ГОСТ Р ИСО 10360-12-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Геометрические характеристики изделий
ПРИЕМОЧНЫЕ И ПЕРЕПРОВЕРОЧНЫЕ ИСПЫТАНИЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫХ СИСТЕМ
Часть 12
Портативные координатно-измерительные машины (КИМ)
Geometrical product specification. Acceptance and reverification tests for coordinate measuring systems. Part 12. Articulated arm coordinate measurement machines (CMM)
ОКС 17.040.30
Дата введения 2025-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Всероссийский научно-исследовательский институт метрологической службы" (ФГБУ "ВНИИМС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 053 "Основные нормы и правила по обеспечению единства измерений"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 октября 2024 г. № 1557-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10360-12:2016* "Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных систем (КИС). Часть 12. Портативные координатно-измерительные машины (КИМ)" (ISO 10360-12:2016 "Geometrical product specifications (GPS) - Acceptance and reverification tests for coordinate measuring systems (CMS) - Part 12: Articulated arm coordinate measurement machines (CMM)", IDT).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Международный стандарт ИСО 10360-12 был подготовлен техническим комитетом ИСО/ТК 213 "Размерные и геометрические требования к продукции и их проверка".
Серия стандартов ИСО 10360 состоит из следующих частей под общим названием Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных систем (КИС):
- Часть 1: Словарь
- Часть 2: КИМ, используемые для измерения линейных размеров
- Часть 3: КИМ с осью поворотного стола в качестве четвертой оси
- Часть 4: КИМ, используемые в режиме сканирования
- Часть 5: КИМ с использованием систем измерения с одним и несколькими щупами
- Часть 6: Оценка погрешностей при вычислении связанных функций по Гауссу
- Часть 7: КИМ, оснащенные системами визуализации
- Часть 8: КИМ с оптическими датчиками расстояния
- Часть 9: КИМ с мультисенсорными щуповыми системами
- Часть 10: Лазерные трекеры
- Часть 11: КИМ, использующие принцип рентгеновской компьютерной томографии
- Часть 12: Портативные координатно-измерительные машины (КИМ).
Настоящий стандарт содержит геометрические характеристики изделий (GPS) и должен рассматриваться как общий стандарт GPS (см. ИСО 14638). Более подробную информацию об отношении этой части ИСО 10360 к другим стандартам и матричной модели GPS см. в приложении I.
Матричная модель ISO/GPS, представленная в ИСО 14638, дает обзор системы ISO/GPS, частью которой является настоящий стандарт. Основные правила ISO/GPS, приведенные в ИСО 8015, применяются к настоящему стандарту, а правила принятия решений по умолчанию, приведенные в ИСО 14253-1, относятся к требованиям, установленным в соответствии с настоящим стандартом, если не указано иное.
Целью настоящего стандарта является предоставление четко определенной процедуры испытаний, чтобы:
- производители портативной КИМ-руки предоставляли технические требования к MPEs;
- пользователи могли тестировать портативные КИМ в соответствии с требованиями производителя с использованием калиброванных прослеживаемых эталонных артефактов.
Преимущества этих испытаний заключаются в том, что результат измерений напрямую связан с единицей длины, метром, и что они дают информацию о том, как портативная КИМ будет работать при аналогичных измерениях длины.
1 Область применения
Настоящий стандарт распространяется на приемочные испытания для проверки заданных производителем характеристик портативных координатно-измерительных машин КИМ с шарнирно-сочлененными элементами (КИМ-руки) путем измерения эталонных калиброванных мер длины. Он также устанавливает процедуры для перепроверочных испытаний, которые позволяют пользователю периодически проверять работу портативной КИМ-руки. Настоящий стандарт распространяется на портативные КИМ, использующие контактные датчики, сканеры или и то и другое. Подробная информация об испытаниях принадлежностей сканера приведена в приложении E.
Настоящий стандарт не содержит указаний, как часто или когда проводятся испытания, если проводятся вообще, и указаний, какая сторона должна нести расходы на испытания.
Настоящий стандарт устанавливает:
- требования к характеристикам, которые могут быть установлены производителем или пользователем для портативных КИМ;
- способ проведения приемочных и перепроверочных испытаний для демонстрации заявленных требований;
- правила подтверждения соответствия;
- области, для которых могут использоваться приемочные и перепроверочные испытания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)].
ISO 10360-8:2013, Geometrical product specifications (GPS) - Acceptance and reverification tests for coordinate measuring systems (CMS) - Part 8: CMMs with optical distance sensors (Геометрические характеристики изделий (GPS). Приемочные и периодические испытания координатно-измерительных систем (КИС). Часть 8. СММ с оптическими датчиками расстояния)
ISO 10360-9:2013, Geometrical product specifications (GPS) - Acceptance and reverification tests for coordinate measuring systems (CMS) - Part 9: CMMs with multiple probing systems (Геометрические характеристики изделий (GPS). Приемочные и периодические испытания координатно-измерительных систем (КИС) - Часть 9: СММ с несколькими системами ощупывания)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 10360-1, а также следующие термины с соответствующими определениями:
Примечание - Определения в этом разделе предназначены для краткого пояснения понятий терминов. Для метрологических характеристик, имеющих числовые значения, при определении значений следует руководствоваться полным описанием процедуры и выводом результатов испытаний, приведенных в разделе 6 и приложении E.
3.1 координатно-измерительная машина с шарнирно-сочлененными элементами; портативная КИМ-рука (articulated arm coordinate measuring machine): Система, которая измеряет пространственные координаты и состоит из:
- разомкнутой цепи сегментов фиксированной длины,
- узлов, соединяющих сегменты и прикрепляющих их к неподвижной опоре, и
- ощупывающей системы на свободном конце цепи.
Примечания
1 Ощупывающая система может содержать жесткий щуп или сенсорную систему, такую как сканер.
2 Узлы поворотных шарниров, соединенные с сегментами фиксированной длины, оснащены датчиками углового положения. Декартовы координаты каждой точки измерения рассчитывают на основе измеренных углов и длин сегментов.
3.2 соединение (joint): Соединение между соседними элементами шарнирного рычага СММ, обеспечивающее единую степень свободы вращения между этими элементами.
Примечания
1 Существует два типа шарниров: шарнирные соединения, которые вызывают колебательное движение между соседними рычагами, и сегменты и шарнирные соединения, которые вызывают вращательное движение вокруг оси соединенного сегмента руки.
2 Каждое соединение обычно включает в себя устройство для измерения угла (поворотный энкодер).
3.3 сборка элементов (joint assembly): Сборка двух или более соединений между двумя смежными элементами КИМ-руки.
Примечания
1 Обычно узел соединения включает в себя, по меньшей мере, колебательное и шарнирное соединение.
2 По аналогии с человеческой рукой три основных суставных узла обозначают как плечевой, локтевой и запястье.
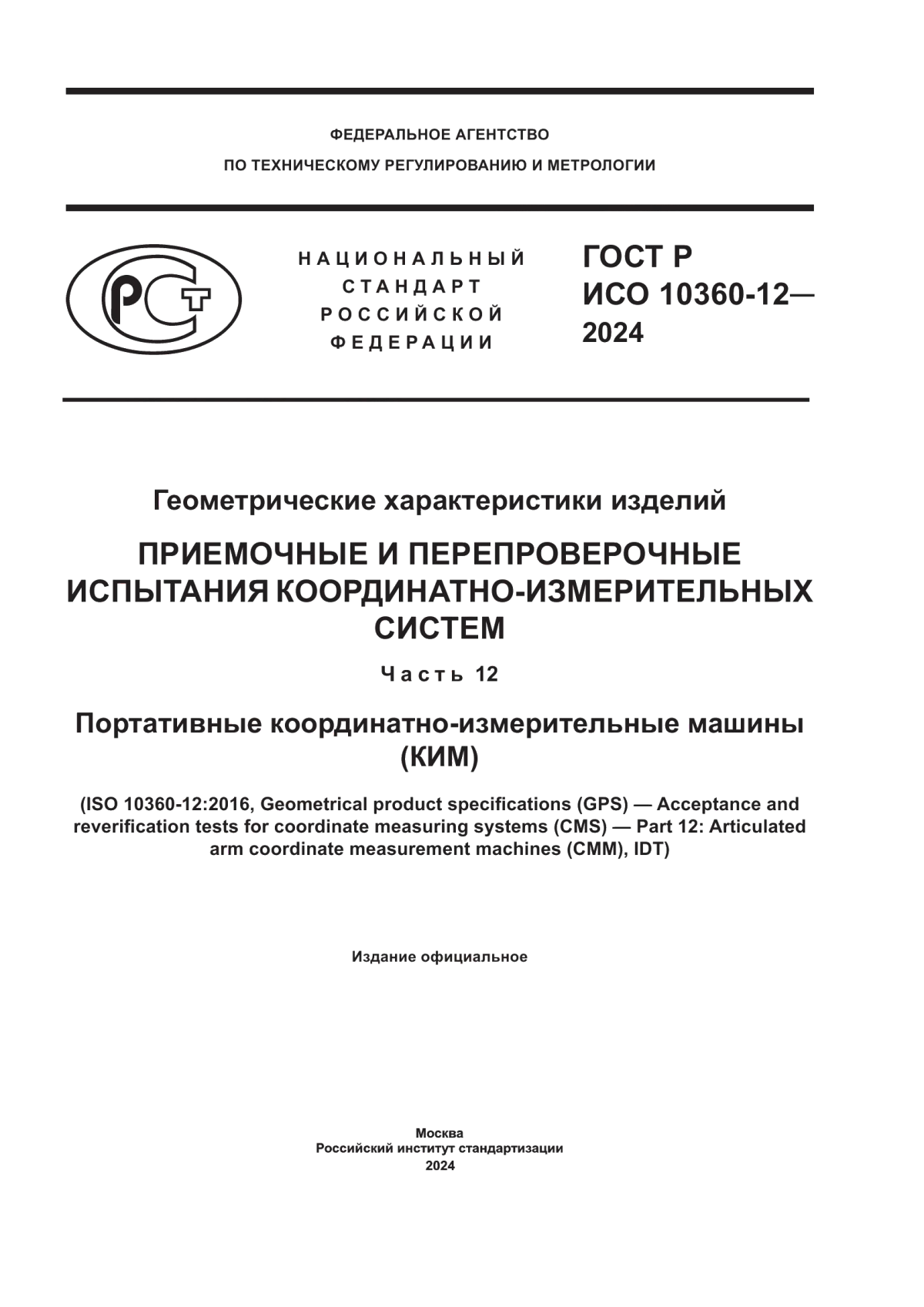
3 Современные машины имеют по две или три степени свободы для плеча (a, b), локтя (c, d) и запястья (e, f, g), как показано на рисунке 1. Следовательно, КИМ-руки называют шести- или семиосными машинами.
 |
a) КИМ с шестью осями вращения
 |
b) КИМ с семью осями вращения
Рисунок 1 - КИМ-рука
3.4 диапазон измерений (measuring range): Диаметр сферического объема, в котором КИМ-рука может измерять.
Примечания
1 Диапазон измерений устанавливает производитель.
2 Диапазон измерений в два раза превышает размах шарнирной руки. Однако некоторые области, до которых может дотянуться рука, могут выходить за пределы измерительного объема.
3.5 измерительный объем (measuring volume): Область в пространстве, для которой производитель указывает характеристики КИМ-руки.
Примечания
1 Измерительный объем ограничен недоступными зонами, указанными производителем. Например, рядом с главной вертикальной осью может быть недоступная зона.
2 Изготовители могут указать более одного измерительного объема для машины, каждый измерительный объем имеет отдельную характеристику.
3 Из-за возможности сочленения сустава при сближении смежных сегментов плеча размер измерительного объема может зависеть от направления щупа по отношению к внешней стороне измерительного объема или недоступным зонам внутри измерительного объема. Изготовитель может указать один или несколько измерительных объемов в зависимости от положения щупа.
3.6 полезная длина руки (useful arm length): Половина диапазона измерений.
Примечание - Приведенное выше определение КТР не подразумевает, что пользователь должен проводить измерения при 20°С.
[ИСО 10360-2:2009]
Примечание - Некоторые документы могут выражать КТР в единицах 1/K, что эквивалентно 1/°С.
[Источник ИСО 10360-3]
3.9 кинематическое гнездо (kinematic seat): Механическое гнездо (седло), которое непрерывно удерживает центр сферической поверхности в фиксированном положении в пространстве.
Примечания
1 Пример кинематического гнезда - трехгранное гнездо, которое включает три закаленные сферы; каждая из сфер расположена в пределах круга и отделена друг от друга номинально на угол 120°. Каждая из трех сфер соприкасается с поверхностью большей сферы (или со сферической поверхностью), чтобы обеспечить повторяемое позиционирование большей сферы в пространстве.
2 Как установлено в настоящем стандарте, кинематическое гнездо обеспечивает точнее ограничение для трех степеней свободы, чем для шести степеней свободы.
3.10 одноточечное испытание сочленения (single point articulation test): Испытание, в котором датчик КИМ-руки зафиксирован в кинематическом гнезде, в то время как локтевой сустав поворачивается на 180 градусов.
Примечание - Испытание на сочленение в одной точке - это предварительное испытание, описанное в приложении D.
Примечания
2 Нижний индекс 0 указывает на отсутствие смещения наконечника. В некоторых других частях стандарта ИСО 10360 смещение может быть указано.
Примечания
1 В приложении В обсуждаются однонаправленные и двунаправленные измерения.
3.21 нормальные условия эксплуатации (rated operating conditions): Рабочие, условия, которые должны быть выполнены во время измерений, чтобы измерительный прибор или измерительная система работали в соответствии с тем, как они разработаны.
Примечания
1 Нормальные рабочие условия обычно определяют интервалы значений для измеряемой величины и для любой влияющей величины. (Руководство ИСО/МЭК 99:2007, 4.9).
2 В рамках серии стандартов ИСО 10360 термин "как разработан" означает "в соответствии с установленными MPEs".
3 Если требования к MPE установлены как функция (где для разных условий могут быть заданы разные значения MPE), то нормальные условия эксплуатации определяют область этой функции.
4 Обозначения
В настоящем стандарте применены обозначения, приведенные в таблице 1.
Таблица 1 - Обозначения
Общее обозначение | Локальное обозначение | Термин |
Погрешность расположения, вызванная наличием сочленений, контактное измерение | ||
Погрешность измерений длины, измерение двунаправленное | ||
Погрешность измерения длины, измерение однонаправленное | ||
Погрешность измерений формы, контактное измерение | ||
Погрешность измерений размера, контактное измерение | ||
Наибольшая допускаемая погрешность однонаправленного измерения длины | ||
Наибольшая допускаемая погрешность двунаправленного измерения длины | ||
Наибольшая допускаемая погрешность измерений формы, контактное измерение | ||
Наибольшая допускаемая погрешность измерений размера, контактное измерение | ||
Наибольшая допускаемая погрешность расположения, контактное измерение | ||
Погрешность измерений формы, ODS (на базе ИСО 10360-8) | ||
Разброс погрешности (на базе ИСО 10360-8) | ||
Погрешность измерений размера ODS (на базе ИСО 10360-8) | ||
Погрешность измерений размера ALL (на базе ИСО 10360-8) | ||
Наибольшая допускаемая погрешность измерений формы, контактное измерение, ODS (на базе ИСО 10360-8) | ||
Наибольшая допускаемая погрешность разброса погрешности, контактное измерение (на базе ИСО 10360-8) | ||
Наибольшая допускаемая погрешность измерений размера, контактное измерение ODS (на базе ИСО 10360-8) | ||
Наибольшая допускаемая погрешность измерений размера, контактное измерение All (на базе ИСО 10360-8) | ||
Погрешность измерений формы плоской поверхности, контактное измерение (на базе ИСО 10360-8) | ||
Наибольшая допускаемая погрешность измерений формы плоской поверхности, контактное измерение (на базе ИСО 10360-8) | ||
Погрешность измерений формы мультисенсорной контактной системой (на базе ИСО 10360-9) | ||
Погрешность измерений размера мультисенсорной контактной системой (на базе ИСО 10360-8) | ||
Погрешность измерений местоположения мультисенсорной контактной системой (на базе ИСО 10360-9) | ||
Наибольшая допускаемая погрешность измерений формы мультисенсорной контактной системой (на базе ИСО 10360-9) | ||
Наибольшая допускаемая погрешность измерений размера мультисенсорной контактной системой (на базе ИСО 10360-9) | ||
Наибольшая допускаемая погрешность измерений местоположения мультисенсорной контактной системой (на базе ИСО 10360-9) | ||
Размах повторяемости погрешности измерений при одно направленном измерении длины | ||
Размах повторяемости погрешности при двунаправленном измерении длины | ||
Погрешность измерений размера, контактное измерение с артикуляцией | ||
Погрешность измерений размера, контактное измерение с артикуляцией | ||
Наибольшая допускаемая погрешность размаха повторяемости при однонаправленном измерении длины | ||
Наибольшая допускаемая погрешность размаха повторяемости при двунаправленном измерении длины | ||
Наибольшая допускаемая погрешность измерений длины, контактное измерение при артикуляции | ||
Наибольшая допускаемая погрешность измерений длины, контактное измерение при артикуляции | ||
Окончание ".AArm" в символе указывает, что эта метрологическая характеристика, определенная в соответствии с настоящим стандартом, поверяется с помощью КИМ-руки. | ||
Эти символы относятся к метрологическим характеристикам, для которых спецификация и испытания являются факультативными (необязательными). | ||
Для простоты в настоящем стандарте используют локальные сокращения, однако локальные сокращения, используемые в разных частях 10360, могут противоречить друг другу, т.е. одна и та же аббревиатура может относиться к разным полным символам. Использовать сокращенные символы не рекомендуется за пределами текста настоящего стандарта.
5 Нормальные условия эксплуатации
5.1 Условия окружающей среды
Пределы допускаемых условий окружающей среды, таких как температурный режим, атмосферное давление, влажность и вибрация в месте эксплуатации, влияющие на результаты измерения, определяют:
- изготовитель - в случае приемочных испытаний;
- пользователь - в случае перепроверочных испытаний.
В обоих случаях пользователь может свободно выбирать условия окружающей среды, при которых испытание будет проводиться в указанных пределах (форма 1 в приложении A показывает примерный метод определения этих условий). Изготовитель должен предоставить однозначные в опубликованной литературе значения MPE и условия эксплуатации, при которых допустимы значения MPE.
Если пользователю требуется провести испытания в условиях окружающей среды, отличных от условий окружающей среды испытательной площадки (например, при повышенной или пониженной температуре), необходимо заключить соглашение между сторонами относительно того, кто несет расходы по кондиционированию окружающей среды.
5.2 Условия эксплуатации
КИМ-рука должна эксплуатироваться соответствующим образом обученным и опытным оператором, использующим процедуры, приведенные в руководстве по эксплуатации производителя при проведении испытаний, указанные в разделе 6. Необходимо соблюдать особые процедуры, отраженные в руководстве производителя, например:
a) циклы запуска/прогрева машины,
b) процедуры компенсации погрешностей машины,
c) расположение, тип и количество датчиков окружающей среды,
d) расположение, тип и количество температурных датчиков детали,
e) монтажные ограничения.
6 Приемочные и перепроверочные испытания
6.1 Общие положения
Приемочные испытания проводят в соответствии с техническими условиями и процедурами производителя.
Перепроверочные испытания проводят в соответствии с техническими условиями пользователя и процедурами производителя.
Каждая погрешность, полученная при приемочных испытаниях в соответствии с настоящим стандартом, должна сравниваться со значением MPE или значениями, указанными производителем для конфигурации щупа, используемого при испытаниях.
Опционально отчет об испытаниях может включать график погрешностей измерений и соответствующих значений MPE.
Примечание - Часто для КИМ-руки одно значение MPE действительно в пределах всего измерительного объема.
6.2 Погрешность размера и формы
6.2.1 Принцип
6.2.2 Измерительное оборудование
Эталонная материальная мера, т.е. поверочная сфера, должна иметь диаметр не менее 10 мм и не более 51 мм.
Примечания
1 Погрешность размера и формы поверочной сферы вносят вклад в неопределенность результата испытаний.
2 Может возникнуть сложность при ощупывании поверочной сферы размером менее 20 мм из-за крепления сферы.
6.2.3 Процедура
Установить и откалибровать ощупывающую систему КИМ-руки в соответствии с обычными процедурами производителя. Выбрать два места для поверочной сферы в любом месте измерительного объема, принимая во внимание направление движения щупа во время испытания (см. примечание 3 к 3.5). По умолчанию два места для поверочной сферы, находящиеся (1) вблизи внешней части измерительного объема и (2) вблизи внутренней области измерительного объема, исключаются.
Поверочная сфера и КИМ должны быть жестко закреплены как по отдельности, так и по отношению друг к другу, чтобы свести к минимуму ошибки из-за изгиба.
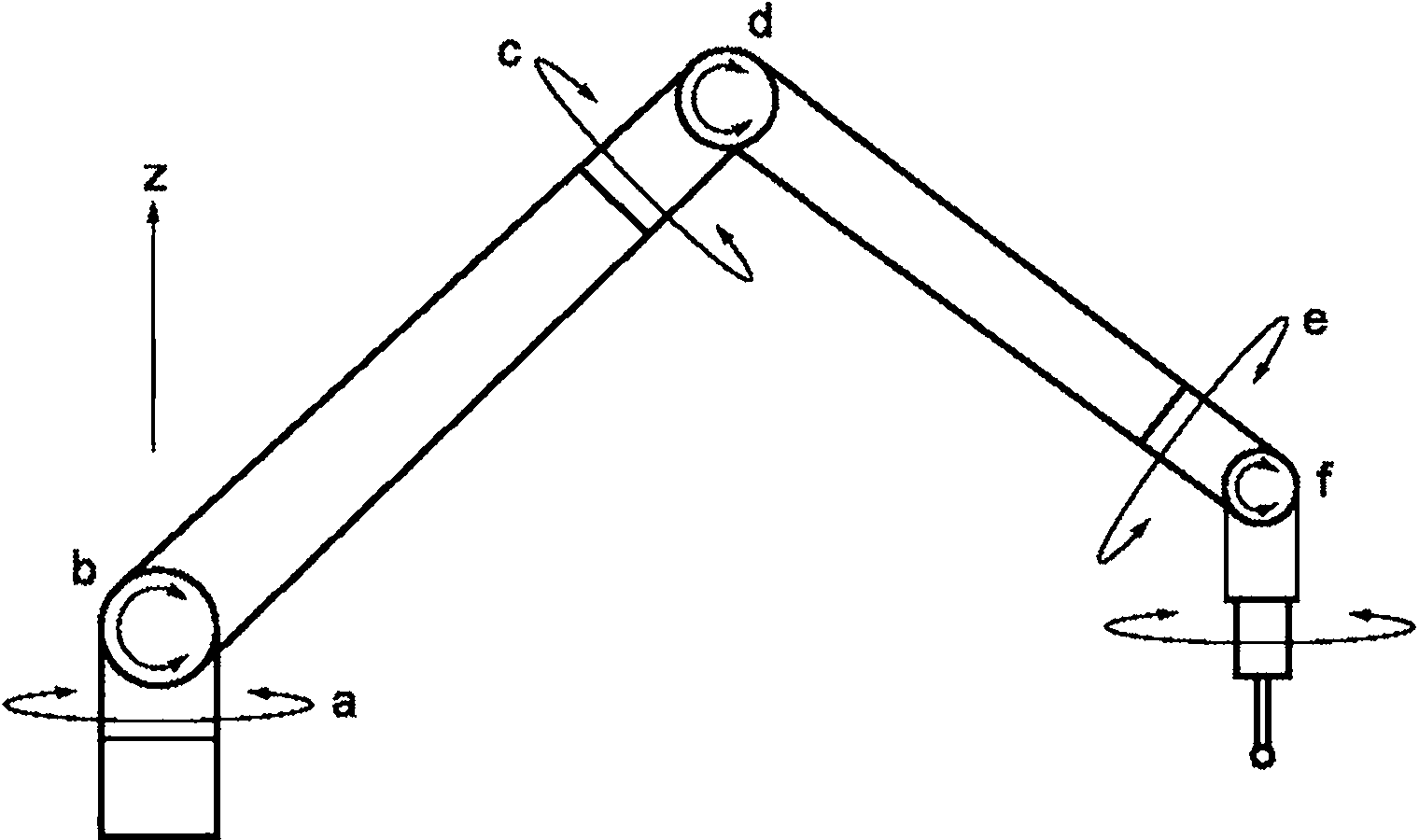
Измерить и записать 25 точек, не меняя направления щупа. Точки должны быть приблизительно равномерно распределены, по крайней мере, на одной полусфере поверочной сферы. Их положение определяется по усмотрению пользователя, и, если не указано, рекомендуется использовать следующую схему ощупывания (см. рисунок 2):
- одна точка на полюсе (определяется направлением щупа) испытательной сферы;
- четыре точки (через равные промежутки) через 22,5° ниже полюса;
- восемь точек (через равные промежутки) через 45° ниже полюса и повернутых на 22,5° относительно предыдущей группы;
- четыре точки (на равном расстоянии) через 67,5° ниже полюса и повернутые на 22,5° относительно предыдущей группы;
- восемь точек (на равном расстоянии) через 90° ниже полюса (т.е. на экваторе) и повернутых на 22,5° относительно предыдущей группы.
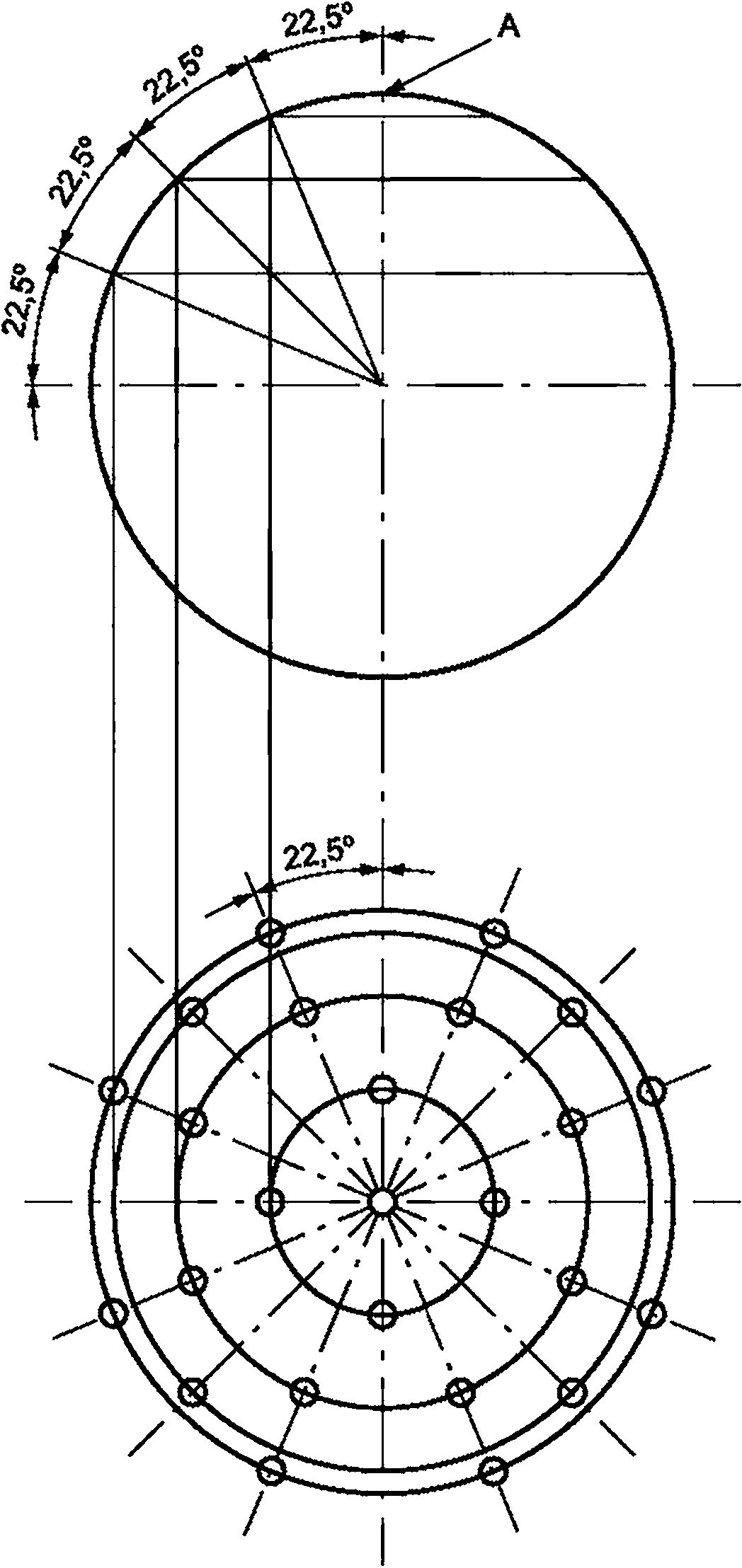 |
Рисунок 2 - Расположение точек ощупывания (A - полюс)
6.2.4 Обработка результатов испытаний
Примечание - Радиальное расстояние по Гауссу (по методу наименьших квадратов) определено в ИСО 10360-1.
6.3 Погрешность расположения, вызванная наличием шарнирного сочленения
6.3.1 Принцип
Если КИМ-рука оснащена шарнирным соединением на 7-й оси, щуп может вращаться на произвольный угол между каждым из 5 измеренных центров сферы.
Если КИМ-рука оснащена несколькими щупами, например "Кластерные щупы", испытание нескольких щупов следует выполнить по ИСО 10360-5.
6.3.2 Измерительное оборудование
Поверочная сфера, калиброванная по размеру и форме, должна иметь диаметр не менее 10 мм и не более 51 мм.
Примечания
1 Погрешность размера и формы поверочной сферы вносят вклад в неопределенность результата измерений.
2 Может возникнуть сложность при ощупывании поверочной сферы размером менее 20 мм из-за крепления сферы.
6.3.3 Процедура
Устанавливают и калибруют ощупывающую систему КИМ-руки в соответствии с обычными процедурами производителя. Выбирают два положения для поверочной сферы в любом месте измерительного объема с учетом направления перемещения щупа во время испытания (см. 3.5, примечание 3).
Поверочная сфера и КИМ с шарнирной рукой должны быть жестко закреплены как по отдельности, так и по отношению друг к другу, чтобы свести к минимуму погрешности из-за изгиба.
Измерить на поверочной сфере каждую из 5 точек полюса, как показано на рисунке 3а. Для каждой точки полюса измерить на сфере четыре дополнительные точки, не меняя направления щупа, как показано на рисунке 3б. Для заданного направления щупа пять измеренных точек расположены примерно равномерно по испытательной полусфере. Тем не менее, полный набор из 25 точек не может быть равномерно распределен по сфере (т.е. точки из разных наборов могут быть близки друг к другу).
 |
Рисунок 3 - Точки полюсов
6.3.4 Обработка результатов испытаний
6.4 Погрешность измерения длины
6.4.1 Принцип
Оценку выполняют сравнением полученных значений испытательных длин относительно их калиброванных значений.
Для КИМ-руки без компенсации теплового расширения детали нескорректированная разница теплового расширения между КИМ-рукой и калиброванной мерой длины может привести к значительному увеличению погрешности; следовательно, этот стандарт также требует знания КТР меры длины. Для КИМ-руки с компенсацией теплового расширения детали эта температурная погрешность значительно снижена. Для КИМ-руки значительная часть остаточной температурной погрешности связана с неопределенностью КТР меры длины (т.е. приводит к несовершенной коррекции теплового расширения); следовательно, эта часть стандарта требует знания в рамках требований производителя расширенной неопределенности КТР меры длины.
Для некоторых портативных КИМ-рук система термокоррекции требует от пользователя ввода значений КТР артефакта и температуры, обеспечиваемой автоматической системой температурной компенсации, как описано в его эксплуатационной документации. Это допускается при условии, что температурная компенсация выполняется программным обеспечением КИМ. Ручная температурная компенсация пользователем не разрешена.
6.4.2 Измерительное оборудование
Прослеживаемая эталонная мера длины может быть реализована несколькими способами: стержни с гнездами, кинематические гнезда (седла), установленные на стенах или на отдельно стоящих конструкциях, использование системы "рельс-каретка", концевые меры длины, стержни с шарами, ступенчатые калибровочные стержни, артефакты с низким уровнем КТР с позиционирующими торцевыми крышками и т.д. Подходящие артефакты обсуждены далее в приложении B.
________________
6.4.3 Процедура
6.4.3.1 Позиции измерений
Пять калиброванных мер длины измеряют вдоль каждой из семи линий измерения, как описано ниже. Пять калиброванных мер длины могут состоять из одного артефакта или нескольких. Самая длинная из пяти мер должна составлять не менее 66% диапазона измерения. Пять отрезков должны быть хорошо распределены.
В приложении B описаны калиброванные меры длины, подходящие для использования в однонаправленных и двунаправленных испытаниях.
КИМ-рука имеет постоянную ось "z" шарнирного соединения "a", как показано на рисунке 1. При испытаниях конструируют референтную плоскость, которая включает в себя ось "z" и точку, произвольно выбранную испытателем на КИМ, и измерительную плоскость, которая включает в себя базовую ось и центр калиброванной меры длины. Азимутальный угол для конкретного измерения определяют как угол между плоскостью отсчета и плоскостью измерения, причем угол измеряют вдоль плоскости, перпендикулярной к базовой оси.
Как показано в таблице 2, калиброванную меру длины размещают вдоль семи линий измерения 1-7 в горизонтальном положении, по диагонали 45° и вертикальном направлениях. Азимутальный угол по умолчанию равен 0° в вертикальном направлении, 0, 120 и 240° по горизонтали и 45° по диагонали.
Таблица 2 - Положения для измерения
Линия измерения | Направление | Азимутальный угол (градусы) |
1, 2, 3 | Горизонтальное | 0, 120, 240 |
4, 5, 6 | Диагональное, 45° | 0, 120, 240 |
7 | Вертикальное | 0 |
Как показано на рисунке 4, конечные точки наибольшей калиброванной меры длины должны находиться внутри сферической области, покрывающей от 60% до 100% диапазона измерения.
 |
1 - 66% диапазона измерений; 2 - калиброванная мера длины; 3 - сферы вокруг центра; 4 - центр КИМ-руки; 5 - 60% диапазона измерений; 6 - 100% диапазона измерения
Рисунок 4 - Позиции для размещения калиброванной меры длины
6.4.3.2 Процедура измерений
Устанавливают и калибруют щуповую систему измерений в соответствии с обычными процедурами производителя (см. 5.2).
Для каждой из пяти калиброванных длин получить три результата измерения. Повторить измерения для всех семи измерительных линий для получения 105 результатов измерений калиброванных мер длины.
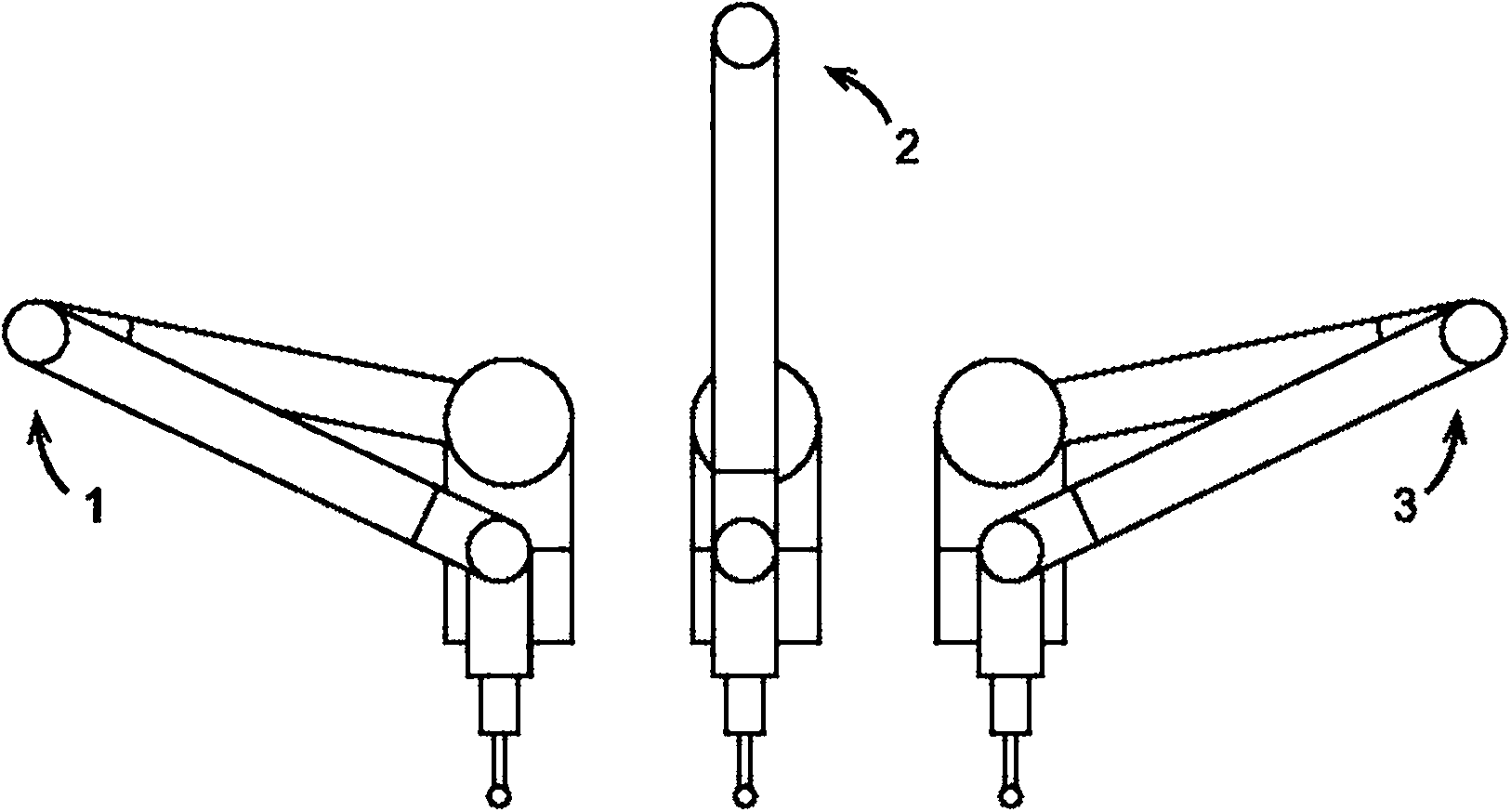
Каждая точка может быть измерена, используя локоть КИМ-руки, локоть влево L, локоть над головой O или локоть вправо R, как показано на рисунке 5.
 |
1 - локоть влево L; 2 - локоть над головой O; 3 - локоть вправо R
Рисунок 5 - Положение локтей
Поскольку каждое измерение длины включает этапы измерения первой точки (как L, O или R) и второй точки на калиброванной мере длины (как L, O или R), существует девять возможных комбинаций положений колена при измерении двух точек каждой меры длины. Используя сокращения, получаем девять комбинаций: LL, LO, LR, OL, OO, OR, RL, RO и RR.
Таблица 3 - Пример чередования ориентации колена для измерения первой и второй точек
Номер длины | Повтор 1 | Повтор 2 | Повтор 3 |
1 | LL | LL | LL |
2 | LO | LO | LO |
3 | LR | LR | LR |
4 | OL | OL | OL |
5 | ОО | OO | OO |
6 | OR | OR | OR |
7 | RL | RL | RL |
8 | RO | RO | RO |
9 | RR | RR | RR |
10 | LL | LL | LL |
11 | LO | LO | LO |
12 | LR | LR | LR |
13 | OL | OL | OL |
14 | OO | OO | OO |
15 | OR | OR | OR |
16 | RL | RL | RL |
17 | RO | RO | RO |
18 | RR | RR | RR |
19 | LL | LL | LL |
20 | LO | LO | LO |
21 | LR | LR | LR |
22 | OL | OL | OL |
23 | OO | OO | OO |
24 | OR | OR | OR |
25 | RL | RL | RL |
26 | RO | RO | RO |
27 | RR | RR | RR |
28 | LL | LL | LL |
29 | LO | LO | LO |
30 | LR | LR | LR |
31 | LL или RR | LL или RR | LL или RR |
32 | LL или RR | LL или RR | LL или RR |
33 | LL или RR | LL или RR | LL или RR |
34 | LL или RR | LL или RR | LL или RR |
35 | LL или RR | LL или RR | LL или RR |
6.4.3.3 Случай с низким КТР
6.4.3.4 Обработка результатов испытаний
Примечания
1 Для КИМ-руки часто бывает так, что одно значение MPE действует во всем измерительном объеме.
7 Оценка соответствия требованиям
7.1 Приемочные испытания
7.1.1 Критерии приемки
Характеристики КИМ-руки с контактным щупом проверены, если для каждого измеренного значения:
Характеристики КИМ-руки проверены, если:
Характеристики измерений длины КИМ-руки проверены, если:
7.1.2 Исключение выбросов и повторные измерения
7.1.2.1 Погрешности измерений формы и размера, вызванные ощупыванием
Если погрешности измерений формы или размера, вызванные ощупыванием, не проверяют для каждого из положений, в которых проведены испытания, щуповая система должна быть проверена на наличие неисправностей, которые могут повлиять на результат измерений. Должны быть устранены любые неисправности, и соответствующее испытание (в каждом положении сферы при испытании) должно быть повторено только один раз. Исходные результаты измерений должны быть отброшены.
Никаких дополнительных повторных измерений не проводят.
7.1.2.2 Погрешность измерений местоположения, вызванная наличием сочленений
Если в ходе испытания не будет проверена погрешность измерений местоположения, то щуповая система должна быть проверена на наличие неисправностей, которые могут повлиять на результат измерений. Должны быть устранены любые неисправности, и соответствующее испытание должно быть повторено только один раз (в обоих положениях сферы, использованных при испытаниях), а исходные результаты измерений должны быть отброшены.
Никаких дополнительных повторных измерений не проводят.
7.1.2.3 Погрешность измерений длины
Максимум пять из 35 наборов трех повторных измерений могут иметь одно (и не более одного) из трех полученных значений погрешности измерений длины, не соответствующее критериям приемлемости.
Каждый такой неудачный результат измерений должен быть трижды проверен в соответствующем положении.
Если все значения погрешностей калиброванных мер длины из трех повторных измерений находятся в пределах требований производителя с учетом неопределенности измерений при испытании, то характеристики КИМ-руки проверяют в этом положении.
7.2 Перепроверочные испытания
То же, что и в 7.1, но требования устанавливает пользователь (в соответствии с процедурами производителя).
8 Применения
8.1 Приемочные испытания
В контрактной ситуации между производителем и пользователем, например, описанной в:
- договоре купли-продажи,
- договоре на техническое обслуживание,
- договоре на ремонт,
- договоре на модернизацию,
- договоре на обновление и т.д.,
8.2 Перепроверочные испытания
Примечания
1 Испытатель учитывает неопределенность измерений при испытаниях; соответственно перепроверочные испытания (где обычно испытатель является пользователем) могут иметь зону соответствия, отличную от зоны соответствия при приемочных испытаниях.
2 При приемочных испытаниях зона соответствия определяется требованиями производителя. При проведении перепроверочных испытаний пределы погрешностей могут определяться метрологическими потребностями пользователя.
8.3 Промежуточная проверка
Эффективным промежуточным испытанием является испытание на артикуляцию в одной точке, более подробно описанное в приложении D.
Примечание - Настоящий стандарт, в первую очередь, касается приемочных и перепроверочных испытаний. Промежуточные испытания часто связаны с обеспечением качества.
9 Обозначения в документации на продукцию и в технических паспортах
Обозначения в разделе 4 не подходят для всех применений (например, в документации на продукт, на чертежах или в технических описаниях). В таблице 4 приведены соответствующие обозначения, которые также разрешены.
Таблица 4 - Обозначения, используемые в настоящем стандарте, и соответствующие обозначения в документации на продукцию, чертежах, технических паспортах и т.д.
Обозначение, используемое в настоящем стандарте | Соответствующее обозначение |
LDia.5x5:Art:Tact.AArm | |
EUni:0:Tact.AArm | |
EBi:0:Tact.AArm | |
PForm.Sph.1x25::Tact.AArm | |
PSize.Sph.1x25: Tact.AArm | |
EUni:0:Tact.AArm,MPE | |
EBi:0:Tact.AArm,MPE | |
PForm.Sph.1x25::Tact.AArm,MPE | |
PSize.Sph.1x25:Tact.AArm,MPE | |
LDia.5x5:Art:Tact.AArm,MPE | |
PForm.Sph.1x25::ODS.AArm | |
PForm.Sph.D95%::ODS.AArm | |
PSize.Sph.1x25::ODS.AArm | |
PSize.Sph.All::ODS.AArm | |
PForm.Sph.1x25::ODS.AArm,MPE | |
PForm.Sph.D95%::ODS.AArm,MPE | |
PSize.Sph.1x25::ODS.AArm,MPE | |
PSize.Sph.AII::ODS.AArm,MPE | |
PForm.Pla.D95%::ODS.AArm | |
PForm.Pla.D95%::ODS.AArm,MPE | |
PForm.Sph.1x25::MPS.AArm | |
PSize.Sph.1x25::MPS.AArm | |
LDia.1x25::MPS.AArm | |
PForm.Sph.1x25::MPS.AArm,MPE | |
PSize.Sph.1x25::MPS.AArm,MPE | |
LDia.1x25::MPS.AArm,MPE | |
RUni.0::Tact.AArm | |
RBi.0::Tact.AArm | |
PSize.5x5:Art:Tact.AArm | |
PForm.5x5:Art:Tact.AArm | |
RUni.0::Tact.AArm,MPE | |
RBi.0::Tact.AArm,MPE | |
PSize.5x5:Art:Tact.AArm,MPE | |
PForm.5x5:Art:Tact.AArm,MPE |
Приложение A
(справочное)
Формы
Форма 1 - Пример общих технических характеристик и нормальных условий эксплуатации
Нормальные условия | |||||||||||||||||||||
a) Диапазон измерений | м | ||||||||||||||||||||
b) Области, исключенные из измерительного объема | |||||||||||||||||||||
c) Диапазон измерения температур | |||||||||||||||||||||
рабочий | Мин | °С | Макс | °С | |||||||||||||||||
пределы температурного градиента | Макс | °С/м | Макс | °С/ч | |||||||||||||||||
d) Параметры электрической сети | Напряжение | В | |||||||||||||||||||
Сила тока | А | ||||||||||||||||||||
Частота | Гц | ||||||||||||||||||||
Максимум перехода | В | ||||||||||||||||||||
Продолжительность перехода | с | ||||||||||||||||||||
e) Допустимые ориентации (вертикальная, горизонтальная и т.д.) | |||||||||||||||||||||
f) Тип щупа (используемого при испытаниях) | Диаметр | мм | |||||||||||||||||||
g) Референтные артефакты СТЕ | Мин | 10 / ° С | Макс | 10 / ° С | |||||||||||||||||
Расширенная неопределенность СТЕ | Макс | 10 / ° С | |||||||||||||||||||
h) Время прогрева | Мин | мин | |||||||||||||||||||
Предельные условия | |||||||||||||||||||||
i) Предел температур | Мин | °С | Макс | °С | |||||||||||||||||
j) Относительная влажность | Макс | % | |||||||||||||||||||
Форма 2 - Технические характеристики, представляемые производителем, и результаты испытаний
Погрешности в мкм | |||||
Символ, МРЕ | Вели- чина, MPE | Символ, мера | Вели- чина, мера | Годен/ не годен | |
Погрешность однонаправленного измерения длины | |||||
Погрешность двунаправленного измерения длины | |||||
Погрешность измерения формы, контактное измерение | |||||
Погрешность измерения размера, контактное измерение | |||||
Погрешность месторасположения | |||||
Испытания проведены
Дата
Заводской №
Результат окончательного испытания (годен/не годен)
Приложение B
(обязательное)
Артефакты, представляющие калиброванную испытательную длину
B.1 Общие положения
Для экономии, доступности и практичности целью стандарта является возможность представить несколько типов артефактов, которые будут использованы при испытании КИМ-руки, при условии, что они соответствующим образом откалиброваны (как описано в настоящем приложении), чтобы получить измеряемую величину, как у калиброванной меры длины.
Калиброванная мера длины, измеренная в соответствии с процедурами этой части раздела стандарта, предназначена для обнаружения двух категорий погрешностей КИМ-руки:
1) геометрических и температурных погрешностей КИМ, определяемых между двумя конечными точками меры длины при двунаправленном или однонаправленном режиме измерений;
2) погрешности измерений размера, вызванного функцией сочленения при использовании щупа в случае выполнения двунаправленного измерения.
В B.2 и B.3 описаны общие артефакты, которые могут использоваться в качестве калиброванной меры длины.
В некоторых случаях эти артефакты могут быть недоступны или быть достаточно длинными, особенно при испытании очень больших КИМ-рук. В этом случае обе стороны могут договориться об использовании других средств для создания калиброванной меры длины. Сюда можно отнести концевые меры длины, которые применяются в блоках посредством притираемости (т.е. длина их перекрывается встык), чтобы сформировать более длинный артефакт, или другие типы длин на основе лазера, например, полученные с помощью мультилатерации. В последнем случае вопросы, связанные с отсутствием контакта при ощупывании, должны быть учтены. Во всех таких случаях процедуры должны быть задокументированы, а неопределенности, связанные с этими методами, должны быть тщательно проанализированы.
B.2 Двунаправленные измерения для проверки характеристик измерения длины в двух направлениях
B.2.1 Общие положения
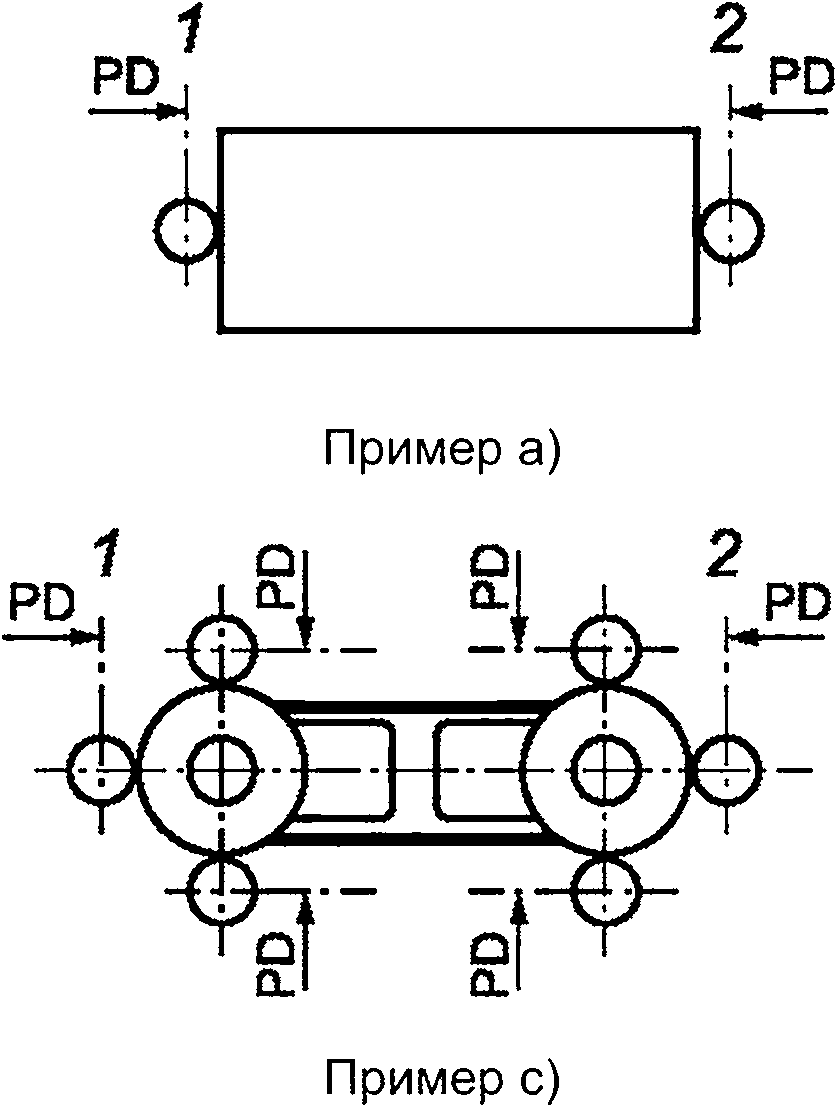
Двунаправленные измерения концевых мер представляют собой откалиброванную испытательную меру длины для двунаправленного измерения. Двунаправленное измерение включает ощупывание в одной точке или в каждой полученной расчетом точке концевой меры и ощупывание этих точек в диаметрально противоположных направлениях (см. рисунок B.1 как пример внешних двунаправленных измерений). Не следует смешивать внутренние и внешние двунаправленные измерения на измерительной линии. Ниже описано несколько возможных методов двунаправленного измерения.
Некоторые оптические датчики расстояния могут измерять точки без перемещения для измерения. Однако в случае, если для датчика требуется перемещение при измерении, рекомендуется следовать направлению измерения, показанному на рисунке B.1.
В случае использования КИМ-руки для измерения калиброванной меры длины двунаправленным способом путем измерения одной точки на каждом конце меры длины рекомендуется предусмотреть ориентир (или метку) для контакта щупа.
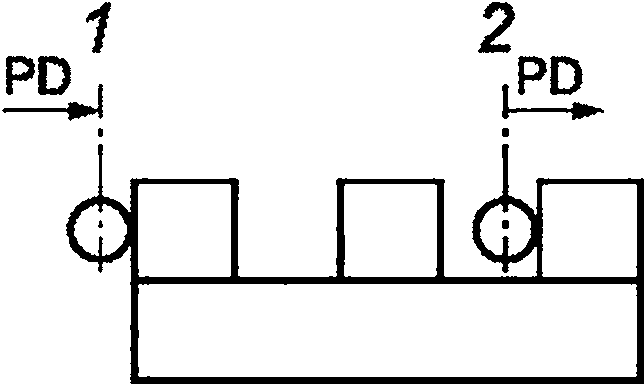
В декартовой системе координат КИМ наконечник щупа сохраняет свою ориентацию, так что измерение одной точки на каждой из сторон калиброванной меры длины выявляют погрешности, связанные с погрешностями размера и формы щупового элемента. При использовании КИМ-руки можно повернуть измерительный элемент (наконечник щупа) на 180°, тем самым исключая эти погрешности. Чтобы избежать этой возможности, ориентация наконечника щупа КИМ-руки должна сохраняться во время измерения. На практике погрешности, связанные с погрешностью размера или формы щупа, незначительны по сравнению с другими источниками погрешностей при измерении.
 |
PD - направление ощупывания; 1 - положение 1; 2 - положение 2
Рисунок B.1 - Примеры двунаправленных измерений, каждое из которых осуществляется измерением от точки к точке или эквивалентным методом
B.2.2 Ступенчатая мера, измеряемая двунаправленным способом
Калиброванная испытательная длина может быть получена при использовании калиброванной ступенчатой меры, измеренной между точками двунаправленным способом [см. рисунок B.1 b)]. См. процедуру выравнивания в приложении C.
B.2.3 Концевая мера длины, измеряемая двунаправленным способом
Калиброванная испытательная длина может быть получена при использовании калиброванной концевой меры, измеренной методом от точки к точке, когда точка является однозначно точкой. Рекомендуется, чтобы каждая точка при ощупывании располагалась в откалиброванной части меры. Процедура выравнивания приведена в приложении C.
B.2.4 Стержень со сферами/плита со сферами, измеренные двунаправленным способом
Калиброванная испытательная длина может быть получена с использованием стержня со сферами/плиты со сферами в четырех определенных точках на каждой сфере [см. рисунок B.1c)]. Процедура выравнивания приведена в приложении C.
B.2.5 Лазерный интерферометр, измеряющий в двунаправленном режиме с оптическим ощупыванием
Калиброванную испытательную длину можно получить с помощью лазерного интерферометра и материальной меры, с откалиброванной длиной и измеренной между двумя точками при ощупывании или двумя точками, полученными расчетом. Калиброванная испытательная длина - это сумма калиброванной длины материальной меры и смещения, зарегистрированного системой лазерного интерферометра. Материальная мера длины измеряется в точке контакта или в точке, полученной расчетным путем в исходном положении. Затем измеряется противоположная грань материальной меры в точке контакта или в точке, полученной расчетным путем во второй позиции [см. рисунок B.1d)].
Измерение эталонной меры в контактном режиме должно включать контакт щупа с калиброванной мерой длины. Для измерения, при котором светоотражатель прикреплен к щупу КИМ-руки, смещение светоотражателя, измеренное с помощью интерферометра, не рассматривается как погрешность измерения длины в соответствии с 6.4.
B.3 Однонаправленные измерения
B.3.1 Общие положения
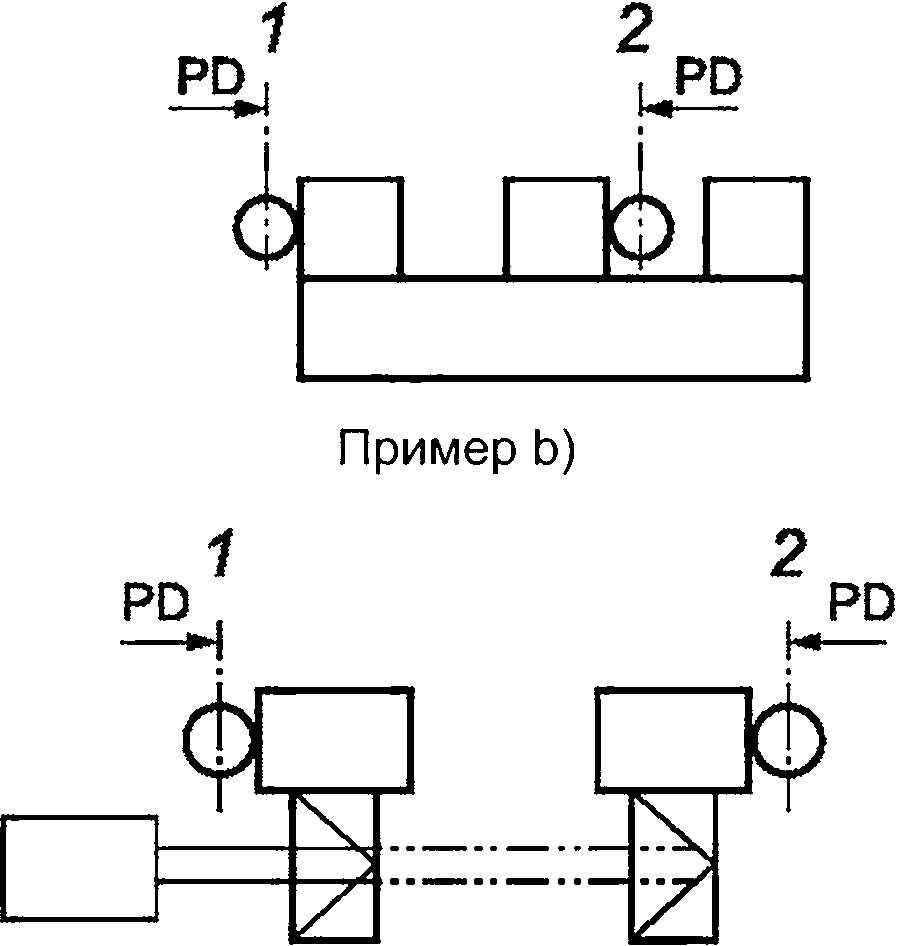
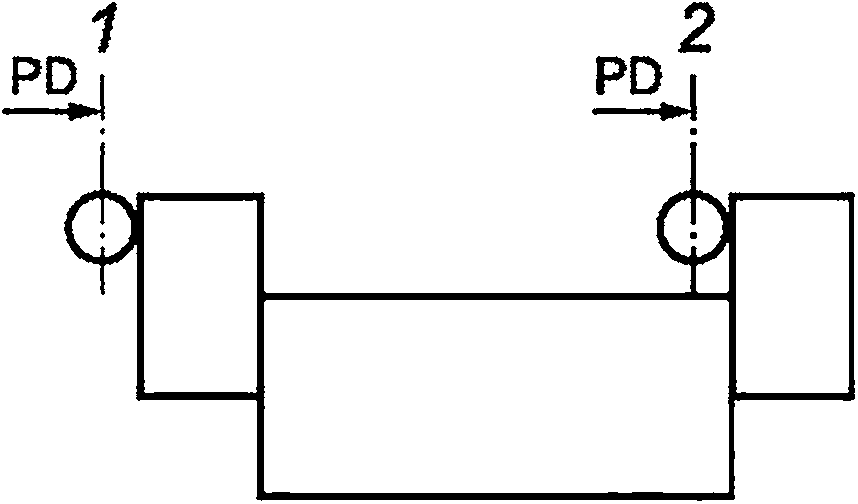
Однонаправленные измерения калиброванных мер представляют собой однонаправленную откалиброванную меру длины. Однонаправленное измерение включает в себя касание точки измерения или расчетной точки на каждой мере в номинально одних и тех же направлениях (см. рисунок B.2). Однонаправленные измерения с одной и с другой стороны не должны смешиваться на линии измерения. Ниже описано несколько возможных однонаправленных методов измерения.
Некоторые оптические датчики расстояния могут измерять точки без перемещения при измерении. Однако в случае если для датчика требуется перемещение для измерения, рекомендуется следовать направлению измерения, показанному на рисунке B.2.
 |
PD - направление измерения; 1 - положение 1; 2 - положение 2
Рисунок B.2 - Примеры однонаправленных измерений для проверки характеристик однонаправленных мер длины
B.3.2 Концевые меры длины
Калиброванная испытательная длина может быть получена с использованием притертых концевых мер, измеренных методом от точки к точке, где точка является однозначно точкой или точкой, полученной расчетным путем. Рекомендуется, чтобы каждая точка при измерении располагалась в калиброванной части меры [см. рисунок B.2 a)]. Процедура выравнивания приведена в приложении C.
B.3.3 Ступенчатые меры, измеренные в одном направлении
Откалиброванная испытательная длина может быть получена с использованием калиброванной ступенчатой меры, измеренной отточки к точке однонаправленным методом, при котором точка однозначно является точкой или математически созданной точкой [см. рисунок B.2 b)]. Процедура выравнивания приведена в приложении C.
B.3.4 Стержни со сферами/плита со сферами, измеренные однонаправленным способом
Калиброванная испытательная длина может быть получена с использованием стержня со сферами/плитой со сферами. Калиброванная длина меры будет различаться в зависимости от стратегии ощупывания, используемой во время испытаний.
При использовании стратегии измерения меры, показанной на рисунке B.2 c), калиброванная длина меры равна расстоянию между центрами калиброванных сфер плюс половина калиброванного диаметра первой сферы и минус половина калиброванного диаметра второй сферы. При использовании стратегии измерения, показанной на рисунке B.2 c), первая сфера находится слева, а вторая - справа.
Примечание - Необходимо соблюдать осторожность, чтобы правильно соотнести схему ощупывания с процедурами сложения и вычитания калиброванных половинных диаметров. "Первая" сфера имеет точку измерения на дальней стороне сферы от отрезка линии, соединяющего центры сфер, а "вторая" сфера имеет точку измерения номинально на отрезке линии, соединяющем центры (т.е. между двумя сферами).
Калиброванная испытательная длина может быть получена с использованием стержня со сферами/пластины со сферами, при этом длина, полученная в результате испытаний, равна калиброванному расстоянию между центрами сфер. Затем длина меры измеряется с помощью контакта в точках, как показано на рисунке B.2 d).
Результаты, полученные с таким размещением точек, эквивалентны измерению отточки к точке. Места размещения точек тщательно подобраны [в частности, угловое расстояние на рисунке B.2 d)] для обеспечения этой эквивалентности; другие схемы расположения точек или другое количество точек (например, стратегия, основанная на использовании 5 точек) могут не быть эквивалентными.
B.3.5 Лазерный интерферометр с оптическим щупом, измеряющий однонаправленным методом
Калиброванную испытательную длину можно получить с помощью лазерного интерферометра и материальной меры, измеренной между двумя точками контакта или двумя точками, полученными расчетным путем. Калиброванная испытательная длина - это смещение, зарегистрированное системой лазерного интерферометра. Материальная мера измеряется в собственно точке или в рассчитанной точке в исходном положении. Затем номинально такая же точка или рассчитанная точка измеряется на материальной мере во второй позиции [см. рисунок B.2 d)].
Измерение эталонной меры в контактном режиме должно включать контакт щупа с калиброванной мерой длины. Для измерения, при котором светоотражатель прикреплен к щупу КИМ-руки, его смещение, измеренное с помощью интерферометра, не считается погрешностью измерения длины в соответствии с 6.4.
B.3.6 Прямое ощупывание калиброванного стержня с гнездами
Калиброванная испытательная длина может быть получена как расстояние между центрами двух кинематических посадочных гнезд (седло), как на рисунке B.2e). Кинематические гнезда измеряются непосредственно с помощью сферического щупа КИМ. Каждое гнездо должно быть кинематическим, то есть центр сферического щупа может быть повторно размещен в кинематическом гнезде. Кинематическое гнездо может быть трехгранным или, в менее сложных ситуациях, иметь форму конуса или форму отверстия со скошенной фаской.
B.4 Верхний предел для погрешностей при двунаправленном измерении длины на основе погрешностей при однонаправленных измерениях длины и погрешности измерения длины при контактных измерениях
B.4.1 Общие положения
Приложение C
(справочное)
Процедура выравнивания артефактов
C.1 Общие положения
Чтобы сравнить длину, измеренную с помощью КИМ, с откалиброванным значением меры длины, необходимо правильно выровнять откалиброванную меру. Если в сертификате калибровки материальной меры содержатся инструкции по выравниванию, тогда эти инструкции следует выполнять перед измерением длины. При отсутствии процедуры выравнивания в сертификате калибровки производитель может сам принять решение о процедуре выравнивания.
C.2 Артефакты с параллельными гранями
Для артефактов с параллельными гранями может быть полезна следующая процедура выравнивания.
Измерить множество точек на одной грани меры и сформировать референтную плоскость (аппроксимация по методу наименьших квадратов). Направление, перпендикулярное к плоскости, представляет собой (ось меры) направление отсчета. Измеряют отдельную точку или точку, полученную расчетным путем на каждой грани, например на каждом конце концевой меры, причем каждая точка берется как можно ближе к точке калибровки на артефакте. Построить длину от точки к точке, затем спроецировать эту длину на направление отсчета (ось меры). Затем проецируемую длину сравнить со значением длины артефакта при калибровке.
Для некоторых концевых мер, превышающих размер измерительных поверхностей (например, когда необходимая калиброванная длина более чем в 10 раз превышает размер измерительной поверхности), исходное направление может быть установлено с помощью точки не на измерительной поверхности артефакта. Например, точки измерения на двух длинных сторонах концевой меры могут использоваться для определения направления отсчета (оси меры). Этот метод выравнивания также следует использовать для ступенчатых мер, если в сертификате калибровки не указана процедура выравнивания. Измеренная точка или расчетная точка на каждой измерительной грани затем используется для построения длины отточки к точке, которая проецируется на исходное направление. Затем проецируемая длина сравнивается со значением длины артефакта при калибровке.
Для однонаправленных длин с использованием неисправных концевых мер определение оси меры может потребовать использования поверхностей, не предназначенных для измерений, а точки калибровки могут быть недоступны.
C.3 Стержень со сферами/плита со сферами
Метод выравнивания стержней или плит со сферами при их двунаправленном измерении заключается в измерении каждой сферы, используя четыре точки или четыре характерные точки, одна точка расположена на пересечении осей сферы (то есть высшая точка), а остальные три точки, разнесенные на 90° друг от друга, расположены на поверхности сферы в плоскости, ортогональной оси сферы и содержащей центр сферы (то есть точки на экваторе). Эти три точки служат для выравнивания стержня и плиты со сферами. См. рисунок C.1.
 |
Рисунок C.1 - Вид, показывающий схему четырехточечного ощупывания сферы, используемый для двунаправленного измерения стержня со сферами
Приложение D
(справочное)
Промежуточная проверка
D.1 Общие положения
Быстрой и эффективной промежуточной проверкой технических характеристик и компенсации погрешности шарнирного рычага является одноточечное испытание на сочленение. Это испытание более подробно описано ниже. Дополнительные испытания известной длины (например, измерения, отобранные из результатов испытаний при определении погрешности длины) также являются полезными промежуточными испытаниями.
D.2 Одноточечное испытание шарнирного сочленения
D.2.1 Принцип
Принцип одноточечной оценки сочленения заключается в измерении изменения положения сферического щупа КИМ (контактного щупа) в кинематическом гнезде при вращении локтя шарниров КИМ вокруг гнезда. Во время вращения измеряют десять точек. Максимальное значение разницы между измеренными и усредненными координатами десяти точек дает погрешность сочленения в одной точке (SPAT). Изготовитель указывает для меры максимально допускаемое значение. Ожидается, что абсолютная величина SPAT будет меньше, чем соответствующая максимально допустимая погрешность для правильно работающего шарнирного рычага КИМ.
D.2.2 Измерительное оборудование
В нижней части гнезда может быть установлен магнит, помогающий оператору удерживать сферический щуп КИМ в контакте с гнездом во время испытаний.
Рекомендуется, чтобы положение сферы, помещенной в кинематическое гнездо, обеспечивало повторяемость с точностью до 20% от максимально рекомендуемого значения для SPAT.
Примечания
1 Наиболее распространенный тип трехгранного гнезда состоит из трех установленных сфер, в которые помещается большая сфера.
2 Коническое гнездо имеет рекомендуемый угол конуса от 60° до 120° и рекомендуемую глубину, для того чтобы по крайней мере одна треть диаметра сферы помещалась внутри конуса.
D.2.3 Процедура
Измерение может быть выполнено в любом месте в пределах измерительного объема КИМ.
Как показано на рисунке D.1, сначала помещают датчик КИМ-руки в гнездо. Располагают руку локтем влево и вниз. Удерживая датчик вертикально, а щуп датчика в контакте в гнезде, перемещают локоть по дуге 180° так, чтобы локоть был направлен вверх на середине дуги и вниз вправо в конце. Записывают координаты щупа в конечных точках (показаны на рисунке D.1, точки 1, 5) и в трех дополнительных промежуточных точках (рисунок D.1, точки 2, 3, 4), расположенных примерно равномерно по всей дуге. В общей сложности в этом первом движении набирается пять точек.
 |
1-5 - пять положений локтей; 6 - отвод 90° влево; 7 - колено 45° влево; 8 - локоть над головой; 9 - колено 45° вправо; 10 - колено 90° вправо
Рисунок D.1 - Вид, показывающий пять положений КИМ-руки при выполнении одноточечного испытания на артикуляцию
Если КИМ-рука имеет такую возможность, поворачивают последнюю ось (обычно седьмую ось) на 180°. Независимо от того, была ли повернута последняя ось или нет, датчик КИМ помещается в гнездо с локтем руки вправо и вниз. Удерживая щуп в контакте с гнездом, перемещают локоть по дуге 180° так, чтобы локоть был направлен вверх на середине дуги и вниз влево в конце. Записывают координаты щупа в конечных точках и в трех дополнительных точках, расположенных примерно на равном расстоянии друг от друга по всей дуге. В общей сложности десять точек будет набрано в первом и втором движениях локтя в этом испытании.
Во время этого испытания точка касания щупа удерживается в фиксированном трехмерном положении внутри гнезда.
D.2.4 Обработка результатов испытаний
Находят среднюю декартову координату наконечника щупа, усреднив 10 измеренных значений. Рассчитывают половину диапазона в каждом из направлений x, y и z. Максимальное из этих трех значений диапазона - это погрешность SPAT. Если погрешность SPAT превышает соответствующую максимально допустимую погрешность, заданную изготовителем, возможно, что-то не так с шарнирным рычагом или с настройкой измерения или с окружающей средой.
Приложение E
(обязательное)
Испытания сканирующей измерительной системы портативной КИМ-руки
E.1 Погрешности измерения формы и размера
Есть два метрологических результата, которые важны для обеспечения уверенности в измерениях, выполненных с помощью портативной КИМ, интегрированной со сканером (иногда называемым лазерным сканером или лазерным линейным щупом). Первый из них - это проверка системы, когда используется система сканирования сканера, а второй - проверка регистрации этого метода ощупывания в стандартной (контактной) системе.
Методы, описанные в приложении, намеренно отражают другие части стандартов серии ИСО 10360 и позволяют усовершенствовать, а не изменить существующие методы.
Во время выполнения измерений оператор перемещает сканирующую измерительную систему плавно, а не хаотично. Кроме того, пользователь должен следовать рекомендациям производителя, приведенным в руководстве по эксплуатации сканера при измерении деталей.
E.2 Погрешности формы пластины плоской
E.3 Учет погрешностей
Приложение F
(обязательное)
Определение погрешности длины при использовании составных мер длины
F.1 Общие положения
Если откалиброванная мера длины, охватывающая 66% диапазона измерения, недоступна, по взаимному согласию может быть использован метод измерения, использующий две калиброванные меры длины. Этот метод не может быть использован для калиброванных мер длины, охватывающих менее 66% диапазона измерения.
Примечание - Как только согласовано использование составных мер длины, полученные значения подчиняются всем правилам принятия решений в соответствии с разделом 7 о взаимном согласии.
F.2 Погрешность длины при использовании составных мер длины
F.2.1 Принцип
F.2.2 Измерительное оборудование
Измерительное оборудование, которое включает одну или несколько калиброванных мер длины, имеет характеристики, приведенные в 6.4.1.2.
F.2.3 Процедура
Помещают первую калиброванную меру длины так, чтобы первый конец артефакта находился в пределах сферы, охватывающей от 60% до 100% диапазона измерений, как показано на рисунке F.1.
 |
1 - первая калиброванная мера длины, E11, E12, E13; 2 - первый конец первой калиброванной меры длины; 3 - второй конец первой калиброванной меры длины; 4 - центр портативной КИМ; 5 - сферы вокруг центра; 6 - 60% диапазона измерения; 7 - 100% диапазона измерения
Рисунок F.1 - Вид, показывающий положение первой калиброванной меры длины
Измеряют первую калиброванную меру длины три раза, используя положение колена, указанное в 6.4.3.2, таблицы 3. Одинаковая последовательность положений локтей используется для всех трех повторов.
Размещают вторую меру длины таким образом, чтобы расстояние между вторым концом первой меры длины и первым концом второй калиброванной меры длины не превышало 12 мм, как показано на рисунке F.2. Вторую меру длины выравнивают так, чтобы она имела то же номинальное направление, что и первая мера. Расстояние между первым концом первой калиброванной меры длины и вторым концом второй калиброванной меры длины должно составлять не менее 66% диапазона измерений. Второй конец второй калиброванной меры длины должен находиться в пределах сферического объема, охватывающего от 60% до 100% диапазона измерений.
 |
1 - первая калиброванная мера длины, E11, E12, E13; 2 - первый конец первой калиброванной меры длины; 3 - второй конец первой калиброванной меры длины; 4 - вторая калиброванная мера длины, E21, E22, E23; 5 - первый конец второй калиброванной меры длины; 6 - второй конец второй калиброванной меры длины; 7 - центр портативной КИМ; 8 - сферы вокруг центра; 9 - 66% диапазона измерения; 10 - 60% диапазона измерения; 11 - 100% диапазона измерения
Рисунок F.2 - Вид, показывающий взаимное расположение первой и второй калиброванных мер длины
Измеряют вторую калиброванную меру длины три раза, используя положение колена, указанное в 6.4.3.2, таблицы 3. Для всех трех измерений (повторов) используют одну и ту же последовательность положений локтей.
Эта процедура требуется для каждой позиции 6.4.3.1 таблицы 2, которая требует составных мер.
F.2.4 Обработка результатов испытаний
Примечания
1 Погрешности измерения для первой калиброванной эталонной меры длины и второй калиброванной эталонной меры длины определяются со знаком (+ или -). Знак сохраняется и дальше, чтобы получить три погрешности составных мер длины.
2 Метод составных мер, описанный в этом приложении, обычно завышает погрешность, которая могла бы возникнуть при использовании одной калиброванной меры длины, охватывающей 66% диапазона измерений. Промежуточное положение гнезда обеспечивает дополнительный источник погрешности из-за невозможности обеспечить повторяемость измерительной системы.
F.2.5 Оценка неопределенности измерений
Для трех измерений первой калиброванной меры длины рассчитывают три соответствующие погрешности длины со знаком.
Оценку неопределенности измерений проводят для каждого испытательного положения калиброванной меры длины.
Неопределенность измерений длины, связанная с методом объединения мер, зависит от калиброванных мер длины, используемых в процедуре. Если на этапе 2 используется иной откалиброванный артефакт, чем на этапе 1, то неопределенность измерений включает сумму RSS (квадратный корень из суммы квадратов) двух неопределенностей. Если используемая калиброванная мера длины на этапе 2 является тем же артефактом, что и на этапе 1, то неопределенность измерений включает арифметическую сумму неопределенностей, связанных с каждой калиброванной мерой длины. Вклад неопределенности от самой процедуры, т.е. смещения артефактов относительно линии между начальной и конечной точкой, оценивается для каждого этапа измерений отдельно:
Основными составляющими неопределенности измерений являются:
Неопределенность измерений длины, связанная с длиной составной меры, равна
Приложение G
(справочное)
Дополнительное исследование погрешностей измерений размера и формы, вызванное наличием шарнирных сочленений
G.1 Общие положения
G.2 Исследование погрешностей измерений размеров и формы, вызванное наличием шарнирных сочленений
G.2.1 Принцип
Принцип измерения описан в 6.3.
G.2.2 Измерительное оборудование
Измерительное оборудование описано в 6.3.
G.2.3 Процедура
Процедура описана в 6.3.
G.2.4 Обработка результатов испытаний
Приложение H
(справочное)
Дополнительные испытания диапазона повторяемости погрешности измерения длины
H.1 Общие
H.2 Диапазон повторяемости погрешности измерения длины
H.2.1 Принцип
Измерительное оборудование описано в 6.4.
H.2.2 Измерительное оборудование
Измерительное оборудование описано в 6.4.
H.2.3 Процедура
Измерительное оборудование описано в 6.4.
H.2.4 Обработка результатов испытаний
H.2.4.1 Погрешность измерений длины для однонаправленного метода измерений
a) вычисление диапазона для каждого из 35 наборов трех повторных однонаправленных измерений;
b) выбор максимума из 35 наборов.
H.2.4.2 Погрешность длины для двунаправленного метода измерений
Следуйте H.2.4.1, но для случая двунаправленных измерений.
Приложение I
(справочное)
Связь с матричной моделью GPS
I.1 Общее
Для получения полной информации о матричной модели GPS см. ИСО 14638.
I.2 Информация о стандарте и его использовании
Настоящий стандарт определяет приемочные испытания для проверки характеристик КИМ-руки, заявленных производителем. Он также определяет средства для периодической поверки, которые позволяют пользователю периодически перепроверить характеристики КИМ-руки.
I.3 Положение в матричной модели GPS
Настоящий стандарт является общим стандартом GPS, который влияет на звено 5 цепочки стандартов на размер, расстояние, радиус, угол, форму, ориентацию, местоположение, биение и точки отсчета в общей матрице GPS, как графически проиллюстрировано в таблице I.1.
Таблица I.1 - Матрица основных и общих стандартов ISO GPS
Звенья цепи | |||||||
A | B | C | D | E | F | G | |
Символы и обозна- чения | Харак- терные требова- ния | Харак- терные особен- ности | Соот- ветствие и несоот- ветствие | Измере- ние | Измери- тельное оборудо- вание | Калиб- ровка | |
Размер | |||||||
Расстояние | |||||||
Форма | |||||||
Ориентация | |||||||
Расположение | |||||||
Биение | |||||||
Профильная текстура поверхности | |||||||
Пространственная текстура поверхности | |||||||
Дефекты поверхности | |||||||
I.4 Связанные стандарты
Соответствующие стандарты - это звенья цепи стандартов, приведенные в таблице I.1.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального и межгосударственного стандарта |
ISO 10360-8:2013 | - | * |
ISO 10360-9:2013 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 3650, Geometrical Product Specifications (GPS) - Length standards - Gauge blocks |
[2] | ISO 8015, Geometrical product specifications (GPS) - Fundamentals - Concepts, principles and rules |
[3] | ISO 10360-1, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabulary |
[4] | ISO 10360-2, Geometrical product specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 2: CMMs used for measuring linear dimensions |
[5] | ISO 14253-1, Geometrical product specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Part 1: Decision rules for proving conformity or nonconformity with specifications |
[6] | ISO 14638, Geometrical product specifications (GPS) - Matrix model |
[7] | ISO 17450-1, Geometrical product specifications (GPS) - General concepts - Part 1: Model for geometrical specification and verification |
[8] | ISO/IEC Guide 99:2007, International vocabulary of metrology - Basic and general concepts and associated terms (VIM) |
УДК 389.14:006.354 | ОКС 17.040.30 | |
Ключевые слова: портативная КИМ-рука, эталонный артефакт, шарнирное сочленение, декартовы координаты, погрешность измерений длины и формы, кинематическое гнездо, приемочные и периодические испытания | ||
