ГОСТ 33758-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ И МУФТЫ К НИМ. ОСНОВНЫЕ ПАРАМЕТРЫ И КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Общие технические требования
Pipes for use as casing or tubing and couplings for them. Basic parameters and inspection of thread connections. General technical requirements
МКС 75.180.99
Дата введения 2017-09-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 марта 2016 г. N 86-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 5 декабря 2016 г. N 1928-ст межгосударственный стандарт ГОСТ 33758-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2017 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 53365-2009
________________
Приказом Федерального агентства по техническому регулированию и метрологии от 5 декабря 2016 г. N 1928-ст ГОСТ Р 53365-2009 отменен с 1 сентября 2017 г.
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт распространяется на резьбовые соединения обсадных и насосно-компрессорных труб и муфт к ним и разработан с целью унификации резьбовых соединений и установления требований к ним, отдельных от требований к трубам и муфтам.
Требования, правила приемки и методы контроля резьбовых соединений изложены с учетом международной практики в этой области, что повышает совместимость и взаимозаменяемость трубной продукции с такими резьбовыми соединениями.
Геометрические параметры и характеристики резьбовых соединений настоящего стандарта соответствуют геометрическим параметрам и характеристикам резьбовых соединений ГОСТ 632-80 "Трубы обсадные и муфты к ним. Технические условия" и ГОСТ 633-80 "Трубы насосно-компрессорные и муфты к ним", а также дополнены значениями для обсадных труб наружным диаметром 101,60 мм с резьбовым соединением ОТТМ и обсадных труб наружным диаметром 323,85 мм с резьбовым соединением ОТТГ.
Настоящий стандарт не включает требования к раструбным резьбовым соединениям с трапецеидальной резьбой обсадных труб ТБО и насосно-компрессорных труб НКБ, не применяемым в нефтяной и газовой промышленности, а также требования к резьбовым соединениям обсадных труб с короткой и удлиненной треугольной резьбой, дублирующие требования к резьбовым соединениям SC и LC, применяемым в международной практике.
1 Область применения
Настоящий стандарт распространяется на резьбовые соединения обсадных и насосно-компрессорных труб и муфт к ним, применяемых в нефтяной и газовой промышленности, и устанавливает требования к основным геометрическим параметрам и контролю резьбовых соединений.
Настоящий стандарт устанавливает требования к резьбовым соединениям следующих типов:
- ОТТМ - резьбовому соединению обсадных труб и муфт с трапецеидальной резьбой;
- ОТТГ - резьбовому высокогерметичному соединению обсадных труб и муфт с трапецеидальной резьбой и узлом уплотнения металл-металл;
- НКТН - резьбовому соединению насосно-компрессорных труб и муфт с закругленной треугольной резьбой;
- НКТВ - резьбовому соединению насосно-компрессорных труб с высаженными наружу концами и муфт с закругленной треугольной резьбой;
- НКМ - резьбовому высокогерметичному соединению насосно-компрессорных труб и муфт с трапецеидальной резьбой и узлом уплотнения металл-металл.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10654 Калибры для треугольной резьбы насосно-компрессорных труб и муфт к ним. Типы, основные размеры и допуски
ГОСТ 11708 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 25575 Калибры для соединений с трапецеидальной резьбой обсадных труб и муфт к ним. Типы, основные размеры и допуски
ГОСТ 25576 Калибры для соединений с трапецеидальной резьбой насосно-компрессорных труб и муфт к ним. Типы и основные размеры
ГОСТ 31446 (ISO 11960:2004) Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 11708, а также следующие термины с соответствующими определениями:
3.1.1 боковая сторона резьбы: Часть винтовой поверхности резьбы, расположенная между вершиной и впадиной резьбы.
3.1.2 вершина резьбы: Часть винтовой поверхности резьбы, соединяющая смежные боковые стороны резьбы по верху.
3.1.3 винтовая линия резьбы: Линия, образованная на боковой поверхности реального или воображаемого прямого кругового конуса точкой, перемещающейся таким образом, что отношение между ее осевым перемещением и соответствующим угловым перемещением постоянно, но не равно нулю или бесконечности.
3.1.4 винтовая поверхность резьбы: Поверхность, образованная кривой, лежащей в одной плоскости с осью, и перемещающаяся относительно оси таким образом, что каждая точка кривой движется по винтовой линии резьбы и все возможные винтовые линии от точек кривой имеют одинаковые параметры.
3.1.5 виток резьбы: Выступ резьбы, соответствующий одному полному обороту точек винтовой поверхности резьбы относительно оси резьбы.
3.1.6 витки резьбы с черновинами: Витки с черными вершинами, на которых сохранилась поверхность исходной заготовки.
3.1.7 внутренний диаметр резьбы: Диаметр воображаемого кругового конуса в основной плоскости или заданном сечении, вписанного во впадины наружной или в вершины внутренней резьбы.
3.1.8 внутренняя резьба: Резьба, образованная на внутренней прямой круговой конической поверхности.
3.1.9 впадина резьбы: Часть винтовой поверхности резьбы, соединяющая смежные боковые стороны резьбы по низу.
3.1.10 высокогерметичное резьбовое соединение: Резьбовое соединение, в конструкцию которого включены специальные элементы, повышающие герметичность соединения, например узел уплотнения металл-металл.
3.1.11 высота профиля резьбы: Расстояние между вершиной и впадиной резьбы в плоскости осевого сечения в направлении, перпендикулярном к оси резьбы.
3.1.12 выступ резьбы: Выступающая часть материала изделия, ограниченная винтовой поверхностью резьбы.
3.1.13 длина резьбы с полным профилем: Длина участка резьбы, на котором вершины и впадины соответствуют номинальному профилю резьбы и находятся в пределах отклонений наружного и внутреннего диаметров резьбы.
3.1.14 длина свинчивания: Длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.
3.1.15 длина резьбы с неполным профилем: Длина участка резьбы, на котором витки имеют неполную (незавершенную) форму.
3.1.16 закругленная треугольная резьба: Коническая резьба, предназначенная для соединения нарезных труб и муфт к ним, исходный профиль которой представляет собой треугольник с закругленными вершинами и впадинами.
3.1.17 конец сбега резьбы: Конец впадины непрерывно исчезающего витка резьбы, наиболее удаленной от торца трубы.
3.1.18 коническая резьба: Один или несколько равномерно расположенных выступов резьбы постоянного сечения, образованных на боковой поверхности прямого кругового конуса.
3.1.19 конусность резьбы: Угол при вершине между образующими конуса в одной плоскости.
Примечание - Конусность резьбы характеризуется изменением диаметра резьбы в осевом направлении и определяется разностью диаметров (наружных, внутренних и средних) между двумя любыми перпендикулярными к оси сечениями, деленной на расстояние между этими сечениями.
3.1.20 механическое свинчивание: Свинчивание резьбового соединения с определенным усилием и/или до определенного положения с помощью специального механизма или муфтонаверточного станка.
3.1.21 минимальная толщина стенки трубы под резьбой: Условная толщина стенки, характеризующая устойчивость резьбовой части конца трубы к разрушению в условиях действия разнонаправленных напряжений.
3.1.22 наружная резьба: Резьба, образованная на наружной прямой круговой конической поверхности.
3.1.23 наружный диаметр резьбы: Диаметр воображаемого прямого кругового конуса в основной плоскости или в заданном сечении, описанного вокруг вершин наружной или впадин внутренней резьбы.
3.1.24 натяг: Расстояние, характеризующее посадку одного изделия на другое, и припуск на механическое довинчивание.
3.1.25 натяг при свинчивании труб с муфтами: Расстояние от торца муфты до плоскости конца сбега резьбы на трубе.
3.1.26 натяг при контроле калибрами: Расстояние от измерительной плоскости калибра до плоскости торца трубы или муфты.
3.1.27 номинальный диаметр резьбы: Диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
3.1.28 номинальный профиль конической резьбы: Профиль наружной или внутренней конической резьбы, который определен номинальными размерами его линейных и угловых элементов и к которому в установленной основной плоскости относятся номинальные размеры наружного, среднего и внутреннего диаметров резьбы.
3.1.29 общая длина резьбы: Длина участка изделия, на котором образована резьба, включая сбег и фаску.
3.1.30 обычная муфта: Муфта наружным диаметром, принятым за основной диаметр по сравнению со специальной муфтой, имеющей меньший наружный диаметр.
Примечание - Термин применяют в случае, если для труб одного наружного диаметра применяют муфты разных наружных диаметров.
3.1.31 основная плоскость конической резьбы: Плоскость, перпендикулярная к оси резьбы, в которой задаются номинальные размеры наружного, среднего и внутреннего диаметров конической резьбы.
3.1.32 ось резьбы: Ось, относительно которой образована винтовая поверхность резьбы.
3.1.33 профиль резьбы: Профиль выступа и впадины резьбы в плоскости осевого сечения резьбы.
3.1.34 резьбовое соединение: Соединение двух изделий с помощью резьбы, в котором одно из изделий имеет наружную резьбу, другое - внутреннюю.
3.1.35 сбег резьбы: Участок перехода резьбы к гладкой части изделия, на котором резьба имеет неполный профиль.
3.1.36 свинчивание вручную, ручное свинчивание: Свинчивание резьбового соединения усилием одного человека без применения специального механизма или муфтонаверточного станка.
3.1.37 специальная муфта: Муфта, имеющая меньший наружный диаметр по сравнению с наружным диаметром обычной муфты.
3.1.38 средний диаметр конической резьбы: Диаметр в основной плоскости или в заданном сечении воображаемого прямого кругового конуса, соосного с конической резьбой, каждая образующая которого пересекает профиль резьбы таким образом, что проекции на ось резьбы отрезков, образованных при пересечении с впадиной, равны половине номинального шага резьбы.
3.1.39 трапецеидальная резьба: Коническая резьба, предназначенная для соединения нарезных труб и муфт к ним, исходный профиль которой представляет собой трапецию, угол наклона одной из боковых сторон (несущей) которой меньше, чем угол наклона другой стороны (угол трения).
3.1.40 угол наклона боковой стороны резьбы: Угол между боковой стороной резьбы и перпендикуляром к оси резьбы.
3.1.41 угол профиля резьбы: Угол между смежными боковыми сторонами резьбы.
3.1.42 угол уклона резьбы: Угол между линией среднего диаметра резьбы и осью резьбы.
3.1.43 узел уплотнения металл-металл: Совокупность конструктивных металлических уплотнительных и упорных элементов резьбового соединения, которые при механическом свинчивании обеспечивают в результате сопряжения поверхностей с определенным натягом высокую герметичность резьбового соединения.
3.1.44 уплотнительная проточка: Радиальная уплотнительная поверхность трубы - конструктивный уплотнительный элемент узла уплотнения металл-металл.
3.1.45 уплотнительная расточка: Радиальная уплотнительная поверхность муфты - конструктивный уплотнительный элемент узла уплотнения металл-металл.
3.1.46 упорный торец трубы: Упорная поверхность, проходящая через плоскость меньшего диаметра уплотнительной проточки, расположенная под прямым или другим углом к оси резьбы трубы - конструктивный упорный элемент узла уплотнения металл-металл.
3.1.47 упорный уступ муфты: Упорная поверхность, проходящая через плоскость меньшего диаметра уплотнительной расточки, расположенная под прямым или другим углом к оси резьбы муфты - конструктивный упорный элемент узла уплотнения металл-металл.
3.1.48 шаг резьбы: Расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
3.2 В настоящем стандарте применены следующие сокращения:
НКМ - резьбовое высокогерметичное соединение насосно-компрессорных труб и муфт с трапецеидальной резьбой и узлом уплотнения металл-металл;
НКТН - резьбовое соединение насосно-компрессорных труб и муфт с закругленной треугольной резьбой;
НКТВ - резьбовое соединение насосно-компрессорных труб с высаженными наружу концами и муфт с закругленной треугольной резьбой;
ОТТГ - резьбовое высокогерметичное соединение обсадных труб и муфт с трапецеидальной резьбой и узлом уплотнения металл-металл;
ОТТМ - резьбовое соединение обсадных труб и муфт с трапецеидальной резьбой.
3.3 В настоящем стандарте применены следующие обозначения:
,
,
- углы наклона элементов профиля резьбы;
- угол уклона резьбы;
A - расчетный натяг при свинчивании трубы и муфты вручную;
,
,
,
- натяги элементов резьбового соединения по калибрам;
B - ширина торцовой плоскости;
b, ,
,
,
- ширина элементов профиля резьбы;
D - наружный диаметр трубы;
- наружный диаметр высаженного конца трубы;
- наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
d - внутренний диаметр трубы;
,
,
,
,
,
- диаметры элементов резьбового соединения;
- внутренний диаметр резьбы в основной плоскости;
- внутренний диаметр муфты;
- средний диаметр резьбы в основной плоскости;
H - высота исходного профиля резьбы;
h, ,
,
,
,
- высота или глубина элементов профиля резьбы;
- глубина уплотнительной проточки трубы;
К - конусность резьбы;
L - общая длина резьбы трубы;
- расстояние от торца муфты до упорного уступа;
- длина муфты;
l, ,
,
,
,
,
,
,
,
,
,
- расстояние или длина элементов резьбового соединения;
P - шаг резьбы;
r, ,
,
,
- радиусы скругления элементов резьбового соединения;
t - толщина стенки трубы;
- расчетная минимальная толщина стенки трубы под резьбой или уплотнительной конической проточки в плоскости торца;
z - зазор.
4 Общие требования
4.1 Резьбовые соединения, установленные настоящим стандартом, предназначены для обсадных, насосно-компрессорных труб и муфт к ним по ГОСТ 31446.
4.2 Резьбовые соединения труб и муфт к ним должны быть выполнены в соответствии с требованиями настоящего стандарта, по технологическим регламентам, утвержденным в установленном порядке.
4.3 Геометрические параметры труб и муфтовых заготовок, предназначенных для нарезания резьбы, должны обеспечивать выполнение требований настоящего стандарта к геометрическим параметрам резьбы и резьбовых соединений.
4.4 Соблюдение требований к профилю, геометрическим параметрам, качеству поверхности резьбы и резьбового соединения должно обеспечивать герметичность резьбового соединения при правильно выполненном механическом свинчивании и использовании соответствующей резьбовой смазки.
4.5 Поверхности резьбы, уплотнительных и упорных элементов резьбового соединения должны быть без следов коррозии.
Не допускаются рванины, надрезы, вмятины и другие дефекты, которые нарушают непрерывность поверхности резьбы, упорных и уплотнительных элементов, могут привести к отслоению металла или защитного покрытия и образованию задиров при свинчивании.
Допускаются неглубокие риски и царапины, неровности поверхности, не влияющие на непрерывность резьбы и не вызывающие отслоение защитного покрытия.
4.6 На длине резьбы трубы с неполным профилем допускаются риски, царапины, вмятины и другие несовершенства поверхности глубиной, не выходящей за внутренний диаметр резьбы или не превышающей 12,5% номинальной толщины стенки трубы при измерении от поверхности трубы, в зависимости от того, что больше.
4.7 Допускается зачистка поверхности резьбы, уплотнительных и упорных элементов резьбовых соединений для удаления несовершенств при условии соблюдения требований к геометрическим параметрам резьбовых соединений.
4.8 Шероховатость Ra поверхности резьбы и упорных элементов резьбовых соединений не должна превышать 3,2 мкм, поверхности уплотнительных элементов резьбовых соединений - 1,6 мкм.
4.9 На всю поверхность резьбы и уплотнительных конических расточек муфт должно быть нанесено цинковое или фосфатное покрытие.
4.10 При свинчивании труб с муфтами должны применяться резьбовые уплотнительные смазки, обеспечивающие герметичность резьбового соединения и предохраняющие его от коррозии и задиров при свинчивании.
5 Резьбовые соединения обсадных труб
5.1 Профиль резьбы
5.1.1 Форма и геометрические параметры профиля трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ обсадных труб и муфт к ним приведены на рисунке 1 и в таблице 1.
|

________________
* Размер для справок.
1 - профиль резьбы муфты; 2 - линии, параллельные образующей конуса резьбы; 3 - ось резьбы; 4 - профиль резьбы трубы; - угол профиля;
,
- углы наклона сторон профиля; b - ширина вершины профиля;
- ширина впадины профиля;
- угол уклона резьбы;
- высота профиля; P - шаг резьбы;
,
,
,
- радиусы скругления профиля
Примечание - Вершины и впадины резьбы параллельны образующей конуса резьбы.
Рисунок 1 - Форма и геометрические параметры профиля трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ
Предельные отклонения геометрических параметров профиля резьбы приведены в таблицах 1 и 2.
Таблица 1 - Геометрические параметры профиля трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ
В миллиметрах
Наименование параметра | Номинальное значение | Предельное отклонение |
Шаг резьбы P | 5,080 | См. таблицу 2 |
Высота профиля | 1,60 | ±0,03 |
Угол профиля | 13° | - |
Угол наклона стороны профиля: | ||
3° | ±1° | |
10° | ±1° | |
Ширина вершины профиля b* | 2,29 | - |
Ширина впадины профиля | 2,43 | +0,05 |
Радиус скругления профиля: | ||
| 0,20 | +0,05 |
| 0,80 | -0,05 |
| 0,20 | -0,05 |
| 0,80 | +0,05 |
Угол уклона резьбы | 1°47'24" | - |
Конусность резьбы К** | 6,25 | См. таблицу 2 |
* Размер для справок. ** Конусность по внутреннему диаметру резьбы трубы и наружному диаметру резьбы муфты на длине резьбы 100 мм. Примечание - Параметры резьбы, приведенные для справок, и их предельные отклонения применяют для проектирования резьбообразующего инструмента и контролю не подвергаются. | ||
Таблица 2 - Предельные отклонения шага и конусности трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ
В миллиметрах
Тип | Предельное отклонение | |||||
соединения | шага резьбы P | конусности резьбы К | ||||
на | на всей | трубы | муфты для труб | |||
длине 25,4 мм* | длине резьбы с полным профилем | условным диаметром до 194 мм включ. | условным диаметром св. 194 мм | условным диаметром до 194 мм включ. | условным диаметром св.194 мм | |
ОТТМ | ±0,050 | ±0,100 | +0,25 | +0,25 | +0,00 | +0,10 |
ОТТГ | +0,15 | +0,20 | +0,00 | +0,05 | ||
* Предельные отклонения шага резьбы на длине 25,4 мм допускаются на расстоянии между любыми двумя витками резьбы с полным профилем, не превышающим 25,4 мм. На расстоянии между любыми двумя витками резьбы, превышающем 25,4 мм, допускается увеличение предельных отклонений шага резьбы пропорционально увеличению расстояния, но не более указанных в настоящей таблице предельных отклонений для всей длины резьбы с полным профилем. | ||||||
5.2 Основные параметры резьбового соединения ОТТМ
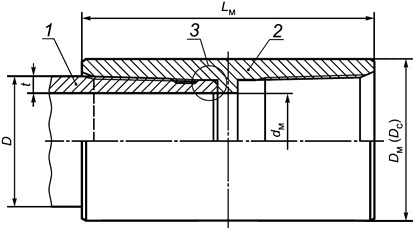
5.2.1 Общий вид резьбового соединения ОТТМ показан на рисунке 2.
|

1 - труба;
2 - муфта; D - наружный диаметр трубы; - наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
- длина муфты; t - толщина стенки трубы
Рисунок 2 - Общий вид резьбового соединения ОТТМ
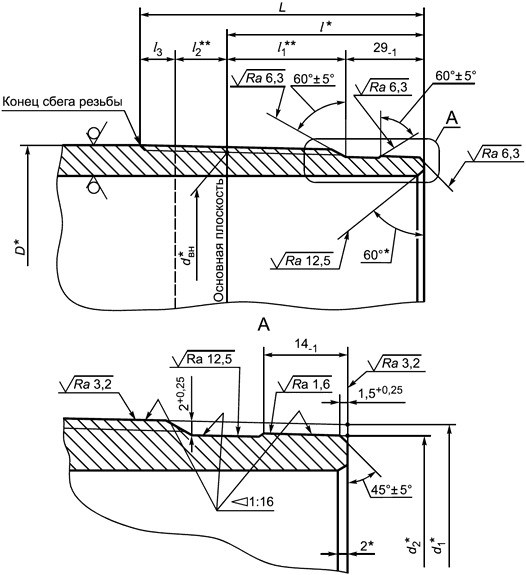
5.2.2 Основные геометрические параметры и предельные отклонения параметров резьбового соединения ОТТМ приведены на рисунках 3 и 4 и в таблицах 3 и 4.
|

________________
* Размер для справок.
** Размер не регламентируется.
D - наружный диаметр трубы; - внутренний диаметр резьбы в основной плоскости;
- наружный диаметр резьбы в плоскости торца трубы;
- внутренний диаметр резьбы в плоскости торца трубы; L - общая длина резьбы трубы;
- длина резьбы трубы с полным профилем (длина резьбы от торца трубы до основной плоскости);
- длина резьбы с неполным профилем;
- длина сбега резьбы трубы
Рисунок 3 - Основные геометрические параметры резьбового соединения ОТТМ трубы
|

________________
* Размер для справок.
B - ширина торцовой плоскости обычной муфты; - внутренний диаметр резьбы в основной плоскости;
- диаметр фаски в плоскости торца муфты;
- внутренний диаметр резьбы в плоскости торца муфты;
- длина резьбы с полным профилем муфты; r - радиус скругления кромки торца специальной муфты
Примечания
1 Для выхода резьбообразующего инструмента на середине муфты может быть выполнена проточка глубиной, превышающей высоту профиля резьбы не более чем на 0,50 мм. Проточка не должна иметь острых кромок. При отсутствии проточки допускается перерез встречных ниток в середине муфты на длине резьбы с неполным профилем.
2 Для специальных муфт допускается замена фаски 35°±5° скруглением кромки торца радиусом, не превышающим ширину фаски.
Рисунок 4 - Основные геометрические параметры резьбового соединения ОТТМ муфты
Таблица 3 - Основные геометрические параметры резьбового соединения ОТТМ трубы
В миллиметрах
Наружный диаметр трубы | Внут- | Наруж- | Внут- | Общая длина резьбы | Длина резьбы с полным профи- | Длина сбега резьбы | Натяг при ручном свинчивании, A* |
101,60 | 98,400 | 99,287 | 96,087 | 69 | 37 | 13 | 14,0 |
114,30 | 111,100 | 111,675 | 108,475 | 74 | 42 | 13 | 14,0 |
127,00 | 123,800 | 124,250 | 121,050 | 76 | 44 | 13 | 14,0 |
139,70 | 136,500 | 136,700 | 133,500 | 80 | 48 | 13 | 14,0 |
146,05 | 142,850 | 143,050 | 139,850 | 80 | 48 | 13 | 14,0 |
168,28 | 165,075 | 165,025 | 161,825 | 84 | 52 | 13 | 14,0 |
177,80 | 174,600 | 174,300 | 171,100 | 88 | 56 | 13 | 14,0 |
193,68 | 190,475 | 189,925 | 186,725 | 92 | 60 | 13 | 14,0 |
219,08 | 215,875 | 214,950 | 211,750 | 98 | 66 | 13 | 14,0 |
244,48 | 241,275 | 240,350 | 237,150 | 98 | 66 | 13 | 14,0 |
273,05 | 269,850 | 268,925 | 265,725 | 98 | 66 | 13 | 14,0 |
298,45 | 295,250 | 294,325 | 291,125 | 98 | 66 | 13 | 14,0 |
323,85 | 320,650 | 319,725 | 316,525 | 98 | 66 | 13 | 14,0 |
339,72 | 336,525 | 335,600 | 332,400 | 98 | 66 | 13 | 14,0 |
* Размер для справок. Примечание - Натяг A при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания. | |||||||
Таблица 4 - Основные геометрические параметры резьбового соединения ОТТМ муфты
В миллиметрах
Наружный диаметр трубы | Внутренний диаметр резьбы в основной плоскости | Внутренний диаметр резьбы в плоскости торца муфты | Диаметр фаски в плоскости торца муфты | Длина резьбы с полным профилем | Ширина торцовой плоскости обычной муфты B, не менее |
101,60 | 98,400 | 99,525 | 103,8 | 74 | 1,5 |
114,30 | 111,100 | 112,225 | 116,5 | 76 | 3,0 |
127,00 | 123,800 | 124,925 | 129,2 | 78 | 4,0 |
139,70 | 136,500 | 137,625 | 141,9 | 82 | 3,5 |
146,05 | 142,850 | 143,975 | 148,3 | 82 | 6,5 |
168,28 | 165,075 | 166,200 | 170,5 | 86 | 6,0 |
177,80 | 174,600 | 175,725 | 180,0 | 90 | 4,5 |
193,68 | 190,475 | 191,600 | 195,9 | 94 | 7,5 |
219,08 | 215,875 | 217,000 | 221,3 | 100 | 9,0 |
244,48 | 241,275 | 242,400 | 246,7 | 100 | 9,0 |
273,05 | 269,850 | 270,975 | 275,3 | 100 | 8,5 |
298,45 | 295,250 | 296,375 | 300,7 | 100 | 8,5 |
323,85 | 320,650 | 321,775 | 326,1 | 100 | 9,5 |
339,72 | 336,525 | 337,650 | 342,0 | 100 | 8,5 |
* Размер для справок. Примечание - Ширина торцовой плоскости специальной муфты не нормируется. | |||||
5.2.3 На расстоянии менее (l-10) мм от торца трубы не допускаются витки резьбы с черновинами по всей окружности, но допускаются витки резьбы с черновинами общей протяженностью на каждом витке не более 25% длины витка резьбы:
- на одном витке резьбы - для труб наружным диаметром до 193,68 мм включительно;
- на двух витках резьбы - для труб наружным диаметром 219,08 мм и более.
5.2.4 Толщина стенки трубы под резьбой должна быть не менее:
- 1,5 мм, если значение , рассчитанное по формуле (1), менее или равно 1,5 мм;
- расчетного значения, если значение , рассчитанное по формуле (1), более 1,5 мм.
Расчетную минимальную толщину стенки трубы под резкой вычисляют по следующей формуле
![]() , (1)
, (1)
где - расчетная минимальная толщина стенки трубы под резьбой, мм, округленная до 0,1 мм;
t - номинальная толщина стенки трубы, мм;
D - номинальный наружный диаметр трубы, мм;
- внутренний диаметр резьбы в плоскости торца трубы, мм.
5.2.5 Разностенность в плоскости торца специальных муфт не должна быть более 1,00 мм.
5.2.6 Оси резьбы обоих концов муфты должны совпадать.
Отклонение от соосности резьбы в плоскости торца муфты не должно быть более 0,75 мм, отклонение от соосности резьбы на расстоянии 1 м от середины муфты - более 3,00 мм.
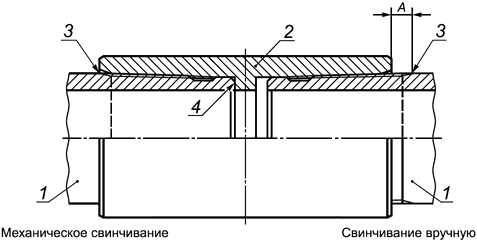
5.2.7 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 5.
При механическом свинчивании трубы с муфтой торец муфты должен совпадать с концом сбега резьбы трубы или не доходить до него не более чем на 5,0 мм.
|

1 - труба;
2 - муфта; 3 - конец сбега резьбы; А - натяг при свинчивании труб с муфтами вручную
Рисунок 5 - Свинчивание трубы и муфты с резьбовым соединением ОТТМ
5.3 Основные параметры резьбового соединения ОТТГ
5.3.1 Общий вид резьбового соединения ОТТГ с узлом уплотнения металл-металл показан на рисунке 6.
|
1 - труба;
2 - муфта; 3 - узел уплотнения металл-металл; D - наружный диаметр трубы; - наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
- внутренний диаметр муфты; t - толщина стенки трубы;
- длина муфты
Рисунок 6 - Общий вид резьбового соединения ОТТГ
5.3.2 Основные геометрические параметры и предельные отклонения параметров резьбового соединения ОТТГ приведены на рисунках 7 и 8 и в таблицах 5 и 6.
|
________________
* Размер для справок.
** Размер не регламентируется.
D - наружный диаметр трубы; - внутренний диаметр резьбы в основной плоскости;
- наружный диаметр резьбы в плоскости торца трубы;
- диаметр уплотнительной конической проточки в плоскости торца трубы; L - расстояние от торца до конца сбега резьбы;
- длина резьбы от торца трубы до основной плоскости;
- длина резьбы с полным профилем;
- длина резьбы с неполным профилем;
- длина сбега резьбы
Рисунок 7 - Основные геометрические параметры резьбового соединения ОТТГ трубы
|

________________
* Размер для справок.
** Размер не регламентируется.
*** Регламентируется нормативными документами на трубы с муфтами.
B - ширина торцовой плоскости муфты; - внутренний диаметр резьбы в основной плоскости;
- внутренний диаметр муфты;
- диаметр фаски в плоскости торца муфты;
- внутренний диаметр резьбы в плоскости торца муфты;
- диаметр уплотнительной конической расточки муфты в расчетной плоскости;
- расстояние от торца муфты до упорного уступа;
- расстояние от торца муфты до расчетной плоскости;
- длина резьбового конуса муфты (от торца муфты до конца сбега резьбы);
- длина сбега резьбы;
- длина резьбы с полным профилем; r - радиус скругления кромки торца специальной муфты
Примечания
1 Конец сбега резьбы муфты не должен выходить за пределы фаски, расположенной между резьбой и уплотнительной конической расточкой.
2 Для специальных муфт допускается замена фаски 35°±5° скруглением кромки торца радиусом, не превышающим ширину фаски.
Рисунок 8 - Основные геометрические параметры резьбового соединения ОТТГ муфты
Таблица 5 - Основные геометрические параметры резьбового соединения ОТТГ трубы
В миллиметрах
Наруж- | Внут- | Наруж- | Диаметр уплотни- | Рассто- | Рассто- | Длина сбега резьбы | Натяг при ручном свин- |
114,30 | 111,100 | 110,175 | 106,375 | 98 | 66 | 13 | 10,0 |
127,00 | 123,800 | 122,750 | 118,950 | 100 | 68 | 13 | 10,0 |
139,70 | 136,500 | 135,200 | 131,400 | 104 | 72 | 13 | 10,0 |
146,05 | 142,850 | 141,550 | 137,750 | 104 | 72 | 13 | 10,0 |
168,28 | 165,075 | 163,525 | 159,725 | 108 | 76 | 13 | 10,0 |
177,80 | 174,600 | 172,800 | 169,000 | 112 | 80 | 13 | 10,0 |
193,68 | 190,475 | 188,425 | 184,625 | 116 | 84 | 13 | 10,0 |
219,08 | 215,875 | 213,450 | 209,650 | 122 | 90 | 13 | 10,0 |
244,48 | 241,275 | 238,850 | 235,050 | 122 | 90 | 13 | 10,0 |
250,80 | 241,275 | 238,850 | 235,050 | 130 | 90 | 13 | 10,0 |
273,05 | 269,850 | 267,425 | 263,625 | 122 | 90 | 13 | 10,0 |
323,85 | 320,650 | 318,225 | 314,425 | 122 | 90 | 13 | 10,0 |
* Размер для справок. Примечание - Натяг A при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания. | |||||||
Таблица 6 - Основные геометрические параметры резьбового соединения ОТТГ муфты
В миллиметрах
Наруж- | Внут- | Диаметр фаски в плос- | Внут- | Диаметр уплотни- | Рассто- | Рассто- | Длина резь- | Длина резьбы с полным про- | Ширина тор- |
114,30 | 111,100 | 116,5 | 112,475 | 106,425 | 96 | 88 | 82 | 72 | 3,0 |
127,00 | 123,800 | 129,2 | 125,175 | 119,000 | 98 | 90 | 84 | 74 | 4,0 |
139,70 | 136,500 | 141,9 | 137,875 | 131,450 | 102 | 94 | 88 | 78 | 3,5 |
146,05 | 142,850 | 148,3 | 144,225 | 137,800 | 102 | 94 | 88 | 78 | 6,5 |
168,28 | 165,075 | 170,5 | 166,450 | 159,775 | 106 | 98 | 92 | 82 | 6,0 |
177,80 | 174,600 | 180,0 | 175,975 | 169,050 | 110 | 102 | 96 | 86 | 4,5 |
193,68 | 190,475 | 195,9 | 191,850 | 184,675 | 114 | 106 | 100 | 90 | 7,5 |
219,08 | 215,875 | 221,3 | 217,250 | 209,700 | 120 | 112 | 106 | 96 | 9,0 |
244,48 | 241,275 | 246,7 | 242,650 | 235,100 | 120 | 112 | 106 | 96 | 9,0 |
250,80 | 241,275 | 246,7 | 242,650 | 235,100 | 120 | 112 | 106 | 96 | 9,0 |
273,05 | 269,850 | 275,3 | 271,225 | 263,675 | 120 | 112 | 106 | 96 | 8,5 |
323,85 | 320,650 | 326,1 | 322,025 | 314,475 | 120 | 112 | 106 | 96 | 8,5 |
* Размер для справок. Примечание - Ширина торцовой плоскости специальных муфт не нормируется. | |||||||||
5.3.3 На расстоянии менее (l-10) мм от торца трубы не допускаются витки резьбы с черновинами по всей окружности, но допускаются витки с черновинами, общей протяженностью на каждом витке не более 25% длины витка резьбы:
- на одном витке резьбы - для труб наружным диаметром до 193,68 мм включительно;
- на двух витках резьбы - для труб наружным диаметром 219,08 мм и более.
5.3.4 Толщина стенки под уплотнительной конической проточкой должна быть не менее:
- 2,5 мм для труб наружным диаметром 146,05 мм и толщиной стенки 8,50 мм, наружными диаметрами 168,28, 219,08, 244,48 и 273,05 мм и толщинами стенки 8,00, 8,89 и 8,94 мм, наружным диаметром 323,85 мм и толщиной стенки 9,50 мм, если значение , рассчитанное по формуле (2), менее или равно 2,5 мм;
- 3,0 мм для остальных труб, если значение , рассчитанное по формуле (2), менее или равно 3,0 мм;
- расчетного значения, если значение , рассчитанное по формуле (2), более 2,5 мм или 3,0 мм соответственно.
Расчетную минимальную толщину стенки уплотнительной конической проточки в плоскости торца трубы вычисляют по следующей формуле
![]() , (2)
, (2)
где - расчетная минимальная толщина стенки уплотнительной конической проточки в плоскости торца трубы, мм, округленная до 0,1 мм;
t - номинальная толщина стенки трубы, мм;
D - номинальный наружный диаметр трубы, мм;
- диаметр уплотнительной конической проточки в плоскости торца трубы, мм.
5.3.5 Отклонения конусности на всей длине уплотнительной конической проточки трубы не должны быть более ±0,03 мм, отклонения конусности уплотнительной конической расточки муфты - более +0,06 мм.
5.3.6 Разностенность в плоскости торца специальных муфт не должна быть более 1,00 мм.
5.3.7 Упорные торцы труб и упорные уступы муфт должны быть перпендикулярными к оси резьбы. Отклонение упорных элементов от перпендикулярности должно быть не более 0,06 мм.
5.3.8 Оси резьбы обоих концов муфты должны совпадать. Отклонение от соосности резьбы в плоскости торца муфты не должно быть более 0,75 мм, отклонение от соосности резьбы на расстоянии 1 м от середины муфты - более 3,00 мм.
5.3.9 Оси резьбы и уплотнительных элементов труб и муфт должны совпадать. Отклонение от соосности в плоскости торца трубы или муфты не должно быть более 0,04 мм.
5.3.10 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 9.
|

1 - труба; 2 - муфта; 3 - конец сбега резьбы; 4 - стык упорных поверхностей; A - натяг при свинчивании труб с муфтами вручную
Рисунок 9 - Свинчивание трубы и муфты с резьбовым соединением ОТТГ
При механическом свинчивании трубы с муфтой должно быть обеспечено сопряжение упорного торца трубы и упорного уступа муфты по всему периметру стыка сопрягаемых поверхностей.
6 Резьбовые соединения насосно-компрессорных труб
6.1 Профиль резьбы
6.1.1 Форма и геометрические параметры профиля закругленной треугольной резьбы соединений НКТН и НКТВ насосно-компрессорных труб и муфт к ним приведены на рисунке 10 и в таблице 7.
|

________________
* Размер для справок.
1 - профиль резьбы муфты; 2 - линия, параллельная оси резьбы; 3 - линия среднего диаметра резьбы; 4 - профиль резьбы трубы; 5 - ось резьбы; - угол профиля;
- угол наклона стороны профиля;
- угол уклона резьбы; H - высота исходного профиля; h - рабочая высота профиля;
,
- высота профиля;
,
- срез по вершинам профиля резьбы трубы и муфты;
,
- срез по впадинам профиля резьбы трубы и муфты; P - шаг резьбы;
- радиус скругления впадины профиля;
- радиус скругления вершины профиля; z - зазор
Рисунок 10 - Форма и геометрические параметры профиля закругленной треугольной резьбы соединений НКТН и НКТВ
Предельные отклонения геометрических параметров профиля резьбы приведены в таблицах 7 и 8.
Таблица 7 - Геометрические параметры профиля закругленной треугольной резьбы соединений НКТН и НКТВ
В миллиметрах
Наименование параметра | Число ниток на длине 25,4 мм | |||
10 | 8 | |||
Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |
Шаг резьбы P | 2,540 | См. таблицу 8 | 3,175 | См. таблицу 8 |
Высота исходного профиля H* | 2,200 | - | 2,750 | - |
Рабочая высота профиля h* | 1,336 | - | 1,734 | - |
Высота профиля | 1,412 | +0,050 | 1,810 | +0,050 |
Угол профиля | 60° | - | 60° | - |
Угол наклона стороны профиля | 30° | ±1° | 30° | ±1° |
Радиус скругления вершины профиля | ||||
| 0,432 | +0,045 | 0,508 | +0,045 |
| 0,356 | -0,045 | 0,432 | -0,045 |
Срез по вершинам профиля | 0,432 | - | 0,508 | - |
Срез по впадинам профиля | 0,356 | - | 0,432 | - |
Зазор z* | 0,076 | - | 0,076 | - |
Угол уклона резьбы | 1°47'24" | - | 1°47'24" | - |
Конусность резьбы К ** | 6,25 (1:16) | См. таблицу 8 | 6,25 (1:16) | См. таблицу 8 |
* Размер для справок. ** Конусность по среднему диаметру резьбы трубы и муфты на длине 100 мм. Примечание - Параметры резьбы, приведенные для справок, и их предельные отклонения приведены для проектирования резьбообразующего инструмента и контролю не подвергаются. | ||||
Таблица 8 - Предельные отклонения шага и конусности резьбы соединений НКТН и НКТВ
В миллиметрах
Предельное отклонение | |||
шага резьбы P | конусности резьбы К | ||
на длине 25,4 мм* | на всей длине резьбы с полным профилем | трубы | муфты |
± 0,075 | ±0,120 | +0,36 | +0,22 |
* Предельные отклонения шага резьбы на длине 25,4 мм допускаются на расстоянии между любыми двумя витками резьбы с полным профилем, не превышающем 25,4 мм. На расстоянии между любыми витками резьбы, превышающем 25,4 мм, допускается увеличение предельных отклонений шага резьбы пропорционально увеличению длины, но не свыше предельных отклонений, указанных для всей длины резьбы с полным профилем. | |||
6.1.2 Форма и геометрические параметры профиля трапецеидальной резьбы соединения НКМ насосно-компрессорных труб условным диаметром от 60 до 102 мм включительно и муфт к ним приведены на рисунке 11 и в таблице 9, для труб условным диаметром 114 мм и муфт к ним - на рисунке 12 и в таблице 9.
|

________________
* Размер для справок.
1 - профиль резьбы муфты; 2 - профиль резьбы трубы; 3 - линия, параллельная оси резьбы; 4 - ось резьбы; - угол профиля;
,
- углы наклона сторон профиля; b - ширина вершин профиля трубы,
- ширина вершин профиля муфты;
- ширина впадин профиля трубы;
- ширина впадин профиля муфты;
- ширина фаски вершин профиля;
- высота профиля; P - шаг резьбы;
- радиус скругления впадин профиля,
- радиус скругления впадин профиля;
- угол уклона резьбы
Примечания
1 Допускается замена фаски на вершинах профиля резьбы скруглением вершин радиусом, равным (0,20+0,05) мм.
2 Вершины и впадины резьбы параллельны образующей конуса резьбы.
Рисунок 11 - Форма и геометрические параметры профиля трапецеидальной резьбы соединения НКМ насосно-компрессорных труб наружным диаметром от 60,32 до 101,60 мм включительно и муфт к ним
|

_________________
* Размер для справок.
1 - профиль резьбы муфты; 2 - профиль резьбы трубы; 3 - линии, параллельные образующей конуса резьбы; 4 - ось резьбы; - угол профиля;
,
- углы наклона сторон профиля; b - ширина вершин профиля трубы,
- ширина вершин профиля муфты;
- ширина впадин профиля трубы;
- ширина впадин профиля муфты;
- угол уклона резьбы;
- высота профиля; P - шаг резьбы;
,
- радиусы скругления вершин профиля;
,
- радиусы скругления впадин профиля
Рисунок 12 - Форма и геометрические параметры профиля трапецеидальной резьбы соединения НКМ насосно-компрессорных труб условным диаметром 114,30 мм и муфт к ним
Предельные отклонения геометрических параметров профиля резьбы приведены в таблицах 9 и 10.
Таблица 9 - Геометрические параметры профиля трапецеидальной резьбы резьбового соединения НКМ
В миллиметрах
Наименование параметра | Наружный диаметр труб | |||
от 60,32 до 101,60 включ. | 114,30 | |||
Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |
Шаг резьбы P | 4,233 | См. таблицу 10 | 5,080 | См. таблицу 10 |
Высота профиля | ||||
наружная резьба | 1,20 | +0,05 | 1,60 | ±0,03 |
внутренняя резьба | 1,30 | +0,05 | 1,60 | ±0,03 |
Угол профиля | 33° | - | 13° | - |
Угол наклона стороны профиля: | ||||
3° | ±1° | 3° | ±1° | |
30° | ±1° | 10° | ±1° | |
Радиус скругления профиля: | ||||
| - | - | 0,20 | +0,05 |
| 0,20 | -0,05 | 0,20 | -0,05 |
0,25 | -0,05 | - | - | |
| - | - | 0,80 | +0,05 |
| - | - | 0,80 | -0,05 |
Ширина вершины профиля: | ||||
b* | 1,659 | - | 2,29 | - |
| 1,600 | - | 2,29 | - |
Ширина впадины профиля: | ||||
| 1,800 | +0,05 | 2,43 | +0,05 |
| 1,794 | +0,05 | 2,43 | +0,05 |
Ширина фаски вершин профиля | 0,30 | +0,05 | - | - |
Угол уклона резьбы | 2°23'09" | - | 1°47'24" | - |
Конусность резьбы К* | 8,33 | См. таблицу 10 | 6,25 (1:16) | См. таблицу 10 |
* Размер для справок. ** Конусность по внутреннему диаметру резьбы трубы и наружному диаметру резьбы муфты на длине 100 мм. Примечание - Параметры резьбы, приведенные для справок, и их предельные отклонения приведены для проектирования резьбообразующего инструмента и контролю не подвергаются. | ||||
Таблица 10 - Предельные отклонения шага и конусности резьбы резьбового соединения НКМ
В миллиметрах
Шаг резьбы P | Предельное отклонение | |||
шага резьбы P | конусности резьбы К | |||
на длине 25,4* | на всей длине резьбы с полным профилем | наружной | внутренней | |
4,233 | ±0,040 | ±0,080 | +0,15 | -0,15 |
5,080 | ±0,050 | ±0,100 | +0,15 | -0,15 |
* Предельные отклонения шага резьбы на длине 25,4 мм допускаются на расстоянии между любыми двумя витками резьбы с полным профилем, не превышающем 25,4 мм. На расстоянии между любыми витками резьбы, превышающем 25,4 мм, допускается увеличение предельных отклонений шага резьбы пропорционально увеличению длины, но не более предельных отклонений, указанных для всей длины резьбы с полным профилем. | ||||
6.2 Основные параметры резьбовых соединений НКТН и НКТВ
6.2.1 Общий вид резьбовых соединений НКТН и НКТВ показан на рисунках 13 и 14.
|

1 - труба;
2 - муфта; D - наружный диаметр трубы; - наружный диаметр муфты;
- длина муфты; t - толщина стенки трубы
Рисунок 13 - Общий вид резьбового соединения НКТН
|

1 - труба; 2 - муфта; D - наружный диаметр трубы; - наружный диаметр высаженного конца трубы;
- наружный диаметр муфты;
- длина муфты; t - толщина стенки трубы
Рисунок 14 - Общий вид резьбового соединения НКТВ
6.2.2 Основные геометрические параметры и предельные отклонения параметров резьбового соединения НКТН приведены на рисунках 15 и 16 и в таблицах 11 и 13, резьбового соединения НКТВ - на рисунках 15 и 16 и в таблицах 12 и 14.
|

_________________
* Размер для справок.
** Размер не регламентируется.
1 - линия среднего диаметра резьбы; 2 - конец сбега резьбы; D - наружный диаметр трубы; - наружный диаметр высаженного конца трубы с соединением HKTB;
- средний диаметр резьбы в основной плоскости;
- наружный диаметр резьбы в плоскости торца трубы;
- внутренний диаметр резьбы в плоскости торца труб; L - общая длина резьбы трубы (от торца трубы до конца сбега резьбы);
- длина резьбы с полным профилем (от торца трубы до основной плоскости);
- длина резьбы с неполным профилем;
- длина сбега резьбы
Рисунок 15 - Основные геометрические параметры резьбовых соединений НКТН или НКТВ трубы
|

_________________
* Размер для справок.
** Размер не регламентируется.
1 - линия среднего диаметра резьбы; B - ширина торцовой плоскости муфты; - диаметр цилиндрической расточки муфты;
- внутренний диаметр резьбы муфты в плоскости торца трубы;
- длина муфты;
- длина цилиндрической расточки муфты
Примечания
1 Вместо цилиндрической расточки у торца муфты допускается выполнение конической расточки с теми же длиной и диаметром, образующая которой параллельна образующей конуса резьбы.
2 Для выхода резьбообразующего инструмента на середине муфты может быть выполнена проточка на глубину, превышающую высоту профиля не более чем на 0,50 мм. Проточка не должна иметь острых кромок. При отсутствии проточки допускается перерез встречных ниток в середине муфты на расстоянии не более (13-P) мм от середины муфты в обе стороны, где P - шаг резьбы, округленный до целого значения.
Рисунок 16 - Основные геометрические параметры резьбовых соединений НКТН и НКТВ муфты
Таблица 11 - Основные геометрические параметры резьбового соединения НКТН трубы
В миллиметрах
Наруж- | Шаг резьбы | Средний диаметр резьбы в основной плос- | Наруж- | Внут- | Общая длина резьбы L | Длина резьбы с полным профилем | Длина сбега резьбы | |
Номи- | Пре- | |||||||
33,40 | 2,540 | 32,065 | 32,382 | 29,568 | 29,0 | ±2,5 | 16,3 | 8 |
42,16 | 40,828 | 40,948 | 38,124 | 32,0 | 19,3 | |||
48,26 | 46,924 | 46,866 | 44,042 | 35,0 | 22,3 | |||
60,32 | 58,989 | 58,494 | 55,670 | 42,0 | 29,3 | |||
73,02 | 71,689 | 70,506 | 67,682 | 53,0 | 40,3 | |||
88,90 | 87,564 | 85,944 | 83,120 | 60,0 | 47,3 | |||
101,60 | 3,175 | 99,866 | 98,519 | 94,899 | 62,0 | ±3,2 | 49,3 | 10 |
114,30 | 112,566 | 111,031 | 107,411 | 65,0 | 52,3 | |||
* Размер для справок. | ||||||||
Таблица 12 - Основные геометрические параметры резьбового соединения НКТВ трубы
В миллиметрах
Наруж- | Наруж- | Шаг резьбы P | Средний диаметр резьбы в основной плос- | Наруж- | Внут- | Общая длина резьбы L | Длина резьбы с полным профи- | Длина сбега резьбы | |
Номи- | Пре- | ||||||||
26,67 | 33,40 | 2,540 | 32,065 | 32,383 | 29,568 | 29,0 | ±2,5 | 16,3 | 8 |
33,40 | 37,30 | 35,970 | 36,100 | 33,276 | 32,0 | 19,3 | |||
42,16 | 46,00 | 44,701 | 44,634 | 41,819 | 35,0 | 22,3 | |||
48,26 | 53,20 | 51,845 | 51,662 | 48,833 | 37,0 | 24,3 | |||
60,32 | 65,90 | 3,175 | 64,148 | 63,551 | 59,931 | 50,0 | ±3,2 | 37,3 | 10 |
73,02 | 78,60 | 76,848 | 76,001 | 72,381 | 54,0 | 41,3 | |||
88,90 | 95,20 | 93,516 | 92,294 | 88,674 | 60,0 | 47,3 | |||
101,60 | 108,00 | 106,216 | 104,744 | 101,124 | 64,0 | 51,3 | |||
114,30 | 120,60 | 118,916 | 117,256 | 113,636 | 67,0 | 54,3 | |||
* Размер для справок. | |||||||||
Таблица 13 - Основные геометрические параметры резьбового соединения НКТН муфты
В миллиметрах
Наружный диаметр трубы | Шаг резьбы P | Средний диаметр резьбы в основной плоскости | Диаметр цилинд- | Внут- | Длина цилинд- | Ширина торцовой плоскости муфты | Натяг при ручном свин- |
33,40 | 2,540 | 32,065 | 35,0 | 31,210 | 8,0 | 2,0 | 5,0 |
42,16 | 40,828 | 43,8 | 39,973 | 2,5 | |||
48,26 | 46,924 | 49,9 | 46,069 | 1,5 | |||
60,32 | 2,540 | 58,989 | 61,9 | 58,134 | 8,0 | 4,0 | 5,0 |
73,02 | 71,689 | 74,6 | 70,834 | 5,5 | |||
88,90 | 87,564 | 90,5 | 86,709 | 6,5 | |||
101,60 | 3,175 | 99,866 | 103,2 | 98,519 | 9,5 | 6,5 | 6,5 |
114,30 | 112,566 | 115,9 | 111,219 | 6,0 | |||
* Размер для справок. Примечание - Натяг A при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания. | |||||||
Таблица 14 - Основные геометрические параметры резьбового соединения НКТВ муфты
В миллиметрах
Наружный диаметр трубы | Шаг резьбы | Средний диаметр резьбы в основной плоскости | Диаметр цилин- | Внутренний диаметр резьбы в плоскости торца муфты | Длина расточки муфты | Ширина торцовой плоскости муфты | Натяг при ручном свинчи- |
26,67 | 2,540 | 32,065 | 35,0 | 31,210 | 8,0 | 2,0 | 5,0 |
33,40 | 35,970 | 38,9 | 35,115 | 3,0 | |||
42,16 | 44,701 | 47,6 | 43,846 | 2,5 | |||
48,26 | 51,845 | 54,8 | 50,990 | 2,5 | |||
60,32 | 3,175 | 64,148 | 67,5 | 62,801 | 9,5 | 3,5 | 6,5 |
73,02 | 76,848 | 80,2 | 75,501 | 4,5 | |||
88,90 | 93,516 | 96,9 | 92,169 | 6,5 | |||
101,60 | 106,216 | 109,6 | 104,869 | 6,5 | |||
114,30 | 118,916 | 122,3 | 117,569 | 7,5 | |||
* Размер для справок. Примечание - Натяг A при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания. | |||||||
6.2.3 На расстоянии от торца трубы менее (I-7,5) мм для резьбы с шагом 2,540 мм и менее (I-10,0) мм для резьбы с шагом 3,175 мм не допускаются витки резьбы с черновинами.
6.2.4 Толщина стенки труб под резьбой должна быть не менее:
- 1,0 мм для труб наружным диаметром до 48,26 мм включительно, если значение , рассчитанное по формуле (3), менее или равно 1,0 мм;
- 2,0 мм для труб остальных наружных диаметров, если значение , рассчитанное по формуле (3), менее или равно 2,0 мм;
- расчетного значения, если значение , рассчитанное по формуле (3), более 1,00 или 2,00 мм соответственно.
Расчетную минимальную толщину стенки труб под резьбой вычисляют по следующей формуле
![]() , (3)
, (3)
где - расчетная минимальная толщина стенки трубы под резьбой, мм, округленная до 0,1 мм;
t - номинальная толщина стенки, мм;
D - номинальный наружный диаметр трубы, мм;
- плюсовое предельное отклонение наружного диаметра трубы, равное 0,8 мм для труб наружным диаметром до 101,60 мм включительно и 0,9 мм для труб наружным диаметром 114,30 мм;
- внутренний диаметр резьбы в плоскости торца трубы, мм.
6.2.5 Оси резьбы обоих концов муфты должны совпадать. Отклонение от соосности в плоскости торца муфты не должно быть более 0,75 мм, отклонение от соосности на расстоянии 1 м от середины муфты - более 3,00 мм. Допускается увеличение отклонения от соосности в плоскости торца муфты до 1,00 мм при одновременном уменьшении отклонения от соосности на расстоянии 1 м от середины муфты до 2,00 мм.
6.2.6 Овальность резьбы муфты (разность диаметров резьбы муфты в одном сечении) не должна быть более:
- 0,100 мм - для муфт к трубам наружным диаметром от 26,67 до 60,32 мм включительно;
- 0,130 мм - для муфт к трубам наружным диаметром от 73,02 до 89,90 мм включительно;
- 0,150 мм - для муфт к трубам наружным диаметром от 101,60 до 114,30 мм включительно.
6.2.7 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 17.
|

1 - труба; 2 - муфта; 3 - конец сбега резьбы; A - натяг при свинчивании труб с муфтами вручную
Рисунок 17 - Свинчивание муфты и трубы с резьбовыми соединениями НКТН или НКТВ
При механическом свинчивании трубы с муфтой разность длины муфты и расстояния от свободного торца муфты до торца трубы внутри муфты должна быть равна номинальному значению общей длины резьбы трубы L с допускаемыми отклонениями
мм - для труб с шагом резьбы 2,540 мм и
мм - для труб с шагом резьбы 3,175 мм.
6.3 Основные параметры резьбового соединения НКМ
6.3.1 Общий вид резьбового соединения НКМ с узлом уплотнения металл-металл показан на рисунке 18.
|

1 - труба; 2 - муфта; 3 - узел уплотнения металл-металл; D - наружный диаметр трубы; - наружный диаметр обычной муфты;
- наружный диаметр специальной муфты;
- внутренний диаметр муфты;
- длина муфты; t - толщина стенки трубы
Рисунок 18 - Общий вид резьбового соединения НКМ
6.3.2 Основные геометрические параметры и предельные отклонения параметров резьбового соединения НКМ приведены на рисунках 19 и 20 и в таблицах 15 и 16.
|

________________
* Размеры для справок.
** Размеры не регламентируется.
- внутренний диаметр резьбы в основной плоскости;
- наружный диаметр резьбы в плоскости торца трубы;
- диаметр уплотнительной конической проточки в плоскости торца;
- глубина уплотнительной проточки трубы; L - расстояние от торца до конца сбега резьбы;
- расстояние от торца трубы до основной плоскости;
- расстояние от торца трубы до начала резьбы;
- длина резьбы с полным профилем;
- длина резьбы с неполным профилем;
- длина сбега резьбы;
- длина уплотнительной конической проточки; К - конусность
Рисунок 19 - Основные геометрические параметры резьбового соединения НКМ трубы
|

________________
* Размер для справок.
** Размер не регламентируется.
*** Регламентируется нормативными документами на трубы с муфтами.
B - ширина торцовой плоскости муфты; - внутренний диаметр резьбы в основной плоскости;
- внутренний диаметр муфты;
- внутренний диаметр резьбы в плоскости торца;
- диаметр фаски в плоскости торца;
- диаметр уплотнительной конической расточки в расчетной плоскости;
- расстояние от торца до упорного уступа;
- расстояние от торца муфты до расчетной плоскости;
- длина резьбового конуса муфты (от торца муфты до конца сбега резьбы);
- длина резьбы с полным профилем;
- длина сбега резьбы;
- расстояние от торца муфты до основной плоскости; К - конусность резьбы; r - радиус скругления
Примечание - Конец сбега резьбы муфты не должен выходить за пределы фаски, расположенной между резьбой и уплотнительной конической расточкой.
Рисунок 20 - Основные геометрические параметры резьбового соединения НКМ муфты
Таблица15 - Основные геометрические параметры резьбового соединения НКМ трубы
В миллиметрах
Наруж- | Конус- | Внут- | Наруж- | Диаметр уплотни- | Расстоя- | Расстоя- | Расстоя- | Длина сбега резьбы | Длина уплотни- | Глубина про- |
60,32 | 1:12 | 57,925 | 56,575 | 54,175 | 65 | 45 | 20 | 10 | 10 | 1,60 |
73,02 | 70,625 | 69,275 | 66,875 | 65 | 45 | |||||
88,90 | 86,500 | 84,317 | 81,917 | 75 | 55 | |||||
101,60 | 99,200 | 97,017 | 94,617 | 75 | 55 | |||||
114,30 | 1:16 | 111,100 | 110,175 | 106,375 | 98 | 66 | 29 | 13 | 14 | 2,00 |
* Размер для справок. | ||||||||||
Таблица 16 - Основные геометрические параметры резьбового соединения НКМ муфты
В миллиметрах
Наруж- | Конус- | Внут- | Внут- | Диа- | Диа- | Рас- | Рас- | Длина резьбо- | Длина резьбы с пол- | Рас- | Ширина тор- | Натяг при руч- |
60,32 | 1:12 | 57,925 | 59,225 | 54,475 | 62,500 | 63,0 | 57 | 53 | 43 | 15,6 | 3,5 | 4,4 |
73,02 | 70,625 | 71,875 | 67,125 | 75,000 | 63,0 | 57 | 53 | 43 | 15,0 | 5,0 | 5,0 | |
88,90 | 86,500 | 87,700 | 82,117 | 91,000 | 73,0 | 67 | 63 | 53 | 14,4 | 6,5 | 5,6 | |
101,60 | 99,200 | 100,350 | 94,767 | 104,000 | 73,0 | 67 | 63 | 53 | 13,8 | 6,0 | 6,2 | |
114,30 | 1:16 | 111,100 | 112,475 | 106,425 | 116,500 | 96,0 | 90 | 82 | 72 | 24,0 | 5,5 | 8,0 |
* Размер для справок. Примечание - Натяг A при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания. | ||||||||||||
6.3.3 На расстоянии от торца трубы не менее (l-8,5) мм для резьбы с шагом 4,233 мм и не менее (l-10,0) мм для резьбы с шагом 5,080 мм не допускаются витки резьбы с черновинами.
6.3.4 Толщина стенки под уплотнительной конической проточкой должна быть не менее:
- 1,2 мм для труб наружным диаметром 60,32 мм, если значение , рассчитанное по формуле (4), менее или равно 1,2 мм;
- 1,5 мм для труб наружным диаметром 73,02 мм толщиной стенки 5,51 мм, если значение , рассчитанное по формуле (4), менее или равно 1,5 мм;
- 1,8 мм для труб, если значение , рассчитанное по формуле (4), менее или равно 1,8 мм;
- расчетного значения, если значение , рассчитанное по формуле (4), более 1,2 мм, 1,5 мм или 1,8 мм соответственно.
Расчетную минимальную толщину стенки уплотнительной конической проточки в плоскости торца трубы вычисляют по следующей формуле
![]() , (4)
, (4)
где - расчетная минимальная толщина стенки уплотнительной конической проточки в плоскости торца трубы, мм, округленная до 0,1 мм;
t - номинальная толщина стенки, мм;
D - номинальный наружный диаметр трубы, мм;
- плюсовое предельное отклонение наружного диаметра трубы по ГОСТ 31446, равное 0,8 мм для труб наружным диаметром до 101,60 мм включительно и 0,9 мм для труб наружным диаметром 114,30 мм;
- диаметр уплотнительной конической проточки в плоскости торца трубы, мм.
6.3.5 Отклонения конусности на всей длине уплотнительной конической проточки трубы не должны быть более ±0,03 мм, отклонения уплотнительной конической расточки муфты - более +0,06 мм.
6.3.6 Упорные торцы трубы и упорные уступы муфты должны быть перпендикулярными к оси резьбы. Отклонение упорных элементов от перпендикулярности не должно быть более 0,06 мм.
6.3.7 Овальность резьбы муфты (разность диаметров резьбы муфты в одном сечении) не должна быть более:
- 0,100 мм - для муфт к трубам наружным диаметром от 26,67 до 60,32 мм включительно;
- 0,130 мм - для муфт к трубам наружным диаметром от 73,02 до 89,90 мм включительно;
- 0,150 мм - для муфт к трубам наружным диаметром 101,60 мм.
6.3.8 Оси резьбы обоих концов муфты должны совпадать. Отклонение от соосности резьбы в плоскости торца муфты не должно быть более 0,75 мм, отклонение от соосности резьбы на расстоянии 1 м от середины муфты - более 3,00 мм.
6.3.9 Оси резьбы и уплотнительных элементов труб и муфт должны совпадать. Отклонение от соосности в плоскости торца трубы или муфты не должно быть более 0,04 мм.
6.3.10 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 21.
При механическом свинчивании трубы с муфтой должно быть обеспечено сопряжение упорного торца трубы и упорного уступа муфты по всему периметру стыка сопрягаемых поверхностей.
|
1 - труба;
2 - муфта; 3 - конец сбега резьбы; 4 - стык упорных поверхностей; A - натяг при свинчивании труб с муфтами вручную
Рисунок 21 - Свинчивание муфты и трубы с резьбовым соединением НКМ
7 Контроль резьбовых соединений
7.1 Порядок контроля
7.1.1 Контроль резьбовых соединений должен быть проведен изготовителем изделий с резьбовыми соединениями или предприятием, нарезающим резьбу.
Допускается контроль резьбовых соединений представителем заказчика.
7.1.2 Резьбовые соединения подвергают следующим видам контроля:
- контролю качества поверхности резьбы, упорных и уплотнительных элементов резьбовых соединений - каждую трубу и каждую муфту;
- контролю отсутствия участков без покрытия на поверхности резьбы и уплотнительных конических расточек - каждую муфту;
- контролю шероховатости, геометрических параметров резьбы, упорных и уплотнительных элементов резьбовых соединений, для которых установлены предельные отклонения, правильности свинчивания, сопряжения упорных поверхностей резьбовых соединений и контролю натяга калибрами - с периодичностью, установленной в технологической документации изготовителя.
Контроль качества поверхности резьбы, шероховатости, геометрических параметров, а также контроль натяга калибрами проводят до нанесения покрытия на резьбовое соединение.
7.2 Контроль качества поверхности и геометрических параметров
7.2.1 Контроль качества поверхности резьбы, упорных и уплотнительных элементов резьбовых соединений труб и муфт проводят визуально без применения увеличительных приспособлений.
7.2.2 Шероховатость резьбы, упорных и уплотнительных элементов труб и муфт проверяют методом сравнения с применением образцов шероховатости поверхности по ГОСТ 9378.
7.2.3 Контроль отсутствия участков без покрытия на поверхности резьбы и уплотнительных конических расточек муфты проводят визуально без применения увеличительных приспособлений.
7.2.4 Контроль геометрических параметров резьбы, упорных и уплотнительных элементов резьбовых соединений, для которых установлены предельные отклонения, проводят при помощи универсальных и специальных средств измерений, обеспечивающих необходимую точность измерений, в соответствии с нормативными документами и технической документацией, утвержденной в установленном порядке.
Контроль геометрических параметров, для которых не установлены предельные отклонения, не проводят.
При проведении контроля соблюдают следующие условия:
- перед контролем проверяемую поверхность тщательно очищают;
- контроль проводят до механического свинчивания резьбового соединения, после развинчивания резьбового соединения проводить контроль не допускается;
- перед контролем средства измерений и изделия выдерживают при температуре, при которой проводят контроль, в течение времени, достаточного для выравнивания температуры.
7.2.5 Геометрические параметры измеряют в следующих положениях:
а) шаг резьбы - параллельно оси резьбы;
б) высоту профиля - в плоскости, перпендикулярной к оси резьбы;
в) конусность резьбы - при измерении диаметров резьбы в плоскостях, перпендикулярных к оси резьбы;
г) углы наклона сторон профиля - в плоскости, перпендикулярной к оси резьбы;
д) длину резьбы и элементов резьбового соединения - параллельно оси резьбы;
е) толщину стенки трубы под резьбой - во впадине первого витка резьбы со стороны торца трубы или по вершине первого витка с полным профилем, толщину стенки уплотнительной конической проточки трубы - в плоскости торца трубы;
ж) ширину торцовой плоскости обычной муфты - при измерении толщины стенки муфты в плоскости торца муфты;
и) соосность резьбы концов муфты - в плоскости торца муфты и в плоскости конца стержня;
к) соосность резьбы и уплотнительных элементов - в плоскости торца трубы и муфты;
л) натяг - параллельно оси трубы или муфты;
м) сопряжение упорных поверхностей соединений ОТТГ и НКМ - по всему периметру стыка сопрягаемых поверхностей;
н) расстояние от свободного торца муфты до торца трубы соединений НКТН и НКТВ - параллельно оси муфты внутри муфты.
7.2.6 Шаг резьбы измеряют на длине 25,4 мм и всей длине резьбы с полным профилем (суммарный шаг). При измерениях шага на длине, отличающейся от 25,4 мм, измеренные значения должны быть пересчитаны на длину 25,4 мм.
При контроле шага резьбы на длине 25,4 мм, высоты профиля и конусности наружной и внутренней резьбы измерения проводят на первом и последнем витках резьбы с полным профилем и продолжают от этих витков через интервал 25,4 мм для изделий с расстоянием между первым и последним полными витками, превышающем 25,4 мм; через интервал 12,7 мм - для изделий с расстоянием между первым и последним полными витками 25,4 мм и менее.
При контроле шага резьбы на общей длине наружной и внутренней резьбы (суммарного шага) измерения проводят на участке между первым и последним полными витками длиной, равной наибольшему кратному 12,7 мм при четном числе витков на длине 25,4 мм или наибольшему кратному 25,4 мм при нечетном числе витков на длине 25,4 мм.
Измерительные наконечники индикаторных приборов для измерения конусности и шага закругленной треугольной резьбы должны иметь сферическую форму и контактировать с боковыми сторонами резьбы приблизительно по средней линии резьбы (по среднему конусу). Диаметры наконечников должны соответствовать указанным в таблице 17.
Таблица 17
В миллиметрах
Измеряемый параметр закругленной треугольной резьбы | Шаг резьбы | Число витков на 25,4 мм | Диаметр сферического наконечника | |
Номинальное значение | Предельное отклонение | |||
Шаг резьбы, конусность | 3,175 | 8 | 1,83 | ±0,05 |
2,540 | 10 | 1,45 | ||
Измерительные наконечники индикаторных приборов для измерения высоты профиля закругленной треугольной резьбы должны иметь коническую форму (с углом конуса не более 50°) и не должны контактировать с боковыми сторонами профиля.
Измерительные наконечники индикаторных приборов для измерения шага трапецеидальной резьбы должны иметь сферическую форму и одновременно контактировать с впадиной резьбы и боковой стороной профиля, имеющей угол наклона 3°. Диаметры наконечников должны соответствовать указанным в таблице 18.
Измерительные наконечники индикаторных приборов для измерения конусности трапецеидальной резьбы должны иметь сферическую форму и контактировать с впадинами резьбы. Диаметр наконечников должен соответствовать указанному в таблице 18.
Таблица 18
В миллиметрах
Геометрический параметр | Шаг резьбы | Диаметр сферического наконечника | |
Конусность | 4,233 | 1,44 | ±0,05 |
5,080 | 2,34 | ||
Шаг резьбы | 4,233 | 1,44 | |
Измерительные наконечники индикаторных приборов для измерения высоты профиля трапецеидальной резьбы должны иметь коническую (с углом конуса не более 50°) или сферическую форму и не должны контактировать с боковыми сторонами профиля. Диаметр наконечников не должен превышать 2,34 мм.
7.2.7 Конусность уплотнительных элементов трубы и муфты контролируют при помощи специальных средств измерений или калибрами в соответствии с 7.3.
7.2.8 Углы наклона сторон профиля контролируют при помощи специальных средств измерений непосредственно по профилю резьбы или слепку резьбы. Слепок должен быть сделан из стабильного материала, не обладающего усадкой.
7.2.9 Соосность резьбы концов муфты у торца муфты и на расстоянии 1 м от середины муфты проверяют с использованием цилиндрических оправок с резьбой и стационарного устройства или специального приспособления.
Резьба оправок должна соответствовать ГОСТ 25575, ГОСТ 25576 или ГОСТ 10654.
Муфту навинчивают на оправку, точно выверенную и центрированную в шпинделе стационарного устройства или специального приспособления. В свободный конец муфты ввинчивают другую оправку длиной не менее 250 мм. Вращая муфту, определяют биение (удвоенное значение величины отклонения от соосности) оправки у торца муфты и в плоскости измерения у конца оправки.
Полученное отклонение от соосности в плоскости измерений пересчитывают в отклонение соосности на расстоянии 1 м пропорционально расстоянию от середины муфты до плоскости измерения. При пересчете учитывают несоосность резьбовой и измерительной частей оправки.
7.2.10 Соосность резьбы и уплотнительных элементов труб и муфт обеспечивают технологией нарезания резьбы и выполнения уплотнительных элементов.
7.2.11 Сопряжение упорных поверхностей трубы и муфты при механическом свинчивании резьбовых соединений ОТТГ и НКМ проверяют пластинчатым щупом толщиной 0,1 мм.
7.2.12 Соответствие разности измеренной длины муфты и расстояния от свободного торца муфты до торца трубы, измеренного внутри муфты, требованиям, установленным для свинчивания резьбовых соединений НКТН и НКТВ, контролируют после свинчивания или обеспечивают технологией свинчивания резьбовых соединений.
7.2.13 Для всех видов контроля допускается применение других средств измерений и методов, обеспечивающих необходимую точность измерений.
7.2.14 Остальные геометрические параметры проверяют универсальными или специальными средствами измерений и методами, обеспечивающими необходимую точность измерений.
7.3 Контроль натяга калибрами
7.3.1 Общие положения
Контроль натяга резьбы трубы и муфты контролируют с помощью резьбовых калибров с полным или неполным профилем или гладких калибров.
Контроль натяга резьбы труб и муфт для резьбовых соединений ОТТМ и ОТТГ проводят гладкими и резьбовыми калибрами-кольцами и калибрами-пробками по ГОСТ 25575.
Контроль натяга резьбы труб и муфт для резьбовых соединений НКТН и НКТВ проводят резьбовыми калибрами-кольцами и калибрами-пробками по ГОСТ 10654.
Контроль натяга резьбы труб и муфт для резьбового соединения НКМ проводят гладкими и резьбовыми калибрами-кольцами и калибрами-пробками ГОСТ 25575 и ГОСТ 25576.
Контроль натяга уплотнительных конических поверхностей труб и муфт для резьбовых соединений ОТТГ и НКМ проводят гладкими калибрами-кольцами и калибрами-пробками по ГОСТ 25575 и ГОСТ 25576 соответственно.
При проведении контроля соблюдают следующие условия:
- перед контролем поверхность проверяемых изделий тщательно очищают;
- контроль натяга резьбы и уплотнительной конической расточки муфты проводят перед нанесением или после удаления покрытия резьбового соединения химическим способом;
- контроль проводят до механического свинчивания резьбового соединения, после развинчивания резьбового соединения проводить контроль не допускается;
- перед контролем калибры и изделия выдерживают при температуре, при которой проводят контроль, в течение времени, достаточного для выравнивания температуры.
7.3.2 Контроль резьбового соединения ОТТМ
Контроль резьбового соединения ОТТМ калибрами осуществляют в соответствии со схемой, показанной на рисунке 22.
Натяг резьбы трубы, определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью резьбового и гладкого калибров-колец, должен быть равен (0) мм (см. рисунок 22 а и б).
Натяг резьбы муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью гладкого калибра-пробки, должен быть равен (0) мм (см. рисунок 22 в и г).
Натяг резьбы муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью резьбового калибра-пробки, должен быть равен (12,0) мм (см. рисунок 22 д).
|

1 - труба;
2 - муфта; 3 - резьбовой и гладкий калибры-кольца; 4 - плоскость торца муфты; 5 - измерительная плоскость; 6 - гладкий калибр-пробка; 7 - плоскость торца трубы; 8 - резьбовой калибр-пробка
Рисунок 22 - Схема контроля калибрами резьбового соединения ОТТМ
7.3.3 Контроль резьбового соединения ОТТГ
Контроль резьбового соединения ОТТГ калибрами осуществляют в соответствии со схемой, показанной на рисунке 23.
Натяг резьбы трубы, определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью резьбового и гладкого калибров-колец, должен быть равен (24,0) мм (см. рисунок 23 а).
Натяг уплотнительной конической проточки трубы, определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью гладкого калибра-кольца, должен быть равен (0) мм (см. рисунок 23 б и в).
|

1 - труба;
2 - муфта; 3 - резьбовой и гладкий калибры-кольца; 4 - измерительная плоскость; 5 - плоскость торца трубы; 6 - гладкий калибр-кольцо; 7 - плоскость торца муфты; 8 - резьбовой калибр-пробка; 9 - гладкий калибр-пробка; - расстояние от торца муфты до конца сбега резьбы
Рисунок 23 - Схема контроля калибрами резьбового соединения ОТТГ
Натяг резьбы муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью резьбового калибра-пробки, должен быть равен (8,0) мм (см. рисунок 23 г).
Натяг резьбы муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью гладкого калибра-пробки, должен быть равен (6,5) мм (см. рисунок 23 д).
Натяг уплотнительной конической расточки муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью гладкого калибра-пробки, должен быть равен длине резьбового конуса муфты () мм, где
- расстояние от торца муфты до конца сбега резьбы (см. таблицу 6 и рисунок 23 е).
7.3.4 Контроль резьбовых соединений НКТН и НКТВ
Контроль калибрами резьбовых соединений НКТН и НКТВ осуществляют в соответствии со схемой, показанной на рисунке 24.
|

1 - труба;
2 - муфта; 3 - резьбовой калибр-кольцо; 4 - измерительная плоскость; 5 - плоскость торца трубы; 6 - плоскость торца муфты; 7 - резьбовой калибр-пробка; A - натяг трубы с муфтой при свинчивании вручную; P - шаг резьбы
Рисунок 24 - Схема контроля калибрами резьбовых соединений НКТН и НКТВ
Натяг резьбы трубы, определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью резьбового калибра-кольца, должен быть равен (2,5±P) мм - для труб с шагом 2,540 мм и (3,2±P) мм - для труб с шагом 3,175 мм, где P - значение шага резьбы, округленное до первого десятичного знака (см. рисунок 24 а и б).
Натяг резьбы муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью резьбового калибра-пробки, должен быть равен (А±P) мм, где A - натяг трубы с муфтой при свинчивании вручную (см. таблицы 13 и 14); P - значение шага резьбы, округленное до первого десятичного знака (см. рисунок 24 в и г).
7.3.5 Контроль резьбового соединения НКМ
Контроль калибрами резьбового соединения НКМ осуществляют в соответствии со схемой, показанной на рисунке 25.
|

1 - труба;
2 - муфта; 3 - резьбовой и гладкий калибры-кольца; 4 - плоскость торца трубы; 5 - измерительная плоскость; 6 - плоскость торца муфты; 7 - гладкий калибр-кольцо; 8 - резьбовой калибр-пробка; 9 - гладкий калибр-пробка; - натяг резьбы трубы по резьбовому или гладкому калибру-кольцу;
- натяг уплотнительной конической проточки трубы по гладкому калибру-кольцу;
- натяг резьбы муфты по резьбовому калибру-пробке;
- натяг резьбы муфты по гладкому калибру-пробке;
- натяг уплотнительной конической расточки муфты по гладкому калибру-пробке
Рисунок 25 - Схема контроля калибрами резьбового соединения НКМ
Натяг резьбы трубы , определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью калибра (см. рисунок 25 а), должен быть равен:
а) (20) мм - при контроле резьбовым калибром-кольцом с полным и неполным профилем труб наружным диаметром от 60,32 до 101,60 мм включительно;
б) (20) мм - при контроле гладким калибром-кольцом труб условным диаметром от 60,32 до 101,60 мм включительно;
в) (24) мм - при контроле гладким и резьбовым калибрами-кольцами труб наружным диаметром 114,30 мм.
Натяг уплотнительной конической проточки трубы , определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью гладкого калибра-кольца см. (рисунок 25, б и в), должен быть равен:
а) (0) - при контроле труб наружным диаметром от 60,32 до 101,60 мм включительно;
б) (0) - при контроле труб наружным диаметром 114,30 мм.
Натяг резьбы муфты , определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью резьбового калибра-пробки (см. рисунок 25 г), должен быть равен:
а) (5,0) мм - при контроле муфт к трубам наружным диаметром от 60,32 до 101,60 мм включительно;
б) (6,0) мм - при контроле муфт к трубам наружным диаметром 114,30 мм.
Натяг резьбы муфты , определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью гладкого калибра-пробки (см. рисунок 25 д), должен быть равен:
в) (0) мм - при контроле муфт к трубам наружным диаметром от 60,32 до 101,60 мм включительно;
г) (8,5) мм - при контроле муфт к трубам наружным диаметром 114,30 мм.
Натяг уплотнительной конической расточки муфты , определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью гладкого калибра-пробки (см. рисунок 25 е), должен быть равен:
а) (45) мм - при контроле муфт к трубам наружным диаметром 60,32 и 73,02 мм;
б) (55) мм - при контроле муфт к трубам наружным диаметром 88,90 и 101,60 мм;
в) (84) мм - при контроле муфт к трубам наружным диаметром 114,30 мм.
УДК 622.245.1:006.354 | МКС 75.180.99 | |
Ключевые слова: обсадные трубы, насосно-компрессорные трубы, муфты, резьбовые соединения, закругленная треугольная резьба, трапецеидальная резьба, высокогерметичное соединение, узел уплотнения металл-металл, требования, приемка, контроль, калибры | ||
Электронный текст документа
и сверен по:
, 2019
