ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА ИЗМЕРЕНИЙ
УГЛОМЕРЫ
МЕТОДИКА ПОВЕРКИ
ГОСТ 13006—67
(СТ СЭВ 4567—84)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ Москва
УДК 531.741.001.4 : 006.354
Группа Т88.Г
ОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СС
Государственная система обеспечения единства измерений
ГОСТ
13006—67*
(СТ СЭВ 4567—841
Взамен Инструкции 128—54
УГЛОМЕРЫ
Методика поверки
State system for ensuring the uniformity of measurements. Protractors. Methods of verification
ОКСТУ 0008
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 3 июня 1967 г. Срок введения установлен
с 01.01.68
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на угломеры с нониусом и оптические угломеры, выпускаемые из производства, ремонта и находящиеся в эксплуатации, и устанавливает методы и средства их поверки.
Настоящий стандарт полностью соответствует СТ СЭВ 4567—84.
(Измененная редакция, Изм. № 1).
1. ОПЕРАЦИИ, ПРОИЗВОДИМЫЕ ПРИ ПОВЕРКЕ, И ПРИМЕНЯЕМЫЕ СРЕДСТВА
1.1. Операции, производимые при проверке угломеров, и применимые средства поверки должны соответствовать указанным в табл. 1.
Таблица 1*
Наименование операции | Номер пункта стандарта | Наименование средств поверки и их нормативнотехнические характеристик:! | Обязательность проведения операций при | ||
выпуске из производства | выпуске после ремонта | эксплуатации и хранении | |||
Внешний ос мотр и опробование Определение метрологических характеристик | 2.1 | Лупа ЛИ-1—4Х по ГОСТ 25706—83 | Да | Да | Да |
Определение ширины штрихов шкалы основания, шкалы нониуса и разницы отдельных штрихов по ширине между собой (проверку проводят только у угломеров с нониусом) | 2-2 | Инструментальный микроскоп ИМ 100X50, А по ГОСТ 8074—82 | Да | Нет | Нет |
Определение расстояния от верхней кромки края нониуса до поверхности шкалы основания (проверку проводят только у угломеров с нониусом) | 2.3 | Щуп толщиной 0,25 мм 2-го класса точности по ТУ 2—034—225— -87 | Да | Да | Нет |
Определение отклонения от плоскостности и прямолинейности измерительных поверхностей | 2.4 | Лекальная линейка типа Л Д-1—320 по ГОСТ 8026—75; плоскопараллельные концевые меры длины 2-го класса точности по ГОСТ 9038—83; плоская стеклянная пластина для интерференционных измерений ПИ-120 2-го класса точности по ГОСТ 2923—75 | Да | Да | Да |
Продолжение табл. 1
Наименование операции | Номер пункта стандарта | Наименование средств поверки и их нормативнотехнические характеристики | Обязательность проведения операций при | ||
выпуске из производства | выпуске после ремонта | эксплуатации и хранении | |||
Проверка ше- | 2.5 | Образцы шероховатости по | Да | Да | Нет |
роховатости измерительных поверхностей Определение по- | 2.6 | ГОСТ 9378—75 или профилометр по ГОСТ 19300—86 Средства повер- | Да | Да | Да |
грешности угломеров | ки по п. 2.4; призматические меры плоского угла 2-го класса точности по ГОСТ 2875—88; лупа ЛИ-1—4Х по ГОСТ 25706—83; микрометры МР-25 и МР-75 по ГОСТ 438.1—87 |
* Таблица 2 (Исключена, Изм. № 1).
1.2. Допускается применять другие вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям настоящего стандарта.
(Введен дополнительно, Изм. № 1).
1а. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКИ К НЕЙ
la.l. При проведении поверки должны быть соблюдены следующие условия:
температура помещения, в котором проводят поверку, должна быть (20±5)°С;
перед поверкой угломер следует промыть в авиационном бензине марки Б-91/115 по ГОСТ 1012—72 или других аналогичных растворителях, вытереть досуха и выдержать на рабочем месте не менее 3 ч.
Разд. 1а. (Введен дополнительно, Изм. № 1).
2. ПРОВЕДЕНИЕ ПОВЕРКИ
2.1. При проверке внешнего вида угломеров устанавливают отсутствие на наружных поверхностях деталей угломеров дара-пин, забоин, следов коррозии и других дефектов, влияющих на точность измерений; острые края у деталей должны быть притуплены, детали должны быть размагничены; штрихи шкал и цифры должны быть отчетливыми и хорошо видимыми. Штрихи нониуса (указатель) должны перекрывать штрихи шкалы и при их совмещении составлять одну линию. При совпадении первого штриха нониуса со штрихом шкалы основания, последний штрих нониуса должен совпадать с соответствующим штрихом этой шкалы. Подвижные детали угломеров должны плавно перемещаться. Эти детали, а также сменные и разъемные детали (линейки, угольники) должны надежно закрепляться в требуемом положении.
Мертвый ход микрометрической подачи не должен превышать 7ч оборота. При фиксации установленного угла стопорным устройством показания угломера не должны изменяться; у оптических угломеров допускается изменение показаний не более чем на 0,5 ширины штриха. У оптических угломеров, кроме того, лупа не должна искажать штрихов и цифр; при изменении угла зрения не должно наблюдаться изменение показаний; поле зрения лупы должно быть зеленым (у угломеров с двумя нониусами); в поле зрения не допускаются точки, пузыри, выколки, царапины и другие дефекты величиной более 0,2 видимого расстояния между штрихами нониуса. У новых угломеров допускается не более трех дефектов меньшего размера.
Проверку проводят наружным осмотром и опробованием с помощью лупы. Проверку требований, относящихся к шкале оптического угломера, производят наблюдением в лупу угломера при повороте шкалы на весь предел измерения.
Проверку размагниченности деталей прибора производят опробованием с помощью мелких деталей (массой около 0,1 г) из мягкой стали.
2.2. Ширину штрихов шкалы основания, шкалы нониуса и разницу отдельных штрихов по ширине между собой определяют с помощью инструментального микроскопа, измеряя ширину не менее чем у 3-х штрихов на шкале основания и нониуса.
Ширина штрихов шкалы основания и шкалы нониуса, а также разница отдельных штрихов по ширине для одной шкалы должна быть в пределах, указанных в ГОСТ 5378—88.
2.3. Расстояние от верхней кромки нониуса до поверхности шкалы основания определяют с помощью щупа толщиной 0,25 мм в 3-х точках. Щуп не должен проходить между верхней кромкой нониуса и поверхностью шкалы основания ни в одной из контролируемых точек.
2.4. Отклонения от плоскостности и прямолинейности измерительных поверхностей угломеров определяют наложением измерительной поверхности лекальной линейки на измерительные поверхности угломеров и оценивают по ширине просвета между ними.
При ширине измерительных поверхностей угломеров от 5 мм и более лекальную линейку накладывают также и по диагоналям исследуемой поверхности.
Ширину просвета оценивают визуально сравнением ее с образцами просвета. Образцы просвета создаются с помощью лекальной линейки, плоскопараллельных концевых мер длины и плоской стеклянной пластины для интерференционных измерений согласно черт. 1.
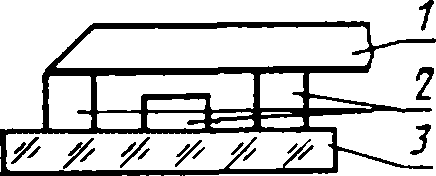
7—лекальная линейка; 2—плоскопараллельные концевые меры длины: 3—плоская стеклянная пластина
Черт. 1
Отклонения от плоскостности и прямолинейности измерительных поверхностей угломеров должны соответствовать ГОСТ 5378—88.
2.5. Шероховатость измерительных поверхностей проверяют с помощью профилометра или сравнением с образцами шероховатости поверхности. Параметр шероховатости измерительных поверхностей должен быть 7?а<0,16 мкм.
2.1—2.5. (Измененная редакция, Изм. № 1).
2.6. Определение погрешности угломеров (кроме нулевых положений) проводят путем измерения призматических угловых мер. За погрешность угломера принимают разность между измеренным значением по угломеру и номинальным значением призматической угловой меры.
2.6.1. Определение погрешности угломеров типа 1 по ГОСТ 5378—88 с ценой деления нониуса 2 и 5' проводят со съемным угольником при углах 0°00'; 15° 10'; 30°20'; 45°30'; 60°40'; 75°50' и 90с00' и без съемного угольника при угле 90°00'.
Погрешности угломеров типа 2 определяют в двух положениях
в положении (черт. 2) при углах 0°00'; 15°10'; 30°20'; 45°30' и 50с00'*
в положении (черт. 3) при углах 50°00'; 60°40'; 75°50' и 90°00'.
Погрешности угломеров типа 3 определяют не менее чем в 7 точках круговой шкалы, размещенных на всем ее измерительном диапазоне, охватывая при этом различные точки нониуса.
Погрешности при угле 0° угломеров типа 1 со съемным угольником и типа 2 со съемным угольником и съемной линейкой определяют, выставив параллельно измерительные поверхности угломеров до их контакта по образцам просвета. Отклонение от ну-левого положения определяют по шкале угломера.
Погрешности при угле 0° угломера типа 3 определяют по шка-ле угломера, предварительно выставив его измерительные поверхности параллельно с помощью микрометра.
Отклонение от параллельности измерительных поверхностей угломеров должно соответствовать ГОСТ 5378—88.
Погрешности угломеров типа 4 определяют в двух положениях:
в положении при углах 45°30' и 90°00' (правый угол, образованный измерительными поверхностями и находящийся справа при его положении в соответствии с чертежом 3 ГОСТ 5378—88);
в положении при угле 90°30' (левый угол).
Погрешность угломеров с нониусом не должна превышать значений, указанных в ГОСТ 5378—88. Погрешность оптических угломеров не должна превышать значений, указанных в ГОСТ 11197—73.
2.6, 2 6.1. (Измененная редакция, Изм. № 1).
2.6.2. Поверку оптических угломеров производят:
а) в положении при угле 0° (черт. 4);
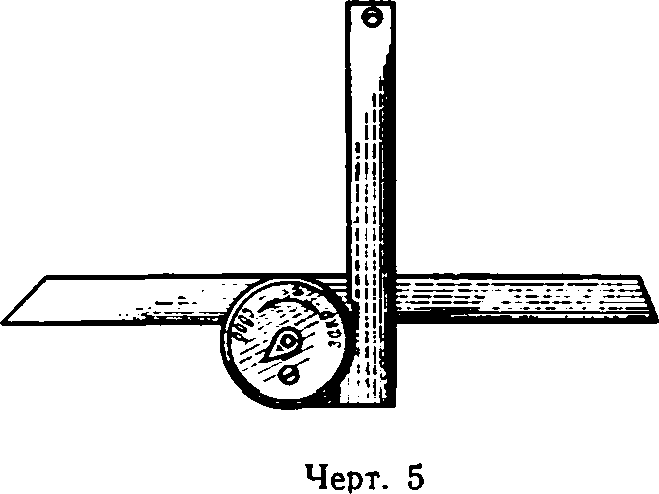
б) в положении при углах 15с10'; 30°20' и 90° (левый угол, черт. 5);
в) в положении при угле 45° с последовательной установкой обеих линеек, входящих в комплект;
г) в положении при углах 45°30'; 60°40'; 75°50' и 90°.
2.6.3. Поверку оптических угломеров в положении при угле 0° осуществляют путем определения с помощью микрометра параллельности поверхностей Л—А и Б—Б, а также поверхности А—А опорной поверхности подставки на длине короткой стороны.
Во втором случае при определении параллельности между спорной поверхностью подставки и измерительной поверхностью микрометра прокладывается плоскопараллельная мера.
Для определения параллельности измерительной поверхности А—А линейки плоскостям призмы подставки в последнюю укла-
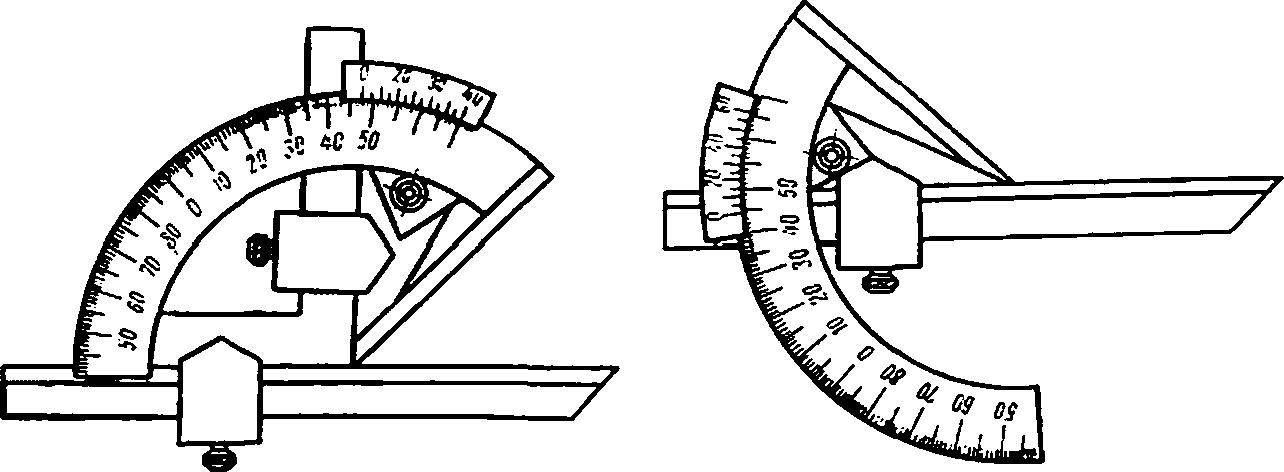
Черт. 2
Черт. 3
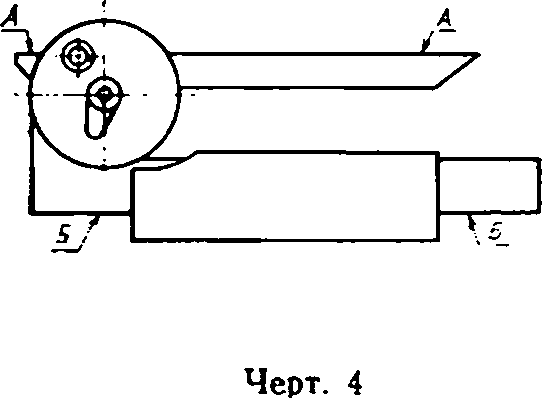
дывают цилиндрический стержень (конусность которого не превышает 0,015 мм на длине 100 мм), после чего определяют параллельность поверхности А—А и образующей этого стержня.
2.6.4. (Исключен, Изм. № 1).
3. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
3.1. На приборы, признанные годными при поверке органами Государственного комитета СССР по стандартам, ставят отпечаток поверительного клейма в соответствующем документе, составленном органами ведомственного надзора и согласованном с органами Государственного комитета СССР по стандартам, или выдают свидетельство установленной формы.
3.2. Результаты ведомственной поверки оформляют путем отметки в документе ведомственного надзора.
3.3. Результаты поверки угломеров органами технического контроля предприятия-изготовителя оформляются путем выдачи выпускного аттестата.
3.4. Угломеры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.
Редактор М. А. Глазунова
Технический редактор Э. В. Митяй
Корректор М. М. Герасименко
Сдано в наб. 04.11.89 Подп. в псч. 05.03.90 0,5 усл. п. л. 0.5 усл. кр.-отт. 0.48 уч.-изд. л. Тир. 7000 Цена 3 к.
Ордена «Знак Почетаь Издательство стандартов, 123557, Москва, ГСП,
НовопресненскиА пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Даряус и Гирено, 39. Зак. 2306.
