ГОСТ 25576-83
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ СОЕДИНЕНИЯ С ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБОЙ
НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И МУФТ К НИМ
Типы, основные размеры и допуски
Gauges for trapezoidal thread connections for tubing pipes with couplings.
Types, basic dimensions and tolerances
MКC 17.040.30
ОКП 39 3174
Дата введения 1985-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтяной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.01.83 N 3
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
Вводная часть | |
3.10 | |
1.3 | |
Таблица, Примечание 2 |
(Измененная редакция, Изм. N 4).
5. ИЗДАНИЕ с Изменениями 1, 2, 3, утвержденными в июле 1986 года, январе 1988 года, декабре 1988 года (ИУС 10-86, ИУС 4-88, 3-89)
ВНЕСЕНО Изменение N 4, утвержденное и введенное в действие Приказом Росстандарта от 30.12.2013 N 2431-ст c 01.02.2014
Изменение N 4 внесено изготовителем базы данных по тексту ИУС N 5, 2014 год
Настоящий стандарт распространяется на рабочие и контрольные конические резьбовые и гладкие калибры, предназначенные для контроля трапецеидальной резьбы и уплотнительных поверхностей соединений насосно-компрессорных труб и муфт к ним типа НКМ и труб типа НКБ.
(Измененная редакция, Изм. N 4).
1. ТИПЫ КАЛИБРОВ
1.1. Калибры должны изготовляться следующих типов:
Р - резьбовые рабочие калибр-пробки;
Р-П - резьбовые рабочие калибр-кольца с полным профилем;
Р-Н - резьбовые рабочие калибр-кольца с неполным профилем;
К-Г-Р - гладкие контрольные калибр-пробки;
Г - гладкие рабочие калибр-пробки и калибр-кольца;
К-Г-Г - гладкие контрольные калибр-пробки;
Г-У - гладкие рабочие калибр-пробки и калибр-кольца;
К-Г-Г-У - гладкие контрольные калибр-пробки;
Г-В - гладкие рабочие калибр-пробки (только для труб типа НКБ);
Г-Н - гладкие рабочие калибр-пробки (неполные).
(Измененная редакция, Изм. N 3, 4).
1.2. Назначение калибров установлено в приложении.
1.3. Технические условия на калибры должны соответствовать ГОСТ 24672.
2. ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие обозначения:
- внутренний диаметр резьбы калибров-колец типов Р-П и Р-Н в измерительной плоскости;
- диаметр калибра-кольца типа Г в измерительной плоскости;
- диаметр калибра-пробки типов Г и Г-Н в измерительной плоскости;
- диаметр калибра-пробки типа Г-У в измерительной плоскости;
- диаметр калибра-пробки типа Г-В в измерительной плоскости;
- диаметр калибра-пробки типа К-Г-Р в измерительной плоскости;
- диаметр калибра-пробки типа К-Г-Г в измерительной плоскости;
- диаметр калибра-пробки типа К-Г-Г-У и калибра-кольца типа Г-У в измерительной плоскости;
- наружный диаметр резьбы калибра-пробки типа Р в основной плоскости;
- внутренний диаметр резьбы калибра-пробки типа Р в основной плоскости;
- диаметр проточки калибра-пробки типа Р;
- диаметр проточки калибра-пробки типов Г и Г-Н;
- диаметр проточки калибра-пробки типа Г-У;
- длина калибров-колец типов Р-П и Р-Н;
- длина калибра-пробки типов Г и Г-Н;
- длина калибра-пробки типа Г-У;
- длина калибра-пробки типа К-Г-Р;
- длина калибра-пробки типа К-Г-Г и калибра-кольца типа Г;
- длина калибра-пробки типа К-Г-Г-У и калибра-кольца типа Г-У;
- расстояние от измерительной плоскости до малого торца калибра-пробки типа Р;
- расстояние от измерительной плоскости до основной плоскости калибра-пробки типа Р;
- длина проточки калибра-пробки типа Р;
- длина проточки калибра-пробки типов Г и Г-Н.
(Измененная редакция, Изм. N 3).
3. ОСНОВНЫЕ РАЗМЕРЫ
3.1. Основные размеры рабочих и контрольных калибров, профиль резьбы и их предельные отклонения должны соответствовать указанным на черт.1-10 и в таблице.
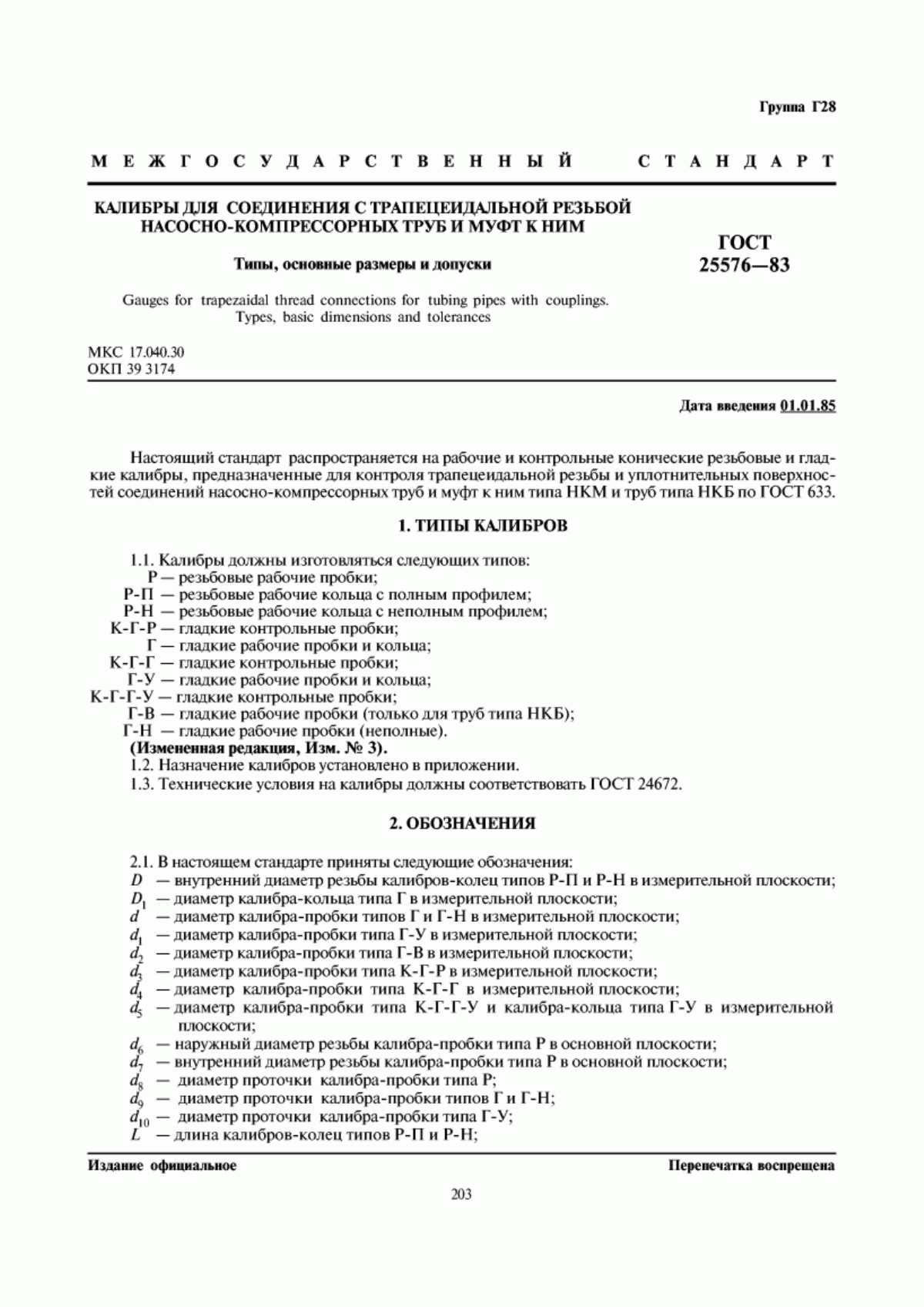
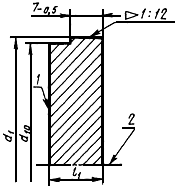
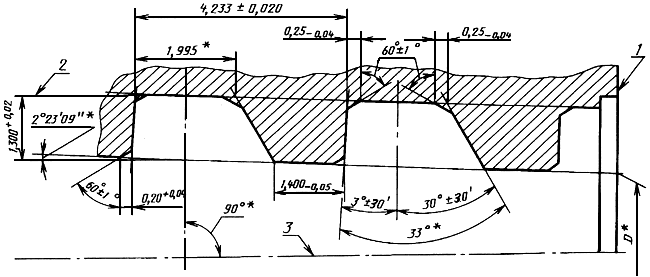
Калибр-пробка типа Р
________________
* Размер для справок.
1 - основная плоскость; 2 - измерительная плоскость; 3 - ось резьбы
Черт.1
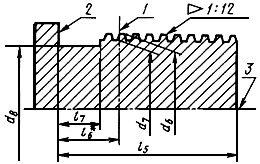
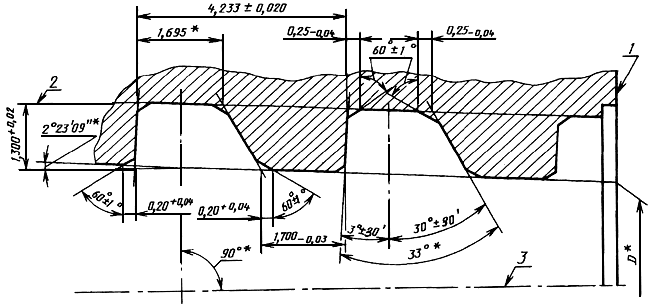
Профиль резьбы калибра-пробки типа Р
________________
* Размеры для справок.
1 - основная плоскость; 2 - линия, параллельная оси резьбы; 3 - ось резьбы
Черт.2
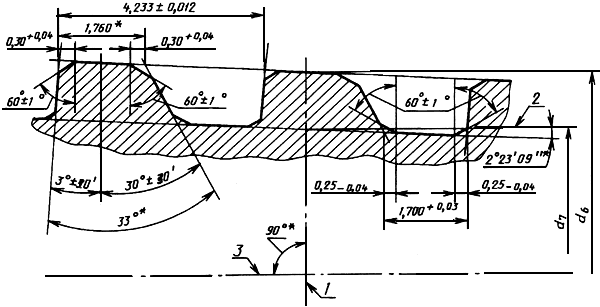
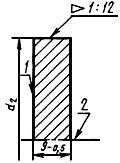
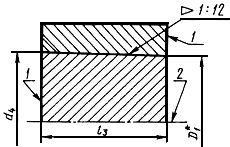
Калибр-пробка типа Г
1 - измерительная плоскость; 2 - ось калибра
Черт.3
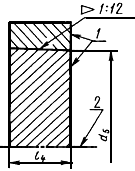
Калибр-пробка типа Г-У
1 - измерительная плоскость; 2 - ось калибра
Черт.4
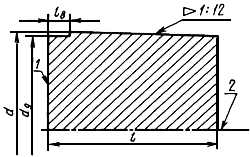
Калибр-пробка типа Г-В
1 - измерительная плоскость; 2 - ось калибра
Черт.5
Калибры-кольца типов Р-П и Р-Н и калибр-пробка типа К-Г-Р
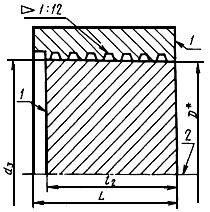
________________
* Размер для справок.
1 - измерительные плоскости; 2 - ось калибров
Черт.6
Профиль резьбы калибра-кольца типа Р-П
________________
* Размеры для справок.
1 - измерительная плоскость; 2 - линия, параллельная оси резьбы; 3 - ось резьбы
Черт.7
Профиль резьбы калибра-кольца типа Р-Н
________________
* Размеры для справок.
1 - измерительная плоскость; 2 - линия, параллельная оси резьбы; 3 - ось резьбы
Черт.8
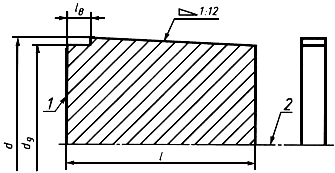
Калибр-кольцо типа Г и калибр-пробка типа К-Г-Г
________________
* Размер для справок.
1 - измерительные плоскости; 2 - ось калибров
Черт.9
Калибр-кольцо Г-У и калибр-пробка типа К-Г-Г-У
1 - измерительные плоскости; 2 - ось калибров
Черт.10
Калибр-пробка типа Г-Н
1 - измерительная плоскость; 2 - ось калибра
Черт.11
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Отклонения наружного диаметра резьбы калибра-пробки типа Р в любом сечении не должны превышать предельных отклонений наружного диаметра резьбы в основной плоскости, указанных в таблице.
(Измененная редакция, Изм. N 4).
3.3. Отклонения, в мм, разности внутренних диаметров резьбы калибров не должны быть более:
- калибра-пробки типа Р на длине ( | +0,020; |
- калибров-колец типов Р-П и Р-Н на длине | -0,010 |
Отклонения разности диаметров калибров, в мм, не должны быть более: | |
- калибров-пробок типов К-Г-Р и К-Г-Г соответственно на длине | +0,010; |
- калибров-пробок типов Г и Г-Н на длине ( | +0,015 |
- калибров-пробок типов Г и Г-Н на длине | -0,025; |
- калибров-пробок типов Г-У, Г-В и К-Г-Г-У на длине калибра | ±0,005; |
- калибров-колец типов Г-У на длине калибра | ±0,005. |
При контроле разности диаметров указанных калибров на другой длине предельные отклонения должны быть пропорционально изменены.
(Измененная редакция, Изм. N 3, 4).
3.4. Предельные отклонения шага резьбы относятся к расстоянию между двумя витками резьбы калибров.
3.5. Шаг резьбы и ширина площадок измеряются параллельно оси резьбы калибра.
3.6. При припасовке калибров-колец типов Р-П и Р-Н к калибрам-пробкам типа К-Г-Р и калибров-колец типа Г к калибрам-пробкам типа К-Г-Г расстояние между измерительными плоскостями калибров должно быть равно соответственно номинальным значениям размеров и
. Предельные отклонения ±0,10 мм.
(Измененная редакция, Изм. N 1).
Несовпадение измерительных плоскостей при припасовке калибров-колец типа Г-У к калибрам-пробкам типа К-Г-Г-У должно быть не более ±0,10 мм.
3.7. Отклонение параллельности измерительных плоскостей при припасовке рабочих калибров-колец к контрольным калибрам-пробкам не должен быть более 0,05 мм.
3.8. Отклонение перпендикулярности измерительных плоскостей к оси резьбы и к оси рабочих поверхностей соответственно резьбовых и гладких калибров-пробок не должен быть более 0,025 мм.
3.9. Отклонение прямолинейности боковых сторон профиля резьбы не должен быть более 0,003 мм.
3.7-3.9. (Измененная редакция, Изм. N 4).
3.10. Параметр шероховатости поверхности профиля резьбы по ГОСТ 2789 не должен быть более 0,32 мкм.
3.11. Комплект калибров для каждого типа насосно-компрессорных труб должен состоять из контрольных и рабочих резьбовых и гладких калибров, указанных в п.1.1.
По заказу потребителя допускается изготовление отдельно рабочих резьбовых и гладких калибров-пробок или калибров-колец.
Калибры-кольца в количестве до 10 шт. должны комплектоваться с одним гладким контрольным калибром-пробкой, к которому они должны быть припасованы.
3.12. Условное обозначение калибра должно включать:
наименование и тип калибра;
тип резьбового соединения и условный диаметр труб;
обозначение настоящего стандарта.
Примеры условных обозначений калибров:
гладкий рабочий калибр-пробка для контроля резьбы муфт к трубам типа НКМ с условным диаметром 102 мм:
Пробка Г НКМ 102 ГОСТ 25576-83
резьбовой рабочий калибр-кольцо с неполным профилем для контроля резьбы труб типа НКБ с условным диаметром 89 мм:
Кольцо Р-Н НКБ 89 ГОСТ 25576-83
мм
| Диаметр в измерительной плоскости калибров | ||||||||
Условный диаметр трубы | Тип соединения | внутренний резьбы калибра- кольца типов Р-П и Р-Н | калибра- кольца типа | калибры- Г, Г-Н | калибры- пробки типа | калибры- Г-В | калибры- пробки типа К-Г-Р | калибры- пробки типа | калибры- пробки типа К-Г-Г-У, калибра- кольца типа Г-У |
±0,01 | |||||||||
60 | НКМ | 55,842 | 58,242 | 59,225 | 55,475 | - | 58,592 | 60,325 | 54,175 |
НКБ | 59,267 | 61,667 | 63,400 | 58,300 | 65,9 | 62,601 | 65,334 | 57,167 | |
73 | НКМ | 68,542 | 70,942 | 71,875 | 68,125 | - | 71,292 | 73,025 | 66,875 |
НКБ | 71,850 | 74,250 | 76,400 | 70,883 | 78,9 | 75,600 | 78,333 | 69,750 | |
89 | НКМ | 83,584 | 85,984 | 87,700 | 83,117 | - | 87,167 | 88,900 | 81,917 |
НКБ | 87,850 | 90,250 | 92,400 | 86,883 | 94,9 | 91,600 | 94,333 | 85,750 | |
102 | НКМ | 96,284 | 98,684 | 100,350 | 95,767 | - | 99,867 | 101,600 | 94,617 |
НКБ | 100,850 | 103,250 | 105,400 | 99,883 | 107,9 | 104,600 | 107,333 | 98,750 | |
114 | НКБ | 113,850 | 116,250 | 118,400 | 112,883 | 120,9 | 117,600 | 120,333 | 111,750 |
Продолжение
Услов- | Тип соединения | Диаметр резьбы в основной плоскости калибров- пробок типа Р | Диаметр проточки калибров- пробок типов | Длина калибров | Расстояние от измери- тельной плоскости калибра- пробки типа Р | Длина проточки калибров- | |||||||||||
на- | внут- | Р | Г, | Г-У | калибра- коль- | калибры- проб- | калибры- проб- | калибры- проб- | калибры- проб- калибра- коль- | калибра- кольца типа калибры- пробки типа | до | до | Р | Г, | |||
|
| ||||||||||||||||
±1,0 | |||||||||||||||||
60 | HКM | 60,325 | 57,925 | 56 | 57 | 53 | 37 | 41 | 16,5 | 33 | 25 | 10 | 51 | 20,6 | 13 | 8 | |
НКБ | 64,667 | 62,267 | 60 | 61 | 56 | 44 | 48 | 13,5 | 40 | 44 | 16 | 59 | 18,6 | 17 | 12 | ||
73 | HКM | 73,025 | 70,625 | 69 | 70 | 66 | 37 | 41 | 16,5 | 33 | 25 | 10 | 51 | 20,0 | 13 | 8 | |
НКБ | 77,667 | 75,267 | 73 | 74 | 69 | 49 | 53 | 13,5 | 45 | 49 | 16 | 64 | 18,6 | 17 | 12 | ||
89 | HКM | 88,900 | 86,500 | 85 | 86 | 81 | 47 | 51 | 16,5 | 43 | 35 | 10 | 61 | 19,4 | 13 | 8 | |
НКБ | 93,667 | 91,267 | 89 | 90 | 85 | 49 | 53 | 13,5 | 45 | 49 | 16 | 64 | 18,6 | 17 | 12 | ||
109 | HКM | 101,600 | 99,200 | 97 | 98 | 94 | 47 | 51 | 16,5 | 43 | 35 | 10 | 61 | 18,8 | 13 | 8 | |
НКБ | 106,667 | 104,267 | 102 | 103 | 98 | 49 | 53 | 13,5 | 45 | 49 | 16 | 64 | 18,6 | 17 | 12 | ||
114 | НКБ | 119,667 | 117,267 | 115 | 116 | 111 | 49 | 53 | 13,5 | 45 | 49 | 16 | 64 | 18,6 | 17 | 12 | |
Примечания:
1. Предельные отклонения размера относятся только к калибрам-пробкам типа К-Г-Г-У.
2. Для контроля труб с резьбовым соединением типа НКМ с условным диаметром 114 мм применяются калибры для обсадных труб, изготовляемые по ГОСТ 25575.
(Измененная редакция, Изм. N 1, 2, 3, 4).
ПРИЛОЖЕНИЕ
Обязательное
НАЗНАЧЕНИЕ КАЛИБРОВ
1. Калибры-пробки типов Р, Г, Г-У, Г-В и Г-Н для контроля муфт типа НКМ и раструбных концов труб типа НКБ.
Таблица 1
Тип калибра-пробки | Область применения |
Р | Контроль профиля и внутреннего диаметра резьбы |
Г | Контроль конусности (разности внутренних диаметров) и внутреннего диаметра резьбы |
Г-У | Контроль конусности (разности диаметров) и диаметра уплотнительной конической расточки |
Г-В | Контроль диаметра конической выточки раструбных концов труб типа НКБ |
Г-Н | Контроль овальности резьбы |
(Измененная редакция, Изм. N 1, 3, 4).
2. Калибры-кольца типов Р-П, Р-Н, Г, Г-У для контроля труб типа НКМ и ниппельных концов труб типа НКБ и калибры-пробки типов К-Г-Р, К-Г-Г и К-Г-Г-У.
Таблица 2
Тип калибра | Область применения |
К-Г-Р | Контроль внутреннего диаметра резьбы калибров-колец типа Р-П и Р-Н |
К-Г-Г | Контроль диаметра калибра-кольца типа Г |
К-Г-Г-У | Контроль диаметра калибра-кольца типа Г-У |
Р-П | Контроль профиля и внутреннего диаметра резьбы |
Р-Н | Контроль внутреннего диаметра резьбы |
Г | Контроль конусности (разности наружных диаметров) и наружного диаметра резьбы |
Г-У | Контроль конусности (разности диаметров) и диаметра уплотнительной конической проточки |
(Измененная редакция, Изм. N 1, 4).
Электронный текст документа
и сверен по:
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003
Редакция документа с учетом
изменений и дополнений подготовлена
