труб (до нарезания резьбы и свинчивания с муфтами), трубных заготовок для муфт и заготовок для соединительных деталей, если это указано в заказе, определяют визуально. В сомнительных случаях прямолинейность изделий, имеющих общий изгиб или загнутые концы, должна быть измерена следующим образом:
a) прямолинейность по всей длине изделий наружным диаметром 114,30 мм и более - с помощью поверочной линейки или струны (проволоки), натянутой между концами трубы;
b) концевая прямолинейность - с помощью поверочной линейки длиной не менее 1,8 м, при этом часть линейки длиной не менее 0,3 м должна опираться на поверхность изделия за пределами загнутого конца, или эквивалентным методом.
Струна или линейка должны быть расположены так, чтобы выявить наибольшее отклонение от прямолинейности.
Прямолинейность должна соответствовать требованиям, указанным в 8.9 (см. рисунки D.13 и D.14).
Прямолинейность труб с высаженными концами определяют на теле труб; не допускается определение прямолинейности на высаженном и переходном участках высаженных концов труб.
10.13.9 Контроль формы переходного участка высаженных внутрь концов труб
Контроль формы переходного участка высаженных внутрь концов труб осуществляют с помощью Г-образного инструмента, загнутого под углом 90°. Контактный наконечник должен иметь поперечное сечение диаметром 4,8 мм и крепиться под углом 90° (определяемым визуально) к ручке инструмента. Конец наконечника, соприкасающийся с внутренней поверхностью трубы, должен быть скруглен до высоты (между точкой касания окружности и вертикальной поверхностью контактного наконечника) не более 0,3 мм. Радиус контактного наконечника должен быть не более внутреннего радиуса контролируемой трубы. Острые края контактного наконечника необходимо сгладить (см. рисунок D.23). Контактный наконечник Г-образного инструмента следует установить перпендикулярно к продольной оси трубы и перемещать его по поверхности переходного участка в осевом направлении. Давление прижима контактного наконечника должно быть не более давления, создаваемого массой Г-образного инструмента.
10.14 Визуальный контроль
10.14.1 Общие положения
Визуальный контроль должен осуществлять обученный персонал с остротой зрения, достаточной для обнаружения несовершенств поверхности. Для проведения визуального контроля изготовитель должен разработать и задокументировать нормы освещенности. Уровень освещенности контролируемой поверхности должен быть не менее 500 люкс.
Визуальный контроль допускается проводить на любом соответствующем этапе технологического процесса, кроме визуального контроля концов изделий, который, если он требуется, должен быть проведен после окончательной термообработки изделий.
Допускается не проводить визуальный контроль, если применяется другой метод неразрушающего контроля с подтвержденной способностью выявлять дефекты, указанные в 8.13.
Если для удаления дефектов, обнаруженных при первичном контроле, выполняют обрезку конца изделия, то после обрезки внутренняя поверхность конца изделия также должна быть подвергнута повторному контролю.
10.14.2 Трубы (за исключением концов), трубные заготовки для муфт, заготовки для соединительных деталей, переводники и муфты
Наружная поверхность каждой трубы (за исключением концов), трубной заготовки для муфт, заготовки для соединительных деталей, переводника и муфты должна быть подвергнута визуальному контролю для выявления несовершенств поверхности. Требования к допустимым следам от валков на поверхности изделий групп прочности М65 и L80 приведены в 6.3.3.
10.14.3 Концы труб
Наружная поверхность концов каждой трубы должна быть подвергнута визуальному контролю на длине не менее 450 мм от торцов.
Внутренняя поверхность концов каждой трубы с невысаженными концами должна быть подвергнута визуальному контролю на длине не менее 2,5 наружного диаметра или 450 мм в зависимости от того, что меньше.
Внутренняя поверхность каждой трубы с высаженными концами должна быть подвергнута визуальному контролю на длине не менее длины высаженного и переходного участков.
10.14.4 Действия в отношении изделий, имеющих дефекты
В отношении изделий, имеющих дефекты поверхности, должны быть выполнены действия, предусмотренные в 10.15.16-10.15.18.
10.15 Неразрушающий контроль
10.15.1 Общие положения
В настоящем подразделе установлены уровни приемки и требования к неразрушающему контролю труб, трубных заготовок для муфт, заготовок для соединительных деталей и муфт. Перечень применяемых методов неразрушающего контроля бесшовных труб, тела сварных труб, трубных заготовок для муфт, заготовок для соединительных деталей и муфт приведен в таблице С.70. Неразрушающий контроль труб и трубных заготовок для муфт, для которых требуется проведение неразрушающего контроля (помимо визуального контроля), должен быть проведен по всему объему.
Допускается не подвергать неразрушающему контролю трубные заготовки для муфт, предназначенные для использования внутри предприятия-изготовителя или для поставки внутри объединения предприятий, или по согласованию между заказчиком и изготовителем. |
Методы и способы неразрушающего контроля изделий по стандартам, ссылки на которые приведены в настоящем разделе, являются общепризнанными методами и способами контроля, применяемыми в международной практике. Допускается применение других методов и способов неразрушающего контроля с подтвержденной способностью выявлять дефекты, указанные в 8.13. Записи по контролю должны быть сохранены в соответствии с 10.15.4.
По выбору изготовителя надрезы могут иметь ориентацию, отличающуюся от указанной в таблице С.71, для выявления дефектов, типичных для применяемого изготовителем способа производства. Изменение ориентации надрезов должно иметь документированное техническое обоснование.
Проведение контроля труб заказчиком и (или) его присутствие при проведении неразрушающего контроля на предприятии-изготовителе, должно быть указано в заказе и осуществляться в соответствии с приложением В.
Проведенный в соответствии с требованиями настоящего подраздела неразрушающий контроль на оборудовании, настройка которого проведена по искусственным дефектам, указанным в таблице С.72, не следует рассматривать как гарантию соответствия требованиям, указанным в 8.13.
Настройку оборудования для неразрушающего контроля выполняют по [28].
При проведении неразрушающего контроля изделия по всему объему, кроме контроля толщины стенки, оборудование должно обеспечивать охват 100% объема трубы.
В отношении концов изделий, не подвергаемых контролю, должны быть выполнены действия, предусмотренные в 10.15.13.
При проведении контроля влажным магнитопорошковым методом концентрацию частиц следует проверять через каждые 8 ч или в начале каждой смены в зависимости от того, какая проверка проводится чаще. При проведении контроля флуоресцентным магнитопорошковым методом интенсивность ультрафиолетового излучения на исследуемой поверхности должна быть не менее 1000 мкВт/см (10 Вт/м
).
10.15.2 Персонал для неразрушающего контроля
Неразрушающий контроль, указанный в настоящем стандарте, должен осуществлять квалифицированный персонал, аттестованный по [29] или [30].
10.15.3 Стандартные образцы
В системах ультразвукового и электромагнитного контроля для проверки сигналов от искусственных дефектов бесшовных труб, трубных заготовок для муфт и тела сварных труб, кроме систем, предназначенных для контроля толщины стенки изделий, применяют стандартные образцы с надрезами или отверстиями, указанными в таблицах С.71 и С.72.
При применении для контроля сварного шва систем ультразвукового контроля их настройку проводят по стандартным образцам с надрезами или отверстиями, указанными в таблицах С.71 и С.72. Если для установления уровня приемки применяют отверстия, то изготовитель должен применять документированную процедуру, подтверждающую точное совмещение датчиков с линией сварного шва.
Изготовитель может применять любые документированные процедуры для установления уровня приемки при ультразвуковом или электромагнитном контроле при условии, что искусственные дефекты, приведенные в таблице С.71 и С.72, могут быть выявлены в динамическом режиме при таком же или более высоком уровне приемки в обычных условиях работы. По выбору изготовителя подтверждение возможности системы контроля выявлять дефекты в динамическом режиме может быть проведено в производственном потоке или вне него.
В таблицах С.71 и С.72 указаны уровни приемки и размеры искусственных дефектов, соответствующие этим уровням приемки, которые следует применять для выявления дефектов, указанных в 8.13. Искусственные дефекты, применяемые при автоматизированном ультразвуковом или электромагнитном контроле, не следует рассматривать как дефекты по 8.13, или применять кому-либо, кроме изготовителя, как единственное основание для отбраковки.
При настройке оборудования для электромагнитного контроля по сквозному сверленому отверстию система контроля должна быть способна генерировать сигналы от надрезов на наружной и внутренней поверхности, равные или превышающие уровень приемки, установленный по сквозному сверленому отверстию. Записи по настройке должны быть сохранены в соответствии с 10.15.4.
10.15.4 Записи о возможностях системы неразрушающего контроля
Изготовитель должен сохранять записи о проверке системы неразрушающего контроля, подтверждающие ее способность выявлять искусственные дефекты, применяемые для настройки оборудования.
Проверка должна включать как минимум следующее:
a) расчет охвата контроля (например, плана сканирования), в том числе для контроля толщины стенки;
b) применимость для данной толщины стенки;
c) повторяемость;
d) ориентацию преобразователей, обеспечивающую выявление дефектов, типичных для применяемого способа производства (см. 10.15.1);
e) документацию, подтверждающую, что дефекты, типичные для применяемого способа производства, выявляются с помощью методов неразрушающего контроля, приведенных в таблице С.70;
f) параметры настройки для установления уровня приемки.
Кроме того, изготовитель должен сохранять следующую документацию:
a) рабочие процедуры системы неразрушающего контроля;
b) описание оборудования, применяемого для неразрушающего контроля;
c) информацию о квалификации персонала, осуществляющего неразрушающий контроль;
d) результаты динамических испытаний, подтверждающие возможности системы неразрушающего контроля в процессе производства.
10.15.5 Неразрушающий контроль тела труб, трубных заготовок для муфт и заготовок для соединительных деталей. Общие положения
Если между заказчиком и изготовителем не согласовано иное, все необходимые виды неразрушающего контроля (кроме визуального контроля), в том числе контроль концов труб по 10.15.13, проводят после окончательной термообработки и ротационной правки, кроме следующих исключений:
a) контроль переводников длиной менее 4,88 м и коротких труб проводят в соответствии с 10.15.11;
b) если неразрушающий контроль тела труб проводят несколькими методами, контроль одним из методов (кроме ультразвукового метода) допускается проводить до термообработки и ротационной правки.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
10.15.6 Неразрушающий контроль по всему объему труб групп прочности N80 тип Q, М65, L80 и R95
Трубы подвергают контролю для выявления продольных дефектов наружной и внутренней поверхностей одним или несколькими методами:
a) ультразвуковым методом с уровнем приемки U4 по [31] или L4 по [32];
b) методом рассеяния магнитного потока с уровнем приемки F4 по [33] или L4 по [34];
c) методом вихревых токов, с применением концентрической катушки, с уровнем приемки Е4 по [35] или L4 по [36];
d) магнитопорошковым методом с уровнем приемки М4 по [37] или [38] - для контроля наружной поверхности труб.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
10.15.7 Неразрушающий контроль по всему объему труб групп прочности Р110 по SR16
Трубы подвергают контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхностей одним или несколькими методами:
a) ультразвуковым методом с уровнем приемки U4 по [31] или L4 по [32];
b) методом рассеяния магнитного потока с уровнем приемки F4 по [33] или L4 по [34];
c) методом вихревых токов, с применением концентрической катушки, с уровнем приемки Е4 по [35] или L4 по [36].
Дополнительные требования PSL-3 приведены в приложении Е.
10.15.8 Неразрушающий контроль по всему объему труб группы прочности Р110 и группы прочности Р110 по SR2 и SR16
Трубы подвергают контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхностей одним или несколькими методами:
a) ультразвуковым методом с уровнем приемки U2 по [31] или L2 по [32];
b) методом рассеяния магнитного потока с уровнем приемки F2 по [33] или L2 по [34];
c) методом вихревых токов, с применением концентрической катушки, с уровнем приемки Е2 по [35] или L2 по [36].
Дополнительные требования PSL-3 приведены в приложении Е.
10.15.9 Неразрушающий контроль по всему объему труб групп прочности С90, Т95, С110, Q125 и Q135
Трубы подвергают контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхностей ультразвуковым методом с уровнем приемки U2 по [31] или L2 по [32].
Кроме того, трубы подвергают контролю для выявления продольных и поперечных дефектов наружной поверхности одним из следующих методов:
a) методом рассеяния магнитного потока с уровнем приемки F2 по [33] или L2 по [34];
b) методом вихревых токов с уровнем приемки Е2 по [35] или L2 по [36];
c) магнитопорошковым методом с уровнем приемки М2 по [37] или [38].
10.15.10 Неразрушающий контроль сварного соединения
Если между заказчиком и изготовителем не согласовано иное, технологический этап для проведения контроля сварного соединения труб определяет изготовитель, за исключением сварных труб, подвергаемых закалке и отпуску, контроль сварного соединения которых проводят после окончательной термообработки и ротационной правки.
Неразрушающий контроль сварного соединения труб должен быть проведен на оборудовании, способном обеспечить контроль по всему объему зоны сварного соединения шириной не менее 3 мм от линии сплавления.
Если неразрушающий контроль сварного соединения выполняют одновременно с неразрушающим контролем труб по всему объему, стандартный образец должен иметь все необходимые искусственные дефекты (для тела трубы и сварного соединения), указанные в таблице С.72.
Примечание - Как указано в таблице С.71, уровни приемки для тела трубы и сварного соединения могут быть различными.
Сварное соединение труб классов прочности 1 и 2 подвергают контролю для выявления продольных дефектов наружной и внутренней поверхности одним или несколькими из следующих методов:
a) ультразвуковым методом с уровнем приемки U3 по [39] или [40] или L3 по [32] или [41];
b) методом рассеяния магнитного потока с уровнем приемки F3 по [33] или L3 по [34];
c) методом вихревых токов с уровнем приемки Е3 по [35] или L3 по [36].
Если в заказе указаны дополнительные требования SR40, для контроля труб групп прочности классов прочности 1 и 2 должны быть применимы требования, указанные в А.14 SR40.
Для контроля сварного соединения труб групп прочности Р110, Q125 и Q135, изготавливаемых, если в заказе указаны дополнительные требования SR11, должны применяться требования, указанные в A.6.5 SR11.5.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
10.15.11 Неразрушающий контроль трубных заготовок для муфт и заготовок для соединительных деталей (кроме группы прочности С110), переводников длиной менее 4,88 м и коротких труб
Если в таблице С.70 требуется проведение неразрушающего контроля трубных заготовок для муфт и заготовок для соединительных деталей, то его проводят для выявления продольных и поперечных дефектов наружной поверхности одним или несколькими методами:
a) ультразвуковым методом с уровнем приемки U2 по [31] или L2 по [32];
b) методом рассеяния магнитного потока с уровнем приемки F2 по [33] или L2 по [34];
c) методом вихревых токов, с применением концентрической катушки, с уровнем приемки Е2 по [35] или L2 по [36];
d) магнитопорошковым методом с уровнем приемки М2 по [37] или [38].
Искусственные дефекты, применяемые изготовителем для настройки систем ультразвукового контроля продольными и поперечными волнами, допускается применять для контроля трубных заготовок для муфт и заготовок для соединительных деталей. Если искусственные дефекты выполнены на таком стандартном образце, то на участке наружной поверхности рядом с искусственными дефектами должны быть краской нанесены буквы "RI". Искусственные дефекты должны иметь такую же маркировку, указанную в 10.15.18, перечисление b), что и естественные дефекты.
Контроль коротких труб и переводников длиной менее 4,88 м проводят в соответствии с требованиями по 10.15.6-10.15.9 за исключением следующих требований:
a) короткие трубы и переводники, изготовленные из обсадных и насосно-компрессорных труб полной длины, подвергают контролю для выявления внутренних и наружных дефектов до или после разрезания на отдельные длины при условии, что не проводится последующая высадка или термообработка;
b) короткие трубы и переводники, изготовленные из механически обработанных труб или трубных заготовок, подвергают контролю до или после окончательной механической обработки, однако их наружная поверхность должна быть подвергнута визуальному контролю непосредственно после окончательной механической обработки;
c) короткие трубы и переводники, изготовленные из других видов заготовки, кроме труб, упомянутых в перечислении d), подвергают контролю в соответствии с перечислением а);
d) короткие трубы и переводники с высаженными концами, изготовленные из других видов заготовки, подвергают контролю, указанному в перечислении е), если между заказчиком и изготовителем не согласовано иное; |
е) контроль наружной поверхности и концевых участков коротких труб и переводников с высаженными концами проводят после высадки и окончательной термообработки. Наружная поверхность коротких труб и переводников класса прочности 3 для выявления продольных и поперечных дефектов может быть подвергнута контролю магнитопорошковым методом.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
10.15.12 Неразрушающий контроль трубных заготовок для муфт и заготовок для соединительных деталей группы прочности С110
Контроль трубных заготовок для муфт и заготовок для соединительных деталей проводят для выявления продольных и поперечных дефектов наружной поверхностей одним или несколькими методами:
a) ультразвуковым методом с уровнем приемки U2 по [31] или L2 по [32];
b) методом рассеяния магнитного потока с уровнем приемки F2 по [33] или L2 по [34];
c) методом вихревых токов, с применением концентрической катушки, с уровнем приемки Е2 по [35] или L2 по [36];
d) магнитопорошковым методом с уровнем приемки М2 по [37] или [38].
После такого контроля должны быть проведены:
а) Дальнейшая оценка сигналов при контроле трубных заготовок для муфт с механически обработанной наружной поверхностью
На необработанной поверхности трубных заготовок для муфт допускаются дефекты, вызвавшие сигналы, равные или превышающие уровень приемки, если их удаление обеспечивается механически обработкой наружной поверхности муфт. После механической обработки поверхность муфт должна соответствовать требованиям к качеству поверхности, указанным в 9.12 и А.4.3 SR9.3.
b) Дальнейшая оценка сигналов при контроле остальных трубных заготовок для муфт
Сигналы, равные или превышающие уровень приемки, могут быть подвергнуты дальнейшей оценке, как указано в 10.15.15, с учетом того, что площадь проекции неповерхностных несовершенств [см. 8.13.1, перечисление d], должна быть не более 32 мм. В отношении трубных заготовок для муфт, имеющих дефекты, должны быть выполнены действия, предусмотренные в 10.15.18, в противном случае участок трубной заготовки для муфт с дефектом должен быть отрезан с учетом требований к длине изделий, указанных в заказе.
c) Ультразвуковой контроль по толщине стенки
Трубные заготовки для муфт по всему объему подвергают ультразвуковому контролю продольными волнами при сканировании наружной поверхности по [39] или [32] для выявления дефектов по толщине стенки. На внутренней поверхности стандартного образца должно быть выполнено плоскодонное отверстие диаметром 6,4 мм, показанное на рисунке D.16 d. Контроль должен охватывать 100% поверхности изделий [см. 10.15.4, перечисление а)].
d) Ультразвуковой контроль внутренней поверхности
Трубные заготовки для муфт подвергают ультразвуковому контролю поперечными волнами с уровнем приемки U3 по [39] или L3 по [32] и длиной надреза не более 25 мм для выявления продольных и поперечных дефектов внутренней поверхности. По согласованию между заказчиком и изготовителем допускается применять альтернативные методы неразрушающего контроля с подтвержденной способностью обнаружения указанных искусственных дефектов.
Допускается не проводить неразрушающий контроль трубной заготовки для муфт, предназначенных для поставки внутри предприятия-изготовителя или объединения предприятий, или по согласованию между заказчиком и изготовителем. |
10.15.13 Неконтролируемые концы труб, трубных заготовок для муфт и заготовок для соединительных деталей
Контроль концов изделий проводят после окончательной термообработки.
При проведении автоматизированного неразрушающего контроля, предусмотренного настоящим стандартом, небольшие участки с обоих концов изделий остаются неохваченными контролем. Такие участки концов изделий должны быть:
a) отрезаны, или
b) подвергнуты контролю наружной и внутренней поверхности по всему объему магнитопорошковым методом, или
c) подвергнуты ручному или полуавтоматизированному контролю с той же степенью достоверности, что при автоматизированном контроле.
Трубы группы прочности С110, концы которых были подвергнуты контролю в соответствии с перечислением b), после окончательной отделки концов (трубы с резьбой и муфтами - до свинчивания с муфтами) подвергают контролю влажным магнитопорошковым методом или другим методом, согласованным между заказчиком и изготовителем.
Записи по контролю должны быть сохранены в соответствии с 10.15.4.
Дополнительные требования PSL-3 приведены в приложении Е.
10.15.14 Неразрушающий контроль высаженных концов труб
Высаженные концы труб (высаженный и переходный участки) всех групп прочности, кроме Н40, J55, К55 и К72, после окончательной термообработки подвергают неразрушающему контролю для выявления поперечных дефектов наружной и внутренней поверхностей, указанных в 8.13. Высаженные концы труб всех групп прочности, подвергаемых закалке и отпуску, подвергают контролю для выявления продольных и поперечных дефектов.
Записи по контролю должны быть сохранены в соответствии с 10.15.4.
10.15.15 Сигналы, требующие дальнейшей оценки
При получении сигналов, равных или превышающих уровень приемки, должна быть проведена их дальнейшая оценка в соответствии с 10.15.16, если не будет доказано, что несовершенства, вызвавшие сигналы, не являются дефектами, указанными в 8.13.
10.15.16 Дальнейшая оценка сигналов
При получении сигналов, равных или превышающих уровень приемки, должна быть проведена их дальнейшая оценка в соответствии с настоящим подразделом, и выполнены действия, предусмотренные в 10.15.17 и 10.15.18. Оценка сигналов должна быть проведена аттестованными специалистами по неразрушающему контролю уровня I под наблюдением аттестованных специалистов по неразрушающему контролю уровня II или III или специалистами уровня II или III. Оценка сигналов должна быть проведена в соответствии с документированной процедурой.
Если в области полученного сигнала не будет обнаружен дефект и не будет установлена причина возникновения сигнала, то изделие должно быть забраковано или по выбору изготовителя повторно проверено по всему объему тем же методом контроля или ультразвуковым методом. По выбору изготовителя чувствительность контроля должна быть такой же, что и при первичном контроле, или более низкой, но соответствующей установленным требованиям.
При контроле магнитопорошковым методом оценка индикаций на поверхности, обусловленных наличием несовершенств, должна быть проведена в соответствии с перечислением а).
Для дальнейшей оценки измеряют глубину дефектов:
a) механическими средствами измерений (например, глубиномером, специальным средством измерений и т.п.). Удаление металла абразивным или другим способом для измерений глубины дефектов не должно приводить к уменьшению оставшейся толщины стенки труб до значения менее 87,5% толщины стенки, наружного диаметра и толщины стенки трубных заготовок для муфт - менее допустимых минимальных значений, указанных в заказе. Участки удаления дефектов должны иметь плавный переход к прилежащей поверхности изделия;
b) ультразвуковым методом [по времени отражения и (или) амплитуде сигнала] или другими приемлемыми методами. Проверка оборудования для ультразвукового контроля должна быть документирована и подтверждать возможность оборудования обнаруживать несовершенства размером более и менее размеров несовершенств, указанных в 8.13.
Если изготовитель и заказчик не могут прийти к согласию в оценке результатов контроля, каждый из них может потребовать проведения разрушающего контроля изделий, после которого должны быть выполнены действия, предусмотренные в В.4.
В отношении изделий, на которых при оценке сигналов подтверждено наличие дефектов, должны быть выполнены действия, предусмотренные в 10.15.17 и 10.15.18.
10.15.17 Действия в отношении труб, имеющих дефекты
На поверхности труб допускаются несовершенства, соответствующие установленным требованиям к качеству поверхности и имеющие размеры менее размеров дефектов, указанные в 8.13. Не допускается ремонт поверхности сваркой.
Конец трубы с трещинами и (или) закалочными трещинами, расположенными на расстоянии от торца, равном двум наружным диаметрам трубы, может быть обрезан для их удаления только один раз. После обрезания труба должна быть подвергнута повторному контролю по всему объему. Если трещины и (или) закалочные трещины обнаружены на расстоянии от торца, превышающем два наружных диаметра трубы, труба должна быть забракована.
В отношении труб, имеющих дефекты, должно быть выполнено одно из следующих действий:
а) шлифование или механическая зачистка.
Не допускается удаление трещин и прожогов шлифованием или механической зачисткой. Другие дефекты должны быть полностью удалены шлифованием или механической зачисткой, не выводящими толщину стенки за допустимые значения. Шлифование или механическую зачистку участка с дефектом выполняют таким образом, чтобы зачищенный участок плавно переходил к прилежащей поверхности трубы. Если глубина зачистки превышает 10,0% толщины стенки, следует провести контроль толщины стенки, как указано в 10.13.4. Если дефект находится на внутренней поверхности трубы на участке под наружной резьбой, глубина зачистки дефекта при измерении индикаторным глубиномером или другим соответствующим устройством не должна быть более 10% толщины стенки, а длина зачищенного участка должна быть достаточной для точного измерения глубины зачистки. После удаления дефекта следует провести повторный контроль участка зачистки для подтверждения полноты удаления дефекта. Повторный контроль должен быть проведен:
1) на том же оборудовании тем же методом неразрушающего контроля и с той же чувствительностью, что и при первичном контроле;
2) другим методом неразрушающего контроля или комбинацией методов, с той же или более высокой чувствительностью, чем при первичном контроле.
Если применяют вариант 2), то применение другого метода неразрушающего контроля (или комбинации методов) должно быть задокументировано, а чувствительность контроля должна быть той же или более высокой, чем чувствительность первичного контроля. При этом следует учитывать возможность того, что на проверяемом участке могут быть обнаружены другие дефекты;
b) обрезка.
Участок трубы с дефектом должен быть отрезан с учетом требований к длине труб;
c) отбраковка.
Труба должна быть забракована.
10.15.18 Действия в отношении трубных заготовок для муфт и заготовок для соединительных деталей, имеющих дефекты
На поверхности трубных заготовок для муфт и заготовок для соединительных деталей допускаются несовершенства, допустимые установленными требованиями к качеству поверхности и имеющие размеры менее размеров дефектов, указанных в 8.13. Не допускается ремонт поверхности сваркой.
Конец трубной заготовки для муфт и заготовки для соединительных деталей с трещинами и (или) закалочными трещинами, расположенными на расстоянии от торца, равном двум наружным диаметрам изделия, может быть обрезан для удаления дефектов только один раз. После следует провести повторный контроль изделия по всему объему. Если трещины и (или) закалочные трещины расположены на расстоянии от торца более двух наружных диаметров изделия, изделие должно быть забраковано.
В отношении трубных заготовок для муфт и заготовок для соединительных деталей, имеющих дефекты, должно быть выполнено одно из следующих действий:
a) шлифование или механическая зачистка.
Не допускается удаление шлифованием или механической зачисткой трещин и прожогов. Другие дефекты должны быть полностью удалены шлифованием или механической зачисткой, не выводящими толщину стенки за допустимые значения. Шлифование или механическую зачистку участка с дефектом следует выполнять таким образом, чтобы зачищенный участок плавно переходил к прилежащей поверхности изделия. Если глубина зачистки более 10,0% толщины стенки, необходимо провести контроль толщины стенки, как указано в 10.13.4, и контроль наружного диаметра для подтверждения его соответствия установленным требованиям. После удаления дефекта должен быть проведен повторный неразрушающий контроль участка зачистки для подтверждения полноты удаления дефекта.
Повторный неразрушающий контроль должен быть проведен:
1) на том же оборудовании, тем же методом и с той же чувствительностью, что и первичный контроль;
2) другим методом контроля или комбинацией методов, стой же или более высокой чувствительностью, что и первичный контроль.
Если применяют вариант 2), то применение другого метода контроля или комбинации методов должно быть задокументировано, а чувствительность контроля должна быть той же или более высокой, чем чувствительность первичного контроля. При этом следует учитывать возможность того, что на проверяемом участке могут быть обнаружены другие дефекты;
b) маркировка области расположения дефекта.
Если удаление дефекта с поверхности трубной заготовки для муфт или заготовки для соединительных деталей превышает допустимые пределы, то область расположения дефекта должна быть обозначена. На изделие краской должна быть нанесена кольцевая полоса, обозначающая область расположения дефекта, если длина этой области в осевом направлении не более 50 мм; если длина этой области более 50 мм, то она должна быть обозначена двумя перекрещивающимися полосами. Цвет полос должен быть согласован между заказчиком и изготовителем;
c) обрезка.
Участок трубной заготовки для муфт или заготовки для соединительных деталей с дефектом должен быть отрезан с учетом требований к длине изделия, указанных в заказе;
d) отбраковка.
Трубные заготовки для муфт или заготовки для соединительных деталей должны быть забракованы.
10.15.19 Неразрушающий контроль муфт Неразрушающий контроль наружной поверхности муфт для выявления продольных дефектов проводят влажным флуоресцентным магнитопорошковым методом с уровнем приемки М2 по [37] или [38] с применением намагничивания циркулярно-ориентированным магнитным полем (способы А и В) или другим методом с той же чувствительностью, согласованным с заказчиком. |
11 Маркировка
11.1 Общие положения
11.1.1 На изделия, изготовленные по настоящему стандарту, должна быть нанесена маркировка, соответствующая требованиям настоящего раздела и таблиц С.73-С.76.
11.1.2 Требования к маркировке, указанные в 11.1-11.5, распространяются на изготовителей и обработчиков, указанные в 11.1-11.4 и 11.6 - на нарезчиков. После термообработки изделий обработчик должен удалить их маркировку, не соответствующую новому состоянию изделий (например, прежнее обозначение группы прочности и наименование или товарный знак изготовителя труб).
(Поправка. ИУС N 8-2018).
11.1.3 Кроме текстовой маркировки на изделия должна быть нанесена цветовая маркировка, соответствующая 11.4.
11.1.4 Маркировка должна быть выполнена краской, по выбору изготовителя маркировка может быть выполнена краской и клеймением со следующими исключениями:
- маркировка краской и клеймением может быть выполнена по согласованию между заказчиком и изготовителем;
- по выбору изготовителя маркировка может быть нанесена в виде периодической маркировки по всей длине трубы или муфты, выполненной горячей накаткой или горячим клеймением.
11.1.5 Требования к маркировке, выполняемой клеймением, приведены в 11.2, маркировке, выполняемой краской - в 11.3. Требования к содержанию маркировки и ее последовательности приведены в таблице С.76, включающей данные, указываемые в маркировке для идентификации изделий. Если маркировка выполнена клеймением, не требуется указывать те же данные в маркировке, выполняемой краской. Примеры маркировки изделий приведены на рисунке D.15. Знаки маркировки не должны перекрываться и должны быть нанесены способом, не повреждающим изделия.
11.1.6 При необходимости переноса первичной маркировки предприятие, осуществляющее перенос, должно обеспечить точность и прослеживаемость маркировки. Перенесенная маркировка должна содержать слова "перенесена ...", с указанием наименования предприятия, осуществляющего перенос.
11.1.7 Дата изготовления изделий в маркировке должна быть указана следующим образом:
a) двузначным числом, состоящим из последней цифры года и следующим за ней номером квартала года, в котором была выполнена маркировка, или
b) трехзначным числом, состоящим из последней цифры года и следующим за ней двузначным номером месяца, в котором была выполнена маркировка.
11.1.8 По выбору изготовителя или требованию заказчика допускается нанесение на изделия дополнительной маркировки, которая должна быть нанесена после маркировки, указанной в таблице С.76.
11.1.9 Маркировка трубных заготовок для муфт и заготовок для соединительных деталей должна быть указана в заказе или внутренних требованиях изготовителя, при этом она должна обеспечивать прослеживаемость заготовок как минимум до настоящего стандарта, изготовителя, даты изготовления и группы прочности. Если в заказе указано нанесение цветовой маркировки на трубные заготовки для муфт и заготовки для соединительных деталей, она должна быть выполнена в соответствии с таблицей С.74.
11.2 Маркировка клеймением
11.2.1 Способы клеймения
Допускаются следующие способы маркировки клеймением:
способ 1 - горячая накатка или горячее клеймение;
способ 2 - холодное клеймение стандартными клеймами;
способ 3 - холодное клеймение клеймами в виде точечной матрицы;
способ 4 - холодное клеймение клеймами со скругленным профилем;
способ 5 - виброклеймение.
После маркировки клеймением изделий группы прочности R95, классов прочности 2 и 4 должна быть проведена последующая термообработка изделий, если это предусмотрено 11.2.5. Термообработка должна быть проведена в соответствии с 6.2. Последовательность маркировки клеймением указана в таблице С.76.
11.2.2 Высота знаков маркировки
Высота знаков маркировки клеймением должна соответствовать указанной в таблице С.73.
11.2.3 Расположение
На наружную поверхность каждой обсадной, насосно-компрессорной трубы и переводника наружным диаметром 42,16 мм и более должна быть нанесена маркировка клеймением на расстоянии приблизительно 0,3 м от муфты или любого торца изделия при поставке труб без резьбы или изделий с резьбой, но без муфт. Допускается маркировку насосно-компрессорных труб и переводников наружным диаметром менее 42,16 мм вместо маркировки клеймением наносить на ярлык, прикрепленный к каждому изделию или пакету изделий.
Маркировка клеймением должна быть нанесена на наружную поверхность каждой муфты вдоль или перпендикулярно к ее оси. |
11.2.4 Классы прочности 1 (кроме группы прочности R95) и 3
Если это указано в заказе, то на изделия должна быть нанесена маркировка клеймением одним или несколькими способами, предусмотренными в 11.2.1, по выбору изготовителя.
11.2.5 Группа прочности R95 и классы прочности 2 и 4
Если это указано в заказе, то на изделия должна быть нанесена маркировка клеймением одним или несколькими способами, предусмотренными в 11.2.1, по выбору изготовителя. При этом должны соблюдаться следующие условия:
a) изделия группы прочности R95 и класса прочности 2 (кроме групп прочности С90, Т95 и С110) после применения способа 2, предусмотренного в 11.2.1, должны быть подвергнуты термообработке;
b) изделия групп прочности С90, Т95, С110 и класса прочности 4 после применения способов 2 и 4, предусмотренных в 11.2.1, должны быть подвергнуты термообработке за исключением следующих случаев:
- если клеймением наносят треугольный знак свинчивания;
- если маркировка клеймением будет удалена при обрезке, шлифовании, механической обработке или нарезании резьбы на глубину, превышающую глубину клеймения не менее чем в два раза;
- если по согласованию между заказчиком и изготовителем маркировка клеймением может быть оставлена на изделии.
11.2.6 Треугольный знак свинчивания
На наружной поверхности обоих концов каждой обсадной трубы с резьбовым соединением ВС любого наружного диаметра всех групп прочности, резьбовым соединением SC наружным диаметром 406,40 мм и более групп прочности Н40, J55, K55 и М65, резьбовым соединением LC наружным диаметром 508,00 мм групп прочности Н40, J55, K55 и М65 клеймением должен быть нанесен треугольный знак свинчивания. По согласованию между изготовителем и заказчиком треугольный знак свинчивания может быть заменен поперечной белой полосой шириной 10 мм и длиной 76 мм, нанесенной краской. Для того чтобы облегчить поиск треугольного знака свинчивания или поперечной белой полосы, на обсадные трубы с резьбовым соединением ВС рядом со знаком или полосой на свободном от муфты конце трубы должна быть нанесена краской продольная белая полоса шириной 25 мм и длиной 610 мм, а на конце трубы с муфтой - продольная белая полоса шириной 25 мм и длиной 100 мм.
На трубах классов прочности 1 (кроме группы прочности R95) и 3 треугольный знак свинчивания должен быть нанесен клеймением только способами 2 или 4.
На трубах групп прочности С90 и Т95 треугольный знак свинчивания должен быть нанесен клеймением только способом 3.
На трубах группы прочности R95, класса прочности 2 (кроме групп прочности С90 и Т95) и класса прочности 4 треугольный знак свинчивания должен быть нанесен клеймением только способами 3 или 4.
11.3 Маркировка краской
Маркировка краской должна быть нанесена на наружную поверхность каждой трубы, трубной заготовки для муфт и заготовки для соединительных деталей вдоль их оси и начинаться на расстоянии не менее 0,6 м от муфты или от любого торца трубы при поставке труб без муфт, труб без резьбы, трубных заготовок для муфт и заготовок для соединительных деталей. Маркировка краской заготовок для соединительных деталей и коротких труб длиной менее 1,8 м может быть заменена маркировкой на ярлыке, закрепленном на наружной поверхности в пределах 0,3 м от любого из торцов изделия. Такая маркировка должна быть отделена дефисом или размещена соответствующим образом.
Маркировка краской должна быть нанесена на наружную поверхность каждой муфты вдоль ее оси. Допускается наносить маркировку краской в несколько строк, а также перпендикулярно к оси муфты или на торец муфты. |
Последовательность маркировки краской должна соответствовать указанной в таблице С.76, кроме маркировки типа резьбового соединения, которая может быть нанесена на участке, удобном для изготовителя.
11.4 Цветовая маркировка
11.4.1 Общие положения
На каждую трубу и муфту в зависимости от группы прочности должна быть нанесена цветовая маркировка в соответствии с 11.4.2-11.4.3 и таблицей С.74, если в заказе не указано иное.
Цветовую маркировку на трубные заготовки для муфт и заготовки для соединительных деталей наносят, если это указано в заказе. |
11.4.2 Трубы, муфты, свинченные с трубами, трубные заготовки для муфт и заготовки для соединительных деталей
На изделия, если применимо, должна быть нанесена следующая цветовая маркировка краской:
a) трубы с резьбой - кольцевая(ые) полоса(ы) на расстоянии не более 0,6 м от муфты или любого из торцов труб при поставке труб без муфт;
b) трубы без резьбы, трубные заготовки для муфт и заготовки для соединительных деталей - кольцевая(ые) полоса(ы) на расстоянии не более 0,6 м от любого из торцов изделия;
c) обычные муфты всех групп прочности, кроме L80 тип 9Cr и L80 тип 13Cr, свинченные с трубами той же группы прочности - кольцевая(ые) полоса(ы) на окрашенную наружную поверхность;
d) обычные муфты групп прочности L80 тип 9Cr и L80 тип 13Cr, свинченные с трубами той же группы прочности - кольцевая(ые) полоса(ы) на неокрашенную наружную поверхность;
e) специальные муфты - маркировка, указанная в перечислениях с) и d), а также кольцевая полоса черного цвета посередине муфты; f) муфты с уплотнительными кольцами - маркировка, указанная в перечислениях с)-е), а также кольцевая полоса голубого цвета, как показано на рисунке D.29; g) муфты, свинченные с трубами другой группы прочности (кроме муфт групп прочности J55, K55 и K72, свинченных в соответствии с 9.2.1) - маркировка, указанная в перечислениях с)-е). |
11.4.3 Ненавинченные муфты
На окрашенную наружную поверхность ненавинченных муфт всех групп прочности, кроме L80 тип 9Cr и L80 тип 13Cr, должна(ы) быть нанесена(ы) соответствующая(ие) кольцевая(ые) полоса(ы), как указано в 11.4.2, перечислениях с), е), f).
На неокрашенную наружную поверхность ненавинченных муфт групп прочности L80 тип 9Cr и L80 тип 13Cr должна(ы) быть нанесена(ы) соответствующая(ие) кольцевая(ые) полоса(ы), как указано в 11.4.2, перечислениях d), е), f).
11.5 Маркировка резьбового соединения и отделки концов
11.5.1 Маркировка резьбового соединения
Изготовитель обсадных и насосно-компрессорных труб, а также ненавинченных муфт, должен указать в маркировке тип резьбового соединения, как предусмотрено в 11.3. Нарезчик в маркировке обсадных и насосно-компрессорных труб, а также в маркировке ненавинченных муфт, должен указать тип резьбового соединения, как предусмотрено в 11.6. Маркировка типа резьбового соединения должна соответствовать указанной в таблице С.75.
В маркировке переводников тип(ы) резьбовых соединений указывают в следующей последовательности: |
11.5.2 Маркировка труб без резьбы и изделий со специальной отделкой концов
Специальную текстовую маркировку наносят на следующие изделия:
a) трубы без резьбы с высаженными или невысаженными концами;
b) трубы со специальной отделкой концов, тело которых изготовлено в соответствии с требованиями настоящего стандарта;
с) муфты со специальной отделкой концов, изготовленных в соответствии с требованиями настоящего стандарта, кроме требований к размерам;
d) трубные заготовки для муфт; е) заготовки для соединительных деталей. |
Специальная маркировка изделий должна соответствовать требованиям, указанным в таблице С.76.
11.6 Маркировка, наносимая нарезчиком
Если нарезание резьбовых соединений выполняет нарезчик, не являющийся изготовителем изделий, то на каждой трубе рядом с резьбой должна быть нанесена маркировка краской или клеймением, содержащая: наименование или торговый знак нарезчика, обозначение настоящего стандарта, наружный диаметр и тип (типы) резьбового соединения, как указано в 11.5.1 и таблице С.75, на каждой муфте - маркировка краской или клеймением, как указано в 11.2-11.3 и таблице С.76.
В маркировке трубы нарезчик должен указать фактическое гидростатическое испытательное давление в соответствии с таблицей С.76, если труба до нарезания резьбы не была подвергнута испытанию при давлении, необходимом для труб с резьбой (см. таблицы С.48-С.69).
В маркировке переводника нарезчик должен указать фактическое испытательное давление, соответствующее меньшему из давлений, указанных в таблицах С.48-С.69 для резьбовых соединений переводника. |
Пример - Обсадная труба наружным диаметром 177,80 мм и толщиной стенки 10,36 мм, группы прочности R95, с механически навинченной муфтой, с резьбовым соединением LC может иметь следующие варианты маркировки:
1) если изготовитель изготовил трубу без резьбы (UF), подверг ее испытанию при давлении 34,5 МПа на основании документированных проектных ограничений оборудования (см. 10.12.3), и указал в маркировке "Р34,5", то нарезчик должен подвергнуть испытанию трубу с резьбой и механически навинченной муфтой при давлении 60,5 МПа (см. таблицу С.56) и нанести на трубу маркировку в соответствии с рисунком D.15;
2) если изготовитель изготовил трубу без резьбы (UF), подверг ее испытанию при расчетном испытательном давлении для труб без резьбы, равном 61,0 МПа (см. 10.12.3), и указал в маркировке "Р61,0", то нарезчик может не подвергать испытанию трубу с резьбой и механически навинченной муфтой и не наносить на нее маркировку испытательного давления 60,5 МПа (см. таблицу С.54).
Нарезчик не должен удалять или изменять маркировку, нанесенную на тело трубы ее изготовителем.
Не допускается после маркировки типа резьбового соединения указывать стандарт на это резьбовое соединение для идентификации или подтверждения того, что резьбовое соединение соответствует требованиям этого стандарта.
12 Покрытие, резьбовые предохранительные детали и упаковка
12.1 Покрытие
12.1.1 Покрытие для защиты при транспортировании
Если в заказе не указано иное, то на наружную поверхность труб и муфт должно быть нанесено временное консервационное покрытие для защиты от коррозии на период транспортирования и хранения. Покрытие должно быть по возможности гладким, плотным, с минимумом наплывов. Оно должно быть рассчитано на защиту изделия в течение не менее 3 мес.
По истечении срока годности консервационного покрытия при транспортировании или хранении изделий покрытие следует полностью удалить и нанести свежее покрытие. |
Если в заказе не указано иное, то трубные заготовки для муфт и заготовки для соединительных деталей поставляют без наружного покрытия, за исключением защитного покрытия, которое может быть нанесено на маркировку, выполненную краской.
Необходимость поставки труб без покрытия или со специальным покрытием должна быть указана в заказе. При поставке труб со специальным покрытием в заказе должно быть указано, необходимо ли наносить покрытие на всю длину трубы или кроме участков на определенном расстоянии от торца трубы. Если в заказе не указано иное, то на такие участки без специального покрытия обычно наносят масляное покрытие для защиты при транспортировании.
Примечание - Трубы из стали с 13% хрома при хранении во влажной среде склонны к местной точечной коррозии. Рекомендуется принимать специальные меры предосторожности как при нанесении покрытия, так и при транспортировании и хранении таких труб.
12.1.2 Покрытие для длительного хранения
По согласованию между заказчиком и изготовителем на наружную и внутреннюю поверхности изделий может быть нанесено покрытие для защиты от коррозии при длительном хранении, особенно в районах с морском климатом.
При этом должны соблюдаться следующие условия:
a) покрытие должно обеспечивать защиту от коррозии в районах с морском климатом в течение длительного срока, согласованного между заказчиком и изготовителем, при этом допускается незначительное изменение цвета поверхности изделий;
b) покрытие не должно удаляться перед эксплуатацией изделий;
c) правильность нанесения покрытия должна оцениваться по следующим показателям:
- сухость поверхности изделий;
- чистота поверхности изделий;
- температура нанесения покрытия;
- толщина защитного слоя покрытия.
12.2 Резьбовые предохранительные детали
12.2.1 Общие положения
На концы труб и муфт должны быть установлены резьбовые предохранительные детали, соответствующие требованиям приложения F, если в заказе не указано иное. Наружные предохранительные детали должны полностью закрывать длину резьбы трубы, а внутренние - длину резьбы муфты, эквивалентную общей длине резьбы трубы. Конструкция, материал и прочность резьбовых предохранительных деталей должны обеспечивать защиту резьбы и торцов труб и муфт от повреждения при погрузочно-разгрузочных операциях, исключать попадание на них пыли и влаги во время транспортирования и хранения. Предохранительные детали должны быть установлены с использованием соответствующих резьбовых консервационных смазок, если в заказе не указано иное. Форма профиля резьбы предохранительных деталей должна соответствовать типу резьбового соединения изделий и исключать повреждение их резьбы. Не требуется устанавливать предохранительные детали на концы коротких труб и поставляемые отдельно муфты, если они упакованы способом, обеспечивающим защиту резьбовых соединений.
Примечание - Повреждения резьбового соединения, возникающие при ударе, приводят к несоответствию резьбы и (или) торцов изделий установленным требованиям.
По истечении срока действия резьбовой смазки во время транспортирования или хранения изделий она должна быть полностью удалена, а на резьбовые соединения нанесена свежая смазка. |
12.2.2 Изделия групп прочности L80 тип 9Cr и L80 тип 13Cr
На концы изделий групп прочности L80 тип 9Cr и L80 тип 13Cr не допускается устанавливать стальные резьбовые предохранительные детали, не имеющие полимерного покрытия поверхности, контактирующей с поверхностью резьбового соединения.
12.2.3 Открытые резьбовые предохранители
По согласованию между заказчиком и изготовителем допускается применять предохранительные детали с открытыми торцами для проведения контроля труб оправкой. При этом вся поверхность резьбы и уплотнительных элементов резьбовых соединений (если применимо) должна быть покрыта резьбовой консервационной смазкой.
По требованию заказчика, указанному в заказе, вся поверхность резьбы и уплотнительных элементов резьбовых соединений (если применимо) должна быть покрыта резьбовой уплотнительной смазкой. 12.3 Упаковка* _________________ * В оригинале наименование пункта 12.3 выделено курсивом. - . |
13 Документация
13.1 Электронные носители информации
Записи по контролю и испытаниям, документы о приемочном контроле и другие подобные документы, применяемые в электронной форме в системе обмена электронными данными или распечатанные из нее, имеют такую же силу, как и документы, напечатанные на предприятии, выдавшем их. Содержание таких документов должно соответствовать требованиям настоящего стандарта и действующим соглашениям между заказчиком и изготовителем относительно электронного обмена данными.
13.2 Документ о приемочном контроле изделий классов прочности 1, 2 (кроме группы прочности С110) и класса прочности 3
Записи по контролю и испытаниям плавки должны быть предоставлены заказчику по дополнительному требованию.
По запросу заказчика изготовитель должен предоставить ему документ о приемочном контроле, подтверждающий, что изделия были изготовлены, отобраны для испытаний, подвергнуты испытаниям и контролю в соответствии с требованиями настоящего стандарта и признаны соответствующими этим требованиям.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
При необходимости предоставления документа о приемочном контроле изделий в заказе должны быть указаны дополнительные требования SR15.
13.3 Документ о приемочном контроле изделий групп прочности С110, Q125 и Q135*
_______________
* В оригинале слова "Q135" в наименовании пункта 13.3 выделены курсивом. - .
Изготовитель должен предоставить заказчику документ о приемочном контроле изделий групп прочности С110, Q125 и Q135. Требования SR15 являются обязательными без дополнительного указания в заказе.
13.4 Сохранение записей
Изготовитель должен сохранять записи по контролю, испытаниям и процессам, указанным в таблице С.77. Эти записи должны быть предоставлены заказчику по дополнительному требованию в течение трех лет с даты отгрузки изделий изготовителем.
14 Требования к оборудованию для различных изготовителей
14.1 Изготовитель
Изготовитель должен иметь одну или несколько единиц оборудования, предназначенного для изготовления изделий в соответствии с требованиями раздела 6 настоящего стандарта. Изготовитель должен иметь соответствующее оборудование и нести ответственность за взвешивание труб и маркировку изделий.
Изготовитель также должен иметь оборудование для проведения всех требуемых испытаний. Однако по выбору изготовителя любые испытания могут быть проведены субподрядчиком вне предприятия-изготовителя. В случае проведения испытаний субподрядчиком он должен выполнять их под управлением и контролем изготовителя в соответствии с документированной процедурой для обеспечения соответствия требованиям настоящего стандарта.
14.2 Обработчик
Обработчик должен иметь оборудование, предназначенное для термообработки изделий, обеспечивающее их термообработку по всему объему. Обработчик должен иметь соответствующее оборудование и нести ответственность за взвешивание труб и маркировку изделий.
Обработчик должен также иметь оборудование для проведения всех требуемых испытаний. Однако по выбору обработчика любые испытания могут быть проведены субподрядчиком вне предприятия-обработчика. В случае проведения испытаний субподрядчиком он должен выполнять их под управлением и контролем обработчика в соответствии с документированной процедурой для обеспечения соответствия требованиям настоящего стандарта.
14.3 Нарезчик
Нарезчик должен иметь по крайней мере один станок, предназначенный для нарезания на концах труб и муфт резьбовых соединений, обеспечивающий их нарезание с геометрическими параметрами, соответствующими требованиям стандартов на резьбовые соединения. Нарезчик также должен иметь соответствующее оборудование и нести ответственность за нанесение на изделия маркировки. Нарезчик должен также иметь контрольные калибры-пробки и калибры-кольца, а также рабочие калибры для каждого размера и типа резьбового соединения.
Нарезчик также должен иметь оборудование или доступ к оборудованию для выполнения следующих операций:
a) свинчивания труб с муфтами с требуемым натягом;
b) гидростатических испытаний труб при требуемом давлении;
c) контроля труб оправкой после нарезания резьбовых соединений и свинчивания с муфтами;
d) измерений длины изделий.
В случае проведения операций, предусмотренных перечислениями а), b), с) или d), субподрядчиком он должен проводить их под управлением и контролем нарезчика в соответствии с документированной процедурой для обеспечения соответствия соответствующим требованиям настоящего стандарта.
Нарезчик не должен дополнять или изменять маркировку на теле труб или подтверждать соответствие тела труб каким-либо требованиям настоящего стандарта. Если какую-либо операцию вместо нарезчика выполняет субподрядчик, ответственность за соответствие этой операции требованиям настоящего стандарта несет нарезчик.
14.4 Изготовитель муфт, коротких труб и соединительных деталей
Изготовитель муфт, коротких труб и соединительных деталей должен иметь оборудование, способное выполнить механическую обработку изделий и нарезание на них резьбовых соединений с геометрическими параметрами, соответствующими установленным требованиям. Изготовитель должен также иметь контрольные и рабочие калибры-пробки и калибры-кольца для каждого размера и типа резьбового соединения, а также оборудование для нанесения маркировки в соответствии с разделом 11.
Изготовитель муфт, коротких труб и соединительных деталей должен иметь оборудование или доступ к оборудованию для проведения всех других технологических операций процесса производства (например, термообработки). В случае проведения этих операций субподрядчиком он должен проводить их под управлением и контролем изготовителя муфт, коротких труб и соединительных деталей в соответствии с документированными процедурами для обеспечения соответствия требованиям настоящего стандарта.
Изготовитель коротких труб должен также иметь оборудование или доступ к оборудованию, позволяющему проводить в соответствии с требованиями настоящего стандарта:
a) гидростатические испытания;
b) контроль оправкой.
В случае проведения операций, предусмотренных перечислениями а) или b), субподрядчиком он должен проводить их под управлением и контролем изготовителя в соответствии с документированной процедурой для обеспечения соответствия соответствующим требованиям настоящего стандарта.
Изготовитель муфт должен иметь возможность проведения контроля муфт магнитопорошковым методом или другим методом неразрушающего контроля с той же чувствительностью.
Приложение А
(обязательное)
Дополнительные требования
А.1 Общие положения
В настоящем приложении приведены дополнительные требования, которые могут быть указаны заказчиком или согласованы между заказчиком и изготовителем. Эти требования применимы только в случае, если они указаны в заказе.
А.2 SR1 Дополнительный неразрушающий контроль труб групп прочности Н40, J55, K55, K72 и N80 тип 1
Обсадные и насосно-компрессорные трубы должны быть подвергнуты контролю для выявления дефектов глубиной более 12,5% толщины стенки или уменьшающих оставшуюся толщину стенки до значения менее 87,5% толщины стенки.
В отношении труб, имеющих дефекты, должны быть выполнены действия, предусмотренные в 10.15.17. Контроль труб, включая контроль высаженных концов труб, проводят в соответствии с требованиями, указанными в 10.15 для групп прочности N80 тип Q, М65, L80 и R95, контроль толщины стенки труб по всему объему - в соответствии с требованиями, указанными в 10.13.4.
А.3 SR2 Дополнительный неразрушающий контроль труб групп прочности Н40, J55, K55, K72, N80, L80, R95 и P110 по SR16
Обсадные и насосно-компрессорные трубы должны быть подвергнуты контролю для выявления дефектов глубиной более 5,0% толщины стенки или уменьшающих оставшуюся толщину стенки до значения менее 87,5% толщины стенки.
В отношении труб, имеющих такие дефекты, должны быть выполнены действия, предусмотренные в 10.15.17. Контроль труб группы прочности Р110, включая контроль высаженных концов труб, проводят в соответствии с требованиями, указанными в 10.15, контроль толщины стенки труб по всему объему - в соответствии с требованиями, указанными в 10.13.4.
А.4 SR9 Муфты с механически обработанной наружной поверхностью групп прочности С110, Q125 и Q135
А.4.1 SR9.1 Размеры трубных заготовок для муфт и муфтовых заготовок Если в заказе указана поставка муфт с механически обработанной наружной поверхностью, размеры трубных заготовок для муфт и муфтовых заготовок должны быть достаточными для изготовления муфт в соответствии с требованиями, указанными в таблицах С.33-С.41. |
А.4.2 SR9.2 Предельные отклонения наружного и внутреннего диаметров
После механической обработки наружной поверхности трубных заготовок для муфт и муфтовых заготовок отклонение наружного диаметра не должно быть более +2,38 мм, после механической обработки внутренней поверхности муфтовых заготовок отклонение внутреннего диаметра не должно быть более -2,38 мм, если между заказчиком и изготовителем не согласовано иное.
Отклонения наружного диаметра муфтовых заготовок, заказываемых с наружной поверхностью после деформации, не должны быть более ±1% или ![]() мм, в зависимости от того, что менее.
мм, в зависимости от того, что менее.
А.4.3 SR9.3 Качество поверхности
До механической обработки на поверхности трубных заготовок для муфт и муфтовых заготовок допускаются любые дефекты при условии, что после механической обработки их поверхность будет соответствовать требованиям к качеству поверхности, указанным в 9.12, и требованиям к размерам муфт. |
А.4.4 SR9.4 Маркировка
На муфты с дополнительным требованием SR9 должна быть нанесена маркировка, указанная в таблице С.76.
А.5 SR10 Обсадные трубы с высаженными концами группы прочности Q125
А.5.1 SR10.1 Размеры
Обсадные трубы группы прочности Q125 должны поставляться с высаженными концами. Размеры высаженных концов должны быть указаны в заказе.
А.5.2 SR10.2 Механические свойства
Механические свойства при испытаниях на растяжение, испытаниях на ударный изгиб и контроле твердости тела и высаженных концов труб должны соответствовать требованиям раздела 7. Для высаженных концов должны применяться требования по допустимому разбросу твердости для толщины стенки тела труб, указанной в заказе. Испытания высаженных концов труб на растяжение проводят на цилиндрических образцах наибольшего возможного размера. Размер образцов должен быть согласован между заказчиком и изготовителем до проведения испытаний.
А.5.3 SR10.3 Термообработка
Трубы с высаженными концами после высадки должны быть подвергнуты термообработке по всему объему.
А.5.4 SR10.4 Требования к испытаниям
Периодичность испытаний, условия повторных испытаний, идентификация и др. должны соответствовать указанным в разделе 10.
А.5.5 SR10.5 Неразрушающий контроль высаженных концов труб
Высаженные концы труб должны быть подвергнуты неразрушающему контролю магнитопорошковым методом для выявления поперечных и продольных дефектов наружной и внутренней поверхности после окончательной термообработки и до нарезания резьбовых соединений.
А.6 SR11 Сварные трубы групп прочности Р110, Q125 и Q135
А.6.1 SR11.1 Общие положения
Обсадные трубы групп прочности Р110, Q125, Q135 и насосно-компрессорные трубы групп прочности Р110 и Q135 изготавливают сварными только при наличии подробных процедур контроля качества, согласованных между изготовителем и заказчиком до начала производства труб. Испытания таких труб на растяжение, ударный изгиб и контроль твердости должны быть проведены с периодичностью, установленной для бесшовных труб этих групп прочности.
А.6.2 SR11.2 Периодичность испытаний на сплющивание
А.6.2.1 SR11.2.1 Группа прочности Р110
Периодичность испытаний должна соответствовать указанной в 10.5.2.
А.6.2.2 SR11.2.2 Группы прочности Q125 и Q135
Испытания на сплющивание должны быть проведены на образцах, отобранных от обоих концов каждой трубы. Испытания образца от одного конца трубы проводят при расположении сварного шва в положении "6 ч", образца от другого конца - в положении "3 ч". Контроль качества поверхности труб и удаление дефектов (обрезка) проводят до отбора образцов для испытаний на сплющивание.
А.6.3 SR11.3 Процедура испытаний на сплющивание
А.6.3.1 SR11.3.1 Группа прочности Р110
Образцы должны быть подвергнуты сплющиванию, как указано в 10.5.3, 10.5.5 и 10.5.7.
А.6.3.2 SR11.3.2 Группы прочности Q125 и Q135
От обоих концов каждой трубы должны быть отрезаны образцы в виде колец или отрезков полного сечения длиной не менее 64 мм. Должна быть обеспечена идентификация образцов по отношению к трубам, от которых они отрезаны. Испытания на сплющивание проводят при расположении сварного шва в положении "6 ч" или "3 ч". Сплющивание без образования трещин на любом из участков образцов должно происходить до расстояния, указанного в таблице С.23, или до расстояния, равного 0,85, в зависимости от того, что менее.
Пока расстояние между плитами не станет менее указанного в таблице С.23 или 0,85, не допускается появление трещин или разрывов на любом из участков образцов. В течение всего сплющивания не допускается также появление признаков плохой структуры, несплавления шва или расслоений.
А.6.4 SR 11.4 Механические свойства
Механические свойства сварных труб при растяжении, ударном изгибе и контроле твердости должны соответствовать требованиям, указанным для бесшовных труб. При этом образец для испытаний на ударный изгиб должен быть выполнен с надрезом по линии сварного шва. К сварным трубам также должны быть применимы требования раздела 10 для бесшовных труб.
А.6.5 SR11.5 Неразрушающий контроль
А.6.5.1 SR11.5.1 Общие положения
Неразрушающий контроль сварного соединения должен быть проведен отдельно от контроля тела трубы. |
А.6.5.2 SR11.5.2 Контроль тела труб
Неразрушающий контроль тела труб проводят теми же методами, что и контроль бесшовных труб, указанными в разделе 10.
А.6.5.3 SR11.5.3 Контроль сварного соединения
Неразрушающий контроль сварного соединения труб по всей длине (кроме сварного соединения высаженных концов труб) проводят ультразвуковым методом с уровнем приемки, указанным в таблице С.71. Контроль проводят после термообработки и последующей ротационной правки. Неразрушающий контроль сварного соединения высаженных концов труб проводят, как указано в 10.15.14.
А.6.5.4 SR11.5.4 Оборудование для контроля
Для ультразвукового контроля должно быть применимо оборудование, обеспечивающее полный и непрерывный контроль сварного соединения. Настройку оборудования проводят с применением стандартных образцов, как указано в А.6.5.5 SR 11.5.5, не реже одного раза в каждую рабочую смену для подтверждения эффективности работы оборудования и применяемых процедур контроля. Оборудование должно быть настроено на получение четких сигналов при сканировании стандартного образца искательной головкой способом, имитирующим контроль изделия, а также должно обеспечивать контроль зоны шириной не менее 1,6 мм по обе стороны от линии сплавления по всей толщине стенки.
А.6.5.5 SR11.5.5 Стандартные образцы
Для подтверждения эффективности работы оборудования и процедуры контроля применяют стандартный образец такого же наружного диаметра и такой же толщины стенки, что и контролируемое изделие, с такими же акустическими свойствами. Длина стандартного образца может быть любой по выбору изготовителя. Сканирование стандартного образца должно имитировать контроль изделия. Стандартный образец для контроля ультразвуковым методом должен иметь два надреза: один на наружной, другой на внутренней поверхности, как показано на рисунке D.16. В стандартном образце также должно быть выполнено сквозное сверленое отверстие диаметром 1,6 мм. Оборудование при сканировании стандартного образца должно быть настроено на получение четко различимого сигнала от каждого искусственного дефекта. Сигналы от надрезов и отверстия должны соответствовать требуемой чувствительности контроля. Между заказчиком и изготовителем может быть согласовано применение стандартных образцов с надрезами на внутренней и наружной поверхностях уменьшенной длины.
А.6.5.6 SR11.5.6 Критерии приемки
Любое несовершенство, вызывающее сигнал, равный или превышающий сигнал от искусственных дефектов, выполненных на стандартном образце, должно считаться дефектом, если изготовителем не будет доказано, что его размер не превышает допустимый по А.6.5.7 SR11.5.7.
А.6.5.7 SR11.5.7 Действия в отношении труб, имеющих дефекты
Дефекты, обнаруженные при магнитопорошковом контроле, глубиной, превышающей 5,0%, но не превышающей 12,5% толщины стенки, должны быть удалены шлифованием или механической зачисткой или труба должна быть забракована. Дефекты, обнаруженные при ультразвуковом и электромагнитном контроле, глубиной, не превышающей 12,5% толщины стенки, должны быть удалены шлифованием или механической обработкой или труба должна быть забракована.
В отношении труб с дефектами, глубина зачистки которых превышает 12,5% толщины стенки, должны быть выполнены действия, предусмотренные в 10.15.17. Участок зачистки должен иметь плавный переход к прилежащей поверхности трубы и подвергнут повторному неразрушающему контролю для проверки полноты удаления дефектов одним из методов, указанных в А.6.5.2 SR11.5.2 и А.6.5.3 SR11.5.3.
А.7 SR12 Статистические испытания на ударный изгиб
А.7.1 SR12.1 Общие положения
Данное дополнительное требование устанавливает статистический подход к испытаниям. Оно применимо только к тем изделиям, которые принимают или бракуют партиями. Периодичность испытаний основана на стандартном статистическом методе для свойств с нормальным распределением, если не установлено среднеквадратичное отклонение для конкретного предприятия, размеров, химического состава и т.п. Статистические процедуры приемки изделий применяют только в отношении работы удара, для изделий, от которых отбирают образцы для испытаний на ударный изгиб, должны быть определены свойства при растяжении и твердость. Требования к свойствам изделий при растяжении, работе удара и твердости установлены в разделе 7. Основная часть процедуры испытаний приведена в примечании 1 к А.7.5 SR12.5.
А.7.2 SR12.2 Периодичность испытаний
Каждое изделие должно иметь индивидуальный номер. Этот номер должен быть применим при всей последующей идентификации изделий. Пробы для испытаний на растяжение, ударный изгиб и для контроля твердости должны быть отобраны с одинаковой периодичностью из участков, показанных на рисунке D.9. Объем выборки от каждой партии изделий должен быть определен изготовителем по таблице С.78 SR12.1.
Коэффициент для выбранного объема выборки применяют в А.7.4 SR12.4 для определения возможности приемки партии на основе требований к продольным и поперечным образцам для испытаний на ударный изгиб. Объем выборки не зависит от размера партии. Изделия для испытаний отбирают произвольно, но процедура отбора должна обеспечивать отбор изделий, представляющих начало и конец процесса термообработки партии, отбор образцов - представляющих задние и передние концы изделий (приблизительно по 50% от задних и передних концов).
Между заказчиком и изготовителем вместо значений, приведенных в таблице С.78 SR12.1, может быть согласовано применение коэффициента , равного 3,090, при условии, что среднеквадратичное отклонение для новой партии изделий совпадает со среднеквадратичным отклонением для предыдущих партий.
А.7.3 SR12.3 Повторные испытания
Если результат испытаний на растяжение не соответствует установленным требованиям, изготовитель должен провести дополнительные испытания на образцах, отобранных от обоих концов изделий. Если результаты испытаний на ударный изгиб не соответствуют установленным требованиям, изготовитель должен провести повторные испытания, как указано в 10.7.8-10.7.10 (что применимо). Если результаты контроля твердости не соответствуют установленным требованиям, изготовитель должен провести повторный контроль, как указано в 10.6.14-10.6.19 (что применимо).
Если забраковано какое-либо изделие партии из-за несоответствия требованиям к свойствам при растяжении, ударной вязкости или твердости, то изделия, подвергнутые отпуску непосредственно до и после забракованной трубы, должны быть подвергнуты испытаниям на образцах, отобранных на том же конце изделий, что и на забракованном изделии. Если результаты испытаний одного или обоих дополнительно испытанных изделий не соответствуют установленным требованиям, то изготовитель может подвергнуть испытаниям все остальные изделия партии на соответствие тем требованиям, по которым образцы не выдержали предыдущих испытаний (то есть партия, соответствующая требованиям к твердости и ударной вязкости, но забракованная по удлинению, должна быть подвернута повторным испытаниям свойств при растяжении). Отбор образцов для повторных испытаний проводят тем же способом, что и для первичных испытаний. Изделия, не соответствующие требованиям раздела 7, должны быть забракованы.
A.7.4 SR12.4 Допустимая минимальная работа удара для партии изделий
После проведения испытаний на ударный изгиб рассчитывают среднее значение и среднеквадратичное отклонение работы удара для партии изделий. Расчет проводят с учетом результатов испытаний всех изделий, в том числе забракованных по работе удара. Минимальную работу удара ![]() для партии изделий (объема выборки) рассчитывают по следующей формуле
для партии изделий (объема выборки) рассчитывают по следующей формуле
![]() , (А.1)
, (А.1)
где ![]() - минимальная работа удара для партии, Дж;
- минимальная работа удара для партии, Дж;
- среднее значение работы удара для партии, Дж;
- коэффициент, выбираемый по таблице С.78 SR12.1;
- среднеквадратичное отклонение работы удара для партии.
А.7.5 SR12.5 Приемка партии изделий
Партия изделий должна быть принята, если минимальная работа удара ![]() для партии не менее значения
для партии не менее значения ![]() , установленного в 7.4, 7.5 или 7.6 (что применимо). Если минимальная работа удара
, установленного в 7.4, 7.5 или 7.6 (что применимо). Если минимальная работа удара ![]() для партии менее установленного значения
для партии менее установленного значения ![]() , то могут быть проведены повторные испытания образцов от других труб, произвольно выбранных из партии. После испытаний рассчитывают
, то могут быть проведены повторные испытания образцов от других труб, произвольно выбранных из партии. После испытаний рассчитывают ,
и
![]() для партии, как указано в А.7.4 SR12.4, с учетом всех результатов испытаний и нового значения f. Новое значение
для партии, как указано в А.7.4 SR12.4, с учетом всех результатов испытаний и нового значения f. Новое значение ![]() для партии должно быть более значения
для партии должно быть более значения ![]() , установленного в 7.4, 7.5 или 7.6, в противном случае партия должна быть забракована. Дополнительные образцы могут быть отобраны произвольно от других изделий столько раз, сколько это необходимо. Если выбранные изделия, представляющие партию, забракованы, испытаниям может быть подвергнуто каждое изделие партии для подтверждения его соответствия требованиям к минимальной работе удара 7.4, 7.5 или 7.6 (что применимо).
, установленного в 7.4, 7.5 или 7.6, в противном случае партия должна быть забракована. Дополнительные образцы могут быть отобраны произвольно от других изделий столько раз, сколько это необходимо. Если выбранные изделия, представляющие партию, забракованы, испытаниям может быть подвергнуто каждое изделие партии для подтверждения его соответствия требованиям к минимальной работе удара 7.4, 7.5 или 7.6 (что применимо).
Примечания
1 Испытания проводят с периодичностью, указанной в А.7.2 SR12.2. Поскольку обсадная колонна состоит более чем из одной трубы, анализ должен учитывать вероятность того, что в колонне будет хотя бы одна труба с работой удара, не соответствующей требованиям.
В таблице С.79 SR12.2 приведена вероятность того, что обсадная колонна из 100 труб содержит хотя бы одну несоответствующую трубу. Если вероятность наличия несоответствующей трубы составляет 1 к 1000, то вероятность того, что в обсадной колонне из 100 труб будет хотя бы одна несоответствующая труба, будет равен 10%. Если вероятность наличия несоответствующей трубы составляет 1 к 10000, то вероятность того, что в обсадной колонне из 100 труб будет хотя бы одна несоответствующая труба, будет равен 1%. Статистическая модель, применяемая для определения периодичности контроля, должна обеспечивать соответствие труб на уровне 99,9%. Применяют уровень доверия, равный 95%, и метод толерантных интервалов, поскольку среднеквадратичное отклонение не является точно установленной величиной и нет оснований ожидать, что оно будет одинаковым для всех изготовителей, размеров изделий, режимов термообработки, химических составов стали и т.д.
Применяемый метод толерантных интервалов предполагает, что среднеквадратичное отклонение не является точно установленной величиной. Коэффициент имеет большое значение, поскольку учитывает разброс среднеквадратичного отклонения. Например, если к минимальной работе удара установлено требование 27 Дж, от партии отобрано пять труб и среднеквадратичное отклонение равно 4,1, то коэффициент
равен 7,501. Для того чтобы партия была принята, среднее значение работы удара, определяемое на поперечных образцах, должно быть более 27+(7,501·4,1) или 58 Дж. Если от партии отобрано 10 труб и среднеквадратичное отклонение равно 4,1, то среднее значение работы удара должна быть более 27+(5,203·4,1) или 48 Дж.
Если точно известно среднеквадратичное отклонение для предприятия, то коэффициент принимают равным коэффициенту для бесконечно большой выборки 3,090. Принимая среднеквадратичное отклонение для бесконечно большой выборки труб данного размера равным 4,1, получают, что среднее значение работы удара должно быть более 27+(3,090·4,1) или 40 Дж.
2 Процедура испытаний, приведенная в А.7 SR12, соответствует [5]. Таблица С.78 SR12.1 соответствует в [5] таблице А.7. Процедура расчета среднего значения и среднеквадратичного отклонения работы удара для партии, определяемой на поперечных образцах, соответствует [4], глава 1, разделы 1-6.
А.8 SR13 Муфты с уплотнительными кольцами
А.8.1 SR13.1 Проточки под уплотнительные кольца
На муфтах должны быть выполнены проточки под уплотнительные кольца размерами, указанными на рисунках D.17-D.21. Проточки могут быть выполнены до или после нарезания резьбы по выбору изготовителя. На поверхности резьбы муфт не допускаются заусенцы, рванины и черновины. В проточках не допускаются рванины и отслоения металла, образующиеся при перерезе резьбы. Контроль муфт проводят после окончательной обработки проточек. Контроль проводят влажным флуоресцентным магнитопорошковым методом с намагничиванием в циркулярно-ориентированном магнитном поле или другим методом неразрушающего контроля с подтвержденной равной чувствительностью. Контролю подвергают наружную и внутреннюю поверхности муфт. Применение сухого магнитопорошкового метода не допускается.
Примечание - Размеры проточек под уплотнительные кольца не совпадают с ранее применявшимися и могут быть не взаимозаменяемыми с ними.
А.8.2 SR13.2 Уплотнительные кольца
Размеры и отклонения размеров уплотнительных колец должны соответствовать указанным на рисунках D.17-D.21. Кольца должны быть изготовлены из первичного политетрафторэтилена (ПТФЭ) с содержанием стекловолокна 25%. Исходный ПТФЭ не должен содержать наполнителей.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Указанные на рисунках D.17-D.21 размеры уплотнительных колец не совпадают с ранее применявшимися и могут быть не взаимозаменяемыми с ними.
А.8.3 SR13.3 Маркировка
На муфты, соответствующие требованиям SR13, должны быть нанесены полоса краской голубого цвета и маркировка "S13", как показано на рисунке D.29. Если размер муфты не позволяет нанести эту полосу, как показано на рисунке D.29, то она должна быть нанесена поверх полосы, нанесенной краской другого цвета.
А.9 SR15 Документ о приемочном контроле
А.9.1 SR15.1 Содержание
Изготовитель должен предоставить следующие данные (если применимо) по каждой позиции, по которой в заказе указано данное дополнительное требование. Документ о приемочном контроле изготовителя должен содержать ссылку на настоящий стандарт, по которому изготовлены изделия, и год его утверждения.
a) SR15.1.1 - наружный диаметр, толщину стенки, группу прочности, способ производства и вид термообработки;
b) SR15.1.2 - минимальную температуру отпуска, допустимую по документированной процедуре, для каждой партии обсадных и насосно-компрессорных труб (кроме трубных заготовок для муфт), подвергаемых закалке и отпуску или нормализации и отпуску;
c) SR15.1.3 - химический состав стали (плавки, изделия, по первичному и повторному анализу, если применимо) с указанием массовой доли в процентах всех элементов, которые имеют ограничения или должны быть указаны по настоящему стандарту;
d) SR15.1.4 - результаты испытаний на растяжение по настоящему стандарту, включая предел текучести, предел прочности и удлинение. Должны быть указаны тип, размер и ориентация образцов.
На диаграмме растяжения или в записях по испытаниям должны быть указаны ширина образцов, если применялись образцы в виде полосы, диаметр и расчетная длина, если применялись цилиндрические образцы, или должно быть указано, что применялись образцы полного сечения;
e) SR15.1.5 - результаты испытаний на ударный изгиб, включая критерии испытаний, размер, расположение и ориентацию образцов, фактическую температуру испытаний, с учетом снижения температуры при применении образцов меньшего размера, работу удара для каждого образца и среднее значение работы удара для комплекта образцов, если такие испытания предусмотрены настоящим стандартом.
Содержание вязкой составляющей должно быть указано только для изделий группы прочности С110, как указано в 7.3.1, и изделий, изготавливаемых в соответствии с требованиями PSL-2 и PSL-3, как указано в Е.6.1;
f) SR15.1.6 - результаты контроля твердости (включая число твердости по Роквеллу, тип и критерии контроля, расположение и ориентацию образца), если такой контроль предусмотрен настоящим стандартом;
g) SR15.1.7 - величина зерна и метод, применяемый для определения величины зерна;
h) SR15.1.8 - для изделий группы прочности С110, подвергаемых испытаниям на SSC в соответствии с А.13 SR39, указание о том, проводились ли испытания в испытательном растворе А или фактическое содержание , если оно было проведено в испытательном растворе по А.13.3 SR39.3;
i) SR15.1.9 - данные, требуемые по [9];
j) SR15.1.10 - расчетное испытательное гидростатическое давление и продолжительность испытаний;
k) SR15.1.11 -для сварных труб, сварное соединение которых подвергают неразрушающему контролю, должны быть указаны метод контроля [ультразвуковой, электромагнитный и (или) магнитопорошковый], тип и размер искусственного дефекта;
I) SR15.1.12 - для бесшовных труб, подвергаемых неразрушающему контролю (по основным требованиям настоящего стандарта, по дополнительным требованиям или по согласованию с заказчиком), должны быть указаны метод неразрушающего контроля (ультразвуковой, электромагнитный или магнитопорошковый), уровень приемки, расположение и ориентация искусственного(ых) дефекта(ов), тип и размер стандартного образца;
m) SR15.1.13 - минимальную температуру термообработки сварного соединения труб. Если термообработка не проводилась, в документе о приемочном контроле должно быть указано: "Без термообработки сварного соединения";
n) SR15.1.14 - результаты всех дополнительных испытаний, проводимых по требованию заказчика.
А.9.2 SR15.2 Сохранение идентификации плавки и партии
Изготовитель должен разработать и выполнять процедуру, обеспечивающую сохранение идентификации плавки и партии для изделий, на которые распространяется данное дополнительное требование. Процедура должна обеспечивать прослеживаемость изделий до соответствующей плавки и партии и до соответствующих результатов химического анализа и механических испытаний.
А.10 SR16 Испытания на ударный изгиб
А.10.1 SR16.1 Общие положения
Если в заказе на изделия групп прочности N80 тип Q и R95, класса прочности 2 (кроме группы прочности М65) и класса прочности 3 указано дополнительное требование SR16, то они должны быть подвергнуты испытаниям, указанным в 10.7, которые по 7.5.6 не являются для изготовителя обязательными. Если в заказе на изделия групп прочности Н40, J55, K55, K72 и N80 тип 1 указано дополнительное требование SR16, то они должны соответствовать требованиям А.10.2 SR16.2.
А.10.2 SR16.2 Общие требования
А.10.2.1 SR16.2.1 Оценка результатов испытаний
Испытаниям подвергают три образца, вырезанных из изделия, отобранного от каждой партии в соответствии с 10.2. Среднее значение результатов испытаний трех образцов должно соответствовать требованиям к работе удара, указанным в А.10.3 SR16.3. Для одного из образцов допускается значение работы удара не менее двух третей минимальной работы удара.
А.10.2.2 SR16.2.2 Размер образцов
В таблице С.21 приведены расчетные значения толщины стенки, необходимые для изготовления механически обработанных поперечных образцов полного размера, 3/4-размера и 1/2-размера. В таблице С.22 приведены такие же расчетные значения для продольных образцов. По таблицам С.21 или С.22 из образцов, расчетная толщина стенки которых менее толщины стенки испытуемого изделия, должен быть выбран образец наибольшего размера.
Если не могут быть изготовлены поперечные образцы полного размера (10x10 мм), для испытаний следует применять наибольшие из возможных поперечных образцов меньшего размера, указанных в таблице С.8. Если не могут быть изготовлены и такие образцы (или это не допускается по А.10.2.4 SR16.2.4), то для испытаний вместо поперечных образцов следует применять наибольшие из возможных продольных образцов, указанных в таблице С.8.
Если наружный диаметр или толщина стенки изделий не позволяет изготовить продольные образцы 1/2-размера, допускается не проводить испытания изделий, однако изготовитель должен использовать для их изготовления заготовки с документированными химическим составом стали и технологией, обеспечивающими получение работы удара, равной или превышающей установленные требования.
А.10.2.3 SR16.2.3 Допустимая кривизна образцов
Допускается обусловленная формой изделия кривизна одной из сторон окончательно обработанных поперечных образцов при условии соответствия размеров образцов требованиям, указанным на рисунке D.12. Применение таких образцов допускается для того, чтобы провести испытания поперечных образцов наибольшего возможного размера.
А.10.2.4 SR16.2.4 Порядок выбора образцов для испытаний
Порядок выбора образцов для испытаний по ориентации и размерам приведен в таблице С.9.
А.10.2.5 SR16.2.5 Образцы для испытаний альтернативного размера
По выбору изготовителя вместо образцов меньшего размера, указанных в А.10.2.2 SR16.2.2, допускается применять образцы альтернативного размера, указанные в таблице С.8. При этом образцы альтернативного размера в таблице С.9 должны быть указаны выше упомянутых образцов, а требование к работе удара должно быть скорректировано в соответствии с ориентацией и размером выбранных образцов.
А.10.2.6 SR16.2.6 Требования к работе удара для образцов меньшего размера
Значение минимальной работы удара для образцов меньшего размера должно быть равно значению минимальной работы удара для образцов полного размера, умноженному на коэффициент, указанный в таблице С.8, при этом не допускается подвергать испытаниям образцы меньшего размера, если рассчитанное значение минимальной работы удара менее 11 Дж.
А.10.3 SR16.3 Требования к работе удара для труб и заготовок для соединительных деталей с наружной резьбой
А.10.3.1 SR16.3.1 Группа прочности Н40
Работа удара для поперечных образцов полного размера независимо от толщины стенки должна быть не менее 16 Дж.
Работа удара для продольных образцов полного размера независимо от толщины стенки - 20 Дж.
А.10.3.2 SR16.3.2 Группы прочности J55, K55, K72
Работа удара для поперечных образцов полного размера независимо от толщины стенки должна быть не менее 20 Дж.
Работа удара для продольных образцов полного размера независимо от толщины стенки должна быть не менее 27 Дж.
А.10.3.3 SR16.3.3 Группа прочности N80 тип 1
Требования к работе удара для образцов полного размера приведены в таблицах С.80 SR16.5 и С.81 SR16.6.
Минимальная работа удара должна быть равна наибольшему из следующих значений:
- для поперечных образцов (см. таблицу С.80 SR16.5)
14 Дж или рассчитанному по формуле ![]() ; (А.2)
; (А.2)
- продольных образцов (см. таблицу С.81 SR16.6)
27 Дж или рассчитанному по формуле ![]() , (А.3)
, (А.3)
где ![]() - минимальная работа удара, Дж;
- минимальная работа удара, Дж;
![]() - минимальный предел текучести, равный 552 МПа;
- минимальный предел текучести, равный 552 МПа;
- толщина стенки, мм.
А.10.4 SR16.4 Требования к работе удара для заготовок для соединительных деталей со специальной отделкой концов (с резьбой без натяга)
Требования к работе удара должны соответствовать указанным в А.10.3 SR16.3. Критическую толщину стенки определяют, как указано в 7.3.2 и 7.6.6.
А.10.5 SR16.5 Процедура испытаний на ударный изгиб
А.10.5.1 SR16.5.1 Общие положения
Испытания на ударный изгиб проводят по [13] и [4] методом Шарпи на образцах с V-образным надрезом типа А. При испытаниях поперечных образцов от сварных труб надрез на образце должен быть расположен по линии сварного шва. Для испытаний продольных образцов от сварных труб проба для изготовления образцов должна быть отобрана на участке, расположенном под углом приблизительно 90° к линии сварного шва. При изготовлении образцов для испытаний на ударный изгиб не допускается выпрямление отобранной пробы.
А.10.5.2 SR16.5.2 Ориентация образцов
Ориентация образцов должна соответствовать указанной на рисунке D.11.
А.10.5.3 SR16.5.3 Температура испытаний
В заказе должна быть указана какая-либо из следующих температур испытаний образцов полного размера:
a) 21°С;
b) 0°С;
c) минус 10°С;
d) другая температура.
Отклонения температуры испытаний образцов полного размера не должны быть более ±3°С.
Для групп прочности Н40, J55, K55 и K72 температура испытаний образцов меньшего размера должна быть снижена, как указано в А.10.5.5 SR16.5.5.
Дополнительные требования PSL-2 и PSL-3 приведены в приложении Е.
Примечание - Для изготовления изделий групп прочности Н40, J55, K55 и K72 используют стали с более низкой прочностью, считающиеся чувствительными к скорости нагружения. Повышение скорости нагружения при испытаниях на ударный изгиб методом Шарпи, по сравнению со скоростью нагружения изделий при эксплуатации, приводит к сдвигу температуры перехода к хрупкому разрушению до более высоких температур. Следует ожидать, что хрупкое разрушение изделий при эксплуатации будет происходить при более низких температурах, чем при испытаниях методом Шарпи. Для большинства условий эксплуатации проведение испытаний изделий групп прочности Н40, J55, K55 и K72 при 21°С и более высоких групп прочности при 0°С является достаточным. Если эксплуатация изделий будет происходить при температуре ниже минус 18°С, рекомендуется проведение испытаний при более низких температурах.
A.10.5.4 SR16.5.4 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом от того же изделия. Испытания не должны быть признаны недействительными только потому, что результат испытаний образца не соответствует установленным требованиям.
А.10.5.5 SR16.5.5 Снижение температуры испытаний изделий групп прочности Н40, J55, K55 и K72 при применении образцов меньшего размера
Испытания образцов меньшего размера проводят со снижением температуры испытаний. Снижение температуры испытаний зависит от толщины стенки изделия и размера образцов.
Температура испытаний должна быть снижена, как указано в таблице С.82 SR16.7.
А.10.5.6 SR16.5.6 Периодичность испытаний
Для испытаний отбирают одно изделие от каждой партии.
А.10.5.7 SR16.5.7 Повторные испытания труб и заготовок для соединительных деталей
Если результаты испытаний более одного образца менее минимальной работы удара или результат испытаний одного образца менее двух третей минимальной работы удара, должны быть проведены повторные испытания трех дополнительных образцов от того же изделия. Результат испытаний каждого из дополнительных образцов должен быть не менее минимальной работы удара или изделие должно быть забраковано.
А.10.5.8 SR16.5.8 Замена забракованных труб и заготовок для соединительных деталей
Если результаты испытаний не соответствуют требованиям А.10.3 SR16.3 или A.10.4SR16.4, что применимо, и не соответствуют условиям повторных испытаний, указанным в А.10.5.7 SR16.5.7, то от трех дополнительных изделий из партии должно быть отобрано по три дополнительных образца. Если результаты испытаний всех отобранных образцов соответствуют требованиям, партия должна быть принята, за исключением забракованного по результатам первичных испытаний изделия. Если образцы от одного из дополнительно отобранных изделий не соответствуют установленным требованиям, изготовитель может подвергнуть испытаниям все остальные изделия партии или провести повторную термообработку партии и испытать ее как новую партию.
А.10.5.9 SR16.5.9 Округление результатов испытаний
При определении соответствия установленным требованиям результаты испытаний должны быть округлены до целого значения в соответствии [26] или [27]. Расчетные значения работы удара также должны быть округлены до целого значения.
А.10.6 SR16.6 Записи по испытаниям
В записях по испытаниям должны быть указаны: размер (то есть полный размер, 3/4-размера или 1/2-размера) и ориентация образцов, фактическая температура испытаний (температура испытаний с учетом снижения температуры для групп прочности Н40, J55, К55 и К72), результаты испытаний отдельных образцов (работа удара в джоулях и содержание вязкой составляющей в изломе образцов, если такое требование указано в заказе) и среднее значение работы удара для комплекта образцов.
А.10.7 SR16.7 Маркировка
В маркировке изделий, подвергаемых испытаниям по дополнительному требованию SR16, должны быть указаны: обозначение дополнительного требования, требуемая минимальная работа удара и температура испытаний для образцов полного размера (без снижения температуры испытаний для групп прочности Н40, J55, К55 и К72) со знаком плюс или минус. Маркировка должна быть нанесена краской после обозначения группы прочности.
Пример - S16-20-10C.
А.11 SR22 Резьбовое соединение LC повышенной герметичности
А.11.1 Общие положения
По согласованию между заказчиком и изготовителем к резьбовому соединению LC труб наружным диаметром до 244,48 мм включ. и муфт к ним должны быть применимы дополнительные требования по повышенной герметичности SR22. При этом изделия, соответствующие SR22, полностью взаимозаменяемы с изделиями с резьбовым соединением LC. Однако конструкционные критерии герметичности SR22 не распространяются на такие смешанные резьбовые соединения.
Примечание 1 - Другие положения по дополнительным требованиям SR22 приведены в [42], [43] и [44].
Использование резьбовой уплотнительной смазки, содержащей свинец, для свинчивания труб с муфтами, имеющими оловянное антизадирное покрытие резьбы, при повышенных температурах эксплуатации может привести к жидкому охрупчиванию металла муфт. Следует с осторожностью использовать резьбовую уплотнительную смазку, содержащую свинец, при температурах эксплуатации выше 135°С.
Примечание 2 - В область применения настоящего стандарта не входит применение изделий и резьбовых соединений изделий при повышенной температуре в кислых средах.
А.11.2 Повышенная герметичность
А.11.2.1 SR22.1 Общие положения
Обсадные трубы и муфты с резьбовым соединением LC повышенной герметичности должны соответствовать требованиям к размерам, контролю и антизадирному покрытию резьбы муфт, указанным в А.11 SR22 и [42].
А.11.2.2 SR22.2.a Маркировка труб клеймением
На расстоянии, равном максимальной длине свинчивания (см. таблицу С.83 SR22.1), от каждого торца каждой трубы должно быть нанесено клеймо в форме равностороннего треугольника высотой 9,52 мм с применением методов 3, 4 или 5, указанных в 11.2.1 (см. рисунок D.22 SR22.1).
(Поправка. ИУС N 8-2018).
А.11.2.3 SR22.2.b Маркировка труб краской
На свободном от муфты конце (промысловом конце) каждой трубы должна быть нанесена полоса краской зеленого цвета (см. рисунок D.22 SR22.1).
А.11.2.4 SR22.2.c Маркировка муфт клеймением
В маркировке каждой муфты должно быть указано "SR22" с применением методов 3 или 5, приведенных в 11.2.1.
А.11.2.5 SR22.2.d Цветовые кольцевые полосы на муфтах
На наружную поверхность каждой муфты вблизи от одного из торцов должны быть краской нанесены кольцевые полосы:
- одна (две или ни одной, как указано в таблице С.74) полоса - цветом, установленным для группы прочности стали, из которой изготовлена муфта;
- дополнительная полоса - зеленым цветом.
А.11.2.6 SR22.3 Дополнительные требования по контролю специальной оправкой
Обсадные трубы, заказываемые с контролем оправкой диаметром, превышающим диаметр, указанный в таблицах С.29 и С.30, могут быть подвергнуты изготовителем такому контролю без расточки или с расточкой концов труб по внутреннему диаметру. Для каждого из концов труб должно быть выполнено одно из следующих действий:
a) проведен контроль труб специальной оправкой диаметром , указанным для варианта 1 в таблице D.9 на рисунке D.23 SR22.2. Оправка должна быть введена на расстояние, равное или превышающее расстояние
. Если внутренний диаметр концов труб меньше диаметра специальной оправки, они должны быть расточены по внутреннему диаметру в соответствии с перечислением b;
b) выполнение конической расточки концов труб по внутреннему диаметру (с конусностью от 2 до 15°), при этом диаметр расточки и угол расточки
должны соответствовать требованиям, указанным для варианта 2 в таблице D.9 на рисунке D.23 SR22.2. Не требуется механическая обработка поверхности конической расточки по всей окружности. Расточка должна иметь плавный переход к внутреннему диаметру трубы. Если расточка выполнена, то внутренний диаметр
каждого конца трубы должен соответствовать требованиям, указанным для варианта 2 в таблице D.9 на рисунке D.23 SR22.2.
А.11.2.7 SR22.4.1 Нанесение резьбовой уплотнительной смазки
Резьбовая уплотнительная смазка, соответствующая [45] или [46], должна быть нанесена по одному из следующих вариантов:
- на всю резьбу трубы;
- на всю резьбу муфты;
- на участок резьбы с полным профилем трубы шириной приблизительно 25 мм и на всю резьбу муфты.
Смазка должна быть нанесена на поверхность резьбы равномерно, при этом контур резьбы должен быть четко различим.
Заказчик должен учитывать, что соблюдение требований [45] или [46] не гарантирует адекватных эксплуатационных характеристик резьбовой уплотнительной смазки в промысловых условиях. Ответственность за оценку полученных результатов испытаний смазки, записей по проведенным испытаниям и определение соответствия резьбовой уплотнительной смазки конкретным условиям эксплуатации несет заказчик.
А.11.2.8 SR22.4.2 Свинчивание труб с муфтами
Требования SR22 относятся к положению торца муфты и числу оборотов при механическом свинчивании труб с муфтами, а не к моменту свинчивания. Момент свинчивания является не критерием приемки свинчивания труб с муфтами, а показателем контроля процесса. Свинчивание должно быть забраковано, если торец муфты не доходит до требуемого положения при минимальном числе оборотов, установленном для механического свинчивания.
А.11.2.9 SR22.4.3 Частота вращения при свинчивании труб с муфтами
Частота вращения при механическом свинчивании труб с муфтами должна быть не более 10 об/мин.
А.11.2.10 SR22.4.4 Критерии приемки свинчивания труб с муфтами
Приемка механического свинчивания резьбового соединения с дополнительными требованиями SR22 может быть проведена по разным критериям. Свинчивание должно быть забраковано, если при минимальном числе оборотов торец муфты не доходит до требуемого положения. Свинчивание также должно быть забраковано, если торец муфты заходит за вершину треугольного клейма. Проверку свинчивания труб с муфтами проводят одним из следующих способов:
a) по числу оборотов: число оборотов должно быть равно или превышать минимальное число оборотов, указанное в таблице С.83 SR22.1. Свинчивание начинают с крутящим моментом, указанным в таблице С.83 SR22.1. При свинчивании должны быть обеспечены надлежащая соосность применяемого оборудования, одинаковые показатели свинчивания разных труб и минимизированы факторы, вызывающие колебания момента свинчивания;
b) по положению: свинчивание должно быть выполнено так, чтобы торец муфты находился между основанием и вершиной треугольного клейма. Число оборотов при механическом свинчивании должно быть равно или превышать минимальное число оборотов, указанное в таблице С.83 SR22.1.
А.11.2.11 SR22.4.5 Развинчивание и последующее свинчивание труб с муфтами
Если резьбовое соединение трубы с муфтой развинчивают, то последующее свинчивание должно быть выполнено в соответствии с А.11.2.10 SR22.4.4.
А.12 SR38 Статистические испытания на растяжение труб групп прочности С90, Т95 и С110
А.12.1 SR38.1 Общие положения
Статистические испытания на растяжение проводят, если в заказе указаны дополнительные требования SR38 или по выбору изготовителя:
- для определения свойств всех труб партии;
- для определения допустимого минимального предела текучести для партии статистическим методом, как указано в 10.2.
Примечание - Дополнительное требование SR38 применяют в случаях, когда разность максимального и минимального предела текучести менее 103 МПа.
А.12.2 SR38.2 Периодичность испытаний
Периодичность испытаний на растяжение должна быть не менее одной трубы от каждых 20 труб партии. Если в партии менее 20 труб, испытаниям подвергают каждую трубу. Выбор труб для испытаний должен быть случайным, но выбранные трубы должны представлять всю партию. Партия может состоять из любого количества труб при условии ее соответствия требованиям 10.2.2.
А.12.3 SR38.3 Определение предела текучести
Предел текучести каждой трубы определяют, как указано в 10.4. Приемку партии проводят по среднему значению и среднеквадратичному отклонению предела текучести. Среднее значение и среднеквадратичное отклонение определяют с помощью стандартных статистических методов.
При определении среднего значения и среднеквадратичного отклонения должны учитываться все удовлетворительные (см. 10.4.8) результаты испытаний труб от партии. К ним относятся результаты испытаний, проводимых для контроля процесса, и результаты испытаний труб, которые были признаны не соответствующими требованиям к пределу текучести. Партия должна быть принята, если среднее значение предела текучести для партии за вычетом среднеквадратичного отклонения, умноженного на 1,74, равно или превышает минимальный предел текучести, указанный в таблице С.5.
Примечание - Коэффициент 1,74 определен по коэффициентам предельного допустимого качества (AQL), равного 0,01, предельного бракуемого качества (RQL), равного 0,10, альфа-коэффициента, равного 0,05, и бета-коэффициента, равного 0,10.
А.12.4 SR38.4 Дополнительные испытания для аттестации партии
Изготовитель может провести дополнительные испытания на растяжение партии труб (кроме партии менее 20 труб, см. А.12.2 SR38.2). Выбор труб для дополнительных испытаний должен быть произвольным. Результаты первичных и дополнительных испытаний учитывают при приемке партии, как указано в А.12.3 SR38.3.
Изготовитель может подвергнуть дополнительным испытаниям столько труб, сколько необходимо для получения среднего значения или среднеквадратичного отклонения предела текучести, удовлетворяющего критериям приемки, указанным в А.12.3 SR38.3.
А.12.5 SR38.5 Повторные испытания для аттестации труб
Если результат испытаний на растяжение образца от какой-либо трубы не соответствует установленным требованиям, изготовитель может забраковать эту трубу или провести дополнительные испытания на растяжение (как указано в 10.4) на образцах, отобранных от обоих концов этой трубы. Результаты повторных испытаний должны соответствовать требованиям, указанным в таблице С.5. Кроме этого, среднее значение предела текучести, определенное по одному результату первичных испытаний и двум результатам повторных испытаний, должно соответствовать требованиям, указанным в таблице С.5, или данная труба должна быть забракована. Определенное таким образом среднее значение предела текучести трубы (по одному результату первичных испытаний и двум результатам повторных испытаний) учитывают вместо результатов первичных испытаний как среднее значение и среднеквадратичное отклонение предела текучести для партии, как указано в А.12.3 SR38.3.
Другие дополнительные испытания для аттестации труб не допускаются.
Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
А.13 SR39 Альтернативные испытания на SSC методом D изделий группы прочности С110
А.13.1 SR39.1 Требования к испытаниям
Изготовитель должен провести испытания каждой партии, определяемой по 10.2, методом D по [9] в альтернативном испытательном растворе, указанном в А.13.3 SR39.3. Результаты этих испытаний не должны учитываться при принятии решения о соответствии изделий требованиям настоящего стандарта.
А.13.2 SR39.2 Расположение и отбор образцов для испытаний
Отбор изделий и образцов для испытаний должен соответствовать требованиям 10.10.3.
А.13.3 SR39.3 Альтернативный испытательный раствор
Альтернативный испытательный раствор должен соответствовать следующим требованиям:
a) состав испытательного раствора (в массовых долях) должен быть следующим: 5% хлористого натрия и 0,40% уксуснокислого натрия, растворенных в дистиллированной или деионизированной воде (например, 50,0 г хлористого натрия и 4,0 г уксуснокислого натрия на 946 г дистиллированной или деионизированной воды);
b) рН испытательного раствора перед или после насыщения его сероводородом должен быть уменьшен до 4,0 или менее с помощью HCI или NaOH, что применимо;
c) состав испытательной газовой смеси (в молях или объемных долях, но не массовых долях) должен быть следующим: 7,0% или более сероводорода (при стандартной температуре и стандартном давлении), остальное - азот. Газовая смесь должна быть приготовлена поставщиком и сертифицирована;
d) концентрацию сероводорода в испытательном растворе измеряют в течение 12-24 ч с начала насыщения раствора газовой смесью, а также в конце испытаний и указывают в записях по испытаниям. Если изготовитель применяет альтернативный метод измерений концентрации сероводорода, он должен разработать и задокументировать процедуру измерений для подтверждения насыщения раствора сероводородом в течение 12-24 ч с начала насыщения. Концентрация или массовая доля сероводорода должна быть не менее 160 ppm. Пробу раствора отбирают анаэробным методом для предотвращения попадания в раствор кислорода или утечки сероводорода. Применяемые методы измерений концентрации сероводорода приведены в [47] и приложении Н настоящего стандарта.
A.13.4 SR39.4 Условия испытаний
При определении среднего значения критического коэффициента интенсивности напряжений ![]() следует учитывать все результаты испытаний.
следует учитывать все результаты испытаний.
Испытаниям подвергают образцы полного размера толщиной 5,53 мм, кроме случаев, указанных в 10.10.2.
Испытаниям подвергают образцы без предварительного усталостного растрескивания или с предварительным усталостным растрескиванием. Если применяют образцы с предварительным растрескиванием, коэффициент интенсивности напряжений ![]() должен быть не более 20,7 МПа м
должен быть не более 20,7 МПа м.
Смещение консолей должно быть равно 0,89 мм.
А.13.5 SR39.5 Признание испытаний недействительными
Испытания должны быть признаны недействительными в случаях, указанных в 10.10.6.
А.13.6 SR39.6 Дополнительные требования к испытаниям
Дополнительные требования к испытаниям должны соответствовать 10.10.2.
После выдержки образцов DCB в испытательном растворе их вынимают из раствора и через три дня измеряют растягивающую нагрузку. При оценке результатов испытаний должны учитываться трещины любой длины, включая сухие трещины. Длина сухих трещин должна быть указана в записях по испытаниям только для справки.
Примечание - Сухие трещины, вызванные SSC, имеют более светлый оттенок, характеризуются той же топологией, что и черные трещины, вызванные SSC, но имеют большую длину.
А.14 SR40 Сварные обсадные, насосно-компрессорные и короткие трубы классов прочности 1 и 2
А.14.1 SR40.1 Высота сварного грата и его удаление
На внутренних сварных швах не допускается наличие грата независимо от его высоты. При удалении внутреннего грата на поверхности сварных швов допускаются углубления не более 0,38 мм, без острых кромок, препятствующих проведению неразрушающего контроля.
Трубы с остатками внутреннего грата, не соответствующие указанным требованиям, должны быть забракованы или подвергнуты ремонту шлифованием.
А.14.2 SR40.2 Неразрушающий контроль сварных соединений
Проверку оборудования для ультразвукового контроля сварных соединений, кроме контроля толщины стенки, проводят по стандартным образцам с искусственными дефектами, указанными в таблицах С.71 и С.72.
Оборудование должно быть настроено на получение четких сигналов от каждого искусственного дефекта, выполненного на стандартном образце. Сигналы от искусственных дефектов должны соответствовать требуемой чувствительности контроля. По согласованию между заказчиком и изготовителем допускается применение стандартных образцов с надрезами на наружной и внутренней поверхности меньшей длины.
А.15 SR23 Бесшовные трубы, короткие трубы, трубные заготовки для муфт и заготовки для соединительных деталей группы прочности L80 тип 1, обладающие стойкостью к SSC
А.15.1 SR23.1 Общие положения По согласованию между заказчиком и изготовителем должны быть применимы дополнительные требования по стойкости к SSC бесшовных труб, коротких труб, трубных заготовок для муфт и заготовок для соединительных деталей группы прочности L80 тип 1. d) управляемости процессом производства (см.7.9); f) величины зерна (см. 7.11); g) стойкости к SSC (см. 7.14.1); h) качеству поверхности (см. 8.13.1, 9.12.5, таблицы С.31 и С.42); i) защиты муфт с механически обработанной наружной поверхностью (см. 9.16); j) размера партии для механических испытаний (см. 10.2.2); k) периодичности и отбора образцов для испытаний на растяжение (см. 10.4.4, 10.4.10, таблицы С.43-С.45), контроля твердости (см. 10.6.5-10.6.7), испытаний на SSC (см. 10.10.2, 10.10.3); l) методов и условий контроля твердости (см. 10.6.10, 10.6.15, 10.6.16), метода определения величины зерна (см. 10.8), контроля прокаливаемости (см. 10.9.1), испытаний на SSC (см. 10.10.1, 10.10.4-10.10.6); m) методов и уровней приемки неразрушающего контроля (см. 10.15.1, 10.15.3, 10.15.9, таблицы С.70 и С.71); n) маркировки клеймением (см. 11.2.5); А.15.2 SR23.2 Стойкость к сульфидному растрескиванию под напряжением Изделия должны выдерживать испытания на SSC для проверки соответствия следующим требованиям: - смещение консолей должно быть равно (0,75±0,05) мм. А.15.3 SR23.3 Маркировка группы прочности В текстовой маркировке изделий группы прочности L80 тип 1, обладающих стойкостью к SSC, группа прочности должна быть указана как "L80S". |
Приложение В
(обязательное)
Инспекция, проводимая заказчиком
В.1 Извещение об инспекции
При необходимости приемки изделий инспектором, представляющим заказчика, или его присутствия при контроле и испытаниях изделий изготовитель должен известить инспектора о времени начала изготовления изделий.
В.2 Доступ к оборудованию Инспектор, представляющий заказчика, должен иметь неограниченный доступ в течение всего времени выполнения заказа на все участки предприятия, связанные с выполнением заказа. Изготовитель должен предоставить проверяющей стороне полную возможность убедиться в том, что изделия изготавливают в соответствии с требованиями настоящего стандарта. |
В.3 Соответствие требованиям
Изготовитель отвечает за соответствие изделий всем требованиям настоящего стандарта. Заказчик имеет право проводить любые испытания изделий, необходимые для подтверждения соответствия требованиям, и может забраковать любое изделие, не соответствующее настоящему стандарту.
В.4 Отбраковка
Если между заказчиком и изготовителем не согласовано иное, то изделия, принятые на предприятии-изготовителе, но оказавшиеся при входном контроле у заказчика или эксплуатации не соответствующими установленным требованиям, могут быть забракованы, а изготовитель уведомлен об этом. При проведении разрушающего контроля любое изделие, не соответствующее требованиям настоящего стандарта, должно быть забраковано. Действия в отношении забракованных изделий должны быть согласованы между заказчиком и изготовителем.
Приложение С
(обязательное)
Таблицы
Таблица С.1 - Размеры, массы, группы прочности и виды отделки концов обсадных труб
Нару- | Мас- | Тол- | Вид отделки концов трубы для группы прочности | ||||||||||
Н40 | J55, K55 | M65 | L80, R95 | N80 | C90, T95 | C110 | P110 | Q125 | Q135 | ||||
101,60 | 11,20 | 6,50 | - | РМ | - | PM | - | - | - | PM | - | - | |
114,30 | 14,14 | 5,21 | PS | PS | PS | - | P | - | - | - | - | - | |
15,63 | 5,69 | Р | PSB | PSB | - | P | - | - | - | - | - | ||
17,26 | 6,35 | Р | PSLBM | PSLBM | PLBM | PLBM | PLBM | P | PLBM | PLM | PLM | ||
20,09 | 7,37 | Р | PLM | PLBM | PLBM | PLBM | PLBM | P | PLBM | PLM | PLM | ||
22,47 | 8,56 | Р | PLMT | PLMT | PLMT | PLMT | PLMT | - | PLBMT | PLBMT | PLMT | ||
26,32 | 10,20 | - | - | - | PLMT | PLMT | PLMT | - | PLMT | PLMT | PLMT | ||
127,00 | 17,11 | 5,59 | - | PS | PS | - | - | - | - | - | - | - | |
19,35 | 6,43 | - | PSLBM | PSLBM | PLM | PLM | PLM | - | PLM | - | - | ||
22,32 | 7,52 | - | PSLBM | PLBM | PLBM | PLBM | PLBM | P | PLBM | - | PLM | ||
26,79 | 9,19 | - | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLMT | ||
30,92 | 10,70 | - | PLMT | - | PLMT | PLMT | - | - | PLMT | PLMT | PLMT | ||
31,85 | 11,10 | - | - | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLMT | ||
34,53 | 12,14 | - | - | - | PLB | PLB | PLB | P | PLB | PLB | - | ||
35,86 | 12,70 | - | - | - | PLB | PLB | PLB | P | PLB | PLB | - | ||
139,70 | 20,83 | 6,20 | PSM | PSM | PSM | - | PSM | - | - | - | - | - | |
23,07 | 6,98 | PSLM | PSLBM | PSLBM | PLM | PSLM | PLM | - | PSM | - | - | ||
25,30 | 7,72 | PSLM | PSLBM | PSLBM | PLBM | PSLBM | PLBM | P | PLBM | PLM | PLM | ||
29,76 | 9,17 | PLMT | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLMT | PLMT | ||
34,23 | 10,54 | PLMT | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLMT | ||
- | 12,70 | - | P | - | P | P | P | P | P | - | - | ||
- | 14,27 | - | - | - | - | - | P | P | - | - | - | ||
- | 15,88 | - | - | - | - | - | P | P | - | - | - | ||
- | 17,45 | - | - | - | - | - | P | P | - | - | - | ||
- | 19,05 | - | - | - | - | - | P | P | - | - | - | ||
- | 20,62 | - | - | - | - | - | P | P | - | - | - | ||
- | 22,22 | - | - | - | - | - | P | P | - | - | - | ||
146,05 | 22,25 | 6,50 | PSM | PSBM | PSBM | - | PSM | - | - | - | - | - | |
23,86 | 7,00 | PSLM | PSLBM | PSLBM | PLBM | PSLBM | PLM | - | PLB | - | - | ||
26,13 | 7,70 | PSLM | PSLBM | PSLBM | PLBM | PSLBM | PLBM | - | PLBM | - | - | ||
28,70 | 8,50 | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | - | PLBMT | PLBMT | PLMT | ||
31,85 | 9,50 | PLMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | - | PLBMT | PLBMT | PLMT | ||
35,58 | 10,70 | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | - | PLBMT | PLBMT | PLMT | ||
- | 12,70 | - | - | - | - | - | P | - | - | - | - | ||
- | 14,27 | - | - | - | - | - | P | - | - | - | - | ||
- | 15,88 | - | - | - | - | - | P | - | - | - | - | ||
- | 17,45 | - | - | - | - | - | P | - | - | - | - | ||
- | 19,05 | - | - | - | - | - | P | - | - | - | - | ||
- | 20,62 | - | - | - | - | - | P | - | - | - | - | ||
- | 22,22 | - | - | - | - | - | P | - | - | - | - | ||
168,28 | 29,76 | 7,32 | PSLBM | PSLBM | PSLBM | PLBM | PSLBM | - | - | - | - | - | |
35,72 | 8,94 | PSLBMT | PSLBMT | PLBMT | PLBMT | PSLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
41,67 | 10,59 | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
47,62 | 12,06 | - | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
- | 12,70 | - | - | - | - | - | P | - | - | - | - | ||
- | 14,27 | - | - | - | - | - | P | - | - | - | - | ||
- | 15,88 | - | - | - | - | - | P | - | - | - | - | ||
- | 17,45 | - | - | - | - | - | P | - | - | - | - | ||
- | 19,05 | - | - | - | - | - | P | - | - | - | - | ||
- | 20,62 | - | - | - | - | - | P | - | - | - | - | ||
- | 22,22 | - | - | - | - | - | P | - | - | - | - | ||
177,80 | 25,89 | 5,87 | PS | PS | - | - | PS | - | - | - | - | - | |
30,06 | 6,91 | PSBM | PSBM | PSB | - | PSM | - | - | - | - | - | ||
34,67 | 8,05 | PSLBM | PSLBM | PLBM | PLBM | PSLBM | PLBM | P | - | - | - | ||
39,14 | 9,19 | PSLBMT | PSLBMT | PLBM | PLBMT | PSLBMT | PLBM | P | PLBMT | PLBM | PLBMT | ||
43,60 | 10,36 | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
47,92 | 11,51 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
52,23 | 12,65 | РВМ | PLBMT | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
56,10 | 13,72 | - | - | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
60,45 | 15,00 | - | - | - | PLBMT | - | - | - | PLBMT | - | PLBMT | ||
- | 15,88 | - | - | - | - | - | P | P | - | - | - | ||
- | 17,45 | - | - | - | - | - | P | P | - | - | |||
- | 19,05 | - | - | - | - | - | P | P | - | - | - | ||
- | 20,62 | - | - | - | - | - | P | P | - | - | - | ||
- | 22,22 | - | - | - | - | - | P | P | - | - | - | ||
193,68 | 35,72 | 7,62 | PSBM | PSBM | - | - | - | - | - | - | - | - | |
39,29 | 8,33 | РВМ | PSLBM | PSLB | PLBM | PLBM | PLBM | P | PLMB | PLMB | PLMB | ||
44,20 | 9,52 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBM | PLBMT | ||
50,15 | 10,92 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
58,04 | 12,70 | РВМ | PLBMT | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
63,69 | 14,27 | - | - | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
67,41 | 15,11 | - | - | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
70,09 | 15,88 | - | - | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
- | 17,45 | - | - | - | - | - | P | P | - | - | - | ||
- | 19,05 | - | - | - | - | - | P | P | - | - | - | ||
196,85 | - | 15,11 | - | - | - | P | P | P | P | P | P | - | |
219,08 | 35,72 | 6,71 | PS | PS | PS | - | PS | - | - | - | - | - | |
41,67 | 7,72 | PSBM | PSBM | PS | - | PSM | - | - | - | - | - | ||
47,62 | 8,94 | PSLBMT | PSLBMT | PSLBMT | PBMT | PSLBMT | PLBM | - | PLBMT | PBM | PBM | ||
53,57 | 10,16 | PSLBMT | PSLBMT | PSLBMT | PLBMT | PSLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
59,53 | 11,43 | РВМ | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
65,48 | 12,70 | РВМ | PLBMT | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
72,92 | 14,15 | - | - | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
244,48 | 48,07 | 7,92 | PSBM | PSBM | - | - | PSM | - | - | - | - | - | |
53,57 | 8,94 | PSLBMT | PSLBMT | PSLBMT | PLBMT | PSLBMT | PLBM | - | PLBMT | PBM | PBM | ||
59,53 | 10,03 | PSLBMT | PSLBMT | PSLBMT | PLBMT | PSLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
64,73 | 11,05 | PBM | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
69,94 | 11,99 | PBM | PLBMT | PLBMT | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
79,62 | 13,84 | PBM | PLBMT | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
86,91 | 15,11 | - | - | - | PLBMT | PLBMT | PLBMT | P | PLBMT | PLBMT | PLBMT | ||
- | 15,47 | - | - | - | - | - | P | P | - | - | - | ||
91,11 | 15,90 | - | - | - | PLBMT | - | - | - | PLBMT | - | PLBMT | ||
- | 17,07 | - | - | - | - | - | P | P | - | - | - | ||
- | 18,64 | - | - | - | - | - | P | P | - | - | - | ||
- | 20,24 | - | - | - | - | - | P | P | - | - | - | ||
250,83 | 87,80 | 15,88 | - | - | - | - | PT | PT | - | PT | PT | PT | |
273,05 | 48,74 | 7,09 | PS | PS | - | - | - | - | - | - | - | - | |
60,27 | 8,89 | PSBM | PSBMT | PSBMT | PSBMT | PSMT | PSBM | - | PSBMT | - | - | ||
67,71 | 10,16 | PBM | PSBMT | PSBMT | PSBMT | PSMT | PSBMT | - | PSBMT | PSBMT | PSBMT | ||
75,90 | 11,43 | PBM | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | P | PSBMT | PSBMT | PSBMT | ||
82,59 | 12,57 | PBM | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | P | PSBMT | PSBMT | PSBMT | ||
90,33 | 13,84 | PBM | PSBMT | - | PSBMT | PSMT | PSBMT | P | PSBMT | PSBMT | PSBMT | ||
97,77 | 15,11 | - | - | - | PSBMT | PSMT | PSBMT | P | PSBMT | PSBMT | PSBMT | ||
105,49 | 16,50 | - | PMT | - | PSMT | - | - | - | PSMT | - | PSMT | ||
- | 17,07 | - | - | - | - | - | P | P | - | - | - | ||
- | 18,64 | - | - | - | - | - | P | P | - | - | - | ||
- | 20,24 | - | - | - | - | - | P | P | - | - | - | ||
298,45 | 62,50 | 8,46 | PS | PSM | - | - | - | - | - | - | - | - | |
69,94 | 9,53 | - | PSBM | PSBM | PM | PM | - | - | - | - | - | ||
80,36 | 11,05 | - | PSBM | PSBM | PSM | PSM | PSM | - | PSM | - | - | ||
89,29 | 12,42 | - | PSBM | PSBM | PSBM | PSBM | PSBM | P | PSBM | PSBM | PSM | ||
96,73 | 13,56 | - | PM | - | P | P | P | P | P | P | - | ||
105,86 | 14,78 | - | PM | - | PSM | PSM | PSM | P | PSM | PSM | PSM | ||
323,85 | - | 7,70 | Р | Р | - | - | - | - | - | - | - | - | |
68,32 | 8,50 | РВМ | PSBM | PS | PM | - | - | - | PBM | - | - | ||
75,72 | 9,50 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | - | PBM | PB | PB | ||
87,46 | 11,00 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | - | PSBM | PB | PB | ||
96,91 | 12,40 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | PSBMT | - | PSBMT | PSBMT | PSBMT | ||
108,43 | 14,00 | РВМ | PSBMT | PSBMT | PSBMT | PSBMT | - | - | PSBMT | PSBMT | PSBMT | ||
339,72 | 71,43 | 8,38 | PS | PS | - | - | - | - | - | - | - | - | |
81,10 | 9,65 | РВМ | PSBM | PSBM | PSBM | PSBM | PSBM | - | - | - | - | ||
90,78 | 10,92 | РВМ | PSBM | PSBM | PSBM | PSBM | PSBM | - | - | - | - | ||
101,19 | 12,19 | РВМ | PSBM | PSBM | PSBM | PSBM | PSBM | P | PSBM | - | - | ||
107,15 | 13,06 | РВМ | РВМ | - | PSBM | PSBM | PSBM | P | PSBM | PSBM | PSBM | ||
114,86 | 14,0 | - | PSM | - | PSM | PSM | - | - | PSM | - | PSM | ||
126,35 | 15,4 | - | PM | - | PSM | - | - | - | PSM | - | PSM | ||
350,52 | - | 9,00 | - | P | - | - | - | - | - | - | - | - | |
- | 10,00 | - | P | - | - | - | - | - | - | - | - | ||
- | 11,00 | - | P | - | - | - | - | - | - | - | - | ||
- | 12,00 | - | P | - | - | - | - | - | - | - | - | ||
376,76 | - | 9,00 | - | P | - | - | - | - | - | - | - | - | |
- | 10,00 | - | P | - | - | - | - | - | - | - | - | ||
- | 11,00 | - | P | - | - | - | - | - | - | - | - | ||
- | 12,00 | - | P | - | - | - | - | - | - | - | - | ||
406,40 | 96,73 | 9,53 | PS | - | - | - | - | - | - | - | - | - | |
111,61 | 11,13 | - | PSB | PSB | - | - | - | - | - | - | - | ||
125,01 | 12,57 | - | PSB | PSB | - | - | - | - | - | - | - | ||
- | 16,66 | - | P | - | P | P | - | - | P | P | - | ||
425,45 | - | 8,00 | Р | - | - | - | - | - | - | - | - | - | |
- | 8,90 | Р | - | - | - | - | - | - | - | - | - | ||
108,53 | 10,00 | Р | PB | - | PB | PB | - | - | - | - | - | ||
118,50 | 11,00 | - | PB | - | PB | PB | - | - | - | - | - | ||
- | 11,50 | Р | Р | Р | - | - | - | - | - | - | - | ||
128,42 | 12,00 | - | РВ | - | РВ | РВ | - | - | - | - | - | ||
473,08 | 130,21 | 11,05 | PS | PSB | PSB | - | - | - | - | - | - | - | |
508,00 | 139,89 | 11,13 | PSL | PSLB | PSLB | - | - | - | - | - | - | - | |
158,49 | 12,70 | - | PSLB | PSLB | - | - | - | - | - | - | - | ||
197,93 | 16,13 | - | PSLB | - | - | - | - | - | - | - | - | ||
| |||||||||||||
Масса рассчитана как среднее значение массы для всех типов резьбовых соединений и длины трубы 8,2 м. | |||||||||||||
| |||||||||||||
Таблица С.2 - Размеры, массы, группы прочности и виды отделки концов насосно-компрессорных труб
Нару- | Масса на единицу длины трубы с резьбой и муфтой | Тол- | Вид отделки концов трубы для группы прочности | |||||||||||||
NU | EU | НКТН | НКТВ | НКМ | Н40 | J55, K55 | K72 | L80 | N80 | C90 | T95 | P110 | Q135 | |||
26,67 | 1,70 | 1,79 | - | 1,74 | - | 2,87 | PNU | PNUH | РН | PNU | PNUH | PNU | PNU | - | - | |
- | 2,29 | - | - | - | 3,91 | PU | PU | - | PU | PU | PU | PU | PU | - | ||
33,40 | 2,53 | 2,68 | 2,54 | 2,57 | - | 3,38 | PNU | PNUKH | - | PNUKH | PNUKH | PNUKH | PNUKH | - | - | |
- | - | 2,62 | 2,65 | - | 3,50 | - | РКН | РКН | РКН | РКН | - | - | - | - | ||
- | 3,33 | 3,27 | 3,30 | - | 4,55 | PU | PUKH | - | PUKH | PUKH | PUKH | PUKH | PUKH | - | ||
42,16 | - | - | - | - | - | 3,18 | Р | Р | - | - | - | - | - | - | - | |
3,42 | 3,57 | 3,45 | 3,49 | - | 3,56 | PNU | PNUKH | PNUKH | PNUKH | PNUKH | PNUKH | PNUKH | - | - | ||
- | 4,57 | 4,51 | 4,55 | - | 4,85 | PU | PUKH | - | PUKH | PUH | PUH | PUH | PUH | - | ||
48,26 | - | - | - | - | - | 3,18 | Р | Р | - | - | - | - | - | - | - | |
4,09 | 4,32 | 4,08 | 4,19 | - | 3,68 | PNU | PNUKH | - | PNUKH | PNUKH | PNU | PNU | - | - | ||
- | - | 4,42 | 4,53 | - | 4,00 | - | PKH | PKH | PKH | PKH | - | - | - | - | ||
- | 5,55 | - | - | - | 5,08 | PU | PU | - | PU | PU | PU | PU | PU | - | ||
- | - | - | - | - | 6,35 | - | - | - | P | - | P | P | - | - | ||
- | - | - | - | - | 7,62 | - | - | - | P | - | P | P | - | - | ||
52,40 | - | - | - | - | - | 3,96 | P | P | - | P | P | P | P | - | - | |
- | - | - | - | - | 5,72 | P | P | - | P | P | P | P | P | - | ||
60,32 | 5,95 | - | 5,99 | 6,12 | 6,04 | 4,24 | PN | PNKH | - | PNKH | PNKH | PNKH | PNKH | - | PKH | |
6,85 | 6,99 | 6,73 | 6,86 | 6,78 | 4,83 | PNU | PNUKH | - | PNUKH | PNUKH | PNUKH | PNUKH | PNUH | PKH | ||
- | - | 6,94 | 7,06 | 6,99 | 5,00 | - | PKHC | PKHC | PKHC | PKHC | PKHC | PKHC | PHC | PKHC | ||
8,63 | 8,85 | 8,67 | 8,79 | 8,72 | 6,45 | - | - | - | PNUKH | PNUKH | PNUKH | PNUKH | PNUKH | PKH | ||
- | - | - | - | - | 7,49 | - | - | - | P | - | P | P | - | - | ||
- | 11,09 | - | - | - | 8,53 | - | - | - | PU | - | PU | PU | - | - | ||
73,02 | 9,52 | 9,67 | 9,41 | 9,61 | 9,41 | 5,51 | PNU | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PKHC | |
11,61 | 11,76 | 11,62 | 11,82 | 11,63 | 7,01 | - | PKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PKHC | ||
12,80 | 12,95 | - | - | - | 7,82 | - | - | - | PNU | PNU | PNU | PNU | PNU | - | ||
- | 14,06 | - | - | - | 8,64 | - | - | - | PU | - | PU | PU | - | - | ||
- | - | - | - | - | 9,96 | - | - | - | P | - | P | P | - | - | ||
- | - | - | - | - | 11,18 | - | - | - | P | - | P | P | - | - | ||
88,90 | 11,46 | - | - | - | - | 5,49 | PN | PN | - | PN | PN | PN | PN | - | - | |
13,69 | 13,84 | 13,47 | 13,78 | 13,52 | 6,45 | PNU | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PKHC | ||
15,18 | - | 15,09 | 15,39 | 15,14 | 7,34 | PN | PNKHC | - | PNKHC | PNKHC | PNKHC | PNKHC | PKHC | PKHC | ||
- | - | 16,27 | 16,58 | 16,33 | 8,00 | - | PKHC | PHC | PKHC | PKHC | PKHC | PKHC | PKHC | PKHC | ||
18,90 | 19,27 | 18,92 | 19,22 | 18,97 | 9,52 | - | - | - | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PNUKHC | PKHC | ||
- | - | - | - | - | 10,92 | - | - | - | P | - | P | P | - | - | ||
- | - | - | - | - | 12,09 | - | - | - | P | - | P | P | - | - | ||
- | - | - | - | - | 13,46 | - | - | - | P | - | P | P | - | - | ||
101,60 | 14,14 | - | - | - | - | 5,74 | PN | PN | - | PN | PN | PN | PN | - | - | |
- | - | 15,69 | 15,98 | 15,77 | 6,50 | - | PKHC | PKHC | PKHC | PKHC | PKHC | PKHC | PKHC | PKHC | ||
- | 16,37 | 16,01 | 16,31 | 16,09 | 6,65 | PU | PUKHC | - | PUKHC | PUKHC | PUKHC | PUKHC | PKHC | PKHC | ||
- | - | - | - | - | 8,38 | - | - | - | P | - | P | P | - | - | ||
- | - | - | - | - | 10,54 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 12,70 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 15,49 | - | - | - | Р | - | Р | Р | - | - | ||
114,30 | 18,75 | 18,97 | 18,71 | 19,15 | 18,95 | 6,88 | PNU | PNUKHC | - | PNUKHC | PNUKHC | PNUKHC | PNUKHC | РКНС | РКНС | |
- | - | 18,92 | 19,44 | 19,23 | 7,00 | - | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | РКНС | ||
- | - | - | - | - | 8,56 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 9,65 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 10,92 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 12,70 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 14,22 | - | - | - | Р | - | Р | Р | - | - | ||
- | - | - | - | - | 16,00 | - | - | - | Р | - | Р | Р | - | - | ||
| ||||||||||||||||
Масса рассчитана как среднее значение для всех типов резьбовых соединений и длины трубы 8,2 м. | ||||||||||||||||
| ||||||||||||||||
Таблица С.3 - Способ производства и вид термообработки
Класс прочности | Группа прочности | Тип | Способ производства | Вид термообработки | Минимальная температура отпуска, °C | |
1 | Н40 | - | S или EW | - | - | |
J55 | - | S или EW | - | |||
К55 | - | S или EW | - | |||
К72 | - | S или EW | - | |||
N80 | 1 | S или EW | - | |||
N80 | Q | S или EW | Q | - | ||
R95 | - | S или EW | Q | 538 | ||
2 | М65 | - | S или EW | - | ||
L80 | 1 | S или EW | Q | 566 | ||
L80 | 9Cr | S | Q | 593 | ||
L80 | 13Cr | S | Q | 593 | ||
С90 | - | S | Q | 621 | ||
Т95 | - | S | Q | 649 | ||
С110 | - | S | Q | 649 | ||
3 | Р110 | - | S или EW | Q | - | |
4 | Q125 | - | S или EW | Q | - | |
Q135 | - | S или EW | Q | - | ||
| ||||||
| ||||||
По выбору изготовителя или в соответствии с требованиями заказа изделия могут быть подвергнуты нормализации (N), нормализации и отпуску (NT) или закалке и отпуску (Q) по всему объему. | ||||||
Таблица С.4 - Химический состав стали
Класс проч- | Группа проч- | Тип | Массовая доля элемента в стали, % | ||||||||||||
Углерод | Марганец | Молибден | Хром | Нике- | Медь | Фосс- | Сера | Кре- | |||||||
Не менее | Не более | Не менее | Не более | Не менее | Не более | Не менее | Не более | ||||||||
Не более | |||||||||||||||
1 | Н40 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - |
J55 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
K55 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
K72 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
N80 | 1 | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
N80 | Q | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - | |
R95 | - | - | 0,45 | - | 1,90 | - | - | - | - | - | - | 0,030 | 0,030 | 0,45 | |
2 | М65 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - |
L80 | 1 | - | 0,43 | - | 1,90 | - | - | - | - | 0,25 | 0,35 | 0,030 | 0,030 | 0,45 | |
L80 | 9Cr | - | 0,15 | 0,30 | 0,60 | 0,90 | 1,10 | 8,00 | 10,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 | |
L80 | 13Cr | 0,15 | 0,22 | 0,25 | 1,00 | - | - | 12,0 | 14,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 | |
С90 | - | - | 0,35 | - | 1,20 | 0,25 | 0,85 | - | 1,50 | 0,99 | - | 0,020 | 0,010 | - | |
2 | Т95 | - | - | 0,35 | - | 1,20 | 0,25 | 0,85 | 0,40 | 1,50 | 0,99 | - | 0,020 | 0,010 | - |
С110 | - | - | 0,35 | - | 1,20 | 0,25 | 1,00 | 0,40 | 1,50 | 0,99 | - | 0,020 | 0,005 | - | |
3 | Р110 | - | - | - | - | - | - | - | - | - | - | - | 0,030 | 0,030 | - |
4 | Q125 | - | - | 0,35 | - | 1,35 | - | 0,85 | - | 1,50 | 0,99 | - | 0,020 | 0,010 | - |
Q135 | - | - | 0,35 | - | 1,50 | - | 0,85 | - | - | 1,00 | - | 0,030 | 0,030 | - | |
| |||||||||||||||
Таблица С.5 - Требования к механическим свойствам
Класс проч- | Группа прочности | Тип | Полное удлинение под нагрузкой, % | Предел текучести, МПа | Предел прочности | Твердость | Толщина стенки изделия | Разброс твердости HRC, не более | ||
|
| HRC | HBW | |||||||
1 | Н40 | - | 0,5 | 276 | 552 | 414 | - | - | - | - |
J55 | - | 0,5 | 379 | 552 | 517 | - | - | - | - | |
K55 | - | 0,5 | 379 | 552 | 655 | - | - | - | - | |
K72 | - | 0,5 | 491 | - | 687 | - | - | - | - | |
N80 | 1 | 0,5 | 552 | 758 | 689 | - | - | - | - | |
N80 | Q | 0,5 | 552 | 758 | 689 | - | - | - | - | |
R95 | - | 0,5 | 655 | 862 | 758 | - | - | - | - | |
2 | М65 | - | 0,5 | 448 | 586 | 586 | 22 | 235 | - | - |
L80 | 1 | 0,5 | 552 | 655 | 655 | 23 | 241 | |||
L80 | 9Cr | 0,5 | 552 | 655 | 655 | 23 | 241 | - | - | |
L80 | 13Cr | 0,5 | 552 | 655 | 655 | 23 | 241 | - | - | |
С90 | - | 0,5 | 621 | 724 | 689 | 25,4 | 255 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и св. | 6,0 | |||||||||
Т95 | - | 0,5 | 655 | 758 | 724 | 25,4 | 255 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и св. | 6,0 | |||||||||
С110 | - | 0,7 | 758 | 828 | 793 | 30 | 286 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и св. | 6,0 | |||||||||
3 | Р110 | - | 0,6 | 758 | 965 | 862 | - | - | - | - |
4 | Q125 | - | 0,65 | 862 | 1034 | 931 | - | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
19,05 и св. | 5,0 | |||||||||
Q135 | - | 0,65 | 930 | 1137 | 1000 | - | До 12,70 включ. | 3,0 | ||
От 12,71 до 19,04 | 4,0 | |||||||||
19,05 и св. | 5,0 | |||||||||
| ||||||||||
Таблица С.6 - Требования к минимальному относительному удлинению
Образец для испытаний на растяжение | Минимальное относительное удлинение | ||||||||||||||
Н40 | J55 | М65 | K55, L80 | К72 | N80, С90 | Т95 | R95 | С110 | Р110 | Q125 | Q135 | ||||
Площадь попере- | Толщина стенки | Минимальный предел прочности | |||||||||||||
20 | 25 | 40 | 414 | 517 | 586 | 655 | 687 | 689 | 724 | 758 | 793 | 862 | 931 | 1000 | |
490 | до 25,53 вкл. | до 19,41 вкл. | до 12,77 вкл. | 30 | 24 | 22 | 20 | 19 | 19 | 18 | 17 | 16 | 15 | 14 | 13 |
480 | 25,00- | 19,00- | 12,51- | 29 | 24 | 22 | 19 | 19 | 19 | 18 | 17 | 16 | 15 | 14 | 13 |
470 | 24,48- | 18,61- | 12,24- | 29 | 24 | 21 | 19 | 19 | 19 | 18 | 17 | 16 | 15 | 14 | 13 |
460 | 23,95- | 18,20- | 11,98- | 29 | 24 | 21 | 19 | 19 | 18 | 18 | 17 | 16 | 15 | 14 | 13 |
450 | 23,43- | 17,81- | 11,72- | 29 | 24 | 21 | 19 | 18 | 18 | 18 | 17 | 16 | 15 | 14 | 13 |
440 | 22,90- | 17,40- | 11,45- | 29 | 24 | 21 | 19 | 18 | 18 | 18 | 17 | 16 | 15 | 14 | 13 |
430 | 22,37- | 17,01- | 11,19- | 29 | 24 | 21 | 19 | 18 | 18 | 17 | 17 | 16 | 15 | 14 | 13 |
420 | 21,85- | 16,60- | 10,93- | 29 | 23 | 21 | 19 | 18 | 18 | 17 | 17 | 16 | 15 | 14 | 13 |
410 | 21,32- | 16,21- | 10,66- | 29 | 23 | 21 | 19 | 18 | 18 | 17 | 17 | 16 | 15 | 14 | 13 |
400 | 20,79- | 15,80- | 10,40- | 28 | 23 | 21 | 19 | 18 | 18 | 17 | 17 | 16 | 15 | 14 | 13 |
390 | 20,27- | 15,41- | 10,14- | 28 | 23 | 21 | 19 | 18 | 18 | 17 | 16 | 16 | 15 | 14 | 13 |
380 | 19,74- | 15,00- | 9,87- | 28 | 23 | 21 | 19 | 18 | 18 | 17 | 16 | 16 | 15 | 14 | 13 |
370 | 19,22- | 14,61- | 9,61- | 28 | 23 | 20 | 19 | 18 | 18 | 17 | 16 | 16 | 14 | 13 | 13 |
360 | 18,69- | 14,20- | 9,35- | 28 | 23 | 20 | 18 | 18 | 18 | 17 | 16 | 16 | 14 | 13 | 13 |
350 | 18,16- | 13,81- | 9,08- | 28 | 23 | 20 | 18 | 18 | 17 | 17 | 16 | 15 | 14 | 13 | 13 |
340 | 17,64- | 13,40- | 8,82- | 28 | 23 | 20 | 18 | 17 | 17 | 17 | 16 | 15 | 14 | 13 | 12 |
330 | 17,11- | 13,01- | 8,56- | 27 | 22 | 20 | 18 | 17 | 17 | 17 | 16 | 15 | 14 | 13 | 12 |
320 | 16,58- | 12,60- | 8,29- | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 15 | 14 | 13 | 12 |
310 | 16,06- | 12,21- | 8,03- | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 15 | 14 | 13 | 12 |
300 | 15,53- | 11,80- | 7,77- | 27 | 22 | 20 | 18 | 17 | 17 | 16 | 16 | 15 | 14 | 13 | 12 |
290 | 15,01- | 11,41- | 7,51- | 27 | 22 | 19 | 18 | 17 | 17 | 16 | 16 | 15 | 14 | 13 | 12 |
280 | 14,48- | 11,00- | 7,24- | 26 | 22 | 19 | 18 | 17 | 17 | 16 | 15 | 15 | 14 | 13 | 12 |
270 | 13,95- | 10,61- | 6,98- | 26 | 22 | 19 | 17 | 17 | 17 | 16 | 16 | 15 | 14 | 13 | 12 |
260 | 13,43- | 10,20- | 6,72- | 26 | 21 | 19 | 17 | 17 | 16 | 16 | 16 | 15 | 13 | 13 | 12 |
250 | 12,90- | 9,81- | 6,45- | 26 | 21 | 19 | 17 | 16 | 16 | 16 | 16 | 14 | 13 | 12 | 12 |
240 | 12,37- | 9,40- | 6,19- | 26 | 21 | 19 | 17 | 16 | 16 | 16 | 16 | 14 | 13 | 12 | 12 |
230 | 11,85- | 9,01- | 5,93- | 25 | 21 | 19 | 17 | 16 | 16 | 15 | 15 | 14 | 13 | 12 | 12 |
220 | 11,32- | 8,60- | 5,66- | 25 | 21 | 18 | 17 | 16 | 16 | 15 | 15 | 14 | 13 | 12 | 11 |
210 | 10,79- | 8,21- | 5,40- | 25 | 20 | 18 | 17 | 16 | 16 | 15 | 15 | 14 | 13 | 12 | 11 |
200 | 10,27- | 7,80- | 5,14- | 25 | 20 | 18 | 16 | 16 | 16 | 15 | 15 | 14 | 13 | 12 | 11 |
190 | 9,74- | 7,41- | 4,87- | 24 | 20 | 18 | 16 | 16 | 15 | 15 | 14 | 14 | 13 | 12 | 11 |
180 | 9,22- | 7,00- | 4,61,86 | 24 | 20 | 18 | 16 | 15 | 15 | 15 | 14 | 13 | 13 | 12 | 11 |
170 | 8,69- | 6,61- | 4,35,60 | 24 | 20 | 18 | 16 | 15 | 15 | 14 | 14 | 13 | 12 | 12 | 11 |
160 | 8,16- | 6,20- | 4,08- | 24 | 19 | 17 | 16 | 15 | 15 | 14 | 14 | 13 | 12 | 11 | 11 |
150 | 7,64- | 5,81- | 3,82- | 23 | 19 | 17 | 15 | 15 | 15 | 14 | 14 | 13 | 12 | 11 | 11 |
140 | 7,11- | 5,40- | 3,56- | 23 | 19 | 17 | 15 | 15 | 15 | 14 | 14 | 13 | 12 | 11 | 10 |
130 | 6,58- | 5,01- | 3,29- | 23 | 19 | 17 | 15 | 14 | 14 | 14 | 13 | 13 | 12 | 11 | 10 |
120 | 6,06- | 4,60- | 3,03- | 22 | 18 | 16 | 15 | 14 | 14 | 14 | 13 | 12 | 12 | 11 | 10 |
110 | 5,53- | 4,21- | 2,77- | 22 | 18 | 16 | 15 | 14 | 14 | 13 | 13 | 12 | 11 | 11 | 10 |
100 | 5,01- | 3,80,20 | 2,51- | 22 | 18 | 16 | 14 | 14 | 14 | 13 | 13 | 12 | 11 | 10 | 10 |
90 | 4,48- | 3,41- | 2,24- | 21 | 17 | 15 | 14 | 13 | 13 | 13 | 13 | 12 | 11 | 10 | 10 |
80 | 3,95- | 3,00- | 1,98- | 21 | 17 | 15 | 14 | 13 | 13 | 12 | 12 | 11 | 11 | 10 | 9 |
70 | 3,43- | 2,61- | 1,72- | 20 | 16 | 15 | 13 | 13 | 13 | 12 | 12 | 11 | 10 | 9,5 | 9 |
60 | 2,90- | 2,20- | 1,45- | 19 | 16 | 14 | 13 | 12 | 12 | 12 | 12 | 11 | 10 | 9,5 | 9 |
50 | 2,37- | 1,81- | 1,19- | 19 | 15 | 14 | 12 | 12 | 12 | 11 | 11 | 10 | 9,5 | 9 | 8 |
Таблица С.7 - Критическая толщина стенки муфт
В миллиметрах
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | |||||||
Наружный диаметр труб | NU | EU | EU | ВС | ВС | LC | SC |
Специальная муфта | |||||||
Критическая толщина стенки муфты | |||||||
26,67 | 4,29 | 5,36 | - | - | - | - | - |
33,40 | 5,36 | 6,55 | - | - | - | - | - |
42,16 | 6,07 | 6,10 | - | - | - | - | - |
48,26 | 4,98 | 6,38 | - | - | - | - | - |
60,32 | 7,72 | 7,62 | 5,69 | - | - | - | - |
73,02 | 9,65 | 9,09 | 6,45 | - | - | - | - |
88,90 | 11,46 | 11,53 | 7,47 | - | - | - | - |
101,60 | 11,53 | 11,63 | - | - | - | - | - |
114,30 | 11,05 | 12,52 | - | 6,58 | 8,18 | 8,86 | 8,56 |
127,00 | - | - | - | 6,76 | 9,14 | 9,96 | 9,45 |
139,70 | - | - | - | 6,81 | 9,04 | 9,88 | 9,40 |
146,05 | - | - | - | 7,08 | 12,08 | 13,02 | 12,47 |
168,28 | - | - | - | 6,96 | 11,91 | 12,90 | 12,32 |
177,80 | - | - | - | 7,11 | 14,24 | 15,20 | 14,49 |
177,80 | - | - | - | - | 10,67 | 11,63 | 10,92 |
193,68 | - | - | - | 8,84 | 13,61 | 14,55 | 13,87 |
219,08 | - | - | - | 8,94 | 15,29 | 16,43 | 15,54 |
244,48 | - | - | - | 8,94 | 15,29 | 16,69 | 15,60 |
273,05 | - | - | - | 8,94 | 15,29 | - | 15,70 |
298,45 | - | - | - | - | 15,29 | - | 15,70 |
323,85 | - | - | - | - | 16,17 | - | 16,50 |
339,72 | - | - | - | - | 15,29 | - | 15,70 |
406,40 | - | - | - | - | 16,94 | - | 16,05 |
425,45 | - | - | - | - | 16,74 | - | - |
473,08 | - | - | - | - | 21,69 | - | 20,80 |
508,00 | - | - | - | - | 16,94 | 17,09 | 16,10 |
Резьбовые соединения по ГОСТ 33758 | |||||||
Наружный диаметр труб | НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | ОТТМ | ОТТГ |
Специальная муфта | |||||||
Критическая толщина стенки муфты | |||||||
26,67 | - | 5,39 | - | - | - | - | - |
33,40 | 5,40 | 6,59 | - | - | - | - | - |
42,16 | 6,11 | 6,12 | - | - | - | - | - |
48,26 | 5,00 | 6,41 | - | - | - | - | - |
60,32 | 7,74 | 7,66 | 7,70 | - | - | - | - |
73,02 | 9,68 | 9,13 | 8,83 | - | - | - | - |
88,90 | 11,51 | 11,54 | 11,28 | - | - | - | - |
101,60 | 11,57 | 11,66 | 11,25 | 6,61 | - | 8,61 | - |
114,30 | 11,07 | 12,56 | 11,42 | 6,84 | 7,27 | 8,44 | 8,87 |
127,00 | - | - | - | 6,91 | 7,35 | 9,31 | 9,75 |
139,70 | - | - | - | 7,03 | 7,47 | 9,28 | 9,72 |
146,05 | - | - | - | 7,26 | 7,70 | 12,26 | 12,70 |
168,28 | - | - | - | 7,17 | 7,60 | 12,12 | 12,55 |
177,80 | - | - | - | 7,28 | 7,72 | 10,88 | 11,32 |
193,68 | - | - | - | 9,02 | 9,46 | 13,77 | 14,21 |
219,08 | - | - | - | 9,21 | 9,65 | 15,56 | 16,00 |
244,48 | - | - | - | 9,21 | 9,65 | 15,57 | 16,00 |
250,83 | - | - | - | - | - | - | 16,00 |
273,05 | - | - | - | 9,22 | 9,66 | 15,57 | 16,01 |
298,45 | - | - | - | - | - | 15,57 | - |
323,85 | - | - | - | - | - | 16,41 | 16,84 |
339,72 | - | - | - | - | - | 15,53 | - |
| |||||||
Таблица С.8 - Размеры образцов для испытаний на ударный изгиб и коэффициент уменьшения минимальной работы удара
Тип образца | Размеры поперечного сечения образца (ширина | Коэффициент уменьшения минимальной работы удара | |
Полный размер | 10x10 | 1,00 | |
3/4-размера | 10x7,5 | 0,80 | |
1/2-размера | 10x5 | 0,55 | |
| |||
Таблица С.9 - Порядок выбора образцов для испытаний на ударный изгиб по ориентации и типу образца
Ступень | Ориентация образца | Тип образца | |
1 | Поперечная | Полный размер | |
2 | Поперечная | 3/4-размера | |
3 | Поперечная | 1/2-размера | |
4 | Продольная | Полный размер | |
5 | Продольная | 3/4-размера | |
6 | Продольная | 1/2-размера | |
| |||
Таблица С.10 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей групп прочности J55, K55 и K72
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
NU | EU | EU | ВС | ВС | LC | SC | |
Специальная муфта | |||||||
26,67 | - | L-5-15-A | - | - | - | - | - |
33,40 | L-5-15-A | L-7-22-A | - | - | - | - | - |
42,16 | L-5-15-B | L-5-15-B | - | - | - | - | - |
48,26 | L-5-15-A | L-7-22-B | - | - | - | - | - |
60,32 | L-7-22-A | L-7-22-A | L-7-22-A | - | - | - | - |
73,02 | L-10-27-A | L-10-27-A | L-10-27-A | - | - | - | - |
88,90 | Т-5-11-Е | Т-5-11-Е | T-5-11-D | - | - | - | - |
101,60 | Т-7-16-В | Т-7-16-В | - | - | - | - | - |
114,30 | Т-7-16-В | Т-7-16-В | - | L-7-22-A | L-7-22-A | L-10-27-A | L-10-27-A |
127,00 | - | - | - | Т-5-11-С | T-5-11-D | T-5-11-D | T-5-11-D |
139,70 | - | - | - | Т-5-11-С | T-5-11-D | T-5-11-D | T-5-11-D |
146,05 | - | - | - | L-5-15-C | Т-5-11-Е | Т-5-11-Е | Т-5-11-Е |
168,28 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
177,80 | - | - | - | Т-7-16-А | Т-7-16-А | Т-10-20-А | Т-7-16-В |
193,68 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
219,08 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
244,48 | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
273,05 | - | - | - | Т-10-20-А | Т-10-20-А | - | Т-10-20-А |
298,45 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
323,85 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
339,72 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
406,40 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
425,45 | - | - | - | - | Т-10-20-А | - | - |
473,08 | - | - | - | - | Т-10-20-А | - | Т-10-20-А |
508,00 | - | - | - | - | Т-10-20-А | Т-10-20-А | Т-10-20-А |
Окончание таблицы С.10
Резьбовые соединения по ГОСТ 33758 | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
НКТН | НКТВ | НКМ | Специальная муфта | ОТТМ | ОТТГ | ||
ОТТМ | ОТТГ | ||||||
26,67 | - | L-5-15-A | - | - | - | - | - |
33,40 | L-5-15-A | L-7-22-A | - | - | - | - | - |
42,16 | L-5-15-B | L-5-15-B | - | - | - | - | - |
48,26 | L-5-15-A | L-7-22-B | - | - | - | - | - |
60,32 | L-7-22-A | L-7-22-A | L-10-27-A | - | - | - | - |
73,02 | L-10-27-A | L-10-27-A | L-10-27-A | - | - | - | - |
88,90 | Т-5-11-Е | Т-5-11-Е | Т-5-11-Е | - | - | - | - |
101,60 | Т-7-16-В | Т-7-16-В | Т-7-16-В | L-5-15-B | - | L-7-22-B | - |
114,30 | Т-7-16-В | Т-7-16-В | Т-7-16-В | L-7-22-A | L-10-27-A | L-10-27-A | Т-10-20-А |
127,00 | - | - | - | L-7-22-A | L-10-27-A | T-5-11-D | Т-10-20-А |
139,70 | - | - | - | L-7-22-A | L-10-27-A | T-5-11-D | Т-10-20-А |
146,05 | - | - | - | L-7-22-A | L-5-15-B | Т-10-20-А | Т-10-20-А |
168,28 | - | - | - | L-7-22-A | L-10-27-A | Т-10-20-А | Т-10-20-А |
177,80 | - | - | - | Т-5-11-С | Т-10-20-А | Т-7-16-А | Т-10-20-А |
193,68 | - | - | - | T-5-11-D | Т-10-20-А | Т-10-20-А | Т-10-20-А |
219,08 | - | - | - | Т-7-16-А | 1-10-20-А | Т-10-20-А | Т-10-20-А |
244,48 | - | - | - | Т-7-16-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
273,05 | - | - | - | Т-7-16-А | Т-10-20-А | Т-10-20-А | Т-10-20-А |
298,45 | - | - | - | - | - | Т-10-20-А | - |
323,85 | - | - | - | - | - | Т-10-20-А | Т-10-20-А |
339,72 | - | - | - | - | - | Т-10-20-А | - |
| |||||||
Таблица С.11 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности L80
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
NU | EU | EU | ВС | ВС | LC | SC | |
Специальная муфта | |||||||
26,67 | - | L-5-22 | - | - | - | - | - |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-7-32 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-40 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | - | - | - | - | - |
114,30 | Т-7-16 | Т-7-16 | - | L-7-32 | L-7-32 | L-10-40 | - |
127,00 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
139,70 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
146,05 | - | - | - | L-5-15 | Т-5-11 | Т-5-11 | - |
168,28 | - | - | - | Т-10-20 | Т-10-20 | Т-10-20 | - |
177,80 | - | - | - | Т-7-16 | Т-7-16 | Т-10-20 | - |
193,68 | - | - | - | Т-10-20 | Т-10-20 | Т-10-20 | - |
219,08 | - | - | - | Т-10-20 | Т-10-20 | Т-10-21 | - |
244,48 | - | - | - | Т-10-20 | Т-10-20 | Т-10-21 | - |
273,05 | - | - | - | Т-10-20 | Т-10-20 | - | Т-10-20 |
298,45 | - | - | - | - | Т-10-20 | - | Т-10-20 |
323,85 | - | - | - | - | Т-10-17 | - | Т-10-18 |
339,72 | - | - | - | - | Т-10-20 | - | Т-10-20 |
406,40 | - | - | - | - | Т-10-21 | - | Т-10-21 |
425,45 | - | - | - | - | Т-10-18 | - | - |
473,08 | - | - | - | - | Т-10-25 | - | Т-10-24 |
508,00 | - | - | - | - | Т-10-21 | Т-10-21 | Т-10-21 |
Окончание таблицы С.11
Резьбовые соединения по ГОСТ 33758 | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | ОТТМ | ОТТГ | |
Специальная муфта | |||||||
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-10-41 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-41 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | Т-7-16 | L-5-15 | - | L-7-33 | - |
114,30 | 1-7-16 | Т-7-16 | Т-7-16 | L-5-23 | L-5-23 | L-10-41 | Т-10-20 |
127,00 | - | - | - | L-5-23 | L-5-23 | Т-5-11 | Т-10-20 |
139,70 | - | - | - | L-5-23 | L-5-23 | Т-5-11 | Т-10-20 |
146,05 | - | - | - | L-5-23 | L-7-33 | Т-10-20 | Т-10-20 |
168,28 | - | - | - | L-5-23 | L-7-33 | Т-10-20 | Т-10-20 |
177,80 | - | - | - | L-5-23 | L-7-33 | Т-5-11 | Т-5-11 |
193,68 | - | - | - | L-7-33 | L-7-33 | Т-7-16 | Т-7-16 |
219,08 | - | - | - | L-7-33 | Т-5-11 | Т-10-20 | Т-10-21 |
244,48 | - | - | - | Т-5-11 | Т-5-11 | Т-10-20 | Т-10-21 |
273,05 | - | - | - | Т-5-11 | Т-5-11 | Т-10-20 | Т-10-21 |
298,45 | - | - | - | - | - | Т-10-20 | - |
323,85 | - | - | - | - | - | Т-10-21 | Т-10-21 |
339,72 | - | - | - | - | - | Т-10-20 | - |
| |||||||
Таблица С.12 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности С90
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
NU | EU | EU | ВС | ВС | LC | SC | |
Специальная муфта | |||||||
26,67 | - | L-5-22 | - | - | - | - | - |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-7-32 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-40 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | - | - | - | - | - |
114,30 | Т-7-16 | Т-7-16 | - | L-7-32 | L-7-32 | L-10-40 | - |
127,00 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
139,70 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
146,05 | - | - | - | L-5-15 | Т-5-11 | Т-5-11 | - |
168,28 | - | - | - | Т-10-20 | Т-10-20 | Т-10-20 | - |
177,80 | - | - | - | Т-7-16 | Т-7-16 | Т-10-20 | - |
193,68 | - | - | - | Т-10-20 | Т-10-21 | Т-10-22 | - |
219,08 | - | - | - | Т-10-20 | Т-10-22 | Т-10-23 | - |
244,48 | - | - | - | Т-10-20 | Т-10-22 | Т-10-23 | - |
273,05 | - | - | - | Т-10-20 | Т-10-22 | - | Т-10-23 |
298,45 | - | - | - | - | Т-10-22 | - | Т-10-23 |
323,85 | - | - | - | - | Т-10-20 | - | Т-10-20 |
339,72 | - | - | - | - | Т-10-22 | - | Т-10-23 |
Резьбовые соединения по ГОСТ 33758 | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | ОТТМ | ОТТГ | |
Специальная муфта | |||||||
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | - | - | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-10-41 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-41 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | Т-7-16 | - | - | L-7-33 | - |
114,30 | Т-7-16 | Т-7-16 | Т-7-16 | L-5-23 | L-5-23 | L-10-41 | Т-10-20 |
127,00 | - | - | - | L-5-23 | L-5-23 | Т-5-11 | Т-10-20 |
139,70 | - | - | - | L-5-23 | L-5-23 | 1-5-11 | 1-10-20 |
146,05 | - | - | - | L-5-23 | L-7-33 | 1-10-20 | 1-10-20 |
168,28 | - | - | - | L-5-23 | L-7-33 | 1-10-20 | 1-10-20 |
177,80 | - | - | - | L-5-23 | L-7-33 | 1-5-11 | 1-5-11 |
193,68 | - | - | - | L-7-33 | L-7-33 | 1-7-17 | 1-7-17 |
219,08 | - | - | - | L-7-33 | 1-5-11 | 1-10-22 | 1-10-23 |
244,48 | - | - | - | 1-5-11 | 1-5-11 | 1-10-22 | 1-10-23 |
250,83 | - | - | - | - | - | - | 1-10-23 |
273,05 | - | - | - | 1-5-11 | 1-5-11 | 1-10-22 | 1-10-23 |
298,45 | - | - | - | - | - | 1-10-22 | - |
323,85 | - | - | - | - | - | 1-10-23 | 1-10-24 |
339,72 | - | - | - | - | - | 1-10-22 | - |
| |||||||
Таблица С.13 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей групп прочности R95, N80 и Т95
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
NU | EU | EU | ВС | ВС | LC | SC | |
Специальная муфта | |||||||
26,67 | - | L-5-22 | - | - | - | - | - |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-7-32 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-40 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | - | - | - | - | - |
114,30 | Т-7-16 | Т-7-21 | - | L-7-32 | L-7-32 | L-10-40 | - |
127,00 | - | - | - | Т-5-11 | Т-5-11 | Т-5-11 | - |
139,70 | - | - | - | Т-5-11 | T-5-11 | T-5-11 | L-7-33 |
146,05 | - | - | - | - | T-5-11 | T-5-11 | T-5-11 |
168,28 | - | - | - | Т-10-20 | T-10-20 | T-10-21 | T-5-11 |
177,80 | - | - | - | Т-7-16 | T-7-16 | T-10-20 | T-5-11 |
193,68 | - | - | - | Т-10-20 | T-10-22 | T-10-23 | - |
219,08 | - | - | - | Т-10-20 | T-10-23 | T-10-24 | T-10-23 |
244,48 | - | - | - | Т-10-20 | T-10-23 | T-10-24 | T-10-23 |
273,05 | - | - | - | Т-10-20 | T-10-23 | - | T-10-24 |
298,45 | - | - | - | - | T-10-23 | - | T-10-24 |
323,85 | - | - | - | - | T-10-21 | - | T-10-21 |
339,72 | - | - | - | - | T-10-23 | - | T-10-24 |
406,40 | - | - | - | - | - | - | - |
425,45 | - | - | - | - | T-10-21 | - | - |
Резьбовые соединения по ГОСТ 33758 | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | OTTM | ОТТГ | |
Специальная муфта | |||||||
26,67 | - | L-5-22 | - | - | - | - | - |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-32 | L-7-32 | L-10-41 | - | - | - | - |
73,02 | L-10-40 | L-10-40 | L-10-41 | - | - | - | - |
88,90 | Т-5-11 | Т-5-11 | Т-5-11 | - | - | - | - |
101,60 | Т-7-16 | Т-7-16 | Т-7-16 | L-5-15 | - | L-7-33 | - |
114,30 | 1-7-16 | Т-7-16 | Т-7-16 | L-5-23 | L-5-23 | L-10-41 | T-10-20 |
127,00 | - | - | - | L-5-23 | L-5-23 | T-5-11 | T-10-20 |
139,70 | - | - | - | L-5-23 | L-5-23 | T-5-11 | T-10-20 |
146,05 | - | - | - | L-5-23 | L-7-33 | T-10-20 | T-10-20 |
168,28 | - | - | - | L-5-23 | L-7-33 | T-10-20 | T-10-20 |
177,80 | - | - | - | L-5-23 | L-7-33 | T-5-11 | T-5-11 |
193,68 | - | - | - | L-7-33 | L-7-33 | T-7-17 | T-7-18 |
219,08 | - | - | - | L-7-33 | T-5-11 | T-10-23 | T-10-24 |
244,48 | - | - | - | T-5-11 | T-5-11 | T-10-23 | T-10-24 |
250,83 | - | - | - | - | - | - | T-10-24 |
273,05 | - | - | - | Т-5-11 | Т-5-11 | Т-10-23 | 1-10-24 |
298,45 | - | - | - | - | - | 1-10-23 | - |
323,85 | - | - | - | - | - | 1-10-24 | 1-10-25 |
339,72 | - | - | - | - | - | 1-10-23 | - |
| |||||||
Таблица С.14 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Р110
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
NU | EU | EU | ВС | ВС | LC | SC | |
Специальная муфта | |||||||
26,67 | - | L-5-22 | - | - | - | - | - |
33,40 | L-5-22 | L-7-32 | - | - | - | - | - |
42,16 | L-5-22 | L-5-22 | - | - | - | - | - |
48,26 | L-5-22 | L-7-32 | - | - | - | - | - |
60,32 | L-7-34 | L-7-33 | L-7-32 | - | - | - | - |
73,02 | L-10-46 | L-10-45 | L-10-40 | - | - | - | - |
88,90 | Т-5-14 | Т-5-14 | Т-5-11 | - | - | - | - |
101,60 | Т-7-20 | Т-7-20 | - | - | - | - | - |
114,30 | Т-7-20 | Т-7-21 | - | L-7-32 | L-7-34 | L-10-44 | - |
127,00 | - | - | - | Т-5-11 | Т-5-12 | Т-5-13 | - |
139,70 | - | - | - | Т-5-11 | Т-5-12 | Т-5-13 | L-7-37 |
146,05 | - | - | - | L-5-23 | Т-5-11 | Т-5-12 | - |
168,28 | - | - | - | Т-10-20 | Т-10-26 | Т-10-26 | - |
177,80 | - | - | - | Т-7-16 | Т-7-19 | Т-10-25 | - |
193,68 | - | - | - | Т-10-22 | Т-10-28 | Т-10-29 | - |
219,08 | - | - | - | Т-10-22 | Т-10-30 | Т-10-31 | - |
244,48 | - | - | - | Т-10-22 | Т-10-30 | Т-10-31 | Т-10-30 |
273,05 | - | - | - | Т-10-22 | Т-10-30 | - | Т-10-30 |
298,45 | - | - | - | - | Т-10-30 | - | Т-10-30 |
323,85 | - | - | - | - | Т-10-24 | - | Т-10-24 |
339,72 | - | - | - | - | Т-10-30 | - | Т-10-30 |
Резьбовые соединения по ГОСТ 33758 | |||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | ||||||
НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | ОТТМ | ОТТГ | |
Специальная муфта | |||||||
33,40 | - | L-7-32 | - | - | - | - | - |
42,16 | - | L-5-22 | - | - | - | - | - |
48,26 | - | - | - | - | - | - | - |
60,32 | L-7-34 | L-7-33 | 1-10-42 | - | - | - | - |
73,02 | L-10-46 | L-10-45 | 1-10-44 | - | - | - | - |
88,90 | Т-5-14 | Т-5-14 | Т-5-14 | - | - | - | - |
101,60 | Т-7-20 | Т-7-20 | Т-7-20 | L-5-23 | - | L-7-35 | - |
114,30 | Т-7-20 | Т-7-21 | Т-7-20 | L-5-23 | L-5-23 | L-10-44 | Т-10-22 |
127,00 | - | - | - | L-5-23 | L-5-23 | Т-5-13 | Т-10-23 |
139,70 | - | - | - | L-5-23 | L-5-23 | Т-5-13 | Т-10-23 |
146,05 | - | - | - | L-5-23 | L-7-33 | Т-10-26 | Т-10-26 |
168,28 | - | - | - | L-5-23 | L-7-33 | Т-10-26 | Т-10-26 |
177,80 | - | - | - | L-5-23 | L-7-34 | Т-5-13 | Т-5-14 |
193,68 | - | - | - | L-7-36 | L-7-37 | Т-7-22 | Т-7-23 |
219,08 | - | - | - | L-7-36 | Т-7-19 | Т-10-30 | Т-10-30 |
244,48 | - | - | - | L-7-36 | Т-7-19 | Т-10-30 | Т-10-30 |
250,83 | - | - | - | - | - | - | Т-10-30 |
273,05 | - | - | - | Т-5-12 | Т-7-19 | Т-10-30 | Т-10-30 |
298,45 | - | - | - | - | - | Т-10-30 | - |
323,85 | - | - | - | - | - | Т-10-31 | Т-10-31 |
339,72 | - | - | - | - | - | Т-10-30 | - |
| |||||||
Таблица С.15 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Q125
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | ||||||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | |||||||||
ВС, специальная муфта | ВС | LC | SC | |||||||
114,30 | L-7-34 | L-7-34 | L-10-48 | - | ||||||
127,00 | Т-5-12 | Т-5-13 | Т-5-14 | - | ||||||
139,70 | Т-5-12 | Т-5-13 | Т-5-14 | - | ||||||
146,05 | L-5-24 | Т-5-15 | Т-5-16 | - | ||||||
168,28 | Т-10-22 | Т-10-28 | Т-10-29 | - | ||||||
177,80 | Т-7-17 | Т-7-21 | Т-10-27 | - | ||||||
193,68 | Т-10-24 | Т-10-30 | Т-10-31 | - | ||||||
219,08 | Т-10-24 | Т-10-32 | Т-10-33 | - | ||||||
244,48 | Т-10-24 | Т-10-32 | Т-10-33 | - | ||||||
273,05 | Т-10-24 | Т-10-32 | - | Т-10-32 | ||||||
298,45 | - | Т-10-32 | - | Т-10-32 | ||||||
323,85 | - | Т-10-33 | - | Т-10-33 | ||||||
339,72 | - | Т-10-32 | - | Т-10-32 | ||||||
Резьбовые соединения по ГОСТ 33758 | ||||||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | |||||||||
НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | ОТТМ | ОТТГ | ||||
Специальная муфта | ||||||||||
114,30 | - | - | - | L-5-24 | L-5-24 | L-10-47 | Т-10-24 | |||
127,00 | - | - | - | L-5-24 | L-5-24 | Т-5-13 | Т-10-25 | |||
139,70 | - | - | - | L-5-24 | L-5-24 | Т-5-28 | Т-10-25 | |||
146,05 | - | - | - | L-5-24 | L-7-36 | Т-10-28 | Т-10-29 | |||
168,28 | - | - | - | L-5-24 | L-7-36 | Т-10-28 | Т-10-28 | |||
177,80 | - | - | - | L-5-24 | L-7-36 | Т-5-14 | Т-5-15 | |||
193,68 | - | - | - | L-7-38 | L-7-39 | Т-7-24 | Т-7-24 | |||
219,08 | - | - | - | L-7-39 | Т-5-14 | Т-10-32 | Т-10-33 | |||
244,48 | - | - | - | Т-5-13 | Т-5-14 | Т-10-32 | Т-10-33 | |||
250,83 | - | - | - | - | - | - | Т-10-33 | |||
273,05 | - | - | - | Т-5-13 | Т-5-14 | Т-10-32 | Т-10-33 | |||
298,45 | - | - | - | - | - | Т-10-32 | - | |||
323,85 | - | - | - | - | - | Т-10-33 | Т-10-34 | |||
339,72 | - | - | - | - | - | Т-10-32 | - | |||
| ||||||||||
Таблица С.16 - Требования к образцам для испытаний на ударный изгиб от трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Q135 | ||||||||||||
Резьбовые соединения по ГОСТ 34057* ________________ * Поправка (ИУС N 8-2018) | ||||||||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | |||||||||||
ВС, специальная муфта | ВС | LC | SC | |||||||||
114,30 | - | - | L-10-52 | - | ||||||||
127,00 | - | - | Т-5-15 | - | ||||||||
139,70 | - | - | Т-5-15 | - | ||||||||
146,05 | - | - | Т-5-17 | - | ||||||||
168,28 | - | - | Т-10-32 | - | ||||||||
177,80 | L-5-26 | Т-5-16 | Т-10-30 | - | ||||||||
193,68 | L-7-42 | Т-7-26 | Т-10-34 | - | ||||||||
219,08 | L-7-42 | Т-10-35 | Т-10-36 | - | ||||||||
244,48 | L-7-42 | Т-10-35 | Т-10-37 | - | ||||||||
273,05 | Т-5-14 | Т-10-35 | - | Т-10-35 | ||||||||
298,45 | - | - | - | Т-10-35 | ||||||||
323,85 | - | Т-10-36 | - | Т-10-36 | ||||||||
339,72 | - | Т-10-35 | - | Т-10-35 | ||||||||
Резьбовые соединения по ГОСТ 33758 | ||||||||||||
Наружный диаметр трубы | Ориентация и высота образца, минимальная работа удара | |||||||||||
НКТН | НКТВ | НКМ | ОТТМ | ОТТГ | ОТТМ | ОТТГ | ||||||
Специальная муфта | ||||||||||||
60,32 | L-7-49 | L-7-49 | L-10-49 | - | - | - | - | |||||
73,02 | L-10-55 | L-10-53 | L-10-52 | - | - | - | - | |||||
88,90 | Т-7-24 | Т-7-24 | Т-5-16 | - | - | - | - | |||||
101,60 | Т-7-24 | Т-7-24 | Т-7-24 | - | - | - | - | |||||
114,30 | Т-7-23 | Т-10-31 | Т-7-24 | L-7-38 | L-5-26 | L-10-51 | Т-10-26 | |||||
127,00 | - | - | - | L-7-38 | L-5-27 | Т-5-15 | Т-10-27 | |||||
139,70 | - | - | - | L-7-38 | L-5-27 | Т-5-15 | Т-10-27 | |||||
146,05 | - | - | - | L-7-38 | L-7-39 | Т-10-31 | Т-10-31 | |||||
168,28 | - | - | - | L-7-38 | L-7-39 | Т-10-31 | Т-10-31 | |||||
177,80 | - | - | - | Т-5-13 | L-7-39 | Т-7-23 | Т-5-16 | |||||
193,68 | - | - | - | Т-5-15 | L-7-43 | Т-10-33 | Т-7-27 | |||||
219,08 | - | - | - | Т-7-21 | Т-5-15 | Т-10-35 | Т-10-36 | |||||
244,48 | - | - | - | Т-7-21 | Т-5-15 | Т-10-35 | Т-10-36 | |||||
250,83 | - | - | - | - | - | - | Т-10-36 | |||||
273,05 | - | - | - | Т-7-21 | Т-5-15 | Т-10-35 | Т-10-36 | |||||
298,45 | - | - | - | - | - | Т-10-35 | - | |||||
323,85 | - | - | - | - | - | Т-10-35 | Т-10-37 | |||||
339,72 | - | - | - | - | - | Т-10-35 | - | |||||
| ||||||||||||
Таблица С.17 - Требования к работе удара для трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей при испытаниях на ударный изгиб поперечных образцов
Максимальная критическая толщина стенки для группы прочности | Минимальная работа удара для поперечных образцов | ||||||
L80 | С90 | N80 тип Q, R95, T95 | С110 | Р110 | Q125 | Q135 | |
15,85 | 13,32 | 12,24 | 10,31 | 7,33 | 6,13 | 4,61 | 20 |
17,14 | 14,49 | 13,36 | 11,31 | 8,21 | 6,95 | 5,35 | 21 |
18,44 | 15,66 | 14,48 | 12,35 | 9,08 | 7,77 | 6,10 | 22 |
19,73 | 16,83 | 15,60 | 13,38 | 9,96 | 8,59 | 6,84 | 23 |
21,02 | 18,00 | 16,72 | 14,40 | 10,84 | 9,41 | 7,59 | 24 |
22,32 | 19,17 | 17,83 | 15,42 | 11,72 | 10,23 | 8,34 | 25 |
23,61 | 20,34 | 18,95 | 16,45 | 12,60 | 11,04 | 9,07 | 26 |
24,91 | 21,51 | 20,07 | 17,47 | 13,48 | 11,86 | 9,82 | 27 |
26,20 | 22,69 | 21,19 | 18,50 | 14,35 | 12,68 | 10,56 | 28 |
- | 23,86 | 22,31 | 19,52 | 15,23 | 13,50 | 11,31 | 29 |
- | 25,03 | 23,43 | 20,54 | 16,11 | 14,32 | 12,06 | 30 |
- | 26,20 | 24,54 | 21,57 | 16,99 | 15,14 | 12,80 | 31 |
- | - | 25,66 | 22,59 | 17,87 | 15,96 | 13,55 | 32 |
- | - | - | 23,61 | 18,75 | 16,78 | 14,29 | 33 |
- | - | - | 24,64 | 19,62 | 17,60 | 15,04 | 34 |
- | - | - | 25,66 | 20,50 | 18,42 | 15,78 | 35 |
- | - | - | - | 21,38 | 19,24 | 16,53 | 36 |
- | - | - | - | 22,96 | 20,06 | 17,28 | 37 |
- | - | - | - | 23,14 | 20,88 | 17,99 | 38 |
- | - | - | - | 24,01 | 21,70 | 18,77 | 39 |
- | - | - | - | 24,89 | 22,52 | 19,51 | 40 |
- | - | - | - | 25,77 | 23,34 | 20,26 | 41 |
- | - | - | - | - | 24,16 | 21,00 | 42 |
- | - | - | - | - | 24,98 | 21,75 | 43 |
- | - | - | - | - | 25,80 | 22,50 | 44 |
(Поправка. ИУС N 8-2018). 2 Группа прочности М65 не включена в настоящую таблицу, поскольку трубы этой группы прочности поставляют с муфтами группы прочности L80 тип 1. | |||||||
Таблица С.18 - Требования к работе удара для трубных заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей при испытаниях на ударный изгиб продольных образцов
Максимальная критическая толщина стенки для группы прочности | Минимальная работа удара для продольных образцов | ||||||
L80 | С90 | N80 тип Q, R95, T95 | С110 | Р110 | Q125 | Q135 | |
16,17 | 13,61 | 12,52 | 10,56 | 7,55 | 6,33 | 4,79 | 41 |
16,82 | 14,20 | 13,08 | 11,07 | 7,99 | 6,74 | 5,16 | 42 |
17,47 | 14,78 | 13,64 | 11,59 | 8,43 | 7,15 | 5,54 | 43 |
18,11 | 15,37 | 14,20 | 12,10 | 8,87 | 7,56 | 5,91 | 44 |
18,76 | 15,95 | 14,76 | 12,61 | 9,30 | 7,97 | 6,28 | 45 |
19,41 | 16,54 | 15,32 | 13,12 | 9,74 | 8,38 | 6,65 | 46 |
20,05 | 17,13 | 15,88 | 13,63 | 10,18 | 8,79 | 7,03 | 47 |
20,70 | 17,71 | 16,44 | 14,15 | 10,62 | 9,20 | 7,40 | 48 |
21,35 | 18,30 | 17,00 | 14,66 | 11,06 | 9,61 | 7,77 | 49 |
21,99 | 18,88 | 17,56 | 15,17 | 11,50 | 10,02 | 8,14 | 50 |
22,64 | 19,47 | 18,11 | 15,68 | 11,94 | 10,43 | 8,52 | 51 |
23,29 | 20,05 | 18,67 | 16,19 | 12,38 | 10,84 | 8,89 | 52 |
23,94 | 20,64 | 19,23 | 16,70 | 12,82 | 11,25 | 9,26 | 53 |
24,58 | 21,22 | 19,79 | 17,22 | 13,26 | 11,66 | 9,64 | 54 |
25,23 | 21,81 | 20,35 | 17,73 | 13,70 | 12,07 | 10,01 | 55 |
25,88 | 22,39 | 20,91 | 18,24 | 14,13 | 12,48 | 10,38 | 56 |
- | 22,98 | 21,47 | 18,75 | 14,57 | 12,89 | 10,76 | 57 |
- | 23,56 | 22,03 | 19,26 | 15,01 | 13,30 | 11,13 | 58 |
- | 24,15 | 22,59 | 19,77 | 15,45 | 13,71 | 11,50 | 59 |
- | 24,73 | 23,15 | 20,29 | 15,89 | 14,12 | 11,87 | 60 |
- | 25,32 | 23,70 | 20,80 | 16,33 | 14,53 | 12,25 | 61 |
- | 25,90 | 24,26 | 21,31 | 16,77 | 14,94 | 12,62 | 62 |
- | - | 24,82 | 21,82 | 17,21 | 15,35 | 12,99 | 63 |
- | - | 25,38 | 22,33 | 17,65 | 15,76 | 13,36 | 64 |
- | - | 25,94 | 22,85 | 18,09 | 16,17 | 13,74 | 65 |
- | - | - | 23,36 | 18,53 | 16,58 | 14,11 | 66 |
- | - | - | 23,87 | 18,96 | 16,99 | 14,48 | 67 |
- | - | - | 24,38 | 19,40 | 17,40 | 14,86 | 68 |
- | - | - | 24,89 | 19,84 | 17,81 | 15,23 | 69 |
- | - | - | 25,40 | 20,28 | 18,22 | 15,60 | 70 |
(Поправка. ИУС N 8-2018).
| |||||||
Таблица С.19 - Требования к работе удара для труб при испытаниях на ударный изгиб поперечных образцов
Максимальная толщина стенки труб для группы прочности | Минимальная работа удара для поперечных образцов | ||||||
N80 тип Q, L80 | С90 | R95, T95 | С110 | Р110 | Q125 | Q135 | |
11,59 | 9,11 | 8,09 | - | - | - | - | 14 |
13,12 | 10,48 | 9,38 | - | - | - | - | 15 |
14,66 | 11,84 | 10,67 | - | - | - | - | 16 |
16,19 | 13,21 | 11,97 | - | - | - | - | 17 |
17,73 | 14,57 | 13,26 | - | - | - | - | 18 |
19,26 | 15,94 | 14,56 | - | - | - | - | 19 |
20,80 | 17,30 | 15,85 | 10,31 | 12,24 | 6,13 | 4,61 | 20 |
22,33 | 18,67 | 17,14 | 11,33 | 13,36 | 6,95 | 5,35 | 21 |
23,87 | 20,03 | 18,44 | 12,35 | 14,48 | 7,77 | 6,10 | 22 |
25,40 | 21,40 | 19,73 | 13,38 | 15,60 | 8,59 | 6,84 | 23 |
- | 22,76 | 21,02 | 14,40 | 16,72 | 9,41 | 7,59 | 24 |
- | 24,12 | 22,32 | 15,42 | 17,83 | 10,23 | 8,34 | 25 |
- | 25,49 | 23,61 | 16,45 | 18,95 | 11,04 | 9,07 | 26 |
- | - | 24,91 | 17,47 | 20,07 | 11,86 | 9,82 | 27 |
- | - | - | 18,50 | 21,19 | 12,68 | 10,56 | 28 |
- | - | - | 19,52 | 22,31 | 13,50 | 11,31 | 29 |
- | - | - | 20,54 | 23,43 | 14,32 | 12,06 | 30 |
- | - | - | 21,57 | 24,54 | 15,14 | 12,80 | 31 |
- | - | - | 22,59 | 25,66 | 15,96 | 13,55 | 32 |
- | - | - | 23,61 | - | 16,78 | 14,29 | 33 |
- | - | - | 24,64 | - | 17,60 | 15,04 | 34 |
- | - | - | 25,68 | - | 18,42 | 15,78 | 35 |
- | - | - | - | - | 19,24 | 16,53 | 36 |
- | - | - | - | - | 20,06 | 17,28 | 37 |
- | - | - | - | - | 20,88 | 17,99 | 38 |
- | - | - | - | - | 21,70 | 18,77 | 39 |
- | - | - | - | - | 22,52 | 19,51 | 40 |
- | - | - | - | - | 23,34 | 20,26 | 41 |
- | - | - | - | - | 24,16 | 21,00 | 42 |
- | - | - | - | - | 24,98 | 21,75 | 43 |
- | - | - | - | - | 25,80 | 22,50 | 44 |
(Поправка. ИУС N 8-2018). | |||||||
Таблица С.20 - Требования к работе удара для труб при испытаниях на ударный изгиб продольных образцов
Максимальная толщина стенки труб для группы прочности | Минимальная работа удара для продольных образцов | ||||||
N80 тип Q, L80 | С90 | R95, T95 | С110 | Р110 | Q125 | Q135 | |
10,44 | 8,09 | 7,12 | - | - | - | - | 27 |
11,20 | 8,77 | 7,76 | - | - | - | - | 28 |
11,97 | 9,45 | 8,41 | - | - | - | - | 29 |
12,74 | 10,14 | 9,06 | - | - | - | - | 30 |
13,51 | 10,82 | 9,70 | - | - | - | - | 31 |
14,27 | 11,50 | 10,35 | - | - | - | - | 32 |
15,04 | 12,18 | 11,00 | - | - | - | - | 33 |
15,81 | 12,87 | 11,64 | - | - | - | - | 34 |
16,58 | 13,55 | 12,29 | - | - | - | - | 35 |
17,34 | 14,23 | 12,94 | - | - | - | - | 36 |
18,11 | 14,91 | 13,58 | - | - | - | - | 37 |
18,88 | 15,60 | 14,23 | - | - | - | - | 38 |
19,65 | 16,28 | 14,88 | - | - | - | - | 39 |
20,41 | 16,96 | 15,53 | - | - | - | - | 40 |
21,18 | 17,64 | 16,17 | 10,56 | 12,52 | 6,33 | 4,79 | 41 |
21,95 | 18,32 | 16,82 | 11,07 | 13,08 | 6,74 | 5,16 | 42 |
22,72 | 19,01 | 17,47 | 11,59 | 13,64 | 7,15 | 5,54 | 43 |
23,48 | 19,69 | 18,11 | 12,10 | 14,20 | 7,56 | 5,91 | 44 |
24,25 | 20,37 | 18,76 | 12,61 | 14,76 | 7,97 | 6,28 | 45 |
25,02 | 21,05 | 19,41 | 13,12 | 15,32 | 8,38 | 6,65 | 46 |
25,79 | 21,74 | 20,05 | 13,63 | 15,88 | 8,79 | 7,03 | 47 |
- | 22,42 | 20,70 | 14,15 | 16,44 | 9,20 | 7,40 | 48 |
- | 23,10 | 21,35 | 14,66 | 17,00 | 9,61 | 7,77 | 49 |
- | 23,78 | 21,99 | 15,17 | 17,56 | 10,02 | 8,14 | 50 |
- | 24,47 | 22,64 | 15,68 | 18,11 | 10,43 | 8,52 | 51 |
- | 25,15 | 23,29 | 16,19 | 18,67 | 10,84 | 8,89 | 52 |
- | 25,83 | 23,94 | 16,70 | 19,23 | 11,25 | 9,26 | 53 |
- | - | 24,58 | 17,22 | 19,79 | 11,66 | 9,64 | 54 |
- | - | 25,23 | 17,73 | 20,35 | 12,07 | 10,01 | 55 |
- | - | 25,88 | 18,24 | 20,91 | 12,48 | 10,38 | 56 |
- | - | - | 18,75 | 21,47 | 12,89 | 10,76 | 57 |
- | - | - | 19,26 | 22,03 | 13,30 | 11,13 | 58 |
- | - | - | 19,77 | 22,59 | 13,71 | 11,50 | 59 |
- | - | - | 20,29 | 23,15 | 14,12 | 11,87 | 60 |
- | - | - | 20,80 | 23,70 | 14,53 | 12,25 | 61 |
- | - | - | 21,31 | 24,26 | 14,94 | 12,62 | 62 |
- | - | - | 21,82 | 24,82 | 15,35 | 12,99 | 63 |
- | - | - | 22,33 | 25,38 | 15,76 | 13,36 | 64 |
- | - | - | 22,85 | 25,94 | 16,17 | 13,74 | 65 |
- | - | - | 23,36 | - | 16,58 | 14,11 | 66 |
- | - | - | 23,87 | - | 16,99 | 14,48 | 67 |
- | - | - | 24,38 | - | 17,40 | 14,86 | 68 |
- | - | - | 24,89 | - | 17,81 | 15,23 | 69 |
- | - | - | 25,40 | - | 18,22 | 15,60 | 70 |
- | - | - | - | - | 18,63 | 15,98 | 71 |
- | - | - | - | - | 19,04 | 16,35 | 72 |
(Поправка. ИУС N 8-2018). | |||||||
Таблица С.21 - Расчетная толщина стенки труб, подвергаемых закалке и отпуску, необходимая для изготовления поперечных образцов для испытаний на ударный изгиб
В миллиметрах
Наружный диаметр труб | Расчетная толщина стенки труб | ||
полного размера | 3/4-размера | 1/2-размера | |
88,90 | 20,53 | 18,03 | 15,53 |
101,60 | 19,09 | 16,59 | 14,09 |
114,30 | 18,05 | 15,55 | 13,05 |
127,00 | 17,26 | 14,76 | 12,26 |
139,70 | 16,64 | 14,14 | 11,64 |
146,05 | 16,37 | 13,87 | 11,37 |
168,28 | 15,62 | 13,12 | 10,62 |
177,80 | 15,36 | 12,86 | 10,36 |
193,68 | 14,99 | 12,49 | 9,99 |
196,85 | 14,92 | 12,42 | 9,92 |
219,08 | 14,51 | 12,01 | 9,51 |
244,48 | 14,13 | 11,63 | 9,13 |
250,83 | 14,06 | 11,56 | 9,06 |
273,05 | 13,80 | 11,30 | 8,80 |
298,45 | 13,56 | 11,06 | 8,56 |
323,85 | 13,35 | 10,85 | 8,35 |
339,72 | 13,24 | 10,74 | 8,24 |
350,52 | 13,17 | 10,67 | 8,17 |
376,76 | 13,02 | 10,52 | 8,02 |
406,40 | 12,87 | 10,37 | 7,87 |
425,45 | 12,78 | 10,28 | 7,78 |
473,08 | 12,60 | 10,10 | 7,60 |
508,00 | 12,49 | 9,99 | 7,49 |
Примечание - Расчетные толщины стенки труб, превышающие наибольшие толщины стенки для наружных диаметров, указанные в таблицах С.1 и С.2, применимы к трубам со специальной отделкой концов [с резьбовыми соединениями, не предусмотренными ГОСТ 34057 или ГОСТ 33758] и приведены в настоящей таблице для справки. Толщины стенки труб рассчитаны с учетом припусков на механическую обработку образцов: 0,50 мм - по внутреннему диаметру и 0,50 мм - по наружному диаметру. (Поправка. ИУС N 8-2018). | |||
Таблица С.22 - Расчетная толщина стенки труб, подвергаемых закалке и отпуску, необходимая для изготовления продольных образцов для испытаний на ударный изгиб
В миллиметрах
Наружный диаметр труб | Расчетная толщина стенки труб | ||
полного размера | 3/4-размера | 1/2-размера | |
26,67 | 11,97 | 9,47 | 6,97 |
33,40 | 11,77 | 9,27 | 6,77 |
42,16 | 11,60 | 9,10 | 6,60 |
48,26 | 11,52 | 9,02 | 6,52 |
52,40 | 11,48 | 8,98 | 6,48 |
60,32 | 11,42 | 8,92 | 6,42 |
73,02 | 11,34 | 8,84 | 6,34 |
88,90 | 11,28 | 8,78 | 6,28 |
101,60 | 11,25 | 8,75 | 6,25 |
114,30 | 11,22 | 8,72 | 6,22 |
127,00 | 11,20 | 8,70 | 6,20 |
139,70 | 11,18 | 8,68 | 6,18 |
146,05 | 11,17 | 8,67 | 6,17 |
168,28 | 11,15 | 8,65 | 6,15 |
177,80 | 11,14 | 8,64 | 6,14 |
193,68 | 11,13 | 8,63 | 6,13 |
196,85 | 11,13 | 8,63 | 6,13 |
219,08 | 11,11 | 8,61 | 6,11 |
244,48 | 11,10 | 8,60 | 6,10 |
250,83 | 11,10 | 8,60 | 6,10 |
273,05 | 11,09 | 8,59 | 6,09 |
298,45 | 11,08 | 8,58 | 6,08 |
323,85 | 11,08 | 8,58 | 6,08 |
339,72 | 11,07 | 8,57 | 6,07 |
350,52 | 11,07 | 8,57 | 6,07 |
376,76 | 11,07 | 8,57 | 6,07 |
406,40 | 11,06 | 8,56 | 6,06 |
425,45 | 11,06 | 8,56 | 6,06 |
473,08 | 11,05 | 8,55 | 6,05 |
508,00 | 11,05 | 8,55 | 6,05 |
Примечание - Расчетные толщины стенки труб, превышающие наибольшие толщины стенки для наружных диаметров, указанные в таблицах С.1 и С.2, применимы к трубам со специальной отделкой концов [с резьбовыми соединениями, не предусмотренными ГОСТ 34057 или ГОСТ 33758] и приведены в настоящей таблице для справки. Толщины стенки труб рассчитаны с учетом припусков на механическую обработку образцов: 0,50 мм - по внутреннему диаметру и 0,50 мм - по наружному диаметру. (Поправка. ИУС N 8-2018). | |||
Таблица С.23 - Расстояние между плитами при испытаниях на сплющивание для сварных труб
Группа прочности | Отношение | Расстояние между сплющивающими плитами, мм |
Н40 | 16 и св. | 0,5 |
До 16 |
| |
J55, K55, K72 | 16 и св. | 0,65 |
От 3,93 до 16 |
| |
До 3,93 |
| |
М65 | Любое |
|
N80 | От 9 до 28 |
|
L80 тип 1 | От 9 до 28 |
|
R95 | От 9 до 28 |
|
P110 | Любое |
|
Q125 | Любое |
|
Q135 | Любое |
|
| ||
Таблица С.24 - Размеры и массы обсадных труб
Нару- | Масса на еди- | Тол- | Внут- | Диа- | Расчетная масса | |||||||||
Масса на единицу длины трубы без резьбы | Увеличение или уменьшение массы трубы | |||||||||||||
SC | LC | ВС с муфтой | ОТТМ с муфтой | ОТТГ с муфтой | ||||||||||
обыч- | спе- | обыч- | спе- | обыч- | спе- | |||||||||
101,60 | 11,20 | 6,50 | 88,60 | 85,42 | 15,24 | - | - | - | - | 2,19 | 1,09 | - | - | |
114,30 | 14,14 | 5,21 | 103,88 | 100,70 | 14,02 | 1,91 | - | - | - | - | - | - | - | |
15,63 | 5,69 | 102,92 | 99,74 | 15,24 | 1,72 | - | 2,27 | 1,16 | - | - | - | - | ||
17,26 | 6,35 | 101,60 | 98,42 | 16,91 | 1,54 | 1,72 | 2,09 | 0,98 | 1,95 | 0,95 | - | - | ||
20,09 | 7,37 | 99,56 | 96,38 | 19,44 | - | 1,45 | 1,81 | 0,71 | 1,71 | 0,71 | - | - | ||
22,47 | 8,56 | 97,18 | 94,00 | 22,32 | - | 1,27 | 1,45 | 0,34 | 1,43 | 0,43 | 1,38 | 0,48 | ||
26,32 | 10,20 | 93,90 | 90,72 | 26,19 | - | 0,81 | - | - | 1,06 | 0,06 | 0,96 | 0,06 | ||
127,00 | 17,11 | 5,59 | 115,82 | 112,64 | 16,74 | 2,45 | - | - | - | - | - | - | - | |
19,35 | 6,43 | 114,14 | 110,96 | 19,12 | 2,18 | 2,63 | 2,99 | 1,10 | 2,42 | 0,92 | - | - | ||
22,32 | 7,52 | 111,96 | 108,78 | 22,16 | 1,91 | 2,36 | 2,63 | 0,73 | 2,13 | 0,63 | - | - | ||
26,79 | 9,19 | 108,62 | 105,44 | 26,70 | - | 1,91 | 2,00 | 0,10 | 1,68 | 0,18 | 1,86 | 0,46 | ||
30,92 | 10,70 | 105,60 | 102,42 | 30,69 | 1,17 | 1,43 | - | - | 1,29 | -0,21 | 1,41 | 0,01 | ||
31,85 | 11,10 | 104,80 | 101,62 | 31,73 | - | 1,34 | 1,12 | -0,78 | 1,19 | -0,31 | 1,30 | -0,10 | ||
34,53 | 12,14 | 102,72 | 99,54 | 34,39 | - | 1,04 | 0,93 | -0,95 | - | - | - | - | ||
35,86 | 12,70 | 101,60 | 98,42 | 35,80 | - | 0,88 | 0,56 | -1,33 | - | - | - | - | ||
139,70 | 20,83 | 6,20 | 127,30 | 124,12 | 20,41 | 2,45 | - | - | - | 2,60 | 1,40 | - | - | |
23,07 | 6,98 | 125,74 | 122,56 | 22,85 | 2,18 | 2,63 | 2,90 | 0,95 | 2,36 | 1,16 | - | - | ||
25,30 | 7,72 | 124,26 | 121,08 | 25,13 | 2,00 | 2,45 | 2,63 | 0,68 | 2,12 | 0,92 | - | - | ||
29,76 | 9,17 | 121,36 | 118,18 | 29,52 | - | 2,00 | 2,09 | 0,14 | 1,68 | 0,48 | 2,47 | 0,47 | ||
34,23 | 10,54 | 118,62 | 115,44 | 33,57 | - | 1,45 | 1,54 | -0,41 | 1,26 | 0,06 | 2,00 | 0,00 | ||
- | 12,70 | 114,30 | 111,12 | 39,78 | - | - | - | - | - | - | - | - | ||
- | 14,27 | 111,16 | 107,98 | 44,14 | - | - | - | - | - | - | - | - | ||
- | 15,88 | 107,94 | 104,76 | 48,49 | - | - | - | - | - | - | - | - | ||
- | 17,45 | 104,80 | 101,62 | 52,61 | - | - | - | - | - | - | - | - | ||
- | 19,05 | 101,60 | 98,42 | 56,68 | - | - | - | - | - | - | - | - | ||
- | 20,62 | 98,46 | 95,28 | 60,55 | - | - | - | - | - | - | - | - | ||
- | 22,22 | 95,26 | 92,08 | 64,38 | - | - | - | - | - | - | - | - | ||
146,05 | 23,18 | 6,50 | 133,05 | 129,87 | 22,37 | 4,91 | - | 6,09 | 1,29 | 4,96 | 1,46 | - | - | |
24,92 | 7,00 | 132,05 | 128,87 | 24,00 | 4,74 | 5,57 | 5,87 | 1,07 | 4,80 | 1,30 | - | - | ||
27,15 | 7,70 | 130,65 | 127,47 | 26,27 | 4,51 | 5,30 | 5,58 | 0,78 | 4,57 | 1,07 | - | - | ||
29,66 | 8,50 | 129,05 | 125,87 | 28,83 | 4,25 | 4,99 | 5,24 | 0,44 | 4,30 | 0,80 | 4,99 | 0,69 | ||
32,76 | 9,50 | 127,05 | 123,87 | 31,99 | 3,93 | 4,62 | 4,83 | 0,03 | 3,98 | 0,48 | 4,62 | 0,32 | ||
36,41 | 10,70 | 124,65 | 121,47 | 35,72 | 3,56 | 4,17 | 4,34 | -0,46 | 3,60 | 0,10 | 4,19 | -0,11 | ||
- | 12,70 | 120,65 | 117,47 | 41,77 | - | - | - | - | - | - | - | - | ||
- | 14,27 | 117,51 | 114,33 | 46,38 | - | - | - | - | - | - | - | - | ||
- | 15,88 | 114,29 | 111,11 | 51,98 | - | - | - | - | - | - | - | - | ||
- | 17,45 | 111,15 | 107,97 | 55,34 | - | - | - | - | - | - | - | - | ||
- | 19,05 | 108,00 | 104,77 | 59,66 | - | - | - | - | - | - | - | - | ||
- | 20,62 | 104,81 | 101,63 | 63,78 | - | - | - | - | - | - | - | - | ||
- | 22,22 | 101,61 | 98,43 | 67,86 | - | - | - | - | - | - | - | - | ||
168,28 | 29,76 | 7,32 | 153,64 | 150,46 | 29,06 | 4,99 | 6,17 | 6,53 | 1,08 | 5,59 | 0,89 | - | - | |
35,72 | 8,94 | 150,40 | 147,22 | 35,13 | 4,35 | 5,44 | 5,72 | 0,26 | 4,95 | 0,25 | 5,69 | 0,59 | ||
41,67 | 10,59 | 147,10 | 143,92 | 41,18 | - | 4,63 | 4,81 | -0,64 | 4,31 | -0,39 | 4,97 | -0,13 | ||
47,62 | 12,06 | 144,16 | 140,98 | 46,46 | - | 3,99 | 4,08 | -1,37 | 3,75 | -0,95 | 4,34 | -0,76 | ||
- | 12,70 | 142,90 | 139,72 | 48,73 | - | - | - | - | - | - | - | - | ||
- | 14,27 | 139,76 | 136,58 | 54,21 | - | - | - | - | - | - | - | - | ||
- | 15,88 | 136,54 | 133,36 | 59,69 | - | - | - | - | - | - | - | - | ||
- | 17,45 | 133,40 | 130,22 | 64,92 | - | - | - | - | - | - | - | - | ||
- | 19,05 | 130,20 | 127,02 | 70,12 | - | - | - | - | - | - | - | - | ||
- | 20,62 | 127,06 | 123,88 | 75,10 | - | - | - | - | - | - | - | - | ||
- | 22,22 | 123,86 | 120,68 | 80,05 | - | - | - | - | - | - | - | - | ||
177,80 | 25,89 | 5,87 | 166,06 | 162,88 | 24,89 | 4,54 | - | - | - | - | - | - | - | |
30,06 | 6,91 | 163,98 | 160,80 | 29,12 | 4,26 | - | 5,44 | 1,24 | 4,45 | 1,15 | - | - | ||
34,67 | 8,05 | 161,70 | 158,75 | 33,70 | 3,63 | 4,72 | 4,99 | 0,73 | 3,94 | 0,64 | - | - | ||
34,67 | 8,05 | 161,70 | 158,52 | 33,70 | 3,63 | 4,72 | 4,99 | 0,73 | 3,94 | 0,64 | - | - | ||
39,14 | 9,19 | 159,42 | 156,24 | 38,21 | 3,27 | 4,26 | 4,35 | 0,09 | 3,45 | 0,15 | 4,25 | 0,45 | ||
43,60 | 10,36 | 157,08 | 153,90 | 42,78 | - | 3,63 | 3,72 | -0,54 | 2,94 | -0,36 | 3,69 | -0,11 | ||
47,92 | 11,51 | 154,78 | 152,40 | 47,20 | - | 2,99 | 3,08 | -1,18 | 2,46 | -0,84 | 3,14 | -0,66 | ||
47,92 | 11,51 | 154,78 | 151,60 | 47,20 | - | 2,99 | 3,08 | -1,18 | 2,46 | -0,84 | 3,14 | -0,66 | ||
52,23 | 12,65 | 152,50 | 149,32 | 51,52 | - | 2,54 | 2,54 | -1,72 | 1,98 | -1,32 | 2,60 | -1,20 | ||
56,10 | 13,72 | 150,36 | 147,18 | 55,52 | - | 2,00 | 1,91 | -2,36 | 1,54 | -1,76 | 2,11 | -1,69 | ||
60,45 | 15,00 | 147,80 | 144,62 | 60,22 | - | 1,39 | 1,10 | -3,10 | 1,02 | -2,28 | 1,53 | -2,27 | ||
- | 15,88 | 146,04 | 142,86 | 63,41 | - | - | - | - | - | - | - | - | ||
- | 15,88 | 146,04 | 142,86 | 63,41 | - | - | - | - | - | - | - | - | ||
- | 17,45 | 142,90 | 139,72 | 69,01 | - | - | - | - | - | - | - | - | ||
- | 19,05 | 139,70 | 136,52 | 74,58 | - | - | - | - | - | - | - | - | ||
- | 20,62 | 136,56 | 133,38 | 79,93 | - | - | - | - | - | - | - | - | ||
- | 22,22 | 133,36 | 130,18 | 85,25 | - | - | - | - | - | - | - | - | ||
193,68 | 35,72 | 7,62 | 178,44 | 175,26 | 34,96 | 7,17 | - | 10,75 | 4,25 | 8,27 | 2,87 | - | - | |
39,29 | 8,33 | 177,02 | 173,84 | 38,08 | 6,89 | 8,62 | 9,34 | 2,82 | 7,91 | 2,51 | - | - | ||
44,20 | 9,52 | 174,64 | 171,46 | 43,24 | - | 7,89 | 8,53 | 2,00 | 7,33 | 1,93 | 8,29 | 1,99 | ||
50,15 | 10,92 | 171,84 | 168,66 | 49,22 | - | 7,17 | 7,71 | 1,18 | 6,64 | 1,24 | 7,52 | 1,22 | ||
58,04 | 12,70 | 168,28 | 165,10 | 56,68 | - | 6,17 | 6,62 | 0,10 | 5,79 | 0,39 | 6,57 | 0,27 | ||
63,69 | 14,27 | 165,14 | 161,96 | 63,14 | - | 5,45 | 5,17 | -1,37 | 5,06 | -0,34 | 5,74 | -0,56 | ||
67,41 | 15,11 | 163,46 | 160,28 | 66,54 | - | 5,01 | 5,01 | -1,52 | 4,67 | -0,73 | 5,31 | -0,99 | ||
70,09 | 15,88 | 161,92 | 158,74 | 69,63 | - | 4,61 | 4,19 | -2,35 | 4,32 | -1,08 | 4,91 | -1,39 | ||
- | 17,45 | 158,78 | 155,60 | 75,84 | - | - | - | - | - | - | - | - | ||
- | 19,05 | 155,58 | 152,40 | 82,04 | - | - | - | - | - | - | - | - | ||
196,85 | - | 15,11 | 166,63 | 165,10 | 67,72 | - | - | - | - | - | - | - | - | |
- | 15,11 | 166,63 | 163,45 | 67,72 | - | - | - | - | - | - | - | - | ||
219,08 | 35,72 | 6,71 | 205,66 | 202,48 | 35,14 | 10,70 | - | - | - | - | - | - | - | |
41,67 | 7,72 | 203,64 | 200,46 | 40,24 | 10,07 | - | 13,51 | 3,41 | 11,70 | 3,30 | - | - | ||
47,62 | 8,94 | 201,20 | 200,02 | 46,33 | 9,43 | 12,52 | 12,79 | 2,74 | 10,97 | 2,57 | 13,06 | 3,36 | ||
47,62 | 8,94 | 201,20 | 198,02 | 46,33 | 9,43 | 12,52 | 12,79 | 2,74 | 10,97 | 2,57 | 13,06 | 3,36 | ||
53,57 | 10,16 | 198,76 | 195,58 | 52,35 | 8,80 | 11,61 | 11,88 | 1,83 | 10,24 | 1,84 | 12,25 | 2,55 | ||
59,53 | 11,43 | 196,22 | 193,68 | 58,53 | - | 10,80 | 10,98 | 0,92 | 9,50 | 1,10 | 11,42 | 1,72 | ||
59,53 | 11,43 | 196,22 | 193,04 | 58,53 | - | 10,80 | 10,98 | 0,92 | 9,50 | 1,10 | 11,42 | 1,72 | ||
65,48 | 12,70 | 193,68 | 190,50 | 64,64 | - | 9,89 | 10,07 | 0,01 | 8,77 | 0,37 | 10,60 | 0,90 | ||
72,92 | 14,15 | 190,78 | 187,60 | 71,51 | - | 8,89 | 8,98 | -1,08 | 7,94 | -0,46 | 9,68 | -0,02 | ||
244,48 | 48,07 | 7,92 | 228,60 | 224,67 | 46,20 | 11,07 | - | 14,76 | 3,56 | 12,71 | 3,51 | - | - | |
53,57 | 8,94 | 226,60 | 222,63 | 51,93 | 10,43 | 14,51 | 14,06 | 2,94 | 12,02 | 2,82 | 14,33 | 3,93 | ||
59,53 | 10,03 | 224,40 | 222,25 | 57,99 | 9,71 | 13,61 | 13,15 | 2,03 | 11,30 | 2,10 | 13,52 | 2,82 | ||
59,53 | 10,03 | 224,40 | 220,45 | 57,99 | 9,71 | 13,61 | 13,15 | 2,03 | 11,30 | 2,10 | 13,52 | 2,82 | ||
64,74 | 11,05 | 222,40 | 218,41 | 63,61 | - | 12,79 | 12,34 | 1,22 | 10,62 | 1,42 | 12,77 | 2,07 | ||
69,94 | 11,99 | 220,50 | 216,53 | 68,75 | - | 12,07 | 11,61 | 0,49 | 10,00 | 0,80 | 12,08 | 1,38 | ||
79,62 | 13,84 | 216,80 | 215,90 | 78,72 | - | 10,61 | 10,16 | -0,96 | 8,81 | -0,39 | 10,74 | 0,04 | ||
79,62 | 13,84 | 216,80 | 212,83 | 78,72 | - | 10,61 | 10,16 | -0,96 | 8,81 | -0,39 | 10,74 | 0,04 | ||
86,91 | 15,11 | 214,25 | 212,72 | 85,47 | - | 9,75 | 9,13 | -2,00 | 8,00 | -1,20 | 9,84 | -0,86 | ||
86,91 | 15,11 | 214,25 | 210,29 | 85,47 | - | 9,75 | 9,13 | -2,00 | 8,00 | -1,20 | 9,84 | -0,86 | ||
- | 15,47 | 213,50 | 209,58 | 87,37 | - | - | - | - | - | - | - | - | ||
91,11 | 15,90 | 212,68 | 208,71 | 89,63 | - | 9,04 | 8,35 | -2,85 | 7,50 | -1,70 | 9,28 | -1,42 | ||
- | 17,07 | 210,30 | 206,38 | 95,73 | - | - | - | - | - | - | - | - | ||
- | 18,64 | 207,20 | 203,23 | 103,82 | - | - | - | - | - | - | - | - | ||
- | 20,24 | 204,00 | 200,02 | 111,93 | - | - | - | - | - | - | - | - | ||
250,83 | 87,80 | 15,88 | 219,07 | 215,10 | 92,01 | - | - | - | - | - | - | 9,47 | -14,43 | |
273,05 | 48,74 | 7,09 | 258,90 | 254,91 | 46,50 | 13,15 | - | - | - | - | - | - | - | |
60,27 | 8,89 | 255,30 | 251,30 | 57,91 | 11,97 | - | 15,60 | 3,27 | 13,40 | 3,20 | 16,01 | 4,11 | ||
67,71 | 10,16 | 252,70 | 250,82 | 65,87 | 11,07 | - | 14,42 | 2,09 | 12,44 | 2,24 | 14,94 | 3,04 | ||
67,71 | 10,16 | 252,70 | 248,76 | 65,87 | 11,07 | - | 14,42 | 2,09 | 12,44 | 2,24 | 14,94 | 3,04 | ||
75,90 | 11,43 | 250,20 | 246,22 | 73,75 | 10,25 | - | 13,34 | 1,00 | 11,50 | 1,30 | 13,88 | 1,98 | ||
82,59 | 12,57 | 247,90 | 244,48 | 80,75 | 9,43 | - | 12,25 | -0,09 | 10,66 | 0,46 | 12,95 | 1,05 | ||
82,59 | 12,57 | 247,90 | 243,94 | 80,75 | 9,43 | - | 12,25 | -0,09 | 10,66 | 0,46 | 12,95 | 1,05 | ||
90,33 | 13,84 | 245,40 | 241,40 | 88,47 | 8,53 | - | 11,07 | - | 9,73 | -0,47 | 11,91 | 0,01 | ||
273,05 | 97,77 | 15,11 | 242,80 | 238,86 | 96,12 | 7,62 | - | 9,98 | - | 8,81 | -1,39 | 10,89 | -1,01 | |
105,49 | 16,50 | 240,05 | 236,08 | 104,39 | 6,72 | - | - | - | 7,82 | -2,38 | 9,78 | -2,12 | ||
- | 17,07 | 238,90 | 234,95 | 107,76 | - | - | - | - | - | - | - | - | ||
- | 18,64 | 235,80 | 231,80 | 116,95 | - | - | - | - | - | - | - | - | ||
- | 20,24 | 232,60 | 228,60 | 126,19 | - | - | - | - | - | - | - | - | ||
298,45 | 62,50 | 8,46 | 281,50 | 279,40 | 62,56 | 13,43 | - | - | - | 14,57 | - | - | - | |
62,50 | 8,46 | 281,50 | 277,50 | 62,56 | 13,43 | - | - | - | 14,57 | - | - | - | ||
69,94 | 9,53 | 279,41 | 275,44 | 67,83 | 12,52 | - | 16,24 | - | 13,93 | - | - | - | ||
80,36 | 11,05 | 276,40 | 272,39 | 78,32 | 11,34 | - | 14,70 | - | 12,67 | - | - | - | ||
89,29 | 12,42 | 273,60 | 269,88 | 87,61 | 10,25 | - | 13,43 | - | 11,56 | - | - | - | ||
89,29 | 12,42 | 273,60 | 269,65 | 87,61 | 10,25 | - | 13,43 | - | 11,56 | - | - | - | ||
96,73 | 13,56 | 271,30 | 269,88 | 95,27 | - | - | - | - | 10,64 | - | - | - | ||
96,73 | 13,56 | 271,30 | 267,36 | 95,27 | - | - | - | - | 10,64 | - | - | - | ||
105,66 | 14,78 | 268,90 | 264,92 | 103,40 | 8,43 | - | - | - | 9,66 | - | - | - | ||
323,85 | - | 7,70 | 308,45 | 304,48 | 60,04 | - | - | - | - | - | - | - | - | |
68,32 | 8,50 | 306,85 | 302,88 | 66,10 | 13,59 | - | 15,49 | - | 14,96 | - | - | - | ||
75,72 | 9,50 | 304,85 | 300,88 | 73,65 | 12,53 | - | 14,38 | - | 14,06 | - | 15,88 | - | ||
87,46 | 11,00 | 301,65 | 297,88 | 84,87 | 11,16 | - | 12,61 | - | 12,62 | - | 14,28 | - | ||
96,91 | 12,40 | 299,05 | 295,08 | 95,24 | 10,07 | - | 11,19 | - | 11,47 | - | 12,99 | - | ||
108,43 | 14,00 | 295,85 | 291,88 | 106,98 | 8,73 | - | 9,45 | - | 10,06 | - | 11,41 | - | ||
339,72 | 71,43 | 8,38 | 322,96 | 318,99 | 68,48 | 15,06 | - | - | - | - | - | - | - | |
81,10 | 9,65 | 320,42 | 316,45 | 78,55 | 13,97 | - | 18,23 | - | 15,62 | - | - | - | ||
90,78 | 10,92 | 317,88 | 313,91 | 88,55 | 12,88 | - | 16,69 | - | 14,42 | - | - | - | ||
101,19 | 12,19 | 315,34 | 311,37 | 98,46 | 11,70 | - | 15,24 | - | 13,23 | - | - | - | ||
107,15 | 13,06 | 313,60 | 311,15 | 105,21 | 10,98 | - | 14,33 | - | 12,42 | - | - | - | ||
107,15 | 13,06 | 313,60 | 309,63 | 105,21 | 10,98 | - | 14,33 | - | 12,42 | - | - | - | ||
114,12 | 14,00 | 311,72 | 307,75 | 112,46 | 10,14 | - | - | - | 11,55 | - | - | - | ||
124,63 | 15,40 | 308,92 | 304,95 | 123,17 | 8,91 | - | - | - | 10,26 | - | - | - | ||
350,52 | - | 9,00 | 333,00 | 328,24 | 75,91 | - | - | - | - | - | - | - | - | |
- | 10,00 | 331,00 | 326,24 | 84,10 | - | - | - | - | - | - | - | - | ||
- | 11,00 | 329,00 | 324,24 | 92,93 | - | - | - | - | - | - | - | - | ||
- | 12,00 | 327,00 | 322,24 | 100,32 | - | - | - | - | - | - | - | - | ||
376,76 | - | 9,00 | 359,00 | 354,24 | 81,68 | - | - | - | - | - | - | - | - | |
- | 10,00 | 357,00 | 352,24 | 90,51 | - | - | - | - | - | - | - | - | ||
- | 11,00 | 355,00 | 350,24 | 99,29 | - | - | - | - | - | - | - | - | ||
- | 12,00 | 353,00 | 348,24 | 108,02 | - | - | - | - | - | - | - | - | ||
406,40 | 96,73 | 9,53 | 387,40 | 382,57 | 96,73 | 19,32 | - | - | - | - | - | - | - | |
111,61 | 11,13 | 384,10 | 379,37 | 108,49 | 17,33 | - | 20,68 | - | - | - | - | - | ||
125,01 | 12,57 | 381,30 | 376,48 | 122,09 | 15,51 | - | 17,96 | - | - | - | - | - | ||
- | 16,66 | 373,10 | 368,30 | 160,13 | - | - | - | - | - | - | - | - | ||
425,45 | - | 8,00 | 409,45 | 404,69 | 82,36 | - | - | - | - | - | - | - | - | |
- | 8,90 | 407,65 | 402,89 | 91,43 | - | - | - | - | - | - | - | - | ||
108,53 | 10,00 | 405,45 | 400,69 | 102,46 | - | - | 36,22 | - | - | - | - | - | ||
118,50 | 11,00 | 403,45 | 398,69 | 112,43 | - | - | 36,10 | - | - | - | - | - | ||
- | 11,50 | 402,45 | 397,69 | 117,40 | - | - | - | - | - | - | - | - | ||
128,42 | 12,00 | 401,45 | 396,69 | 122,36 | - | - | 35,98 | - | - | - | - | - | ||
473,08 | 130,21 | 11,05 | 450,98 | 446,22 | 125,91 | 33,38 | - | 39,19 | - | - | - | - | - | |
508,00 | 139,89 | 11,13 | 485,70 | 480,97 | 136,38 | 21,32 | 27,76 | 24,86 | - | - | - | - | - | |
158,49 | 12,70 | 482,60 | 477,82 | 155,13 | 18,87 | 24,86 | 21,95 | - | - | - | - | - | ||
197,93 | 16,13 | 475,70 | 470,97 | 195,66 | 13,61 | 18,42 | 15,97 | - | - | - | - | - | ||
| ||||||||||||||
Масса на единицу длины трубы с резьбой и навинченной муфтой рассчитана как среднее значение массы для всех типов резьбовых соединений и длины трубы 8,2 м. | ||||||||||||||
| ||||||||||||||
Таблица С.25 - Размеры и массы насосно-компрессорных труб
Наруж- | Масса на единицу длины трубы с резьбой и муфтой | Тол- | Внут- | Расчетная масса | |||||||||||
NU | EU | НКТН | НКТВ | НКМ | Масса на еди- | Увеличение или уменьшение массы трубы | |||||||||
NU | EU | НКТН | НКТВ | НКМ | |||||||||||
обыч- | специа- | ||||||||||||||
26,67 | 1,70 | 1,79 | - | 1,74 | - | 2,87 | 20,93 | 1,68 | 0,09 | 0,64 | - | - | 0,37 | - | |
- | 2,29 | - | - | - | 3,91 | 18,85 | 2,19 | - | 0,60 | - | - | - | - | ||
33,40 | 2,53 | 2,68 | 2,54 | 2,57 | - | 3,38 | 26,64 | 2,50 | 0,18 | 0,64 | - | 0,23 | 0,41 | - | |
- | - | 2,62 | 2,65 | - | 3,50 | 26,40 | 2,58 | - | - | - | 0,22 | 0,41 | - | ||
- | 3,33 | 3,27 | 3,30 | - | 4,55 | 24,30 | 3,24 | - | 0,61 | - | 0,19 | 0,37 | - | ||
42,16 | - | - | - | - | - | 3,18 | 35,80 | 3,06 | - | - | - | - | - | - | |
3,42 | 3,57 | 3,45 | 3,49 | - | 3,56 | 35,04 | 3,39 | 0,36 | 0,73 | - | 0,35 | 0,63 | - | ||
- | 4,57 | 4,51 | 4,55 | - | 4,85 | 32,46 | 4,46 | - | 0,68 | - | 0,29 | 0,57 | - | ||
48,26 | - | - | - | - | - | 3,18 | 41,90 | 3,54 | - | - | - | - | - | - | |
4,09 | 4,32 | 4,08 | 4,19 | - | 3,68 | 40,90 | 4,05 | 0,27 | 0,91 | - | 0,19 | 0,86 | - | ||
- | - | 4,42 | 4,53 | - | 4,00 | 40,26 | 4,39 | - | - | - | 0,16 | 0,84 | - | ||
- | 5,55 | - | - | - | 5,08 | 38,10 | 5,41 | - | 0,92 | - | - | - | - | ||
- | - | - | - | - | 6,35 | 35,56 | 6,56 | - | - | - | - | - | - | ||
- | - | - | - | - | 7,62 | 33,02 | 7,64 | - | - | - | - | - | - | ||
52,40 | - | - | - | - | - | 3,96 | 44,48 | 4,73 | - | - | - | - | - | - | |
- | - | - | - | - | 5,72 | 40,96 | 6,58 | - | - | - | - | - | - | ||
60,32 | 5,95 | - | 5,99 | 6,12 | 6,04 | 4,24 | 51,84 | 5,86 | 0,73 | - | - | 0,79 | 1,56 | - | |
6,85 | 6,99 | 6,73 | 6,86 | 6,78 | 4,83 | 50,66 | 6,61 | 0,73 | 1,81 | 1,34 | 0,74 | 1,50 | - | ||
- | - | 6,94 | 7,06 | 6,99 | 5,00 | 50,32 | 6,82 | - | - | - | 0,72 | 1,49 | 1,01 | ||
8,63 | 8,85 | 8,67 | 8,79 | - | 6,45 | 47,42 | 8,57 | 0,64 | 1,63 | 1,16 | 0,61 | 1,35 | - | ||
- | - | - | - | - | 7,49 | 45,34 | 9,76 | - | - | - | - | - | - | ||
- | 11,09 | - | - | - | 8,53 | 43,26 | 10,89 | - | - | - | - | - | - | ||
73,02 | 9,52 | 9,67 | 9,41 | 9,61 | 9,41 | 5,51 | 62,00 | 9,17 | 1,45 | 2,54 | 1,71 | 1,47 | 2,70 | 1,48 | |
11,61 | 11,76 | 11,62 | 11,82 | 11,63 | 7,01 | 59,00 | 11,41 | 1,27 | 2,63 | 1,78 | 1,30 | 2,52 | 1,32 | ||
12,80 | 12,95 | - | - | - | 7,82 | 57,38 | 12,57 | 1,18 | 2,27 | 1,43 | - | - | - | ||
- | 14,06 | - | - | - | 8,64 | 54,74 | 13,72 | - | - | - | - | - | - | ||
- | - | - | - | - | 9,96 | 53,10 | 15,49 | - | - | - | - | - | - | ||
- | - | - | - | - | 11,18 | 50,66 | 17,05 | - | - | - | - | - | - | ||
88,90 | 11,46 | - | - | - | - | 5,49 | 77,92 | 11,29 | 2,45 | - | - | - | - | - | |
13,69 | 13,84 | 13,47 | 13,78 | 13,52 | 6,45 | 76,00 | 13,12 | 2,27 | 4,17 | 2,45 | 2,16 | 4,00 | 2,47 | ||
15,18 | - | 15,09 | 15,39 | 15,14 | 7,34 | 74,22 | 14,76 | 2,18 | - | - | 2,01 | 3,86 | 2,33 | ||
- | - | 16,27 | 16,58 | 16,33 | 8,00 | 72,90 | 15,96 | - | - | - | 1,92 | 3,75 | 2,23 | ||
18,90 | 19,27 | 18,92 | 19,22 | 18,97 | 9,52 | 69,86 | 18,64 | 1,81 | 3,72 | 2,00 | 1,69 | 3,52 | 2,02 | ||
- | - | - | - | - | 10,92 | 67,06 | 21,00 | - | - | - | - | - | - | ||
- | - | - | - | - | 12,09 | 64,72 | 22,90 | - | - | - | - | - | - | ||
- | - | - | - | - | 13,46 | 61,98 | 25,04 | - | - | - | - | - | - | ||
101,60 | 14,14 | - | - | - | - | 5,74 | 90,12 | 13,57 | 2,81 | - | - | ||||
- | - | 15,69 | 15,98 | 15,77 | 6,50 | 88,60 | 15,24 | - | - | - | 2,73 | 4,54 | 3,21 | ||
- | 16,37 | 16,01 | 16,31 | 16,09 | 6,65 | 88,30 | 15,57 | - | 4,81 | - | 2,70 | 4,51 | 3,18 | ||
- | - | - | - | - | 8,38 | 84,84 | 19,27 | - | - | - | - | - | - | ||
- | - | - | - | - | 10,54 | 80,52 | 23,67 | - | - | - | - | - | - | ||
- | - | - | - | - | 12,70 | 76,20 | 27,84 | - | - | - | - | - | - | ||
- | - | - | - | - | 15,49 | 70,62 | 32,89 | - | - | - | - | - | - | ||
114,30 | 18,75 | 18,97 | 18,71 | 19,15 | 18,95 | 6,88 | 100,54 | 18,23 | 2,72 | - | - | 2,92 | 5,63 | 4,36 | |
- | - | 18,92 | 19,44 | 19,23 | 7,00 | 100,30 | 18,52 | - | - | - | 2,44 | 5,60 | 4,33 | ||
- | - | - | - | - | 8,56 | 97,18 | 22,32 | - | - | - | - | - | - | ||
- | - | - | - | - | 9,65 | 95,00 | 24,90 | - | - | - | - | - | - | ||
- | - | - | - | - | 10,92 | 92,46 | 27,84 | - | - | - | - | - | - | ||
- | - | - | - | - | 12,70 | 88,90 | 31,82 | - | - | - | - | - | - | ||
- | - | - | - | - | 14,22 | 85,86 | 35,10 | - | - | - | - | - | - | ||
- | - | - | - | - | 16,00 | 82,30 | 38,79 | - | - | - | - | - | - | ||
| |||||||||||||||
Масса на единицу длины трубы с резьбой и навинченной муфтой рассчитана как среднее значение массы для всех типов резьбовых соединений и длины трубы 8,2 м. | |||||||||||||||
| |||||||||||||||
Таблица С.26 - Размеры и предельные отклонения размеров насосно-компрессорных труб с высаженными наружу концами с резьбовым соединением EU
В миллиметрах
Наружный диаметр | Толщина стенки | Масса на единицу длины трубы с резьбой и муфтой | Высаженный конец | |||
Наружный диаметр высаженного участка | Расстояние от торца трубы до конца переходного участка | Длина высаженного участка, расстояние от торца трубы до начала переходного участка | Расстояние от конца переходного участка до начала тела трубы | |||
26,67 | 2,87 | 1,79 | 33,40 | - | 60,32 | - |
3,91 | 2,29 | 33,40 | ||||
33,40 | 3,38 | 2,68 | 37,31 | - | 63,50 | - |
4,55 | 3,33 | 37,31 | ||||
42,16 | 3,56 | 3,57 | 46,02 | - | 66,68 | - |
4,85 | 4,57 | 46,02 | ||||
48,26 | 3,68 | 4,32 | 53,19 | - | 68,26 | - |
5,08 | 5,55 | 53,19 | ||||
60,32 | 4,83 | 6,99 | 65,89 | 152,40 | 101,60 | 101,60 |
6,45 | 8,85 | 65,89 | ||||
8,53 | 11,09 | 65,89 | ||||
73,02 | 5,51 | 9,67 | 78,59 | 158,75 | 107,95 | 101,60 |
7,01 | 11,76 | 78,59 | ||||
7,82 | 12,95 | 78,59 | ||||
8,64 | 14,06 | 78,59 | ||||
88,90 | 6,45 | 13,84 | 95,25 | 165,10 | 114,30 | 101,60 |
9,52 | 19,27 | 95,25 | ||||
101,60 | 6,65 | 16,37 | 107,95 | 165,10 | 114,30 | 101,60 |
114,30 | 6,88 | 18,97 | 120,65 | 171,45 | 120,65 | 101,60 |
| ||||||
Таблица С.27 - Размеры и предельные отклонения размеров насосно-компрессорных труб с высаженными наружу концами с резьбовым соединением НКТВ В миллиметрах | |||||||
Наружный диаметр | Толщина стенки | Масса на единицу длины трубы с резьбой и муфтой | Высаженный конец | ||||
Наружный диаметр высаженного участка | Расстояние от торца трубы до конца переходного участка | Длина высаженного участка, расстояние от торца трубы до начала переходного участка | Расстояние от конца переходного участка до начала тела трубы | ||||
26,67 | 2,87 | 1,74 | 33,40 | 65,00 | 40,00 | - | |
33,40 | 3,38 | 2,57 | 37,30 | 70,00 | 45,00 | ||
3,50 | 2,65 | ||||||
4,55 | 3,30 | ||||||
42,16 | 3,56 | 3,49 | 46,00 | 76,00 | 51,00 | - | |
4,85 | 4,55 | ||||||
48,26 | 3,68 | 4,19 | 53,20 | 82,00 | 57,00 | - | |
4,00 | 4,53 | ||||||
60,32 | 4,24 | 6,12 | 65,90 | 114,00 | 89,00 | 101,60 | |
4,83 | 6,86 | ||||||
5,00 | 7,06 | ||||||
6,45 | 8,79 | ||||||
73,02 | 5,51 | 9,61 | 78,60 | 120,00 | 95,00 | 101,60 | |
7,01 | 11,82 | ||||||
88,90 | 6,45 | 13,78 | 95,20 | 127,00 | 102,00 | 101,60 | |
7,34 | 15,39 | ||||||
8,00 | 16,58 | ||||||
9,52 | 19,22 | ||||||
101,60 | 6,50 | 15,98 | 108,00 | 127,00 | 102,00 | 101,60 | |
6,85 | 16,31 | ||||||
114,30 | 6,88 | 19,15 | 120,60 | 133,00 | 108,00 | 101,60 | |
7,00 | 19,44 | ||||||
| |||||||
Таблица С.28 - Группы длин
В метрах
Вид изделий | Наименование показателя | Группа длин R1 | Группа длин R2 | Группа длин R3 |
Обсадные трубы | Общий интервал длин, включ. | 4,88-7,62 | 7,62-10,36 | 10,36-14,63 |
Для 95% и более труб вагонного груза | ||||
- максимальная допустимая разница длин | 1,83 | 1,52 | 1,83 | |
- минимальная допустимая длина | 5,49 | 8,53 | 10,97 | |
Насосно- | Общий интервал длин, включ. | 6,10-7,32 | 8,53-9,75 | 11,58-12,80 |
Для 100% труб вагонного груза | ||||
- максимальная допустимая разница длин | 0,61 | 0,61 | 0,61 | |
Короткие трубы, переводники | Длина | В соответствии с заказом | ||
| ||||
Таблица С.29 - Размеры стандартных оправок
В миллиметрах
Вид изделий | Размер рабочей части стандартной оправки, не менее | |
Длина | Диаметр | |
Обсадные трубы наружным диаметром: | ||
до 244,48 | 152 |
|
от 244,48 до 339,72 включ. | 305 |
|
св. 339,72 | 305 |
|
Насосно-компрессорные трубы, в том числе изготовленные по сортаменту обсадных труб, наружным диаметром: | ||
до 73,02 включ. | 1067 |
|
св. 73,02 | 1067 |
|
| ||
Таблица С.30 - Размеры альтернативных оправок
В миллиметрах
Наружный диаметр труб | Толщина стенки труб | Размер рабочей части альтернативной оправки, не менее | |
Длина | Наружный диаметр | ||
177,80 | 8,05 | 152 | 158,75 |
11,51 | 152 | 152,40 | |
196,85 | 15,11 | 152 | 165,10 |
219,08 | 8,94 | 152 | 200,02 |
11,43 | 152 | 193,68 | |
244,48 | 10,03 | 305 | 222,25 |
13,84 | 305 | 215,90 | |
15,11 | 305 | 212,72 | |
273,05 | 10,16 | 305 | 250,82 |
12,57 | 305 | 244,48 | |
298,45 | 8,46 | 305 | 279,40 |
12,42 | 305 | 269,88 | |
13,56 | 305 | 269,88 | |
339,72 | 13,06 | 305 | 311,15 |
Таблица С.31 - Допустимая глубина линейных несовершенств для труб и заготовок для соединительных деталей, изготовленных из труб
Группа прочности | Глубина, % толщины стенки | |
наружного несовершенства | внутреннего несовершенства | |
Н40, J55, K55, K72, М65, N80, L80, R95, Р110 по SR16 | 12,5 | 12,5 |
С90, Т95, С110, Р110, Q125, Q135 | 5,0 | 5,0 |
P110 по SR2 и SR16 | 5,0 | 5,0 |
Таблица С.32 - Допустимая глубина несовершенств поверхности высаженных концов труб
Поверхность | Глубина, % толщины стенки тела трубы | Область применения |
Наружная поверхность высаженного и переходного участков (рисунок D.6) | 12,5 | Нелинейные несовершенства поверхности труб всех классов прочности |
12,5 | Линейные несовершенства поверхности труб классов прочности 1 и 2 (кроме С90 и Т95) | |
5,0 | Линейные несовершенства поверхности труб классов прочности 3 и 4 и групп прочности С90 и Т95 | |
Вся внутренняя и наружная поверхности | Максимальная суммарная глубина совпадающих несовершенств на внутренней и наружной поверхности не должна приводить к уменьшению оставшейся толщины стенки менее 87,5% толщины стенки | |
Таблица С.33 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб с резьбовыми соединениями SC и LC
В миллиметрах
Труба | Муфта | ||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр расточки в плоскости торца | Ширина плоскости торца | Масса | ||
SC | LC | SC | LC | ||||
114,30 | 127,00 | 158,8 | 177,8 | 116,7 | 4,0 | 3,62 | 4,15 |
127,00 | 141,30 | 165,1 | 196,9 | 129,4 | 4,8 | 4,66 | 5,75 |
139,70 | 153,67 | 171,5 | 203,2 | 142,1 | 3,2 | 5,23 | 6,42 |
146,05 | 166,00 | 177,0 | 215,0 | 148,4 | 6,0 | 8,00 | 9,70 |
168,28 | 187,71 | 184,2 | 222,3 | 170,7 | 6,4 | 9,12 | 11,34 |
177,80 | 200,03 | 184,2 | 228,6 | 180,2 | 4,8 | 10,88 | 13,92 |
193,70 | 215,90 | 190,5 | 235,0 | 197,6 | 5,6 | 12,30 | 15,63 |
219,08 | 244,48 | 196,9 | 254,0 | 223,0 | 6,4 | 16,23 | 21,67 |
244,48 | 269,88 | 196,9 | 266,7 | 248,4 | 6,4 | 18,03 | 25,45 |
273,05 | 298,45 | 203,2 | - | 277,0 | 6,4 | 20,78 | - |
298,45 | 323,85 | 203,2 | - | 302,4 | 6,4 | 22,64 | - |
323,85 | 350,52 | 203,2 | - | 326,3 | 9,0 | 23,40 | - |
339,72 | 365,12 | 203,2 | - | 343,7 | 5,6 | 25,66 | - |
406,40 | 431,80 | 228,6 | - | 412,0 | 5,6 | 34,91 | - |
473,08 | 508,00 | 228,6 | - | 478,6 | 5,6 | 54,01 | - |
508,00 | 533,40 | 228,6 | 292,1 | 513,6 | 5,6 | 43,42 | 57,04 |
| |||||||
Таблица С.34 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб с резьбовым соединением ВС
В миллиметрах
Труба | Муфта | |||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр фаски в плоскости торца | Ширина плоскости торца | Масса | |||
обычной муфты | специальной муфты | обычной муфты | специальной муфты | |||||
114,30 | 127,00 | 123,82 | 225,4 | 117,9 | 3,2 | 4,55 | 3,48 | |
127,00 | 141,30 | 136,52 | 231,8 | 130,6 | 4,0 | 5,85 | 4,00 | |
139,70 | 153,67 | 149,22 | 235,0 | 143,3 | 4,0 | 6,36 | 4,47 | |
146,05 | 166,00 | 156,00 | 237,0 | 149,6 | 6,4 | 9,70 | 4,90 | |
168,28 | 187,71 | 177,80 | 244,5 | 171,8 | 6,4 | 11,01 | 5,65 | |
177,80 | 200,03 | 187,32 | 254,0 | 181,4 | 5,6 | 13,98 | 6,28 | |
193,68 | 215,90 | 206,38 | 263,5 | 197,2 | 7,9 | 15,82 | 9,29 | |
219,08 | 244,48 | 231,78 | 269,9 | 222,6 | 9,5 | 20,86 | 10,80 | |
244,48 | 269,88 | 257,18 | 269,9 | 248,0 | 9,5 | 23,16 | 12,02 | |
273,05 | 298,45 | 285,75 | 269,9 | 276,6 | 9,5 | 25,74 | 13,39 | |
298,45 | 323,85 | - | 269,9 | 302,0 | 9,5 | 28,03 | - | |
323,85 | 350,52 | - | 269,9 | 327,4 | 9,5 | 29,60 | - | |
339,72 | 365,12 | - | 269,9 | 343,3 | 9,5 | 31,77 | - | |
406,40 | 431,80 | - | 269,9 | 410,3 | 9,5 | 40,28 | - | |
425,45 | 451,00 | - | 270,0 | 429,6 | 9,5 | 42,50 | - | |
473,08 | 508,00 | - | 269,9 | 477,0 | 9,5 | 62,68 | - | |
508,00 | 533,40 | - | 269,9 | 511,9 | 9,5 | 50,10 | - | |
| ||||||||
1 Если это указано в заказе, то специальные муфты должны быть изготовлены со специальной фаской под углом 10°. | ||||||||
2 Обсадные трубы с резьбовым соединением ВС показаны на рисунке D.2. | ||||||||
Таблица С.35 - Размеры, масса и предельные отклонения размеров муфт для обсадных труб с резьбовым соединением ОТТМ Размеры в миллиметрах | |||||||||
Труба | Муфта | ||||||||
Наружный диаметр | Наружный диаметр | Длина | Внутренний диаметр | Диаметр фаски в плоскости торца | Ширина плоскости торца | Масса | |||
обычной муфты | специа- | обычной муфты | специа- | ||||||
101,60 | 114,00 | 110,00 | 190,0 | 90,0 | 103,8 | 1,5 | 4,40 | 3,30 | |
114,30 | 127,00 | 123,80 | 170,0 | - | 116,5 | 3,0 | 4,00 | 3,00 | |
127,00 | 141,30 | 136,50 | 174,0 | - | 129,2 | 4,0 | 4,80 | 3,30 | |
139,70 | 153,70 | 149,20 | 182,0 | - | 141,9 | 3,5 | 5,30 | 4,10 | |
146,05 | 166,00 | 156,00 | 182,0 | - | 148,3 | 6,5 | 7,90 | 4,40 | |
168,28 | 187,70 | 177,80 | 190,0 | - | 170,5 | 6,0 | 9,50 | 4,80 | |
177,80 | 194,50 | 187,30 | 198,0 | - | 180,0 | 4,5 | 8,60 | 5,30 | |
193,68 | 215,90 | 206,40 | 206,0 | - | 195,9 | 7,5 | 13,40 | 8,00 | |
219,08 | 244,50 | 231,80 | 218,0 |
| 221,3 | 9,0 | 18,00 | 9,60 | |
244,48 | 269,90 | 257,20 | 218,0 | - | 246,7 | 9,0 | 19,90 | 10,70 | |
273,05 | 298,50 | 285,80 | 218,0 | - | 275,3 | 8,5 | 22,20 | 12,00 | |
298,45 | 323,85 | - | 218,0 | - | 300,7 | 8,5 | 24,10 | - | |
323,85 | 350,52 | - | 218,0 | - | 326,1 | 9,5 | 25,10 | - | |
339,72 | 365,10 | - | 218,0 | - | 342,0 | 8,5 | 27,30 | - | |
| |||||||||
В миллиметрах | ||||||||||
Труба | Муфта | |||||||||
Нару- | Тол- | Наружный диаметр | Длина | Диаметр фаски в плос- | Внут- | Ширина плос- | Масса | |||
обычной муфты | специа- | обычной муфты | специа- | |||||||
114,30 | 8,56 | 127,00 | 123,80 | 205,0 | 116,5 | 97,0 | 3,0 | 4,80 | 3,90 | |
10,20 | ||||||||||
127,00 | 9,19 | 141,30 | 136,50 | 210,0 | 129,2 | 110,0 | 4,0 | 5,80 | 4,40 | |
10,70 | ||||||||||
11,10 | ||||||||||
139,70 | 9,17 | 153,70 | 149,20 | 218,0 | 141,9 | 122,0 | 3,5 | 7,00 | 5,00 | |
10,54 | 119,0 | |||||||||
146,05 | 8,50 | 166,00 | 156,00 | 218,0 | 148,3 | 132,0 | 6,5 | 9,50 | 5,20 | |
9,50 | 130,0 | |||||||||
10,70 | 126,0 | |||||||||
168,28 | 8,94 | 187,70 | 177,80 | 225,0 | 170,5 | 151,0 | 6,0 | 11,30 | 6,20 | |
10,59 | 148,0 | |||||||||
12,06 | 148,0 | |||||||||
177,80 | 9,19 | 194,50 | 187,30 | 234,0 | 180,0 | 160,0 | 4,5 | 10,60 | 6,80 | |
Другие | 158,0 | |||||||||
193,68 | 9,52 | 215,90 | 206,40 | 242,0 | 195,9 | 175,0 | 7,5 | 15,70 | 9,40 | |
10,92 | 175,0 | |||||||||
12,70 | 172,0 | |||||||||
14,27 | 172,0 | |||||||||
15,11 | 172,0 | |||||||||
15,88 | 172,0 | |||||||||
219,08 | 8,94 | 269,90 | 254,0 | 221,3 | 203,0 | 9,0 | 21,60 | 11,00 | ||
10,16 | 203,0 | |||||||||
11,43 | 198,0 | |||||||||
12,70 | 198,0 | |||||||||
14,15 | 198,0 | |||||||||
244,48 | 8,94 | 269,90 | 257,20 | 254,0 | 246,7 | 226,0 | 9,0 | 23,90 | 13,20 | |
10,03 | 223,0 | |||||||||
11,05 | 223,0 | |||||||||
11,99 | 223,0 | |||||||||
13,84 | 223,0 | |||||||||
15,90 | 223,0 | |||||||||
250,83 | 15,88 | 269,90 | - | 254,0 | 246,7 | 223,0 | 9,0 | 23,90 | - | |
273,05 | Все | 298,50 | 285,80 | 254,0 | 275,3 | 256,0 | 8,5 | 26,70 | 14,80 | |
323,85 | 9,50 | 350,52 | - | 254,0 | 326,1 | 306,0 | 8,5 | 30,10 | - | |
Другие | 303,0 | |||||||||
| ||||||||||
Таблица С.37 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с резьбовым соединением NU
В миллиметрах
Труба | Муфта | ||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр расточки в плоскости торца | Ширина плоскости торца | Диаметр специальной фаски в плоскости торца | Масса | |
26,67 | 33,35 | 81,0 | 28,3 | 1,6 | 30,0 | 0,23 | |
33,40 | 42,16 | 82,6 | 35,0 | 2,4 | 37,8 | 0,38 | |
42,16 | 52,17 | 88,9 | 43,8 | 3,2 | 47,2 | 0,59 | |
48,26 | 55,88 | 95,3 | 49,9 | 1,6 | 52,1 | 0,56 | |
60,32 | 73,02 | 108,0 | 61,9 | 4,8 | 66,7 | 1,28 | |
73,02 | 88,90 | 130,2 | 74,6 | 4,8 | 81,0 | 2,34 | |
88,90 | 107,95 | 142,9 | 90,5 | 4,8 | 98,4 | 3,71 | |
101,60 | 120,65 | 146,1 | 103,2 | 4,8 | 111,1 | 4,35 | |
114,30 | 132,08 | 155,6 | 115,9 | 4,8 | 123,2 | 4,89 | |
| |||||||
Примечания | |||||||
| |||||||
Таблица С.38 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с высаженными наружу концами с резьбовым соединением EU
В миллиметрах
Труба | Муфта | |||||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр расточки в плоскости торца | Ширина плоско- | Диаметр специальной фаски в плоскости торца | Масса | ||||
обычной муфты | специа- | |||||||||
обыч- | специа- | обыч- | специа- | |||||||
26,67 | 42,16 | - | 82,6 | 35,0 | 2,4 | 37,8 | - | 0,38 | - | |
33,40 | 48,26 | - | 88,9 | 38,9 | 2,4 | 42,8 | - | 0,57 | - | |
42,16 | 55,88 | - | 95,3 | 47,6 | 3,2 | 51,0 | - | 0,68 | - | |
48,26 | 63,50 | - | 98,4 | 54,7 | 3,2 | 58,3 | - | 0,84 | - | |
60,32 | 77,80 | 73,91 | 123,8 | 67,5 | 3,5 | 71,8 | 69,9 | 1,55 | 1,07 | |
73,02 | 93,17 | 87,88 | 133,4 | 80,2 | 4,5 | 85,9 | 83,2 | 2,40 | 1,55 | |
88,90 | 114,30 | 106,17 | 146,1 | 96,9 | 6,4 | 104,8 | 100,7 | 4,10 | 2,38 | |
101,60 | 127,00 | - | 152,4 | 109,6 | 6,4 | 117,5 | - | 4,82 | - | |
114,30 | 141,30 | - | 158,8 | 122,3 | 6,4 | 131,0 | - | 6,05 | - | |
| ||||||||||
1 Если это указано в заказе, то обычные муфты должны быть изготовлены со специальной фаской под углом 20°. | ||||||||||
| ||||||||||
Таблица С.39 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с резьбовым соединением НКТН В миллиметрах | |||||||
Труба | Муфта | ||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр расточки в плоскости торца | Ширина плоскости торца | Диаметр специальной фаски в плоскости торца | Масса | |
33,40 | 48,30* | 84,0 | 35,0 | 2,0 | 37,8 | 0,40 | |
42,16 | 52,20 | 90,0 | 43,8 | 2,5 | 47,2 | 0,60 | |
48,26 | 55,90 | 96,0 | 49,9 | 1,5 | 52,1 | 0,50 | |
60,32 | 73,00 | 110,0 | 61,9 | 4,0 | 66,7 | 1,30 | |
73,02 | 88,90 | 132,0 | 74,6 | 5,5 | 81,0 | 2,40 | |
88,90 | 108,00 | 146,0 | 90,5 | 6,5 | 98,4 | 3,60 | |
101,60 | 120,60 | 150,0 | 103,2 | 6,5 | 111,1 | 4,50 | |
114,30 | 132,10 | 156,0 | 115,9 | 6,0 | 123,2 | 5,10 | |
| |||||||
________________
* Письмом Росстандарта от 04.09.2023 г. N 2505-ОГ/03 разъясняется, что "В таблице С.39 ГОСТ 31446-2017 допущена опечатка. Для трубы наружного диаметра 33,4 мм. соответствует наружный диаметр муфты 42,2 мм". - .
Таблица С.40 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с высаженными наружу концами с резьбовым соединением НКТВ В миллиметрах | |||||||
Труба | Муфта | ||||||
Наружный диаметр | Наружный диаметр | Длина | Диаметр расточки в плоскости торца | Ширина плоскости торца | Диаметр специальной фаски в плоскости торца | Масса | |
26,67 | 42,20 | 84,0 | 35,0 | 2,0 | 37,8 | 0,40 | |
33,40 | 48,30 | 90,0 | 38,9 | 3,0 | 42,8 | 0,50 | |
42,16 | 55,90 | 96,0 | 47,6 | 2,5 | 51,0 | 0,70 | |
48,26 | 63,50 | 100,0 | 54,8 | 2,5 | 58,3 | 0,80 | |
60,32 | 77,80 | 126,0 | 67,5 | 3,5 | 71,8 | 1,50 | |
73,02 | 93,20 | 134,0 | 80,2 | 4,5 | 85,9 | 2,80 | |
88,90 | 114,30 | 146,0 | 96,9 | 6,5 | 104,8 | 4,20 | |
101,60 | 127,00 | 154,0 | 109,6 | 6,5 | 117,5 | 5,00 | |
114,30 | 141,30 | 160,0 | 122,3 | 7,5 | 131,0 | 6,30 | |
| |||||||
Таблица С.41 - Размеры, масса и предельные отклонения размеров муфт для насосно-компрессорных труб с резьбовым соединением НКМ В миллиметрах | ||||||||
Труба | Муфта | |||||||
Наружный диаметр | Толщина стенки | Наружный диаметр | Длина | Внутренний диаметр | Диаметр фаски в плоскости торца | Ширина плоскости торца | Масса | |
60,32 | 4,24 | 73,00 | 135,0 | 50,0 | 62,5 | 3,5 | 1,80 | |
4,83 | 50,0 | |||||||
5,00 | 50,0 | |||||||
73,02 | 5,51 | 88,90 | 135,0 | 62,0 | 75,0 | 5,0 | 2,50 | |
7,01 | 60,0 | |||||||
88,90 | 6,45 | 108,00 | 155,0 | 74,0 | 91,0 | 6,5 | 4,10 | |
7,34 | 74,0 | |||||||
8,00 | 72,5 | |||||||
9,52 | 70,0 | |||||||
101,60 | 6,50 | 120,60 | 155,0 | 88,0 | 104,0 | 6,0 | 5,10 | |
6,65 | 88,0 | |||||||
114,30 | 6,88 | 132,10 | 205,0 | 100,0 | 116,5 | 5,5 | 7,40 | |
7,00 | 100,0 | |||||||
| ||||||||
Таблица С.42 - Допустимая глубина несовершенств наружной поверхности муфт
В миллиметрах
Муфты | Н40, J55, К55, N80, R95, М65, L80, Р110 | С90, T95, С110, Q125, Q135 | ||
Раковины и вмятины с пологим дном | Следы захватов и вмятины с острым дном | Раковины и вмятины с пологим дном, следы захватов и вмятины с острым дном | ||
Для насосно- | До 88,90 | 0,76 | 0,64 | 0,76 |
От 88,90 до 114,30 включ. | 1,14 | 0,76 | 0,89 | |
Для обсадных труб | До 168,28 | 0,89 | 0,76 | 0,76 |
От 168,28 до 193,68 включ. | 1,14 | 1,02 | 0,89 | |
Св. 193,68 | 1,52 | 1,02 | 0,89 | |
| ||||
Таблица С.43 - Периодичность испытаний на растяжение обсадных и насосно-компрессорных труб
Класс прочности | Группа прочности | Наружный диаметр | Максимальное количество изделий в партии | Число испытаний | |
для партии | для плавки | ||||
1 | Н40, J55, K55, N80 | До 168,28 мм | 400 | 1 | 1 |
168,28 мм и св. | 200 | 1 | 1 | ||
R95 | До 114,30 мм | 200 | 2 | 1 | |
114,30 мм и св. | 100 | 2 | 1 | ||
2 | М65, L80 тип 1 | До 114,30 мм включ. | 200 | 2 | 1 |
Св. 114,30 мм | 100 | 2 | 1 | ||
L80 тип 9Cr, L80 тип 13Cr | До 114,30 мм включ. | 200 | 2 | - | |
Св. 114,30 мм | 100 | 2 | - | ||
С90, Т95 | До 114,30 мм включ. | 200 | 1 | - | |
Св. 114,30 мм | 100 | 1 | - | ||
С110 | Все | 100 | 1 | - | |
3 | Р110 | До 168,28 мм | 200 | 1 | 1 |
168,28 мм и св. | 100 | 1 | 1 | ||
4 | Q125, Q135 | Все | 100 | 3 | - |
| |||||
Таблица С.44 - Периодичность испытаний на растяжение муфтовых заготовок и трубных заготовок для муфт
Группа прочности | Вид заготовки | Вид изделий, подвергаемых термообработке | Максимальное количество изделий в партии | Число испытаний | |
для партии | для плавки | ||||
Н40, J55, K55, N80, Р110 | Трубная заготовка для муфт | Трубная заготовка для муфт для труб наружным диаметром до 114,30 мм включ. | 200 | 1 | 1 |
Трубная заготовка для муфт для труб наружным диаметром св. 114,30 мм | 100 | 1 | 1 | ||
Муфтовая заготовка | 400 | 1 | - | ||
Поковка | Муфтовая заготовка | 400 | 1 | - | |
L80 тип 1, R95 | Трубная заготовка для муфт | Трубная заготовка для муфт для труб наружным диаметром до 114,30 мм включ. | 200 | 2 | 2 |
L80 тип 1, R95 | Трубная заготовка для муфт | Трубная заготовка для муфт для труб наружным диаметром св. 114,30 мм | 100 | 2 | 2 |
Муфтовая заготовка | 400 | 2 | - | ||
Поковка | Муфтовая заготовка | 400 | 2 | - | |
L80 тип 9Cr | Трубная заготовка для муфт | Трубная заготовка для муфт для труб наружным диаметром до 114,30 мм включ. | 200 | 2 | - |
Трубная заготовка для муфт для труб наружным диаметром св. 114,30 мм | 100 | 2 | - | ||
Муфтовая заготовка | 400 | 2 | - | ||
Поковка | Муфтовая заготовка | 400 | 2 | - | |
С90, Т95 | Трубная заготовка для муфт | Трубная заготовка для муфт для труб любого наружного диаметра | 1 | 1 | - |
Муфтовая заготовка | Для труб наружным диаметром до 244,48 мм - 50 | 1 | - | ||
Поковка | Муфтовая заготовка | Для труб наружным диаметром до 244,48 мм - 50 | 1 | - | |
С110, Q125, Q135 | Трубная заготовка для муфт | Трубная заготовка для муфт для труб любого наружного диаметра | 1 | 1 | - |
Муфтовая заготовка | Для труб наружным диаметром до 244,48 мм - 50 | 1 | - | ||
| |||||
Таблица С.45 - Периодичность испытаний на растяжение коротких труб и заготовок для соединительных деталей
Группа прочности | Вид изделий, подвергаемых термообработке | Максимальное количество изделий в партии | Число испытаний | |||
для партии | для плавки | |||||
Н40, J55, K55, N80, Р110 | Класс 1: Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 168,28 мм - 400 | 1 | 1 | ||
Класс 3: Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 168,28 мм - 200 | 1 | 1 | |||
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | Наружным диаметром до 114,30 мм включ. - 200 | 1 | 1 | |||
Отдельные изделия или поковки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 1 | - | ||
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 1 | - | |||
М65, L80 тип 1 и R95 | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 114,30 мм включ. - 200 | 2 | 2 | ||
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | Наружным диаметром до 114,30 мм включ. - 200 | 2 | 2 | |||
Отдельные изделия или поковки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 2 | - | ||
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2 | - | |||
L80 тип 9Cr, L80 тип 13Cr | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 114,30 мм включ. - 200 | 2 | - | ||
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | Наружным диаметром до 114,30 мм включ. - 200 | 2 | - | |||
Отдельные изделия или поковки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 2 | - | ||
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2 | - | |||
С90, Т95 | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Наружным диаметром до 114,30 мм включ. - 200 | 1 | - | ||
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | 1 | 1 | - | |||
Отдельные изделия или поковки | Обработанные в печи периодического действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | ||
Обработанные в последовательных садках или в печи непрерывного действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | |||
С110, Q125, Q135 | Насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | В соответствии с 10.2.3 | 3 | - | ||
Толстостенные или механически обработанные трубы, непрерывнолитые заготовки или горячекатаные непрерывнолитые заготовки из одной плавки | 1 | 1 | - | |||
Отдельные изделия или поковки | Обработанные в печи периодического действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | ||
Обработанные в последовательных садках или в печи непрерывного действия | Наружным диаметром до 244,48 мм - 50 | 1 | - | |||
| ||||||
Таблица С.46 - Периодичность контроля твердости
Группа проч- | Вид изделий, подвергаемых термообработке | Число испытаний для партии | Максимальное количество изделий в партии | Условия контроля | Проба для контроля | |
М65, L80 | Трубы и трубные заготовки для муфт | Наружным диаметром до 114,30 мм включ. | 2 | 200 | По толщине стенки, в одном квадранте | Проба для испытаний на растяжение от тела трубы или от заготовки |
Наружным диаметром св. 114,30 мм | 2 | 100 | По толщине стенки, в одном квадранте | Проба для испытаний на растяжение от тела трубы или от заготовки | ||
М65, L80 | Муфтовые заготовки или поковки | 2 | Партия термообработки или 400 муфтовых заготовок | По толщине стенки, в одном квадранте | Проба для испытаний на растяжение от муфтовой заготовки | |
Короткие трубы и заготовки для соединительных деталей, термооб- | Обработанные в печи периодического действия [см. 10.2.3, перечисление а)] | 2 | 100 коротких труб или 400 заготовок | По толщине стенки, в одном квадранте | Проба для испытаний на растяжение от короткой трубы или от заготовки для соединительных деталей | |
Обработанные в последова- | 2 | Партия (см.10.2) | По толщине стенки, в одном квадранте | Проба для испытаний на растяжение от короткой трубы или от заготовки для соединительных деталей | ||
Обрабо- | 2 | Партия (см.10.2) | По толщине стенки, в одном квадранте | Проба для испытаний на растяжение от короткой трубы или от заготовки для соединительных деталей | ||
С90, Т95 | Изделия после закалки | 1 | Каждый технологический цикл или режим термообработки | По толщине стенки, в четырех квадрантах | Проба от расчетного участка с наибольшей толщиной стенки | |
Трубы с невысаженными концами | 1 | Лаждая трубка | По толщине стенки, в одном квадранте | Проба от одного из концов (приблизительно по 50% от задних и передних концов) | ||
Трубы с высаженными концами | 1 | Каждая труба | На поверхности, HRC или HBW | Проба от тела трубы и одного из высаженных концов | ||
1 | 20 | По толщине стенки, в четырех квадрантах | Проба от одного из высаженных концов | |||
1 | Наружным диаметром до 114,30 мм включ. - 200 | По толщине стенки, в четырех квадрантах | Проба для испытаний на растяжение от тела трубы | |||
Муфтовые заготовки, короткие трубы, трубные заготовки для муфт и заготовки для соедини- | Термооб- | 2 | Каждая труба | По толщине стенки, в четырех квадрантах | Проба от каждого конца трубы | |
Термооб- | 1 | Каждое изделие | На поверхности, HRC или HBW | Проба от каждого изделия | ||
1 | Наружным диаметром до 244,48 мм - 50 | По толщине стенки, в четырех квадрантах | Проба от изделия с наибольшим значением поверхностной твердости в партии | |||
С110 | Изделия после закалки | 1 | Каждый технологический цикл или режим термообработки | По толщине стенки, в четырех квадрантах | Проба от расчетного участка с наибольшей толщиной стенки | |
Трубы с невысаженными концами | 2 | Каждая труба или трубная заготовка для муфт | По толщине стенки, в одном квадранте | Проба от каждого конца трубы | ||
Муфтовые заготовки, короткие трубы, трубные заготовки для муфт и заготовки для соедини- | Термооб- | 2 | Каждая труба | По толщине стенки, в четырех квадрантах | Проба от каждого конца трубы | |
Термооб- | 1 | Каждое изделие | На поверхности, HRC или HBW | Проба от каждого изделия | ||
1 | Наружным диаметром до 244,48 мм - 50 | По толщине стенки, в четырех квадрантах | Проба от изделия с наибольшим значением поверхностной твердости в партии | |||
Q125, Q135 | Обсадные трубы | 3 | Партия (см.10.2) | По толщине стенки, в одном квадранте | Проба от конца изделия | |
Муфтовые заготовки, короткие трубы, трубные заготовки для муфт и заготовки для соедини- | Термооб- | 1 | Каждая труба | По толщине стенки, в одном квадранте | Проба от одного из концов (приблизительно по 50% от задних и передних концов) | |
Муфтовые заготовки, короткие трубы, трубные заготовки для муфт и заготовки для соедини- | Термооб- | 1 | Каждое изделие | На поверхности, HRC или HBW | Проба от каждого изделия | |
1 | Наружным диаметром до 244,48 мм - 50 | По толщине стенки, в одном квадранте | Проба от случайно выбранного изделия | |||
| ||||||
Таблица С.47 - Периодичность испытаний на сплющивание сварных труб
Обсадные и насосно-компрессорные трубы | |||||
Класс прочности | Условия термообработки | Число испытаний | |||
1, 2 и 3 | Локальная термообработка сварного соединения | ||||
Термообработка по всему объему | Трубы наружным диаметром до 114,30 мм включ. | Такое же, как для труб с локальной термообработкой, или одно на партию из 100 труб или менее | |||
Трубы наружным диаметром св. 114,3 мм | Такое же, как для труб с локальной термообработкой, или одно на партию из 20 труб или менее | ||||
4 | Любые | Одно для каждого конца каждой трубы (см. A.6.2 SR11.3) | |||
Короткие трубы | |||||
Класс прочности | Условия термообработки | Максимальное количество изделий в партии | Число испытаний | ||
для партии | для плавки | ||||
1, 2 и 3 | Термообработка после разрезания на отдельные длины | В печи периодического действия | 100 | 1 | 1 |
В печи непрерывного действия | - | ||||
Трубы наружным диаметром до 114,30 мм включ. | 200 | 1 | 1 | ||
Трубы наружным диаметром св. 114,30 мм | 100 | ||||
4 | Любые | Одно для каждого конца каждой короткой трубы | |||
| |||||
Таблица С.48 - Гидростатическое испытательное давление для обсадных труб группы прочности Н40 | |||||||||||||||||||
Нару- | Тол- | Испытательное давление, МПа | |||||||||||||||||
Без резь- | SC | LC | ВС | ОТТМ | ОТТГ | ||||||||||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | ||||||||||||||
Н40 | J55, К55 | Н40 | J55, К55 | Н40 | J55, К55 | Н40 | J55, К55 | Н40 | J55, К55 | Н40 | J55, К55 | Н40 | J55, К55 | Н40 | J55, К55 | ||||
114,30 | 5,21 | 20,0 | 20,0 | 20,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
139,70 | 6,20 | 19,5 | 19,5 | 19,5 | - | - | - | - | - | - | 19,5 | 19,5 | 19,5 | 19,5 | - | - | - | - | |
6,98 | 22,0 | 22,0 | 22,0 | 22,0 | - | - | - | - | 22,0 | 22,0 | 20,0 | 22,0 | - | - | - | - | |||
7,72 | 24,5 | 24,5 | 24,5 | 24,5 | - | - | - | - | 24,5 | 24,5 | 20,0 | 24,5 | - | - | - | - | |||
9,17 | 29,0 | - | - | 27,5 | 29,0 | - | - | - | - | 25,5 | 29,0 | 20,0 | 27,0 | 27,5 | 29,0 | 21,5 | 29,0 | ||
10,54 | 33,5 | - | - | 27,5 | 33,5 | - | - | - | - | 25,5 | 33,5 | 20,0 | 27,0 | 27,5 | 33,5 | 21,5 | 29,5 | ||
146,05 | 6,50 | 19,5 | 19,5 | 19,5 | - | - | - | - | - | - | 19,5 | 19,5 | - | - | - | - | - | - | |
7,00 | 21,0 | 21,0 | 21,0 | 21,0 | 21,0 | - | - | - | - | 21,0 | 21,0 | - | - | - | - | - | - | ||
7,70 | 23,5 | 23,5 | 23,5 | 23,5 | 23,5 | - | - | - | - | 23,5 | 23,5 | - | - | 23,5 | 23,5 | - | - | ||
8,50 | 25,5 | - | - | 25,5 | 25,5 | - | - | - | - | 25,5 | 25,5 | - | - | 25,5 | 25,5 | - | - | ||
9,50 | 28,5 | - | - | 28,5 | 28,5 | - | - | - | - | 28,5 | 28,5 | - | - | - | - | - | - | ||
168,28 | 7,32 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 16,5 | 19,0 | 19,0 | 19,0 | 17,0 | 19,0 | - | - | - | - | |
8,94 | 23,5 | 23,5 | 23,5 | 23,5 | 23,5 | 23,5 | 23,5 | 16,5 | 22,5 | 23,5 | 23,5 | 17,0 | 23,5 | 23,5 | 23,5 | 18,5 | 23,5 | ||
10,59 | 27,5 | - | - | 27,5 | 27,5 | 27,0 | 27,5 | 16,5 | 22,5 | 27,5 | 27,5 | 17,0 | 23,5 | 27,5 | 27,5 | 18,5 | 24,5 | ||
177,80 | 5,87 | 14,5 | 14,5 | 14,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
6,91 | 17,0 | 17,0 | 17,0 | - | - | 17,0 | 17,0 | 16,0 | 17,0 | 17,0 | 17,0 | 16,5 | 17,0 | - | - | - | - | ||
8,05 | 20,0 | 20,0 | 20,0 | 20,0 | 20,0 | 20,0 | 20,0 | 16,0 | 20,0 | 20,0 | 20,0 | 16,5 | 20,0 | - | - | - | - | ||
9,19 | 23,0 | 23,0 | 23,0 | 23,0 | 23,0 | 23,0 | 23,0 | 16,0 | 21,5 | 23,0 | 23,0 | 16,5 | 22,5 | 23,0 | 23,0 | 18,0 | 23,0 | ||
10,36 | 25,5 | - | - | 25,5 | 25,5 | 25,5 | 25,5 | 16,0 | 21,5 | 24,0 | 25,5 | 16,5 | 22,5 | 25,5 | 25,5 | 18,0 | 24,5 | ||
11,51 | 28,5 | - | - | - | - | 28,5 | 28,5 | 16,0 | 21,5 | 24,0 | 28,5 | 16,5 | 22,5 | - | - | - | - | ||
12,65 | 31,5 | - | - | - | - | 29,0 | 31,5 | 16,0 | 21,5 | 24,0 | 31,5 | 16,5 | 22,5 | - | - | - | - | ||
193,68 | 7,62 | 17,5 | 17,5 | 17,5 | - | - | 17,5 | 17,5 | 17,5 | 17,5 | 17,5 | 17,5 | 17,5 | 17,5 | - | - | - | - | |
8,33 | 19,0 | - | - | - | - | 19,0 | 19,0 | 18,0 | 19,0 | 19,0 | 19,0 | 18,5 | 19,0 | - | - | - | - | ||
9,52 | 21,5 | - | - | - | - | 21,5 | 21,5 | 18,0 | 21,5 | 21,5 | 21,5 | 18,5 | 21,5 | - | - | - | - | ||
10,92 | 25,0 | - | - | - | - | 25,0 | 25,0 | 18,0 | 25,0 | 25,0 | 25,0 | 18,5 | 25,0 | - | - | - | - | ||
12,70 | 29,0 | - | - | - | - | 27,0 | 29,0 | 18,0 | 25,0 | 27,5 | 29,0 | 18,5 | 25,5 | - | - | - | - | ||
219,08 | 6,71 | 13,5 | 13,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
7,72 | 15,5 | 15,5 | 15,5 | - | - | 15,5 | 15,5 | 15,5 | 15,5 | 15,5 | 15,5 | 15,5 | 15,5 | - | - | - | - | ||
8,94 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | 16,5 | 18,0 | 18,0 | 18,0 | 17,0 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | ||
10,16 | 20,5 | 20,5 | 20,5 | 20,5 | 20,5 | 20,5 | 20,5 | 16,5 | 20,5 | 20,5 | 20,5 | 17,0 | 20,5 | 20,5 | 20,5 | 18,0 | 20,5 | ||
11,43 | 23,0 | - | - | - | - | 23,0 | 23,0 | 16,5 | 22,5 | 23,0 | 23,0 | 17,0 | 23,0 | - | - | - | - | ||
12,70 | 25,5 | - | - | - | - | 25,5 | 25,5 | 16,5 | 22,5 | 25,5 | 25,5 | 17,0 | 23,0 | - | - | - | - | ||
244,48 | 7,92 | 14,5 | 14,5 | 14,5 | - | - | 14,5 | 14,5 | 14,5 | 14,5 | 14,5 | 14,5 | 14,5 | 14,5 | - | - | - | - | |
8,94 | 16,0 | 16,0 | 16,0 | 16,0 | 16,0 | 16,0 | 16,0 | 14,5 | 16,0 | 16,0 | 16,0 | 15,0 | 16,0 | 16,0 | 16,0 | 16,0 | 16,0 | ||
10,03 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | 18,0 | 14,5 | 18,0 | 18,0 | 18,0 | 15,0 | 18,0 | 18,0 | 18,0 | 16,5 | 18,0 | ||
11,05 | 20,0 | - | - | - | - | 20,0 | 20,0 | 14,5 | 20,0 | 20,0 | 20,0 | 15,0 | 20,0 | - | - | - | - | ||
11,99 | 21,5 | - | - | - | - | 21,5 | 21,5 | 14,5 | 20,0 | 21,5 | 21,5 | 15,0 | 21,0 | - | - | - | - | ||
13,84 | 25,0 | - | - | - | - | 24,5 | 25,0 | 14,5 | 20,0 | 25,0 | 25,0 | 15,0 | 21,0 | - | - | - | - | ||
273,05 | 7,09 | 8,5 (11,5) | 8,5 (11,5) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
8,89 | 11,0 (14,5) | 11,0 (14,5) | - | - | - | 11,0 | 11,0 | 11,0 | 11,0 | 11,0 | 11,0 | 11,0 | 11,0 | - | - | - | - | ||
10,16 | 12,5 | - | - | - | - | 12,5 | 12,5 | 12,5 | 12,5 | 12,5 | 12,5 | 12,5 | 12,5 | - | - | - | - | ||
11,43 | 14,0 | - | - | - | - | 14,0 | 14,0 | 13,0 | 14,0 | 14,0 | 14,0 | 13,5 | 14,0 | - | - | - | - | ||
12,57 | 15,0 | - | - | - | - | 15,0 | 15,0 | 13,0 | 15,0 | 15,0 | 15,0 | 13,5 | 15,0 | - | - | - | - | ||
13,84 | 17,0 | - | - | - | - | 17,0 | 17,0 | 13,0 | 17,0 | 17,0 | 17,0 | 13,5 | 17,0 | - | - | - | - | ||
298,45 | 8,46 | 9,5 (12,5) | 9,5 (12,5) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
323,85 | 7,70 | 8,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
8,50 | 8,5 | - | - | - | - | 8,5 | - | - | - | 8,5 | - | - | - | - | - | - | - | ||
9,50 | 9,5 | - | - | - | - | 9,5 | - | - | - | 9,5 | - | - | - | - | - | - | - | ||
11,00 | 11,0 | - | - | - | - | 11,0 | - | - | - | 11,0 | - | - | - | - | - | - | - | ||
12,40 | 12,5 | - | - | - | - | 12,5 | - | - | - | 12,5 | - | - | - | - | - | - | - | ||
14,00 | 14,0 | - | - | - | - | 14,0 | - | - | - | 14,0 | - | - | - | - | - | - | - | ||
339,72 | 8,38 | 8,0 (11,0) | 8,0 (11,0) | 8,0 (11,0) | - | - | - | 8,0 (11,0) | - | - | - | 8,0 (11,0) | - | - | - | - | - | - | |
9,65 | 9,5 | - | - | - | - | 9,5 | 9,5 | - | - | 9,5 | 9,5 | - | - | - | - | - | - | ||
10,92 | 10,5 | - | - | - | - | 10,5 | 10,5 | - | - | 10,5 | 10,5 | - | - | - | - | - | - | ||
12,19 | 12,0 | - | - | - | - | 12,0 | 12,0 | - | - | 12,0 | 12,0 | - | - | - | - | - | - | ||
13,06 | 12,5 | - | - | - | - | 12,5 | 12,5 | - | - | 12,5 | 12,5 | - | - | - | - | - | - | ||
406,40 | 9,53 | 8,0 (10,5) | 8,0 (10,5) | 8,0 (10,5) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
425,45 | 8,00 | 6,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
8,90 | 7,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
10,00 | 8,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
11,50 | 9,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
473,08 | 11,05 | 7,5 (10,5) | 7,5 (10,5) | 7,5 (10,5) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
508,00 | 11,13 | 7,5 (9,5) | 7,5 (9,5) | 7,5 (9,5) | 7,5 (9,5) | - | - | - | - | - | - | - | - | - | - | - | - | - | |
Примечание - В скобках указаны значения альтернативного испытательного давления. | |||||||||||||||||||
Таблица С.49 - Гидростатическое испытательное давление для обсадных труб групп прочности J55 и K55 | |||||||||||||||||
Нару- | Тол- | Испытательное давление, МПа | |||||||||||||||
Без резь- | SC | LC | ВС | ОТТМ | ОТТГ | ||||||||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | ||||||||||||
J55, К55 | L80 | J55, К55 | L80 | J55, К55 | L80 | J55, К55 | L80 | J55, К55 | L80 | J55, К55 | L80 | ||||||
101,60 | 6,50 | 39,0 | - | - | - | - | - | - | 39,0 | 39,0 | 32,0 | 39,0 | - | - | - | - | |
7,26 | 43,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
114,30 | 5,21 | 27,5 | 27,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
5,69 | 30,0 | 30,0 | - | 30,0 | 30,0 | 30,0 | 30,0 | - | - | - | - | - | - | - | - | ||
6,35 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 30,5 | 33,5 | 33,5 | 33,5 | 32,0 | 33,5 | - | - | - | - | ||
7,37 | 39,0 | - | 39,0 | - | - | - | - | 38,5 | 39,0 | 32,0 | 39,0 | - | - | - | - | ||
8,56 | 45,5 | - | 40,5 | - | - | - | - | 38,5 | 45,5 | 32,0 | 45,5 | 41,5 | 45,5 | 35,0 | 45,5 | ||
127,00 | 5,59 | 26,5 | 26,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
6,43 | 30,5 | 30,5 | 30,5 | 30,5 | 30,5 | 28,5 | 30,5 | 30,5 | 30,5 | 29,0 | 30,5 | - | - | - | - | ||
7,52 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 28,5 | 36,0 | 36,0 | 36,0 | 29,0 | 36,0 | - | - | - | - | ||
9,19 | 44,0 | - | 41,0 | - | - | - | - | 38,5 | 44,0 | 29,0 | 42,5 | 41,0 | 44,0 | 32,0 | 44,0 | ||
10,70 | 51,0 | - | 41,0 | - | - | - | - | 38,5 | 51,0 | 29,0 | 42,5 | 41,0 | 51,0 | 32,0 | 46,5 | ||
139,70 | 6,20 | 27,0 | 27,0 | - | - | - | - | - | 27,0 | 27,0 | 27,0 | 27,0 | - | - | - | - | |
6,98 | 30,5 | 30,5 | 30,5 | 30,5 | 30,5 | 26,0 | 30,5 | 30,5 | 30,5 | 27,0 | 30,5 | - | - | - | - | ||
7,72 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 26,0 | 33,5 | 33,5 | 33,5 | 27,0 | 33,5 | - | - | - | - | ||
9,17 | 40,0 | - | 37,5 | - | - | - | - | 35,5 | 40,0 | 27,0 | 39,5 | 37,5 | 40,0 | 29,5 | 40,0 | ||
10,54 | 46,0 | - | 37,5 | - | - | - | - | 35,5 | 46,0 | 27,0 | 39,5 | 37,5 | 46,0 | 29,5 | 43,5 | ||
12,70 | 55,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
146,05 | 6,50 | 27,0 | 27,0 | - | 27,0 | 27,0 | 26,0 | 27,0 | 27,0 | 27,0 | 27,0 | 27,0 | - | - | - | - | |
7,00 | 29,0 | 29,0 | 29,0 | 29,0 | 29,0 | 26,0 | 29,0 | 29,0 | 29,0 | 27,0 | 29,0 | - | - | - | - | ||
7,70 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 26,0 | 32,0 | 32,0 | 32,0 | 27,0 | 32,0 | - | - | - | - | ||
8,50 | 35,5 | - | 35,5 | 35,5 | 35,5 | 26,0 | 35,5 | 35,5 | 35,50 | 27,0 | 35,5 | 35,5 | 35,5 | 29,5 | 35,5 | ||
9,50 | 39,5 | - | 39,5 | 39,5 | 39,5 | 26,0 | 38,0 | 39,5 | 39,5 | 27,0 | 39,0 | 39,5 | 39,5 | 29,5 | 39,5 | ||
10,70 | 44,5 | - | 44,5 | 42,5 | 44,5 | 26,0 | 38,0 | 43,5 | 44,5 | 27,0 | 39,0 | 44,5 | 44,5 | 29,5 | 42,5 | ||
168,28 | 7,32 | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | 22,5 | 26,5 | 26,5 | 26,5 | 23,5 | 26,5 | - | - | - | - | |
8,94 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 22,5 | 32,0 | 32,0 | 32,0 | 23,5 | 32,0 | 32,0 | 32,0 | 25,5 | 32,0 | ||
10,59 | 38,0 | - | 38,0 | 37,0 | 38,0 | 22,5 | 32,5 | 38,0 | 38,0 | 23,5 | 34,0 | 38,0 | 38,0 | 25,5 | 37,0 | ||
12,06 | 43,5 | - | 40,5 | 37,0 | 43,5 | 22,5 | 32,5 | 38,0 | 43,5 | 23,5 | 34,0 | 40,0 | 43,5 | 25,5 | 37,0 | ||
177,80 | 5,87 | 20,0 | 20,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
6,91 | 23,5 | 23,5 | - | 23,5 | 23,5 | 21,5 | 31,4 | 23,5 | 23,5 | 22,5 | 23,5 | - | - | - | - | ||
8,05 | 27,5 | 27,5 | 27,5 | 27,5 | 27,5 | 21,5 | 27,5 | 27,5 | 27,5 | 22,5 | 27,5 | - | - | - | - | ||
177,80 | 9,19 | 31,5 | 31,5 | 31,5 | 31,5 | 31,5 | 21,5 | 31,5 | 31,5 | 31,5 | 22,5 | 31,5 | 31,5 | 31,5 | 24,5 | 31,5 | |
10,36 | 35,5 | - | 35,5 | 35,5 | 35,5 | 21,5 | 31,5 | 33,0 | 35,5 | 22,5 | 32,5 | 35,0 | 35,5 | 24,5 | 35,5 | ||
11,51 | 39,5 | - | 39,5 | 39,5 | 39,5 | 21,5 | 31,5 | 33,0 | 39,5 | 22,5 | 32,5 | 35,0 | 39,5 | 24,5 | 35,5 | ||
12,65 | 43,0 | - | 42,5 | 39,5 | 43,0 | 21,5 | 31,5 | 33,0 | 43,0 | 22,5 | 32,5 | 35,0 | 43,0 | 24,5 | 35,5 | ||
193,68 | 7,62 | 24,0 | 24,0 | - | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | 24,0 | - | - | - | - | |
8,33 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 25,0 | 26,0 | 26,0 | 26,0 | 25,5 | 26,0 | - | - | - | - | ||
9,52 | 30,0 | - | 30,0 | 30,0 | 30,0 | 25,0 | 30,0 | 30,0 | 30,0 | 25,5 | 30,0 | 30,0 | 30,0 | 27,5 | 30,0 | ||
10,92 | 34,0 | - | 34,0 | 34,0 | 34,0 | 25,0 | 34,0 | 34,0 | 34,0 | 25,5 | 34,0 | 34,0 | 34,0 | 27,5 | 34,0 | ||
12,70 | 40,0 | - | 40,0 | 37,0 | 40,0 | 25,0 | 36,0 | 37,5 | 40,0 | 25,5 | 37,0 | 39,5 | 40,0 | 27,5 | 40,0 | ||
219,08 | 6,71 | 18,5 | 18,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
7,72 | 21,5 | 21,5 | - | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | 21,5 | - | - | - | - | ||
8,94 | 24,5 | 24,5 | 24,5 | 24,5 | 24,5 | 22,5 | 24,5 | 24,5 | 24,5 | 23,0 | 24,5 | 24,5 | 24,5 | 24,5 | 24,5 | ||
10,16 | 28,0 | 28,0 | 28,0 | 28,0 | 28,0 | 22,5 | 28,0 | 28,0 | 28,0 | 23,0 | 28,0 | 28,0 | 28,0 | 25,0 | 28,0 | ||
11,43 | 31,5 | - | 31,5 | 31,5 | 31,5 | 22,5 | 31,5 | 31,5 | 31,5 | 23,0 | 31,5 | 31,5 | 31,5 | 25,0 | 31,5 | ||
12,70 | 35,0 | - | 35,0 | 35,0 | 35,0 | 22,5 | 32,5 | 35,0 | 35,0 | 23,0 | 34,0 | 35,0 | 35,0 | 25,0 | 35,0 | ||
244,48 | 7,92 | 19,5 | 19,5 | - | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | 19,5 | - | - | - | - | |
8,94 | 22,0 | 22,0 | 22,0 | 22,0 | 22,0 | 20,0 | 22,0 | 22,0 | 22,0 | 21,0 | 30,5 | 22,0 | 22,0 | 22,0 | 22,0 | ||
10,03 | 25,0 | 25,0 | 25,0 | 25,0 | 25,0 | 20,0 | 25,0 | 25,0 | 25,0 | 21,0 | 30,5 | 25,0 | 25,0 | 22,5 | 25,0 | ||
11,05 | 27,5 | - | 27,5 | 27,5 | 27,5 | 20,0 | 27,5 | 27,5 | 27,5 | 21,0 | 30,5 | 27,5 | 27,5 | 22,5 | 27,5 | ||
11,99 | 29,5 | - | 29,5 | 29,5 | 29,5 | 20,0 | 29,5 | 29,5 | 29,5 | 21,0 | 30,5 | 29,5 | 29,5 | 22,5 | 29,5 | ||
13,84 | 34,5 | - | 34,5 | 33,5 | 34,5 | 20,0 | 29,5 | 34,0 | 34,5 | 21,0 | 30,5 | 34,5 | 34,5 | 22,5 | 32,5 | ||
273,05 | 7,09 | 12,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
8,89 | 15,0 (19,5) | 15,0 (19,5) | - | 15,0 (19,5) | 15,0 (19,5) | 15,0 (18,0) | 15,0 (19,5) | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | ||
10,16 | 17,0 (22,5) | 17,0 (22,5) | - | 17,0 (22,5) | 17,0 (22,5) | 17,0 (18,0) | 17,0 (22,5) | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | ||
7,09 | 12,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
8,89 | 15,0 (19,5) | 15,0 (19,5) | - | 15,0 (19,5) | 15,0 (19,5) | 15,0 (18,0) | 15,0 (19,5) | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | 15,0 | ||
10,16 | 17,0 (22,5) | 17,0 (22,5) | - | 17,0 (22,5) | 17,0 (22,5) | 17,0 (18,0) | 17,0 (22,5) | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | 17,0 | ||
11,43 | 19,0 (25,5) | 19,0 (25,5) | - | 19,0 (25,5) | 19,0 (25,5) | 18,0 (18,0) | 19,0 (25,5) | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | 19,0 | ||
12,57 | 21,0 | 21,0 | - | 21,0 | 21,0 | 18,0 | 21,0 | 21,0 | 21,0 | 19,0 | 21,0 | 21,0 | 21,0 | 20,0 | 21,0 | ||
13,84 | 23,0 | 23,0 | - | 23,0 | 23,0 | 18,0 | 23,0 | 23,0 | 23,0 | 19,0 | 23,0 | 23,0 | 23,0 | 20,0 | 23,0 | ||
16,50 | 27,5 | - | - | - | - | - | - | 27,5 | 27,5 | 19,0 | 27,5 | - | - | - | - | ||
298,45 | 8,46 | 13,0 | 13,0 | - | - | - | - | - | 13,0 | 13,0 | - | - | - | - | - | - | |
9,53 | 14,5 (19,5) | 14,5 (19,5) | - | 14,5 (19,5) | 14,5 (19,5) | - | - | 14,5 | 14,5 | - | - | - | - | - | - | ||
11,05 | 17,0 (22,5) | 17,0 (22,5) | - | 17,0 (22,5) | 17,0 (22,5) | - | - | 17,0 | 17,0 | - | - | - | - | - | - | ||
12,42 | 19,0 (25,0) | 19,0 (25,0) | - | 19,0 (25,0) | 19,0 (25,0) | - | - | 19,0 | 19,0 | - | - | - | - | - | - | ||
13,56 | 20,5 | - | - | - | - | - | - | 20,5 | 20,5 | - | - | - | - | - | - | ||
14,78 | 22,5 | - | - | - | - | - | - | 22,5 | 22,5 | - | - | - | - | - | - | ||
323,85 | 7,70 | 11,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
8,50 | 12,0 | 12,0 | - | 12,0 | 12,0 | - | - | 12,0 | 12,0 | - | - | - | - | - | - | ||
9,50 | 13,5 | 13,5 | - | 13,5 | 13,5 | - | - | 13,5 | 13,5 | - | - | 13,5 | 13,5 | - | - | ||
11,00 | 15,5 | 15,5 | - | 15,5 | 15,5 | - | - | 15,5 | 15,5 | - | - | 15,5 | 15,5 | - | - | ||
12,40 | 17,5 | 17,5 | - | 17,5 | 17,5 | - | - | 17,5 | 17,5 | - | - | 17,5 | 17,5 | - | - | ||
14,00 | 19,5 | 19,5 | - | 19,5 | 19,5 | - | - | 19,5 | 19,5 | - | - | 19,5 | 19,5 | - | - | ||
339,72 | 8,38 | 11,0 | 11,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
9,65 | 13,0 (17,0) | 13,0 (17,0) | - | 13,0 (17,0) | 13,0 (17,0) | - | - | 13,0 (17,0) | 13,0 | - | - | - | - | - | - | ||
10,92 | 14,5 (19,5) | 14,5 (19,5) | - | 14,5 (19,5) | 14,5 (19,5) | - | - | 14,5 | 14,5 | - | - | - | - | - | - | ||
12,19 | 16,5 (22,0) | 16,5 (22,0) | - | 16,5 (22,0) | 16,5 (22,0) | - | - | 16,5 | 16,5 | - | - | - | - | - | - | ||
13,06 | 17,5 | - | - | 17,5 | 17,5 | - | - | 17,5 | 17,5 | - | - | - | - | - | - | ||
14,0 | 18,5 | 18,5 | - | - | - | - | - | 18,5 | 18,5 | - | - | - | - | - | - | ||
15,4 | 20,5 | - | - | - | - | - | - | 20,5 | 20,5 | - | - | - | - | - | - | ||
350,52 | 9,00 | 11,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
10,00 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
11,00 | 14,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
12,00 | 15,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
376,76 | 9,00 | 11,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
10,00 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
11,00 | 13,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
12,00 | 14,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
406,40 | 11,13 | 12,5 (16,5) | 12,5 (16,5) | - | 12,5 (16,5) | 12,5 (16,5) | - | - | - | - | - | - | - | - | - | - | |
12,57 | 14,0 (19,0) | 14,0 (19,0) | - | 14,0 (19,0) | 14,0 (19,0) | - | - | - | - | - | - | - | - | - | - | ||
16,66 | 18,5 (25,0) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
425,45 | 10,00 | 10,5 | - | - | 10,5 | 10,5 | - | - | - | - | - | - | - | - | - | - | |
11,00 | 11,5 | - | - | 11,5 | 11,5 | - | - | - | - | - | - | - | - | - | - | ||
11,50 | 12,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
12,00 | 13,0 | - | - | 13,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | ||
473,08 | 11,05 | 10,5 (14,0) | 10,5 (14,0) | - | 10,5 (14,0) | 10,5 (14,0) | - | - | - | - | - | - | - | - | - | - | |
508,00 | 11,13 | 10,0 (13,5) | 10,0 (13,5) | 10,0 (13,5) | 10,0 (13,5) | 10,0 (13,5) | - | - | - | - | - | - | - | - | - | - | |
12,70 | 11,5 (15,0) | 11,5 (15,0) | 11,5 (15,0) | 11,5 (15,0) | 11,5 (15,0) | - | - | - | - | - | - | - | - | - | - | ||
16,13 | 14,5 (19,5) | 14,5 (18,0) | 14,5 (19,0) | 14,5 (17,5) | 14,5 (19,5) | - | - | - | - | - | - | - | - | - | - | ||
Примечание - В скобках указаны значения альтернативного испытательного давления. | |||||||||||||||||
Таблица С.50 - Гидростатическое испытательное давление для обсадных труб группы прочности М65 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | ||||||
114,30 | 5,21 | 32,5 | 32,5 | - | - | - | - | - | - | - | |
5,69 | 35,5 | 35,5 | - | 35,5 | 35,5 | - | - | - | - | ||
6,35 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | - | - | ||
7,37 | 46,0 | - | 46,0 | 46,0 | 44,0 | 46,0 | 46,0 | - | - | ||
8,56 | 53,5 | - | 53,5 | - | - | 53,5 | 46,5 | 53,5 | 51,0 | ||
127,00 | 5,59 | 31,5 | 31,5 | - | - | - | - | - | - | - | |
6,43 | 36,5 | 36,5 | 36,5 | 36,5 | 36,5 | 36,0 | 36,5 | - | - | ||
7,52 | 42,5 | - | 42,5 | 42,5 | 41,0 | 42,5 | 42,5 | - | - | ||
9,19 | 52,0 | - | 52,0 | 52,0 | 41,0 | 52,0 | 42,5 | 52,0 | 46,5 | ||
11,10 | 62,5 | - | 59,5 | 54,5 | 41,0 | 56,0 | 42,5 | 60,0 | 46,5 | ||
139,70 | 6,20 | 32,0 | 32,0 | - | - | - | 32,0 | 32,0 | - | - | |
6,98 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | - | - | ||
7,72 | 39,5 | 39,5 | 39,5 | 39,5 | 38,0 | 39,5 | 39,5 | - | - | ||
9,17 | 47,0 | - | 47,0 | 47,0 | 38,0 | 47,0 | 39,5 | 47,0 | 43,5 | ||
10,54 | 54,0 | - | 54,0 | 49,5 | 38,0 | 51,5 | 39,5 | 54,0 | 43,5 | ||
146,05 | 6,50 | 32,0 | 32,0 | - | 32,0 | 32,0 | 32,0 | 32,0 | - | - | |
7,00 | 34,5 | 34,5 | 34,5 | 34,5 | 34,5 | 34,5 | 32,0 | - | - | ||
7,70 | 38,0 | 38,0 | 38,0 | 38,0 | 38,0 | 38,0 | 38,0 | - | - | ||
8,50 | 41,5 | - | 41,5 | 41,5 | 38,0 | 41,5 | 39,0 | 41,5 | 41,5 | ||
9,50 | 46,5 | - | 46,5 | 46,5 | 38,0 | 46,5 | 39,0 | 46,5 | 42,5 | ||
10,70 | 52,5 | - | 52,5 | 52,5 | 38,0 | 51,5 | 39,0 | 52,0 | 42,5 | ||
168,28 | 7,32 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | - | - | |
8,94 | 38,0 | - | 38,0 | 38,0 | 32,5 | 38,0 | 34,0 | 38,0 | 37,0 | ||
10,59 | 45,0 | - | 45,0 | 45,0 | 32,5 | 45,0 | 34,0 | 45,0 | 37,0 | ||
12,06 | 51,5 | - | 51,5 | 51,5 | 32,5 | 51,5 | 34,0 | 51,0 | 37,0 | ||
177,80 | 6,91 | 28,0 | 28,0 | - | 28,0 | 28,0 | - | - | - | - | |
8,05 | 32,5 | - | 32,5 | 32,5 | 31,5 | 32,5 | 32,5 | - | - | ||
9,19 | 37,0 | - | 37,0 | 37,0 | 31,5 | 37,0 | 32,5 | - | - | ||
10,36 | 42,0 | - | 42,0 | 42,0 | 31,5 | 41,5 | 32,5 | 42,0 | 35,5 | ||
11,51 | 46,5 | - | 46,5 | 46,5 | 31,5 | 46,5 | 32,5 | 46,5 | 35,5 | ||
193,68 | 8,33 | 31,0 | 31,0 | 31,0 | 31,0 | 31,0 | - | - | - | - | |
9,52 | 35,0 | - | 35,0 | 35,0 | 35,0 | 35,0 | 31,0 | 35,0 | 35,0 | ||
10,92 | 40,5 | - | 40,5 | 40,5 | 36,0 | 40,5 | 37,0 | 40,5 | 40,0 | ||
219,08 | 6,71 | 22,0 | 22,0 | - | - | - | - | - | - | - | |
7,72 | 25,5 | 25,5 | - | - | - | - | - | - | - | ||
8,94 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,0 | 29,5 | 29,0 | 29,5 | ||
10,16 | 33,0 | 33,0 | 33,0 | 33,0 | 32,5 | 33,0 | 33,0 | 33,0 | 33,0 | ||
11,43 | 37,5 | - | 37,5 | 37,5 | 32,5 | 37,5 | 34,0 | 37,5 | 36,0 | ||
244,48 | 8,94 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | 26,0 | |
10,03 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | 29,5 | ||
11,05 | 32,5 | - | 32,5 | 32,5 | 29,5 | 32,5 | 30,5 | 32,5 | 32,5 | ||
11,99 | 35,0 | - | 35,0 | 35,0 | 29,5 | 35,0 | 30,5 | 35,0 | 32,5 | ||
273,05 | 8,89 | 23,5 | 23,5 | - | 23,5 | 23,5 | 23,5 | 23,5 | 23,5 | 23,5 | |
10,16 | 26,5 | 26,5 | - | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | ||
11,43 | 30,0 | 30,0 | - | 30,0 | 26,5 | 30,0 | 27,5 | 30,0 | 29,5 | ||
12,57 | 33,0 | 33,0 | - | 33,0 | 26,5 | 33,0 | 27,5 | 33,0 | 29,5 | ||
298,45 | 9,53 | 23,0 | 23,0 | - | 23,0 | - | 23,0 | - | - | - | |
11,05 | 26,5 | 26,5 | - | 26,5 | - | 26,5 | - | - | - | ||
12,42 | 30,0 | 30,0 | - | 30,0 | - | 30,0 | - | - | - | ||
323,85 | 8,50 | 19,0 | 19,0 | - | - | - | - | - | - | ||
9,50 | 21,0 | 21,0 | - | 21,0 | - | 21,0 | - | 21,0 | - | ||
11,00 | 24,5 | 24,5 | - | 24,5 | - | 24,5 | - | 24,5 | - | ||
12,40 | 27,5 | 27,5 | - | 27,5 | - | 27,5 | - | 27,5 | - | ||
14,00 | 31,0 | 31,0 | - | 31,0 | - | 31,0 | - | 31,0 | - | ||
339,72 | 9,65 | 20,5 | 20,5 | - | 20,5 | - | 20,5 | - | - | - | |
10,92 | 23,0 | 23,0 | - | 23,0 | - | 23,0 | - | - | - | ||
12,19 | 25,5 | 25,5 | - | 25,5 | - | 25,5 | - | - | - | ||
406,40 | 11,13 | 19,5 | 19,5 | - | 19,5 | - | - | - | - | - | |
12,57 | 22,0 | 22,0 | - | 22,0 | - | - | - | - | - | ||
16,66 | 29,5 | - | - | - | - | - | - | - | - | ||
425,45 | 11,50 | 19,5 | - | - | - | - | - | - | - | - | |
473,08 | 11,05 | 16,5 | 16,5 | - | 16,5 | - | - | - | - | - | |
508,00 | 11,13 | 15,5 | 15,5 | 15,5 | 15,5 | - | - | - | - | - | |
12,70 | 18,0 | 15,5 | 16,5 | 16,0 | - | - | - | - | - | ||
Примечание - Трубы группы прочности М65 поставляют с муфтами группы прочности L80 тип 1. | |||||||||||
Таблица С.51 - Гидростатическое испытательное давление для обсадных труб группы прочности L80 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специальная муфта | Обычная муфта | Специальная муфта | Обычная муфта | Специальная муфта | ||||||
101,60 | 6,50 | 56,5 | - | - | - | - | 56,5 | 46,5 | - | - | |
114,30 | 6,35 | 49,0 | - | 49,0 | 49,0 | 44,0 | 49,0 | 46,5 | - | - | |
7,37 | 57,0 | - | 57,0 | 54,0 | 44,0 | 56,5 | 46,5 | - | - | ||
114,30 | 8,56 | 66,0 | - | 59,0 | - | - | 56,5 | 46,5 | 60,5 | 51,0 | |
10,2 | 69,0 | - | 59,0 | - | - | 56,5 | 46,5 | 60,5 | 51,0 | ||
127,00 | 6,43 | 44,5 | - | 44,5 | - | - | 44,5 | 42,5 | - | - | |
7,52 | 52,5 | - | 52,5 | 52,5 | 41,0 | 52,5 | 42,5 | - | - | ||
9,19 | 64,0 | - | 59,5 | 54,5 | 41,0 | 56,0 | 42,5 | 60,0 | 46,5 | ||
10,7 | 69,0 | - | 59,5 | - | - | 56,0 | 42,5 | 60,0 | 46,5 | ||
11,10 | 69,0 | - | 59,5 | 54,5 | 41,0 | 56,0 | 42,5 | 60,0 | 46,5 | ||
12,14 | 69,0 | - | 59,5 | 54,5 | 41,0 | - | - | - | - | ||
12,70 | 69,0 | - | 59,5 | 54,5 | 41,0 | - | - | - | - | ||
139,70 | 6,98 | 44,0 | - | 44,0 | - | - | 44,0 | 39,5 | - | - | |
7,72 | 49,0 | - | 49,0 | 49,0 | 38,0 | 49,0 | 39,5 | - | - | ||
9,17 | 58,0 | - | 54,5 | 49,5 | 38,0 | 51,5 | 39,5 | 55,0 | 43,0 | ||
10,54 | 66,5 | - | 54,5 | 49,5 | 38,0 | 51,5 | 39,5 | 55,0 | 43,0 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
146,05 | 6,50 | - | - | - | - | - | - | - | - | - | |
7,00 | 42,5 | - | 42,5 | 42,5 | 38,0 | - | - | - | - | ||
7,70 | 46,5 | - | 46,5 | 46,5 | 38,0 | 46,5 | 39,0 | - | - | ||
8,50 | 51,5 | - | 51,5 | 51,5 | 38,0 | 51,5 | 39,0 | 51,5 | 42,5 | ||
9,50 | 57,5 | - | 57,5 | 57,5 | 38,0 | 57,5 | 39,0 | 57,5 | 42,5 | ||
10,70 | 64,5 | - | 64,5 | 62,0 | 38,0 | 63,5 | 39,0 | 64,5 | 42,5 | ||
168,28 | 7,00 | 36,5 | - | 36,5 | 36,5 | 32,5 | 36,5 | 34,0 | - | - | |
7,32 | 38,5 | - | 38,5 | 38,5 | 32,5 | 38,5 | 34,0 | - | - | ||
8,94 | 47,0 | - | 47,0 | 47,0 | 32,5 | 47,0 | 34,0 | 47,0 | 37,0 | ||
10,59 | 55,5 | - | 55,5 | 54,0 | 32,5 | 55,5 | 34,0 | 55,5 | 37,0 | ||
12,06 | 63,5 | - | 59,0 | 54,0 | 32,5 | 55,5 | 34,0 | 58,5 | 37,0 | ||
177,80 | 8,05 | 40,0 | - | 40,0 | 40,0 | 31,5 | 40,0 | 32,5 | - | - | |
9,19 | 45,5 | - | 45,5 | 45,5 | 31,5 | 45,5 | 32,5 | 45,5 | 35,5 | ||
10,36 | 51,5 | - | 51,5 | 51,5 | 31,5 | 48,0 | 32,5 | 50,5 | 35,5 | ||
11,51 | 57,0 | - | 57,0 | 57,0 | 31,5 | 48,0 | 32,5 | 50,5 | 35,5 | ||
12,65 | 63,0 | - | 62,0 | 57,5 | 31,5 | 48,0 | 32,5 | 50,5 | 35,5 | ||
13,72 | 68,0 | - | 62,0 | 57,5 | 31,5 | 48,0 | 32,5 | 50,5 | 35,5 | ||
15,00 | 69,0 | - | 62,0 | 57,5 | 31,5 | 48,0 | 32,5 | 50,5 | 35,5 | ||
193,68 | 8,33 | 38,0 | - | 38,0 | 38,0 | 36,0 | 38,0 | 37,0 | - | - | |
9,52 | 43,5 | - | 43,5 | 43,5 | 36,0 | 43,5 | 37,0 | 43,5 | 40,0 | ||
10,92 | 50,0 | - | 50,0 | 50,0 | 36,0 | 50,0 | 37,0 | 50,0 | 40,0 | ||
12,70 | 58,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 57,5 | 40,0 | ||
14,27 | 65,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 57,5 | 40,0 | ||
15,11 | 69,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 57,5 | 40,0 | ||
15,88 | 69,0 | - | 58,0 | 54,0 | 36,0 | 55,0 | 37,0 | 57,5 | 40,0 | ||
196,85 | 15,11 | 68,0 | - | - | - | - | - | - | - | - | |
219,08 | 8,94 | 36,0 | - | - | 36,0 | 32,5 | 36,0 | 34,0 | 36,0 | 36,0 | |
10,16 | 41,0 | - | 41,0 | 41,0 | 32,5 | 41,0 | 34,0 | 41,0 | 36,0 | ||
11,43 | 46,0 | - | 46,0 | 46,0 | 32,5 | 46,0 | 34,0 | 46,0 | 36,0 | ||
12,70 | 51,0 | - | 51,0 | 51,0 | 32,5 | 51,0 | 34,0 | 51,0 | 36,0 | ||
14,15 | 57,0 | - | 57,0 | 54,0 | 32,5 | 55,0 | 34,0 | 57,0 | 36,0 | ||
244,48 | 8,94 | 32,5 | - | 32,5 | 32,5 | 29,2 | 32,5 | 30,5 | 32,5 | 32,5 | |
10,03 | 36,0 | - | 36,0 | 36,0 | 29,5 | 36,0 | 30,5 | 36,0 | 32,5 | ||
11,05 | 40,0 | - | 40,0 | 40,0 | 29,5 | 40,0 | 30,5 | 40,0 | 32,5 | ||
11,99 | 43,5 | - | 43,5 | 43,5 | 29,5 | 43,5 | 30,5 | 43,5 | 32,5 | ||
13,84 | 50,0 | - | 50,0 | 49,0 | 29,5 | 50,0 | 30,5 | 52,0 | 32,5 | ||
15,11 | 54,5 | - | 53,0 | 49,0 | 29,5 | 50,0 | 30,5 | 52,0 | 32,5 | ||
15,90 | 57,5 | - | 53,0 | 49,0 | 29,5 | 50,0 | 30,5 | 52,0 | 32,5 | ||
273,05 | 8,89 | 29,0 | 29,0 | - | 29,0 | 26,5 | 29,0 | 27,5 | 29,0 | 29,0 | |
10,16 | 33,0 | 33,0 | - | 33,0 | 26,5 | 33,0 | 27,5 | 33,0 | 29,5 | ||
11,43 | 37,0 | 37,0 | - | 37,0 | 26,5 | 37,0 | 27,5 | 37,0 | 29,5 | ||
12,57 | 40,5 | 40,5 | - | 40,5 | 26,5 | 40,5 | 27,5 | 40,5 | 29,5 | ||
13,84 | 44,5 | 44,5 | - | 44,0 | 26,5 | 44,5 | 27,5 | 44,5 | 29,5 | ||
15,11 | 49,0 | 45,0 | - | 44,0 | 26,5 | 45,0 | 27,5 | 47,0 | 29,5 | ||
16,50 | 53,5 | 45,0 | - | - | - | 45,0 | 27,5 | 47,0 | 29,5 | ||
298,45 | 9,53 | 28,0 | - | - | - | - | 28,0 | - | - | - | |
11,05 | 32,5 | 32,5 | - | - | - | 32,5 | - | - | - | ||
12,42 | 36,5 | 36,5 | - | 36,5 | - | 36,5 | - | - | - | ||
13,56 | 40,0 | - | - | - | - | - | - | - | - | ||
14,78 | 43,5 | 40,0 | - | - | - | 41,5 | - | - | - | ||
323,85 | 8,50 | 23,0 | - | - | - | - | 23,0 | - | - | - | |
9,50 | 26,0 | 26,0 | - | 26,0 | - | 26,0 | - | 26,0 | - | ||
11,00 | 30,0 | 30,0 | - | 30,0 | - | 30,0 | - | 30,0 | - | ||
12,40 | 34,0 | 34,0 | - | 34,0 | - | 34,0 | - | 34,0 | - | ||
14,00 | 38,0 | 36,0 | - | 38,0 | - | 38,0 | - | 38,0 | - | ||
339,72 | 9,65 | 25,0 | 25,0 | - | 25,0 | - | 25,0 | - | - | - | |
10,92 | 28,5 | 28,5 | - | 28,5 | - | 28,5 | - | - | - | ||
12,19 | 31,5 | 31,5 | - | 31,5 | - | 31,5 | - | - | - | ||
13,06 | 34,0 | 31,5 | - | 34,0 | - | 34,0 | - | - | - | ||
14,0 | 36,5 | 31,5 | - | - | - | 36,5 | - | - | - | ||
15,4 | 40,0 | 31,5 | - | - | - | 36,5 | - | - | - | ||
406,40 | 16,66 | 36,0 | - | - | - | - | - | - | - | - | |
425,45 | 10,00 | 21,0 | - | - | 21,0 | - | - | - | - | - | |
11,00 | 23,0 | - | - | 23,0 | - | - | - | - | - | ||
12,00 | 25,0 | - | - | 25,0 | - | - | - | - | - | ||
Таблица С.52 - Гидростатическое испытательное давление для обсадных труб группы прочности N80 | |||||||||||||||||
Наружный диаметр | Тол- | Испытательное давление, МПа | |||||||||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||||||||
Обычная муфта | Специаль- | Обычная муфта | Специаль- | Обычная муфта | Специаль- | ||||||||||||
N80 | Р110 | N80 | Р110 | N80 | Р110 | N80 | Р110 | N80 | Р110 | N80 | Р110 | ||||||
101,60 | 6,50 | 56,5 | - | - | - | - | - | - | 56,5 | 56,5 | 46,5 | 56,5 | - | - | - | - | |
114,30 | 5,21 | 40,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
5,69 | 44,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
6,35 | 49,0 | - | 49,0 | 49,0 | 49,0 | 44,0 | 49,0 | 49,0 | 49,0 | 46,5 | 49,0 | - | - | - | - | ||
7,37 | 57,0 | - | 57,0 | 54,0 | 57,0 | 44,0 | 57,0 | 56,5 | 56,5 | 46,5 | 56,5 | - | - | - | - | ||
8,56 | 66,0 | - | 59,0 | - | - | - | - | 56,5 | 66,0 | 46,5 | 63,5 | 60,5 | 66,0 | 51,0 | 66,0 | ||
10,20 | 69,0 | - | 59,0 | - | - | - | - | 56,5 | 69,0 | 46,5 | 63,5 | 60,5 | 69,0 | 51,0 | 69,0 | ||
127,00 | 6,43 | 44,5 | - | 44,5 | - | - | - | - | 44,5 | 44,5 | 42,5 | 42,5 | - | - | - | - | |
7,52 | 52,5 | - | 52,5 | 52,5 | 52,5 | 41,0 | 52,5 | 52,0 | 52,5 | 42,5 | 52,5 | - | - | - | - | ||
9,19 | 64,0 | - | 59,5 | 54,5 | 64,0 | 41,0 | 56,5 | 56,0 | 64,0 | 42,5 | 58,5 | 60,0 | 64,0 | 46,5 | 64,0 | ||
10,70 | 69,0 | - | 59,5 | - | - | - | - | 56,0 | 69,0 | 42,5 | 58,5 | 60,0 | 69,0 | 46,5 | 64,0 | ||
11,10 | 69,0 | - | 59,5 | 54,5 | 69,0 | 41,0 | 56,5 | 56,0 | 69,0 | 42,5 | 58,5 | 60,0 | 69,0 | 46,5 | 64,0 | ||
12,14 | 69,0 | - | 59,5 | 54,5 | 69,0 | 41,0 | 56,5 | - | 69,0 | - | 58,5 | - | - | - | - | ||
12,70 | 69,0 | - | 59,5 | 54,5 | 69,0 | 41,0 | 56,5 | - | 69,0 | - | 58,5 | - | - | - | - | ||
139,70 | 6,20 | 39,0 | 39,0 | - | - | - | - | - | 39,0 | 39,0 | 39,5 | 39,0 | - | - | - | - | |
6,98 | 44,0 | 44,0 | 44,0 | - | - | - | - | 44,0 | 44,0 | 39,5 | 44,0 | - | - | - | - | ||
7,72 | 49,0 | 49,0 | 49,0 | 49,0 | 49,0 | 38,0 | 49,0 | 49,0 | 49,0 | 39,5 | 49,0 | - | - | - | - | ||
9,17 | 58,0 | - | 54,5 | 49,5 | 58,0 | 38,0 | 52,0 | 51,5 | 58,0 | 39,5 | 54,5 | 55,0 | 58,0 | 43,5 | 59,5 | ||
10,54 | 66,5 | - | 54,5 | 49,5 | 66,5 | 38,0 | 52,0 | 51,5 | 66,5 | 39,5 | 54,5 | 55,0 | 66,5 | 43,5 | 59,5 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
146,05 | 6,50 | 39,5 | 39,5 | - | - | - | - | - | 39,5 | 39,5 | 39,0 | 39,5 | - | - | - | - | |
7,00 | 42,5 | 42,5 | 42,5 | 42,5 | 42,5 | 38,0 | 42,5 | 42,5 | 42,5 | 39,0 | 42,5 | - | - | - | - | ||
7,70 | 46,5 | 46,5 | 46,5 | 46,5 | 46,5 | 38,0 | 46,5 | 46,5 | 46,5 | 39,0 | 46,5 | - | - | - | - | ||
8,50 | 51,5 | - | 51,5 | 51,5 | 51,5 | 38,0 | 51,5 | 51,5 | 51,5 | 39,0 | 51,5 | 51,5 | 51,5 | 42,0 | 51,5 | ||
9,50 | 57,5 | - | 57,5 | 57,5 | 57,5 | 38,0 | 52,0 | 57,5 | 57,5 | 39,0 | 53,5 | 57,5 | 57,5 | 42,5 | 57,5 | ||
10,70 | 64,5 | - | 64,5 | 62,0 | 64,5 | 38,0 | 52,0 | 63,5 | 64,5 | 39,0 | 53,5 | 64,0 | 64,0 | 42,5 | 58,5 | ||
168,28 | 7,32 | 38,5 | 38,5 | 38,5 | 38,5 | 38,5 | 32,5 | 38,5 | 38,5 | 38,5 | 34,0 | 38,5 | - | - | - | - | |
8,94 | 47,0 | 47,0 | 47,0 | 47,0 | 47,0 | 32,5 | 45,0 | 47,0 | 47,0 | 34,0 | 46,5 | 47,0 | 47,0 | 37,0 | 47,0 | ||
10,59 | 55,5 | - | 55,5 | 54,0 | 55,5 | 32,5 | 45,0 | 55,5 | 55,5 | 34,0 | 46,5 | 55,5 | 55,5 | 37,0 | 51,0 | ||
12,06 | 63,5 | - | 59,0 | 54,0 | 63,5 | 32,5 | 45,0 | 55,5 | 63,5 | 34,0 | 46,5 | 58,5 | 63,5 | 37,0 | 51,0 | ||
177,80 | 5,87 | 29,0 | 29,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
6,91 | 34,5 | 34,5 | - | - | - | - | - | 34,5 | 34,5 | 32,5 | 34,5 | - | - | - | - | ||
8,05 | 40,0 | 40,0 | 40,0 | 40,0 | 40,0 | 31,5 | 40,0 | 40,0 | 40,0 | 32,5 | 40,0 | - | - | - | - | ||
9,19 | 45,5 | 45,5 | 45,5 | 45,5 | 45,5 | 31,5 | 43,5 | 45,5 | 45,5 | 32,5 | 45,0 | 45,5 | 45,5 | 35,5 | 45,5 | ||
10,36 | 51,5 | - | 51,5 | 51,5 | 51,5 | 31,5 | 43,5 | 48,0 | 51,5 | 32,5 | 45,0 | 50,5 | 51,5 | 35,5 | 49,0 | ||
11,51 | 57,0 | - | 57,0 | 57,0 | 57,0 | 31,5 | 43,5 | 48,0 | 57,0 | 32,5 | 45,0 | 50,5 | 57,0 | 35,5 | 49,0 | ||
12,65 | 63,0 | - | 62,0 | 57,5 | 63,0 | 31,5 | 43,5 | 48,0 | 63,0 | 32,5 | 45,0 | 50,5 | 63,0 | 35,5 | 49,0 | ||
13,72 | 68,0 | - | 62,0 | 57,5 | 68,0 | 31,5 | 43,5 | 48,0 | 65,5 | 32,5 | 45,0 | 50,5 | 68,0 | 35,5 | 49,0 | ||
193,68 | 8,33 | 38,0 | - | 38,0 | 38,0 | 38,0 | 36,0 | 38,0 | 38,0 | 38,0 | 37,0 | 38,0 | - | - | - | - | |
9,52 | 43,5 | - | 43,5 | 43,5 | 43,5 | 36,0 | 43,5 | 43,5 | 43,5 | 37,0 | 43,5 | 43,5 | 43,5 | 40,0 | 43,5 | ||
10,92 | 50,0 | - | 50,0 | 50,0 | 50,0 | 36,0 | 49,5 | 49,5 | 50,0 | 37,0 | 50,0 | 49,5 | 50,0 | 40,0 | 50,0 | ||
12,70 | 58,0 | - | 58,0 | 54,0 | 58,0 | 36,0 | 49,5 | 55,0 | 58,0 | 37,0 | 51,0 | 57,5 | 58,0 | 40,0 | 54,5 | ||
14,27 | 65,0 | - | 58,0 | 54,0 | 65,0 | 36,0 | 49,5 | 55,0 | 65,0 | 37,0 | 51,0 | 57,5 | 65,0 | 40,0 | 54,5 | ||
15,11 | 69,0 | - | 58,0 | 54,0 | 69,0 | 36,0 | 49,5 | 55,0 | 69,0 | 37,0 | 51,0 | 57,5 | 69,0 | 40,0 | 54,5 | ||
15,88 | 69,0 | - | 58,0 | 54,0 | 69,0 | 36,0 | 49,5 | 55,0 | 69,0 | 37,0 | 51,0 | 57,5 | 69,0 | 40,0 | 54,5 | ||
196,85 | 15,11 | 68,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
219,08 | 6,71 | 27,0 | 27,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
7,72 | 31,0 | 31,0 | - | - | - | - | - | 31,0 | 31,0 | 31,0 | 31,0 | - | - | - | - | ||
8,94 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 32,5 | 32,5 | 36,0 | 36,0 | 34,0 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | ||
10,16 | 41,0 | 41,0 | 41,0 | 41,0 | 41,0 | 32,5 | 41,0 | 41,0 | 41,0 | 34,0 | 41,0 | 41,0 | 41,0 | 36,0 | 41,0 | ||
11,43 | 46,0 | - | 46,0 | 46,0 | 46,0 | 32,5 | 44,0 | 46,0 | 46,0 | 34,0 | 46,0 | 46,0 | 46,0 | 36,0 | 46,0 | ||
12,70 | 51,0 | - | 51,0 | 51,0 | 51,0 | 32,5 | 44,0 | 51,0 | 51,0 | 34,0 | 46,5 | 51,0 | 51,0 | 36,0 | 46,0 | ||
14,15 | 57,0 | - | 57,0 | 54,0 | 57,0 | 32,5 | 44,0 | 55,0 | 57,0 | 34,0 | 46,5 | 57,0 | 57,0 | 36,0 | 46,0 | ||
244,48 | 7,92 | 28,5 | 28,5 | - | - | - | - | - | 28,5 | 28,5 | 28,5 | 28,5 | - | 28,5 | - | 28,5 | |
8,94 | 32,5 | 32,5 | 32,5 | 32,5 | 32,5 | 29,5 | 32,5 | 32,5 | 32,5 | 30,5 | 32,5 | 32,5 | 32,5 | 32,5 | 32,5 | ||
10,03 | 36,0 | 36,0 | 36,0 | 36,0 | 36,0 | 29,5 | 35,5 | 36,0 | 36,0 | 30,5 | 36,0 | 36,0 | 36,0 | 32,5 | 36,0 | ||
11,05 | 40,0 | - | 40,0 | 40,0 | 40,0 | 29,5 | 35,5 | 40,0 | 40,0 | 30,5 | 38,0 | 40,0 | 40,0 | 32,5 | 37,5 | ||
11,99 | 43,5 | - | 43,5 | 43,5 | 43,5 | 29,5 | 35,5 | 43,5 | 43,5 | 30,5 | 38,0 | 43,5 | 43,5 | 32,5 | 37,5 | ||
13,84 | 50,0 | - | 50,0 | 49,0 | 50,0 | 29,5 | 35,5 | 50,0 | 50,0 | 30,5 | 38,0 | 52,0 | 50,0 | 32,5 | 37,5 | ||
15,11 | 54,5 | - | 53,0 | 49,0 | 54,5 | 29,5 | 35,5 | 50,0 | 54,5 | 30,5 | 38,0 | 52,0 | 54,5 | 32,5 | 37,5 | ||
250,83 | 15,88 | 56,0 | - | - | - | - | - | - | - | - | - | - | 52,0 | - | - | - | |
273,05 | 8,89 | 29,0 | 29,0 | - | - | - | - | - | 29,0 | 29,0 | 27,5 | 28,5 | 29,0 | 29,0 | 29,0 | 29,0 | |
10,16 | 33,0 | 33,0 | - | - | - | - | - | 33,0 | 33,0 | 27,5 | 28,5 | 33,0 | 33,0 | 29,5 | 30,0 | ||
11,43 | 37,0 | 37,0 | - | 37,0 | 37,0 | 26,5 | 28,5 | 37,0 | 37,0 | 27,5 | 28,5 | 37,0 | 37,0 | 29,5 | 30,0 | ||
12,57 | 40,5 | 40,5 | - | 40,5 | 40,5 | 26,5 | 28,5 | 40,5 | 40,5 | 27,5 | 28,5 | 40,5 | 40,5 | 29,5 | 30,0 | ||
13,84 | 44,5 | 44,5 | - | - | - | - | - | 44,5 | 44,5 | 27,5 | 28,5 | 44,5 | 44,5 | 29,5 | 30,0 | ||
15,11 | 49,0 | 45,0 | - | - | - | - | - | 45,0 | 49,0 | 27,5 | 28,5 | 47,0 | 49,0 | 29,5 | 30,0 | ||
298,45 | 9,53 | 28,0 | - | - | - | - | - | - | 28,0 | 28,0 | - | - | - | - | - | - | |
11,05 | 32,5 | 32,5 | - | - | - | - | - | 32,5 | 32,5 | - | - | - | - | - | - | ||
12,42 | 37,0 | 37,0 | - | 37,0 | 37,0 | - | - | 37,0 | 37,0 | - | - | - | - | - | - | ||
13,56 | 40,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
14,78 | 43,5 | 40,0 | - | - | - | - | - | 41,5 | 43,5 | - | - | - | - | - | - | ||
323,85 | 9,50 | 26,0 | 26,0 | - | 26,0 | 26,0 | - | - | 26,0 | 26,0 | - | - | 26,0 | 26,0 | - | - | |
11,00 | 30,0 | 30,0 | - | 30,0 | 30,0 | - | - | 30,0 | 30,0 | - | - | 30,0 | 30,0 | - | - | ||
12,40 | 34,0 | 34,0 | - | 34,0 | 34,0 | - | - | 34,0 | 34,0 | - | - | 34,0 | 34,0 | - | - | ||
14,00 | 38,0 | 36,0 | - | 38,0 | 38,0 | - | - | 38,0 | 38,0 | - | - | 38,0 | 38,0 | - | - | ||
339,72 | 9,65 | 25,0 | 25,0 | - | 25,0 | 25,0 | - | - | 25,0 | 25,0 | - | - | - | - | - | - | |
10,92 | 28,5 | 28,5 | - | 28,5 | 28,5 | - | - | 28,5 | 28,5 | - | - | - | - | - | - | ||
339,72 | 12,19 | 31,5 | 31,5 | - | 31,5 | 31,5 | - | - | 31,5 | 31,5 | - | - | - | - | - | - | |
13,06 | 34,0 | 31,5 | - | 34,0 | 34,0 | - | - | 34,0 | 34,0 | - | - | - | - | - | - | ||
14,0 | 36,5 | 31,5 | - | - | - | - | - | 36,5 | 36,5 | - | - | - | - | - | - | ||
406,40 | 16,66 | 36,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
425,45 | 10,00 | 21,0 | - | - | 21,0 | 21,0 | - | - | - | - | - | - | - | - | - | - | |
11,00 | 23,0 | - | - | 23,0 | 23,0 | - | - | - | - | - | - | - | - | - | - | ||
12,00 | 25,0 | - | - | 25,0 | 25,0 | - | - | - | - | - | - | - | - | - | - | ||
Таблица С.53 - Гидростатическое испытательное давление для обсадных труб группы прочности С90 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | ||||||
114,30 | 6,35 | 55,0 | - | 55,0 | 55,0 | 49,5 | 55,0 | 52,0 | - | - | |
7,37 | 64,0 | - | 64,0 | 61,0 | 49,5 | 63,5 | 52,0 | - | - | ||
8,56 | 69,0 | - | 66,0 | - | - | 63,5 | 52,0 | 68,5 | 57,0 | ||
10,20 | 69,0 | - | 66,0 | - | - | 63,5 | 52,0 | 68,5 | 57,0 | ||
127,00 | 6,43 | 50,5 | - | 50,5 | - | - | 50,5 | 48,0 | - | - | |
7,52 | 59,0 | - | 59,0 | 59,0 | 46,5 | 59,0 | 48,0 | - | - | ||
9,19 | 69,0 | - | 67,0 | 61,5 | 46,5 | 63,0 | 48,0 | 67,5 | 52,5 | ||
11,10 | 69,0 | - | 67,0 | 61,5 | 46,5 | 63,0 | 48,0 | 67,5 | 52,5 | ||
12,14 | 69,0 | - | 67,0 | 61,5 | 46,5 | - | - | - | - | ||
12,70 | 69,0 | - | 67,0 | 61,5 | 46,5 | - | - | - | - | ||
139,70 | 6,98 | 49,5 | - | 49,5 | - | - | 49,5 | 44,5 | - | - | |
7,72 | 55,0 | - | 55,0 | 55,0 | 42,5 | 55,0 | 44,5 | - | - | ||
9,17 | 65,0 | - | 61,5 | 56,0 | 42,5 | 58,0 | 44,5 | 62,0 | 48,5 | ||
10,54 | 69,0 | - | 61,5 | 56,0 | 42,5 | 58,0 | 44,5 | 62,0 | 48,5 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
14,27 | 69,0 | - | - | - | - | - | - | - | - | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
146,05 | 7,00 | 47,5 | - | 47,5 | - | - | 47,5 | 44,0 | - | - | |
7,70 | 52,5 | - | 52,5 | 52,5 | 42,5 | 52,5 | 44,0 | - | - | ||
8,50 | 58,0 | - | 58,0 | 58,0 | 42,5 | 58,0 | 44,0 | 58,0 | 48,0 | ||
9,50 | 64,5 | - | 64,5 | 64,5 | 42,5 | 64,5 | 44,0 | 64,5 | 48,0 | ||
10,70 | 69,0 | - | 69,0 | 69,0 | 42,5 | 69,0 | 44,0 | 69,0 | 48,0 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
14,27 | 69,0 | - | - | - | - | - | - | - | - | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
168,28 | 8,94 | 53,0 | - | 53,0 | 53,0 | 36,5 | 53,0 | 38,0 | 53,0 | 41,5 | |
10,59 | 62,5 | - | 62,5 | 61,0 | 36,5 | 62,5 | 38,0 | 62,5 | 41,5 | ||
12,06 | 69,0 | - | 66,5 | 61,0 | 36,5 | 62,5 | 38,0 | 63,0 | 41,5 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
14,27 | 69,0 | - | - | - | - | - | - | - | - | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
177,80 | 8,05 | 45,0 | - | 45,0 | 45,0 | 35,5 | 45,0 | 37,0 | - | - | |
9,19 | 51,5 | - | 51,5 | 51,5 | 35,5 | 51,5 | 37,0 | - | - | ||
10,36 | 58,0 | - | 58,0 | 58,0 | 35,5 | 54,0 | 37,0 | 57,0 | 40,0 | ||
11,51 | 64,5 | - | 64,5 | 64,5 | 35,5 | 54,0 | 37,0 | 57,0 | 40,0 | ||
12,65 | 69,0 | - | 69,0 | 65,0 | 35,5 | 54,0 | 37,0 | 57,0 | 40,0 | ||
13,72 | 69,0 | - | 69,0 | 65,0 | 35,5 | 54,0 | 37,0 | 57,0 | 40,0 | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
193,68 | 8,33 | 42,5 | - | 42,5 | 42,5 | 40,5 | 42,5 | 42,0 | - | - | |
9,52 | 49,0 | - | 49,0 | 49,0 | 40,5 | 49,0 | 42,0 | 49,0 | 45,0 | ||
10,92 | 56,0 | - | 56,0 | 56,0 | 40,5 | 56,0 | 42,0 | 56,0 | 45,0 | ||
12,70 | 65,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 64,5 | 45,0 | ||
14,27 | 69,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 64,5 | 45,0 | ||
15,11 | 69,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 64,5 | 45,0 | ||
15,88 | 69,0 | - | 65,0 | 61,0 | 40,5 | 62,0 | 42,0 | 64,5 | 45,0 | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
196,85 | 15,11 | 69,0 | - | - | - | - | - | - | - | - | |
219,08 | 8,94 | 40,5 | - | 40,5 | 40,5 | 36,6 | 40,5 | 38,0 | - | - | |
10,16 | 46,0 | - | 46,0 | 46,0 | 36,5 | 46,0 | 38,0 | 46,0 | 40,5 | ||
11,43 | 52,0 | - | 52,0 | 52,0 | 36,5 | 52,0 | 38,0 | 52,0 | 40,5 | ||
12,70 | 57,5 | - | 57,5 | 57,5 | 36,5 | 57,5 | 38,0 | 57,5 | 40,5 | ||
14,15 | 64,0 | - | 64,0 | 60,5 | 36,5 | 62,0 | 38,0 | 64,0 | 40,5 | ||
244,48 | 8,94 | 36,5 | - | 36,5 | 36,5 | 33,0 | 36,5 | 34,0 | - | - | |
10,03 | 41,0 | - | 41,0 | 41,0 | 33,0 | 40,5 | 34,0 | 41,0 | 36,5 | ||
11,05 | 45,0 | - | 45,0 | 45,0 | 33,0 | 45,0 | 34,0 | 45,0 | 36,5 | ||
11,99 | 48,5 | - | 48,5 | 48,5 | 33,0 | 48,5 | 34,0 | 48,5 | 36,5 | ||
13,84 | 56,0 | - | 56,0 | 55,0 | 33,0 | 56,0 | 34,0 | 56,0 | 36,5 | ||
15,11 | 61,5 | - | 58,5 | 55,0 | 33,0 | 56,0 | 34,0 | 58,5 | 36,5 | ||
15,47 | 63,0 | - | - | - | - | - | - | - | - | ||
17,07 | 69,0 | - | - | - | - | - | - | - | - | ||
18,64 | 69,0 | - | - | - | - | - | - | - | - | ||
20,24 | 69,0 | - | - | - | - | - | - | - | - | ||
250,83 | 15,88 | 63,0 | - | - | - | - | - | - | 58,5 | - | |
273,05 | 8,89 | 32,5 | 32,5 | - | 32,5 | 28,5 | 32,5 | 31,0 | - | - | |
10,16 | 37,0 | 37,0 | - | 37,0 | 28,5 | 37,0 | 31,0 | 37,0 | 30,0 | ||
11,43 | 41,5 | 41,5 | - | 41,5 | 28,5 | 41,5 | 31,0 | 41,5 | 30,0 | ||
12,57 | 45,5 | 45,5 | - | 45,5 | 28,5 | 45,5 | 31,0 | 45,5 | 30,0 | ||
13,84 | 50,5 | 47,5 | - | 49,5 | 28,5 | 50,5 | 31,0 | 50,5 | 30,0 | ||
15,11 | 55,0 | 47,5 | - | 49,5 | 28,5 | 50,5 | 31,0 | 53,0 | 30,0 | ||
17,07 | 62,0 | - | - | - | - | - | - | - | - | ||
18,64 | 68,0 | - | - | - | - | - | - | - | - | ||
20,24 | 69,0 | - | - | - | - | - | - | - | - | ||
298,45 | 11,05 | 37,0 | 37,0 | - | - | - | 37,0 | - | 37,0 | - | |
12,42 | 41,5 | 40,0 | - | 41,5 | - | 41,5 | - | - | - | ||
13,56 | 45,0 | - | - | - | - | - | - | - | - | ||
14,78 | 49,0 | - | - | - | - | 45,0 | - | - | - | ||
323,85 | 9,50 | 29,0 | 29,0 | - | 29,0 | - | 29,0 | - | 29,0 | - | |
11,00 | 33,5 | 33,5 | - | 33,5 | - | 33,5 | - | 33,5 | - | ||
12,40 | 38,0 | 36,0 | - | 38,0 | - | 38,0 | - | 38,0 | - | ||
339,72 | 9,65 | 28,0 | 28,0 | - | 28,0 | - | 28,0 | - | - | - | |
10,92 | 32,0 | 31,5 | - | 32,0 | - | 32,0 | - | - | - | ||
12,19 | 35,5 | 31,5 | - | 34,0 | - | 35,0 | - | - | - | ||
13,06 | 38,0 | 31,5 | - | 34,0 | - | 35,0 | - | - | - | ||
Таблица С.54 - Гидростатическое испытательное давление для обсадных труб группы прочности R95 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | ||||||
101,60 | 6,50 | 67,0 | - | - | - | - | 67,0 | 55,0 | - | - | |
114,30 | 6,35 | 58,0 | - | 58,0 | 58,0 | 52,5 | 55,5 | 55,0 | - | - | |
7,37 | 67,5 | - | 67,5 | 64,0 | 52,5 | 67,0 | 55,0 | - | - | ||
8,56 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 69,0 | 60,5 | ||
10,2 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 69,0 | 60,5 | ||
127,00 | 6,43 | 53,0 | - | 53,0 | - | - | 53,0 | 50,5 | - | - | |
7,52 | 62,0 | - | 62,0 | 62,0 | 49,0 | 62,0 | 50,5 | 62,0 | 55,0 | ||
9,19 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 50,5 | 69,0 | 55,0 | ||
10,7 | 69,0 | - | 69,0 | - | - | 66,5 | 50,5 | 69,0 | 55,0 | ||
11,10 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 50,5 | 69,0 | 55,0 | ||
12,14 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | ||
12,70 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | ||
139,70 | 6,98 | 52,5 | - | 52,5 | - | - | 52,5 | 47,0 | - | - | |
7,72 | 58,0 | - | 58,0 | 58,0 | 45,0 | 55,0 | 47,0 | - | - | ||
9,17 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 65,0 | 51,5 | ||
10,54 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 65,0 | 51,5 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
146,05 | 7,00 | 50,0 | - | 50,0 | 50,0 | 45,0 | 55,0 | 46,5 | - | - | |
7,70 | 55,5 | - | 55,5 | 55,5 | 45,0 | 55,5 | 46,5 | - | - | ||
8,50 | 61,0 | - | 61,0 | 61,0 | 45,0 | 61,0 | 46,5 | 61,0 | 50,5 | ||
9,50 | 68,0 | - | 68,0 | 68,0 | 45,0 | 68,0 | 46,5 | 68,0 | 50,5 | ||
10,70 | 69,0 | - | 69,0 | 69,0 | 45,0 | 69,0 | 46,5 | 69,0 | 50,5 | ||
168,28 | 7,32 | 45,5 | - | 45,5 | 45,5 | 38,5 | 45,5 | 40,0 | - | - | |
8,94 | 55,5 | - | 55,5 | 55,5 | 38,5 | 55,5 | 40,0 | 55,5 | 44,0 | ||
10,59 | 66,0 | - | 66,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,0 | 44,0 | ||
12,06 | 69,0 | - | 69,0 | 64,5 | 38,5 | 65,5 | 40,0 | 69,0 | 44,0 | ||
177,80 | 8,05 | 47,5 | - | 47,5 | 47,5 | 37,5 | 47,5 | 39,0 | - | - | |
9,19 | 54,0 | - | 54,0 | 54,0 | 37,5 | 54,0 | 39,0 | 54,0 | 42,5 | ||
10,36 | 61,0 | - | 61,0 | 61,0 | 37,5 | 57,0 | 39,0 | 60,0 | 42,5 | ||
11,51 | 68,0 | - | 68,0 | 68,0 | 37,5 | 57,0 | 39,0 | 60,0 | 42,5 | ||
12,65 | 69,0 | - | 69,0 | 68,5 | 37,5 | 57,0 | 39,0 | 60,0 | 42,5 | ||
13,72 | 69,0 | - | 69,0 | 68,5 | 37,5 | 57,0 | 39,0 | 60,0 | 42,5 | ||
15,00 | 69,0 | - | - | 55,5 | 37,5 | 57,0 | 39,0 | 60,0 | 42,5 | ||
193,68 | 8,33 | 45,0 | - | 45,0 | 45,0 | 43,0 | 45,0 | 44,0 | - | - | |
9,52 | 51,5 | - | 51,5 | 51,5 | 43,0 | 51,5 | 44,0 | 51,5 | 47,0 | ||
10,92 | 59,0 | - | 59,0 | 59,0 | 43,0 | 59,0 | 44,0 | 59,0 | 47,0 | ||
12,70 | 68,5 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 68,0 | 47,0 | ||
14,27 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 68,0 | 47,0 | ||
15,11 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 68,0 | 47,0 | ||
15,88 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 68,0 | 47,0 | ||
196,85 | 15,11 | 69,0 | - | - | - | - | - | - | - | - | |
219,08 | 8,94 | 43,0 | - | 43,0 | 43,0 | 38,6 | 43,0 | 40,0 | 43,0 | 43,0 | |
10,16 | 48,5 | - | 48,5 | 48,5 | 38,5 | 48,5 | 40,0 | 48,5 | 43,0 | ||
11,43 | 54,5 | - | 54,5 | 54,5 | 38,5 | 54,5 | 40,0 | 54,5 | 43,0 | ||
12,70 | 61,0 | - | 61,0 | 61,0 | 38,5 | 61,0 | 40,0 | 61,0 | 43,0 | ||
14,15 | 67,5 | 67,5 | 64,0 | 38,5 | 65,0 | 40,0 | 67,5 | 43,0 | |||
244,48 | 8,94 | 38,5 | - | 38,5 | 38,5 | 35,0 | 38,5 | 36,0 | 38,5 | 37,5 | |
10,03 | 43,0 | - | 43,0 | 43,0 | 35,0 | 43,0 | 36,0 | 43,0 | 37,5 | ||
11,05 | 47,5 | - | 47,5 | 47,5 | 35,0 | 47,5 | 36,0 | 47,5 | 37,5 | ||
11,99 | 51,5 | - | 51,5 | 51,5 | 35,0 | 51,5 | 36,0 | 51,5 | 37,5 | ||
13,84 | 59,5 | - | 58,5 | 58,0 | 35,0 | 59,0 | 36,0 | 59,5 | 37,5 | ||
15,11 | 65,0 | - | 58,5 | 58,0 | 35,0 | 59,0 | 36,0 | 61,5 | 37,5 | ||
15,90 | 68,0 | - | 58,5 | 58,0 | 35,0 | 59,0 | 36,0 | 61,5 | 37,5 | ||
273,05 | 8,89 | 34,0 | 34,0 | - | 34,0 | 28,5 | 34,0 | 30,5 | 34,0 | 30,0 | |
10,16 | 39,0 | 39,0 | - | 39,0 | 28,5 | 39,0 | 30,5 | 39,0 | 30,0 | ||
11,43 | 44,0 | 44,0 | - | 44,0 | 28,5 | 44,0 | 30,5 | 44,0 | 30,0 | ||
12,57 | 48,0 | 47,5 | - | 48,0 | 28,5 | 48,0 | 30,5 | 48,0 | 30,0 | ||
13,84 | 53,0 | 47,5 | - | 51,5 | 28,5 | 53,0 | 30,5 | 53,0 | 30,0 | ||
15,11 | 58,0 | 47,5 | - | 51,5 | 28,5 | 53,5 | 30,5 | 53,0 | 30,0 | ||
16,50 | 63,5 | 47,5 | - | - | - | 53,5 | 30,5 | 53,0 | 30,0 | ||
298,45 | 9,53 | 33,5 | - | - | - | - | 33,5 | - | - | - | |
11,05 | 39,0 | 39,0 | - | - | - | 39,0 | - | - | - | ||
12,42 | 43,5 | 40,0 | - | 43,5 | - | 43,5 | - | - | - | ||
13,56 | 47,5 | - | - | - | - | - | - | - | |||
14,78 | 52,0 | 40,0 | - | - | - | 45,0 | - | - | - | ||
323,85 | 8,50 | 27,5 | 27,5 | - | 27,5 | - | 27,5 | - | - | - | |
9,50 | 30,5 | 30,5 | - | 30,5 | - | 30,5 | - | 30,5 | - | ||
11,00 | 35,5 | 36,0 | - | 35,5 | - | 35,5 | - | 35,5 | - | ||
12,40 | 40,0 | 36,0 | - | 39,5 | - | 40,0 | - | 40,0 | - | ||
14,00 | 45,5 | 36,0 | - | 39,5 | - | 41,0 | - | 40,5 | - | ||
339,72 | 9,65 | 30,0 | 30,0 | - | 30,0 | - | 30,0 | - | - | - | |
10,92 | 33,5 | 31,5 | - | 33,5 | - | 33,5 | - | - | - | ||
12,19 | 37,5 | 31,5 | - | 34,0 | - | 35,0 | - | - | - | ||
13,06 | 40,5 | 31,5 | - | 34,0 | - | 35,0 | - | - | - | ||
14,0 | 43,0 | 31,5 | - | - | - | 35,0 | - | - | - | ||
15,4 | 47,5 | 31,5 | - | - | - | 35,0 | - | - | - | ||
16,66 | 43,0 | - | - | - | - | - | - | - | - | ||
406,40 | 10,00 | 24,5 | - | - | 22,0 | - | - | - | - | - | |
11,00 | 27,0 | - | - | 22,0 | - | - | - | - | - | ||
12,00 | 29,5 | - | - | 22,0 | - | - | - | - | - | ||
Таблица С.55 - Гидростатическое испытательное давление для обсадных труб группы прочности Т95 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа | ||||||
114,30 | 6,35 | 58,0 | - | 58,0 | 58,0 | 52,5 | 58,0 | 55,0 | - | - | |
7,37 | 67,5 | - | 67,5 | 64,0 | 52,5 | 67,0 | 55,0 | - | - | ||
8,56 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 68,0 | 56,0 | ||
10,20 | 69,0 | - | 69,0 | - | - | 67,0 | 55,0 | 68,0 | 56,0 | ||
127,00 | 6,43 | 53,0 | - | 53,0 | - | - | 53,0 | 50,0 | - | - | |
7,52 | 62,0 | - | 62,0 | 62,0 | 49,0 | 62,0 | 50,0 | - | - | ||
9,19 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 50,0 | 67,5 | 51,5 | ||
11,10 | 69,0 | - | 69,0 | 65,0 | 49,0 | 66,5 | 50,0 | 67,5 | 51,5 | ||
12,14 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | ||
12,70 | 69,0 | - | 69,0 | 65,0 | 49,0 | - | - | - | - | ||
139,70 | 6,98 | 52,5 | - | 52,5 | - | - | 52,5 | 47,0 | - | - | |
7,72 | 58,0 | - | 58,0 | 58,0 | 45,0 | 58,0 | 47,0 | - | - | ||
9,17 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 62,0 | 48,0 | ||
10,54 | 69,0 | - | 64,5 | 59,0 | 45,0 | 61,0 | 47,0 | 62,0 | 48,0 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
14,27 | 69,0 | - | - | - | - | - | - | - | - | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
146,05 | 7,00 | 50,0 | - | 50,0 | - | - | 50,0 | 46,5 | - | - | |
7,70 | 55,0 | - | 55,0 | 55,0 | 46,5 | 55,0 | 46,5 | - | - | ||
8,50 | 61,0 | - | 61,0 | 61,0 | 46,5 | 61,0 | 46,5 | 61,0 | 47,5 | ||
9,50 | 68,0 | - | 68,0 | 68,0 | 46,5 | 68,0 | 46,5 | 68,0 | 47,5 | ||
10,70 | 69,0 | - | 69,0 | 69,0 | 46,5 | 69,0 | 46,5 | 69,0 | 47,5 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
14,27 | 69,0 | - | - | - | - | - | - | - | - | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
168,28 | 8,94 | 55,5 | - | 55,5 | 55,5 | 38,5 | 55,5 | 40,0 | 55,5 | 41,0 | |
10,59 | 66,0 | - | 66,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,0 | 41,0 | ||
12,06 | 69,0 | - | 69,0 | 64,5 | 38,5 | 65,5 | 40,0 | 66,5 | 41,0 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | ||
14,27 | 69,0 | - | - | - | - | - | - | - | - | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
177,80 | 8,05 | 47,5 | - | 47,5 | 47,5 | 37,5 | 47,5 | 39,0 | - | - | |
9,19 | 54,0 | - | 54,0 | 54,0 | 37,5 | 54,0 | 39,0 | - | - | ||
10,36 | 61,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | ||
11,51 | 68,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | ||
12,65 | 69,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | ||
13,72 | 69,0 | - | 60,5 | 55,5 | 37,5 | 57,0 | 39,0 | 57,5 | 39,5 | ||
15,88 | 69,0 | - | - | - | - | - | - | - | - | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
20,62 | 69,0 | - | - | - | - | - | - | - | - | ||
22,22 | 69,0 | - | - | - | - | - | - | - | - | ||
193,68 | 8,33 | 45,0 | - | 45,0 | 45,0 | 43,0 | 45,0 | 44,0 | - | - | |
9,52 | 51,5 | - | 51,5 | 51,5 | 43,0 | 51,5 | 44,0 | 51,5 | 44,5 | ||
10,92 | 59,0 | - | 59,0 | 59,0 | 43,0 | 59,0 | 44,0 | 59,0 | 44,5 | ||
12,70 | 68,5 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | ||
14,27 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | ||
15,11 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | ||
15,88 | 69,0 | - | 68,5 | 64,0 | 43,0 | 65,0 | 44,0 | 60,0 | 44,5 | ||
17,45 | 69,0 | - | - | - | - | - | - | - | - | ||
19,05 | 69,0 | - | - | - | - | - | - | - | - | ||
196,85 | 15,11 | 69,0 | - | - | - | - | - | - | - | - | |
219,08 | 8,94 | 43,0 | - | 43,0 | 43,0 | 38,5 | 43,0 | 40,0 | - | - | |
10,16 | 48,5 | - | 48,5 | 48,5 | 38,5 | 48,5 | 40,0 | 48,5 | 43,0 | ||
11,43 | 54,5 | - | 54,5 | 54,5 | 38,5 | 54,5 | 40,0 | 54,5 | 43,0 | ||
12,70 | 61,0 | - | 61,0 | 61,0 | 38,5 | 61,0 | 40,0 | 61,0 | 43,0 | ||
14,15 | 67,5 | - | 67,5 | 64,0 | 38,5 | 65,0 | 40,0 | 67,5 | 43,0 | ||
244,48 | 8,94 | 38,5 | - | 38,5 | 38,5 | 34,7 | 38,5 | 36,0 | - | - | |
10,03 | 43,0 | - | 43,0 | 43,0 | 35,0 | 43,0 | 36,0 | 43,0 | 36,5 | ||
11,05 | 47,5 | - | 47,5 | 47,5 | 35,0 | 47,5 | 36,0 | 47,5 | 36,5 | ||
11,99 | 51,5 | - | 51,5 | 51,5 | 35,0 | 51,5 | 36,0 | 51,5 | 36,5 | ||
13,84 | 59,5 | - | 58,5 | 58,0 | 35,0 | 59,5 | 36,0 | 59,5 | 36,5 | ||
15,11 | 65,0 | - | 58,5 | 58,0 | 35,0 | 64,5 | 36,0 | 64,5 | 36,5 | ||
15,47 | 66,5 | - | - | - | - | - | - | - | - | ||
17,07 | 69,0 | - | - | - | - | - | - | - | - | ||
18,64 | 69,0 | - | - | - | - | - | - | - | - | ||
20,24 | 69,0 | - | - | - | - | - | - | - | - | ||
250,83 | 15,88 | 63,0 | - | - | - | - | - | - | 63,5 | - | |
273,05 | 8,89 | 34,0 | 34,0 | - | 34,0 | 28,5 | 34,0 | 32,5 | - | - | |
10,16 | 39,0 | 39,0 | - | 39,0 | 28,5 | 39,0 | 32,5 | 39,0 | 33,0 | ||
11,43 | 44,0 | 44,0 | - | 44,0 | 28,5 | 44,0 | 32,5 | 44,0 | 33,0 | ||
12,57 | 48,0 | 47,5 | - | 48,0 | 28,5 | 48,0 | 32,5 | 48,0 | 33,0 | ||
13,84 | 53,0 | 47,5 | - | 51,5 | 28,5 | 53,0 | 32,5 | 53,0 | 33,0 | ||
15,11 | 58,0 | 47,5 | - | 51,5 | 28,5 | 53,5 | 32,5 | 54,0 | 33,0 | ||
17,07 | 65,5 | - | - | - | - | - | - | - | - | ||
18,64 | 69,0 | - | - | - | - | - | - | - | - | ||
20,24 | 69,0 | - | - | - | - | - | - | - | - | ||
298,45 | 11,05 | 39,0 | 39,0 | - | - | - | 39,0 | - | 39,0 | - | |
12,42 | 43,5 | 40,0 | - | 43,5 | - | 43,5 | - | - | - | ||
13,56 | 47,5 | - | - | - | - | 47,5 | - | - | - | ||
14,78 | 52,0 | - | - | - | - | 49,5 | - | - | - | ||
323,85 | 9,50 | 30,5 | 30,5 | - | 30,5 | - | 30,5 | - | 30,5 | - | |
11,00 | 36,0 | 36,0 | - | 36,0 | - | 36,0 | - | 36,0 | - | ||
12,40 | 40,0 | 40,0 | - | 40,0 | - | 40,0 | - | 40,0 | - | ||
339,72 | 9,65 | 29,5 | 29,5 | - | 29,5 | - | 29,5 | - | - | - | |
10,92 | 33,5 | 33,5 | - | 33,5 | - | 33,5 | - | - | - | ||
12,19 | 37,5 | 31,5 | - | 34,0 | - | 29,5 | - | - | - | ||
13,06 | 40,5 | 31,5 | - | 34,0 | - | 33,5 | - | - | - | ||
Таблица С.56 - Гидростатическое испытательное давление для обсадных труб группы прочности С110 | ||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |
114,30 | 6,35 | 67,5 | 193,68 | 10,92 | 68,5 | |
7,37 | 69,0 | 12,70 | 69,0 | |||
127,00 | 7,52 | 69,0 | 14,27 | 69,0 | ||
9,19 | 69,0 | 15,11 | 69,0 | |||
11,10 | 69,0 | 15,88 | 69,0 | |||
12,14 | 69,0 | 17,45 | 69,0 | |||
12,70 | 69,0 | 19,05 | 69,0 | |||
139,70 | 7,72 | 67,0 | 196,85 | 15,11 | 69,0 | |
9,17 | 69,0 | 219,08 | 10,16 | 56,0 | ||
10,54 | 69,0 | 11,43 | 63,0 | |||
12,70 | 69,0 | 12,70 | 69,0 | |||
14,27 | 69,0 | 14,15 | 69,0 | |||
15,88 | 69,0 | 244,48 | 7,92 | 39,5 | ||
17,45 | 69,0 | 8,94 | 44,5 | |||
19,05 | 69,0 | 10,03 | 50,0 | |||
20,62 | 69,0 | 11,05 | 55,0 | |||
22,22 | 69,0 | 11,99 | 59,5 | |||
168,28 | 8,94 | 64,5 | 13,84 | 68,5 | ||
10,59 | 69,0 | 17,07 | 69,0 | |||
12,06 | 69,0 | 18,64 | 69,0 | |||
177,80 | 8,05 | 55,0 | 20,24 | 69,0 | ||
9,19 | 62,5 | 273,05 | 11,43 | 51,0 | ||
10,36 | 69,0 | 12,57 | 56,0 | |||
11,51 | 69,0 | 13,84 | 61,5 | |||
12,65 | 69,0 | 15,11 | 67,0 | |||
13,72 | 69,0 | 17,07 | 69,0 | |||
15,88 | 69,0 | 18,64 | 69,0 | |||
17,45 | 69,0 | 20,24 | 69,0 | |||
19,05 | 69,0 | 298,45 | 12,42 | 50,5 | ||
20,62 | 69,0 | 13,56 | 55,0 | |||
22,22 | 69,0 | 14,78 | 60,0 | |||
193,68 | 8,33 | 52,0 | 339,72 | 12,19 | 43,5 | |
9,52 | 59,5 | 13,06 | 46,5 | |||
Таблица С.57 - Гидростатическое испытательное давление для обсадных труб группы прочности Р110 | |||||||||||||||||
Наруж- | Тол- | Испытательное давление, МПа | |||||||||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||||||||
Обычная муфта | Специаль- | Обычная муфта | Специаль- | Обычная муфта | Специаль- | ||||||||||||
Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | Р110 | Q125 | ||||||
101,60 | 6,50 | 69,0 | - | - | - | - | - | - | 69,0 | 69,0 | 64,0 | 69,0 | - | - | - | - | |
114,30 | 6,35 | 67,5 | - | 67,5 | 67,5 | 67,5 | 60,5 | 67,5 | 67,5 | 67,5 | 63,5 | 67,5 | - | - | - | - | |
7,37 | 69,0 (78,0) | - | 69,0 (78,0) | 69,0 (74,5) | 69,0 (78,0) | 60,5 (60,5) | 69,0 (69,0) | 69,0 | 69,0 | 63,5 | 69,0 | - | - | - | - | ||
8,56 | 69,0 (91,0) | - | 69,0 (81,0) | 69,0 (74,5) | 69,0 (84,5) | 60,5 (60,5) | 69,0 (69,0) | 69,0 | 69,0 | 63,5 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,20 | 69,0 | - | 69,0 | - | - | - | - | 69,0 | 69,0 | 63,5 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
127,00 | 6,43 | 61,5 | - | 61,5 | - | - | - | - | 61,5 | 61,5 | 58,5 | 61,5 | - | - | - | - | |
7,52 | 69,0 (72,0) | - | 69,0 (72,0) | 69,0 (72,0) | 69,0 (72,0) | 56,5 (56,5) | 64,5 (64,5) | 69,0 | 69,0 | 58,5 | 66,5 | - | - | - | - | ||
9,19 | 69,0 (88,0) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | 69,0 | 69,0 | 58,5 | 66,5 | 69,0 | 69,0 | 64,0 | 69,0 | ||
10,70 | 69,0 | - | 69,0 | - | - | - | - | 69,0 | 69,0 | 58,5 | 66,5 | 69,0 | 69,0 | 64,0 | 69,0 | ||
11,10 | 69,0 (106,0) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | 69,0 | 69,0 | 58,5 | 66,5 | 69,0 | 69,0 | 64,0 | 69,0 | ||
12,14 | 69,0 (116,0) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | - | - | - | - | - | - | - | - | ||
12,17 | 69,0 (121,5) | - | 69,0 (82,0) | 69,0 (75,0) | 69,0 (85,5) | 56,5 (56,5) | 64,5 (64,5) | - | - | - | - | - | - | - | - | ||
139,70 | 6,98 | 60,5 | 60,5 | 60,5 | 60,5 | 54,5 | 60,5 | - | - | - | - | ||||||
7,72 | 67,0 | - | 67,0 | 67,0 | 67,0 | 52,0 | 59,5 | 67,0 | 67,0 | 54,5 | 62,0 | - | - | - | - | ||
9,17 | 69,0 (79,5) | - | 69,0 (75,0) | 68,0 (68,0) | 69,0 (77,5) | 52,0 (52,0) | 59,5 (59,5) | 69,0 | 69,0 | 54,5 | 62,0 | 69,0 | 69,0 | 59,5 | 67,5 | ||
10,54 | 69,0 (91,5) | - | 69,0 (75,0) | 68,0 (68,0) | 69,0 (77,5) | 52,0 (52,0) | 59,5 (59,5) | 69,0 | 69,0 | 54,5 | 62,0 | 69,0 | 69,0 | 59,5 | 67,5 | ||
12,70 | 69,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
146,05 | 7,00 | 58,0 | - | 58,0 | 58,0 | 58,0 | 52,0 | 58,0 | - | - | - | - | - | - | - | - | |
7,70 | 64,0 | - | 64,0 | 64,0 | 64,0 | 52,0 | 59,0 | 64,0 | 64,0 | 53,5 | 61,0 | - | - | - | - | ||
8,50 | 69,0 | - | 69,0 | 69,0 | 69,0 | 52,0 | 59,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 58,5 | 66,5 | ||
9,50 | 69,0 | - | 69,0 | 69,0 | 69,0 | 52,0 | 59,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 58,5 | 66,5 | ||
10,70 | 69,0 | - | 69,0 | 69,0 | 69,0 | 52,0 | 59,0 | 69,0 | 69,0 | 53,5 | 61,0 | 69,0 | 69,0 | 58,5 | 66,5 | ||
168,28 | 8,94 | 64,5 | - | 64,5 | 64,5 | 64,5 | 45,0 | 51,0 | 64,5 | 64,5 | 46,5 | 53,0 | 64,5 | 64,5 | 51,0 | 58,0 | |
10,59 | 69,0 (76,5) | - | 69,0 (76,5) | 69,0 (74,5) | 69,0 (76,5) | 45,0 (45,0) | 51,0 (51,0) | 69,0 | 69,0 | 46,5 | 53,0 | 69,0 | 69,0 | 51,0 | 58,0 | ||
12,06 | 69,0 (87,0) | - | 69,0 (81,0) | 69,0 (74,5) | 69,0 (84,5) | 45,0 (45,0) | 51,0 (51,0) | 69,0 | 69,0 | 46,5 | 53,0 | 69,0 | 69,0 | 51,0 | 58,0 | ||
177,80 | 9,19 | 62,5 | - | 62,5 | 62,5 | 62,5 | 43,5 | 49,5 | 62,5 | 62,5 | 45,0 | 51,0 | 62,5 | 62,5 | 49,0 | 55,0 | |
10,36 | 69,0 (70,5) | - | 69,0 (70,5) | 69,0 (70,5) | 69,0 (70,5) | 43,5 (43,5) | 49,5 (49,5) | 65,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 49,0 | 55,0 | ||
11,51 | 69,0 (78,5) | - | 69,0 (78,5) | 69,0 (78,5) | 69,0 (78,5) | 43,5 (43,5) | 49,5 (49,5) | 65,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 49,0 | 55,0 | ||
12,65 | 69,0 (86,5) | - | 69,0 (81,5) | 69,0 (79,0) | 69,0 (86,5) | 43,5 (43,5) | 49,5 (49,5) | 65,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 49,0 | 55,0 | ||
13,72 | 69,0 (93,5) | - | 69,0 (81,5) | 69,0 (79,0) | 69,0 (90,0) | 43,5 (43,5) | 49,5 (49,5) | 65,5 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 49,0 | 55,0 | ||
15,00 | 69,0 | - | 69,0 | 69,0 | 69,0 | 43,2 | 43,2 | 69,0 | 69,0 | 45,0 | 51,0 | 66,5 | 69,0 | 49,0 | 55,0 | ||
193,68 | 8,33 | 52,0 | 52,0 | 52,0 | 52,0 | 49,2 | 49,2 | 52,0 | 52,0 | 51,0 | 52,0 | - | - | - | - | ||
9,52 | 59,5 | - | 59,5 | 59,5 | 59,5 | 49,5 | 55,5 | 59,5 | 59,5 | 51,0 | 58,0 | 59,5 | 59,5 | 54,5 | 58,5 | ||
10,92 | 68,5 | - | 68,5 | 68,5 | 68,5 | 49,5 | 55,5 | 68,5 | 68,5 | 51,0 | 58,0 | 68,5 | 68,5 | 54,5 | 58,5 | ||
12,70 | 69,0 (79,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (79,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 54,5 | 58,5 | ||
14,27 | 69,0 (89,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (84,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 54,5 | 58,5 | ||
15,11 | 69,0 (94,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (84,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 54,5 | 58,5 | ||
15,88 | 69,0 (99,5) | - | 69,0 (79,5) | 69,0 (74,0) | 69,0 (84,5) | 49,5 (49,5) | 55,5 (55,5) | 69,0 | 69,0 | 51,0 | 58,0 | 69,0 | 69,0 | 54,5 | 58,5 | ||
196,85 | 15,11 | 69,0 (93,0) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
219,08 | 8,94 | 49,5 | - | 49,5 | 49,5 | 49,5 | 44,0 | 44,0 | 49,5 | 49,5 | 46,5 | 47,0 | 49,5 | 49,5 | 46,0 | 46,0 | |
10,16 | 56,0 | - | 56,0 | 56,0 | 56,0 | 44,0 | 44,0 | 56,0 | 56,0 | 46,5 | 47,0 | 56,0 | 56,0 | 46,0 | 46,0 | ||
11,43 | 63,5 | 63,5 | 63,5 | 63,5 | 63,5 | 44,0 | 44,0 | 63,5 | 63,5 | 46,5 | 47,0 | 63,5 | 63,5 | 46,0 | 46,0 | ||
12,70 | 69,0 (70,5) | - | 69,0 (70,5) | 69,0 (70,5) | 69,0 (70,5) | 44,0 (44,0) | 44,0 (44,0) | 69,0 | 69,0 | 46,5 | 47,0 | 69,0 | 69,0 | 46,0 | 46,0 | ||
14,15 | 69,0 (78,5) | - | 69,0 (71,5) | 69,0 (74,0) | 69,0 (77,5) | 44,0 (44,0) | 44,0 (44,0) | 69,0 | 69,0 | 46,5 | 47,0 | 69,0 | 69,0 | 46,0 | 46,0 | ||
244,48 | 8,94 | 44,5 | - | 44,5 | 44,5 | 44,5 | 35,5 | 35,5 | 44,5 | 44,5 | 38,0 | 38,0 | 44,5 | 44,5 | 37,5 | 37,5 | |
10,03 | 50,0 | - | 50,0 | 50,0 | 50,0 | 35,5 | 35,5 | 50,0 | 50,0 | 38,0 | 38,0 | 50,0 | 50,0 | 37,5 | 37,5 | ||
11,05 | 55,0 | - | 55,0 | 55,0 | 55,0 | 35,5 | 35,5 | 55,0 | 55,0 | 38,0 | 38,0 | 55,0 | 55,0 | 37,5 | 37,5 | ||
11,99 | 59,5 | - | 59,5 | 59,5 | 59,5 | 35,5 | 35,5 | 59,5 | 59,5 | 38,0 | 38,0 | 59,5 | 59,5 | 37,5 | 37,5 | ||
244,48 | 13,84 | 68,5 | - | 67,0 | 63,0 | 63,0 | 35,5 | 35,5 | 65,5 | 65,5 | 38,0 | 38,0 | 65,0 | 65,0 | 37,5 | 37,5 | |
15,11 | 69,0 (75,0) | - | 67,0 (67,0) | 63,0 (63,0) | 63,0 (63,0) | 35,5 (35,5) | 35,5 | 65,5 | 65,5 | 38,0 | 38,0 | 65,0 | 65,0 | 37,5 | 37,5 | ||
15,90 | 69,0 | - | 69,0 | 69,0 | 69,0 | 35,5 | 35,5 | 65,8 | 65,5 | 38,0 | 38,0 | 65,0 | 65,0 | 37,5 | 37,5 | ||
250,83 | 15,88 | 69,0 | - | - | - | - | - | - | - | - | - | - | 65,0 | - | - | - | |
273,05 | 8,89 | 39,5 | 39,5 | - | 39,5 | 39,5 | 28,5 | 28,5 | 39,5 | 39,5 | 30,5 | 30,5 | 39,5 | 39,5 | 30,0 | 30,0 | |
10,16 | 45,0 | 45,0 | - | 45,0 | 45,0 | 28,5 | 28,5 | 45,0 | 45,0 | 30,5 | 30,5 | 45,0 | 45,0 | 30,0 | 30,0 | ||
11,43 | 51,0 | 51,0 | - | 51,0 | 51,0 | 28,5 | 28,5 | 51,0 | 51,0 | 30,5 | 30,5 | 51,0 | 51,0 | 30,0 | 30,0 | ||
12,57 | 56,0 | 54,5 | - | 51,5 | 51,5 | 28,5 | 28,5 | 53,5 | 53,5 | 30,5 | 30,5 | 53,0 | 53,0 | 30,0 | 30,0 | ||
13,84 | 61,5 | 54,5 | - | 51,0 | 51,0 | 28,5 | 28,5 | 53,5 | 53,5 | 30,5 | 30,5 | 53,0 | 53,0 | 30,0 | 30,0 | ||
15,11 | 67,0 | 54,5 | - | 51,5 | 51,5 | 28,5 | 28,5 | 53,5 | 53,5 | 30,5 | 30,5 | 53,0 | 53,0 | 30,0 | 30,0 | ||
16,50 | 69,0 | - | - | - | - | - | - | 53,5 | 53,5 | 30,5 | 30,5 | 53,0 | 53,0 | 30,0 | 30,0 | ||
298,45 | 11,05 | 45,0 | 45,0 | - | 43,5 | 43,5 | - | - | 45,0 | - | - | - | - | - | - | - | |
12,42 | 50,5 | 46,0 | - | 43,5 | 43,5 | - | - | 45,0 | - | - | - | - | - | - | - | ||
13,56 | 55,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
14,78 | 60,0 | - | - | - | - | - | - | 45,0 | - | - | - | - | - | - | - | ||
323,85 | 8,50 | 32,0 | - | - | 32,0 | - | - | - | 32,0 | 32,0 | - | - | - | - | - | - | |
9,50 | 35,5 | - | - | 35,5 | - | - | - | 35,5 | 35,5 | - | - | - | - | - | - | ||
11, 0* | 41,0 | 36,0 | - | 39,5 | - | - | - | 41,0 | 41,0 | - | - | - | - | - | - | ||
12,40 | 46,5 | 36,0 | - | 39,5 | - | - | - | 41,0 | 41,0 | - | - | 40,5 | 40,5 | - | - | ||
14,00 | 52,5 | 36,0 | - | 39,5 | - | - | - | 41,0 | 41,0 | - | - | 40,5 | 40,5 | - | - | ||
339,72 | 12,19 | 43,5 | 36,0 | - | 34,0 | 34,0 | - | - | - | - | - | - | - | - | - | - | |
13,06 | 46,5 | 36,0 | - | 34,0 | 34,0 | - | - | - | - | - | - | - | - | - | - | ||
14,0 | 50,0 | 36,0 | - | - | - | - | - | 35,0 | 35,0 | - | - | - | - | - | - | ||
15,4 | 55,0 | 36,0 | - | - | - | - | - | 35,0 | 35,0 | - | - | - | - | - | - | ||
406,40 | 16,66 | 49,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
Примечание - В скобках указаны значения альтернативного испытательного давления. | |||||||||||||||||
_______________
* Текст документа соответствует оригиналу. - .
Таблица С.58 - Гидростатическое испытательное давление для обсадных труб группы прочности Q125 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обыч- | Специа- | Обыч- | Специа- | Обыч- | Специа- | ||||||
114,30 | 6,35 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | |
7,37 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | ||
8,56 | 69,0 (103,5) | - | 69,0 (92,0) | 69,0 (84,5) | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,20 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
127,00 | 9,19 | 69,0 (100,0) | - | 69,0 (93,0) | 69,0 (85,5) | - | 69,0 | 66,5 | 69,0 | 69,0 | |
10,70 | 69,0 | - | 69,0 | - | - | 69,0 | 66,5 | 69,0 | 69,0 | ||
11,10 | 69,0 (120,5) | - | 69,0 (93,0) | 69,0 (85,5) | - | 69,0 | 66,5 | 69,0 | 69,0 | ||
12,14 | 69,0 (132,0) | - | 69,0 (93,0) | 69,0 (85,5) | - | - | - | - | - | ||
12,70 | 69,0 (138,0) | - | 69,0 (93,0) | 69,0 (85,5) | - | - | - | - | - | ||
139,70 | 7,72 | 69,0 | - | 69,0 | - | - | 69,0 | 62,0 | - | - | |
9,17 | 69,0 | - | 69,0 | - | - | 69,0 | 62,0 | 69,0 | 67,5 | ||
10,54 | 69,0 (104,0) | - | 69,0 (85,0) | 69,0 (77,5) | - | 69,0 | 62,0 | 69,0 | 67,5 | ||
146,05 | 8,50 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 61,0 | 69,0 | 66,5 | |
9,50 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 61,0 | 69,0 | 66,5 | ||
10,70 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 61,0 | 69,0 | 65,5 | ||
168,28 | 8,94 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 53,0 | 69,0 | 57,5 | |
10,59 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 53,0 | 69,0 | 57,5 | ||
12,06 | 69,0 (99,0) | - | 69,0 (92,0) | 69,0 (84,5) | - | 69,0 | 53,0 | 69,0 | 57,7 | ||
177,80 | 9,19 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 46,0 | |||
10,36 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 46,0 | 69,0 | 55,0 | ||
11,51 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 46,0 | 69,0 | 55,0 | ||
12,65 | 69,0 (98,0) | - | 69,0 (96,5) | 69,0 (90,0) | - | 69,0 | 46,0 | 69,0 | 55,0 | ||
13,72 | 69,0 (106,5) | - | 69,0 (96,5) | 69,0 (90,0) | - | 69,0 | 46,0 | 69,0 | 55,0 | ||
193,68 | 8,33 | 59,5 | - | 59,5 | 59,5 | - | 59,5 | 58,0 | |||
9,52 | 68,0 | - | 68,0 | 68,0 | - | 68,0 | 58,0 | ||||
10,92 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 58,0 | 69,0 | 58,5 | ||
12,70 | 69,0 (90,5) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 58,5 | ||
14,27 | 69,0 (101,5) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 58,5 | ||
15,11 | 69,0 (107,5) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 58,5 | ||
15,88 | 69,0 (113,0) | - | 69,0 (81,5) | 69,0 (84,5) | - | 69,0 | 58,0 | 69,0 | 58,5 | ||
196,85 | 15,11 | 69,0 (106,0) | - | - | - | - | - | - | - | - | |
219,08 | 8,94 | 56,5 | - | - | 56,5 | - | 56,5 | 47,0 | |||
10,16 | 64,0 | - | 64,0 | 64,0 | - | 64,0 | 47,0 | 64,0 | 46,0 | ||
11,43 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 47,0 | 69,0 | 46,0 | ||
12,70 | 69,0 | - | 69,0 | 69,0 | - | 69,0 | 47,0 | 69,0 | 46,0 | ||
14,15 | 69,0 (89,0) | - | 69,0 (71,5) | 69,0 (77,5) | - | 69,0 | 47,0 | 69,0 | 46,0 | ||
244,48 | 8,94 | 50,5 | - | 50,5 | - | 50,5 | 38,0 | - | - | ||
10,03 | 56,5 | - | 56,5 | 56,5 | - | 56,5 | 38,0 | 56,5 | 37,5 | ||
11,05 | 62,5 | - | 62,5 | 62,5 | - | 62,5 | 38,0 | 62,5 | 37,5 | ||
11,99 | 67,5 | - | 67,0 | 63,0 | - | 65,5 | 38,0 | 65,0 | 37,5 | ||
13,84 | 69,0 (78,0) | - | 67,0 (67,0) | 63,0 (63,0) | - | 65,5 | 38,0 | 65,0 | 37,5 | ||
15,11 | 69,0 (85,0) | - | 67,0 (67,0) | 63,0 (63,0) | - | 65,5 | 38,0 | 65,0 | 37,5 | ||
250,83 | 15,88 | 69,0 | - | - | - | - | - | - | 65,0 | - | |
273,05 | 10,16 | 51,5 | 51,5 | - | 51,5 | - | 51,5 | 30,5 | 51,5 | 30,0 | |
11,43 | 57,5 | 54,5 | - | 51,5 | - | 53,5 | 30,5 | 53,0 | 30,0 | ||
12,57 | 63,5 | 54,5 | - | 51,5 | - | 53,5 | 30,5 | 53,0 | 30,0 | ||
13,84 | 69,0 (70,0) | 54,5 (54,5) | - | 51,5 (51,5) | - | 53,5 | 30,5 | 53,0 | 30,0 | ||
15,11 | 69,0 (76,5) | 54,5 (54,5) | - | 51,5 (51,5) | - | 53,5 | 30,5 | 53,0 | 30,0 | ||
298,45 | 12,42 | 57,5 | 46,0 | - | 43,5 | - | 45,0 | - | - | - | |
13,56 | 62,5 | - | - | - | - | 45,0 | - | - | - | ||
14,78 | 68,5 | 46,0 | - | - | - | - | - | - | - | ||
323,85 | 9,50 | 40,5 | - | - | 39,5 | - | - | - | - | - | |
11,00 | 47,0 | - | - | 39,5 | - | - | - | - | - | ||
12,40 | 53,0 | 36,0 | - | 39,5 | - | 41,0 | - | 40,5 | - | ||
14,00 | 59,5 | 36,0 | - | 39,5 | - | 41,0 | - | 40,5 | - | ||
339,72 | 13,06 | 53,0 | 36,0 | - | 34,0 | - | 35,0 | - | - | - | |
406,40 | 16,66 | 56,5 | - | - | - | - | - | - | - | - | |
Примечание - В скобках указаны значения альтернативного испытательного давления. | |||||||||||
Таблица С.59 - Гидростатическое испытательное давление для обсадных труб группы прочности Q135 | |||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||
Без резьбы | SC | LC | ВС | ОТТМ | ОТТГ | ||||||
Обычная муфта | Специа- | Обычная муфта | Специа- | Обычная муфта | Специа- | ||||||
114,30 | 6,35 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | |
7,37 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | - | - | ||
8,56 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,2 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
127,00 | 7,52 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
9,19 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,7 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
11,10 | 69,0 | - | 69,0 | - | - | 69,0 | 69,0 | 69,0 | 69,0 | ||
139,70 | 7,72 | 69,0 | - | 69,0 | - | - | 69,0 | 67,0 | - | - | |
9,17 | 69,0 | - | 69,0 | - | - | 69,0 | 67,0 | 69,0 | 69,0 | ||
10,54 | 69,0 | - | 69,0 | - | - | 69,0 | 67,0 | 69,0 | 69,0 | ||
146,05 | 8,50 | 69,0 | - | 69,0 | - | - | 69,0 | 66,0 | 69,0 | 69,0 | |
9,50 | 69,0 | - | 69,0 | - | - | 69,0 | 66,0 | 69,0 | 69,0 | ||
10,70 | 69,0 | - | 69,0 | - | - | 69,0 | 66,0 | 69,0 | 69,0 | ||
168,28 | 8,94 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 62,5 | |
10,59 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 62,5 | ||
12,06 | 69,0 | - | 69,0 | 69,0 | 55,0 | 69,0 | 57,0 | 69,0 | 62,5 | ||
177,80 | 9,19 | 69,0 | - | 69,0 | 69,0 | 51,5 | 69,0 | 46,0 | 69,0 | 55,0 | |
10,36 | 69,0 | - | 69,0 | 69,0 | 51,5 | 69,0 | 46,0 | 69,0 | 55,0 | ||
11,51 | 69,0 | - | 69,0 | 69,0 | 51,5 | 69,0 | 46,0 | 69,0 | 55,0 | ||
12,65 | 69,0 | - | 69,0 | 69,0 | 51,5 | 69,0 | 46,0 | 69,0 | 55,0 | ||
13,72 | 69,0 | - | 69,0 | 69,0 | 51,5 | 69,0 | 46,0 | 69,0 | 55,0 | ||
15,00 | 69,0 | - | 69,0 | 69,0 | 51,5 | 69,0 | 46,0 | 69,0 | 55,0 | ||
193,68 | 8,33 | 64,0 | - | 64,0 | 64,0 | 55,5 | 64,0 | 59,5 | - | - | |
9,52 | 69,0 | - | 69,0 | 69,0 | 55,5 | 69,0 | 59,5 | 69,0 | 58,5 | ||
10,92 | 69,0 | - | 69,0 | 69,0 | 55,5 | 69,0 | 59,5 | 69,0 | 58,5 | ||
12,70 | 69,0 | - | 69,0 | 69,0 | 55,5 | 69,0 | 59,5 | 69,0 | 58,5 | ||
14,27 | 69,0 | - | 69,0 | 69,0 | 55,5 | 69,0 | 59,5 | 69,0 | 58,5 | ||
15,11 | 69,0 | - | 69,0 | 69,0 | 55,5 | 69,0 | 59,5 | 69,0 | 58,5 | ||
15,88 | 69,0 | - | 69,0 | 69,0 | 55,5 | 69,0 | 59,5 | 69,0 | 58,5 | ||
219,08 | 8,94 | 60,5 | - | - | 60,5 | 44,0 | 60,5 | 47,0 | - | - | |
10,16 | 69,0 | - | 69,0 | 69,0 | 44,0 | 69,0 | 47,0 | 69,0 | 46,0 | ||
11,43 | 69,0 | - | 69,0 | 69,0 | 44,0 | 69,0 | 47,0 | 69,0 | 46,0 | ||
12,70 | 69,0 | - | 69,0 | 69,0 | 44,0 | 69,0 | 47,0 | 69,0 | 46,0 | ||
14,15 | 69,0 | - | 69,0 | 69,0 | 44,0 | 69,0 | 47,0 | 69,0 | 46,0 | ||
244,48 | 8,94 | 54,5 | - | - | 54,5 | 35,5 | 54,5 | 38,0 | - | - | |
10,03 | 61,0 | - | 61,0 | 61,0 | 35,5 | 61,0 | 38,0 | 61,0 | 37,5 | ||
11,05 | 67,5 | - | 67,0 | 63,0 | 35,5 | 65,5 | 38,0 | 65,0 | 37,5 | ||
11,99 | 69,0 | - | 67,0 | 63,0 | 35,5 | 65,5 | 38,0 | 65,0 | 37,5 | ||
13,84 | 69,0 | - | 67,0 | 63,0 | 35,5 | 65,5 | 38,0 | 65,0 | 37,5 | ||
15,11 | 69,0 | - | 67,0 | 63,0 | 35,5 | 65,5 | 38,0 | 65,0 | 37,5 | ||
15,90 | 69,0 | - | 67,0 | 63,0 | 35,5 | 65,5 | 38,0 | 65,0 | 37,5 | ||
250,83 | 15,88 | 69,0 | - | - | - | - | - | - | 65,0 | - | |
273,05 | 10,16 | 55,5 | - | - | 51,5 | 28,5 | 53,5 | 30,5 | 53,0 | 30,0 | |
11,43 | 62,5 | 54,5 | - | 51,5 | 28,5 | 53,5 | 30,5 | 53,0 | 30,0 | ||
12,57 | 68,5 | 54,5 | - | 51,5 | 28,5 | 53,5 | 30,5 | 53,0 | 30,0 | ||
13,84 | 69,0 | 54,5 | - | 51,5 | 28,5 | 53,5 | 30,5 | 53,0 | 30,0 | ||
15,11 | 69,0 | 54,5 | - | 51,5 | 28,5 | 53,5 | 30,5 | 53,0 | 30,0 | ||
16,50 | 69,0 | 54,5 | - | - | - | 53,5 | 30,5 | 53,0 | 30,0 | ||
298,45 | 12,42 | 62,0 | 46,0 | - | - | - | 45,0 | - | - | - | |
14,78 | 69,0 | 46,0 | - | - | - | 45,0 | - | - | - | ||
323,85 | 9,50 | 43,5 | - | - | 39,5 | - | - | - | - | - | |
11,00 | 50,5 | - | - | 39,5 | - | - | - | - | - | ||
12,40 | 57,0 | 36,0 | - | 39,5 | - | 41,0 | - | 40,5 | - | ||
14,00 | 64,5 | 36,0 | - | 39,5 | - | 41,0 | - | 40,5 | - | ||
339,72 | 13,06 | 57,0 | 36,0 | - | 34,0 | - | 35,0 | - | - | - | |
14,0 | 61,5 | 36,0 | - | - | - | 35,0 | - | - | - | ||
15,4 | 67,5 | 36,0 | - | - | - | 35,0 | - | - | - | ||
Таблица С.60 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Н40 | |||||||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | ||||||||||
Обычная муфта | Специальная муфта | ||||||||||||||
Н40 | J55, K55 | K72 | Н40 | J55, K55 | K72 | Н40 | J55, K55 | K72 | |||||||
26,67 | 2,87 | 47,5 | 47,5 | 47,5 | 47,5 | 47,5 | 47,5 | 47,5 | - | - | - | - | - | - | |
3,91 | 64,5 | - | - | - | 52,0 | 64,5 | 64,5 | - | - | - | - | - | - | ||
33,40 | 3,38 | 44,5 | 44,5 | 44,5 | 44,5 | 44,5 | 44,5 | 44,5 | - | - | - | - | |||
4,55 | 60,0 | - | - | - | 56,5 | 60,0 | 60,0 | - | - | - | - | - | - | ||
42,16 | 3,18 | 33,5 | - | - | - | - | - | - | - | - | - | - | - | - | |
3,56 | 37,5 | 37,5 | 37,5 | 37,5 | 37,5 | 37,5 | 37,5 | - | - | - | - | - | - | ||
4,85 | 51,0 | - | - | - | 45,0 | 51,0 | 51,0 | - | - | - | - | - | - | ||
48,26 | 3,18 | 29,0 | - | - | - | - | - | - | - | - | - | - | - | - | |
3,68 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | - | - | - | - | - | - | ||
5,08 | 46,5 | - | - | - | 41,5 | 46,5 | 46,5 | - | - | - | - | - | - | ||
52,40 | 3,96 | 33,5 | - | - | - | - | - | - | - | - | - | - | - | - | |
5,72 | 48,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
60,32 | 4,24 | 31,0 | 31,0 | 31,0 | 31,0 | - | - | - | - | - | - | - | - | - | |
4,83 | 35,5 | 35,5 | 35,5 | 35,5 | 35,5 | 35,5 | 35,5 | 31,5 | 35,5 | 35,5 | - | - | - | ||
73,02 | 5,51 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 33,5 | 30,5 | 33,5 | 33,5 | - | - | - | |
88,90 | 5,49 | 27,5 | 27,5 | 27,5 | 27,5 | - | - | - | - | - | - | - | - | - | |
6,45 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 32,0 | 29,5 | 32,0 | 32,0 | - | - | - | ||
7,34 | 36,5 | 36,5 | 36,5 | 36,5 | - | - | - | - | - | - | - | - | - | ||
101,60 | 5,74 | 25,0 | 25,0 | 25,0 | 25,0 | - | - | - | - | - | - | - | - | - | |
6,65 | 29,0 | - | - | - | 29,0 | 29,0 | 29,0 | - | - | - | - | - | - | ||
114,30 | 6,88 | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | 26,5 | - | - | - | - | - | - | |
Таблица С.61 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности J55 и K55 | ||||||||||||||||
Наружный диаметр | Тол- | Испытательное давление, МПа | ||||||||||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | |||||||||||
Обычная муфта | Специальная муфта | |||||||||||||||
J55, K55 | K72 | J55, K55 | K72 | J55, K55 | K72 | L80 тип 1 | J55, K55 | K72 | J55, K55 | K72 | J55, K55 | K72 | ||||
26,67 | 2,87 | 65,5 | 65,5 | 65,5 | 65,5 | 65,5 | - | - | - | - | - | 65,5 | 65,5 | - | - | |
3,91 | 69,0 | - | - | 69,0 | 69,0 | - | - | - | - | - | - | - | - | - | ||
33,40 | 3,38 | 61,5 | 61,5 | 61,5 | 61,5 | 61,5 | - | - | - | 61,5 | 61,5 | 61,5 | 61,5 | - | - | |
3,50 | 63,5 | - | - | - | - | - | - | - | 63,5 | 63,5 | 63,5 | 63,5 | - | - | ||
4,55 | 69,0 | - | - | 69,0 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | 69,0 | - | - | ||
42,16 | 3,18 | 45,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
3,56 | 51,0 | 51,0 | 51,0 | 51,0 | 51,0 | - | - | - | 51,0 | 51,0 | 51,0 | 51,0 | - | - | ||
4,85 | 69,0 | - | - | 62,0 | 69,0 | - | - | - | 67,5 | 69,0 | 62,0 | 69,0 | - | - | ||
48,26 | 3,18 | 40,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
3,68 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | - | - | - | 46,0 | 46,0 | 46,0 | 46,0 | - | - | ||
4,00 | 50,5 | - | - | - | - | - | - | - | 50,5 | 50,5 | 50,5 | 50,5 | - | - | ||
5,06 | 64,0 | - | - | 57,0 | 64,0 | - | - | - | - | - | - | - | - | - | ||
52,40 | 3,96 | 46,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
5,72 | 66,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
60,32 | 4,24 | 42,5 | 42,5 | 42,5 | - | - | - | - | - | 42,5 | 42,5 | 42,5 | 42,5 | - | - | |
4,83 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | 43,5 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | 48,5 | - | 48,5 | ||
5,00 | 50,5 | - | - | - | - | - | - | - | 50,5 | 50,5 | 50,5 | 50,5 | 50,5 | 50,5 | ||
73,02 | 5,51 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 42,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | 46,0 | |
7,01 | 58,0 | 58,0 | - | - | - | - | - | - | 58,0 | 58,0 | 57,0 | 58,0 | 58,0 | 58,0 | ||
88,90 | 5,49 | 37,5 | 37,5 | 37,5 | - | - | - | - | - | - | - | - | - | - | - | |
6,45 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 40,5 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | 44,0 | ||
7,34 | 50,0 | 50,0 | 50,0 | - | - | - | - | - | 50,0 | 50,0 | 50,0 | 50,0 | 50,0 | 50,0 | ||
8,00 | 54,5 | - | - | - | - | - | - | - | 54,5 | 54,5 | 54,5 | 54,5 | 54,5 | 54,5 | ||
101,60 | 5,74 | 34,5 | 34,5 | 34,5 | - | - | - | - | - | - | - | - | - | - | - | |
6,50 | 39,0 | - | - | - | - | - | - | - | 39,0 | 39,0 | 39,0 | 39,0 | 39,0 | 39,0 | ||
6,65 | 39,5 | - | - | 39,5 | 39,5 | - | - | - | 39,5 | 39,5 | 39,5 | 39,5 | 39,5 | 39,5 | ||
114,30 | 6,88 | 36,5 | 36,5 | 36,5 | 36,5 | 36,5 | - | - | - | 36,5 | 36,5 | 36,5 | 36,5 | 36,5 | 36,5 | |
7,00 | 37,1 | - | - | - | - | - | - | - | 37,0 | 37,0 | 37,0 | 37,0 | 37,0 | 37,0 | ||
Таблица С.62 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности K72 | |||||||||||||||
Наружный диаметр | Тол- | Испытательное давление, МПа | |||||||||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | ||||||||||
обычная муфта | специальная муфта | ||||||||||||||
K72 | N80 | K72 | N80 | K72 | N80 | K72 | N80 | K72 | N80 | K72 | N80 | ||||
26,67 | 2,87 | 69,0 | - | - | - | - | - | - | - | - | 69,0 | 69,0 | - | - | |
33,40 | 3,50 | 69,0 | - | - | - | - | - | - | 69,0 | 69,0 | 69,0 | 69,0 | - | - | |
42,16 | 3,56 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | 66,5 | - | - | |
48,26 | 4,00 | 65,0 | - | - | - | - | - | - | 65,0 | 65,0 | 65,0 | 65,0 | - | - | |
60,32 | 5,00 | 65,0 | - | - | - | - | - | - | 65,0 | 65,0 | 65,0 | 65,0 | 65,0 | 65,0 | |
73,02 | 5,51 | 59,5 | 59,5 | 59,5 | 59,5 | 59,5 | 54,0 | 59,5 | 59,5 | 59,5 | 59,5 | 59,5 | 59,5 | 59,5 | |
73,02 | 7,01 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 54,0 | 61,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
88,90 | 6,45 | 57,0 | 57,0 | 57,0 | 57,0 | 57,0 | 52,5 | 57,0 | 57,0 | 57,0 | 57,0 | 57,0 | 57,0 | 57,0 | |
88,90 | 8,00 | 69,0 | - | - | - | - | - | - | - | - | 69,0 | 69,0 | 69,0 | 69,0 | |
101,60 | 6,50 | 50,5 | - | - | - | - | - | - | 50,5 | 50,5 | 50,5 | 50,5 | 50,5 | 50,5 | |
114,30 | 7,00 | 48,0 | - | - | - | - | - | - | 48,0 | 48,0 | 48,0 | 48,0 | 48,0 | 48,0 | |
Таблица С.63 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности N80 | ||||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | |||||
Обычная муфта | Специальная муфта | |||||||||
N80 | Р110 | |||||||||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - | 69,0 | - | |
3,91 | 69,0 | - | 69,0 | - | - | - | - | - | ||
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | - | - | 69,0 | 69,0 | - | |
3,50 | 69,0 | - | - | - | - | 69,0 | 69,0 | - | ||
4,55 | 69,0 | - | 69,0 | - | - | - | 69,0 | - | ||
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | - | - | 69,0 | 69,0 | - | |
4,85 | 69,0 | - | 69,0 | - | - | - | 69,0 | - | ||
48,26 | 3,68 | 67,5 | 67,5 | 67,5 | - | - | 67,5 | 67,5 | - | |
4,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | - | ||
5,08 | 69,0 | - | 69,0 | - | - | - | - | - | ||
52,40 | 3,96 | 66,5 | - | - | - | - | - | - | - | |
5,72 | 69,0 | - | - | - | - | - | - | - | ||
60,32 | 4,24 | 62,0 | 62,0 | - | - | - | 62,0 | 62,0 | - | |
4,83 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | - | ||
5,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
73,02 | 5,51 | 66,5 | 66,5 | 66,5 | 61,0 | 66,5 | 66,5 | 66,5 | 66,5 | |
7,01 | 69,0 | 69,0 | 69,0 | 61,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
88,90 | 5,49 | 54,5 | 54,5 | - | - | - | - | - | - | |
6,45 | 64,0 | 64,0 | 64,0 | 59,0 | 64,0 | 64,0 | 64,0 | 64,0 | ||
7,34 | 69,0 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 59,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
101,60 | 5,74 | 50,0 | 50,0 | - | - | - | - | - | - | |
6,50 | 56,5 | - | - | - | - | 56,5 | 56,5 | 56,5 | ||
6,65 | 58,0 | - | 58,0 | - | - | 58,0 | 58,0 | 58,0 | ||
114,30 | 6,88 | 53,0 | 53,0 | 53,0 | - | - | 53,0 | 53,0 | 53,0 | |
7,00 | 54,0 | - | - | - | - | 54,0 | 54,0 | 54,0 | ||
Таблица С.64 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности L80 | |||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | ||||
Обычная муфта | Специальная муфта | ||||||||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - | - | |
3,91 | 69,0 | - | 69,0 | - | - | - | - | ||
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | - | - | - | - | |
3,50 | 69,0 | - | - | - | 69,0 | 69,0 | - | ||
4,55 | 69,0 | - | 69,0 | - | 69,0 | 69,0 | - | ||
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | - | 69,0 | 69,0 | - | |
4,85 | 69,0 | - | 69,0 | - | 69,0 | 69,0 | - | ||
48,26 | 3,68 | 67,5 | 67,5 | 67,5 | - | 67,5 | 67,5 | - | |
4,00 | 69,0 | - | - | - | 69,0 | 69,0 | |||
5,08 | 69,0 | - | 69,0 | - | - | - | - | ||
6,35 | 69,0 | - | - | - | - | - | - | ||
7,62 | 69,0 | - | - | - | - | - | - | ||
52,40 | 3,96 | 66,5 | - | - | - | - | - | - | |
5,72 | 69,0 | - | - | - | - | - | - | ||
60,32 | 4,24 | 62,0 | 62,0 | - | - | 62,0 | 62,0 | - | |
4,83 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | - | ||
5,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
60,32 | 6,45 | 69,0 | 69,0 | 69,0 | 63,0 | 69,0 | 69,0 | 69,0 | |
7,49 | 69,0 | - | - | - | - | - | - | ||
8,53 | 69,0 | - | 69,0 | 63,0 | - | - | - | ||
73,02 | 5,51 | 66,5 | 66,5 | 66,5 | 61,0 | 66,5 | 66,5 | 66,5 | |
7,01 | 69,0 | 69,0 | 69,0 | 61,0 | 69,0 | 69,0 | 69,0 | ||
7,82 | 69,0 | 69,0 | 69,0 | 61,0 | - | - | - | ||
8,64 | 69,0 | - | 69,0 | 61,0 | - | - | - | ||
9,96 | 69,0 | - | - | - | - | - | - | ||
11,18 | 69,0 | - | - | - | - | - | - | ||
88,90 | 5,49 | 54,5 | 54,5 | - | - | - | - | - | |
6,45 | 64,0 | 64,0 | 64,0 | 59,0 | 64,0 | 64,0 | 64,0 | ||
7,34 | 69,0 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 59,0 | 69,0 | 69,0 | 69,0 | ||
10,92 | 69,0 | - | - | - | - | - | - | ||
12,09 | 69,0 | - | 69,0 | - | - | - | - | ||
13,46 | 69,0 | - | - | - | - | - | - | ||
101,60 | 5,74 | 50,0 | 50,0 | - | - | - | - | - | |
6,50 | 56,5 | - | - | - | 56,5 | 56,5 | 56,5 | ||
6,65 | 58,0 | - | 58,0 | - | 58,0 | 58,0 | 58,0 | ||
8,38 | 69,0 | - | - | - | - | - | - | ||
10,54 | 69,0 | - | - | - | - | - | - | ||
12,70 | 69,0 | - | - | - | - | - | - | ||
15,49 | 69,0 | - | - | - | - | - | - | ||
114,30 | 6,88 | 53,0 | 53,0 | 53,0 | - | 53,0 | 53,0 | 53,0 | |
7,00 | 54,0 | - | - | - | 54,0 | 54,0 | 54,0 | ||
8,56 | 66,0 | - | - | - | - | - | - | ||
9,65 | 69,0 | - | - | - | - | - | - | ||
10,92 | 69,0 | - | - | - | - | - | - | ||
12,70 | 69,0 | - | - | - | - | - | - | ||
14,22 | 69,0 | - | - | - | - | - | - | ||
16,00 | 69,0 | - | - | - | - | - | - | ||
Таблица С.65 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности С90 | ||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||
Без резьбы | NU | EU обычная муфта | НКТН | НКТВ | НКМ | |||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - | |
3,91 | 69,0 | - | 69,0 | - | - | - | ||
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | |
4,55 | 69,0 | - | 69,0 | - | 69,0 | - | ||
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | |
4,85 | 69,0 | - | 69,0 | - | 69,0 | - | ||
48,26 | 3,68 | 69,0 | 69,0 | 69,0 | - | - | - | |
5,08 | 69,0 | - | 69,0 | - | - | - | ||
6,35 | 69,0 | - | - | - | - | - | ||
7,62 | 69,0 | - | - | - | - | - | ||
52,40 | 3,96 | 69,0 | - | - | - | - | - | |
5,72 | 69,0 | - | - | - | - | - | ||
60,32 | 4,24 | 69,0 | 69,0 | - | 69,0 | 69,0 | - | |
4,83 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | ||
5,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | ||
7,49 | 69,0 | - | - | - | - | - | ||
8,53 | 69,0 | - | 69,0 | - | - | - | ||
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
7,82 | 69,0 | 69,0 | 69,0 | - | - | - | ||
8,64 | 69,0 | - | 69,0 | - | - | - | ||
9,96 | 69,0 | - | - | - | - | - | ||
11,18 | 69,0 | - | - | - | - | - | ||
88,90 | 5,49 | 61,5 | 61,5 | - | - | - | - | |
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
7,34 | 69,0 | 69,0 | - | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,92 | 69,0 | - | - | - | - | - | ||
12,09 | 69,0 | - | - | - | - | - | ||
13,46 | 69,0 | - | - | - | - | - | ||
101,60 | 5,74 | 56,0 | 56,0 | - | - | - | - | |
6,50 | 63,5 | - | - | 63,5 | 63,5 | 63,5 | ||
6,65 | 65,0 | - | 65,0 | 65,0 | 65,0 | 65,0 | ||
8,38 | 69,0 | - | - | - | - | - | ||
10,54 | 69,0 | - | - | - | - | - | ||
12,70 | 69,0 | - | - | - | - | - | ||
15,49 | 69,0 | - | - | - | - | - | ||
114,30 | 6,88 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | |
7,00 | 61,0 | - | - | 61,0 | 61,0 | 61,0 | ||
8,56 | 69,0 | - | - | - | - | - | ||
9,65 | 69,0 | - | - | - | - | - | ||
10,92 | 69,0 | - | - | - | - | - | ||
12,70 | 69,0 | - | - | - | - | - | ||
14,22 | 69,0 | - | - | - | - | - | ||
16,00 | 69,0 | - | - | - | - | - | ||
Таблица С.66 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности R95 | ||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||
Без резьбы | НКТН | НКТВ | НКМ | |||
60,32 | 4,83 | 69,0 | 69,0 | 69,0 | - | |
5,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | - | ||
7,49 | 69,0 | - | - | - | ||
8,53 | 69,0 | - | - | - | ||
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | ||
88,90 | 6,45 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | ||
101,60 | 6,50 | 67,0 | 67,0 | 67,0 | 67,0 | |
6,65 | 68,5 | 68,5 | 68,5 | 68,5 | ||
114,30 | 6,88 | 63,0 | 63,0 | 63,0 | 63,0 | |
7,00 | 64,0 | 64,0 | 64,0 | 64,0 | ||
Таблица С.67 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Т95 | ||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | |||
26,67 | 2,87 | 69,0 | 69,0 | 69,0 | - | - | - | |
3,91 | 69,0 | - | 69,0 | - | - | - | ||
33,40 | 3,38 | 69,0 | 69,0 | 69,0 | - | - | - | |
3,50 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | ||
4,55 | 69,0 | - | 69,0 | - | 69,0 | - | ||
42,16 | 3,56 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | |
4,85 | 69,0 | - | 69,0 | - | 69,0 | - | ||
48,26 | 3,68 | 69,0 | 69,0 | 69,0 | - | - | - | |
5,06 | 69,0 | - | 69,0 | - | - | - | ||
6,35 | 69,0 | - | - | - | - | - | ||
7,62 | 69,0 | - | - | - | - | - | ||
52,40 | 3,96 | 69,0 | - | - | - | - | - | |
5,72 | 69,0 | - | - | - | - | - | ||
60,32 | 4,24 | 69,0 | 69,0 | - | 69,0 | 69,0 | - | |
4,83 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | ||
5,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | - | ||
7,49 | 69,0 | - | - | - | - | - | ||
8,53 | 69,0 | - | 69,0 | - | - | - | ||
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
7,82 | 69,0 | 69,0 | 69,0 | - | - | - | ||
8,64 | 69,0 | - | 69,0 | - | - | - | ||
9,96 | 69,0 | - | - | - | - | - | ||
11,18 | 69,0 | - | - | - | - | - | ||
88,90 | 5,49 | 64,5 | 64,5 | - | - | - | - | |
6,45 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
7,34 | 69,0 | 69,0 | - | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | 69,0 | ||
10,92 | 69,0 | - | - | - | - | - | ||
12,09 | 69,0 | - | - | - | - | - | ||
13,46 | 69,0 | - | - | - | - | - | ||
101,60 | 5,74 | 59,0 | 59,0 | - | - | - | - | |
6,50 | 67,0 | - | - | 67,0 | 67,0 | 67,0 | ||
6,65 | 68,5 | - | 68,5 | 68,5 | 68,5 | 68,5 | ||
8,38 | 69,0 | - | - | - | - | - | ||
10,54 | 69,0 | - | - | - | - | - | ||
12,70 | 69,0 | - | - | - | - | - | ||
15,49 | 69,0 | - | - | - | - | - | ||
114,30 | 6,88 | 63,0 | 63,0 | 63,0 | 63,0 | 63,0 | 63,0 | |
8,00 | 69,0 | - | - | 69,0 | 69,0 | 69,0 | ||
8,56 | 69,0 | - | - | - | - | - | ||
9,65 | 69,0 | - | - | - | - | - | ||
10,92 | 69,0 | - | - | - | - | - | ||
12,70 | 69,0 | - | - | - | - | - | ||
14,22 | 69,0 | - | - | - | - | - | ||
16,00 | 69,0 | - | - | - | - | - | ||
Таблица С.68 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Р110 | |||||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | |||||||
Без резьбы | NU | EU | НКТН | НКТВ | НКМ | ||||
Обычная муфта | Специальная муфта | ||||||||
26,67 | 3,91 | 69,0 (178,0) | - | 69,0 (143,0) | - | - | - | - | |
33,40 | 4,55 | 69,0 (165,0) | - | 69,0 (154,5) | - | - | 69,0 | - | |
42,16 | 4,85 | 69,0 (139,5) | - | 69,0 (120,0) | - | - | 69,0 | - | |
48,26 | 5,08 | 69,0 (127,5) | - | 69,0 (114,5) | - | - | - | - | |
52,40 | 5,72 | 69,0 (132,5) | - | - | - | - | - | - | |
60,32 | 4,83 | 69,0 (97,0) | 69,0 (97,0) | 69,0 (97,0) | 69,0 (86,5) | - | 69,0 | - | |
5,00 | 69,0 | - | - | - | - | 69,0 | 69,0 | ||
6,45 | 69,0 (129,5) | 69,0 (121,5) | 69,0 (112,5) | 69,0 (86,5) | 69,0 | 69,0 | 69,0 | ||
73,02 | 5,51 | 69,0 (91,5) | 69,0 (91,5) | 69,0 (91,5) | 69,0 (83,5) | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 (116,5) | 69,0 (116,5) | 69,0 (113,5) | 69,0 (83,5) | 69,0 | 69,0 | 69,0 | ||
7,82 | 69,0 (130,0) | 69,0 (126,5) | 69,0 (113,5) | 69,0 (83,5) | - | - | - | ||
88,90 | 6,45 | 69,0 (88,0) | 69,0 (88,0) | 69,0 (88,0) | 69,0 (80,5) | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 (130,0) | 69,0 (124,0) | 69,0 (118,0) | 69,0 (80,5) | 69,0 | 69,0 | 69,0 | ||
101,60 | 6,50 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
6,65 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
114,30 | 6,88 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | |
7,00 | 69,0 | - | - | - | 69,0 | 69,0 | 69,0 | ||
Примечание - В скобках указаны значения альтернативного испытательного давления. | |||||||||
Таблица С.69 - Гидростатическое испытательное давление для насосно-компрессорных труб группы прочности Q135 | ||||||
Наружный диаметр | Толщина стенки | Испытательное давление, МПа | ||||
Без резьбы | НКТН | НКТВ | НКМ | |||
60,32 | 4,24 | 69,0 | 69,0 | 69,0 | - | |
4,83 | 69,0 | 69,0 | 69,0 | - | ||
5,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
6,45 | 69,0 | 69,0 | 69,0 | - | ||
73,02 | 5,51 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,01 | 69,0 | 69,0 | 69,0 | 69,0 | ||
88,90 | 6,45 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,34 | 69,0 | 69,0 | 69,0 | 69,0 | ||
8,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
9,52 | 69,0 | 69,0 | 69,0 | 69,0 | ||
101,60 | 6,50 | 69,0 | 69,0 | 69,0 | 69,0 | |
6,65 | 69,0 | 69,0 | 69,0 | 69,0 | ||
114,30 | 6,88 | 69,0 | 69,0 | 69,0 | 69,0 | |
7,00 | 69,0 | 69,0 | 69,0 | 69,0 | ||
Таблица С.70 - Перечень методов неразрушающего контроля
Изделие и группа прочности | Визуальный контроль | Контроль толщины стенки | Ультразвуковой метод | Метод рассеяния магнитного потока | Метод вихревых токов | Магнито- | |
Трубы | |||||||
Н40, J55, K55, K72, N80 тип 1 | R | N | N | N | N | N | |
N80 тип Q, L80, R95, М65 | R | R | А | А | А | А | |
Р110 | R | R | А | А | А | NA | |
С90, Т95,С110, Q125, Q135 | R | R | С | В | В | В | |
Трубные заготовки для муфт и заготовки для соединительных деталей | |||||||
Н40, J55, K55, K72, N80 тип 1 | R | NA | N | N | N | N | |
N80 тип Q, L80, R95, С110, Р110, С90, Т95, Q125, Q135 | R | R | A | А | А | А | |
Муфты | |||||||
Все группы прочности | NA | NA | NA | NA | NA | R | |
| |||||||
| |||||||
Примечание - В настоящей таблице применены следующие обозначения: N - не требуется, если не применимы требования PSL-2 и PSL-3; R - требуется; NA - не требуется; А - должен быть применим один метод или любая комбинация методов; В - для контроля наружной поверхности в дополнение к ультразвуковому методу должен быть применим как минимум еще один метод; С - для контроля наружной и внутренней поверхности должен быть применим ультразвуковой метод. | |||||||
Таблица С.71 - Уровни приемки
Изделие и группа прочности | Несовершенство наружной поверхности | Несовершенство внутренней поверхности | |||
продольное | поперечное | продольное | поперечное | ||
Бесшовные и сварные трубы | |||||
Тело труб | |||||
N80 тип Q, М65, L80, R95 | L4, Е4, F4, U4, М4 | N | L4, Е4, F4, U4, М4 | N | |
P110 по SR16 | L4, Е4, F4, U4 | L4, Е4, F4, U4 | L4, Е4, F4, U4 | L4, Е4, F4, U4 | |
Р110 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | |
P110 по SR2 и SR16 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | L2, Е2, F2, U2 | |
С90, Т95, С110 Q125, Q135 | Ультразвуковой метод | L2, U2 | L2, U2 | L2, U2 | L2, U2 |
Второй метод | L2, Е2, F2, М2 | L2, Е2, F2, М2 | N | N | |
Сварное соединение | |||||
Р110, Q125, Q135 по SR11 | L2, Е2, F2, U2 | N | L2, Е2, F2, U2 | N | |
Остальные группы прочности | L3, Е3, F3, U3 | N | L3, Е3, F3, U3 | N | |
Трубные заготовки для муфт и заготовки для соединительных деталей | |||||
С110 | L2, Е2, F2, U2, М2 | L2, Е2, F2, U2, М2 | L3, U3 | L3, U3 | |
Остальные группы прочности | L2, Е2, F2, U2, М2 | L2, Е2, F2, U2, М2 | N | N | |
Муфты | |||||
Все группы прочности | М2 | N | N | N | |
Примечание - В настоящей таблице применены следующие обозначения: Lx, Ex, Fx, Ux, Мх - уровни приемки, N - контроль не требуется. При общем упоминании методов контроля указывают только числовое значение уровня приемки 2, 3 или 4. | |||||
Таблица С.72 - Размеры искусственных дефектов
Уровень приемки | Глубина надреза В | Длина надреза полной глубины, мм | Ширина надреза | Диаметр сквозного сверленого отверстия С | Диаметр плоскодонного отверстия |
Не более | |||||
L2, Е2, F2, U2 | 5 | 50 | 1 | 1,6 | 6,4 |
L3, Е3, F3, U3 | 10 | 50 | 1 | 3,2 | |
L4, Е4, F4, U4 | 12,5 | 50 | 1 | 3,2 | |
| |||||
Таблица С.73 - Высота шрифта при маркировке клеймением
В миллиметрах
Вид изделия | Наружный диаметр | Высота шрифта |
Трубы, трубные заготовки для муфт, заготовки для соединительных деталей | До 114,30 | 4,8 |
114,30 и св. | 6,4 | |
Муфты | Для труб до 114,30 | 6,4 |
Для труб от 114,30 до 193,68 | 9,5 | |
Для труб 193,68 и св. | 12,7 |
Таблица С.74 - Цветовая маркировка групп прочности
Группа прочности | Тип | Количество и цвет кольцевых полос | Муфта | ||
Цвет наружной поверхности муфты | Количество и цвет кольцевых полос | ||||
Н40 | - | Нет или одна черного цвета по выбору изготовителя | Нет | Как указано для труб | |
J55 насосно- | - | Одна светло-зеленого цвета | Светло-зеленый | Нет | |
J55 обсадные трубы | - | Одна светло-зеленого цвета | Светло-зеленый | Одна белого цвета | |
K55 насосно- | - | Две светло-зеленого цвета | Светло-зеленый | Одна белого цвета | |
К55 обсадные трубы | - | Две светло-зеленого цвета | Светло-зеленый | Нет | |
K72 | - | Одна желтого цвета | Нет | Одна желтого цвета | |
М65 | - | Одна светло-зеленого цвета, одна голубого цвета | Красный | Одна коричневого цвета | |
N80 | 1 | Одна красного цвета | Красный | Нет | |
N80 | Q | Одна красного цвета, одна светло-зеленого цвета | Красный | Одна зеленого цвета | |
L80 | 1 | Одна красного цвета, одна коричневого цвета | Красный | Одна коричневого цвета | |
L80 | 9Cr | Одна красного цвета, одна коричневого цвета, две желтого цвета | Нет | Две желтых | |
L80 | 13Cr | Одна красного цвета, одна коричневого цвета, одна желтого цвета | Нет | Одна желтого цвета | |
С90 | 1 | Одна фиолетового цвета | Фиолетовый | Нет | |
Т95 | 1 | Одна серебристого цвета | Серебристый | Нет | |
R95 | - | Одна коричневого цвета | Коричневый | Нет | |
С110 | - | Одна белая, две коричневого цвета | Белый | Две коричневого цвета | |
Р110 | - | Одна белого цвета | Белый | Нет | |
Q125 | 1 | Одна оранжевого цвета | Оранжевый | Нет | |
Q135 | - | Две оранжевого цвета | Оранжевый | Одна белого цвета | |
| |||||
| |||||
| |||||
| |||||
Таблица С.75 - Маркировка типа резьбового соединения
Вид изделия | Тип резьбового соединения | Обозначение в маркировке |
Обсадные трубы | С короткой закругленной треугольной резьбой | SC |
С удлиненной закругленной треугольной резьбой | LC | |
Упорное с трапецеидальной резьбой | ВС | |
С трапецеидальной резьбой | ОТТМ | |
С трапецеидальной резьбой и узлом уплотнения металл-металл | ОТТГ | |
Насосно- | С закругленной треугольной резьбой | NU |
С закругленной треугольной резьбой и высаженными наружу концами | EU | |
С закругленной треугольной резьбой | НКТН | |
С закругленной треугольной резьбой и высаженными наружу концами | НКТВ | |
С трапецеидальной резьбой и узлом уплотнения металл-металл | НКМ |
Таблица С.76 - Содержание и последовательность текстовой маркировки
Последовательность маркировки | Обозначение или значение | Маркировка краской и (или) клеймением | ||||||
Классы прочности 1 и 3 | Классы прочности 2 и 4 | Все классы прочности | ||||||
Трубы | Муфты | Трубы | Муфты | Трубные заготовки для муфт и заготовки для соединительных деталей | ||||
Наименование или товарный знак изготовителя | "..." | Р и D | Р и D | Р | Р | Р | ||
Обозначение стандарта | ГОСТ 31446 | Р и D | Р и D | Р | Р | Р | ||
Дата изготовления по 11.1.7 | "..." | Р и D | Р и D | Р | Р | Р | ||
Трубы без резьбы с высаженными или невысаженными концами | РЕ | Р и D | - | Р | - | - | ||
Трубы со специальной отделкой концов | SF | Р и D | - | Р | - | - | ||
Муфты со специальной отделкой концов | SF | - | Р и D | - | Р | |||
Трубные заготовки для муфт | CS | - | - | - | - | Р | ||
Заготовки для соединительных деталей | AM | - | - | - | - | Р | ||
Наружный диаметр | "..." | Р | P | Р | P | Р | ||
Толщина стенки | "..." | Р и D | P | Р | P | Р | ||
Группа прочности | Н40 | H | Р и D | Р и D | Р | Р | Р | |
J55 | J | |||||||
К55 | K | |||||||
К72 | K72 | |||||||
М65 | М | |||||||
N80 тип 1 | N1 | |||||||
N80 тип Q | NQ | |||||||
L80 тип 1 | L | |||||||
L80 тип 1 по SR23 | L80S | |||||||
L80 тип 9Cr | L9 | |||||||
L80 тип 13Cr | L13 | |||||||
С90 | С90-1 | |||||||
R95 | R | |||||||
Т95 | Т95-1 | |||||||
С110 | С110 | |||||||
Р110 | Р | |||||||
Q125 | Q1 | |||||||
Q135 | Q135 | |||||||
Метод испытаний на SSC | С90 | А, В или D | Р | Р | Р | Р | Р | |
Т95 | А, В или D | |||||||
С110 | А или D | |||||||
C110 по SR39 | DA | |||||||
L80 тип 1 по SR23 | А, В или D | |||||||
L80 тип Cr13 PSL-3 | А | |||||||
Альтернативная пониженная температура испытаний на ударный изгиб, если применима (для образцов полного размера, указать знак "+" или "-", кроме 0°С, и температуру в градусах Цельсия) | "..." С | Р | Р | Р | Р | Р | ||
Вид термообработки групп прочности J55, K55, K72 и М65, если применимо | нормализация | Z | Р | Р | Р | Р | Р | |
нормализация и отпуск | NT | Р | Р | Р | Р | Р | ||
закалка и отпуск | Q | Р | Р | Р | Р | Р | ||
Способ производства | бесшовные | S | Р и D | - | Р | - | - | |
сварные | Е | Р и D | - | Р | - | - | ||
Дополнительные требования, если применимо | SR1 | S1 | Р | - | Р | - | - | |
SR2 | S2 | Р | - | Р | - | - | ||
SR9 (указать группу прочности и тип) | S9Q "..." | - | - | - | Р | - | ||
SR13 | S13 | - | Р и D | - | Р | - | ||
SR16 (указать минимальную работу удара для образцов полного размера в джоулях и температуру испытаний со знаком знак "+" или "-", кроме 0°С, и температуру в градусах Цельсия) | S16 "..." C | Р | - | Р | - | |||
SR22 | S22 | Р | D | Р | D | - | ||
SR23 (указать метод А, В или D испытаний на SSC) | S23 "..." | Р | Р | Р | Р | Р | ||
SR39 | S39DA | Р | Р | Р | Р | Р | ||
PSL-2 или PSL-3 | L2 или L3 | Р | Р | Р | Р | Р | ||
Фактическое испытательное гидростатическое давление | P"..." | Р | - | Р | - | - | ||
Тип(ы) резьбового(ых) соединения(й), если применимо | "..." | Р | Р | Р | Р | - | ||
Контроль труб по всей длине, если применимо | стандартной оправкой | D | Р | - | Р | - | - | |
альтернативной оправкой (указать диаметр рабочей части оправки) | DA "..." | Р | - | Р | - | - | ||
стандартной оправкой насосно- | DT42 | Р | - | Р | - | - | ||
Порядковый номер изделия для групп прочности С90, Т95, С110, Q125 и Q135 | - | - | - | Р и D | Р и D | Р | ||
Оловянное антизадирное покрытие муфт, если применимо | Т | - | Р | - | Р | - | ||
Проведение только визуального контроля муфт группы прочности Н40, J55, K55, K72 | V | - | Р | - | - | - | ||
Дополнительная маркировка | "..." | Р | Р | Р | Р | Р | ||
| ||||||||
| ||||||||
Примечание - В отношении требований к цветовой маркировке см. 11.4. | ||||||||
Таблица С.77 - Сохранение записей
Контроль, испытания и процессы, требующие сохранения записей | Структурный элемент настоящего стандарта, в котором указана ссылка |
Анализ химического состава плавки | 10.3.1 |
Анализ химического состава изделия | 10.3.2 |
Испытания на растяжение | 7.2, 9.3, 10.4.2, 10.4.7 |
Испытания на ударный изгиб | 7.4, 7.5, 7.6, 9.3, 10.7 |
Контроль твердости | 7.7, 7.8, 7.9, 9.3, 10.6 |
Контроль прокаливаемости | 7.10, 9.3, 10.9 |
Определение величины зерна | 7.11, 9.3, 10.8 |
Гидростатические испытания (в том числе сохранение диаграмм регистрации испытательного давления) | 10.12 |
Испытания на SSC | 7.14, 10.10 |
Оформление документа о приемочном контроле изделий | 13 |
Поверка, проверка, настройка и калибровка испытательного оборудования и средств измерений | 8.2, 10.1, 10.3.3, 10.4.7, 10.6.10, 10.6.12, 10.6.13, 10.12.1, 10.15.1, 10.15.3, 10.15.4, 10.15.11, 10.15.16 |
Таблица С.78 SR12.1 - Коэффициент для выборки труб от партии
Объем выборки труб от партии, шт. | |
3 | 13,857 |
4 | 9,215 |
5 | 7,501 |
6 | 6,612 |
7 | 6,061 |
8 | 5,686 |
9 | 5,414 |
10 | 5,203 |
12 | 4,900 |
14 | 4,690 |
16 | 4,534 |
18 | 4,415 |
20 | 4,319 |
25 | 4,143 |
30 | 4,022 |
35 | 3,937 |
40 | 3,866 |
45 | 3,811 |
50 | 3,766 |
3,090 |
Таблица С.79 SR12.2 - Вероятность наличия несоответствующей трубы
Вероятность наличия одной несоответствующей трубы | Вероятность того, что в обсадной колонне из 100 труб будет как минимум одна несоответствующая труба |
1/10 | 0,99997 (100%) |
1/100 | 0,63400 (63%) |
1/1000 | 0,09500 (10%) |
1/10000 | 0,00995 (1%) |
Таблица С.80 SR16.5 - Требования к работе удара для изделий группы прочности N80 тип 1 при испытаниях на ударный изгиб поперечных образцов
Максимальная толщина стенки | Минимальная работа удара для поперечных образцов |
11,59 | 14 |
13,12 | 15 |
14,66 | 16 |
16,19 | 17 |
17,73 | 18 |
19,26 | 19 |
20,80 | 20 |
22,33 | 21 |
23,87 | 22 |
25,40 | 23 |
26,94 | 24 |
Примечания | |
Таблица С.81 SR16.6 - Требования к работе удара для изделий группы прочности N80 тип 1 при испытаниях на ударный изгиб продольных образцов
Максимальная толщина стенки | Минимальная работа удара для продольных образцов |
10,44 | 27 |
11,20 | 28 |
11,97 | 29 |
12,74 | 30 |
13,51 | 31 |
14,27 | 32 |
15,04 | 33 |
15,81 | 34 |
16,58 | 35 |
17,34 | 36 |
18,11 | 37 |
18,88 | 38 |
19,65 | 39 |
20,41 | 40 |
21,18 | 41 |
21,95 | 42 |
22,72 | 43 |
23,48 | 44 |
24,25 | 45 |
25,02 | 46 |
25,79 | 47 |
Примечания | |
Таблица С.82 SR16.7 - Снижение температуры испытаний на ударный изгиб изделий групп прочности Н40, J55, K55 и K72
Тип образца | Размеры поперечного сечения образца (ширина | Толщина стенки | Снижение температуры испытаний, °С | |
3/4-размера | 10,0x7,5 | Св. 10,00 | 3 | |
1/2-размера | 10,0x5,0 | Св. 10,00 | 11 | |
От 7,50 до 10,00 включ. | 8 | |||
От 6,70 до 7,50 | 6 | |||
От 6,00 до 6,70 | 3 | |||
| ||||
Таблица С.83 SR22.1 - Требования при поставке резьбового соединения LC повышенной герметичности
Нару- | Тол- | Группа прочности | Диаметр рабочей части оправки, мм | Наружный диаметр обычной муфты | Число оборотов при свинчивании | Максимальная длина свинчивания | Расчетный начальный момент свинчивания, Н·м, с муфтой с антизадирным покрытием резьбы | Рекомен- | |
оловян- | фосфат- | ||||||||
114,30 | 6,35 | J55, K55 | 98,42 | 127,00 | 3,0 | 82,55 | 176 | 294 | 15 |
6,35 | L80 тип 1, N80 | 98,42 | 3,0 | 168 | 279 | ||||
7,37 | L80 тип 1, N80 | 96,38 | 3,0 | 184 | 308 | ||||
6,35 | С90 | 98,42 | 3,0 | 172 | - | ||||
7,37 | С90 | 96,38 | 3,0 | 194 | - | ||||
6,35 | R95, Т95 | 98,42 | 3,0 | 176 | - | ||||
7,37 | R95, Т95 | 96,38 | 3,0 | 198 | - | ||||
6,35 | Р110 | 98,42 | 3,0 | 176 | - | ||||
7,37 | Р110 | 96,38 | 3,0 | 201 | - | ||||
127,00 | 6,43 | J55, K55 | 110,96 | 141,30 | 3,0 | 92,08 | 157 | 262 | 20 |
7,52 | J55, K55 | 108,78 | 3,0 | 169 | 282 | ||||
7,52 | L80 тип 1, N80 | 108,78 | 3,5 | 222 | 370 | ||||
9,19 | L80 тип 1, N80 | 105,44 | 3,5 | 298 | 498 | ||||
7,52 | С90 | 108,78 | 3,0 | 268 | - | ||||
9,19 | С90 | 105,44 | 3,0 | 323 | - | ||||
7,52 | R95, Т95 | 108,78 | 3,5 | 274 | - | ||||
9,19 | R95, Т95 | 105,44 | 3,5 | 329 | - | ||||
7,52 | Р110 | 108,78 | 3,5 | 282 | - | ||||
9,19 | Р110 | 105,44 | 3,5 | 336 | - | ||||
139,70 | 6,98 | J55, K55 | 122,56 | 153,67 | 3,0 | 95,25 | 220 | 366 | 25 |
7,72 | J55, K55 | 121,08 | 3,0 | 260 | 434 | ||||
7,72 | L80 тип 1, N80 | 121,08 | 4,0 | 325 | 542 | ||||
9,17 | L80 тип 1, N80 | 118,18 | 4,0 | 370 | 618 | ||||
7,72 | С90 | 121,08 | 3,0 | 244 | - | ||||
9,17 | С90 | 118,18 | 3,0 | 278 | - | ||||
7,72 | R95, Т95 | 121,08 | 3,5 | 301 | - | ||||
9,17 | R95, Т95 | 118,18 | 3,5 | 340 | - | ||||
7,72 | Р110 | 121,08 | 4,0 | 366 | - | ||||
9,17 | Р110 | 118,18 | 4,0 | 408 | - | ||||
168,28 | 7,32 | J55, K55 | 150,46 | 187,71 | 3,0 | 104,78 | 220 | 365 | 30 |
8,84 | J55, K55 | 147,22 | 3,0 | 274 | 457 | ||||
8,84 | L80 тип 1, N80 | 147,22 | 4,0 | 450 | 751 | ||||
10,59 | L80 тип 1, N80 | 143,92 | 4,0 | 525 | 876 | ||||
12,06 | L80 тип 1, N80 | 140,98 | 4,0 | 579 | 965 | ||||
8,84 | С90 | 147,22 | 4,0 | 476 | - | ||||
10,59 | С90 | 143,92 | 4,0 | 553 | - | ||||
12,06 | С90 | 140,98 | 4,0 | 611 | - | ||||
8,84 | R95, Т95 | 147,22 | 4,0 | 483 | - | ||||
10,59 | R95, Т95 | 143,92 | 4,0 | 557 | - | ||||
12,06 | R95, Т95 | 140,98 | 4,0 | 614 | - | ||||
8,84 | Р110 | 147,22 | 4,5 | 565 | - | ||||
10,59 | Р110 | 143,92 | 4,5 | 655 | - | ||||
12,06 | Р110 | 140,98 | 4,5 | 721 | - | ||||
177,80 | 8,05 | J55, K55 | 158,52 | 200,03 | 4,0 | 107,95 | 321 | 536 | 35 |
9,19 | J55, K55 | 156,24 | 4,0 | 370 | 617 | ||||
8,05 | L80 тип 1, N80 | 158,52 | 5,5 | 561 | 936 | ||||
9,19 | L80 тип 1, N80 | 156,24 | 5,5 | 659 | 1098 | ||||
10,36 | L80 тип 1, N80 | 153,90 | 5,5 | 736 | 1226 | ||||
11,51 | L80 тип 1, N80 | 151,61 | 5,5 | 793 | 1322 | ||||
8,05 | С90 | 158,52 | 4,5 | 480 | - | ||||
9,19 | С90 | 156,24 | 4,5 | 548 | - | ||||
10,36 | С90 | 153,90 | 4,5 | 609 | - | ||||
11,51 | С90 | 151,61 | 4,5 | 663 | - | ||||
8,05 | R95, Т95 | 158,52 | 4,5 | 489 | - | ||||
9,19 | R95, Т95 | 156,24 | 4,5 | 556 | - | ||||
10,36 | R95, Т95 | 153,90 | 4,5 | 617 | - | ||||
11,51 | R95, Т95 | 151,61 | 4,5 | 670 | - | ||||
9,19 | Р110 | 156,24 | 5,0 | 643 | - | ||||
10,36 | Р110 | 153,90 | 5,0 | 712 | - | ||||
11,51 | Р110 | 151,61 | 5,0 | 769 | - | ||||
193,68 | 8,33 | J55, K55 | 173,84 | 215,90 | 3,5 | 111,12 | 331 | 550 | 40 |
8,33 | L80 тип 1, N80 | 173,84 | 5,0 | 654 | 1090 | ||||
9,52 | L80 тип 1, N80 | 171,46 | 5,0 | 767 | 1279 | ||||
10,92 | L80 тип 1, N80 | 168,66 | 5,0 | 880 | 1466 | ||||
12,70 | L80 тип 1, N80 | 165,10 | 5,0 | 999 | 1665 | ||||
8,33 | С90 | 173,84 | 4,5 | 555 | - | ||||
9,52 | С90 | 171,46 | 4,5 | 637 | - | ||||
10,92 | С90 | 168,66 | 4,5 | 721 | - | ||||
12,70 | С90 | 165,10 | 4,5 | 813 | - | ||||
8,33 | R95, Т95 | 173,84 | 4,5 | 565 | - | ||||
9,52 | R95, Т95 | 171,46 | 4,5 | 645 | - | ||||
10,92 | R95, Т95 | 168,66 | 4,5 | 728 | - | ||||
12,70 | R95, Т95 | 165,10 | 4,5 | 818 | - | ||||
9,52 | Р110 | 171,46 | 5,0 | 747 | - | ||||
193,68 | 10,92 | Р110 | 168,66 | 5,0 | 841 | - | |||
12,70 | Р110 | 165,10 | 5,0 | 942 | - | ||||
219,08 | 8,94 | J55, K55 | 198,02 | 244,48 | 3,5 | 120,65 | 415 | 691 | 50 |
10,16 | J55, K55 | 195,58 | 3,5 | 483 | 804 | ||||
10,16 | L80 тип 1, N80 | 195,58 | 5,5 | 832 | 1388 | ||||
11,43 | L80 тип 1, N80 | 193,04 | 5,5 | 891 | 1485 | ||||
12,70 | L80 тип 1, N80 | 190,50 | 5,5 | 999 | 1666 | ||||
14,15 | L80 тип 1, N80 | 187,60 | 5,5 | 1079 | 1798 | ||||
10,16 | С90 | 195,58 | 4,5 | 881 | - | ||||
11,43 | С90 | 193,04 | 4,5 | 980 | - | ||||
12,70 | С90 | 190,50 | 4,5 | 1070 | - | ||||
14,15 | С90 | 187,60 | 4,5 | 1162 | - | ||||
10,16 | R95, Т95 | 195,58 | 5,0 | 936 | - | ||||
11,43 | R95, Т95 | 193,04 | 5,0 | 1047 | - | ||||
12,70 | R95, Т95 | 190,50 | 5,0 | 1143 | - | ||||
14,15 | R95, Т95 | 187,60 | 5,0 | 1239 | - | ||||
11,43 | Р110 | 193,04 | 5,5 | 1083 | - | ||||
12,70 | Р110 | 190,50 | 5,5 | 1222 | - | ||||
14,15 | Р110 | 187,60 | 5,5 | 1322 | - | ||||
244,48 | 8,94 | J55, K55 | 222,63 | 269,88 | 3,5 | 127,00 | 533 | 687 | 55 |
10,03 | J55, K55 | 220,45 | 3,5 | 595 | 776 | ||||
10,03 | L80 тип 1, N80 | 220,45 | 5,5 | 912 | 1520 | ||||
11,05 | L80 тип 1, N80 | 218,41 | 5,5 | 1040 | 1733 | ||||
11,99 | L80 тип 1, N80 | 216,54 | 5,5 | 1116 | 1859 | ||||
13,84 | L80 тип 1, N80 | 215,90 | 5,5 | 1251 | 2087 | ||||
10,03 | С90 | 220,45 | 5,0 | 915 | - | ||||
11,05 | С90 | 218,41 | 5,0 | 999 | - | ||||
11,99 | С90 | 216,54 | 5,0 | 1071 | - | ||||
13,84 | С90 | 215,90 | 5,0 | 1340 | - | ||||
10,03 | R95, Т95 | 220,45 | 5,5 | 1033 | - | ||||
11,05 | R95, Т95 | 218,41 | 5,5 | 1129 | - | ||||
11,99 | R95, Т95 | 216,54 | 5,5 | 1211 | - | ||||
13,84 | R95, Т95 | 215,90 | 5,5 | 1318 | - | ||||
11,05 | Р110 | 218,41 | 6,0 | 1239 | - | ||||
11,99 | Р110 | 216,54 | 6,0 | 1326 | - | ||||
13,84 | Р110 | 215,90 | 6,0 | 1481 | - | ||||
| |||||||||
Таблица С.84 SR23.1 - Химический состав стали группы прочности L80 тип 1, обладающей стойкостью к SSC | |||||||||||||||
Класс проч- | Группа проч- | Массовая доля элементов в стали, % | |||||||||||||
Углерод | Марганец | Молибден | Хром | Нике- | Медь | Фосс- | Сера | Крем- | |||||||
Не менее | Не более | Не менее | Не более | Не менее | Не более | Не менее | Не более | ||||||||
Не более | |||||||||||||||
2 | L80 тип 1 | - | 0,35 | - | 1,20 | 0,10 | 0,50 | - | 1,50 | 0,25 | 0,35 | 0,020 | 0,010 | - | |
| |||||||||||||||
Приложение D
(обязательное)
Рисунки
|

_______________
На расстоянии
, равном
![]() мм от каждого торца труб групп прочности Н40, J55, K55 и М65 наружным диаметром 406,40; 425,45; 473,08 и 508,00 мм с резьбовым соединением SC и наружным диаметром 508,00 мм с резьбовым соединением LC, должен быть нанесен клеймением знак свинчивания в виде равностороннего треугольника высотой 9,52 мм.
мм от каждого торца труб групп прочности Н40, J55, K55 и М65 наружным диаметром 406,40; 425,45; 473,08 и 508,00 мм с резьбовым соединением SC и наружным диаметром 508,00 мм с резьбовым соединением LC, должен быть нанесен клеймением знак свинчивания в виде равностороннего треугольника высотой 9,52 мм.
- расстояние от торца трубы до основания треугольного клейма;
- ширина плоскости торца муфты;
- внутренний диаметр трубы;
- диаметр расточки в плоскости торца муфты;
- наружный диаметр трубы;
- наружный диаметр обычной муфты;
- длина муфты;
- толщина стенки трубы
Примечание - Размеры труб указаны в таблице С.24, размеры муфт - в таблице С.33, значение и параметры резьбового соединения - в ГОСТ 34057.
(Поправка. ИУС N 8-2018).
Рисунок D.1 - Обсадные трубы и муфта с резьбовыми соединениями SC и LC
|

_______________
Наружная и внутренняя кромки торцов специальной муфты должны быть скруглены или притуплены.
Если это указано в заказе, то на обоих концах специальной муфты должна быть выполнена специальная фаска под углом 10°.
На расстоянии
от каждого торца трубы должен быть нанесен клеймением знак свинчивания в виде равностороннего треугольника высотой 9,52 мм. Если в заказе не указано иное, вместо треугольного знака свинчивания может быть нанесена краской белого цвета поперечная полоса размером 9,5х75,0 мм.
- расстояние от торца трубы до основания треугольного клейма;
- ширина плоскости торца муфты;
- внутренний диаметр трубы;
- диаметр фаски в плоскости торца муфты;
- наружный диаметр трубы;
- наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
- длина муфты;
- толщина стенки трубы;
- радиус скругления торца трубы
Примечание - Размеры труб указаны в таблице С.24, размеры муфт - в таблице С.34, расстояние и параметры резьбового соединения - в ГОСТ 34057.
(Поправка. ИУС N 8-2018).
Рисунок D.2 - Обсадные трубы и муфта с резьбовым соединением ВС
Примечание - Размеры труб указаны в таблице С.24, размеры муфт - в таблице С.35, размеры резьбового соединения - в ГОСТ 33758. Рисунок D.3 - Обсадные трубы и муфта с резьбовым соединением ОТТМ |

|

_______________
Наружные кромки торцов специальной муфты должны быть скруглены радиусом не более 1,0 мм.
На обычной муфте вместо фаски может выть выполнено округление кромки торцов радиусом не более 1,0 мм.
- ширина плоскости торца муфты;
- внутренний диаметр трубы;
- внутренний диаметр муфты;
- диаметр фаски в плоскости торца муфты;
- наружный диаметр трубы;
- наружный диаметр специальной муфты;
- наружный диаметр обычной муфты;
- длина муфты;
- толщина стенки трубы;
- радиус округления торца трубы
Примечание - Размеры труб указаны в таблице С.24, размеры муфт - в таблице С.36, размеры резьбового соединения - в ГОСТ 33758.
Рисунок D.4 - Обсадные трубы и муфта с резьбовым соединением ОТТГ
|
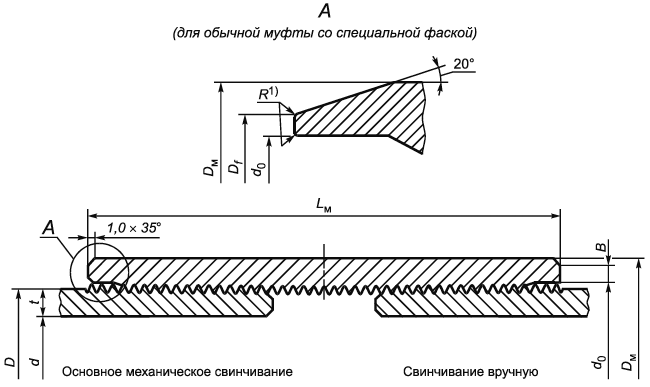
_______________
Наружная и внутренняя кромки торцов плоскостей обычной муфты со специальной фаской должны быть притуплены или скруглены.
- ширина плоскости торца муфты;
- внутренний диаметр трубы;
- диаметр расточки в плоскости торца муфты;
- наружный диаметр трубы;
- диаметр специальной фаски в плоскости торца муфты;
- наружный диаметр обычной муфты;
- длина муфты;
- толщина стенки трубы;
- радиус скругления торца трубы
Примечания
1 Если это указано в заказе, то на обоих концах обычной муфты должна быть выполнена специальная фаска под углом 20°. |
2 Размеры труб указаны в таблице С.25, размеры муфт - в таблицах С.37 и С.39, параметры резьбового соединения - в ГОСТ 34057 и ГОСТ 33758.
(Поправка. ИУС N 8-2018).
Рисунок D.5 - Насосно-компрессорные трубы и муфта с резьбовыми соединениями NU и НКТН
|

_______________
Наружная и внутренняя кромки торцов обычной муфты со специальной фаской и специальной муфты должны быть скруглены или притуплены.
Если это указано в заказе, должно быть выполнено скругление торцов трубы радиусом
, указанным в таблице D.1.
Таблица D.1
В миллиметрах
Наружный диаметр трубы | Радиус скругления торца |
60,32 | 2,4 |
73,02 | 2,4 |
88,90 | 3,2 |
114,30 | 3,2 |
| |
- ширина плоскости торца муфты;
- внутренний диаметр трубы;
- диаметр расточки в плоскости торца муфты;
- наружный диаметр трубы;
- наружный диаметр высаженного участка трубы;
- наружный диаметр специальной муфты;
- диаметр специальной фаски в плоскости торца муфты;
- наружный диаметр обычной муфты;
- расстояние от торца трубы до конца переходного участка;
- длина высаженного участка, расстояние от торца трубы до начала переходного участка;
- расстояние от конца переходного участка до начала тела трубы;
- длина муфты;
- толщина стенки трубы;
- радиус скругления торца трубы
Примечания
1 Если это указано в заказе, то на обоих концах обычной муфты должна быть выполнена специальная фаска под углом 20°. |
2 Размеры труб указаны в таблицах С.25, С.26 и С.27, размеры муфт - в таблицах С.38 и С.40, параметры резьбового соединения - в ГОСТ 34057 и ГОСТ 33758.
(Поправка. ИУС N 8-2018).
Рисунок D.6 - Насосно-компрессорные трубы и муфта с резьбовыми соединениями EU и НКТВ
Примечание - Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.41, размеры резьбового соединения - в ГОСТ 33758**. Рисунок D.7 - Насосно-компрессорные трубы и муфта с резьбовым соединением НКМ |

|
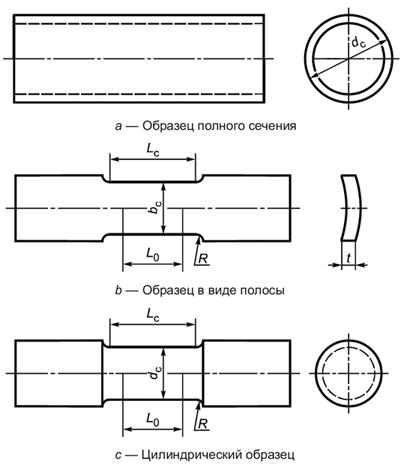
- ширина рабочей части;
- диаметр рабочей части;
- рабочая длина;
- расчетная длина;
- радиус галтели;
- толщина стенки изделия
Рисунок D.8 - Образцы для испытаний на растяжение
Примечание - При испытаниях образцов в виде полосы без применения криволинейных захватов см. 10.4.5.
Таблица D.2
В миллиметрах
Показатель | Образец в виде полосы | Цилиндрический образец диаметром рабочей части | |
12,5 | 9,0 | ||
Расчетная длина | 50,0 | 62,5 | 45,0 |
Ширина | 40,0 | 12,5 | 9,0 |
Радиус галтели | 25 | 10 | 8 |
Рабочая длина | 57 | 75 | 54 |
Рисунок D.8, лист 2
|

1 - кольцевая проба для контроля твердости по толщине стенки толщиной не менее 6,4 мм (рисунок D.10); 2 - проба для испытаний на растяжение; 3 - проба для испытаний на ударный изгиб (рисунок D.11); 4 - проба для контроля поверхностной твердости толщиной не менее 6,4 мм, отбираемая от пробы для испытаний на растяжение перед подготовкой образцов для испытаний
Примечание - Кольцевая проба для контроля твердости по толщине стенки для муфтовых заготовок, подвергаемых термообработке в виде отдельных изделий, должна быть отобрана из середины длины муфтовой заготовки.
Рисунок D.9 - Расположение проб для испытаний, отбираемых от изделий
|

1 - отпечаток посередине стенки; 2 - отпечаток вблизи наружной поверхности; 3 - отпечаток вблизи внутренней поверхности; 4 - отпечатки на контрольном сегменте; 5 - альтернативное расположение рядов отпечатков; 6 - отпечатки в одном ряду
Примечания
1 Отпечатки вблизи наружной и внутренней поверхности должны быть выполнены на расстоянии от 2,5 до 3,8 мм от поверхности. Расстояние от центра отпечатка до поверхности образца не должно быть менее двух с половиной диаметров отпечатка, а расстояние от центра отпечатка до центра другого отпечатка - менее трех диаметров отпечатка.
2 Средним значением твердости является среднее значение трех измерений твердости по Роквеллу в одном ряду.
3 Результаты измерений твердости по Роквеллу называют числами твердости по Роквеллу.
4 При контроле твердости тонкостенных труб допускается альтернативное расположение рядов, труб толщиной стенки менее 7,62 мм - расположение отпечатков только посередине стенки образца.
Рисунок D.10* - Контроль твердости по толщине стенки
________________
* Поправка (ИУС N 8-2018)
|

1 - продольный образец; 2 - поперечный образец
Примечание - Образцы по возможности должны иметь сечение 10х10 мм. Надрез на образце должен быть расположен перпендикулярно оси трубы (перпендикулярно поверхности трубы).
Рисунок D.11 - Ориентация образцов для испытаний на ударный изгиб
|

1 - кривизна поверхности, обусловленная наружным диаметром изделия; - толщина стенки изделия
Рисунок D.12 - Допустимая кривизна образцов для испытаний на ударный изгиб
|
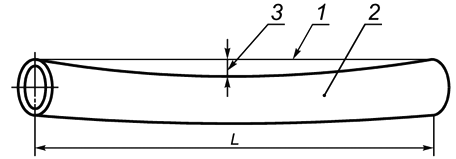
1 - струна или проволока; 2 - труба; 3 - отклонение от прямолинейности; - общая длина трубы
Рисунок D.13 - Измерения прямолинейности по всей длине
|

1 - поверочная линейка, длиной не менее 1,8 м; 2 - труба; 3 - отклонение от прямолинейности
Рисунок D.14 - Измерения концевой прямолинейности
Примеры
1 Маркировка изготовленной по ГОСТ 31446 в 2016 г. во втором квартале (62) насосно-компрессорной трубы наружным диаметром 73,02 мм, толщиной стенки 5,51 мм, группы прочности N80 тип 1 (N1), нетермообработанной, сварной (Е), соответствующей требованиям PSL-2 (L2), испытанной давлением 66,5 МПа (Р66,5), с резьбовым соединением НКТВ, нарезанным изготовителем, проконтролированной стандартной оправкой (D), поставляемой без муфты.
|

Маркировка краской (на расстоянии не менее 0,6 м от любого торца трубы)
|

Маркировка клеймением - необязательная (в пределах 0,3 м на любом конце трубы)
2 Маркировка изготовленной по ГОСТ 31446 в 2017 г. в ноябре месяце (711) насосно-компрессорной трубы с высаженным наружу концами, без резьбы (UF), наружным диаметром 73,02 мм, толщиной стенки 7,82 мм, группы прочности L80 тип 1 (L), бесшовной (S), соответствующей требованиям PSL-1 и дополнительному требованию SR2 (S2), испытанной давлением 94,5 МПа (Р94,5), проконтролированной стандартной оправкой (D).
|

Маркировка краской (на расстоянии не менее 0,6 мм от любого торца трубы)
3 Маркировка изготовленной по ГОСТ 31446 в 2015 г. в первом квартале (51) трубной заготовки для муфт (CS) с резьбовым соединением (SC), наружным диаметром 187,71 мм, толщиной стенки 18,65 мм, группы прочности С90 (С90-1), соответствующей требованиям PSL-3 (L3), с порядковым номером 201.
|

Маркировка краской (на расстоянии не менее 0,6 м от любого торца заготовки)
|

Маркировка клеймением - необязательная (в пределах 0,3 м на любом конце заготовки)
Рисунок D.15 - Примеры и последовательность маркировки изделий для изготовителей и нарезчиков резьбы в соответствии с разделом 11 и таблицей С.76
4 Маркировка изготовленной по ГОСТ 31446 в 2015 г. в четвертом квартале (54), поставляемой отдельно обычной муфты для насосно-компрессорных труб наружным диаметром 73,02 мм и толщиной стенки 5,51 мм, группы прочности J55 (J), нормализованной (Z), соответствующей требованиям PSL-1, с резьбовым соединением NU или EU (NU/EU), подвергнутой только визуальному контролю (V).
Примечание - Маркировка на муфту может быть нанесена в продольном направлении или в поперечном направлении посередине муфты.
|

5 Маркировка изготовленной по ГОСТ 31446 в 2017 г. в третьем квартале (73) обсадной трубы наружным диаметром 244,48 мм и толщиной стенки 13,84 мм, группы прочности Р110 (Р), сварной (Е), соответствующей требованиям PSL-1 и дополнительному требованию SR16 по работе удара не менее 30 Дж и испытаниями при минус 18°С (S16 30-18С), испытанной давлением 69 МПа (Р69), с резьбовым соединением ВС (ВС), проконтролированной альтернативной оправкой диаметром 215,9 мм (DA215,9), поставляемой с изготовленной по ГОСТ 31446 в 2017 г. в третьем квартале (73) обычной муфтой, группы прочности Р110 (Р), соответствующей требованиям PSL-1, с оловянным антизадирным покрытием резьбового соединения (Т).
Примечание - Маркировка на муфту может быть нанесена в продольном направлении или в поперечном направлении посередине муфты.
|

Маркировка краской муфты и трубы (на расстоянии не менее чем 0,6 м от торца муфты)
|

Маркировка клеймением муфты и трубы - необязательная (не менее чем в пределах 0,3 м от торца муфты)
6 Маркировка, нанесенная нарезчиком на изготовленную по ГОСТ 31446 насосно-компрессорную трубу, нарезанную в 2016 г. в декабре месяце (612), имеющую наружный диаметр 60,32 мм и толщину стенки 4,24 мм, группу прочности J55 (J), с резьбовым соединением NU (NU), испытанную альтернативным давлением 43,5 МПа (Р43,5).
Примечание - Маркировку наносят дополнительно к маркировке, нанесенной изготовителем трубы.
|

Маркировка краской (рядом с резьбой), нанесенная нарезчиком
Рисунок D.15, лист 2
7 Маркировка изготовленной по ГОСТ 31446 в 2015 г. во втором квартале (52) поставляемой отдельно комбинированной специальной муфты (С) для обсадных труб наружным диаметром 114,30 мм и толщиной стенки 6,35 мм, группы прочности К55 (К), термообработанной по режиму закалки с отпуском (Q), соответствующей требованиям PSL-2 (L2), с резьбовыми соединениями ВС или ОТТГ (ВС/ОТТГ). Примечание - Маркировка на муфту может быть нанесена в продольном направлении или в поперечном направлении посередине муфты.
8 Маркировка изготовленного по ГОСТ 31446 в 2016 г. в четвертом квартале (64) переводника со специальной отделкой одного из концов (SF), наружным диаметром 273,05 мм и толщиной стенки 10,16 мм, группы прочности Р110 (Р), соответствующего требованиям PSL-2 (L2), испытанного давлением 69,0 МПа (Р69), с резьбовым соединением муфтового конца ВС и резьбовым соединением ниппельного конца XXX (ВС/ХХХ), проконтролированного альтернативной оправкой диаметром 250,32 мм (DA250,3), поставляемого с навинченной муфтой, изготовленной по ГОСТ 31446 в 2016 г. в четвертом квартале (64), группы прочности Р110 (Р), соответствующей требованиям PSL-2 (L2). Примечание - Маркировка на муфту и короткий переводник может быть нанесена в продольном направлении или в поперечном направлении посередине муфты или переводника.
9 Маркировка изготовленной по ГОСТ 31446 в 2015 г. в первом квартале (51) заготовки для соединительных деталей (AM) с резьбовым соединением ВС (ВС), наружным диаметром 219,08 мм, толщиной стенки 8,94 мм, группы прочности Т95 (Т95-1), соответствующей требованиям PSL-2 (L2), испытанной давлением 43,0 МПа (Р43), с порядковым номером 25.
|





|

- ширина надреза;
- глубина надреза;
- диаметр сквозного сверленого отверстия;
- диаметр плоскодонного отверстия;
- расстояние, равное (90±1,5)% минимальной толщины стенки
Примечания
1 Ширина, глубина и длина надреза, диаметр сквозного сверленого отверстия и диаметр плоскодонного отверстия указаны в таблице С.72.
2 Параметры надреза по А.6.5.4 SR11.5.4:
- общая длина для контроля методом вихревых токов - не более 38,1 мм;
- длина надреза полной глубины для контроля ультразвуковым методом - не более 50,8 мм;
- длина надреза для контроля методом рассеяния магнитного потока - должна быть выбрана в зависимости от оборудования так, чтобы обеспечить воспроизводимый сигнал при прохождении стандартного образца через оборудование со скоростью прохождения контролируемой трубы. Для обеспечения воспроизводимости результатов контроля стандартный образец должен пройти через оборудование не менее трех раз.
Рисунок D.16 - Искусственные дефекты
|
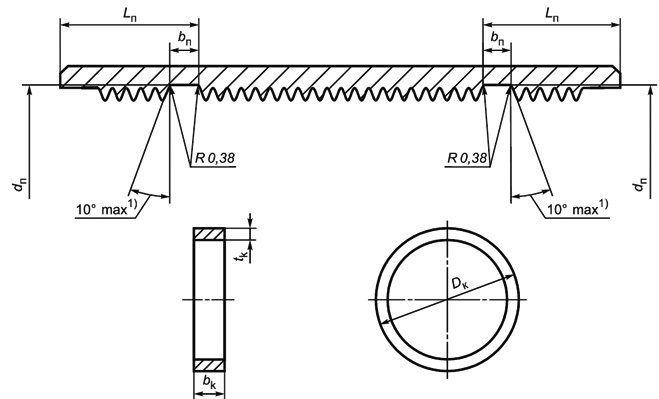
_______________
Угол наклона по выбору изготовителя.
- ширина кольца;
- ширина проточки;
- диаметр проточки;
- наружный диаметр кольца;
- расстояние от торца муфты до края проточки;
- толщина кольца
Примечание - Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм.
Таблица D.3
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
114,30 | 34,9 | 4,78 | 114,63 | 115,27 | 2,54 | 3,96 |
127,00 | 38,1 | 4,78 | 127,13 | 127,76 | 2,54 | 3,96 |
139,70 | 38,1 | 4,78 | 139,83 | 140,46 | 2,54 | 3,96 |
168,28 | 44,5 | 4,78 | 168,00 | 168,63 | 2,54 | 3,96 |
177,80 | 44,5 | 4,78 | 177,52 | 178,16 | 2,54 | 3,96 |
193,68 | 44,5 | 4,78 | 193,29 | 193,93 | 2,54 | 3,96 |
219,09 | 47,6 | 4,78 | 218,52 | 219,15 | 2,54 | 3,96 |
244,48 | 47,6 | 4,78 | 243,92 | 244,55 | 2,54 | 3,96 |
273,03 | 44,5 | 4,78 | 272,67 | 273,30 | 2,54 | 3,96 |
298,45 | 47,6 | 4,78 | 297,89 | 298,53 | 2,54 | 3,96 |
339,72 | 57,2 | 4,78 | 338,56 | 339,19 | 2,54 | 3,96 |
406,40 | 69,9 | 4,78 | 404,44 | 405,08 | - | 3,96 |
473,08 | 69,9 | 4,78 | 471,12 | 471,75 | 2,54 | 3,96 |
508,00 | 69,9 | 4,78 | 506,04 | 506,68 | 2,54 | 3,96 |
Рисунок D.17 - SR13.1 Муфта с проточками под уплотнительные кольца для обсадных труб с резьбовыми соединениями SC и LC
|

_______________
Угол наклона по выбору изготовителя.
- ширина кольца;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- расстояние от торца муфты до края проточки;
- толщина кольца
Примечание - Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм.
Таблица D.4
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
114,30 | 76,2 | 4,78 | 115,21 | 115,85 | 2,54 | 3,96 |
127,00 | 81,0 | 4,78 | 127,46 | 128,09 | 2,54 | 3,96 |
139,70 | 81,0 | 4,78 | 140,16 | 140,79 | 2,54 | 3,96 |
146,05 | 81,00 | 4,78 | 146,50 | 147,12 | 2,54 | 3,96 |
168,28 | 81,0 | 4,78 | 168,73 | 169,37 | 2,54 | 3,96 |
177,80 | 82,6 | 4,78 | 178,16 | 178,79 | 2,54 | 3,96 |
193,68 | 85,7 | 4,78 | 193,85 | 194,49 | 2,54 | 3,96 |
219,09 | 85,7 | 4,78 | 219,25 | 219,89 | 2,54 | 3,96 |
244,48 | 85,7 | 4,78 | 244,65 | 245,29 | 2,54 | 3,96 |
273,05 | 85,7 | 4,78 | 273,23 | 273,86 | 2,54 | 3,96 |
298,45 | 88,9 | 4,78 | 298,42 | 299,06 | 2,54 | 3,96 |
323,85 | 92,1 | 4,78 | 323,62 | 324,25 | 2,54 | 3,96 |
339,72 | 95,3 | 4,78 | 339,29 | 339,93 | 2,54 | 3,96 |
Рисунок D.18 - SR13.2 Муфта с проточками под уплотнительные кольца для обсадных труб с резьбовым соединением ВС
|

_______________
Угол наклона по выбору изготовителя.
- ширина кольца;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- расстояние от торца муфты до края проточки;
- толщина кольца
Примечание - Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм.
Таблица D.5
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
26,67 | 20,7 | 3,96 | 27,46 | 27,89 | 2,03 | 3,18 |
33,40 | 20,7 | 3,96 | 34,19 | 34,62 | 2,03 | 3,18 |
42,16 | 20,7 | 3,96 | 42,95 | 43,38 | 2,03 | 3,18 |
48,26 | 25,4 | 4,78 | 48,74 | 49,20 | 2,03 | 3,96 |
60,32 | 25,4 | 4,78 | 60,81 | 61,26 | 2,03 | 3,96 |
73,02 | 25,4 | 4,78 | 73,51 | 73,96 | 3,03 | 3,96 |
88,90 | 25,4 | 4,78 | 89,38 | 89,84 | 2,03 | 3,96 |
101,60 | 28,6 | 4,78 | 102,31 | 102,77 | 2,54 | 3,96 |
114,30 | 28,6 | 4,78 | 115,01 | 115,47 | 2,54 | 3,96 |
Рисунок D.19 - SR13.3 Муфта с проточками под уплотнительные кольца для насосно-компрессорных труб с резьбовыми соединениями NU и НКТН
|

_______________
Угол наклона по выбору изготовителя.
- ширина кольца;
- ширина проточки муфты;
- диаметр проточки муфты;
- наружный диаметр кольца;
- расстояние от торца муфты до края проточки;
- толщина кольца
Примечание - Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм.
Таблица D.6
В миллиметрах
Наружный диаметр трубы | Размер муфты | Размер кольца | ||||
|
|
|
|
|
| |
26,67 | 22,2 | 3,96 | 34,09 | 34,54 | 2,03 | 3,18 |
33,40 | 22,2 | 3,96 | 38,00 | 38,43 | 2,03 | 3,18 |
42,16 | 22,2 | 4,78 | 46,74 | 47,17 | 2,03 | 3,96 |
48,26 | 22,2 | 4,78 | 53,87 | 54,31 | 2,03 | 3,96 |
60,32 | 28,6 | 4,78 | 66,60 | 67,06 | 2,54 | 3,96 |
73,02 | 28,6 | 4,78 | 79,30 | 79,76 | 2,54 | 3,96 |
88,90 | 28,6 | 4,78 | 95,96 | 96,42 | 2,54 | 3,96 |
101,60 | 28,6 | 4,78 | 108,66 | 109,12 | 2,54 | 3,96 |
114,30 | 28,6 | 4,78 | 121,36 | 121,82 | 2,54 | 3,96 |
Рисунок D.20 - SR13.4 Муфта с проточками под уплотнительные кольца для насосно-компрессорных труб с резьбовыми соединениями EU и НКТВ
_______________
Примечание - Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм.
В миллиметрах | |||||||
Наружный диаметр трубы | Размер муфты | Размер кольца | |||||
|
|
|
|
|
| ||
139,70 | 60,0 | 139,1 | 4,78 | 139,73 | 2,54 | 3,96 | |
146,05 | 60,0 | 145,5 | 4,78 | 146,03 | 2,54 | 3,96 | |
168,28 | 64,0 | 67,5 | 4,78 | 168,03 | 2,54 | 3,96 | |
177,80 | 68,0 | 177,0 | 4,78 | 177,63 | 2,54 | 3,96 | |
193,68 | 72,0 | 192,5 | 4,78 | 193,13 | 2,54 | 3,96 | |
219,09 | 78,0 | 217,4 | 4,78 | 218,03 | 2,54 | 2,96 | |
244,48 | 78,0 | 242,8 | 4,78 | 243,43 | 2,54 | 3,96 | |
273,05 | 78,0 | 271,4 | 4,78 | 272,03 | 2,54 | 3,96 | |
298,45 | 78,0 | 296,8 | 4,78 | 297,43 | 2,54 | 3,96 | |
323,85 | 78,0 | 322,2 | 4,78 | 322,83 | 2,54 | 3,96 | |
339,72 | 78,0 | 338,1 | 4,78 | 338,73 | 2,54 | 3,96 | |
| |||||||

|

1 - полоса краской зеленого цвета шириной приблизительно 9,5 мм и длиной приблизительно 75 мм; 2 - полоса краской шириной приблизительно 25 мм и длиной до 600 мм, но не менее 100 мм, если муфта будет установлена изготовителем; 3 - треугольное клеймо (равносторонний треугольник с высотой 9,52 мм); - общая длина резьбы;
- максимальная длина свинчивания (от торца трубы до вершины треугольного клейма)
Примечание - Значения |
(Поправка. ИУС N 8-2018).
Таблица D.8
В миллиметрах
Наружный диаметр труб | Общая длина резьбы | Максимальная длина свинчивания |
114,30 | 76,20 | 82,55 |
127,00 | 85,73 | 92,11 |
139,70 | 88,90 | 95,25 |
168,28 | 98,43 | 104,78 |
177,80 | 101,60 | 107,95 |
193,68 | 104,78 | 111,13 |
219,08 | 114,30 | 120,65 |
244,48 | 120,65 | 127,00 |
Рисунок D.22 - SR22.1 Маркировка краской (на промысловом конце трубы) и треугольный знак свинчивания (на заводском и промысловом концах трубы) на трубах с резьбовым соединением LC повышенной герметичности
|

а - Вариант 1 - Конец трубы без расточки по внутреннему диаметру
|

b - Вариант 2 - Конец трубы с расточкой по внутреннему диаметру
_______________
Острая кромка должна быть притуплена.
- внутренний диаметр трубы;
- диаметр специальной оправки;
- диаметр расточки в плоскости торца конца трубы;
- длина расточки;
- угол расточки
Таблица D.9
В миллиметрах
Вариант 1 - Конец трубы без расточки по внутреннему диаметру | Вариант 2 - Конец трубы с расточкой по внутреннему диаметру | |||||||||
Наруж- | Толщи- | Диаметр специа- | Внутре- | Наруж- | Толщи- | Диаметр специа- | Внутре- | Длина расточки | Диаметр расточки | Угол расточки |
177,80 | 8,05 | 160,68 | 161,70 | 177,80 | 8,05 | 158,75 | 161,70 | 101,60 | 162,56 | От 2 до 15° |
177,80 | 11,51 | 154,18 | 154,79 | 177,80 | 11,51 | 152,40 | 154,79 | 101,60 | 157,48 | От 2 до 15° |
219,08 | 8,94 | 201,96 | 201,19 | 219,08 | 8,94 | 200,02 | 201,19 | 114,30 | 204,47 | От 2 до 15° |
219,08 | 11,43 | 195,61 | 196,22 | 219,08 | 11,43 | 193,68 | 196,22 | 114,30 | 198,12 | От 2 до 15° |
244,48 | 10,03 | 224,18 | 224,41 | 244,48 | 10,03 | 222,25 | 224,41 | 120,65 | 227,33 | От 2 до 15° |
244,48 | 11,99 | 221,01 | 220,50 | 244,48 | 11,99 | 219,08 | 220,50 | 120,65 | 223,52 | От 2 до 15° |
244,48 | 13,84 | 217,83 | 216,79 | 244,48 | 13,84 | 215,90 | 216,79 | 120,65 | 220,98 | От 2 до 15° |
Рисунок D.23 - SR22.2 Дополнительные требования к конической расточке концов труб по внутреннему диаметру
Размеры в миллиметрах
|

а - Скругленный наконечник
|
b - Вид сверху
|

с - Вид сбоку
Рисунок D.24 - Пример типичного Г-образного инструмента
|

1 - стальная плита; 2 - образец; 3 - стальной пруток диаметром 38 мм; - не менее 0,3 м
Рисунок D.25 - Оборудование для испытаний на осевой удар
|
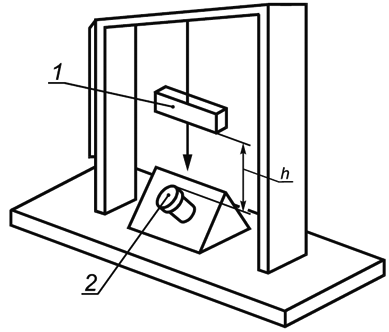
1 - стальная плита; 2 образец; - не менее 0,3 м
Рисунок D.26 - Оборудование для испытаний на удар под углом 45°
|

1 - резьбовая предохранительная деталь; 2 - участок трубы; 3 - устройство, для приложения осевой нагрузки
Рисунок D.27 - Оборудование для испытаний резьбы на срыв
1 - испытательный стенд; 2 - ниппельный конец трубы; 3 - ниппельная предохранительная деталь; 4 - муфта; 5 - муфтовая предохранительная деталь; 6 - направление движения Примечание - Настоящий рисунок, соответствующий [48], дополнен с целью уточнения описания испытаний на вибрационную устойчивость. Рисунок D.28 - Схема испытаний на вибрационную устойчивость |
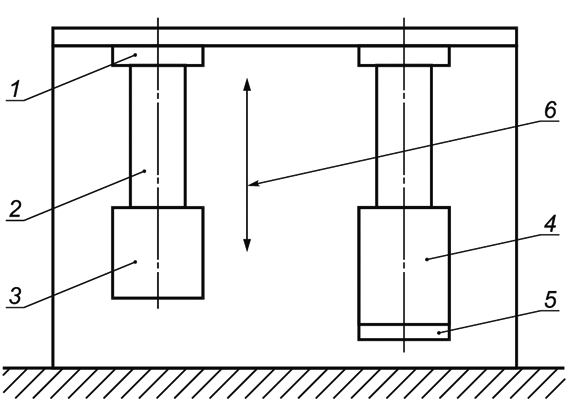
|

1 - полоса голубой краской на муфте с уплотнительными кольцами; 2 - полоса(ы), идентифицирующая(ие) группу прочности
Рисунок D.29 - Пример расположения полос в цветовой маркировке муфты с уплотнительными кольцами
|

1 - отбрасываемый отпечаток
Рисунок D.30 - Расположение отпечатков при контроле твердости на образце DCB
Приложение Е
(обязательное)
Перечень требований PSL-2 и PSL-3
Е.1 Общие положения
В настоящем приложении приведены требования PSL-2 и PSL-3 к изделиям всех групп прочности, кроме Н40, L80 тип 9Cr и С110, выполняемые, если это указано в заказе. Если это не указано в заказе, изделия могут быть изготовлены в соответствии с требованиями PSL-2 и PSL-3 по выбору изготовителя. Требования PSL-2 дополняют основные требования PSL-1 настоящего стандарта. Требования PSL-3 дополняют требования PSL-2 и PSL-1. В настоящем приложении требования PSL-3 применимы только к изделиям, изготавливаемым в соответствии с требованиями PSL-3. Требования PSL-2 применимы к изделиям, изготавливаемым в соответствии с требованиями PSL-2 и PSL-3.
Перечень требований PSL-2 и PSL-3 приведен в таблице Е.1 настоящего приложения.
Примечание - В круглых скобках после заголовков разделов и подразделов настоящего приложения указаны номера разделов, подразделов и пунктов настоящего стандарта, в которых приведены ссылки на дополнительные требования PSL-2 и (или) PSL-3.
Е.2 Термообработка
Е.2.1 Группы прочности J55, K55, K72, PSL-2 (6.2.2)
Изделия должны быть подвергнуты нормализации, нормализации и отпуску или закалке с отпуском по всему объему. Термообработка труб с высаженными концами должна быть проведена после высадки по всему объему.
Изделия после горячей прокатки на редукционном или калибровочном стане считают нормализованными при условии, что температура изделий в конце прокатки выше верхней критической температуры стали, а охлаждение происходит на воздухе.
Е.2.2 Группа прочности N80, PSL-3 (6.2.2)
В соответствии с требованиями PSL-3 изготавливают только изделия группы прочности N80 тип Q.
Е.3 Правка, PSL-2
Е.3.1 Группы прочности С90 и Т95 (6.3.4)
Изделия допускается подвергать холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений при температуре на 30-55°С ниже температуры окончательного отпуска или горячей ротационной правке при температуре конца правки не более чем на 165°С ниже температуры окончательного отпуска. При необходимости допускается подвергать изделия легкой правке под прессом.
Е.3.2 Группы прочности R95 и Р110 (6.3.1, 6.3.2)
Изделия допускается подвергать правке на правильном прессе или горячей правке на ротационной машине при температуре конца правки не ниже 400°С, если в заказе не указана другая, более высокая температура конца правки. Изделия допускается подвергать холодной ротационной правке, при условии проведения последующего нагрева для снятия напряжений при температуре не ниже 510°С.
Е.4 Химический состав
Е.4.1 Все группы прочности, кроме С110, PSL-2 (7.1) Изготовитель должен в документе о приемочном контроле по А.9 SR15 (SR15.1.3) привести химический состав стали (по анализу плавки и изделий, по первичному и повторному анализу, если применимо) с указанием массовой доли в процентах всех элементов, которые имеют ограничения или должны быть указаны по настоящему стандарту. |
Е.4.2 Группы прочности С90 и Т95, PSL-3 (7.1)
Изготовитель должен предварительно информировать заказчика о минимальном и максимальном содержании всех элементов, намеренно добавляемых в каждую плавку стали, независимо от цели такого добавления.
Е.5 Предел текучести изделий групп прочности Q125 и Q135, PSL-3 (7.2.3)
Максимальный предел текучести ![]() изделий группы прочности Q125 должен быть равен 965 МПа, группы прочности Q135 - 1033 МПа.
изделий группы прочности Q125 должен быть равен 965 МПа, группы прочности Q135 - 1033 МПа.
Е.6 Испытания на ударный изгиб
Е.6.1 Содержание вязкой составляющей в изломе образцов от изделий групп прочности N80, L80 тип 1, С90, R95, Т95, Р110, Q125 и Q135, PSL-2 (7.3.1)
Должно выполняться одно из следующих условий:
а) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб, определяемое в соответствии с [41], должно быть не менее 75%;
b) свойства изделий, превышающие установленные в перечислении а), должны быть подтверждены изготовителем по документированной процедуре (учитывающей в том числе отклонения химического состава, диаметра и толщины стенки) и результатами испытаний на ударный изгиб.
Если содержание вязкой составляющей менее 75% или соответствие свойств изделий не подтверждено, как указано в перечислении b), то изделия должны быть забракованы или для них должна быть построена переходная кривая, доказывающая, что изделия при указанной в настоящем стандарте температуре испытаний или при пониженной температуре, указанной в заказе, имеют свойства, превышающие установленные.
Е.6.2 Работа удара для труб, PSL-2
Е.6.2.1 Все группы прочности, кроме М65, Q125 и Q135 (7.5.1 и 7.5.3)
Испытаниям на ударный изгиб в соответствии с А.10 SR16 должны быть подвергнуты образцы от труб групп прочности J55, K55, K72 при температуре 21°С, других групп прочности - при температуре 0°С. Более низкая температура испытаний должна быть согласована между заказчиком и изготовителем.
Е.6.2.2 Группа прочности Q125 (7.5.4)
Образцы от труб группы прочности Q125 должны быть подвергнуты статистическим испытаниям на ударный изгиб в соответствии с А.7 SR12.
Е.7 Прокаливаемость изделий, подвергаемых закалке и отпуску
Е.7.1 Группа прочности L80 тип 1, PSL-2 (7.10.3)
Для каждого сочетания наружного диаметра и толщины стенки, плавки, режима аустенизации и закалки изделий, изготовленных за один производственный цикл, в состоянии после закалки до отпуска проводят контроль твердости по толщине стенки по документированной процедуре, предназначенной для подтверждения достаточности прокаливаемости изделий. Среднее значение твердости изделий (см. 10.6.10) должно быть равно или превышать твердость металла, содержащего в структуре не менее 90% мартенсита, рассчитанную по следующей формуле
![]() , (Е.1)
, (Е.1)
где ![]() - минимальное число твердости по шкале С Роквелла;
- минимальное число твердости по шкале С Роквелла;
% С - массовая доля углерода в химическом составе, %.
Е.7.2 Группы прочности С90 и Т95, PSL-3 (7.10.1)
Среднее значение твердости изделий (см. 10.6.10) должно быть равно или превышать твердость металла, содержащего в структуре не менее 95% мартенсита, рассчитанную по следующей формуле
![]() , (Е.2)
, (Е.2)
где ![]() - число твердости по шкале С Роквелла;
- число твердости по шкале С Роквелла;
% С - массовая доля углерода в химическом составе, %.
Для изделий толщиной стенки 30 мм и более между заказчиком и изготовителем могут быть согласованы альтернативные требования.
Е.8 Состояние внутренней поверхности труб группы прочности L80 тип 13Cr, PSL-2 (7.12)
Состояние внутренней поверхности труб должно соответствовать требованиям уровня Sa 2 по [49]. Для достижения требуемого состояния не допускается применять обработку поверхности материалами, используемыми для пескоструйной обработки, которые могут привести к загрязнению поверхности труб.
Е.9 Испытания на сульфидное растрескивание под напряжением, PSL-3 (7.14.1)
Е.9.1 Группы прочности С90 и Т95
При испытаниях на SSC по [9] методом А изготовитель должен подтвердить для каждой партии, определяемой по 10.2 и таблице С.43, что испытательное напряжение составляет не менее 90% минимального предела текучести при испытаниях трех образцов полного размера с расчетной частью диаметром 6,35 мм и не менее 81% минимального предела текучести
при испытаниях трех образцов меньшего размера с расчетной частью диаметром 3,81 мм, отобранных от трех изделий - по одному образцу от каждого изделия, выбранного из начала, середины и конца процесса термообработки партии. При подготовке к испытаниям следует применять требования к отбору изделий и образцов, приведенные в 10.10.3, включая произвольный отбор изделий от партии, если это согласовано между заказчиком и изготовителем.
Если результаты испытаний одного из образцов будут неудовлетворительными, допускается проведение повторных испытаний. Если результаты испытаний двух образцов будут неудовлетворительными, партия должна быть забракована. Повторные испытания могут быть проведены на двух дополнительных образцах, отобранных на участке изделия, расположенного рядом с участком отбора образцов для первичных испытаний. Если результаты повторных испытаний хотя бы одного из образцов будут неудовлетворительными, партия должна быть забракована. Забракованная партия может быть подвергнута повторной термообработке и испытана как новая партия.
По согласованию между заказчиком и изготовителем количество образцов от партии может быть уменьшено до одного при условии контроля процесса производства, обеспечивающего требуемую стойкость металла к SSC.
Е.9.2 Группа прочности L80 тип 13Cr
При испытаниях на SSC по [9] методом А изготовитель должен подтвердить для каждой плавки, что испытательное напряжение составляет не менее 80% минимального предела текучести ![]() или 442 МПа при испытаниях образцов полного размера с расчетной частью диаметром 6,35 мм и не менее 72% минимального предела текучести
или 442 МПа при испытаниях образцов полного размера с расчетной частью диаметром 6,35 мм и не менее 72% минимального предела текучести ![]() или 397 МПа при испытаниях образцов меньшего размера с расчетной частью диаметром 3,81 мм. Испытательный раствор должен иметь рН 3,5, парциальное давление сероводорода должно быть равно 10 кПа.
или 397 МПа при испытаниях образцов меньшего размера с расчетной частью диаметром 3,81 мм. Испытательный раствор должен иметь рН 3,5, парциальное давление сероводорода должно быть равно 10 кПа.
Е.10 Обработка резьбовых соединений с наружной резьбой, PSL-2 (8.12.5)
Резьбовые соединения с наружной резьбой должны быть подвергнуты абразивно-струйной обработке или другой соответствующей обработке, в том числе в процессе нарезания резьбы, достаточность которой для удаления металла, склонного к отслоению или приводящего к образованию задиров при свинчивании, согласована между заказчиком и изготовителем.
Е.11 Муфты с уплотнительными кольцами, PSL-2 (9.9)
Проточки под уплотнительные кольца на муфтах должны быть выполнены при той же настройке резьбонарезного станка, при которой проводилась механическая обработка резьбового соединения муфты. Эксцентриситет проточек под уплотнительные кольца должен быть не более 0,13 мм и подвергаться проверке при каждой настройке резьбонарезного станка. Эксцентриситет проточки под уплотнительное кольцо определяют по наибольшему расстоянию от дна проточки до образующей внутреннего диаметра резьбы в одном поперечном сечении муфты.
Е.12 Обработка резьбовых соединений с внутренней резьбой, PSL-2 (9.11.1)
Резьбовые соединения с внутренней резьбой должны быть подвергнуты абразивно-струйной обработке или другой соответствующей обработке, в том числе в процессе нарезания резьбы, достаточность которой для удаления металла, склонного к отслоению или приводящего к образованию задиров при свинчивании, согласована между заказчиком и изготовителем.
Е.13 Периодичность испытаний на растяжение обсадных и насосно-компрессорных труб группы прочности N80, PSL-2 (10.4.3)
Периодичность испытаний на растяжение обсадных и насосно-компрессорные труб группы прочности N80 должна соответствовать периодичности, установленной для группы прочности L80 тип 1.
Е.14 Контроль твердости, PSL-3
Е.14.1 Контроль твердости изделий групп прочности N80 тип Q, L80 тип 1, R95, Р110, Q125, Q135 (10.6.1, 10.6.4 и 10.6.8)
Изготовитель должен применять план контроля процесса и подтвердить, что этот контроль является достаточным для обеспечения соответствия механических свойств тела каждой трубы, каждого высаженного конца труб и каждой муфты требованиям настоящего стандарта. Если изготовитель не применяет план контроля, то он должен подвергнуть контролю поверхностной твердости тело каждой трубы, каждый высаженный конец труб и каждую муфту. Если в настоящем стандарте не установлены требования к твердости изделий, то они должны быть установлены изготовителем или согласованы между заказчиком и изготовителем.
Е.14.2 Отбор образцов от труб с невысаженными концами групп прочности С90 и Т95 (10.6.5)
Для контроля твердости от обоих концов каждой трубы должно быть отрезано по одному кольцевому образцу.
Е.15 Металлографический контроль сварных труб групп прочности J55, K55, М65, N80, L80 тип 1 и R95, PSL-2 (10.11)
Металлографический контроль сварного соединения, включая зону термического влияния при сварке, должен быть проведен в начале процесса сварки для труб каждого размера, а также не реже чем через каждые 4 ч процесса сварки и после существенного перерыва процесса сварки. Пробы отбирают до проведения термической обработки труб по всему объему, если применимо.
Е.16 Гидростатические испытания труб групп прочности J55, K55 и К72, PSL-2 (10.12.2)
Трубы наружным диаметром более 244,48 мм должны быть подвергнуты гидростатическим испытаниям при альтернативном давлении.
Е.17 Контроль толщины стенки (10.13.4)
Е.17.1 Требования PSL-2
Трубы должны быть подвергнуты контролю толщины стенки по всему объему с сохранением записей по результатам контроля. Автоматизированная система контроля должна обеспечивать охват контроля не менее 25% объема труб.
Е.17.2 Требования PSL-3
Трубы должны быть подвергнуты контролю толщины стенки с сохранением записей по результатам контроля. Автоматизированная система контроля должна обеспечивать охват контроля 100% объема труб. В записях по контролю должна быть указана минимальная толщина стенки каждой трубы. Прослеживаемость каждой трубы до результатов контроля требуется, только если это указано в заказе.
Е.18 Неразрушающий контроль
Е.18.1 Неразрушающий контроль по всему объему обсадных и насосно-компрессорных труб
Е.18.1.1 Группы прочности J55, K55, K72, PSL-2 (10.15.5)
а) Трубы должны быть подвергнуты контролю для выявления продольных дефектов наружной и внутренней поверхностей одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 4.
Е.18.1.2 Группы прочности М65 и N80, PSL-2 (10.15.6)
Трубы должны быть подвергнуты контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхностей одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 3.
Е.18.1.3 Группы прочности L80 тип 1, L80 тип 13Cr и R95, PSL-2 (10.15.6)
Трубы должны быть подвергнуты контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2. Магнито-порошковый метод допускается применять только как второй метод контроля труб.
Е.18.1.4 Группы прочности J55, K55, K72 и М65, PSL-3 (10.15.5 и 10.15.6)
Трубы должны быть подвергнуты контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхностей одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2. Магнитопорошковый метод допускается применять только как второй метод контроля труб.
Е.18.1.5 Группы прочности N80 тип Q, L80 тип 1, L80 тип 13Cr, R95, Р110 и Р110 по SR16, PSL-3 (10.15.6, 10.15.7 и 10.15.8)
Трубы должны быть подвергнуты контролю для выявления продольных и поперечных дефектов наружной и внутренней поверхностей ультразвуковым методом с уровнем приемки U2 по [31] или L2 по [32].
Кроме того, трубы должны быть подвергнуты контролю для выявления продольных дефектов наружной поверхности одним из методов, указанных в 10.15.9, с уровнем приемки 2.
Е.18.2 Неразрушающий контроль сварного соединения труб групп прочности К55 и М65, PSL-2 (10.15.10)
Контроль сварного соединения труб должен быть проведен после гидростатических испытаний ультразвуковым методом.
Е.18.3 Неразрушающий контроль концов труб, PSL-3 (10.15.13)
В отношении концов труб должны быть выполнены действия, указанные в 10.15.13, перечисление а) или с), в противном случае концы труб должны быть подвергнуты контролю после окончательной отделки концов (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем.
Е.18.4 Неразрушающий контроль трубных заготовок для муфт группы прочности R95, классы прочности 2, 3 и 4, PSL-2 (10.15.11)
Е.18.4.1 Несовершенства, допустимые до механической обработки На поверхности трубных заготовок для муфт с механической обработкой всей поверхности до механической обработки допускаются любые несовершенства при условии соответствия их поверхности после механической обработки требованиям к качеству поверхности, установленным в 9.12, и размерам муфт. |
Е.18.4.2 Последующая оценка
Несовершенства поверхности трубных заготовок для муфт могут быть подвергнуты дальнейшей оценке, как указано в 10.15.15, с учетом того, что площадь проекции неповерхностных несовершенств [см. 8.13.1, перечисление d)] должна быть не более 32 мм. В отношении трубных заготовок для муфт, имеющих дефекты, должны быть выполнены действия, предусмотренные в 10.15.18, в противном случае участок трубной заготовки для муфт с дефектом должен быть отрезан с учетом требований к длине изделий, указанных в заказе.
Е.18.4.3 Ультразвуковой контроль по толщине стенки
Трубные заготовки для муфт по всему объему должны быть подвергнуты контролю ультразвуковым методом продольными волнами при сканировании наружной поверхности для выявления дефектов по толщине стенки. На внутренней поверхности стандартного образца должно быть выполнено плоскодонное отверстие диаметром 6,4 мм, показанное на рисунке D.16. Контроль должен охватывать не менее 25% объема труб [см. 10.15.4, перечисление а)].
Е.18.4.4 Ультразвуковой контроль внутренней поверхности
Трубные заготовки для муфт должны быть подвергнуты контролю ультразвуковым методом поперечными волнами с уровнем приемки U4 или L4 для выявления продольных и поперечных дефектов внутренней поверхности. По согласованию между заказчиком и изготовителем могут быть применимы другие методы неразрушающего контроля с подтвержденной способностью выявлять искусственные дефекты.
Е.18.5 Неразрушающий контроль трубных заготовок для муфт группы прочности R95 и классов прочности 2, 3 и 4, PSL-3 (10.15.11)
Е.18.5.1 Ультразвуковой контроль по толщине стенки
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Е.18.4.3, с охватом контроля 100% объема.
Е.18.5.2 Ультразвуковой контроль внутренней поверхности
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Е.18.4.4 с уровнем приемки U3 или L3 и максимальной длиной надреза 25 мм.
Е.19 Документ о приемочном контроле изделий классов прочности 1, 2 и 3, PSL-2 (13.2)
Изготовитель должен предоставить заказчику документ о приемочном контроле на все поставляемые изделия. Документ о приемочном контроле должен соответствовать требованиям, указанным в А.9 SR15.
Е.20 Уплотнительные кольца, PSL-2 (А.8.2 SR13.2)
Если в заказе не указано иное, уплотнительные кольца для установки в муфты заказчиком должны быть поставлены в отдельной плотной упаковке, на которой должно быть указано: количество колец, тип резьбового соединения, нарезчик резьбового соединения, дата приемки и дата упаковки.
По согласованию с заказчиком уплотнительные кольца устанавливают в проточку свободного конца муфты.
Примечание - Положение введено с целью учета промышленной практики.
Таблица Е.1 - Перечень требований PSL-2 и PSL-3
Пункт настоя- | Пункт настоя- | Группа прочности | |||||||||||||
J55 | K55 | K72 | М65 | N80 тип 1 | N80 тип Q | L80 тип 1 | L80 тип 13Cr | С90 | R95 | T95 | Р | Q | Q | ||
Е.2.1 | 6.2.2 | 2 | 2 | 2 | - | - | - | - | - | - | - | - | - | - | - |
Е.2.2 | 6.2.2 | - | - | - | - | - | 3 | - | - | - | - | - | - | - | - |
Е.3.1 | 6.3.4 | - | - | - | - | - | - | - | - | 2 | - | 2 | - | - | - |
Е.3.2 | 6.3.1, 6.3.3 | - | - | - | - | - | - | - | - | - | 2 | - | 2 | - | - |
Е.4.1 | 7.1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | - | - |
Е.4.2 | 7.1 | - | - | - | - | - | - | - | - | 3 | - | 3 | - | - | - |
Е.5 | 7.2.3 | - | - | - | - | - | - | - | - | - | - | - | - | 3 | 3 |
Е.6.1 | 7.3.1 | - | - | - | - | 2 | 2 | 2 | - | 2 | 2 | 2 | 2 | 2 | 2 |
Е.6.2.1 | 7.5.1, 7.5.3, А.10 SR16 | 2 | 2 | 2 | - | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | - | - |
Е.6.2.2 | 7.5.4, A.7 SR12 | - | - | - | - | - | - | - | - | - | - | - | - | 2 | - |
Е.7.1 | 7.10.2 | - | - | - | - | - | - | 2 | - | - | - | - | - | - | - |
Е.7.2 | 7.10.1 | - | - | - | - | - | - | - | - | 3 | - | 3 | - | - | - |
Е.8 | 7.12 | - | - | - | - | - | - | - | 2 | - | - | - | - | - | - |
Е.9.1 | 7.14.1 | - | - | - | - | - | - | - | - | 3 | - | 3 | - | - | - |
Е.9.2 | 7.14.1 | - | - | - | - | - | - | - | 3 | - | - | - | - | - | - |
Е.10 | 8.12.5 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.11 | 9.9 | 2 | 2 | 2 | - | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.12 | 9.11.1 | 2 | 2 | 2 | - | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.13 | 10.4.3 | - | - | - | - | 2 | 2 | - | - | - | - | - | - | - | - |
Е.14.1 | 10.6.1, 10.6.4, 10.6.8 | - | - | - | - | - | 3 | 3 | - | - | 3 | - | 3 | 3 | 3 |
Е.14.2 | 10.6.5 | - | - | - | - | - | - | - | - | 3 | - | 3 | - | - | - |
Е.15 | 10.11 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | - | - | 2 | - | - | - | - |
Е.16 | 10.12.2 | 2 | 2 | 2 | - | - | - | - | - | - | - | - | - | - | - |
Е.17.1 | 10.13.4 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.17.2 | 10.13.4 | 3 | 3 | 3 | 3 | - | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
Е.18.1.1 | 10.15.5 | 2 | 2 | 2 | - | - | - | - | - | - | - | - | - | - | - |
Е.18.1.2 | 10.15.6 | - | - | - | 2 | 2 | 2 | - | - | - | - | - | - | - | - |
Е.18.1.3 | 10.15.6 | - | - | - | - | - | - | 2 | 2 | - | 2 | - | - | - | - |
Е.18.1.4 | 10.15.5, 10.15.6 | 3 | 3 | 3 | 3 | - | - | - | - | - | - | - | - | - | - |
Е.18.1.5 | 10.15.6, 10.15.7, 10.15.8 | - | - | - | - | - | 3 | 3 | 3 | - | 3 | - | 3 | - | - |
Е.18.2 | 10.15.10 | - | 2 | - | 2 | - | - | - | - | - | - | - | - | - | - |
Е.18.3 | 10.15.13 | 3 | 3 | 3 | 3 | - | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
Е.18.4 | 10.15.11 | - | - | - | - | - | - | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Е.18.5 | 10.15.11 | - | - | - | - | - | - | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
Е.19 | 13.2, A.9 SR15 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | - | - |
Е.20 | А.8.2 SR13.2 | 2 | 2 | 2 | - | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Примечание - В настоящей таблице цифра 2 соответствует PSL-2, цифра 3 - PSL-3. | |||||||||||||||
Приложение F
(обязательное)
Требования по валидации конструкции резьбовых предохранительных деталей
F.1 Общие положения
F.1.1 В настоящем приложении установлены требования по валидации конструкции резьбовых предохранительных деталей для изделий с резьбовыми соединениями, предусмотренными ГОСТ 34057 или ГОСТ 33758, а также с другими резьбовыми соединениями. Предохранительные детали обычно изготовляют в виде комбинированных металло-полимерных деталей (из полимерных материалов одного или разных видов), участок с резьбой которых выполнен из полимерного материала для защиты резьбы изделий от задиров, с армированным наружным корпусом для защиты от ударных нагрузок. Конструкция предохранительных деталей должна быть разработана и испытана в соответствии с требованиями, установленными в 12.2 и настоящем приложении.
(Поправка. ИУС N 8-2018).
F.1.2 Для подтверждения соответствия предохранительных деталей установленным требованиям изготовитель должен задокументировать конструктивные критерии, критерии оценки свойств и правила установки предохранительных деталей. Информация об этом должна быть предоставлена по требованию заказчику предохранительных деталей и (или) заказчику изделий с резьбой.
F.1.3 Изготовитель предохранительных деталей должен разработать конструкцию деталей для резьбовых соединений, предусмотренных в ГОСТ 34057 или ГОСТ 33758, а также других резьбовых соединений. Конструкция предохранительных деталей должна способствовать уменьшению коррозии, вызываемой просачивающейся изнутри или конденсирующейся влагой. Конструкция предохранительных деталей должна обеспечивать плотную посадку (без зазора) деталей на концы труб или в концы муфт. По согласованию между заказчиком и изготовителем допускается установка прокладки (вставки) в предохранительные детали, устанавливаемые на концы труб.
(Поправка. ИУС N 8-2018).
F.1.4 Предохранительные детали должны быть рассчитаны на эксплуатацию в интервале температур от минус 46°С до плюс 66°С. Отклонения температуры испытаний не должны быть более ±6°С.
F.1.5 Участок детали с резьбой должен быть выполнен из материала, предотвращающего заедания резьбы. Контакт между резьбой предохранительной детали и резьбой изделия должен быть достаточным для обеспечения надлежащей защиты резьбы изделия. Должен быть исключен контакт резьбы изделия с металлическими элементами предохранительной детали, а также контакт уплотнительных элементов изделий (если применимо) с металлическими и полимерными элементами детали.
F.1.6 Для обеспечения защиты предохранительных деталей от ультрафиолетового излучения в течение не менее одного года полимерные элементы предохранительных деталей должны быть покрыты смазкой или защищены от такого воздействия другим способом. Такая защита может быть обеспечена путем введения в состав полимера химических добавок или применения механических способов защиты, ограничивающих воздействие ультрафиолетового излучения.
F.1.7 Предохранительные детали должны обладать стойкостью к растворителям (таким как дизельное топливо, ацетон, варсол, трихлорэтилен), консервационным и уплотнительным резьбовым смазкам.
F.1.8 Количество воздушных пустот в полимерном материале предохранительных деталей должно быть минимальным. Контроль наличия воздушных пустот следует проводить непосредственно в процессе производства. Воздушные пустоты не допускаются не менее чем на 90% поверхности резьбы детали; на уплотнительных элементах детали (если применимо) и участке резьбы с полным профилем не допускаются несплошности поверхности, образующие сплошную линию.
F.1.9 Если требуются предохранительные детали, обеспечивающие возможность зацепления и подъема изделий, то конструкция деталей должна исключать контакт подъемного приспособления с резьбовым соединением трубы или муфты.
F.2 Процедура валидации
Следующий порядок валидации конструкции позволяет установить пригодность резьбовых предохранительных деталей для применения. Изготовитель должен провести испытания предохранительных деталей для насосно-компрессорных и обсадных труб не менее чем двух размеров, представляющих сортамент изготавливаемых предохранительных деталей каждой конструкции. Изготовитель должен иметь задокументированное подтверждение того, что размеры испытуемых предохранительных деталей являются наихудшими представителями данной конструкции. Должно быть задокументировано подтверждение экстраполяции результатов испытаний на размеры деталей, не подвергаемых испытаниям.
F.3 Идентификация проб
На каждом комплекте предохранительная деталь/образец изделия (далее - комплект образцов) должно быть индивидуальное обозначение (ниппельный и муфтовый).
F.4 Проверка стабильности размеров
F.4.1 Диаметры резьбы и уплотнительных элементов (если применимо) комплектов образцов измеряют и регистрируют при температуре 21°С. Комплекты образцов, не соответствующие конструктивным критериям, должны быть забракованы.
F.4.2 Комплекты образцов выдерживают при температурах минус 46°С и плюс 66°С. Регистрируют диаметры резьбы и уплотнительных элементов (если применимо) комплектов образцов.
F.4.3 Температуру комплектов образцов стабилизируют при 21°С. Измеряют и регистрируют диаметры резьбы и уплотнительных элементов (если применимо) комплекта образцов. Изменения диаметров резьбы, приводящее к уменьшению высоты перекрытия резьбы деталей и образцов изделий до расстояния менее половины высоты профиля резьбы изделий, не допускаются для всего интервала температур эксплуатации.
F.5 Крутящий момент и испытания на вибрационную устойчивость
F.5.1 Предохранительные детали с наружной и внутренней резьбой должны выдерживать вибрацию, действующую на них в процессе транспортирования. Изготовитель предохранительных деталей должен разработать рекомендации по крутящему моменту для установки и снятия деталей.
F.5.2 Комплекты образцов свинчивают [с использованием соответствующей консервационной и (или) уплотнительной резьбовой смазки, наносимой на механически обработанные поверхности изделий] в соответствии с рекомендациями изготовителя предохранительных деталей, и регистрируют крутящий момент свинчивания.
F.5.3 Температуру комплектов образцов стабилизируют при минус 46°С, плюс 66°С и плюс 21°С. Развинчивают предохранительные детали и регистрируют крутящий момент.
F.5.4 Предохранительные детали, не соответствующие рекомендациям изготовителя по крутящему моменту или с сорванной резьбой, спадающие, неплотно установленные, не допускаются для применения.
F.5.5 Испытания на вибрационную устойчивость проводят в соответствии с [48], как показано на рисунке D.28, свинчивая комплекты образцов в соответствии с рекомендациями изготовителя.
F.5.6 Предохранительные детали не должны развинчиваться или спадать с образцов изделий в течение не менее 10 циклов. Испытания проводят при следующих условиях: частота вращения - не менее 900 об/мин, ускорение - не менее четырехкратного ускорения свободного падения, вертикальное смещение - не менее 8,4 мм.
F.6 Испытания на осевой удар
F.6.1 Комплекты образцов свинчивают [с использованием соответствующей консервационной и (или) резьбовой уплотнительной смазки] в соответствии с рекомендациями изготовителя и регистрируют крутящий момент свинчивания.
F.6.2 Температуру комплектов образцов стабилизируют при минус 46°С, плюс 66°С и плюс 21°С.
F.6.3 Комплекты образцов при стабилизированной температуре подвергают испытаниям на осевой удар (см. рисунок D.25) с применением стального прутка диаметром 38 мм при высоте падения прутка не менее 0,3 м. Предохранительные детали должны выдерживать осевые ударные нагрузки, указанные в таблице F.1, без повреждения механически обработанной наружной и внутренней поверхностей образцов изделий.
Таблица F.1 - Испытания на осевой удар с применением стального прутка
Температура испытаний, °С | Минимальная энергия удара, Дж, при наружном диаметре труб | |||
до 88,90 включ. | св.88,90 до 196,85 включ. | св. 196,85 | ||
+66 | 407 | 1627 | 2034 | |
+21 | 407 | 1627 | 2034 | |
-46 | 230 | 814 | 1085 | |
| ||||
F.7 Испытания на угловой удар
F.7.1 Комплекты образцов свинчивают [с использованием соответствующей резьбовой консервационной и (или) уплотнительной смазки] в соответствии с рекомендациями изготовителя и регистрируют крутящий момент свинчивания.
F.7.2 Температуру комплектов образцов стабилизируют при минус 46°С, плюс 66°С и плюс 21°С.
F.7.3 Комплекты образцов при стабилизированной температуре подвергают испытаниям на удар под углом 45° при падении стальной плиты с высоты не менее 0,3 м (см. рисунок D.26). Предохранительные детали должны выдерживать угловые ударные нагрузки, указанные в таблице F.2, без повреждения механически обработанной поверхности образцов изделий.
Таблица F.2 - Испытания на угловой удар с применением стальной плиты
Температура испытаний, °C | Минимальная энергия удара, Дж, при наружном диаметре труб, мм | |||
до 88,90 включ. | св. 88,90 до 196,85 включ. | св. 196,85 | ||
+66 | 203 | 814 | 1017 | |
+21 | 203 | 814 | 1017 | |
-46 | 115 | 407 | 542 | |
| ||||
________________
В оригинале текст сноски
не приводится. - .
F.8 Испытания на коррозионную стойкость
F.8.1 Предохранительные детали должны обеспечивать защиту поверхности резьбы и уплотнительных элементов резьбовых соединений (если применимо) изделий от коррозии. Для повышения защитной способности деталей применяют соответствующие уплотнения, вентиляцию и замедляющие коррозию смазки. Как указано в 12.2.1, предохранительные детали должны обеспечивать защиту резьбовых соединений изделий от коррозии в течение не менее одного года.
F.8.2 Испытания предохранительных деталей в соляном тумане, проведенные по [50], эффективны при определении стойкости к коррозии в сравнительных целях. Однако испытания в соляном тумане не воспроизводят реальных условий эксплуатации деталей, которые зависят не только от характеристик деталей, но и от других факторов.
(Поправка. ИУС N 8-2018).
F.8.3 Комплекты образцов свинчивают [с использованием соответствующей резьбовой консервационной и (или) уплотнительной смазки] в соответствии с рекомендациями изготовителя и регистрируют крутящий момент свинчивания.
F.8.4 Концы образцов изделий, противоположные концам с установленными предохранительными деталями, должны быть герметизированы с обеспечением вентиляции через отверстие циркулирующей в камере атмосферы.
F.8.5 Испытания комплектов образцов в соляном тумане проводят по [50] и в течение не менее 1000 ч при температуре 35°С.
(Поправка. ИУС N 8-2018).
F.8.6 Ориентация комплектов образцов в камере для испытаний должна имитировать их расположение на стеллаже для хранения труб.
F.8.7 Предохранительные детали считаются выдержавшими испытания:
- при отсутствии или незначительной коррозии поверхности резьбы с полным профилем и уплотнительных элементов (если применимо) образцов изделий;
- при коррозии менее 10% всей поверхности резьбового соединения образцов изделий.
F.9 Испытания резьбы на срыв (только для ниппельных предохранительных деталей)
F.9.1 Комплекты образцов свинчивают [с использованием соответствующей резьбовой консервационной и (или) уплотнительной смазки] в соответствии с рекомендациями изготовителя и регистрируют крутящий момент свинчивания.
F.9.2 Температуру комплектов образцов стабилизируют при минус 46°С, плюс 66°С и плюс 21°С.
F.9.3 Комплекты образцов подвергают испытаниям в соответствии с [51], как показано на рисунке D.26, при стабилизированной температуре и осевой нагрузке, равной или превышающей усилие, рассчитанное по следующей формуле
![]() , (F.1)
, (F.1)
где - усилие, кН;
- масса единицы длины трубы, кг/м.
F.9.4 Предохранительные детали развинчивают и проверяют отсутствие сорванной резьбы. На поверхности резьбы предохранительных деталей допускаются следы напряжений, но она не должна быть сорвана.
F.10 Испытания на пригодность для зацепления (подъема)
Пригодность конструкции предохранительных деталей, обеспечивающих возможность зацепления и подъема труб, изготовитель должен подтвердить испытаниями при нагрузке, равной 150% массы трубы без резьбы с наибольшей возможной толщиной стенки для трубы данного наружного диаметра. Пригодность конструкции деталей для зацепления (подъема) определяют по отсутствию повреждений резьбы образцов изделий после испытаний. В записях по испытаниям должен быть указан тип приспособления, применяемого для зацепления и подъема.
Приложение G
(справочное)
Требования PSL-2 и PSL-3 к изделиям разных групп прочности
G.1 Общие положения
G.1.1 Настоящее приложение содержит дополнительные требования PSL-2 и PSL-3 к изделиям разных групп прочности.
G.1.2 Соответствующие подразделы и пункты приложения E указаны в квадратных скобках после каждого требования.
G.1.3 К изделиям, изготавливаемым по требованиям PSL-3, дополнительно должны быть применимы требования PSL-2.
G.1.4 Требований PSL-2 или PSL-3 для группы прочности Н40 не предусмотрено.
G.2 Группы прочности J55, K55 и K72
G.2.1 Требования PSL-2
G.2.1.1 Термическая обработка по всему объему (после высадки, если применимо) [Е.2.1].
G.2.1.2 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.2.1.3 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.2.1.4 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.2.1.5 Металлографический контроль сварного соединения [Е.15].
G.2.1.6 Гидростатические испытания труб наружным диаметром 244,48 мм при альтернативном испытательном давлении [Е.16].
G.2.1.7 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.2.1.8 Неразрушающий контроль труб для выявления продольных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 4 [Е.18.1.1].
G.2.1.9 Ультразвуковой контроль сварного соединения труб группы прочности К55 после гидростатических испытаний [Е.18.2].
G.2.1.10 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.2.1.11 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.2.2 Требования PSL-3
G.2.2.1 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.2.2.2 Неразрушающий контроль труб для выявления продольных и поперечных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.4].
G.2.2.3 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.3 Группа прочности М65
G.3.1 Требования PSL-2
G.3.1.1 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.3.1.2 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.3.1.3 Металлографический контроль сварного соединения [Е.15].
G.3.1.4 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.3.1.5 Неразрушающий контроль труб для выявления продольных и поперечных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 3 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.2].
G.3.1.6 Ультразвуковой контроль сварного соединения труб после гидростатических испытаний [Е.18.2].
G.3.1.7 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.3.1.8 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.3.2 Требования PSL-3
G.3.2.1 Контроль толщины стенки труб с охватом контроля 100 % объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.3.2.2 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.3.2.3 Неразрушающий контроль труб для выявления продольных и поперечных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.4].
G.4 Группы прочности N80 тип 1 и N80 тип Q
G.4.1 Требования PSL-2
G.4.1.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% [Е.6.1].
G.4.1.2 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.4.1.3 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.4.1.4 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.4.1.5 Периодичность испытаний на растяжение, равная периодичности испытаний, указанной для группы прочности L80 [Е.13].
G.4.1.6 Металлографический контроль сварного соединения [Е.15].
G.4.1.7 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.4.1.8 Неразрушающий контроль труб для выявления продольных и поперечных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 3 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.2].
G.4.1.9 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.4.1.10 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.4.2 Требования PSL-3
G.4.2.1 Поставка изделий только группы прочности N80 тип Q [Е.2.2].
G.4.2.2 План контроля процесса или контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Е.14.1].
G.4.2.3 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.4.2.4 Неразрушающий контроль труб ультразвуковым методом с уровнем приемки U2 или L2 и одним из методов, указанных в 10.15.9, с уровнем приемки 2 [Е.18.1.5].
G.4.2.5 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.5 Группа прочности L80 тип 1
G.5.1 Требования PSL-2
G.5.1.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% [Е.6.1].
G.5.1.2 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.5.1.3 Содержание мартенсита в структуре не менее 90% (определяемое по твердости изделий после закалки по шкале С Роквелла) [Е.7.1].
G.5.1.4 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.5.1.5 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.5.1.6 Металлографический контроль сварного соединения [Е.15].
G.5.1.7 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.5.1.8 Неразрушающий контроль труб для выявления продольных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.3].
G.5.1.9 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U4 или L4 [Е.18.4].
G.5.1.10 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.5.1.11 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.5.2 Требования PSL-3
G.5.2.1 План контроля процесса или контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Е.14.1].
G.5.2.2 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки [Е.17.2].
G.5.2.3 Неразрушающий контроль труб ультразвуковым методом с уровнем приемки U2 или L2 и одним из методов, указанных в 10.15.9, с уровнем приемки 2 [Е.18.1.5].
G.5.2.4 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.5.2.5 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U3 или L3 [Е. 18.5].
G.6 Группа прочности L80 тип 13Cr
G.6.1 Требования PSL-2
G.6.1.1 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.6.1.2 Состояние внутренней поверхности, соответствующее требованиям уровня Sa 2 [Е.8].
G.6.1.3 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.6.1.4 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.6.1.5 Неразрушающий контроль труб для выявления продольных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.3].
G.6.1.6 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U4 или L4 [Е.18.4].
G.6.1.7 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.6.1.8 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.6.1.9 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.6.2 Требования PSL-3
G.6.2.1 Испытания на SSC по [9] методом А в растворе с рН 3,5 и парциальным давлением сероводорода 10 кПа образцов полного размера с расчетной частью диаметром 6,35 мм при испытательном напряжении не менее 80% минимального предела текучести ![]() и образцов меньшего размера с расчетной частью диаметром 3,81 мм при испытательном напряжении не менее 72% минимального предела текучести
и образцов меньшего размера с расчетной частью диаметром 3,81 мм при испытательном напряжении не менее 72% минимального предела текучести ![]() [Е.9.2].
[Е.9.2].
G.6.2.2 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.6.2.3 Неразрушающий контроль труб ультразвуковым методом с уровнем приемки U2 или L2 и одним из методов, указанных в 10.15.9, с уровнем приемки 2 [Е.18.1.5].
G.6.2.4 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.6.2.5 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U3 или L3 [Е.18.5].
G.7 Группы прочности С90 и Т95
G.7.1 Требования PSL-2
G.7.1.1 Горячая правка при температуре конца правки не ниже установленной температуры или холодная правка с последующим нагревом для снятия напряжений при температуре не ниже установленной [Е.3.1].
G.7.1.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% [Е.6.1].
G.7.1.3 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.7.1.4 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.7.1.5 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.7.1.6 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.7.1.7 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U4 или L4 [Е.18.4].
G.7.1.8 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.7.1.9 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.7.2 Требования PSL-3
G.7.2.1 Сведения о минимальном и максимальном содержании всех элементов, намеренно добавляемых в каждую плавку стали [Е.4.2].
G.7.2.2 Содержание мартенсита в структуре стали не менее 95% (определяемое по твердости изделий после закалки по шкале С Роквелла) [Е.7.2].
G.7.2.3 Испытания на SSC по [9] методом А образцов полного размера с расчетной частью диаметром 6,35 мм при испытательном напряжении не менее 90% минимального предела текучести ![]() и образцов меньшего размера с расчетной частью диаметром 3,81 мм при испытательном напряжении не менее 81% минимального предела текучести
и образцов меньшего размера с расчетной частью диаметром 3,81 мм при испытательном напряжении не менее 81% минимального предела текучести ![]() с периодичностью три изделия от плавки [Е.9.1].
с периодичностью три изделия от плавки [Е.9.1].
G.7.2.4 Отбор кольцевых образцов для контроля твердости по толщине стенки от обоих концов каждой трубы [Е.14.2].
G.7.2.5 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.7.2.6 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.7.2.7 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U3 или L3 [Е.18.5].
G.8 Группа прочности R95
G.8.1 Требования PSL-2
G.8.1.1 Горячая правка при температуре конца правки не ниже установленной или холодная правка с последующим нагревом для снятия напряжений при температуре не ниже установленной [Е.3.2].
G.8.1.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% [Е.6.1].
G.8.1.3 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.8.1.4 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Н.12].
G.8.1.5 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.8.1.6 Металлографический контроль сварного соединения [Е.15].
G.8.1.7 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.8.1.8 Неразрушающий контроль труб для выявления продольных дефектов наружной и внутренней поверхности одним или несколькими методами, указанными в 10.15.6, с уровнем приемки 2 (магнитопорошковый метод только как второй метод контроля) [Е.18.1.3].
G.8.1.9 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U4 или L4 [Е.18.4].
G.8.1.10 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.8.1.11 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.8.2 Требования PSL-3
G.8.2.1 План контроля процесса или контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Е.14.1].
G.8.2.2 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.8.2.3 Неразрушающий контроль труб ультразвуковым методом с уровнем приемки U2 или L2 и одним из методов, указанных в 10.15.9, с уровнем приемки 2 [Е.18.1.5].
G.8.2.4 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.8.2.5 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U3 или L3 [Е.18.5].
G.9 Группа прочности Р110
G.9.1 Требования PSL-2
G.9.1.1 Горячая правка при температуре конца правки не ниже установленной или холодная правка с последующим нагревом для снятия напряжений при температуре не ниже установленной [Е.3.2].
G.9.1.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% [Е.6.1].
G.9.1.3 Испытания на ударный изгиб в соответствии с А.10 SR16 [Е.6.2.1].
G.9.1.4 Отсутствие металла, склонного к отслоению при свинчивании резьбового соединения (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.9.1.5 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.9.1.6 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.9.1.7 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U4 или L4 [Е.18.4].
G.9.1.8 Документ о приемочном контроле, соответствующий А.9 SR15 (с прослеживаемостью до плавки и партии) [Е.19, Е.4.1].
G.9.1.9 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.9.2 Требования PSL-3
G.9.2.1 План контроля процесса или контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Е.14.1].
G.9.2.2 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранение записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.9.2.3 Неразрушающий контроль ультразвуковым методом с уровнем приемки U2 или L2 и одним из методов, указанных в 10.15.9, с уровнем приемки 2 [Е.18.1.5].
G.9.2.4 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.9.2.5 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U3 или L3 [Е.18.5].
G.10 Группа прочности Q125
G.10.1 Требования PSL-2
G.10.1.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% [Е.6.1].
G.10.1.2 Статистические испытания на ударный изгиб в соответствии с А.7 SR12 [Е.6.2.2].
G.10.1.3 Отсутствие металла, склонного к отслоению при свинчивании (после соответствующей обработки или абразивно-струйной обработки) [Е.10 и Е.12].
G.10.1.4 Проточки под уплотнительные кольца, соответствующие установленным требованиям [Е.11].
G.10.1.5 Контроль толщины стенки труб с охватом контроля 25% объема труб [Е.17.1].
G.10.1.6 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U4 или L4 [Е.18.4].
G.10.1.7 Поставка уплотнительных колец в отдельной упаковке [Е.20].
G.10.2 Требования PSL-3
G.10.2.1 Предел текучести не более 965 МПа [Е.5].
G.10.2.2 План контроля процесса или контроль поверхностной твердости тела каждой трубы, каждого высаженного конца труб и каждой муфты [Е.14.1].
G.10.2.3 Контроль толщины стенки труб с охватом контроля 100% объема труб и сохранением записей по минимальной толщине стенки каждой трубы [Е.17.2].
G.10.2.4 Неразрушающий контроль концов труб после отделки (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем [Е.18.3].
G.10.2.5 Неразрушающий контроль трубных заготовок для муфт ультразвуковым методом по толщине стенки и внутренней поверхности с уровнем приемки U3 или L3 [Е.18.5].
Приложение Н
(обязательное)
Измененная процедура титрования сероводорода по сравнению с [47], приложение С
Н.1 Подготовка титрованного раствора для определения сероводорода низкой концентрации
В раствор тиосульфата концентрации 0,1 моль/дм и раствор йода концентрации 0,1 моль/дм
добавляют деионизированную или дистиллированную воду в соотношении 1:10. Добавлением воды доводят раствор тиосульфата до концентрации 0,010 моль/дм
.
Примечание - Не требуется высокая точность степени разбавления раствора йода, поскольку концентрацию йода в разбавленном растворе устанавливают титрованием.
Н.2 Процедура титрования
Н.2.1 В настоящем приложении приведено несколько рекомендуемых отклонений от процедуры титрования, описанной в [47], приложении С.
Н.2.2 Коэффициент В/А является критическим и должен быть определен с высокой точностью, поскольку нормальность йода обеспечивается только при концентрации приблизительно 0,01 моль/дм. Для того чтобы количество тиосульфата было менее 25 мл, следует добавить 20 мл раствора йода.
Примечание - При титровании коэффициент В/А принимается приблизительно равным 1,1. Тем не менее допускается любое значение коэффициента В/А.
Н.2.3 Концентрированную соляную кислоту (HCI) разбавляют деионизированной или дистиллированной водой в соотношении 1:10. В йодный раствор добавляют приблизительно 5 мл разбавленной соляной кислоты.
Н.2.4 Титрование следует выполнять в небольшой колбе, перемешивая раствор с помощью магнитной мешалки. Для усиления контрастности цвета раствора под колбу следует положить лист белой бумаги.
Н.2.5 Ближе к концу процедуры титрования, когда цвет раствора начнет тускнеть, в раствор добавляют крахмал.
Н.2.6 В конце процедуры титрования раствор должен быть прозрачным и бесцветным.
Н.3 Определение
Н.3.1 Пробу сероводорода отбирают с помощью шприца. Точность определения объема отбираемой пробы должна быть ±3%. Пары сероводорода, образующиеся после отбора пробы, следует медленно добавлять в перемешиваемый раствор йода.
Н.3.2 В конце процедуры титрования получают молочно-желтую суспензию коллоидной серы.
Н.3.3 В уравнении А.1, приведенном в [47], следует заменить выражение [(А-В)·коэффициент)] на [(А - коэффициент) - В].
Приложение ДА
(справочное)
Сопоставимость групп прочности и типов резьбовых соединений
Таблица ДА.1 - Сопоставимость групп прочности, приведенных в настоящем стандарте и ISO 11960
Настоящий стандарт | ISO 11960 | ||||||||
Группа прочности | Тип | Предел текучести, МПа | Предел прочности, МПа, не менее | Группа прочности | Тип | Предел текучести, МПа | Предел прочности, МПа, не менее | ||
Не менее | Не более | Не менее | Не более | ||||||
Н40 | - | 276 | 552 | 414 | Н40 | - | 276 | 552 | 414 |
J55 | - | 379 | 552 | 517 | J55 | - | 379 | 552 | 517 |
К55 | - | 379 | 552 | 655 | K55 | - | 379 | 552 | 655 |
К72 | - | 491 | - | 687 | - | - | - | - | - |
N80 | 1, Q | 552 | 758 | 689 | N80 | 1, Q | 552 | 758 | 689 |
М65 | - | 448 | 586 | 586 | М65 | - | 448 | 586 | 586 |
L80 | 1, 9Cr, 13Cr | 552 | 655 | 655 | L80 | 1, 9Cr, 13Cr | 552 | 655 | 655 |
С90 | 1 | 621 | 724 | 689 | С90 | 1 | 621 | 724 | 689 |
R95 | - | 655 | 862 | 758 | С95 | - | 655 | 758 | 724 |
Т95 | 1 | 655 | 758 | 724 | Т95 | 1 | 655 | 758 | 724 |
С110 | 758 | 828 | 793 | С110 | - | 758 | 828 | 793 | |
Р110 | - | 758 | 965 | 862 | Р110 | - | 758 | 965 | 862 |
Q125 | 1 | 862 | 1034 | 931 | Q125 | 1 | 862 | 1034 | 931 |
Q135 | - | 930 | 1137 | 1000 | - | - | - | - | - |
Таблица ДА.2 - Группы прочности по ГОСТ 632 и ГОСТ 633
Группа прочности | ГОСТ 632 | ГОСТ 633 | ||||
Предел текучести, МПа | Предел прочности, МПа, не менее | Предел текучести, МПа | Предел прочности, МПа, не менее | |||
Не менее | Не более | Не более | Не менее | |||
Д Исполнение А | 379 | 552 | 655 | 379 | 552 | 655 |
Д Исполнение Б | 373 | - | 637 | 373 | - | 638 |
К | 490 | - | 687 | 491 | - | 687 |
Е | 552 | 758 | 689 | 552 | 758 | 689 |
Л | 655 | 862 | 758 | 654 | 862 | 758 |
М | 758 | 965 | 862 | 724 | 921 | 823 |
Р | 930 | 1137 | 1000 | 930 | 1137 | 1000 |
T | 1034 | 1241 | 1103 | - | - | - |
Таблица ДА.3 - Сопоставимость типов резьбовых соединений, приведенных в настоящем стандарте и ГОСТ 632, ГОСТ 633
Вид труб | Тип резьбового соединения, приведенный в настоящем стандарте | Тип резьбового соединения, приведенный в ГОСТ 632 или ГОСТ 633 | ||
ГОСТ 34057 | ГОСТ 33758 | ГОСТ 632 | ГОСТ 633 | |
Обсадные трубы | SC (короткая треугольная резьба) | - | Не имеет обозначения (короткая треугольная резьба) | - |
LC (удлиненная треугольная резьба) | - | У (удлиненная треугольная резьба) | - | |
ВС (трапецеидальная резьба) | - | - | - | |
- | ОТТМ (трапецеидальная резьба) | ОТТМ (трапецеидальная резьба) | - | |
- | ОТТГ (трапецеидальная резьба, узел уплотнения металл-металл) | ОТТГ (трапецеидальная резьба, узел уплотнения металл-металл) | - | |
Насосно- | NU (треугольная резьба, для соединения труб с невысаженными концами) | НКТН (треугольная резьба, для соединения труб с невысаженными концами) | - | Не имеет обозначения (треугольная резьба, для соединения труб с невысаженными концами) |
EU (треугольная резьба, для соединения труб с высаженными наружу концами) | НКТВ (треугольная резьба, для соединения труб с высаженными наружу концами) | - | В (треугольная резьба, для соединения труб с высаженными наружу концами) | |
- | НКМ (трапецеидальная резьба, узел уплотнения металл-металл) | - | НКМ (трапецеидальная резьба, узел уплотнения металл-металл) | |
Таблица ДА.3 (Поправка. ИУС N 8-2018).
Приложение ДБ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДБ.1
Структура настоящего стандарта | Структура международного стандарта ISO 11960 | ||
Раздел | Подраздел, пункт | Раздел | Подраздел, пункт |
1 | 1 | ||
- | 2 | ||
2, Библиография | 3 | ||
3 | 4 | ||
4 | |||
5 | 5 | ||
6 | 6.1-6.2.3 | 6 | 6.1-6.2.3 |
6.2.4 | - | ||
6.3-6.5 | 6.3-6.5 | ||
7 | 7.8-7.14.1 | 7 | 7.8-7.14.1 |
- | 7.14.2-7.14.4 | ||
7.14.2 | 7.14.5 | ||
- | 7.14.6, 7.14.7 | ||
8 | 8 | ||
9 | 9.1 | 9 | 9.1 |
9.2 | 9.2 | ||
9.2.1-9.2.11 | 9.2.1-9.2.11 | ||
9.2.12 | - | ||
9.3-9.18 | 9.3-9.18 | ||
10 | 10.1-10.8 | 10 | 10.1-10.8 |
10.9 | 10.9 | ||
10.9.1 | - | ||
10.9.2 | - | ||
10.10.1 | 10.10 | ||
10.10.2 | 7.14.2 | ||
10.10.3 | 7.14.3 | ||
10.10.4 | 7.14.4 | ||
10.10.5 | 7.14.5 | ||
10.10.6 | 7.14.7 | ||
10.10.7 | 7.14.6 | ||
10.11-10.15 | 10.11-10.15 | ||
11 | 11.1 | 11 | 11.1 |
11.1.1-11.1.5 | 11.1.1-11.1.5 | ||
- | 11.1.6 | ||
11.1.6 | 11.1.7 | ||
11.1.7 | 11.1.8 | ||
- | 11.1.9 | ||
11.1.8 | 11.1.10 | ||
11.1.9 | 11.1.11 | ||
11.2-11.3 | 11.2-11.3 | ||
11.4 | 11.4 | ||
11.4.1-11.4.3 | 11.4.1-11.4.3 | ||
- | 11.4.4 | ||
- | 11.4.5 | ||
- | 11.4.6 | ||
12 | 12.1-12.2 | 12 | 12.1-12.2 |
12.3 | - | ||
13 | 13 | ||
14 | 14 | ||
Приложение А | Приложение А | ||
Приложение В | Приложение В | ||
Приложение С | Приложение С | ||
Приложение D | Приложение D | ||
- | Приложение Е | ||
- | Приложение F | ||
- | Приложение G | ||
Приложение Е | Приложение Н | ||
Приложение F | Приложение I | ||
Приложение G | Приложение J | ||
- | Приложение K | ||
- | Приложение L | ||
Приложение Н | - | ||
Приложение ДА | - | ||
Приложение ДБ | - | ||
Библиография | Библиография | ||
Таблица ДБ.2
Структура приложения А настоящего стандарта | Структура приложения А международного стандарта ISO 11960 |
Раздел | Раздел |
А.2-А.9 | А.2-А.9 |
А.10 | А.10 |
А.10.1-А.10.3 | А.10.1-А.10.3 |
- | А.10.4 |
А.10.4 | А.10.5 |
А.10.5 | А.10.6 |
А.10.6 | А.10.7 |
А.10.7 | А.10.8 |
А.11-А.14 | А.11-А.14 |
А.15 | - |
Таблица ДБ.3
Структура приложения С настоящего стандарта | Структура приложения С международного стандарта ISO 11960 |
Таблица | Таблица |
Таблица С.1-С.15 | Таблица С.1-С.15 |
Таблица С.16 | - |
Таблица С.17 | Таблица С.16 |
Таблица С.18 | Таблица С.17 |
Таблица С.19 | Таблица С.18 |
Таблица С.20 | Таблица С.19 |
Таблица С.21 | Таблица С.20 |
Таблица С.22 | Таблица С.21 |
Таблица С.23 | Таблица С.22 |
Таблица С.24 | Таблица С.23 |
Таблица С.25 | Таблица С.24 |
Таблица С.26 | Таблица С.25 |
- | Таблица С.26 |
Таблица С.27 | - |
Таблица С.28 | Таблица С.27 |
Таблица С.29 | Таблица С.28 |
Таблица С.30 | Таблица С.29 |
Таблица С.31 | Таблица С.30 |
Таблица С.32 | Таблица С.31 |
Таблица С.33 | Таблица С.32 |
Таблица С.34 | Таблица С.33 |
Таблица С.35 | - |
Таблица С.36 | - |
Таблица С.37 | Таблица С.34 |
Таблица С.38 | Таблица С.35 |
Таблица С.39 | - |
Таблица С.40 | - |
Таблица С.41 | - |
Таблица С.42 | Таблица С.36 |
Таблица С.43 | Таблица С.37 |
Таблица С.44 | Таблица С.38 |
Таблица С.45 | Таблица С.39 |
Таблица С.46 | Таблица С.40 |
Таблица С.47 | Таблица С.41 |
Таблицы С.48-С.69 | - |
Таблица С.70 | Таблица С.42 |
Таблица С.71 | Таблица С.43 |
Таблица С.72 | Таблица С.44 |
Таблица С.73 | Таблица С.45 |
Таблица С.74 | Таблица С.46 |
Таблица С.75 | Таблица С.47 |
Таблица С.76 | Таблица С.48 |
Таблица С.77 | Таблица С.49 |
- | Таблица С.50 |
Таблица С.78 | Таблица С.51 |
Таблица С.79 | Таблица С.52 |
- | Таблица С.53 |
- | Таблица С.54 |
- | Таблица С.55 |
Таблица С.80 | Таблица С.56 |
Таблица С.81 | Таблица С.57 |
Таблица С.82 | Таблица С.58 |
Таблица С.83 | Таблица С.59 |
- | Таблица С.60 |
Таблица С.84 | Таблица С.61 |
Таблица ДБ.4
Структура приложения D настоящего стандарта | Структура приложения D международного стандарта ISO 11960 |
Рисунок | Рисунок |
Рисунок D.1 | Рисунок D.1 |
Рисунок D.2 | |
Рисунок D.2 | Рисунок D.3 |
Рисунок D.3 | - |
Рисунок D.4 | - |
Рисунок D.5 | Рисунок D.4 |
Рисунок D.6 | Рисунок D.5 |
Рисунок D.6 | |
- | Рисунок D.7 |
Рисунок D.7 | - |
Рисунок D.8 | Рисунок D.8 |
Рисунок D.9 | Рисунок D.9 |
Рисунок D.10 | Рисунок D.10 |
Рисунок D.11 | Рисунок D.11 |
Рисунок D.12 | Рисунок D.12 |
Рисунок D.13 | Рисунок D.13 |
Рисунок D.14 | Рисунок D.14 |
Рисунок D.15 | Рисунок D.15 |
Рисунок D.16 | Рисунок D.16 |
Рисунок D.17 | Рисунок D.17 |
Рисунок D.18 | Рисунок D.18 |
Рисунок D.19 | Рисунок D.19 |
Рисунок D.20 | Рисунок D.20 |
Рисунок D.21 | - |
- | Рисунок D.21 |
- | Рисунок D.22 |
Рисунок D.22 | Рисунок D.23 |
Рисунок D.23 | Рисунок D.24 |
Рисунок D.24 | Рисунок D.25 |
Рисунок D.25 | Рисунок D.26 |
Рисунок D.26 | Рисунок D.27 |
Рисунок D.27 | Рисунок D.28 |
Рисунок D.28 | - |
Рисунок D.29 | Рисунок D.29 |
Рисунок D.30 | Рисунок D.30 |
Приложение ДВ
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДВ.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
- | * | |
- | * | |
- | * | |
- | * | |
IDT | ISO 9000:2005 "Системы менеджмента качества. Основные положения и словарь" | |
* Соответствующий международный стандарт отсутствует. | ||
Библиография
[1] | ASTM A 941 | Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys (Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам) |
[2] | ISO 15156-2 | Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 2: Cracking-resistant carbon and low-alloy steels, and the use of cast irons (Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна) |
[3] | ANSI/NACE | Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production (Нефтяная и газовая промышленность. Заготовки для применения при добыче нефти и газа в средах |
[4] | ASTM E 23 | Standard Test Methods for Notched Bar Impact Testing of Metallic Materials (Стандартные методы испытаний металлических материалов на удар при использовании образцов с надрезом) |
[5] | ISO/TR 10400 | Petroleum and natural gas industries - Formulae and calculations for casing, tubing, drill pipe and line pipe (Нефтяная и газовая промышленность. Формулы и расчеты свойств обсадных, насосно-компрессорных, бурильных и трубопроводных труб, используемых в качестве обсадных или насосно-компрессорных) |
[6] | API TR 5C3 | Technical Report on Equations and Calculations for Casing, Tubing, and Line Pipe Used as Casing or Tubing; and Performance Properties Tables for Casing and Tubing (Технический отчет по формулам и расчетам свойств обсадных, насосно-компрессорных и трубопроводных труб, используемых в качестве обсадных или насосно-компрессорных труб. Таблицы эксплуатационных свойств обсадных и насосно-компрессорных труб) |
[7] | ISO 643 | Steels - Micrographic determination of the apparent grain size (Сталь. Микрографическое определение видимого размера зерна) |
[8] | ASTM E 112 | Standard Test Methods for Determining Average Grain Size (Стандартные методы определения среднего размера зерна) |
[9] | ANSI/NACE | Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in |
[10] | ISO/TR 9769 | Steel and iron - Review of available methods of analysis (Сталь и чугун. Обзор существующих методов анализа) |
[11] | ASTM A 751 | Standard Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products (Стандартные методы испытаний, технология, практика и терминология для химического анализа стальных изделий) |
[12] | ISO 6892-1 | Metallic materials - Tensile testing - Part 1: Method of test at room temperature (Материалы металлические. Испытания на растяжение. Часть 1. Метод испытания при комнатной температуре) |
[13] | ASTM A 370 | Standard Test Methods and Definitions for Mechanical Testing of Steel Products (Стандартные методы испытаний и определения для механических испытаний стальных изделий) |
[14] | ISO 7500-1 | Metallic materials - Verification of static uniaxial testing machines - Part 1: Tension/compression testing machines - Verification and calibration of the force-measuring system (Материалы металлические. Проверка машин для статических одноосных испытаний. Часть 1. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия) |
[15] | ASTM E 4 | Standard Practices for Force Verification of Testing Machines (Стандартные методы поверки испытательных машин для измерения силы) |
[16] | ISO 9513 | Metallic materials - Calibration of extensometer systems used in uniaxial testing (Материалы металлические. Калибровка экстензометров, применяемых при одноосных испытаний) |
[17] | ASTM E 83 | Standard Practice for Verification and Classification of Extensometer Systems (Стандартная практика поверки и классификации экстензометров) |
[18] | ISO 6506-1 | Metallic materials - Brinell hardness test - Part 1: Test method (Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод определения) |
[19] | ASTM E 10 | Standard Test Method for Brinell Hardness of Metallic Materials (Стандартный метод измерения твердости металлических материалов по Бринеллю) |
[20] | ISO 6508-1 | Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T) (Материалы металлические. Определение твердости по Роквеллу. Часть 1. Метод определения (шкалы А, В, С, D, Е, F, G, Н, K, N, Т) |
[21] | ASTM E 18 | Standard Test Methods for Rockwell Hardness of Metallic Materials (Стандартный метод контроля твердости и поверхностной твердости металлических материалов по Роквеллу) |
[22] | ISO 6506-2 | Metallic materials - Brinell hardness test - Part 2: Verification and calibration of testing machines (Материалы металлические. Определение твердости по Бринеллю. Часть 2. Проверка и калибровка испытательных установок) |
[23] | ISO 6508-2 | Metallic materials - Rockwell hardness test - Part 2: Verification and calibration of testing machines and indenters) (Материалы металлические. Определение твердости по Роквеллу. Часть 1. Проверка и калибровка испытательных установок) |
[24] | ISO/IEC 17025 | General requirements for the competence of testing and calibration laboratories (Общие требования к компетенции испытательных и калибровочных лабораторий) |
[25] | ISO/IEC 17011 | Conformity assessment - General requirements for accreditation bodies accrediting conformity assessment bodies (Оценка соответствия. Общие требования к сертификационным органам, проводящим аккредитацию органов оценки соответствия) |
[26] | ISO 80000-1:2009 | Quantities and units - Part 1: General (Величины и единицы. Часть 1. Общие положения) |
[27] | ASTM E 29 | Standard Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications (Применение значащих цифр в результатах испытаний для определения соответствия техническим требованиям) |
[28] | ASTM E 543 | Standard Specification for Agencies Performing Nondestructive Testing (Стандартная практика для организаций, осуществляющих неразрушающий контроль) |
[29] | ISO 11484 | Steel products - Employer's qualification system for non-destructive testing (NDT) personnel (Трубы стальные напорные. Квалификация и аттестация персонала по неразрушающему контролю) |
[30] | ASNT-SNT-A1 | Recommended Practice No. SNT-TC-1А- Non-Destructive Testing (Рекомендуемая практика квалификации и аттестации персонала, занятого неразрушающим контролем) |
[31] | ISO 10893-10 | Non-destructive testing of steel tubes - Part 10: Automated full peripheral ultrasonic testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of longitudinal and/or transverse imperfections [Неразрушающий контроль стальных труб. Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов] |
[32] | ASTM E 213 | Standard Practice for Ultrasonic Testing of Metal Pipe and Tubing (Стандартный метод ультразвукового контроля металлических трубопроводных труб) |
[33] | ISO 10893-3 | Non-destructive testing of steel tubes - Part 3: Automated full peripheral flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal and/or transversal imperfections [Неразрушающий контроль стальных труб. Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов] |
[34] | ASTM E 570 | Standard Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products (Стандартный метод контроля ферромагнитных трубных изделий рассеянием магнитного потока) |
[35] | ISO 10893-2 | Non-destructive testing of steel tubes - Part 2: Automated eddy current testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of imperfections [Неразрушающий контроль стальных труб. Часть 2. Автоматический контроль методом вихревых токов стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов] |
[36] | ASTM E 309 | Standard Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation (Стандартный метод контроля вихревыми токами стальных трубных изделий с применением магнитного насыщения) |
[37] | ISO 10893-5 | Non-destructive testing of steel tubes - Part 5: Magnetic particle inspection of seamless and welded ferromagnetic steel tubes for the detection of surface imperfections [Неразрушающий контроль стальных труб. Часть 5. Контроль тела бесшовных и сварных труб из ферромагнитных сталей магнитопорошковым методом для обнаружения поверхностных несовершенств] |
[38] | ASTM E 709 | Standard Guide for Magnetic Particle Testing (Руководство по магнитопорошковому контролю) |
[39] | ISO 10893-8 | Non-destructive testing of steel tubes - Part 8: Automated ultrasonic testing of seamless and welded steel tubes for the detection of laminar imperfections (Неразрушающий контроль стальных труб. Часть 8. Автоматический ультразвуковой контроль бесшовных и сварных стальных труб для обнаружения ламинарных дефектов) |
[40] | ISO 10893-11 | Non-destructive testing of steel tubes - Part 11: Automatic ultrasonic testing of the weld seam of welded steel tubes for the detection of longitudinal and/or transverse imperfections (Неразрушающий контроль стальных труб. Часть 11. Автоматический ультразвуковой контроль сварного шва для обнаружения продольных и/или поперечных несовершенств) |
[41] | ASTM E 273 | Standard Practice for Ultrasonic Testing of the Weld Zone of Welded Pipe and Tubing (Стандартная практика ультразвукового контроля зоны сварки сварных трубопроводных и насосно-компрессорных труб) |
[42] | API Spec 5B | Specification for Threading, Gauging and Thread Inspection of Casing, Tubing, and Line Pipe Threads (Требования к нарезанию, калиброванию и контролю резьбы обсадных, насосно-компрессорных и трубопроводных труб) |
[43] | API RP 5B1 | Recommended Practice for Gaging and Inspection of Casing, Tubing and Pipe Line Threads (Рекомендуемая практика калибровки и контроля резьбы обсадных, насосно-компрессорных и трубопроводных труб) |
[44] | API RP 5C1 | Recommended Practice for Care and Use of Casing and Tubing (Рекомендуемая практика обслуживания и эксплуатации обсадных и насосно-компрессорных труб) |
[45] | ISO 13678 | Petroleum and natural gas industries - Evaluation and testing of thread compounds for use with casing, tubing, line pipe and drill stem elements (Промышленность нефтяная и газовая. Оценка и испытания резьбовых смазок для обсадных, насосно-компрессорных и трубопроводных труб) |
[46] | API RP 5A3 | Recommended Practice on Thread Compounds for Casing, Tubing, Line Pipe, and Drill Stem Elements (Рекомендованная практика применения резьбовых смазок для обсадных, насосно-компрессорных, трубопроводных труб и элементов бурильных колонн) |
[47] | ANSI/NACE | Evaluation of Pipeline and Pressure Vessel Steels for Resistance to Hydrogen-Induced Cracking (Оценка стойкости к водородному растрескиванию сталей для трубопроводов и сосудов высокого давления) |
[48] | MIL-STD-810c-1975 | Military Standard: Environmental Test Methods, 10 March 1975 (Воздействие факторов окружающей среды на оборудование. Методы испытаний) |
[49] | ISO 8501-1 | Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings (Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степени ржавости и подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий) |
[50] | ASTM В 117 | Standard Practice for Operating Salt Spray (Fog) Apparatus (Стандартная практика работы с аппаратурой солевого тумана) |
[51] | IADC/SPE 11396, | A Test Program for the Evaluation of Oilfield Thread Protectors, IADC/SPE Drilling Conference, New Orleans, LA, 20-23 February 1983 (Программа испытаний по оценке нефтепромысловых предохранителей резьбы. Конференция IADC/SPE по бурению, New Orleans, LA, 20-23 февраля 1983 г.) |
УДК 622.245.1:006.354 | МКС 75.180.10, 77.140.75 | Г43 | ОКП 132100; 132700 |
Ключевые слова: стальные трубы, обсадные трубы, насосно-компрессорные трубы, укороченные трубы, муфты, трубные заготовки для муфт, заготовки для конструктивных элементов, трубы без резьбы, резьбовые соединения, группы прочности, размеры, масса, химический состав, механические свойства, стойкость к сульфидному растрескиванию под напряжением, маркировка, цветовая идентификация, покрытие, резьбовые предохранители | |||
Редакция документа с учетом
изменений и дополнений подготовлена
