ГОСТ 13798-68
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КРУГЛОЙ РЕЗЬБЫ ДИАМЕТРОМ 12 мм
Основные размеры и допуски
Gauges for round screw thread of 12 mm diameter.
Basic dimensions and tolerances
МКС 17.040.30
Дата введения 1969-07-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 19 июня 1968 года
ПРОВЕРЕН в 1983 г.
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1974 года (ИУС 6-74)
1. Настоящий стандарт распространяется на калибры для проверки круглой резьбы санитарно-технической арматуры по ГОСТ 13536-68.
2. Наименования, обозначения и правила применения калибров для круглой резьбы - по ГОСТ 1623-89 (разд.1).
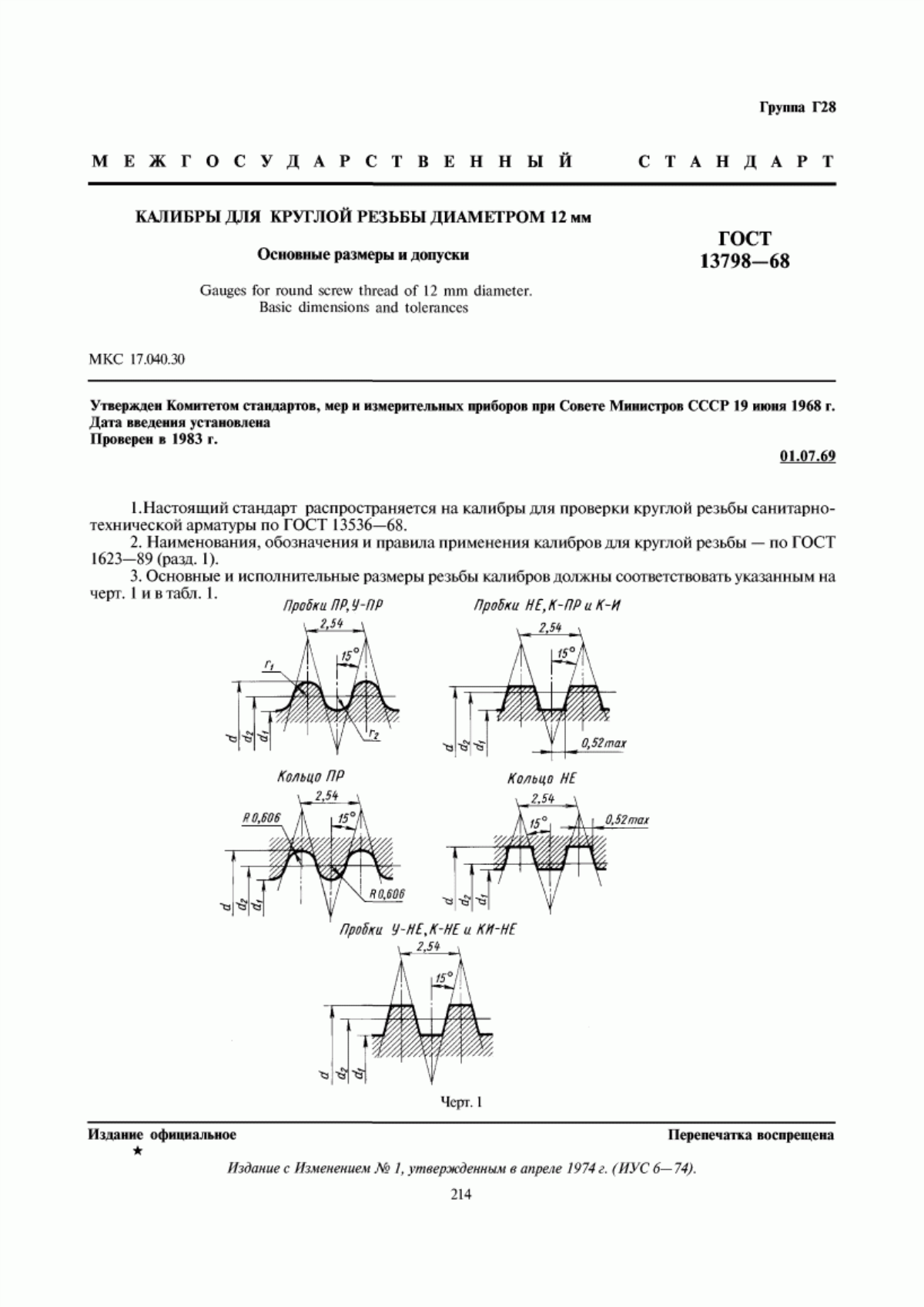
3. Основные и исполнительные размеры резьбы калибров должны соответствовать указанным на черт.1 и в табл.1.
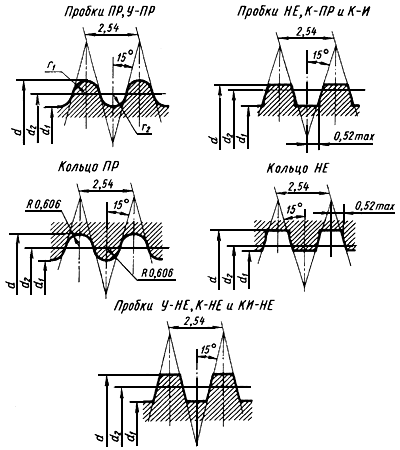
Черт.1
Таблица 1
мм
| Калибр резьбовой | |||||||||||
Обозначение и наименование калибров | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||||||||
Новый | Изно- | Новый | Изно- | Новый | ||||||||
номин. | пред. откл. | номин. | пред. откл. | Номин. | пред. откл. | |||||||
Рабо- | Пробки | ПР | 12,264 | -0,020 | 12,240 | 10,750 | -0,020 | 10,710 | 9,714 | -0,030 | 0,561 | 0,650 |
НЕ | 11,132 | -0,020 | - | 10,920 | -0,010 | 10,903 | 9,714 | - | - | - | ||
Кольца | ПР | 12,000 | +0,030 | - | 10,714 | +0,016 | 10,750 | 9,450 | +0,020 | - | - | |
НЕ | 12,000 не менее | - | - | 10,540 | +0,010 | 10,557 | 10,328 | +0,020 | - | - | ||
Контрольные калибры-пробки | У-ПР | 12,008 | -0,016 | - | 10,722 | -0,016 | - | 9,452 | -0,030 | 0,606 | 0,606 | |
К-И | 10,960 | -0,016 | - | 10,753 | -0,006 | - | 9,452 | - | - | - | ||
К-ПР | 10,940 | -0,016 | - | 10,733 | -0,006 | - | 9,452 | - | - | - | ||
У-НЕ | 12,000 | -0,035 | - | 10,543 | -0,006 | - | 9,460 | - | - | - | ||
К-НЕ | 12,000 | -0,035 | - | 10,553 | -0,006 | - | 9,460 | - | - | - | ||
КИ-НЕ | 12,000 | -0,035 | - | 10,560 | -0,006 | - | 9,460 | - | - | - | ||
Примечание. Размеры и предельные отклонения пробок ПР и У-ПР по внутреннему диаметру и колец ПР по наружному диаметру являются исходными для проектирования резьбообразующего инструмента.
(Измененная редакция, Изм. N 1).
4. Длина нерезанной части калибров должна быть равной:
проходных - не менее 80% от длины свинчивания резьбы, непроходных - не более 2,5-3 шагов резьбы.
5. Расположение полей допусков среднего диаметра калибров относительно границ полей допусков изделий устанавливается по схеме, указанной на черт.2.
Схема расположения полей допусков среднего диаметра калибров и контркалибров
(предельные отклонения в мкм)
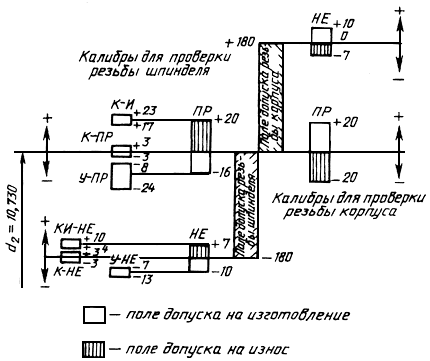
Черт.2
Размер среднего диаметра резьбовых колец определяется размерами контрольных пробок, по которым кольца проверяются или припасовываются.
6. Отклонения по шагу резьбы между соседними витками и между любыми витками резьбы калибра должно быть не более ±0,004 мм.
7. Отклонения половины угла профиля не должны выходить за пределы:
для пробок У-НЕ, К-НЕ и КИ-НЕ ±20';
для остальных калибров ±40'.
Примечание. Предельные отклонения по шагу резьбы для резьбовых колец и предельные отклонения половины угла профиля для резьбовых колец и пробок ПР и У-ПР являются исходными для проектирования резьбообразующего инструмента.
(Измененная редакция, Изм. N 1).
8. Исполнительные размеры гладких калибров для проверки внутреннего диаметра резьбы корпуса и наружного диаметра резьбы шпинделя должны соответствовать указанным в табл.2.
Таблица 2
мм
| Калибр гладкий | ||||
Обозначение и наименование калибра | Новый | Изношенный | |||
номин. | пред. откл. | ||||
Рабочие калибры | Пробки | ПР | 9,734 | -0,008 | 9,714 |
НЕ | 9,938 | -0,008 | - | ||
Скобы | ПР | 11,980 | +0,008 | 12,000 | |
НЕ | 11,756 | +0,008 | - | ||
Текст документа сверен по:
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003
