ГОСТ Р ИСО 7870-3-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
КОНТРОЛЬНЫЕ КАРТЫ
Часть 3
Приемочные контрольные карты
Statistical methods. Control charts. Part 3. Acceptance control charts
ОКС 03.120.30
Дата введения 2014-12-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Применение статистических методов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 декабря 2013 г. N 2335-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 7870-3:2012* "Контрольные карты. Часть 3. Приемочные контрольные карты" (ISO 7870-3:2012 "Control charts - Part 3: Acceptance control charts").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р 50779.43-99 (ИСО 7966-93)
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ( )
Введение
Приемочная контрольная карта объединяет в себе элементы управления процессом и приемочного выборочного контроля. Она помогает принимать решение о приемлемости процесса. Основными вопросами, при решении которых применяют приемочные контрольные карты, являются следующие:
а) удовлетворяет ли указанная доля (в процентах) соответствующих единиц продукции или услуг, произведенных процессом, установленным требованиям;
б) находится ли уровень процесса в допустимой зоне.
В отличие от большинства подходов приемочного выборочного контроля в настоящем стандарте акцент сделан на приемлемости процесса, а не продукции.
В отличие от наиболее распространенных подходов, основанных на контрольных картах, в данном случае необязательно уровень процесса должен находиться вблизи некоторого единственного установленного уровня до тех пор, пока изменчивость внутри подгрупп остается удовлетворительной. Процесс (для цели приемки) может находиться на любом уровне или уровнях в некоторой зоне приемлемой с точки зрения требований технических допусков. Таким образом, предполагается, что некоторые особые причины вызывают достаточно малые сдвиги уровня процесса относительно установленных требований и неэкономично корректировать уровень процесса только для целей приемки.
Следует заметить, что применение приемочной контрольной карты способствует выявлению и устранению особых причин изменчивости процесса для целей его непрерывного совершенствования.
Необходима проверка на присущую процессу стабильность. Для этого наблюдение ведется с применением контрольных карт Шухарта (карт размахов или выборочных стандартных отклонений) для подтверждения того, что изменчивость, присущая рациональным подгруппам, остается устойчивой. Дополнительным источником информации для управления процессом является исследование распределения рассматриваемых уровней процесса. Для проверки правомерности применения приемочной контрольной карты следует проводить предварительный анализ процесса с помощью контрольной карты Шухарта
1 Область применения
В настоящем стандарте установлены правила использования приемочных контрольных карт и установлены общие процедуры определения объема выборки, контрольных границ и критериев принятия решения. Приемочная контрольная карта должна быть использована только в случаях, когда:
a) изменчивость в подгруппах находится в статистически управляемом состоянии и оценена оперативно;
b) достигнут высокий уровень воспроизводимости процесса.
Приемочную контрольную карту обычно используют, когда контролируемая характеристика процесса подчиняется нормальному распределению, однако, она может быть применена и в случае других распределений. В стандарте приведены примеры, в которых показаны преимущества применения приемочных контрольных карт перед другими контрольными картами. В примерах показаны детали определения объема выборки, контрольных границ и критериев принятия решения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 3534-1 Статистика. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в вероятностных задачах (ISO 3534-1 Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability)
ИСО 3534-2 Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика (ISO 3534-2 Statistics - Vocabulary and symbols - Part 2: Applied statistics)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ИСО 3534-1, ИСО 3534-2, а также следующие термины с соответствующими определениями.
3.1 приемлемый процесс (ассерtаblе process): Процесс, центральная линия которого на контрольной карте Шухарта находится в зоне приемлемых процессов.
Примечание 1 - В идеале выборочное среднее на такой контрольной карте совпадает с целевым значением.
Примечание 2 - Зона приемлемых процессов показана на рисунке 1. Сведения о контрольных картах Шухарта приведены в ИСО 7870-2.
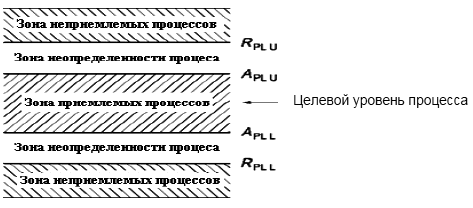
Рисунок 1 - Границы требований к процессу: верхняя и нижняя линии APL и RPL, зоны приемлемости и неприемлемости и неопределенности процесса
4 Обозначения
Примечание - Директивы ИСО/МЭК заставляют отступать от общего использования SPC относительно дифференцирования между сокращенными терминами и символами. Сокращенный термин и его символ могут отличаться по внешнему виду двумя способами: типом шрифта и наличием или отсутствием курсива. Чтобы различить сокращения (аббревиатуры) от символов, сокращения приведены в Arial вертикально, а символы - в Times New Roman или греческом алфавите курсивом. Следует учитывать, что сокращения могут содержать несколько букв, а обозначения состоят только из одной буквы. Например, стандартное сокращение для предела приемлемого уровня процесса APL допустимо, но его обозначение в уравнениях . Это сделано для устранения неверного толкования формул.
- приемочная контрольная граница; | |
- предел приемлемых уровней процесса; | |
- нижняя граница поля допуска; | |
- объем выборочной подгруппы (выборки); | |
- приемлемая доля несоответствующих единиц продукции; | |
- неприемлемая доля несоответствующих единиц продукции; | |
- вероятность приемки процесса; | |
- предел неприемлемых уровней процесса или граница зоны неприемлемых процессов; | |
- целевое значение, т.е. оптимальное значение; | |
- верхняя граница требований; | |
- среднее арифметическое значений контролируемого параметра | |
- стандартная величина, имеющая нормальное распределение с нулевым средним и стандартным отклонением, равным 1; | |
- квантиль нормированного нормального распределения уровня | |
- риск ошибочного отклонения удовлетворительного процесса с уровнем APL; | |
- риск ошибочной приемки неудовлетворительного процесса с уровнем RPL; | |
- среднее процесса; | |
- стандартное отклонение в пределах подгруппы, соответствующее собственной изменчивости процесса; | |
- стандартное отклонение выборочного среднего подгруппы, соответствующее собственной изменчивости процесса |
4.2* Сокращения
__________________
* Нумерация соответствует оригиналу. - .
ACL | приемочные контрольные границы; |
APL | приемлемый уровень процесса; |
нижняя граница требований (в качестве нижнего индекса); | |
ОС | оперативная характеристика; |
RPL | неприемлемый уровень процесса или уровень из зоны неприемлемых процессов; |
верхняя граница требований (в качестве нижнего индекса). |
5 Описание применения приемочных контрольных карт
Для достижения приемлемого качества продукции или услуги часто необходимо проводить под наладку процесса, корректируя его уровень в соответствии с целевым значением. Такие действия являются дополнительными по отношению к случайной изменчивости и вносят вклад в общую изменчивость вокруг существующего уровня процесса. В большинстве случаев возможные изменения уровня процесса должны находиться в допустимой области. Сдвиги уровня процесса обычно происходят в результате действия причин, которые нельзя устранить по техническим или экономическим соображениям. Как правило, сдвиги процесса появляются через нерегулярные интервалы, но их нельзя причислять к случайным составляющим изменчивости процесса.
Существует несколько различных подходов к рассмотрению факторов, увеличивающих изменчивость уровня процесса кроме присущей ему изменчивости. Крайним является подход, по которому вся изменчивость, выражающаяся в отклонениях от целевого значения, должна быть минимизирована. Последователи такого подхода стараются обеспечить поддержание процесса в более узких границах для расширения возможностей совершенствования качества процесса или продукции.
Другое крайнее мнение заключается в том, что если процесс не выходит за установленные границы, то считается, что применять управление процессом неэкономично, так как это может препятствовать тенденции процесса к снижению изменчивости. Внедрение этого подхода часто является результатом давления со стороны персонала, занимающегося только контролем, а не улучшением качества продукции или процесса.
Приемочная контрольная карта - одно из средств, охватывающих широкий диапазон методов достаточно логичным и простым способом. Она позволяет различать составляющие присущей процессу изменчивости, случайные и дополнительные факторы, влияющие на положение уровня процесса.
После сдвига процесса, он может затем стабильно работать на новом уровне до возникновения следующего сдвига. Между этими изменениями процесс находится в стабильном состоянии по отношению к присущей ему изменчивости.
Примером такой ситуации является процесс, использующий большие партии сырья. Изменчивость в пределах партии можно рассматривать как присущую процессу изменчивость. При поступлении новой партии материала, качество которой может отличаться от предыдущей партии, проявляется составляющая изменчивости между партиями.
Примером такой изменчивости является изменчивость внутри партии и между партиями, возникающая при замене штампов деталей машин. Цель карты в этом случае определение степени износа штампа и необходимости его ремонта или замены. Скорость износа зависит от твердости материала деталей в партии, и поэтому ее трудно предсказать. Применение в этой ситуации приемочной контрольной карты дает возможность принять решение о необходимости технического обслуживания штампа.
Приемочная контрольная карта основана на контрольной карте Шухарта, но составлена так, что процесс может сдвигаться в направлении контрольных границ, если поле допуска достаточно широко, или ограничиваться более узкими границами, если собственная изменчивость процесса относительно велика и охватывает большую часть поля допуска.
Задача состоит в выявлении такого процесса, уровень которого так далеко сместился от целевого значения, что дает слишком большой процент единиц продукции, не удовлетворяющих установленным требованиям.
Последовательное нанесение данных на карту средних графически отображает постоянное изменение выборочных средних. Центральная зона (зона приемлемых процессов) соответствует изготовлению приемлемой продукции (см. рисунок 1). Данные в зонах неприемлемых процессов характеризуют процессы, изготавливающие неприемлемую продукцию.
Между внутренней и внешними зонами находятся зоны неопределенности, соответствующие такому состоянию процесса, при котором он изготавливает приемлемую продукцию, но требует повышенного внимания. В том случае, когда данные приближаются к границе зоны неприемлемых процессов, необходимо предпринимать корректирующие действия. Этот критерий является базовым для приемочной контрольной карты. Настоящий стандарт является руководством по практическому использованию приемочных контрольных карт и установлению контрольных границ в случае односторонних и двусторонних требований.
Поскольку невозможно четко разделить удовлетворительный и неудовлетворительный уровни процесса, необходимо определить такой уровень процесса, при котором его продукцию принимают с вероятностью ().
Это приемлемый уровень процесса (APL), который соответствует границе зоны приемлемых процессов, находящейся в непосредственной близости от целевого значения (см. рисунок 1).
Всем процессам, уровень которых расположен ближе к целевому значению, чем к APL, соответствует вероятность ошибочного отклонения менее . Таким образом, чем ближе процесс к целевому значению, тем меньше вероятность того, что удовлетворительный процесс будет отклонен. Также необходимо определить такой уровень процесса, при котором неприемлемый процесс будет отклонен с вероятностью (
). Этот уровень процесса называется неприемлемым уровнем (RPL). Любому процессу, находящемуся от целевого значения дальше чем RPL, будет соответствовать вероятность приемки менее
.
Процессы, уровни которых лежат между APL и RPL, изготавливают продукцию пограничного качества, когда нет необходимости тратить время на под* наладку процесса и продукция может быть в некоторых случаях использована без корректировки уровня процесса. Область между APL и RPL часто называют "зоной неопределенности". Ширина этой зоны зависит от требований к конкретному процессу и установленных рисков. Чем уже эта зона, т.е. чем ближе расположены друг к другу APL и RPL, тем больше должен быть объем выборки. Такой подход дает реальную оценку эффективности системы приемочного контроля, а также метод управления процессом.
________________
* Текст документа соответствует оригиналу. - .
Для построения приемочной контрольной карты, как для любой системы выборочного приемочного контроля, необходимы следующие четыре элемента:
a) приемлемый уровень процесса (APL), связанный с риском ;
b) неприемлемый уровень процесса (RPL), связанный с риском ;
c) критерий принятия решения или приемочные контрольные границы (ACL);
d) объем выборки ().
Примечание - В настоящем стандарте определены односторонние риски и
. Если на контролируемую характеристику установлены двусторонние требования, рисками являются 5%-ая вероятность выхода контролируемой характеристики за верхнюю контрольную границу или 5%-ая вероятность выхода контролируемой характеристики за нижнюю границу. Это приводит к полному риску, равному 5%.
При работе с приемочной контрольной картой оператору нужно знать только приемочные контрольные границы, объем, частоту и способ отбора выборки. Инженер по качеству или квалифицированный оператор могут без особого труда построить контрольные границы самостоятельно, что дает им возможность более глубоко понять процедуру приемки процесса и его управления.
6 Приемочный контроль процессов
6.1 Построение контрольной карты
Среднее арифметическое характеристик качества, определенных по выборке наносят на приемочную контрольную карту. По горизонтальной оси откладывают точки, соответствующие номеру выборки (порядковому, временному и т.п.), по вертикальной - соответствующее значение выборочного среднего.
6.2 Интерпретация карты
Если нанесенная на карту точка попадает выше верхней контрольной приемочной границы ![]() или ниже нижней приемочной контрольной границы
или ниже нижней приемочной контрольной границы ![]() , процесс следует считать неприемлемым.
, процесс следует считать неприемлемым.
Если нанесенная точка близка к контрольной границе, необходимо для принятия решения использовать численные значения.
7 Требования
Теоретически установление значений любых двух элементов контрольной карты APL (с -риском), RPL (с
-риском), приемочной контрольной границы (ACL) или объема выборки (
) определяют значения остальных двух элементов. Однако на практике важно чтобы APL (с
-риском) были определены первыми. Кроме того, должно быть известно стандартное отклонение
внутри выборочной подгруппы, или его оценивают обычным для контрольных карт способом, т.е. рассчитывают по формуле:
![]() или
или ![]()
Важно помнить, что присущую процессу случайную изменчивость определяют для стабильного состояния, чтобы вычисления рисков были достоверны. Это можно сделать с помощью контрольных карт Шухарта для размахов или стандартного отклонения (см. ИСО 7870-2).
Возможны два варианта задаваемых и определяемых пар элементов.
а) Задают значения АРL и RPL, соответствующих рискам и
, и вычисляют объем выборки
и приемочные контрольные границы ACL.
Как правило, для контрольной приемочной карты принимают =0,05. Это значит, что вероятность отклонения процесса с уровнем процесса, равным целевому значению
, всегда будет меньше
.
Этот вариант применяют, если необходимо
1) определить приемлемые процессы, исходя из экономических или практических соображений на основе возможностей процесса (при этом допускаются малые дискретные сдвиги уровня процесса, дающие вклад в присущую процессу изменчивость), а также на основе допустимого уровня качества, определяемого долей единиц продукции, характеристика качества которых выходит за границы установленных требований;
2) определить неприемлемые процессы, исходя из практических соображений, из-за необоснованно больших сдвигов уровня процесса или уровня процесса, приводящего к неудовлетворительному проценту несоответствующих единиц продукции;
b) Задают АРL (с риском ) и объем выборки
и вычисляют RРL для заданного риска
и ACL.
Этот вариант применяют, если необходимо определить приемлемые процессы, как в перечислении 1) выше, при этом существует ограничение на допустимый объем выборки.
В примерах, приведенных в настоящем стандарте, использованы требования в виде двух границ и уровней, заданных выше и ниже допустимых значений целевого значения. Однако метод также применим для односторонних допустимых значений. Кроме того, отсутствуют требования симметричности границ допустимых значений относительно целевого значения. В случае, если используют несимметричные границы установленных требований, необходимо использовать объем выборки для более жесткой ситуации (т.е. для меньшего расстояния между APL и RPL) (см. 8.1.1).
8 Процедуры вычислений
8.1 Выбор пар элементов
8.1.1 Определение элементов APL и RPL
В случае переменных () APL можно выбирать несколькими способами. Если известны границы установленных требований и исходное распределение характеристики качества, то APL можно определить на основе приемлемой доли (или процента) несоответствующих единиц продукции
в случае, когда центральная линия процесса совпадает c APL (см. рисунок 2). Если исходное распределение является нормальным (Гаусса), то можно применить одностороннюю таблицу значений
нормированного нормального распределения.
 .
.
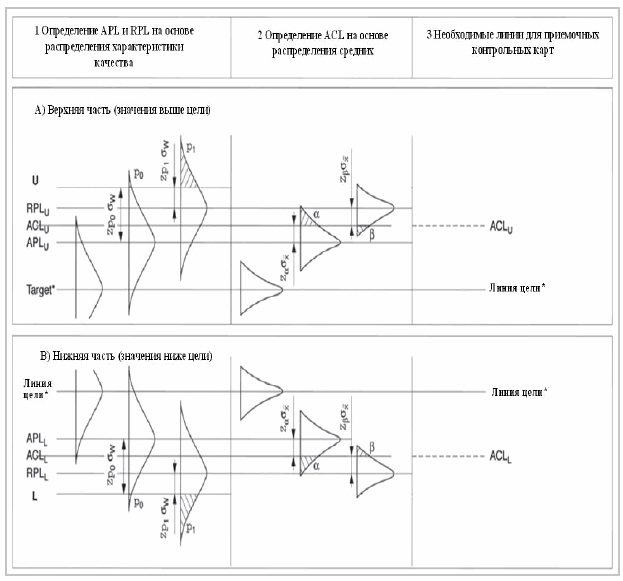
* Линии цели должны совпадать. Они разделены на рисунке, чтобы избежать наложения распределений.
Рисунок 2 - Границы и определяющие элементы приемочных контрольных карт
Для объема выборок, равного четырем единицам продукции и более, справедливо предположение о нормальности распределения и применение
-карт. Однако интерпретация долей (процентов) несоответствующих единиц APL и RPL зависит от исходного распределения. Например, для других видов распределений следует пользоваться соответствующими таблицами и заменять значения квантилей нормированного нормального распределения на квантили соответствующего распределения. Выбор
подчеркивает, что представляемое расстояние - это абсолютная разность между центром распределения и областью хвоста распределения, в то время как
представляет собой разность между минус
и областью хвоста. Преимущество применения
состоит в том, что границы и определяющие элементы попадают выше и ниже центральной линии, а значения
и
с двух сторон от целевой линии совпадают. Это удобно при геометрической интерпретации расположения линий на контрольной карте.
![]() ,
,
Верхний APL![]() ,
,
Нижний APL ![]() .
.
В примере 1 раздела 9 приведены -карты с APL и RPL, определенными на основе процентов несоответствующих единиц продукции. Блок-схема процедуры вычислений приведена на рисунке 3.
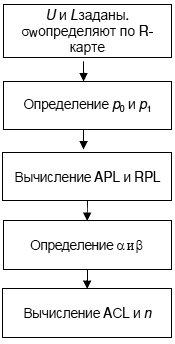
Рисунок 3 - Блок-схема процедуры вычислений (определение элементов APL и RPL)
В некоторых случаях выбор значения APL может быть напрямую не связан с границами допустимых значений и его можно выбрать произвольно. Опыт показывает, что "неэкономичные" или "труднорегулируемые" причины сдвигов уровня процесса соответствуют достаточно узкой зоне. Граница этой зоны может быть произвольно обозначена как APL (пример 2 в разделе 9). В этом случае не требуется предположений о нормальности распределения контролируемой характеристики.
Аналогично RPL можно выбрать несколькими способами: на основе границ поля допустимых значений и с помощью определения неприемлемой доли (процента) несоответствующих единиц продукции , которая может возникнуть, если процесс центрирован на RPL.
Верхний RPL ![]() .
.
Нижний RPL ![]() .
.
Поскольку APL и , RPL и
выбраны, то верхнюю приемочную границу (
![]() ) рассчитывают по формуле:
) рассчитывают по формуле:
 ,
,
где и
- квантили нормированного нормального распределения уровня
и
соответственно.
Нижнюю границу определяют по формуле:
 .
.
Если риски и
выбраны равными, приемочная контрольная граница лежит посередине между APL и RPL.
Объем выборки можно вычислить по формуле:

Для асимметричных границ (раздел 7) объем выборки вычисляют по формуле
 .
.
Вместо вычислений можно применить номограмму или кривую оперативной характеристики (ОС). Примеры применения формул и номограмм приведены в приложении А.
8.1.2 Определение элементов APL, ,
и
Выбор APL выполняют в соответствии с 8.1.1. Объем выборки может быть выбран, исходя из практических соображений и удобства работы, или установлен как пробное значение для оценки RPL и . Если объем выборки неудовлетворителен, процесс может быть повторен или объем выборки
вычислен с помощью представленных комбинаций, причем значения APL,
и
должны быть заданы.
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
См. пример 2 в 9.2. Блок-схема процедуры вычисления показана на рисунке 4.
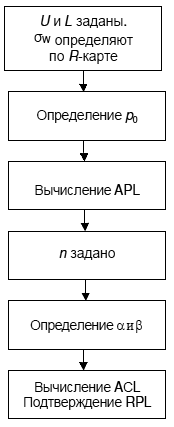
Рисунок 4 - Блок-схема процедуры вычисления (определение элементов APL, ,
и
)
8.2 Частота отбора выборок
Соотношение между объемом выборки и рисками и
рассмотрено выше. Определение частоты отбора выборок в настоящем стандарте не рассматривается. Если процесс стабилен на достаточно длительном промежутке времени и сдвиги уровня процесса наблюдались в пределах зоны приемлемых процессов, частота выборок может быть ниже, чем для менее стабильных процессов. Потери от ошибочных решений должны в некоторой степени учитываться при выборе значений
и
, хотя они также связаны с частотой отбора выборок.
9 Примеры
9.1 Пример 1 (см. рисунки А.3 и А.4)
Операция: заполнение раствором бутылок вместимостью (10,0 см±0,5 см
).
Измерение: объем раствора (при номинальном объеме 10 см).
Изменчивость: Известно, что объем заливаемого раствора подчиняется нормальному распределению. Из прошлого опыта установлено, что =0,1 см
Цель: процесс принимают, если менее 0,1% от общего количества заполненных бутылок составляют бутылки с объемом раствора менее (10,0-0,5) см или более (10,0+0,5) см
.
Процесс отклоняют, если более 2,5% от общего количества заполненных бутылок составляют бутылки с объемом раствора менее (10,0-0,5) см или более (10,0+0,5) см
.
Для вычисления APL и RPL используют следующие данные:
Верхняя граница допустимых значений: =10,5 см
Нижняя граница допустимых значений: = 9,5 см
Стандартное отклонение процесса: =0,1 см
Критическое значение нормированного нормального распределения (отсекающее площадь под кривой плотности распределения, равную установленной доле бутылок с объемом раствора, не соответствующим установленным требованиям):
=3,090 для
=0,001,
=1,960 для
=0,025.
В результате


Установлены риски =5% и
=5% так, что
![]() 1,645.
1,645.
Таким образом
 .
.
 .
.
Объем выборки
 .
.
Объем выборки округляют до 9 для обеспечения установленных значений и
.
Выводы.
a) Отклонение процесса розлива от номинального уровня в пределах ±0,191 см означает, что менее 0,1% бутылок содержит объем раствора, не соответствующий установленным требованиям. Процесс является приемлемым с вероятностью не менее 95%.
b) Отклонение процесса розлива от номинального уровня за пределы ±0,304 см означает, что более 2,5% бутылок содержит объем раствора, не соответствующий установленным требованиям. Процесс является неприемлемым с вероятностью не менее 95%.
c) Отклонение процесса розлива от номинального уровня в пределах от плюс 0,191 до плюс 0,304 см или в пределах от минус 0,304 до минус 0,191 см
, является недостаточным основанием для отклонения или принятия процесса. Процесс находится в зоне неопределенности или в зоне "безразличия".
9.2 Пример 2 (см. рисунок F.5)
Операция: процесс окраски узких полос
Измерение: толщина покрытия
Изменчивость: Стандартное отклонение толщины покрытия принимают равным =0,005.
Цель. В данном случае более важна однородность окраски от полосы к полосе, чем действительный уровень процесса, поэтому решено, что полосы, имеющие средние значения толщины покрытия в интервале ±0,008 мм от общего среднего по всем полосам, следует принимать с риском не более 5%. Для удобства был установлен объем выборки
=4. Таким образом
=0,005.
=-0,008 для
=0,05 и
=1,645,
=+0,008 для
=0,05 и
=1,645.
Нижнюю приемочную контрольную границу вычисляют по формуле
![]() .
.
Нижнюю границу неприемлемого процесса вычисляют для =5%.
![]() .
.
Аналогично
![]() .
.
![]() .
.
Выводы.
a) Полосы, имеющие среднюю толщину покрытия с отклонением от средней толщины покрытия по всем полосам не более ±0,008 мм, принимают с вероятностью не менее 95%.
b) Полосы, имеющие среднюю толщину покрытия с отклонением от средней толщины покрытия по всем полосам не менее ±0,016 мм, отклоняют с вероятностью не менее 95% из-за недостаточной однородности.
c) Полосы, имеющие среднюю толщину покрытия, отклоняющуюся от средней толщины покрытия по всем полосам в пределах от плюс 0,008 до плюс 0,016 мм или от минус 0,016 до минус 0,008 мм, находятся в зоне неопределенности. Они имеют отклонения толщины покрытия недостаточные для принятия или отклонения процесса.
Если эта "зона безразличия" от 0,008 до 0,016 является слишком широкой, то ее можно сузить, установив больший объем выборки. Для =16 вместо
=4, приемочная контрольная граница будет находиться в пределах ±0,010, а значения RPL в пределах ±0,012. Если вместо этого потребовать улучшения однородности покрытия, APL можно сместить ближе к номинальному значению. Например, если решено принимать процесс с отклонением от номинального значения в пределах ±0,004 с вероятностью 95%, то для объема выборки
=4 новые приемочные контрольные границы будут находиться в пределах ±0,008, a RPL - в пределах ±0,012.
10 Коэффициенты для определения приемочных контрольных границ
Коэффициенты для определения приемочных контрольных границ учитывают хвост нормального распределения с одной стороны, если APL не лежит в пределах 0,85![]() от целевого уровня для
от целевого уровня для =0,05 и в пределах 0,67
![]() от целевого уровня для
от целевого уровня для =0,01. Эти значения соответствуют внешней границе в условиях "жестких" требований, когда риск
необходимо поделить надлежащим образом между сторонами вокруг целевого значения. Колонки таблицы 1 дают:
a) ![]() - расстояние APL от целевого уровня;
- расстояние APL от целевого уровня;
b) ![]() - расстояние ACL от целевого уровня, которое равно сумме расстояния APL и соответствующей компоненты
- расстояние ACL от целевого уровня, которое равно сумме расстояния APL и соответствующей компоненты для различных значений двусторонних рисков
;
c) значения для APL - при использовании номограмм аналогично, представленным на рисунках А.1-А.5.
Следует отметить, что когда разность между APL и целевым значением является небольшой в единицах (т.e. для жестких требований), приемочная контрольная карта не является соответствующей.
Таблица 1 - Данные для определения приемочных контрольных границ
|
| ||||||
Разность между APL и целевым значением | Разность между ACL и целевым | Разность между APL и целевым значением | Разность между ACL и целевым значением | ||||
Не менее 0,85 | 1,65 | Не менее 2,50 | 0,950 | Не менее 0,67 | 2,33 | Не менее 3,00 | 0,990 |
0,80 | 1,65 | 2,45 | 0,951 | 0,60 | 2,33 | 2,93 | 0,990 |
0,70 | 1,66 | 2,36 | 0,952 | 0,50 | 2,33 | 2,83 | 0,990 |
0,60 | 1,67 | 2,27 | 0,953 | 0,40 | 2,37 | 2,77 | 0,991 |
0,50 | 1,68 | 2,18 | 0,954 | 0,30 | 2,37 | 2,67 | 0,991 |
0,40 | 1,71 | 2,11 | 0,956 | 0,20 | 2,41 | 2,61 | 0,992 |
0,30 | 1,75 | 2,05 | 0,960 | 0,10 | 2,52 | 2,62 | 0,994 |
0,20 | 1,80 | 2,00 | 0,964 | 0,00 | 2,58 | 2,58 | 0,995 |
0,10 | 1,87 | 1,97 | 0,969 | ||||
0,00 | 1,96 | 1,96 | 0,975 | ||||
Примечание - Элементы APL и ACL рассчитывают по формулам: APL = целевое значение ± (коэффициент AСL = целевое значение ± (коэффициент | |||||||
11 Измененные приемочные контрольные карты
Измененная приемочная контрольная карта представляет собой особый случай приемочной контрольной карты, для которой ее приемочные контрольные границы могут быть определены на основе границ допустимых значений
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
Приемочные контрольные границы, определенные выше, расположены в зонах допустимых значений. Процедура определения аналогична процедуре, приведенной в примере 1, пункта 9.1; однако, процедура не позволяет определить риск для указанных неприемлемых уровней процесса и не обеспечивает правила определения объема выборки.
Приложение А
(обязательное)
Номограмма для построения приемочных контрольных карт
А.1 Общие положения
При разработке приемочной контрольной карты вместо вычислений могут быть использованы номограммы. Этот подход позволяет получить любую информацию на основе кривой ОС.
А.2 Приемочные контрольные карты для среднего процесса
На рисунке А.1 представлена вероятностная бумага, применяемая в случае нормального распределения характеристики процесса. Для горизонтальной оси выбрана линейная шкала, а вертикальная шкала подобрана таким образом, что кривая ОС (вероятность приемки как функция среднего процесса
) в этих координатах представляет собой прямую линию.
Принцип односторонней процедуры показан на рисунке А.2. Кривая ОС представляет собой прямую линию. Для приемочная контрольная граница равна значению
, что дает вероятность приемки
=0,5 или 50%. Наклон кривой ОС зависит от шкалы, выбранной по горизонтальной оси, стандартного отклонения процесса
и объема выборки
. Связь между этими параметрами представлена пунктирной линией, параллельной кривой ОС. Эта пунктирная линия нужна для построения контрольной карты. Кроме стандартного отклонения процесса
, используют четыре следующих параметра:
a) приемлемый уровень процесса для вероятности приемки ![]() и
и ![]() ;
;
b) неприемлемый уровень процесса для вероятности приемки ![]() и
и ![]() ;
;
c) контрольная приемочная граница ![]() ;
;
d) объем выборки .
Если любые два из этих четырех параметров заданы, остальные два параметра могут быть вычислены. Данную процедуру иллюстрируют следующие примеры:
Пример 1 (см. рисунки А.3 и А.4)
Дано: АРL для ![]() .
.
Необходимо определить: RPL для ![]() .
.
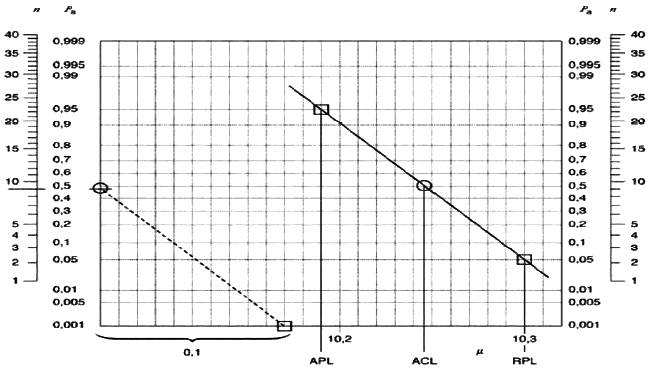
Пример 2 (см. рисунок А.5)
Дано: АРL для ![]()
Необходимо определить: ,
.

- вероятность приемки процесса;
- среднее процесса;
- объем выборки;
- стандартное отклонение, соответствующее присущей процессу изменчивости;
![]()
Рисунок А.1 - Вероятностная бумага для построения приемочной контрольной карты

- вероятность приемки процесса;
- среднее процесса;
- объем выборки;
- стандартное отклонение, соответствующее присущей процессу изменчивости;
![]()
Рисунок А.2 - Построение приемочной контрольной карты. Односторонняя область допустимых значений

| |
|
- вероятность приемки процесса;
- среднее процесса;
- объем выборки;
- стандартное отклонение, соответствующее присущей процессу изменчивости;
![]()
Рисунок А.3 - Построение приемочной контрольной карты. Пример 1
| |
|
- вероятность приемки процесса;
- среднее процесса;
- объем выборки;
- стандартное отклонение, соответствующее присущей процессу изменчивости;
![]()
Рисунок А.4 - Проект приемочной контрольной карты. Пример 1

| |
|
- вероятность приемки процесса;
- среднее процесса;
- объем выборки;
- стандартное отклонение, соответствующее присущей процессу изменчивости;
![]()
Рисунок А.5 - Построение приемочной контрольной карты. Пример 2
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов, указанных в нормативных ссылках настоящего стандарта, ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 3534-1:2006 | - | * |
ИСО 3534-2:2006 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | BELZ, М.Н. Statistical Methods for the Process Industries, John Wiley & Sons, New York, 1973 |
[2] | DUNCAN, A.J. Quality Control and Industrial Statistics, 5th Edition, Richard D. Irwin, Inc., Homewood, IL, 1986 |
[3] | FREUND, R.A. Acceptance Control Charts. Industrial Quality Control, 14(4), October 1957 |
[4] | FREUND, R.A. A Reconsideration of the Variables Control Chart. Industrial Quality Control, 16(11), May 1960 |
[5] | RICKMERS, A.D. and TODD, H.N. Statistics, An Introduction, McGraw-Hill Book Co., New York, 1967 |
[6] | SHEWHART, W.A. Economic Control of Quality of Manufactured Product (originally D. Van Nostrand Co., Inc., New York, 1931), republished by American Society for Quality Control, Inc., Milwaukee, Wl, 1980 |
[7] | ISO 7870-1, Control charts - Part 1: General guidelines |
[8] | ISO 7870-2, Control charts - Part 2: Shewhart control charts |
[9] | ISO 7870-4, Control charts - Part 4: Cumulative sum charts |
УДК 658.562.012.7:65.012.122:006.352 | ОКС 03.120.30 |
Ключевые слова: статистический приемочный контроль, контроль по альтернативному признаку, контрольная карта, контрольная карта Шухарта, приемочная контрольная карта, статистическое управление процессом, приемлемость процесса, выборка, отбор выборки, единица продукции, несоответствие, несоответствующая единица продукции, процент несоответствующих единиц продукции, объем выборки | |
Электронный текст документа
и сверен по:
, 2014
