ГОСТ 33005-2014
(ISO 13625:2002)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Нефтяная и газовая промышленность
ОБОРУДОВАНИЕ БУРОВОЕ И ЭКСПЛУАТАЦИОННОЕ. СОЕДИНЕНИЯ МОРСКИХ БУРОВЫХ РАЙЗЕРОВ
Общие технические требования
Petroleum and natural gas industries. Drilling and production equipment. Marine drilling riser couplings. General technical requirements
МКС 75.180.10
Дата введения 2015-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "ТЕХНОНЕФТЕГАЗ" (ООО "ТЕХНОНЕФТЕГАЗ") на основе перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 523 "Нефтяная и газовая промышленность"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 20 октября 2014 г. N 71-П)
За принятие проголосовали:
Краткое наименование страны по MК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 августа 2015 г. N 1136-ст межгосударственный стандарт ГОСТ 33005-2014 (ISО 13625:2002) введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2015 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 13625:2002* "Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Соединения морских буровых райзеров" ("Petroleum and natural gas industries - Drilling and production equipment - Marine drilling riser couplings", MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные положения и требования, а также сноски, включенные в текст настоящего стандарта для учета потребностей национальной экономики указанных выше государств и/или особенностей межгосударственной стандартизации, выделены курсивом*.
________________
* В оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие", приложении ДА и в сносках приводятся обычным шрифтом; остальные по тексту документа выделены курсивом. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/ТС 67 "Материалы, оборудование и морские сооружения для нефтяной, нефтехимической и газовой промышленности", Подкомитетом SC4 "Буровое и добывающее оборудование".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Cведения о соответствии ссылочным межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт основывается на [1].
Пользователям настоящего стандарта следует учитывать, что в конкретных условиях применения могут возникать дополнительные или отличающиеся требования. Настоящий стандарт не ставит целью установить ограничения для продавца при предложении или для потребителя по использованию альтернативного оборудования или инженерных решений для конкретных условий применения. Это имеет особое значение в случае совершенствования продукции или применения инновационных технологий. В случае предложения альтернативного решения продавцу следует указать все отличия от настоящего стандарта и дать их подробное описание.
1 Область применения
Настоящий стандарт устанавливает требования и содержит рекомендации по проектированию, классификации, изготовлению и испытаниям соединений морских буровых райзеров. Номинальные характеристики соединений устанавливаются с целью группирования типов соединений в соответствии с их максимальными напряжениями, которые возникают при конкретных уровнях нагрузки независимо от изготовителя или метода компоновки. Настоящий стандарт в соответствии с [2] устанавливает руководства для проектирования, выбора и эксплуатации системы морского бурового райзера в целом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 1497 (ISO 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 9012 (ISO 410-82, ISO 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ISO 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
_____________________
В Российской Федерации действует ГОСТ Р 55724-2013 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20700 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650 градусов С. Технические условия
ГОСТ 21105 Контроль неразрушающий. Магнитопорошковый метод
_____________________
В Российской Федерации действует ГОСТ Р 56512-2015 "Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
Примечание - Полный перечень терминов и определений, относящихся к системам морских буровых райзеров, содержится в [2].
3.1.1 вспомогательная линия (auxiliary line): Наружный трубопровод (не включающий линию дросселирования и линию глушения), установленный параллельно главной колонне райзера, для прохода потока скважинной жидкости.
Пример - Линия жидкости системы контроля, линия управления плавучестью, линия подъема бурового раствора.
3.1.2 главный трубопровод райзера (riser main tube): Основной трубопровод, к которому присоединяют секции райзера.
3.1.3 затворное соединение (breech-block coupling): Соединение одной детали с другой методом вращения.
3.1.4 индикация (indication): Визуальный признак трещин, выемок или других несоответствий, обнаруженных во время магнитопорошковой и капиллярной дефектоскопии.
3.1.4.1 линейная индикация (linear indication): Индикация, в которой длина обнаруженных дефектов в три или более раз превышает ее ширину.
3.1.4.2 существенная индикация (relevant indication): Любая индикация значительного размера более 1,6 мм (1/16 дюйма).
3.1.4.3 индикация сферической формы (rounded indication): Индикация круглой или эллиптической формы с длиной менее чем 3 ширины.
3.1.5 коэффициент усиления напряжения; КУН, (stress amplification factor; SAF,
): Коэффициент, равный отношению максимальных локальных переменных (нормальных -
или касательных -
) напряжений в металлическом элементе трубы (включая сварные соединения), к номинальным переменным напряжениям в стенках трубопровода в месте расположения выделенного элемента трубы, на котором определяются величины напряжений.
Примечание - Данный коэффициент применяется для оценки повышения напряжений, вызванного усилителями концентраций напряжения, которые обычно встречаются в компонентах райзера.
3.1.6 линия глушения, штуцерная линия (choke and kill lines, C&K lines): Наружный трубопровод, расположенный с фронтальной части трубы водоотделяющей колонны и используемый для циркуляции жидкости внутри и снаружи ствола скважины с целью управления давлением.
Примечание - Линия глушения и штуцерная линия являются основными элементами под давлением
3.1.7 морской буровой райзер (marine drilling riser): Трубопровод, служащий в качестве продолжения буровой скважины от аппаратуры управления скважиной на оборудовании устья скважины на морском дне до плавучей буровой установки.
3.1.8 муфта райзера (riser coupling box): Охватывающий соединительный элемент.
3.1.9 ниппель райзера (riser coupling pin): Охватываемый соединительный элемент.
3.1.10 номинальная нагрузка (rated load): Прикладываемая нагрузка, используемая при проектировании, анализе и испытаниях соединений, основанная на максимальной ожидаемой рабочей нагрузке.
Примечание - Под номинальной рабочей нагрузкой на соединение подразумевается среднее значение напряжений в соединении райзера, не превышающее допустимые пределы, установленные в настоящем стандарте.
3.1.11 предварительная нагрузка (preload): Сжимающая нагрузка на опору, образующаяся в сопряжении между элементами муфты и ниппеля, которая определяется упругой деформацией, вызванной свинчиванием соединения.
3.1.12 резьбовое соединение (threaded coupling): Соединение, имеющее соответствующие резьбовые элементы, которые образуют соединение.
3.1.13 соединение морского райзера (marine riser coupling): Элемент для быстрого соединения и разъединения райзеров.
Примечание - Муфта или ниппель (в зависимости от типа конструкции) обеспечивает несение передаваемых нагрузок от свободно подвешенного райзера к спайдеру для монтажа и демонтажа райзера во время его спуска или извлечения. Кроме того, соединение может обеспечивать несение нагрузки линии дросселирования, линии глушения и вспомогательной линии и противодействие нагрузке от устройств для поддержания плавучести.
3.1.14 соединение путем защелкивания (dog-type coupling): Соединение, имеющее зажимы, которые выступают в виде клиньев с механическим приводом между замковой муфтой и штифтом для захвата.
3.1.15 соединение цанговое (collet-type coupling): Соединение, имеющее шлицевый цилиндрический элемент для стыковки элементов соединения.
3.1.16 узел райзера (riser joint): Секция райзера, имеющая концы, соответствующие муфте и ниппелю, обычно включающие линию дросселирования, линию глушения и вспомогательную линию.
3.1.17 устройства для поддержания плавучести (buoyancy): Дополнительные устройства к секциям райзера для снижения их массы при погружении в жидкость.
3.1.18 фланцевое соединение (flange-type coupling): Соединение, имеющее два фланца, соединенных болтами.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
КД (LP) - капиллярная дефектоскопия;
ЛГ и ШЛ (С&K) - линия глушения и штуцерная линия;
МПД (МР) - магнитопорошковая дефектоскопия;
НК (NDE) - неразрушающий контроль;
ОКИ (QTC) - образец для квалификационных испытаний;
ПП (ВОР) - противовыбросовый превентор.
4 Проектирование
4.1 Классификация услуг
4.1.1 Проектно-конструкторская информация
Изготовитель соединений должен представлять проектно-конструкторскую документацию для каждого размера соединения и его модели, которая определяет номинальную характеристику допустимой нагрузки. Данные сведения основываются на расчетной нагрузке согласно 4.5 и проверены посредством испытаний согласно 8.2.
4.1.2 Размеры
Соединения райзера классифицируются по размерам главного трубопровода райзера. Наружный диаметр и толщина стенки (или размерный ряд толщин стенок) трубопровода райзера, для которого спроектировано соединение, должны быть задокументированы.
4.1.3 Номинальная нагрузка
Номинальные нагрузки, перечисленные ниже, предусматривают общую классификацию моделей соединений, основанных на величине напряжений, вызванных применяемой нагрузкой. Чтобы определить отдельную номинальную нагрузку, расчетные или измеренные напряжения в соединении не должны превышать пределы допустимого напряжения материала соединения, подвергаемого расчетной нагрузке. Допустимые напряжения материала установлены в 4.6.
Номинальные нагрузки могут быть следующие:
а) 2220 кН (500000 фунт-сила);
б) 4450 кН (1000000 фунт-сила);
в) 5560 кН (1250000 фунт-сила);
г) 6670 кН (1500000 фунт-сила);
д) 8900 кН (2000000 фунт-сила);
е) 11120 кН (2500000 фунт-сила);
ж) 13350 кН (3000000 фунт-сила);
и) 15570 кН (3500000 фунт-сила).
4.1.4 Коэффициент усиления напряжения
Расчетные значения КУН для соединений должны быть указаны для сварного соединительного шва трубопровода и в местах максимальной нагрузки на ниппель и соединительную коробку. КУН является функцией диаметра трубопровода и толщины стенки и вычисляется согласно нижеприведенной формуле
![]() , (1)
, (1)
где - локальное максимальное переменное напряжение;
- номинальное переменное напряжение в трубопроводе.
4.1.5 Номинальное рабочее давление
Соединения райзера должны быть рассчитаны для обеспечения герметичного уплотнения между стыками. Изготовитель должен указывать внутреннее номинальное рабочее давление при проектировании соединения.
4.2 Нагрузка райзера
4.2.1 Общие положения
Способность бурового райзера противостоять нагрузке со стороны окружающей среды главным образом зависит от напряжения (растягивающего усилия). Нагрузка со стороны окружающей среды включает гидродинамические силы течения, волн и движений, вызванных реакцией динамической системы на возмущение плавучего основания на волны и ветер. Определение реакции райзера на нагрузку со стороны окружающей среды и определение механических нагрузок, действующих со стороны и возникающих внутри райзера, могут потребовать специализированного компьютерного моделирования и исследований. (Общая процедура, применяемая для определения расчетной нагрузки и реакции райзера по [2].)
Дополнительные источники приложенных нагрузок, которые не входят в номинальную нагрузку, могут значительно влиять на конструкцию соединения и должны быть включены в расчеты при проектировании.
4.2.2 Нагрузки, вызванные линией дросселирования, линией глушения и вспомогательной линией
Соединения райзера предусмотрены для поддержки линии дросселирования, линии глушения и вспомогательной линии и удерживают линии близлежащих изгибов райзера. Нагрузки могут возникать в соединении от напряжения в линиях, вызванных прогибами в линиях и их массой. Изготовитель должен документировать нагрузки, вызываемые линией дросселирования, линией глушения и вспомогательной линией, для которых спроектированы соединения.
4.2.3 Нагрузки, вызванные плавучестью
Соединения райзера могут служить для поддержки плавучести, которая вызывает нагрузки на соединения. Изготовитель должен указывать осевые нагрузки, вызванные плавучестью, для которых спроектированы соединения.
4.2.4 Нагрузки, возникающие во время эксплуатации
Временные нагрузки вызываются при подвешивании к райзеру ручного инструмента или слайдера или обоих. Изготовитель должен указывать нагрузки, возникающие при подъеме и спуске райзера, для которых проектируются соединения, и каким образом эти нагрузки прикладываются.
4.3 Определение напряжения посредством анализа
Для проектирования соединений райзера с учетом статической нагрузки (см. 4.6) и определения коэффициента усиления напряжения (см. 4.7) требуются сведения о распределении напряжений в соединении. Данная информация может быть получена путем анализа расчетов конструкций методом конечных элементов и впоследствии подтверждается испытанием опытного образца тензометром (прибор для исследования распределения деформаций в деталях). Анализ методом конечных элементов соединений райзера должен регулярно выполняться и регистрироваться. Анализ должен обеспечивать точные и стабильные максимальные напряжения и должен включать отрицательные воздействия потерь предварительной нагрузки от допусков на износ, трение и производственных допусков.
Рекомендации для анализа приведены в приложении А. Нижеследующее должно быть задокументировано и включено в анализ:
а) аппаратура и программное обеспечение, применяемое для выполнения анализа;
б) размер координатной сетки;
в) приложенные нагрузки;
г) потери предварительной нагрузки;
д) анализ материалов.
4.4 Проверочное испытание распределения напряжения
После завершения проектного расчета опытный образец (или несколько опытных образцов) соединений райзера должны быть испытаны для проверки расчета напряжений. У испытаний есть две основные цели: проверка предположений, которые были сделаны относительно предварительной нагрузки, поведения при разъединении и коэффициента трения, и подтверждение аналитических предположений по напряжению.
Данные тензометра должны применяться для измерения напряжения при предварительной нагрузке, которое имеет отношение к нагрузке при сборке или перемещении. Коэффициенты трения берутся варьированные (включая, по крайней мере, два значения), для того чтобы определить чувствительность.
Расчетная нагрузка соединений применяется для подтверждения предположений, сделанных в анализе относительно разъединения.
Тензометр должен быть размещен настолько близко, насколько физически возможно, по меньшей мере в пяти зонах с наиболее высокими напряжениями, как предполагалось, посредством анализа методом конечных элементов, выполненного по 4.3, и в пяти точках на расстоянии от зон концентрации напряжений. Должен использоваться многорешетчатый тензодатчик. Все показания тензометра и связанные условия нагружения необходимо зарегистрировать для того, чтобы они могли быть сохранены как часть проектной документации соединений.
Стандартные проектные квалификационные испытания могут осуществляться одновременно с данным проверочным испытанием распределения напряжения (см. 8.2).
Примечание - Часто трудно получить точные данные о деформации, чтобы соотнести их с аналитическими данными. Зоны высокого напряжения могут быть недоступны и иногда такими маленькими, что тензометр выдает скорее среднее значение, чем максимальное. Испытание служит для подтверждения характера напряжений в зонах вокруг критических точек.
4.5 Расчетная нагрузка соединений
Расчетная нагрузка соединений представляет максимальную допустимую нагрузку соединений. Изготовитель должен установить расчетную нагрузку для каждого проектного решения соединения, основанную на методах и критериях, представленных в настоящем стандарте. Вычисленное или измеренное напряжение в соединении не должно превышать допустимые пределы напряжения материала соединения, когда оно подвергается расчетной нагрузке. Допустимое напряжение материала определяется согласно 4.6. Номинальная нагрузка соединения (см. 4.1.3) должна быть меньше или равна расчетной нагрузке соединения.
Для упрощения в качестве условия для определения расчетной нагрузки взято осесимметричное напряжение. При использовании данного упрощения изгибающий момент, действующий на райзер, преобразуется в эквивалентное напряжение, . Расчетная нагрузка соединения может быть установлена либо как осесимметричное напряжение амплитуды,
![]() , или она может считаться комбинацией напряжения (Т) и изгибающего момента (М), так что
, или она может считаться комбинацией напряжения (Т) и изгибающего момента (М), так что
 , (2)
, (2)
где с - средний радиус трубопровода райзера;
I - момент инерции трубопровода райзера;
А - площадь поперечного сечения трубопровода райзера;
d - наружный диаметр трубопровода райзера;
t - толщина стенки трубопровода райзера.
Используя данное соотношение, максимальное расчетное напряжение трубопровода райзера в середине стенки трубопровода, вызванное чистым изгибом, рассматривается так же, как и расчетное напряжение при чистом растяжении. Чтобы классифицировать установленное проектное решение соединения, достаточно рассмотреть только случай нагрузки при осесимметричном напряжении (![]() ).
).
Так как расчетная нагрузка при проектировании соединения представляет метод группирования моделей соединения независимо от изготовителя и метода сборки, он не включает все нагрузки, воздействующие на проектное решение соединения. Дополнительные нагрузки (см. 4.2) также должны быть включены в оценку конструкции соединения.
4.6 Проектирование на статическую нагрузку
4.6.1 Общие положения
При проектировании соединения райзера с учетом статической нагрузки необходимо учесть, чтобы оно выдерживало расчетную нагрузку и предварительную нагрузку в случае ее возникновения, а также максимальные поперечные напряжения с установленными допустимыми пределами.
4.6.2 Напряжение соединения райзера
Для всех компонентов соединения райзера, за исключением болтов, уровни напряжения должны сохраняться ниже значений в соответствии с приложением В.
Для несущих нагрузку болтов в болтово-фланцевых соединениях изготовитель должен задокументировать расчетно-допустимые уровни напряжения в болтах. Допустимые критерии для этих напряжений в болте должны основываться на общепризнанных правилах и стандартах или ГОСТ 20700.
4.7 Коэффициент усиления напряжения
Согласно производственному опыту, наиболее вероятной причиной повреждения является развитие усталостных трещин, которые возникают в точках концентрации напряжения. Следовательно, на проектировщика возложена ответственность по минимизации условий, ведущих к образованию и развитию усталостных трещин. КУН предназначено для обеспечения пользователей соединений информацией, необходимой для оценки усталостного повреждения для отдельного применения, без детального испытания соединения на повреждение. КУН является функцией двойного амплитудного диапазона переменного напряжения. Важно отметить, что значение КУН зависит в большей степени от полноты анализа методом конечных элементов и достоверности предположений в анализе. Предположения, такие как распределение нагрузки, правильность расчета предварительной нагрузки при обслуживании в условиях эксплуатации и величина конечного элемента в критических напряженных точках, требуют отдельной оценки для каждого случая проектного решения.
Следующая процедура должна использоваться для отдельного проектного решения соединения:
а) выбор номинальной нагрузки по 4.1.3;
б) выполнение анализа расчетов элементов конструкции, полученных методом конечных элементов согласно 4.3, для определения максимального эквивалентного сложного напряжения:
1) L - равно номинальной предварительной нагрузке плюс 0,2 расчетной нагрузки,
2) L - равно номинальной предварительной нагрузке плюс 0,4 расчетной нагрузки,
3) L - равно номинальной предварительной нагрузке плюс 0,6 расчетной нагрузки,
4) L - равно номинальной предварительной нагрузке плюс 0,8 расчетной нагрузки,
5) L - равно минимальной предварительной нагрузке плюс 0,2 расчетной нагрузки,
6) L - равно минимальной предварительной нагрузке плюс 0,4 расчетной нагрузки,
7) L - равно минимальной предварительной нагрузке плюс 0,6 расчетной нагрузки,
8) L - равно минимальной предварительной нагрузке плюс 0,8 расчетной нагрузки
в) проверить анализ расчетов элементов конструкции, полученных методом конечных элементов, с результатами испытаний тензометром опытного образца согласно 4.4;
г) установить точки высокого напряжения в структуре и сварных соединениях трубопровода. Для каждой установить местные максимальные напряжения от до
(используя теорию Мизеса, подробно изложенную в приложении В) для условия нагружения от
до
;
д) вычислить КУН ниппеля и соединительной коробки. Если КУН меняется пропорционально нагрузке или предварительной нагрузке, необходимо документировать данные изменения.
4.8 Проектная документация
Для каждой классификации размера, модели и условий обслуживания нижеприведенная документация должна сохраняться изготовителем на период по меньшей мере десять лет после производства последней единицы такой классификации размера, модели и условий обслуживания:
а) расчетные нагрузки (растягивающая, изгибающая, нагрузки от вспомогательных линий и других) по 4.2;
б) анализ результатов, полученных методом конечных элементов, выполненный согласно 4.3;
в) результаты испытаний, выполненных по 4.4 и 8.2;
г) результаты КУН и расчеты максимального напряжения по 4.7.
5 Выбор материала и сварка
5.1 Выбор материала
5.1.1 Общие положения
Выбор материала для каждого элемента соединения райзера должен включать рассмотрение типа нагрузки, температурного диапазона, коррозионных условий, требования по прочности, долговечности, твердости и последствий при повреждениях. Документация данных расчетных параметров должна сохраняться изготовителем системы райзера на протяжении расчетного срока ее службы. Все используемые материалы должны соответствовать спецификации, охватывающей химический состав, физические и механические свойства, способ и процесс производства, термическую обработку, свариваемость и контроль качества. Такие спецификации могут быть либо опубликованными, либо быть запатентованы изготовителем.
Все материалы для основных несущих нагрузку элементов, включая металл сварного шва, должны быть из низколегированной стали, имеющей свойства, которые представлены испытательными образцами по 5.1.5. Испытательные образцы должны быть вырезаны из отдельного или прикрепленного блока, взятого из той же плавки и, когда применимо, формованного таким же образом и подвергнутого такой же термической обработке, как представленный материал продукции.
5.1.2 Химический состав
Все материалы должны соответствовать химическому составу, установленному спецификацией изготовителя. Соответствие спецификации изготовителя по химическому составу должно быть подтверждено результатами заводского анализа или проверкой испытательного образца.
5.1.3 Механические свойства
Все материалы должны соответствовать минимальным и максимальным механическим свойствам, установленным в спецификации изготовителя. Материалы для основных несущих нагрузку элементов, включая сварные соединения, должны, кроме того, соответствовать минимальным механическим свойствам, приведенным в таблице 1.
Испытания на растяжение должны выполняться в соответствии с [3] или ГОСТ 1497 после всех термических обработок для получения необходимых механических свойств и с использованием типовых испытательных образцов, соответствующих 5.1.5.
Таблица 1 - Минимальные механические свойства
Свойство | Минимальное значение |
Относительное удлинение | 18% |
Относительное сужение | 35% |
5.1.4 Испытание на ударную вязкость
Материалы для элементов, которые подвергаются нагрузкам, включая сварные соединения, должны соответствовать следующим значениям ударной вязкости по Шарли для образца с V-образным надрезом:
а) среднее значение для трех образцов: 41 Дж при минус 20°С (30 фут-фунт-сила при минус 4°F);
б) минимальное единичное значение: 28 Дж при минус 20°С (21 фут-фунт-сила при минус 4°F).
Испытание на ударную вязкость по Шарпи должно выполняться в соответствии с [4] или ГОСТ 9454 с учетом температуры климатической зоны эксплуатации после всех термических обработок для определения механических свойств и должны использоваться типовые испытательные образцы. Испытания на ударную вязкость с надрезом должны выполняться с испытательными образцами, ориентированными продольно зерну основного металла сплава.
5.1.5 Испытательные образцы
5.1.5.1 Общие положения
Испытательные образцы должны быть взяты из ОКИ в соответствии с [5] (5.7 и 5.7.4.1).
5.1.5.2 Испытание на растяжение и ударную вязкость
Образцы для испытания на растяжение и ударную вязкость должны быть вырезаны из такого же ОКИ после конечного цикла термической обработки ОКИ.
Образцы для испытания на растяжение и ударную вязкость должны быть вырезаны из ОКИ таким образом, чтобы продольная центровая линия полностью была в пределах внешней границы центрального ядра "t" для твердого ОКИ или в пределах 6 мм (1/4 дюйма) от средней толщины самой толстой части полого ОКИ (см. рисунок 1).
Когда образец, вырезанный из детали, находящейся в производстве, применяется в качестве ОКИ, образцы для испытания на растяжение и ударную вязкость должны вырезаться в пределах "t" самой толстой части в данной детали.
5.1.5.3 Определение твердости
Следующие этапы применяются для определения твердости:
a) минимум два измерения твердости по Бринеллю должны быть выполнены на ОКИ после конечного цикла термической обработки;
b) определение твердости должно осуществляться в соответствии с [6] или ГОСТ 9012;
в) твердость ОКИ должна соответствовать письменным требованиям изготовителя.
5.2 Сварка
Процедуры и процессы сварки должны выполняться в соответствии [5] (6.3 и 6.3.4).
6 Размер и масса
6.1 Размеры соединений
Соединения райзера классифицируются по размерам сопряженных трубопроводов райзеров. Трубопровод райзера и сопряженные соединения обычно сортируются по размерам, совместимым с установленным размером ПП. Сочетания совместимых диаметров ПП и наружных диаметров райзера представлены в таблице 2. Длина сборки, соединение сварного шва встык должны документироваться.
Таблица 2 - Сочетание совместимых диаметров ПП и наружных диаметров райзеров
Диаметр ПП, мм (дюйм) | Наружный диаметр райзера, мм (дюйм) |
346 (13 5/8) | 406 (16) |
425 (16 3/4) | 473 (18 5/8) |
476 (18 3/4) | 508 (20) или 533 (21) |
527 (20 3/4) | 558 (22) или 609 (24) |
539 (21 1/4) | 609 (24) |
Примечание - Представленные размеры соединений могут использоваться с трубопроводами райзера с различными диапазонами наружных диаметров, толщины стенки и предела текучести материала. | |
6.2 Масса соединений
Масса каждого типоразмера соединения должна документироваться. Эксплуатационная масса соединения райзера должна включать сумму масс конструктивных элементов соединения на воздухе, сцепляющего механизма и кронштейнов или зажимов, которые служат опорой концов линии дросселирования, линии глушения и вспомогательной линии. Масса соединения включает массу на воздухе любой или всех частей, которые способствуют поддержанию плавучести.
|
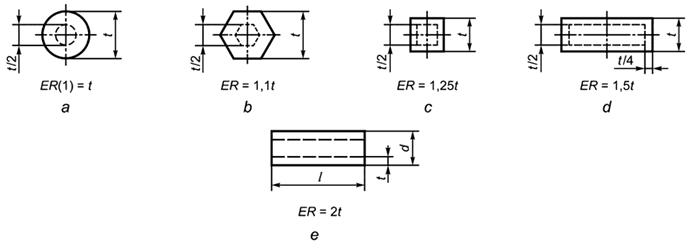
а) Простые геометрические эквивалентные круглые секции/формы, имеющие длину
|
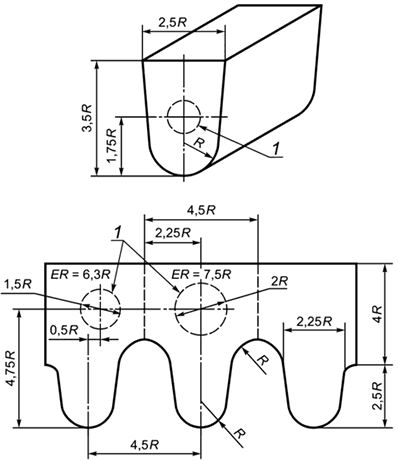
b) Конфигурация кильблока (ER =2,3R)
Когда меньше, чем t, рассмотреть секцию как пластину толщиной
.
Когда меньше, чем d, рассмотреть секцию как пластину толщиной
.
Примечание - Зона внутри пунктирных линий в а) является внешней границей t для вырезки испытательного образца.
1 - внешняя граница t для вырезки испытательного образца; а - круг; b - шестиугольник; с - квадрат; d - прямоугольник или пластина; е - простая полая форма
Рисунок 1 - Эквивалентные круглые модели (ER), лист 1
7 Контроль качества
7.1 Общие положения
Изготовитель должен сохранять все записи, требуемые настоящим стандартом в течение десяти лет после изготовления последней единицы соответствующей классификации размеров, моделей и условий обслуживания.
7.2 Соответствие сырьевого материала
7.2.1 Прослеживаемость
Данные испытаний на основном пути нагружения должны быть прослеживаемыми по отдельной плавке и партии термической обработки.
Идентификация должна сохраняться на материале и деталях для облегчения прослеживаемости, как требуется документированными процедурами изготовителя.
Документированные процедуры изготовителя по прослеживаемости должны включать положения по сохранению или замене идентификационных меток и записи по контролю идентификации.
7.2.2 Химический анализ
Химический анализ должен осуществляться в соответствии с общепризнанным промышленным стандартом.
Химический состав должен соответствовать спецификации изготовителя.
7.3 Соответствие производства
7.3.1 Общие положения
Изготовитель должен сохранить чертежи и документацию по серийному номеру и номеру детали, касающиеся свойств материала, номеров плавки, диаметров труб райзера, минимального сквозного отверстия, классификации условий обслуживания и даты изготовления, а также проектной документации в соответствии с 4.8. Кроме того, требуется выполнение нижеприведенных требований.
7.3.2 Визуальный контроль
Ниже приведены требования для визуального контроля.
а) Каждая партия должна быть визуально проверена.
б) Визуальный контроль литья и ковки должен осуществляться в соответствии со спецификацией изготовителя.
в) Критерии приемки должны быть в соответствии со спецификацией изготовителя.
7.3.3 Неразрушающий контроль поверхности
7.3.3.1 Общие положения
Все поверхности каждой обработанной детали должны соответствовать 7.3.3.2-7.3.3.5.
7.3.3.2 Ферромагнитный материал для не разрушающего контроля поверхности
Хорошо смоченные поверхности и все доступные уплотняемые поверхности каждой обработанной детали проверяются после конечной термической и механической обработки методом МПД или методом КД.
7.3.3.3 Неферромагнитный материал для неразрушающего контроля поверхности
Все доступные хорошо смоченные поверхности каждой обработанной детали проверяются после конечной термической и механической обработки методом капиллярной дефектоскопии.
7.3.3.4 Методы
Магнитопорошковая дефектоскопия должна проводиться в соответствии с [7] или ГОСТ 21105. Использование ярма или контактных щупов не допускаются на хорошо смоченных или уплотняемых поверхностях и не допускаются на чувствительных обработанных деталях. Сухой метод МПД также не разрешается на обработанных деталях или деталях с магнитным порошком, когда он не полностью удален после проверки, что может привести к коррозии или его сохранению в зонах, где он может оказывать вредные воздействия (резьбы и т.д.). В данном случае метод смачивания при МПД предпочтительней сухого метода МПД.
Капиллярная дефектоскопия должна проводиться в соответствии с [8] или ГОСТ 18442.
7.3.3.5 Индикации при магнитопорошковой дефектоскопии и капиллярной дефектоскопии
Естественные индикации, несвязанные с поверхностным разрывом (например, изменения магнитной проницаемости и неметаллические включения), считаются несоответствием. Если магнитопорошковые индикации считаются несоответствием, то они должны проверяться неразрушающими методами контроля поверхности - методом капиллярной дефектоскопии - или должны удаляться и повторно проверяться, чтобы подтвердить их несоответствие.
7.3.3.6 Критерии приемки для магнитопорошковой дефектоскопии и капиллярной дефектоскопии
Критерии приемки для поверхностей, кроме прижимных контактных уплотняемых поверхностей, должны быть следующими:
а) отсутствие соответствующих индикаций с основным размером, равным или больше, чем 4,8 мм (3/16 дюйма);
б) не более десяти соответствующих индикаций на любом непрерывном участке площадью 39 см (6 дюймов
);
в) четыре или более соответствующих индикаций в линию, разделенных менее чем 1,6 мм (1/16 дюйма) (кромка к кромке) являются неприемлемыми.
Критерии приемки для прижимных контактных уплотняемых поверхностей (металл к металлу) не должны иметь соответствующих индикаций на данных поверхностях.
7.3.4 Неразрушающий контроль сварного шва
7.3.4.1 Общие положения
В случае изменения условий сварки и оборудования должна проводиться дополнительная проверка. Все сварные швы, включая не менее 13 мм (1/2 дюйма) основного металла по обе стороны сварного шва, должна проверяться в соответствии с методами и критериями приемки согласно 7.3.4.
7.3.4.2 Подготовка сварного шва к неразрушающему контролю. Визуальный контроль
Все поверхности (100%), подготовленные для сварки, должны быть визуально проверены до начала сварочных работ. Проверки должны включать не менее 13 мм (1/2 дюйма) смежного основного металла на обеих сторонах сварного шва.
Приемка поверхности, подготовленной для НК сварного шва, должна быть в соответствии со спецификацией изготовителя.
7.3.4.3 Визуальный контроль после сварки
Все сварные швы должны быть проверены в соответствии с письменной спецификацией изготовителя.
Все швы, полученные сваркой давлением, должны иметь полное проплавление соединения.
Подрезы не должны снижать толщину в зонах (учитывая обе стороны) ниже минимальной толщины.
Поверхностная пористость и открытый шлак не должны попадать на поверхность или внутрь поверхностей.
7.3.4.4 Неразрушающий контроль сварного шва (кроме визуального)
Все сварные швы (100%) на основном направлении нагрузки, сварные швы деталей, работающих под давлением, восстановленные и накладные сварные швы с наплавленным металлом и восстановленные производственные сварные швы должны быть проверены методами магнитопорошковой и капиллярной дефектоскопии после завершения всех сварочных операций, операций по термической обработке после сварки и операций по механической обработке. Размер допустимых дефектов может быть установлен общепринятыми производственными процедурами или с применением нижеследующих критериев по размерам.
Методы определения и критерии приемки для магнитопорошковой и капиллярной дефектоскопии по 7.3.3, за исключением:
а) отсутствие соответствующих линейных индикаций;
б) отсутствие индикаций сферической формы больше, чем две трети толщины сварного шва;
в) отсутствие индикаций сферической формы больше, чем 3 мм (1/8 дюйма) для сварных швов, глубина которых 19 мм (3/4 дюйма) или меньше, или 5 мм (3/16 дюйма) для сварных швов, чья глубина больше 19 мм (3/4 дюйма).
7.3.4.5 Ремонт (восстановление) сварных швов
Как минимум все восстановленные сварные швы должны испытываться с применением таких же методов и критериев приемки, которые используются для основного металла (см. 7.3.3.6).
Контроль должен включать 13 мм (1/2 дюйма) смежного основного металла со всех сторон сварного шва.
Восстановление сварных швов осуществляется на поверхности земли с учетом осмотра перед сваркой для устранения дефектов по критериям приемки сварных швов при их изготовлении или наплавленного металла при ремонте сварных швов.
7.3.4.6 Неразрушающий контроль сварного шва. Методы и объемы контроля
7.3.4.6.1 Общие положения
Все сварные швы (100%) на основном направлении нагрузки должны проверяться радиографическим или ультразвуковым методом после завершения всех процессов сварки, процессов термической обработки после сварки и процессов механической обработки. Все восстановленные сварные швы, в которых ремонту подвергается более 25% первоначальной толщины стенки или 2,54 см (1 дюйм) - выбрать меньшее их них , должны проверяться радиографическим или ультразвуковым методом после завершения всех процессов сварки, процессов термической обработки после сварки и процессов механической обработки. Должны проверяться все стороны сварного шва.
7.3.4.6.2 Радиография
Радиографический контроль осуществляется в соответствии с процедурами, установленными в [9] или ГОСТ 7512 до минимальной эквивалентной чувствительности 2%. Источники рентгеновского и гамма-излучения выбираются в зависимости от толщины и плотности проверяемого материала. В режиме реального времени воспроизведение изображения и методы регистрации/расширения возможностей могут применяться, если изготовитель имеет документированное подтверждение, что методы дают результат, обеспечивающий минимальную эквивалентную чувствительность 2%. Гибкий показатель качества изображения допускается для использования в соответствии с [10].
Критерием приемки является отсутствие трещин, участков непроваров или прожогов. Продолговатое шлаковое включение не допускается, если его длина превышает или равна данным, представленным в таблице 3.
Таблица 3 - Максимальная длина продолговатого шлакового включения для радиографии (см. 7.3.4.6.2). Длина контрольного уровня - максимальная амплитуда индикации шлака при проверке ультразвуковым методом (см. 7.3.4.6.3)
Толщина сварного шва t, мм (дюйм) | Длина включения, мм (дюйм) |
<19,3 (0,76) | 6,4 (0,25) |
19,3 до 57,2 (0,76 до 2,25) | 0,33t |
>57,2 (2,25) | 19,1 (0,75) |
Помимо этого, может не быть группы шлаковых включений в линии, имеющей составную длину больше, чем толщина сварного шва (t) в любой общей длине сварного шва 12t, исключая случаи, когда расстояние между последующими включениями превышает в шесть раз длину самого длинного включения. Не допускаются индикации сферической формы, превышающие те, что указаны в [11] (приложение 1).
7.3.4.6.3 Ультразвуковой метод
Ультразвуковой контроль должен выполняться в соответствии с [12] (статья 5) или ГОСТ 14782.
Отсутствие индикаций, амплитуда сигнала которых превышает контрольный уровень, считается допустимым. Отсутствие линейных индикаций, интерпретированных, как трещины, непроплавления соединения или непровар, считаются допустимыми.
Отсутствие шлаковых индикаций считаются допустимыми с амплитудами, превышающими контрольный уровень, длина которого превышает значения, указанные в таблице 3.
7.3.4.7 Неразрушающий контроль сварного шва. Определение твердости
Все сварные швы деталей, работающих под давлением и без давления, а также восстановленные сварные швы должны быть подвергнуты испытанию для определения твердости.
Испытание для определения твердости осуществляется в соответствии с [6] или ГОСТ 9012, [13], [14] или ГОСТ 9013.
________________
На территории Российской Федерации действует ГОСТ Р ИСО 6507-1-2007.
По крайней мере одно испытание для определения твердости должно быть выполнено как на сварном шве, так и на сопряженном основном металле после завершения всех процессов термической и механической обработки.
Значения твердости должны соответствовать требованиям спецификации изготовителя.
8 Испытание
8.1 Назначение
В дополнение к проверочным испытаниям распределения напряжения, согласно 4.4, должны выполняться три типа натурных расчетных квалификационных испытаний: испытание под нагрузкой для определения номинальной нагрузки проекта соединения, испытание сборки для демонстрации способности соединения быть правильно собранным в полевых условиях и повторяемости правильной сборки и испытание на сопротивление внутреннему давлению для проверки целостности под давлением и эффективности уплотнения. Данные испытания должны выполняться на натурном образце соединения или образцах для определения проектного решения каждой модели соединения.
Должны быть проведены дополнительные квалификационные испытания, перечисленные в приложении Б. Испытательные соединения, используемые для осуществления дополнительных квалификационных испытаний, должны соответствовать требованиям согласно 8.2. Испытание на циклическую нагрузку или испытание на усталость могут выполняться для проверки расчета усталости и для контроля того, чтобы зоны концентраций напряжений были выявлены при анализе конструкции. Циклические испытания на повреждение дают измерительную точку, которая помогает в прогнозировании усталостной долговечности. Другие дополнительные эксплуатационные испытания могут быть включены для подтверждения эксплуатационной надежности. Чтобы обеспечить достоверность результатов испытаний, установки для их проведения должны быть поверены и иметь свидетельство о поверке. Испытательные соединения для проверочных и квалификационных испытаний должны создаваться стандартных размеров и производственных допусков и должны иметь стандартную финишную обработку, покрытия и материалы. Данные испытания и испытания, согласно 4.4, необходимы только для оценки расчета; они не предназначены для эксплуатационных испытаний.
8.2 Проектировочные квалификационные испытания
8.2.1 Испытание на максимально допустимые нагрузки
Осесимметричную растягивающую нагрузку следует применять для определения проектного решения соединения на номинальную нагрузку по 4.1.
8.2.2 Испытание на сборку
Стандартные инструменты изготовителя для сборки должны использоваться при приложении предварительной нагрузки на соединение. Показания тензометра из рассматриваемых точек на соединении, осуществляемые согласно 4.4, должны подтверждать значения, применяемые в анализах, выполненных согласно 4.3. Измеренные напряжения под предварительной нагрузкой должны соответствовать или превышать минимальные требуемые напряжения под предварительной нагрузкой по меньшей мере в десяти последующих рядах сборки.
8.2.3 Испытание на сопротивление внутреннему давлению
Следует использовать внутреннее гидравлическое давление, равное расчетному рабочему давлению, при этом должны отсутствовать структурные разрушения или утечки.
Время испытаний и последовательность действий должны быть описаны и доступны для пользователей по требованию.
9 Маркировка
9.1 Маркировка штампованием
Все соединения райзера, изготовленные в соответствии с настоящим стандартом, должны маркироваться на наружной поверхности информацией, перечисленной в 9.2. Штамповка должна применяться на участках с низким напряжением на муфтовом и ниппельном концах.
9.2 Требуемая информация
Необходимо указывать следующую информацию:
а) наименование изготовителя или номер марки или детали;
б) номинальная нагрузка;
в) номинальное рабочее давление;
г) номинальный диаметр;
д) идентификационный серийный номер;
е) дата изготовления.
Дополнительная информация по прослеживаемости установлена в пункте 7.
Примечание - Номинальная нагрузка или номинальное рабочее давление соединения могут быть больше, чем у собранного узла райзера.
10 Руководство по техническому обслуживанию и эксплуатации
10.1 Общие положения
Изготовитель должен обеспечить оборудование руководством по техническому обслуживанию и эксплуатации, которое должно включать как минимум информацию, согласно 10.2-10.4.
10.2 Описание оборудования
Описания, чертежи и соответствующие схемы должны быть предусмотрены для соединения райзера и интерфейсного (сопряженного) оборудования, как изложено ниже:
а) муфта, ниппель, замки, хомуты и т.д.;
б) инструмент для монтажа и демонтажа райзера;
в) все инструменты для сборки и создания предварительной нагрузки;
г) предохранители муфты и ниппеля райзера.
10.3 Инструкция по применению соединения
Нижеприведенная информация должна адресоваться:
а) исполнителю по использованию инструмента для монтажа и демонтажа и его контакта с соединением;
б) исполнителю сборки соединения, включая, если применяется, подробные процедуры для правильного приложения предварительной нагрузки для соединения.
10.4 Инструкции по техническому обслуживанию
Следует обеспечить персонал, эксплуатирующий оборудование, следующей информацией:
а) графический хронологический перечень заданий по текущему техническому обслуживанию;
б) формы-образцы технического обслуживания или контрольные карты, что необходимо;
в) листы-образцы для регистрации совокупного применения каждого соединения райзера;
г) инструкции по хранению и график замены резинотехнических изделий и других расходных материалов;
д) установленные смазочные материалы, ингибиторы коррозии и т.д.;
е) процедуры и графики для контроля усталостных трещин - изготовитель должен определить сильно нагруженные участки, подлежащие проверке.
Приложение А
(справочное)
Анализ напряжения
Для неосесимметричных соединений, трехмерный анализ является необходимым для объяснения изменения напряжения по окружности. Если у соединения есть осевая плоскость симметрии (плоскость, которая включает ось трубопровода), то трехмерный анализ может основываться на единичном секторе, связанном с двумя такими же плоскостями. Например, для соединения, имеющего шесть плоскостей симметрии, потребуется анализ 30°-го сектора (одна двенадцатая). Осевая нагрузка на такой 30°-й сектор может считаться нагрузкой, которая могла быть вызвана расчетным напряжением, равномерно распределенным вокруг трубопровода. Определение эквивалентной нагрузки при изгибе рассматривается в 4.5.
Использование результатов анализа методом конечных элементов допускает определение напряжения в комплексных конструкциях, но точность анализа сильно зависит от квалификации специалиста. Тщательность и оценка должны использоваться в разработке модели анализа метода конечных элементов. Например, зоны высокого напряжения конструкции требуют мелкую сетку элементов. Поэтому специалист должен прогнозировать зоны вероятного возникновения высокого напряжения. На некоторые напряжения влияют структурные свойства райзера. Следовательно, модель должна продолжаться достаточно далеко от критических зон, чтобы результаты были без граничного эффекта. В конечном счете, модель анализа методом конечных элементов рассчитана для того, чтобы конечные элементы не искажались за пределами их способности представлять точные результаты.
Анализ воздействия предварительной нагрузки и возможность разделения может потребовать специальной трактовки в анализе результатов расчета, полученных методом конечных элементов. Все компоненты, которые воздействуют на жесткость соединения, должны рассматриваться в модели. Если возможно возникновение разъединения, тогда оно должно быть предусмотрено в анализах - по возможности. Если это невозможно, тогда потребуется итерационный метод, включающий несколько решений.
Максимальное напряжение почти всегда возникает на поверхностях. Модель анализа методом конечных элементов должна быть рассчитана для того, чтобы в критических зонах напряжение вычислялось на поверхности, а также вблизи нее.
Приложение Б
(справочное)
Дополнительные квалификационные испытания
Б.1 Циклические испытания под нагрузкой
Чтобы моделировать эксплуатационные колебания нагрузки, растягивающие нагрузки плюс циклические изгибающие нагрузки могут быть приложены (а также, внутреннее давление) для представления выбранного условия нагружения. Расширенное испытание может проводиться для сравнения прогноза усталостной прочности.
Б.2 Испытание слайдера (захвата) под нагрузкой
Способность соединения нести наиболее жесткие нагрузки, приложенные, когда последний длинный участок райзера, поддерживающий блок ПП, подвешивается на спайдер, может контролироваться. Нагрузки, которые несут колонны обсадных труб при спуске и подвешивании спайдера, во время спуска и подъема райзера могут моделироваться. Когда моделируется нагрузка от подвешивания спайдера, только тогда должны нагружаться муфтовый и ниппельный конец (на который подвешивается спайдер).
Б.3 Испытание подсобного инструмента
Способность соединительной коробки и ниппеля (при необходимости) нести наиболее жесткие нагрузки, приложенные, когда последний длинный участок райзера, поддерживающий блок ПП, подвешивается инструментом для монтажа, может контролироваться. Приложение динамических и статических нагрузок на сопряжение соединительной коробки и ниппеля с инструментом для монтажа может моделироваться.
Б.4 Испытание линии дросселирования и линии глушения скважины
Способность ЛГ и ШЛ выдерживать давление и опорного кронштейна ЛГ и ШЛ скважины реагировать на нагрузки, вызванные давлением в трубопроводе, должны контролироваться. Испытательное давление ЛГ и ШЛ может быть приложено к устройствам для ввода ЛГ и ШЛ, установленным на соединении и поддерживаемым стандартными кронштейнами.
Приложение В
(обязательное)
Расчет статической нагрузки
В.1 Проектные требования для статической нагрузки
Проектирование соединения для статической нагрузки требует, чтобы оно было рассчитано на предварительную и расчетную нагрузки во время максимальных поперечных напряжений в допустимых пределах, установленных в В.4. Местные максимальные напряжения не должны рассматриваться для статической нагрузки.
В.2 Типы напряжений и их категории
В данном пункте указаны типы и категории напряжения (), которые предусмотрены для соединения райзера. Полное понимание данных напряжений необходимо для правильного проектирования соединения райзера.
Следует рассмотреть следующие типы напряжения
а) Мембранное напряжение в секции является средним значением напряжения, вызванного усилием, продольным к секции. Оно вычисляется с использованием классического уравнения для нормального напряжения (![]() ). Если мембранное напряжение является средним значением по полному поперечному сечению, то оно будет являться общим мембранным напряжением, примером которого служит среднее значение осевого напряжения в трубопроводе под нагрузкой при растяжении. Если мембранное напряжение является средним только по локализованной части поперечного сечения, то оно будет считаться локальным мембранным напряжением, примером которого служит осевое напряжение, среднее по зоне, прилегающей к отверстию обсадной трубы кулачковой муфты. Необходимо определить зону, используемую для усреднения локального напряжения. Применение очень маленьких зон приводит в результате к максимальному напряжению, а не к локальному мембранному напряжению. С другой стороны, усреднение по слишком большой зоне приводит в результате к общему мембранному напряжению, а не к локальному мембранному напряжению.
). Если мембранное напряжение является средним значением по полному поперечному сечению, то оно будет являться общим мембранным напряжением, примером которого служит среднее значение осевого напряжения в трубопроводе под нагрузкой при растяжении. Если мембранное напряжение является средним только по локализованной части поперечного сечения, то оно будет считаться локальным мембранным напряжением, примером которого служит осевое напряжение, среднее по зоне, прилегающей к отверстию обсадной трубы кулачковой муфты. Необходимо определить зону, используемую для усреднения локального напряжения. Применение очень маленьких зон приводит в результате к максимальному напряжению, а не к локальному мембранному напряжению. С другой стороны, усреднение по слишком большой зоне приводит в результате к общему мембранному напряжению, а не к локальному мембранному напряжению.
б) Напряжением при изгибе является напряжение, вызванное изгибающим моментом. Оно меняется линейно с расстоянием от центра секции и вычисляется с использованием классического уравнения механики для напряжения при изгибе (![]() ).
).
в) Чистым касательным напряжением в секции является среднее напряжение, вызванное усилием, поперечным к секции. Оно усредняется по общей области секции и вычисляется с использованием классического уравнения для касательного напряжения (![]() ). Примером чистого касательного напряжения является среднее касательное напряжение в резьбовом соединении.
). Примером чистого касательного напряжения является среднее касательное напряжение в резьбовом соединении.
г) Напряжением смятия является нормальное напряжение на контактных поверхностях сопряженных поверхностей. Оно усредняется по общей контактной зоне и вычисляется с использованием классического уравнения для нормального напряжения (![]() ). Примером напряжения смятия является контактное напряжение между зажимами и заплечиком кулачковой муфты, находящейся под нагрузкой.
). Примером напряжения смятия является контактное напряжение между зажимами и заплечиком кулачковой муфты, находящейся под нагрузкой.
д) Все напряжения могут классифицироваться как основные, максимальные и дополнительные.
1) Основным напряжением является напряжение, вызванное внешними нагрузками или предварительной нагрузкой и необходимое для соответствия правилам статического равновесия.
Пример - Мембранное напряжение в штанге, подвергнутой нагрузке осевой силы, равно напряжению при изгибе в простой балке.
2) Максимальным напряжением является высокое местное напряжение, которое существует при отсутствии непрерывности на пути нагружения.
Пример - Высокое местное напряжение в канавке резьбы в болте.
3) Дополнительным напряжением является любое напряжение в структуре, которое не является основным или максимальным напряжением.
В.3 Напряжение соединения райзера
Имеется шесть типов напряжений, которые должны быть оценены для каждого соединения райзера:
а) - общее основное мембранное напряжение;
б) - местное мембранное напряжение;
в) - основное напряжение при изгибе;
г) - дополнительное напряжение;
д) - чистое касательное напряжение;
е) - напряжение смятия.
Некоторые из этих напряжений, как, например, общее основное мембранное напряжение, могут быть точно определены расчетным методом, но большинство не могут быть вычислены из-за комплексной геометрии и нагрузки соединения райзера. Поэтому необходимо, чтобы напряжения в каждом соединении вычислялись анализом - методом конечных элементов согласно 4.3.
В случаях нагрузки, при которой соединение должно подвергаться анализу в зависимости от того, подвергнуто ли соединение предварительной нагрузке или нет и считаются ли напряжения при предварительной нагрузке основными или дополнительными.
Если соединение не подвергается предварительной нагрузке, то следует анализировать только один случай нагрузки: расчетное осевое растяжение (расчетная нагрузка соединения).
Если соединение подвергается предварительной нагрузке, то соединение должно анализироваться для трех случаев нагрузки:
- расчетная предварительная нагрузка;
- расчетная предварительная нагрузка плюс расчетное осевое растяжение;
- только расчетное осевое растяжение.
Классификация напряжений, вызванных предварительной нагрузкой, такой как основная или дополнительная, зависит от функции соединения и не зависит от перенапряжения соединения. Если напряжения при предварительной нагрузке классифицируются как дополнительные, то допускается, что они могут быть в 2 раза больше предела текучести. Это может привести в результате к большим остаточным деформациям, но не к разрушению конструкции.
Некоторые конструкции соединений могут допускать большие остаточные деформации, не подвергая риску их способность к безопасному функционированию, тогда как другие конструкции соединений не будут функционировать после больших остаточных деформаций. Герметичность является примером функционального требования к конструкции, на которую часто воздействует большая остаточная деформация.
Если напряжения при предварительной нагрузке считаются дополнительными, то проектировщику следует указать, что остаточные деформации, вызванные предварительной нагрузкой, не будут причиной потери любой требуемой функциональной возможности соединения.
Как правило, соединения райзера представляют линейное и билинейное соотношение между нагрузкой и напряжением. Для таких соединений напряжения при нагрузках, кроме нагрузки при анализе, могут вычисляться с использованием правил линейной интерполяции и экстраполяции. Для соединений с нелинейным соотношением между нагрузкой и напряжением линейная интерполяция и экстраполяция не могут использоваться. Данные соединения должны анализироваться для нескольких значений нагрузки и следует разработать графики нагрузки относительно напряжения. Расчетная нагрузка соединения должна определяться по данным кривым.
В.4 Допустимое напряжение
В.4.1 Общие положения
Допустимые напряжения представлены для отдельной категории напряжений и для сочетаний категорий напряжений и являются функциями предела текучести материала (). Ниже приведены допустимые напряжения, которые должны быть в соединениях райзера для всех соединительных элементов, за исключением болтов:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Для болтов на основном пути нагружения изготовителю следует установить допустимые уровни напряжения для мембранных напряжений и напряжений при изгибе в болтах.
Напряжение болта, чистые касательные напряжения и напряжения смятия сравниваются с их соответствующими допустимыми пределами. Обработка данных конечных элементов не требуется.
Другие напряжения должны быть линейными, разделяясь на мембранные компоненты и компоненты изгиба, классифицироваться и преобразовываться в эквивалентные напряжения Мизеса, прежде чем они будут сравниваться с допустимыми напряжениями. Данная процедура подробно представлена в В.4.2.
В.4.2 Методы
Рассматриваются шесть компонентов напряжения по любой секции: три нормальных компонента и три компонента касательного напряжения при сдвиге.
Линеаризовать каждый из существенных компонентов напряжения и разделить их на компоненты мембранного и напряжения при изгибе.
Это представлено на рисунке В.1, где изображено осевое напряжение поперечной стенки соединения райзера в секции, где есть изменения толщины стенки. Нагрузка на соединение является осевым растяжением. Сплошная линия показывает распределение напряжения, зарегистрированное моделью анализа методом конечных элементов, тогда как пунктирные линии показывают линейное распределение напряжения. Компонент мембранного напряжения является средним значением линейного распределения напряжения, и компонент напряжения при изгибе является разницей между наибольшим и средним значением линейного распределения напряжения.
Затем классифицировать компоненты мембранного напряжения и напряжения при изгибе в одну их нижеприведенных категорий напряжения: общее основное мембранное напряжение, местное мембранное напряжение, основное напряжение при изгибе или дополнительное напряжение.
В качестве примера на рисунке В.1 мембранное напряжение является осевым напряжением, вызванным осевым усилием. Так как данное напряжение необходимо для уравновешивания осевого усилия, оно является общим основным мембранным напряжением. Напряжение при изгибе вызвано местным изгибающим моментом, обусловленным нарушением непрерывности в толщине стенки. Данное напряжение требуется только для обеспечения непрерывности деформации при нарушении непрерывности; следовательно, оно будет дополнительным напряжением.
Повторить данную процедуру для всех шести внутренних силовых факторов, которые являются определяющими; затем вычислить эквивалентное напряжение по Мизесу, используя нижеприведенное уравнение:
![]() , (B.1)
, (B.1)
где - действующее напряжение по Мизесу;
,
,
- три компонента нормального напряжения:
Т (Т
, Т
) - компонент касательного напряжения.
Необходимо учесть, что все напряжения не включаются при расчете каждого действующего напряжения Мизеса. Например, при расчете общего основного мембранного напряжения проверяются только общие основные мембранные напряжения, включенные в уравнение (В.1); дополнительные напряжения, напряжения при изгибе и местные мембранные напряжения не включаются.
Теория прочности максимального касательного напряжения может использоваться вместо теории прочности Мизеса. Использование теории прочности максимального касательного напряжения требует сравнения двойного максимального касательного напряжения, определенного в качестве интенсивности напряжения с допустимыми напряжениями вместо действующего напряжения Мизеса. Данный подход одинаков при сравнении с подходом Мизеса, но проще для применения.
|
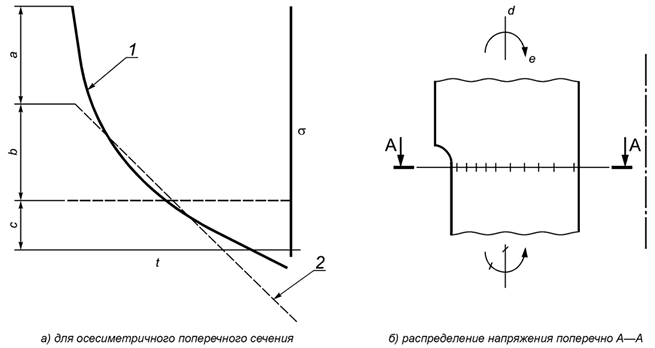
1 - общее распределение напряжения; 2 - эквивалентное линейное распределение; а - местное максимальное напряжение; b - местное напряжение при изгибе; с - напряжение в рабочем сечении; d - растягивающая нагрузка; е - местный изгибающий момент
Рисунок В.1 - Распределения напряжения через секцию А-А
Приложение ДА
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение и наименование международного стандарта (международного документа) | Степень соответствия | Обозначение и наименование ссылочного межгосударственного стандарта |
ГОСТ 9012-59 (ISO 410-82, ISO 6506-81) | MOD | ISO 6506-1 "Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод измерения" |
ГОСТ 9013-59 (ISO 6508-86) "Металлы. Метод измерения твердости по Роквеллу" | MOD | ISO 6508-1 "Материалы металлические. Определение твердости по Роквеллу. Часть 1: Метод определения (шкалы A, B, C, D, E, F, G, H, K, N, T)" |
ГОСТ 1497-84 (ISO 6892-84) "Металлы. Методы испытаний на растяжение" | MOD | ISO 6892 "Материалы металлические. Испы- тание на растяжение при температуре окружающей среды" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
Библиография
[1] | API Specification 16R | Американский нефтяной институт. Спецификация для соединений морских буровых райзеров (Specification for Marine Drilling Riser Couplings) |
[2] | API RP 16Q | Американский нефтяной институт. Проектирование, выбор, эксплуатация и техническое обслуживание систем соединений морских буровых райзеров (Desing, Selection, Operationg and Maintenance of Marine Drilling Riser Sistems) |
[3] | ISO 6892 | Материалы металлические. Испытание на растяжение при температуре окружающей среды (Metallic materials - Tensile testing at ambient temperature) |
[4] | ISO 148 | Сталь - Испытание на удар по Шарпи (V-образный надрез) (Steel - Charpy impact test (V-notch)) |
[5] | ISO 10423:2001 | Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Устьевая и фонтанная арматура (Petroleum and natural gas industries - Drilling and production equipment-Wellhead and christmas tree equipment) |
____________________ | ||
[6] | ISO 6506-1 | Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод измерения (Metallic materials - Brinell hardness test - Part 1: Test method) |
[7] | ASTM E 709 | Американское общество по испытанию материалов. Стандартное руководство для магнитопорошковой дефектоскопии (Standard Guide for Magnetic Particle Examination) |
[8] | ASTM E 165 | Американское общество по испытанию материалов. Стандартный испытательный метод для капиллярной дефектоскопии (Standard Test Method for liquid Penetrant Examination) |
[9] | ASTM E 94 | Американское общество по испытанию материалов. Стандартное руководство для радиографического испытания (Standard Guide for Radiographic Examination) |
[10] | ASTM E 747 | Американское общество по испытанию материалов. Общепринятая практика для проектирования, производства и классификации групп материалов, проводных индикаторов качества изображения, применяемых для радиологии (IQI) (Standard Practice for Design, Manufacture and Material Grouping Classification of Wire image Quality Indicators (IQI) Used for Radiology) |
[11] | ASME BPVC-VIII-1 | Американское Общество Инженеров-Механиков. Свод стандартов по котлам и сосудам высокого давления. Раздел VIII: Часть 1. Правила конструирования сосудов высокого давления (Boiler and Pressure Vessel Code. Section VIII: Rules for Construction of Pressure Vessels. Division 1, Rules for Construction of Pressure Vessels) |
[12] | ASME BPVC-V | Американское Общество Инженеров-Механиков. Свод стандартов по котлам и резервуарам высокого давления. Раздел V: неразрушающий контроль (Boiler and Pressure Vessel Code. Section V: Nondestructive Examination) |
[13] | ISO 6507-1 | Материалы металлические. Измерение твердости по Виккерсу. Часть 1. Метод измерения (Metallic materials - Vickers hardness test - Part 1: Test method) |
[14] | ISO 6508-1 | Материалы металлические. Определение твердости по Роквеллу. Часть 1: Метод определения (шкалы А, В, С, D, Е, F, G, Н, K, N, Т) (Metallic materials - Rockwell hardness test - Part 1: Test method (scales А, В, C, D, E, F, G, H, K, N, T)) |
УДК 622.24.05:006.356 | МКС 75.180.10 | |
Ключевые слова: оборудование буровое и эксплуатационное, соединения морских буровых райзеров, проектирование, контроль качества, маркировка | ||
Электронный текст документа
и сверен по:
, 2019
