МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
34854—
2022
КАЛИБРЫ ДЛЯ СОЕДИНЕНИЙ С КОНИЧЕСКОЙ РЕЗЬБОЙ ОБСАДНЫХ, НАСОСНО-КОМПРЕССОРНЫХ, БУРИЛЬНЫХ И ТРУБОПРОВОДНЫХ ТРУБ
Методы измерений геометрических параметров
Издание официальное
Москва Российский институт стандартизации 2022
ГОСТ 34854—2022
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Челябинский научно-исследовательский и конструкторский институт средств контроля и измерения в машиностроении» (ЗАО «ЧелябНИИконтроль») и Акционерным обществом «Русский научно-исследовательский институт трубной промышленности» (АО «РусНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 16 мая 2022 г. № 151-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Киргизия | KG | Кыргызстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 июля 2022 г. № 697-ст межгосударственный стандарт ГОСТ 34854—2022 введен в действие с 1 сентября 2022 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «РСТ», 2022

В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ 34854—2022
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины, определения и сокращения....................................................2
4 Операции и средства измерений........................................................7
4.1 Погрешность измерений...........................................................7
4.2 Перечень операций и средств измерений.............................................7
5 Условия проведения измерений........................................................11
6 Требования безопасности.............................................................12
7 Подготовка к выполнению измерений...................................................12
8 Проведение измерений ..............................................................12
8.1 Внешний осмотр.................................................................12
8.2 Определение шероховатости поверхности...........................................12
8.3 Определение длины и второстепенных элементов калибров............................13
8.4 Определение наружного диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок...............14
8.5 Определение внутреннего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса полинии внутреннего диаметра резьбы калибров-пробок..............19
8.6 Определение среднего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок.................22
8.7 Определение шага резьбы калибров-пробок..........................................26
8.8 Определение геометрических параметров элементов профиля резьбы калибров-пробок......28
8.9 Определение перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности......................................................32
8.10 Определение шага резьбы калибров-колец..........................................32
8.11 Определение геометрических параметров элементов профиля резьбы калибров-колец.....33
8.12 Определение конусности и прямолинейности образующей конуса резьбы калибров-колец . .33
8.13 Определение внутреннего диаметра резьбы калибров-колец...........................35
8.14 Определение диаметра, овальности, конусности, прямолинейности образующей конуса гладких калибров-пробок.........................................................36
8.15 Определение конусности и прямолинейности образующей конуса гладких калибров-колец . .36
8.16 Определение натягов резьбовых и гладких калибров..................................36
9 Координатные методы измерения геометрических параметров резьбовых калибров............42
9.1 Основа координатных методов измерения геометрических параметров резьбовых калибров. .42
9.2 Выбор координатного измерительного оборудования...................................42
9.3 Выбор измерительной оснастки координатной измерительной машины...................43
9.4 Математическое базирование......................................................47
9.5 Измерение резьбового калибра на координатной измерительной машине.................49
9.6 Рекомендуемая методика расчета геометрических параметров резьбовых калибров.........57
9.7 Оформление протокола измерений на координатной измерительной машине..............65
9.8 Оценка пригодности метода координатных измерений резьбовых калибров................65
10 Оценка результатов измерений.......................................................66
Приложение А (справочное) Универсальный измерительный микроскоп типа УИМ и прибор НИИК-890 ..............................................................67
Приложение Б (справочное) Приборы 481К (481 КМ) и 481 КМ2 для измерения параметров резьбы калибров...............................................................69
III
ГОСТ 34854—2022
Приложение В (справочное) Основы координатной метрологии..............................72
Приложение Г (справочное) Специализированные координатные измерительные системы (приборы НИИК-483 и НИИК-485)...........................................92
Приложение Д (справочное) Спецштатив для измерительных головок.........................94
Приложение Е (справочное) Отливка и приспособления....................................95
Приложение Ж (справочное) Контурограф................................................98
Приложение И (справочное) Прибор ПБ-500М для измерения радиального и торцевого биения тел вращения...........................................................99
Приложение К (справочное) Приспособление БВ-812......................................100
Приложение Л (справочное) Припасовка гладких калибров с использованием падающего груза и приспособление с падающим грузом для затяжки резьбовых калибров с замковой резьбой.......................................................101
Приложение М (справочное) Порядок округления значений.................................104
Приложение Н (справочное) Синусная линейка для калибров с фланцем.....................105
Приложение П (справочное) Аппроксимация методом наименьших квадратов.................106
Приложение Р (справочное) Пример формы протокола измерений на координатной измерительной машине..................................................107
Приложение С (справочное) Пример формы протокола измерений..........................108
Библиография.......................................................................109
IV
ГОСТ 34854—2022
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ СОЕДИНЕНИЙ С КОНИЧЕСКОЙ РЕЗЬБОЙ ОБСАДНЫХ, НАСОСНО-КОМПРЕССОРНЫХ, БУРИЛЬНЫХ И ТРУБОПРОВОДНЫХ ТРУБ
Методы измерений геометрических параметров
Gauges for taper thread connection of tubing, casing, drill and line pipes. Methods for measuring geometric parameters
Дата введения — 2022—09—01
1 Область применения
Настоящий стандарт устанавливает методы измерений геометрических параметров конических резьбовых и гладких калибров для контроля соединений с конической резьбой обсадных, насосно-компрессорных, бурильных и трубопроводных труб, применяемых в нефтяной и газовой промышленности.
Технические требования к калибрам приведены в ГОСТ 8867, ГОСТ 10071, ГОСТ 10654, ГОСТ 10655, ГОСТ 24672, ГОСТ 24932, ГОСТ 25575, ГОСТ 25576, ГОСТ 34057 и других нормативных документах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные
стандарты:
ГОСТ 162 Штангенглубиномеры. Технические условия
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 1012 Бензины авиационные. Технические условия
ГОСТ 2475 Проволочки и ролики. Технические условия
ГОСТ 3134 Уайт-спирит. Технические условия
ГОСТ 4046 Линейки синусные. Технические условия
ГОСТ 7013 Ножи измерительные
ГОСТ 7661 Глубиномеры индикаторные. Технические условия
ГОСТ 8505 Нефрас-С 50/170. Технические условия
ГОСТ 8867 Калибры для замковой резьбы. Виды. Основные размеры и допуски
ГОСТ 9038 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 9378 (ИСО 2632-1—85, ИСО 2632-2—85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9696 Индикаторы многооборотные с ценой деления 0,001 и 0,002 мм. Технические условия
ГОСТ 10071 Калибры для однозаходной трапецеидальной резьбы. Допуски
ГОСТ 10197 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 10654 Калибры для треугольной резьбы насосно-компрессорных труб и муфт к ним. Типы. Основные размеры и допуски
ГОСТ 10655 Калибры для треугольной резьбы обсадных труб и муфт к ним. Типы. Основные раз
меры и допуски
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 11708 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 18833 Головки измерительные рычажно-зубчатые. Технические условия
Издание официальное
1
ГОСТ 34854—2022
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профило
графы-профилометры контактные. Типы и основные параметры
ГОСТ 21495 Базирование и базы в машиностроении. Термины и определения
ГОСТ 24672 Калибры для конической резьбы. Технические условия
ГОСТ 24932 Калибры для конических соединений. Допуски
ГОСТ 25575 Калибры для соединений с трапецеидальной резьбой обсадных труб и муфт к ним.
Типы и основные размеры
ГОСТ 25576 Калибры для соединений с трапецеидальной резьбой насосно-компрессорных труб и муфт к ним. Типы, основные размеры и допуски
ГОСТ 27284 Калибры. Термины и определения
ГОСТ 29298 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
ГОСТ 31254 (ИСО 14660-1:1999, ИСО 14660-2:1999) Основные нормы взаимозаменяемости. Геометрические элементы. Основные термины и определения
ГОСТ 33758 Трубы обсадные и насосно-компрессорные и муфты к ним. Основные параметры и контроль резьбовых соединений. Общие технические требования
ГОСТ 34057 Соединения резьбовые обсадных, насосно-компрессорных труб, труб для трубопроводов и резьбовые калибры для них. Общие технические требования
ГОСТ ISO/IEC 17025 Общие требования к компетентности испытательных и калибровочных лабораторий
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 11708, ГОСТ 21495, ГОСТ 27284, ГОСТ 31254, ГОСТ 33758, ГОСТ 34057, а также следующие термины с соответствующими определениями:
3.1.1 аппроксимация: Математический метод, состоящий в приближенном представлении одних объектов другими, как правило, более простой природы, с некоторой долей погрешности, и обеспечивающий получение заменяющего элемента, наилучшим образом согласованного с измеренными точками реальной геометрии детали в соответствии с выбранным критерием (служебное назначение, степень сложности обработки данных).
3.1.2 больший торец калибра: Торец калибра-пробки, имеющий больший наружный диаметр, или калибра-кольца, имеющий больший внутренний диаметр рабочей (резьбовой или гладкой) поверхности.
3.1.3 вершина резьбы: Часть винтовой поверхности резьбы, соединяющая смежные боковые стороны резьбы по верху ее выступа.
3.1.4 впадина резьбы: Часть винтовой поверхности резьбы, соединяющая смежные боковые стороны резьбы по дну ее канавки.
3.1.5 выступ резьбы: Выступающая часть материала изделия, ограниченная винтовой поверхностью резьбы.
3.1.6 геометрия детали: Система (множество) геометрических элементов (поверхностей), ограничивающих материал детали и характеризующихся размерами, формой и упорядоченным расположением в системе координат детали в соответствии со служебным назначением.
3.1.7 геометрические параметры элементов: Совокупность линейных и угловых размеров, отклонений формы геометрических элементов (поверхностей) и отклонений их расположения, суммарных отклонений формы и расположения (биения) в конструкторской системе координат.
2
ГОСТ 34854—2022
Примечание — Конструкторская система координат образована комплектом геометрических элементов (поверхностей), являющихся базами детали.
3.1.8 гладкий калибр: Калибр с гладкой рабочей поверхностью.
3.1.9 длина калибра: Расстояние от измерительной плоскости до торца калибра.
3.1.10 заменяющий элемент: Поверхность или линия номинальной формы с действительными размерами и расположением в системе координат детали, используемая при анализе вместо реальной поверхности или реальной линии и рассчитываемая по координатам точек измерения в соответствии с принятым критерием математической аппроксимации.
3.1.11 заменяющая геометрия детали: Геометрия детали, образованная заменяющими элементами (поверхностями).
3.1.12 измерительная плоскость конусного калибра: Плоскость, перпендикулярная к оси резьбы (конической поверхности), служащая для определения осевого положения основной плоскости конической резьбы или взаимного осевого положения сопрягаемых деталей, имеющих конические поверхности.
Примечание — В большинстве случаев относительно измерительной плоскости измеряют натяг припасованной пары калибров.
3.1.13 измерительные головки касания: Измерительные головки, в которых измерительное усилие, возникающее при контакте наконечника с измеряемой поверхностью, или небольшое перемещение наконечника вызывает изменение состояния чувствительного элемента и дискретное изменение электрического сигнала, формирующего командный сигнал на считывание координат и управление движением подвижных узлов координатной измерительной машины.
Примечание — Измерительными головками касания также называют измерительные головки нулевые, триггерные, сигнальные, переключающие, индикаторы контакта. Измерительные головки касания обеспечивают режим поточечных измерений.
3.1.14 измерительные головки отклонения (сканирующие головки): Измерительные головки, которые позволяют измерить величину перемещения наконечника относительно корпуса головки благодаря встроенным измерительным чувствительным элементам (датчикам малых перемещений).
Примечание — Измерительные головки отклонения обеспечивают режим поточечных измерений и сканирующий режим измерения.
3.1.15 измерительный наконечник: Составная часть измерительной головки, предназначенная для контактного взаимодействия с измеряемым элементом изделия в заданных точках (стратегия поточечных измерений) или по линии на измеряемой поверхности, характеристики которой (отрезок прямой, ломаная из множества сопряженных отрезков), окружность (дуга окружности) или кривая (сплайн) соответствуют заданной траектории сканирования.
3.1.16 канавка во впадине резьбы: Канавка во впадине треугольной резьбы, которая определяет форму впадины резьбы.
3.1.17 координатная метрология: Раздел прикладной метрологии, предметом которого являются вопросы практического применения координатно-измерительной техники (оборудования), разработки координатных методов и технологий измерения.
3.1.18 координатные методы измерения: Методы измерения геометрических параметров объектов (деталей) путем измерения координат отдельных точек поверхностей объекта в принятой системе координат (прямоугольной декартовой, цилиндрической или сферической) и последующей математической обработки измеренных координат для определения заданных геометрических параметров элементов.
3.1.19 координатная измерительная техника [оборудование]: Совокупность технических средств (средств измерений, вспомогательных устройств), специально предназначенных для реализации координатных методов измерения.
Примечания
1 Координатная измерительная техника (оборудование) — обобщающий термин для широко применяемых в промышленности координатных измерительных машин, приборов и систем.
2 Допускается применять термины «координатно-измерительная техника (оборудование)», «координатноизмерительная машина», «координатно-измерительный прибор» и «координатно-измерительная система».
3
ГОСТ 34854—2022
3.1.20 компоновка координатной измерительной машины [прибора, системы]: Общая схема конструкции базовой части координатной измерительной машины (прибора, системы), расположения ее базовых деталей и узлов координатных перемещений, определяющих точность и производительность координатной измерительной машины (прибора, системы), рабочий (измерительный) объем и габариты.
Примечания
1 Компоновка координатной(ого) измерительной(ого) машины (прибора, системы) зависит от служебного назначения и габаритных размеров измеряемых деталей и изделий.
2 На практике широко распространены типовые компоновки координатных измерительных машин (приборов, систем).
3 При координатных измерениях геометрических параметров элементов резьбовых калибров в основном используются универсальные координатные измерительные машины с портальной компоновкой и специализированные координатные измерительные машины (приборы, системы) с комбинированной компоновкой.
3.1.21 контактный элемент измерительного наконечника: Составная часть измерительного наконечника, непосредственно контактирующая с измеряемым элементом изделия.
Примечание — При измерении геометрических параметров резьбовых соединений применяют контактные элементы измерительных наконечников сферической, конической, цилиндрической, плоской форм.
3.1.22 конусность калибров (резьбовых и гладких): Отношение разности диаметров конических поверхностей в сечениях, перпендикулярных оси резьбовой или гладкой конической поверхности, к расстоянию между этими сечениями.
Примечание — Конусность может быть выражена в виде отношения чисел или в миллиметрах на миллиметр, при этом значение конусности равно 2tgcp, где ср — угол уклона конуса, выраженный в градусах. В нормативных документах (НД) на резьбовые и гладкие калибры нормирование точности конусности резьбы обычно осуществляют заданием верхнего и нижнего предельных отклонений от номинального значения разности диаметров на заданном расстоянии. Если расстояние между сечениями, в которых проводят измерение, отличается от заданного в НД, то полученное значение необходимо пересчитать.
3.1.23 малый торец калибра: Торец калибра-пробки, имеющий меньший наружный диаметр, или калибра-кольца, имеющий меньший внутренний диаметр рабочей (резьбовой или гладкой) поверхности.
3.1.24 математическое базирование: Процедура, заключающаяся в расчете расположения системы координат детали по предварительно измеренным в системе координат машины точкам базовых элементов детали и последующей трансформации координат точек других элементов детали из системы координат машины в систему координат детали и обратно.
Примечания
1 Систему координат машины образует совокупность направляющих координатных перемещений и измерительных преобразователей, начало системы координат машины совпадает с аппаратной нулевой точкой координатной измерительной машины.
2 Для привязки измерительной головки или измерительного наконечника координатной измерительной машины используют относительную систему координат, которая по направлениям координатных осей всегда совпадает с системой координат машины, а нулевая точка (начало координат) определяется в процессе калибровки как единая отсчетная точка калибратора. В качестве калибратора на практике широко применяют калибровочную сферу.
3 Под системой координат детали понимается система координат, образуемая измерительными базами детали.
4 При координатных измерениях в основном используют прямоугольную (декартову) систему координат, реже применяют цилиндрическую и сферическую системы координат. На практике в специализированных координатных измерительных машинах широко используют комбинированные системы координат. Примером такой системы координат служит портальная координатная измерительная машина, оснащенная поворотным столом (прямоугольная и цилиндрическая системы координат).
3.1.25 метод измерений: Прием или совокупность приемов сравнения измеряемой величины с ее единицей либо соотнесения со шкалой в соответствии с реализованным принципом измерений.
3.1.26 методика (выполнения) измерений: Установленная логическая последовательность операций и правил при измерении, выполнение которых обеспечивает получение результатов измерений в соответствии с принятым методом измерений.
4
ГОСТ 34854—2022
3.1.27 методика координатных измерений: Процедура, включающая в себя стратегию измерения и расчетную модель для анализа результатов координатных измерений.
3.1.28 направляющая сторона профиля резьбы калибра: Боковая сторона выступа профиля трапецеидальной резьбы калибра, обращенная к малому торцу калибра-пробки или большему торцу калибра-кольца.
Примечание — Боковая сторона профиля резьбы, имеющая больший угол.
3.1.29 наружная [внутренняя] коническая резьба: Резьба, образованная на наружной (внутренней) прямой круговой конической поверхности.
3.1.30 натяг резьбы: Расстояние, характеризующее посадку одного изделия на другое, в коническом соединении.
3.1.31 номинальная геометрия детали: Геометрия детали, заданная чертежом или другими техническими документами, т. е. образованная элементами (поверхностями), имеющими номинальные размеры, номинальную форму и номинальное расположение.
3.1.32 овальность калибров: Отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся в двух взаимно перпендикулярных направлениях.
Примечание — Понятие овальности относительно калибров по аналогии с применением данного термина к резьбовым соединениям труб и муфт используют и определяют как полуразность измеренных диаметров в одном поперечном сечении.
3.1.33 ось калибра (для координатных измерений): Производная прямая, которая является осью заменяющего конуса, определенного по результатам измерений по наружному, среднему или внутреннему диаметру и рассчитанного в зависимости от метода аппроксимации, выбранного в соответствии со служебным назначением.
Примечание — Понятие оси калибра также используют в производстве как скрытую технологическую и измерительную базу при установке калибра в центрах.
3.1.34 опорная сторона профиля резьбы калибра: Боковая сторона профиля трапецеидальной резьбы калибра, расположенная напротив направляющей стороны профиля резьбы.
Примечание — Боковая сторона профиля резьбы, имеющая меньший угол.
3.1.35 плоскость измерения: Расчетная (виртуальная) плоскость, в которой проводят измерения геометрических параметров калибров.
Примечания
1 Положение плоскости измерения относительно базовых поверхностей калибра зависит от измеряемого параметра и метода измерения. Например, измерения среднего, наружного и внутреннего диаметров конической резьбы проводят в плоскости измерения, перпендикулярной к оси резьбы и расположенной на заданном расстоянии от измерительной плоскости или малого торца калибра. Плоскостью измерения при определении конусности, шага резьбы является продольное сечение плоскостью, проходящей через образующую конуса и ось резьбы.
2 Положение плоскости измерения относительно базовых поверхностей калибра, номинальные значения измеряемых параметров конической резьбы и их предельные отклонения в заданной плоскости измерения рекомендуется указывать в НД на резьбовое соединение или на калибр.
3 Положение контактного элемента измерительного наконечника или визирного устройства оптического прибора в плоскости измерения достигается применением специальных или универсальных приспособлений или за счет выверки положения калибра. При координатных измерениях положение измеренных точек может не совпадать с заданной в НД плоскостью измерения, коррекцию измеренных параметров проводят за счет функциональных возможностей программно-математического обеспечения.
3.1.36 программное обеспечение координатной измерительной машины [прибора, системы]: Совокупность программ, необходимых для обеспечения процесса измерения и обработки измеренных координат с целью определения геометрических параметров элементов.
3.1.37 производная поверхность: Математическое описание скрытой (виртуальной) поверхности, которая является неотъемлемым атрибутом одной или нескольких заменяющих поверхностей (элементов).
3.1.38 профиль резьбы: Профиль выступа и впадины резьбы в плоскости осевого сечения резьбы.
5
ГОСТ 34854—2022
3.1.39 расчетная модель для анализа результатов координатных измерений: Часть методики координатных измерений, содержащая данные о методах аппроксимации, расчетных алгоритмах и формулах, математически описывающая взаимосвязь координат измеренных точек с определяемыми линейно-угловыми параметрами.
3.1.40 реальная геометрия детали: Геометрия детали, образованная реальными элементами (поверхностями).
3.1.41 резьбовое соединение: Соединение двух деталей с помощью резьбы, в которой одна из деталей имеет наружную резьбу, другая — внутреннюю.
3.1.42 резьбовой конический калибр-пробка [кольцо]: Калибр, предназначенный для комплексной оценки влияния совокупности геометрических параметров резьбового соединения на возможность свинчивания с сопрягаемой деталью.
Примечания
1 Количественную оценку осуществляют в соответствии с величиной натяга, предельные значения которого указаны в НД на резьбовое соединение.
2 Рабочий резьбовой конический калибр непосредственно используют для контроля резьбовых соединений труб и муфт нефтяной и газовой промышленности.
3 Контрольный резьбовой конический калибр предназначен для комплексной оценки состояния рабочего калибра при их свинчивании друг с другом. Оценку степени износа рабочего калибра и возможности его дальнейшего использования проводят сравнением действительного значения величины натяга с предельными значениями натяга для обеспечения взаимозаменяемости, заданными в НД на резьбовое соединение или на калибр.
4 В зависимости от требований НД на резьбовое соединение или на калибр в систему передачи натяга для обеспечения взаимозаменяемости могут входить эталонные (образцовые) резьбовые конические калибры более высокого уровня.
3.1.43 стратегия координатных измерений: Часть методики координатных измерений, содержащая данные о числе точек, координаты которых необходимо измерить, схему их расположения на контролируемых поверхностях и последовательность обхода при измерении.
3.1.44 узлы координатных перемещений: Подвижные узлы координатной измерительной машины (прибора, системы), реализующие заданную (прямоугольную, сферическую или цилиндрическую) систему координат, в которой проводят измерения, и оказывающие непосредственное влияние на точность процесса измерений.
3.1.45 угол уклона резьбы: Угол между линией среднего, наружного или внутреннего диаметра резьбы и осью резьбы.
3.1.46 шаг резьбы: Расстояние по линии, параллельной оси резьбы между одноименными точками ближайших одноименных боковых сторон резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
3.2 В настоящем стандарте применены следующие сокращения:
ДИП — двухкоординатный измерительный прибор;
ИГ — измерительная головка;
ИН — измерительный наконечник;
ИПКК — измерительная плоскость конусного калибра;
КИМ — координатная измерительная машина;
КИО — координатное измерительное оборудование;
КИП — координатный измерительный прибор;
КИС — координатная измерительная система;
КПМД — концевые плоскопараллельные меры длины;
КЭ — контактный элемент;
МИ — многооборотный индикатор;
МКИ — методика координатных измерений;
НД — нормативные документы;
ПБ — прибор для проверки изделий на биение в центрах;
ПИ — плоскость измерения;
ПО — программное обеспечение;
САПР — система автоматизированного проектирования;
СИ — средства измерений;
СКМ — система координат машины;
УИМ — универсальный измерительный микроскоп.
6
ГОСТ 34854—2022
4 Операции и средства измерений
4.1 Погрешность измерений
СИ геометрических параметров калибров выбирают таким образом, чтобы их погрешность не превышала 30 % поля допуска параметра, указанного в НД на калибры.
4.2 Перечень операций и средств измерений
При проведении измерений выполняют операции и применяют СИ, указанные в таблице 1.
Если для измеряемого геометрического параметра в таблице 1 приведено несколько рекомендуемых СИ, то допускается использовать любое из них.
Таблица 1 — Операции и средства измерений
Наименование операции | ф Р Нг £ р ш О. о Ч > Го X н х го , н £ £ ° н го О 5 | Средство измерения и его метрологические характеристики | Обязательность проведения операции | |
до ввода в эксплуатацию | в процессе эксплуатации | |||
Внешний осмотр | 8.1 | — | Да | Да |
Определение шероховатости поверхности | 8.2 | Образцы шероховатости поверхности (сравнения) по ГОСТ 9378. Профилограф-профилометр по ГОСТ 19300, предел допускаемой погрешности 5 % | Да | Нет |
Определение длины и второстепенных элементов калибров | 8.3 | Штангенглубиномер ШГЦ — 0,01 класса точности 1 по ГОСТ 162. Плита поверочная класса точности 1 по ГОСТ 10905. Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197. Индикатор часового типа ИЧ10 класса точности 1 по ГОСТ 577. УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013 | Да | Нет |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
Определение наружного диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок | 8.4 | УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013. Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197 или спецштатив (приложение Д). Плита поверочная класса точности 1 по ГОСТ 10905. Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. Линейка синусная класса точности 2 по ГОСТ 4046. Ролики измерительные класса точности 1 по ГОСТ 2475. Прибор 481К (481 КМ) (приложение Б) | Да | Да* |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
7
ГОСТ 34854—2022
Продолжение таблицы 1
Наименование операции | i р 5 го И го X £ £ Q. О Ч го i Hiro , н £ £ ° Н ГО О 2 | Средство измерения и его метрологические характеристики | Обязательность проведения операции | |
ДО ввода в эксплуатацию | в процессе эксплуатации | |||
Определение внутреннего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок | 8.5 | УИМ (приложение А) или ДИП. Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197 или спецштатив (приложение Д). Плита поверочная класса точности 1 по ГОСТ 10905. Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. Линейка синусная класса точности 2 по ГОСТ 4046. Проволочки и ролики измерительные класса точности 1 по ГОСТ 2475. Прибор 481К (481 КМ) (приложение Б) | Да | Да* |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
Определение среднего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок | 8.6 | УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013. Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197 или спецштатив (приложение Д). Плита поверочная класса точности 1 по ГОСТ 10905. Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. Линейка синусная класса точности 2 по ГОСТ 4046. Проволочки и ролики измерительные класса точности 1 по ГОСТ 2475. Прибор 481К (481 КМ) (приложение Б) | Да | Да |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
Определение шага резьбы калибров-пробок | 8.7 | УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013. Отливка (слепок) (приложение Е). Приспособление для установки отливки в центрах микроскопа (приложение Е). Прибор 481К (481 КМ) (приложение Б) | Да | Нет |
Определение шага резьбы калибров-пробок | 9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г). Контурограф (приложение Ж) или НИИК-890 (приложение А) | Да | Нет |
8
ГОСТ 34854—2022
Продолжение таблицы 1
Наименование операции | <Ь р х £ га Ч I н га га , н ?® ° О 5 | Средство измерения и его метрологические характеристики | Обязательность проведения операции | |
до ввода в эксплуатацию | в процессе эксплуатации | |||
Определение геометрических параметров элементов профиля резьбы калибров-пробок [высота, углы наклона и прямолинейность бо-ковых сторон резьбы, срез вершины, ширина и симметричность канавки во впадине резьбы, ширина вершины (ширина выступа резьбы по средней линии), ширина впадины (ширина канавки резьбы по средней линии), радиусы скруглений, фаски] | 8.8 | УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013. Отливка (слепок) (приложение Е). Приспособление для установки отливки в центрах микроскопа (приложение Е) | Да | Да** |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г). Контурограф (приложение Ж) или НИИК-890 (приложение А) | |||
Определение перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности | 8.9 | Прибор для проверки изделий на биение в центрах ПБ-500М (приложение И), погрешность измерений ±0,012 мм. Приспособление БВ-812 (приложение К). Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013 | Да | Нет |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
Определение шага резьбы калибров-колец | 8.10 | УИМ (приложение А) или ДИП. Отливка (слепок) (приложение Е). Приспособление для установки отливки в центрах микроскопа (приложение Е). Прибор 481К (481 КМ) (приложение Б) | Да | Нет |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г). Контурограф (приложение Ж) или НИИК-890 (приложение А) | |||
Определение геометрических параметров элементов профиля резьбы калибров-колец [высота, углы наклона и прямолинейность боковых сторон резьбы, срез вершины, ширина и симметричность канавки во впадине резьбы, ширина вершины (ширина выступа резьбы по средней линии), ширина впадины (ширина канавки резьбы по средней линии), радиусы скруглений, фаски] | 8.11 | УИМ (приложение А) или ДИП. Отливка (слепок) (приложение Е). Приспособление для установки отливки в центрах микроскопа (приложение Е) | Да | Да** |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г). Контурограф (приложение Ж) или НИИК-890 (приложение А) | |||
9
ГОСТ 34854—2022
Продолжение таблицы 1
Наименование операции | i р 5 го И го х £ £ о. о q го i Hiro ^ Н £ £ ° Н ГО О 2 | Средство измерения и его метрологические характеристики | Обязательность проведения операции | |
ДО ввода в эксплуатацию | в процессе эксплуатации | |||
Определение конусности и прямолинейности образующей конуса резьбы калибров-колец | 8.12 | Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197 или спецштатив (приложение Д). Плита поверочная класса точности 1 по ГОСТ 10905. Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. Линейка синусная класса точности 2 по ГОСТ 4046. Прибор 481К (481 КМ) (приложение Б) | Да | Да |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
Определение внутреннего диаметра резьбы калибров-колец | 8.13 | УИМ (приложение А) или ДИП. Отливка (слепок) (приложение Е). Приспособление для установки отливки в центрах микроскопа (приложение Е) | Да | Нет |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г). Контурограф (приложение Ж) | |||
Определение диаметра, овальности, конусности, прямолинейности образующей конуса гладких калибров-пробок | 8.14 | УИМ (приложение А) или ДИП. Ножи измерительные по ГОСТ 7013. Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197 или спецштатив (приложение Д). Плита поверочная класса точности 1 по ГОСТ 10905. Ролики измерительные класса точности 1 по ГОСТ 2475. Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. Линейка синусная класса точности 2 по ГОСТ 4046. Прибор 481К (481 КМ) (приложение Б) | Да | Да |
9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | |||
Определение конусности, прямолинейности образующей конуса гладких калибров-колец | 8.15 | Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197 или спецштатив (приложение Д). Плита поверочная класса точности 1 по ГОСТ 10905. Головка измерительная ИГ по ГОСТ 18833 или МИГ по ГОСТ 9696. Линейка синусная класса точности 2 по ГОСТ 4046. Прибор 481К (481 КМ) (приложение Б) | Да | Да |
10
ГОСТ 34854—2022
Окончание таблицы 1
Наименование операции | <Ь р го х £ га ГО X Н х Го , Н ?® ° О 5 | Средство измерения и его метрологические характеристики | Обязательность проведения операции | |
до ввода в эксплуатацию | в процессе эксплуатации | |||
Определение конусности, прямолинейности образующей конуса гладких калибров-колец | 9 | Прибор 481 КМ2 (приложение Б). КИМ (приложение В). Прибор НИИК-483 или НИИК-485 (приложение Г) | Да | Да |
Определение натягов резьбовых и гладких калибров | 8.16 | Штангенглубиномер ШГЦ-0,01 класса точности 1 по ГОСТ 162. Глубиномер индикаторный по ГОСТ 7661. Меры длины концевые плоскопараллельные класса точности 2 по ГОСТ 9038. Штатив Ш-1 по ГОСТ 10197. Плита поверочная класса точности 1 по ГОСТ 10905. Индикатор часового типа ИЧ10 класса точности 1 по ГОСТ 577. Ключ динамометрический предельный с диапазоном измерения 0—120 Нм. Приспособление с падающим грузом (приложение Л) | Да | Да |
* В процессе эксплуатации допускается не проводить определение наружного и внутреннего диаметров резьбы калибров-пробок с треугольным профилем и наружного диаметра в основной плоскости резьбы калибров-пробок с трапецеидальным профилем. ** В процессе эксплуатации допускается не проводить определения среза вершины, ширины и симметричности канавки во впадине резьбы, ширины вершины (ширины выступа резьбы по средней линии), ширины впадины (ширины канавки резьбы по средней линии), радиусов скруглений, фасок. Примечания 1 Допускается проводить измерения с использованием других средств измерений, обеспечивающих необходимую точность измерений. 2 Овальность по наружному, среднему или внутреннему диаметру резьбы калибра определяют в том случае, если данный параметр указан в НД на калибры (для разрабатываемых новых корпоративных резьб). | ||||
5 Условия проведения измерений
5.1 Измерения геометрических параметров резьбовых и гладких калибров проводят в следующих условиях:
- температура окружающей среды: 20 °C, с допускаемыми отклонениями температуры в процессе измерений, указанными в таблице 2;
- относительная влажность воздуха — не более 80 %.
Таблица 2 — Допускаемые отклонения температуры окружающей среды в процессе измерений
Диаметр калибра, мм | Допускаемое отклонение температуры от 20 °C, °C | |
Рабочий калибр | Контрольный калибр | |
До 30 включ. | ±8,0 | ±6,0 |
Св. 30 до 80 включ. | ±6,0 | ±4,0 |
Св. 80 до 180 включ. | ±4,0 | ±3,0 |
Св. 180 до 360 включ. | ±4,0 | ±2,0 |
Св. 360 до 600 включ. | ±3,0 | ±1,5 |
5.2 Измерения геометрических параметров калибров осуществляет специально обученный персонал.
11
ГОСТ 34854—2022
6 Требования безопасности
6.1 При подготовке к проведению измерений и в процессе измерений необходимо соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, и правила электробезопасности.
6.2 В том помещении, где проводят измерения, запрещается использовать открытый огонь и применять электронагревательные приборы.
6.3 Вещества, используемые для удаления смазки, необходимо хранить в таре с плотно закрытой крышкой. В том помещении, где проводят промывку бензиносодержащими веществами, должны быть соответствующие предупредительные знаки.
7 Подготовка к выполнению измерений
Перед проведением измерений калибры зачищают от острых кромок и заусенцев, препятствующих проведению измерений, промывают бензиносодержащим веществом (нефрасом по ГОСТ 8505, авиационным бензином по ГОСТ 1012 или уайт-спиритом по ГОСТ 3134) или очищают ультразвуковым методом по НД государств, проголосовавших за принятие настоящего стандарта*, протирают чистой хлопчатобумажной салфеткой по ГОСТ 29298 и выдерживают в том помещении, где проводят измерения на металлической плите или деревянном столе не менее срока, указанного в таблице 3.
Таблица 3 — Время выдержки измеряемых калибров
Диаметр калибра, мм | Время выдержки на металлической плите | Время выдержки на деревянном столе | ||||
Рабочий калибр | Контрольный калибр | Рабочий калибр | Контрольный калибр | |||
Калибр-пробка | Калибр-кольцо | Калибр-пробка | Калибр-кольцо | |||
До 30 включ. | 50 мин | 1,0 ч | 50 мин | 50 мин | 1,0ч | 50 мин |
Св. 30 до 80 включ. | 2,0 ч | 1,5 ч | 2,5 ч | 2,5 ч | 2,0 ч | 3,0 ч |
Св. 80 до 180 включ. | 3 ч 20 мин | 2,5 ч | 5,0 ч | 5,0 ч | 3,5 ч | 6,5 ч |
Св. 180 до 360 включ. | 5,5 ч | 4,0 ч | 7,0 ч | 7,0 ч | 5,0 ч | 9,0 ч |
Св. 360 до 600 включ. | 8,5 ч | 4,0 ч | 10,0 ч | 10,0ч | 5,0 ч | 12,0 ч |
Примечание — Время выдержки указано для тех случаев, когда температура калибра перед выдержкой отличается от температуры помещения не более чем на ±5 °C. При разности температур до ±10 °C выдержка должна быть увеличена в 1,5 раза.
8 Проведение измерений
8.1 Внешний осмотр
При проведении внешнего осмотра проверяют соответствие калибров следующим требованиям:
- маркировка калибров должна быть четкой;
- на рабочих поверхностях и измерительных плоскостях новых калибров не должно быть рисок, трещин, забоин, следов коррозии. В процессе эксплуатации допускаются следы зачистки дефектов, не нарушающих эксплуатационных качеств калибров;
- на рабочих поверхностях контрольных калибров допускаются следы припасовки;
- на нерабочих поверхностях калибров допускаются незначительные забоины, риски, неравномерность хромового покрытия и наличие следов крепления, не нарушающих эксплуатационных качеств калибров;
- первые витки резьбы калибра должны быть срезаны до полной ширины витка и притуплены в соответствии с НД на калибры.
8.2 Определение шероховатости поверхности
8.2.1 Шероховатость рабочих поверхностей и ИПКК гладких и резьбовых калибров проверяют методом сравнения с образцами шероховатости поверхности.
* В Российской Федерации действует ОСТ 92-1118 «Очистка деталей от загрязнений с применением ультразвука. Требования к типовым технологическим процессам».
12
ГОСТ 34854—2022
8.2.2 Шероховатость рабочих поверхностей и ИПКК гладких и резьбовых калибров определяют с использованием контактного профилографа-профилометра по ГОСТ 19300.
8.2.3 Параметры шероховатости Ra не должны превышать значений, установленных в НД на калибры.
8.3 Определение длины и второстепенных элементов калибров
8.3.1 Определение длины калибров с использованием КПМД или штангенглубиномера
Определение длины контрольных и рабочих калибров-пробок и калибров-колец в зависимости от конструкции проводят по одной из схем, приведенных на рисунке 1, не менее чем в четырех точках, расположенных на расстоянии от 3 до 5 мм от края торца и равномерно распределенных по диаметру в ИПКК.

1 — поверочная плита; 2 — калибр; 3 — штангенглубиномер; 4 — блок КПМД; 5 — штатив с индикатором
Рисунок 1 — Схемы определения длины калибра
Определение длины контрольных и рабочих калибров-пробок без фланца и калибров-колец проводят, установив калибр малым торцом на поверочную плиту, с применением штангенглубиномера, как показано на рисунке 1а, или индикатора, закрепленного на штативе, и блока КПМД, как показано на рисунке 16.
Определение длины с использованием штангенглубиномера проводят следующим образом: штангенглубиномер настраивают на ноль на поверхности плиты, затем одну из опорных поверхностей плотно, без перекоса, устанавливают на торец калибра, штангу опускают на поверхность плиты, за измеренную величину длины калибра принимают показания на цифровом табло штангенглубиномера.
Определение длины с использованием индикатора проводят следующим образом: набирают блок КПМД размером, равным номинальной длине калибра; КЭ ИН, закрепленного на штативе, устанавливают на блок КПМД, индикатор настраивают на ноль; затем КЭ ИН устанавливают на торец калибра, со шкалы индикатора снимают показание. Измеренная величина длины калибра складывается из размера блока КПМД и показаний индикатора.
Определение длины контрольных и рабочих калибров-пробок с фланцем проводят методом подбора блока КПМД (см. рисунок 1в). Размер блока КПМД подбирают таким образом, чтобы блок КПМД без просвета, с небольшим натягом, устанавливался к ИПКК. За измеренную величину длины калибра принимают подобранный размер блока КПМД.
13
ГОСТ 34854—2022
За действительное значение длины калибра принимают среднее арифметическое из четырех измерений. При этом длина калибра в каждой проверяемой точке должна соответствовать значениям, установленным в НД на калибры.
8.3.2 Определение длины калибров-пробок с использованием УИМ или ДИП
8.3.2.1 Определение длины контрольных и рабочих калибров-пробок с использованием универсального микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП рекомендуется для калибров диаметром не более 90 мм.
8.3.2.2 Для определения длины калибр устанавливают в центрах микроскопа таким образом, чтобы малый торец калибра находился справа. Измерительный нож подводят к изделию так, чтобы между контуром изделия и лезвием ножа оставался узкий параллельный просвет. Затем приводят лезвие ножа в полное соприкосновение с измеряемой поверхностью: сначала с малым торцом, затем с ИПКК, без просвета, по всей длине лезвия ножа. Во избежание повреждения лезвия измерительного ножа не допускается перемещение ножа, придвинутого к поверхности калибра.
8.3.2.3 Визирную систему микроскопа фокусируют на резкость изображения риски ножа, при этом колонка визирной системы должна быть установлена в вертикальное положение, что соответствует нулевому показанию шкалы наклона колонки. Данную фокусировку нарушать не допускается. Риску ножа совмещают с соответствующей пунктирной линией штриховой сетки микроскопа, при этом средняя пунктирная линия штриховой сетки должна находиться в месте соприкосновения ножа с измеряемой поверхностью, а перекрестье — на расстоянии от 3 до 5 мм от края торца. Наведение линий штриховой сетки и снятие отсчетов выполняют в соответствии с инструкцией на микроскоп.
8.3.2.4 Длину калибра определяют по разности отсчетов отсчетного устройства продольного перемещения. Измерения выполняют три раза и вычисляют среднее арифметическое значение. Аналогичные измерения проводят на противоположной стороне калибра.
8.3.2.5 Измерения проводят в двух осевых сечениях калибра под углом 90°. За действительное значение длины калибра принимают среднее арифметическое из четырех измерений (по два измерения в каждом осевом сечении). При этом длина калибра в каждом осевом сечении с каждой стороны калибра должна соответствовать значениям, установленным в НД на калибры.
8.3.3 Определение размеров второстепенных элементов калибров
Определение размеров второстепенных элементов калибров: длины резьбы (для резьбовых калибров), длины рабочей поверхности (для гладких калибров), диаметра и длины фланца калибров-пробок, диаметра и ширины проточки калибров-пробок, диаметра и глубины выточки калибров-колец проводят универсальными СИ, обеспечивающими необходимую точность измерений, в соответствии с утвержденной методикой на эти СИ.
8.4 Определение наружного диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок
8.4.1 Общие требования
8.4.1.1 Определение наружного диаметра и овальности по наружному диаметру резьбы калибров-пробок проводят в плоскости, заданной в НД на калибры, основной плоскости или плоскости малого торца.
8.4.1.2 Если наружный диаметр резьбы в основной плоскости или в плоскости малого торца измерить невозможно (в заданом сечении отсутствуют витки резьбы или выступы резбы имеют неполный профиль), измерения проводят в ПИ, которая максимально близко расположена к плоскости, заданной в НД на калибры, и в которой витки резьбы имеют полный профиль.
8.4.1.3 Отклонения наружного диаметра резьбы от номинального значения и отклонения конусности по наружному диаметру резьбы, отклонения от прямолинейности образующей конуса по линии наружного диаметра резьбы не должны превышать предельных значений, установленных в НД на калибры.
8.4.2 Определение наружного диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы с использованием УИМ или ДИП
8.4.2.1 Определение наружного диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок проводят с использованием универсального микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП рекомендуется для калибров диаметром не более 90 мм.
14
ГОСТ 34854—2022
8.4.2.2 Определение наружного диаметра резьбы калибров-пробок с треугольным и трапецеидальным профилями проводят на микроскопе, с/без применения прямых измерительных ножей.
При измерениях на микроскопе без применения измерительных ножей фокусировку визирной системы микроскопа проводят по плоскости осевого сечения центров с применением измерительных ножей — по риске ножа, как описано в 8.3.2.3. Фокусировка должна быть неизменна в процессе измерения.
8.4.2.3 Для определения наружного диаметра резьбы калибр устанавливают в центрах микроскопа таким образом, чтобы малый торец калибра находился справа. Среднюю пунктирную линию штриховой сетки при установленной на ноль угломерной шкале совмещают с образующей ИПКК или соответствующую пунктирную линию штриховой сетки — с риской измерительного ножа. Если образующая ИПКК не параллельна штриховой линии сетки, то снимают два отсчета в точках, расположенных на противоположных сторонах калибра на одинаковом расстоянии от края торца, и вычисляют среднее арифметическое значение, относительно которого по отсчетному устройству продольного перемещения откладывают расстояние а, которое является расстоянием от измерительной до основной плоскости калибра.
8.4.2.4 При проведении измерений в ПИ значение наружного диаметра резьбы калибра в основной плоскости или в плоскости малого торца вычисляют с учетом действительного расстояния между ПИ и основной плоскостью или плоскостью малого торца.
8.4.2.5 Среднюю пунктирную линию штриховой сетки совмещают с линией вершин профиля резьбы или соответствующую пунктирную линию штриховой сетки совмещают с риской измерительного ножа на одной стороне калибра и снимают отсчет по отсчетному устройству. Затем поперечным перемещением устанавливают среднюю пунктирную линию штриховой сетки по линии вершин профиля резьбы или соответствующую пунктирную линию штриховой сетки по риске измерительного ножа на противоположной стороне калибра и снимают отсчет по отсчетному устройству. Наружный диаметр резьбы в основной плоскости определяют по разности отсчетов отсчетного устройства поперечного перемещения. Измерения выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
8.4.2.6 Одновременно с определением наружного диаметра резьбы в основной плоскости или в плоскости малого торца определяют овальность как наибольшую разность наружных диаметров резьбы в основной плоскости или в плоскости малого торца, измеренных в осевых сечениях, расположенных под углом 90°.
8.4.2.7 Конусность по наружному диаметру резьбы определяют на длине резьбы калибра с учетом требований НД на калибры. Для этого измеряют наружный диаметр резьбы d в двух плоскостях: одна плоскость расположена на расстоянии L1 от малого торца калибра (крайний виток или один-полтора витка от малого торца калибра), вторая — на расстоянии L2 от малого торца (крайний виток или один-полтора витка от большего торца калибра).
Действительное значение конусности резьбы Кд рассчитывают по формуле
К
д
dL2~d^
(1)
где dL — действительное значение наружного диаметра на расстоянии L2 от малого торца калибра, мм;
dL — действительное значение наружного диаметра на расстоянии L1 от малого торца калибра, 1 мм;
(L2 ~ Ц)д — действительное значение длины резьбы, на которой определяют конусность, мм.
При оценке результатов измерений полученную разность наружных диаметров резьбы dL - dL сравнивают с номинальной разностью наружных диаметров резьбы.
Отклонение разности диаметров резьбы ЛК рассчитывают по формуле
АК = LH • (Кд - К), (2)
где LH — номинальное значение длины резьбы, на которой определены отклонения конусности в НД на калибры, мм;
Кд — действительное значение конусности резьбы;
К — номинальное значение конусности резьбы.
8.4.2.8 Определение отклонения от прямолинейности образующей конуса по линии наружного диаметра резьбы проводят путем совмещения средней пунктирной линии штриховой сетки с линией
15
ГОСТ 34854—2022
вершин профиля резьбы (при измерении без применения измерительных ножей) или соответствующей пунктирной линии штриховой сетки с риской измерительного ножа (при измерении с применением измерительных ножей). Показания снимают по отсчетному устройству поперечного перемещения микроскопа в трех точках: у малого торца, у большего торца и по середине длины резьбы калибра.
Отклонение от прямолинейности Af рассчитывают по формуле
"^з-ГТ'^з-М' (3)
где 83 — показание отсчетного устройства поперечного перемещения микроскопа по середине длины резьбы калибра, мм;
62 — показание отсчетного устройства поперечного перемещения микроскопа у большего торца калибра, мм;
81 — показание отсчетного устройства поперечного перемещения микроскопа у малого торца калибра, мм;
L2 — расстояние от малого торца до ПИ у большего торца (крайние витки с полным профилем), мм;
L1 — расстояние от малого торца до ПИ у малого торца (крайние витки с полным профилем), мм;
L3 — расстояние от малого торца до ПИ по середине резьбы калибра, мм.
Показание отсчетного устройства поперечного перемещения 81 принимают за начало отсчета отклонений при снятии показаний 32 и 83.
Измерения проводят в двух осевых сечениях калибра под углом 90°.
8.4.3 Определение наружного диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы с использованием синусной линейки
8.4.3.1 Определение наружного диаметра резьбы, овальности, конусности по наружному диаметру резьбы, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок с использованием синусной линейки рекомендуется для калибров-пробок диаметром от 38 до 508 мм.
8.4.3.2 Синусную линейку, снабженную упорной планкой, устанавливают на поверочную плиту. Под ролик синусной линейки, расположенный с противоположной стороны от упорной планки, подкладывают блок КПМД размером В, рассчитанным по формуле
В = Lp ■ sin 2(р, (4)
где Lp — действительное расстояние между осями роликов синусной линейки, мм;
(р — угол уклона резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
Измерение наружного диаметра резьбы калибра выполняют с применением ИГ, закрепленной на штативе (см. рисунок 2). При измерении калибров-пробок большого диаметра используют спецштатив для ИГ, приведенный в приложении Д.
8.4.3.3 Для определения наружного диаметра резьбы калибр устанавливают на синусную линейку таким образом, чтобы с упором синусной линейки контактировала измерительная плоскость калибра-пробки (см. рисунок 2). Для установки калибров-пробок, которые имеют фланец с ИПКК, расположенной на внутренней его поверхности, в синусной линейке необходимо предусмотреть паз, куда будет помещен фланец калибра.
Для предотвращения смещения при измерениях калибр закрепляют прижимом к поверхности линейки и упорной планке без просветов и перекосов. Схема установки калибра-пробки с фланцем и конструкция синусной линейки приведены в приложении Н.
8.4.3.4 На синусную линейку со стороны малого торца калибра, без касания к нему, устанавливают два блока КПМД размером Вм каждый. На блоки КПМД плотно к торцу калибра без перекоса укладывают ролик, действительный диаметр которого соответствует dp в формуле (5) и равен от 10 до 20 мм. Образующая ролика должна касаться малого торца калибра.
Примечание — Допускается укладывать ролик на один блок КПМД размером Вм.
16
ГОСТ 34854—2022

Рисунок 2 — Схема установки калибра на синусную линейку при определении наружного диаметра резьбы
Размер Вм блока КПМД под ролик рассчитывают по формуле
ем = ^.мт ' cos (р - с/р(1 + sin ф), (5)
где ф — угол уклона резьбы, град;
с/р — действительный диаметр ролика, мм;
°н мт — номинальный наружный диаметр резьбы в плоскости малого торца калибра, заданный в НД на калибры или вычисляемый по формуле
^н.м.т ~ ^Н.О.П ~ (^Д ~ а) ' К, (6)
где с/ноп — номинальный наружный диаметр резьбы в основной плоскости, мм;
LR — действительная длина калибра, определенная согласно 8.3, мм;
а — расстояние от измерительной до основной плоскости калибра, мм;
К — номинальное значение конусности резьбы.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
8.4.3.5 Вначале КЭ ИН ИГ, закрепленной на штативе, устанавливают на ролик, ИГ настраивают на ноль, затем КЭ ИН ИГ располагают на вершину витка у большего (максимально приближенного к основной плоскости) или малого торца калибра, со шкалы ИГ снимают показание.
Действительный наружный диаметр резьбы в основной плоскости или в плоскости малого торца определяют, прибавляя или отнимая (в зависимости от знака показаний) полученное показание к значению номинального наружного диаметра резьбы в основной плоскости с/н 0 п или в плоскости малого тоРЦа d„ M i-
Если показание ИГ на калибре будет больше, чем на ролике, то его прибавляют к значению номинального наружного диаметра резьбы. Если показание на ролике будет больше, чем на калибре, то его отнимают от значения номинального наружного диаметра резьбы.
Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
Одновременно с определением наружного диаметра резьбы на синусной линейке с одной установки проводят определение конусности по наружному диаметру резьбы, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок.
8.4.3.6 Одновременно с определением наружного диаметра резьбы в основной плоскости или в плоскости малого торца определяют овальность как наибольшую полуразность наружных диаметров
17
ГОСТ 34854—2022
резьбы в основной плоскости или в плоскости малого торца, измеренных в осевых сечениях, расположенных под углом 90°.
8.4.3.7 Конусность (разность диаметров) определяют по разности показаний ИГ при контакте ее наконечника с наружным диаметром резьбы калибра у большего и малого торцов. Разность диаметров определяют на длине резьбы, указанной в НД на калибры.
Разность показаний ИГ у большего и малого торцов характеризует отклонение конусности (разности диаметров). Если показание ИГ более у малого торца, то значение отклонения конусности следует считать со знаком «минус», если показание ИГ более у большего торца, то значение отклонения конусности — со знаком «плюс».
8.4.3.8 При определении отклонения от прямолинейности образующей конуса по линии наружного диаметра резьбы КЭ ИН ИГ контактирует непосредственно с наружным диаметром резьбы калибра в плоскостях, расположенных у большего, малого торцов и по середине длины резьбы, указанной в НД на калибры.
Отклонение от прямолинейности Доопределяют как разность между показанием в средней точке (по середине резьбы калибра) и полусуммой показаний в крайних точках (у большего и малого торцов) по формуле
дг = 53-^фц (7)
где 83 — показание (с учетом знака) ИГ по середине резьбы калибра;
61 — показание (с учетом знака) ИГ у малого торца калибра, мм;
§2 — показание (с учетом знака) ИГ у большего торца калибра, мм.
Показание ИГ 51 принимают за начало отсчета отклонений при снятии показаний 32 и 63.
Измерения проводят в двух осевых сечениях калибра под углом 90°.
8.4.4 Определение конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы с использованием прибора 481К (481 КМ)
8.4.4.1 Определение конусности по наружному диаметру резьбы, прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок проводят с использованием прибора 481К (приложение Б) или аналогичного по принципу измерения.
8.4.4.2 Определение конусности, прямолинейности образующей конуса по линии наружного диаметра резьбы на приборе 481К (481 КМ) выполняют по образующим, располагаемым горизонтально (параллельно линии измерения прибора), с помощью синусного устройства прибора.
8.4.4.3 Для определения конусности по наружному диаметру резьбы, поставив предметную плиту горизонтально, устанавливают на нее контролируемый калибр большим торцом к плите. Калибр центрируют и закрепляют на предметной плите прибора. С помощью рукоятки поворачивают предметную плиту с установленным калибром в вертикальное положение и стопорят плиту фиксатором, при этом ось калибра занимает горизонтальное положение. Для придания горизонтального положения каждой (верхней и нижней) образующей конуса калибра применяют блоки КПМД, размер которых рассчитывают по формулам:
61 = ^"^пл ’ sin Ф- (8)
В2 = В0 + ^пл ’ sin Ф- (9)
где Вр В2 — размеры установочных блоков КПМД для синусного устройства прибора, мм;
Во — размер нулевого блока КПМД (плоскость предметной плиты вертикальная), мм;
Гпл — действительная длина плеча синусного устройства прибора, мм;
(р — угол уклона резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
На опорный столик помещают опорную плитку и устанавливают на нее по краям блоки КПМД размером В^ и В2. Придерживая синусное устройство одной рукой, другой рукой отпускают фиксатор и подводят под опору синусного устройства один из блоков КПМД.
8.4.4.4 КЭ ИН, выбранный из условия свободного касания по наружному диаметру калибра-проб-ки (по вершинам профиля резьбы), устанавливают в гнездо измерительного рычага. Порядок установки 18
ГОСТ 34854—2022
калибра и обхода точек при контроле конусности и прямолинейности образующей конуса — в соответствии с НД на прибор.
Для измерений по нижней образующей измерительное усилие рычага ставят в верхнее положение. Блок КПМД под синусным устройством должен быть таким, чтобы положение нижней образующей калибра было горизонтальным. Опускают каретку таким образом, чтобы измерительный рычаг свободно проходил под калибром ближе к нижней образующей. Вводят КЭ измерительного рычага в контакт с поверхностью калибра по наружному диаметру и поднимают каретку до тех пор, пока стрелка правой МИ не сделает два полных оборота.
Для измерений по верхней образующей измерительное усилие рычага переводят в нижнее положение и отводят измерительный рычаг от калибра. Для придания верхней образующей конуса калибра горизонтального положения меняют блок КПМД под синусным устройством на соответствующий. Поднимают каретку и подводят КЭ измерительного рычага к верхней образующей измеряемой поверхности калибра. Устанавливают КЭ ИН на измеряемую поверхность и опускают каретку, пока стрелка левой МИ сделает два полных оборота.
При обходе точек нижней и верхней образующих для определения отклонения конусности фиксируют показания в двух точках на каждой образующей: у малого и у большего торца калибра. Для определения прямолинейности образующей конуса фиксируют показания в трех точках на одной образующей: у малого торца, в середине резьбы калибра и у большего торца.
Длину, на которой проводят измерение отклонения конусности, определяют либо по числу витков между плоскостями измерения у большего и малого торцов, умноженных на номинальный шаг резьбы калибра, либо измерительным устройством прибора горизонтального перемещения при его наличии.
Разность показаний измерительного устройства у большего и малого торцов характеризует отклонение конусности (разности диаметров). Если показание измерительного устройства более у малого торца, то значение отклонения конусности следует считать со знаком «минус», если показание измерительного устройства более у большего торца, то значение отклонения конусности — со знаком «плюс».
Измерение выполняют три раза по каждой (верхней и нижней) образующей конуса и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
Отклонение от номинального значения конусности ЛК калибра-пробки при неавтоматизированных измерениях рассчитывают по формуле
ЛК = [(^-h^) + (h4-h3)] • cos ср, (10)
где h2 — показание ИГ у меньшего торца на нижней образующей (с учетом знака);
Л1 — показание ИГ у большего торца на нижней образующей (для облегчения расчетов допускается установка ИГ на ноль);
h4 — показание ИГ у меньшего торца на верхней образующей (с учетом знака);
h3 — показание ИГ у большего торца на верхней образующей (для облегчения расчетов допускается установка ИГ на ноль);
Ф — угол уклона резьбы, град.
При выполнении измерений на приборе, оснащенном электронным отсчетным устройством с автоматическим определением параметра, отклонение от номинального значения конусности калибра-пробки определяют непосредственно по отсчетному устройству прибора.
8.4.4.5 Одновременно с определением конусности (разности диаметров) по наружному диаметру резьбы с одной установки проводят определение прямолинейности образующей конуса по линии наружного диаметра резьбы калибров-пробок в соответствии с 8.4.3.8.
При выполнении измерений на приборе, оснащенном электронным отсчетным устройством с автоматическим определением параметра, отклонение от прямолинейности образующей конуса калибра-пробки определяют непосредственно по отсчетному устройству прибора.
8.5 Определение внутреннего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок
8.5.1 Общие требования
8.5.1.1 Определение внутреннего диаметра и овальности по внутреннему диаметру резьбы проводят в основной плоскости для калибров-пробок с треугольным и трапецеидальным профилями.
19
ГОСТ 34854—2022
Примечание — Определение внутреннего диаметра и овальности по внутреннему диаметру резьбы для калибров-пробок с треугольным профилем проводят только с использованием УИМ или ДИП.
8.5.1.2 Если внутренний диаметр резьбы в основной плоскости измерить невозможно (плоскость расположена вне резьбы), измерения проводят в плоскости резьбы с полным профилем (ПИ), максимально приближенной к основной плоскости, заданной в НД на калибры.
8.5.1.3 Отклонения внутреннего диаметра резьбы от номинального значения и отклонения конусности по внутреннему диаметру резьбы, отклонения от прямолинейности образующей конуса по линии внутреннего диаметра резьбы не должны превышать предельных значений, установленных в НД на калибры.
8.5.2 Определение внутреннего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии внутреннего диаметра резьбы с использованием УИМ или ДИП
8.5.2.1 Определение внутреннего диаметра резьбы, овальности и конусности по внутреннему диаметру резьбы калибров-пробок с использованием универсального микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП рекомендуется для калибров диаметром не более 90 мм.
8.5.2.2 Определение внутреннего диаметра резьбы проводят проекционным (теневым) методом, фокусировку визирной системы микроскопа — по плоскости осевого сечения центров. Фокусировка должна быть неизменной в процессе измерения.
8.5.2.3 Установку калибра и определение положения основной плоскости или ПИ проводят аналогично указанному в 8.4.2.3.
8.5.2.4 При проведении измерений в ПИ значение внутреннего диаметра резьбы калибра в основной плоскости вычисляют с учетом действительного расстояния между ПИ и основной плоскостью.
8.5.2.5 Среднюю пунктирную линию штриховой сетки совмещают с линией впадин профиля трапецеидальной резьбы, либо линии штриховой сетки — со сторонами впадины треугольного профиля резьбы, устанавливая перекрестье штриховых линий на впадине (площадке впадины) резьбы на одной стороне калибра, и снимают отсчет по отсчетному устройству. Затем поперечным перемещением аналогично выполняют установку линий штриховой сетки на противоположной стороне резьбы калибра и снимают отсчет по отсчетному устройству. Внутренний диаметр резьбы в основной плоскости определяют по разности отсчетов отсчетного устройства поперечного перемещения. Измерения выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
8.5.2.6 Определение овальности, конусности и прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок проводят аналогично указанному в 8.4.2.6, 8.4.2.7 и 8.4.2.8 соответственно. При определении прямолинейности образующей конуса по линии внутреннего диаметра резьбы среднюю пунктирную линию штриховой сетки совмещают с линией впадин профиля резьбы.
8.5.3 Определение внутреннего диаметра резьбы, овальности и конусности, прямолинейности образующей конуса по линии внутреннего диаметра резьбы с использованием синусной линейки
8.5.3.1 Определение внутреннего диаметра резьбы, конусности и овальности по внутреннему диаметру, прямолинейности образующей конуса полинии внутреннего диаметра резьбы калибров-про-бок трапецеидального профиля с использованием синусной линейки рекомендуется для калибров диаметром от 38 до 508 мм.
8.5.3.2 Для определения внутреннего диаметра резьбы калибр устанавливают на синусную линейку в соответствии с 8.4.3.2 и 8.4.3.3.
Под калибр в канавки резьбы (под крайние витки с полным профилем) укладывают две проволочки диаметром из числа предпочтительных, указанных в таблице 4.
Таблица 4 — Диаметры проволочек для резьбы с трапецеидальным профилем
В миллиметрах
Шаг резьбы | Диаметр проволочек |
3,175 | 1,265—1,465 |
4,233 | 1,432—1,732 |
20
Окончание таблицы 4
ГОСТ 34854—2022
В миллиметрах
Шаг резьбы | Диаметр проволочек |
5,080 | 1,833—2,173 |
Примечание — Диаметр проволочек выбирают исходя из условия свободной установки проволочки в канавку резьбы и обеспечения касания по внутреннему диаметру и опорной стороне профиля резьбы, при этом проволочка должна выступать над наружным диаметром на величину, достаточную для проведения измерений.
8.5.3.3 На синусную линейку со стороны малого торца калибра (см. рисунок 3), без касания к нему, устанавливают два блока КПМД размером Вм каждый. На блоки КПМД плотно к торцу калибра без перекоса укладывают ролик, действительный диаметр которого соответствует с/р в формуле (11) и равен от 10 до 20 мм. Образующая ролика должна касаться малого торца калибра.

Рисунок 3 — Схема установки калибра на синусную линейку при определении внутреннего диаметра резьбы
Размер Вм блока КПМД под ролик рассчитывают по формуле
бм = dB.M ’ cos Ф + 2dn-dp(1 + sin ср), (11)
где dBM — номинальный внутренний диаметр резьбы в плоскости малого торца калибра, заданный в НД на калибры или вычисляемый по формуле
cU^B.o-^-a)-*. (12)
где с/в0 — номинальный внутренний диаметр резьбы в основной плоскости, мм;
Lr — действительная длина калибра, определенная согласно 8.3, мм;
а — расстояние от измерительной до основной плоскости калибра, мм;
К — номинальное значение конусности резьбы;
Ф — угол уклона резьбы, град;
dn — номинальный диаметр проволочек, мм;
dp — действительный диаметр ролика, мм.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
21
ГОСТ 34854—2022
8.5.3.4 Сверху в канавку резьбы в измеряемом сечении укладывают проволочку такого же диаметра, как и проволочки, подкладываемые под калибр.
Вначале КЭ ИН ИГ, закрепленного на штативе, устанавливают на ролик, ИГ настраивают на ноль, затем КЭ ИН ИГ устанавливают на проволочку у большего торца (в плоскости, максимально приближенной к основной плоскости) калибра, со шкалы ИГ снимают показание.
Допускается укладывать на калибр две проволочки в канавки смежных витков резьбы, при этом на проволочки кладется мера длины, по которой осуществляют контакт наконечника ИГ. В этом случае блок КПМД размером Вм, подкладываемый под ролик, должен быть увеличен на размер меры длины, укладываемой на проволочки.
Действительный внутренний диаметр резьбы в основной плоскости определяют, прибавляя или отнимая (в зависимости от знака показаний) полученное показание к значению номинального внутреннего диаметра резьбы в основной плоскости с/в 0-
Если показание ИГ на проволочке будет больше, чем на ролике, то его прибавляют к значению номинального внутреннего диаметра резьбы. Если показание на ролике будет больше, чем на проволочке, то его отнимают от значения номинального внутреннего диаметра резьбы.
Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
Одновременно с определением внутреннего диаметра резьбы на синусной линейке с одной установки проводят определение конусности по внутреннему диаметру резьбы, прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок.
При определении внутреннего диаметра, овальности и конусности по внутреннему диаметру проволочки на верхней образующей калибра укладывают в канавки крайних витков резьбы с полным профилем, при определении прямолинейности образующей конуса по линии внутреннего диаметра — в канавки крайних витков резьбы с полным профилем и в середине длины резьбы калибра.
8.5.3.5 Определение овальности и конусности по внутреннему диаметру, прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок проводят аналогично указанному в 8.4.3.6—8.4.3.8.
8.5.4 Определение конусности, прямолинейности образующей конуса по линии внутреннего диаметра резьбы с использованием прибора 481К (481 КМ)
8.5.4.1 Определение конусности по внутреннему диаметру резьбы, прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок трапецеидального профиля производят с использованием прибора 481К (приложение Б) или аналогичного по принципу измерения.
8.5.4.2 Определение конусности по внутреннему диаметру, прямолинейности образующей конуса по линии внутреннего диаметра резьбы калибров-пробок с использованием прибора 481К (481 КМ) осуществляют аналогично указанному в 8.4.4 с применением сферического ИН. Диаметр КЭ ИН выбирают из числа рекомендованных диаметров проволочек по таблице 4. Контакт КЭ ИН должен быть осуществлен по впадинам резьбы (непосредственно по внутреннему диаметру резьбы) и опорной стороне профиля резьбы.
8.6 Определение среднего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок
8.6.1 Общие требования
8.6.1.1 Определение среднего диаметра и овальности по среднему диаметру резьбы проводят в основной плоскости для калибров-пробок с треугольным профилем.
8.6.1.2 Если средний диаметр резьбы в основной плоскости измерить невозможно (плоскость расположена вне резьбы), измерения проводят в ПИ, максимально приближенной к основной плоскости, заданной в НД на калибры.
8.6.1.3 Отклонения среднего диаметра резьбы от номинального значения и отклонения конусности по среднему диаметру резьбы, отклонения от прямолинейности образующей конуса по линии среднего диаметра резьбы не должны превышать предельных значений, установленных в НД на калибры.
8.6.2 Определение среднего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы с использованием УИМ или ДИП
8.6.2.1 Определение среднего диаметра резьбы, овальности и конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок с использованием универсаль-22
ГОСТ 34854—2022
ного микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП рекомендуется для калибров диаметром не более 90 мм.
8.6.2.2 Определение среднего диаметра резьбы с треугольным профилем проводят с применением измерительных ножей. При этом фокусировку визирной системы микроскопа проводят по риске ножа, как описано в 8.3.2.3. Фокусировка должна быть неизменной в процессе измерения.
8.6.2.3 Установку калибра и определение положения основной плоскости, ПИ проводят аналогично указанному в 8.4.2.3.
8.6.2.4 При проведении измерений в ПИ значение среднего диаметра резьбы калибра в основной плоскости вычисляют с учетом действительного расстояния между ПИ и основной плоскостью.
8.6.2.5 По левой боковой стороне резьбы устанавливают измерительный нож в соответствии с 8.3.2.2, соответствующую пунктирную линию штриховой сетки совмещают с риской измерительного ножа, при этом средняя пунктирная линия штриховой сетки должна находиться в месте соприкосновения ножа с измеряемой поверхностью, и снимают отсчет по отсчетному устройству. Затем поперечным перемещением соответствующую пунктирную линию штриховой сетки совмещают с риской ножа, установленного на противоположной стороне калибра по левой боковой стороне резьбы, и снимают показания отсчетного устройства. Измерения выполняют три раза и вычисляют среднее арифметическое значение.
Далее устанавливают измерительный нож по правой боковой стороне резьбы и выполняют аналогичные измерения, как описано выше. Измерения проводят в двух осевых сечениях калибра под углом 90°.
Средний диаметр резьбы в основной плоскости dco калибра-пробки рассчитывают по формуле d^=^^ + F, (13)
где dcn, dcn — средние диаметры, полученные при измерении резьбы по правой и левой боковым сторонам резьбы, мм;
F — поправка, мм, вычисляемая по формуле
К ■ Р tg у - sin2^
где К — номинальное значение конусности резьбы;
Р — номинальный шаг резьбы, мм;
(р — угол уклона резьбы, град;
а — номинальный угол профиля резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
8.6.2.6 Определение овальности, конусности и прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок проводят аналогично указанному в 8.4.2.6, 8.4.2.7 и 8.4.2.8 соответственно.
Определение отклонения от прямолинейности образующей конуса по линии среднего диаметра резьбы проводят путем совмещения линий штриховой сетки с боковыми сторонами треугольного профиля резьбы. Показания снимают по отсчетному устройству поперечного перемещения микроскопа в трех точках: у малого торца, у большего торца и по середине длины резьбы калибра. Измерения проводят без применения измерительных ножей проекционным (теневым) методом, фокусировку визирной системы микроскопа — по плоскости осевого сечения центров микроскопа. Фокусировка должна быть неизменной в процессе измерения. Отклонение от прямолинейности определяют по формуле (3).
8.6.3 Определение среднего диаметра резьбы, овальности, конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы с использованием синусной линейки
8.6.3.1 Определение среднего диаметра, конусности и овальности по среднему диаметру резьбы, прямолинейности образующей конуса по линии среднего диаметра калибров-пробок с использованием синусной линейки рекомендуется для калибров диаметром от 38 до 508 мм.
23
ГОСТ 34854—2022
8.6.3.2 Для определения среднего диаметра резьбы калибр устанавливают на синусную линейку в соответствии с 8.4.3.2 и 8.4.3.3.
Под калибр в канавки резьбы, исключая крайние витки, укладывают проволочки, количество которых указано в таблице 5. Допускается укладывать калибр на две проволочки.
Таблица 5 — Рекомендуемое количество проволочек, укладываемых под калибр
Номинальный диаметр резьбы, мм | Количество проволочек, шт. |
До 73,02 включ. | 4 |
Св. 73,02 до 101,60 включ. | 5 |
Св. 101,60 до 168,28 включ. | 6 |
Св. 168,28 до 219,08 включ. | 7 |
Св. 219,08 до 298,45 включ. | 8 |
Св. 298,45 до 406,40 включ. | 9 |
Св. 406,40 до 508,00 включ. | 10 |
Для обеспечения контакта по среднему диаметру резьбы калибра-пробки диаметр проволочек dn, укладываемых под калибр, определяют по формуле (15) и выбирают из числа предпочтительных диаметров по ГОСТ 2475, близких к расчетному:
2 • cos —
2
(15)
где Р — номинальный шаг резьбы, мм;
а — номинальный угол профиля резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
8.6.3.3 На синусную линейку со стороны малого торца калибра (см. рисунок 4), без касания к нему, устанавливают два блока КПМД размером Вм каждый. На блоки КПМД плотно к торцу калибра без перекоса укладывают ролик, действительный диаметр которого соответствует dp в формуле (16) и равен от 10 до 20 мм. Образующая ролика должна касаться малого торца калибра.
Примечание — Допускается укладывать ролик на один блок КПМД размером Вм.
Размер Вм блока КПМД под ролик рассчитывают по формуле:
ем = (dc.M + Ас0 • cos Ф - dp(1 + sin ф), (16)
где dCM — номинальный средний диаметр резьбы в плоскости малого торца калибра, заданный в НД на калибры или вычисляемый по формуле
^м^со-^д-а)*’ <17)
где dco — номинальный средний диаметр резьбы в основной плоскости, мм;
Лд — действительная длина калибра, определенная согласно 8.3, мм;
а — расстояние от измерительной до основной плоскости калибра, мм;
К — номинальное значение конусности резьбы;
Ad — поправка, вычисляемая по формуле
Р ( . а х 2 х
~ jlctg7“tg О8)
^=dn
1 1
^р+^3
где dn — номинальный диаметр проволочек, мм;
Ф — угол уклона резьбы, град;
а — номинальный угол профиля резьбы, град;
Р — номинальный шаг резьбы, мм;
с/р — действительный диаметр ролика, мм.
24
ГОСТ 34854—2022
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.

Рисунок 4 — Схема установки калибра на синусную линейку при определении среднего диаметра резьбы
8.6.3.4 Сверху в канавку резьбы в измеряемом сечении укладывают проволочку такого же диаметра, как и проволочки, подкладываемые под калибр.
Вначале КЭ ИН ИГ, закрепленного на штативе, устанавливают на ролик, ИГ настраивают на ноль, затем КЭ ИН ИГ устанавливают на проволочку у большего торца (в плоскости, максимально приближенной к основной плоскости) калибра, со шкалы ИГ снимают показание.
Допускается укладывать на калибр две проволочки в канавки смежных витков резьбы, при этом на проволочки кладут меру длины, по которой затем осуществляют контакт КЭ ИН ИГ. В этом случае блок КПМД размером Вм, подкладываемый под ролик, должен быть увеличен на размер КПМД, укладываемой на проволочки.
Действительный средний диаметр резьбы в основной плоскости определяют, прибавляя или отнимая (в зависимости от знака показаний) полученное показание к значению номинального среднего диаметра резьбы в основной плоскости dco.
Если показание ИГ на проволочке будет больше, чем на ролике, то его прибавляют к значению номинального среднего диаметра резьбы. Если показание на ролике будет больше, чем на проволочке, то его отнимают от значения номинального среднего диаметра резьбы.
Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
Одновременно с определением среднего диаметра резьбы на синусной линейке с одной установки проводят определение конусности по среднему диаметру резьбы, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок.
8.6.3.5 Определение овальности и конусности по среднему диаметру резьбы, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок проводят аналогично указанному в 8.4.3.6—8.4.3.8.
8.6.4 Определение конусности, прямолинейности образующей конуса по линии среднего диаметра резьбы с использованием прибора 481К (481 КМ)
8.6.4.1 Определение конусности по среднему диаметру резьбы, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок производят с использованием прибора 481К (приложение Б) или аналогичного по принципу измерения.
8.6.4.2 Определение конусности по среднему диаметру, прямолинейности образующей конуса по линии среднего диаметра резьбы калибров-пробок с использованием прибора 481К (481 КМ) осуществляют аналогично указанному в 8.4.4 с применением сферического ИН. Выбор диаметра сферических КЭ ИН осуществляют аналогично выбору диаметра проволочек, применяемых при измерении на синусной линейке, из числа предпочтительных диаметров по ГОСТ 2475, наиболее близких к рассчитанным
25
ГОСТ 34854—2022
по формуле (15). Касание КЭ ИН с боковыми сторонами резьбы должно быть выполнено по линии среднего диаметра резьбы.
8.7 Определение шага резьбы калибров-пробок
8.7.1 Общие требования
Шаг резьбы калибров-пробок измеряют параллельно оси резьбы, в одной осевой плоскости и по одну сторону от оси резьбы, на любых соседних витках резьбы с полным профилем и на всей длине резьбы с полным профилем (накопленный шаг). Измерения проводят в двух осевых сечениях калибра под углом 90°.
При измерении шага резьбы параллельно образующей конуса резьбовой поверхности полученное значение должно быть пересчитано в направлении, параллельном оси резьбы.
Отклонения шага резьбы от номинального значения не должны превышать предельных значений, установленных в НД на калибры.
8.7.2 Определение шага резьбы с использованием УИМ или ДИП
8.7.2.1 Определение шага резьбы калибров-пробок с использованием универсального микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП рекомендуется для калибров диаметром не более 245 мм. Калибры-пробки диаметром свыше 100 мм допускается проверять по отливке.
8.7.2.2 Определение шага резьбы калибров-пробок на микроскопе в зависимости от необходимой точности измерения проводят с применением или без измерительных ножей. Погрешности измерения на микроскопе методом осевого сечения (с применением измерительных ножей) и проекционным (теневым) методом (без измерительных ножей) приведены в приложении А.
При измерениях на микроскопе без применения измерительных ножей фокусировку визирной системы микроскопа проводят по плоскости осевого сечения центров, с применением измерительных ножей — по риске ножа как описано в 8.3.2.3. При измерениях на столе микроскопа по отливке фокусировку визирной системы проводят путем настройки на резкость изображения измеряемой поверхности. Фокусировка должна быть неизменной в процессе измерения.
Определение шага резьбы калибров-пробок на микроскопе проводят вдоль оси резьбы.
8.7.2.3 Для определения шага резьбы калибр устанавливают в центрах микроскопа таким образом, чтобы малый торец калибра находился справа.
При измерении методом осевого сечения измерительный нож приводят в соприкосновение с боковой стороной резьбы, обращенной к наблюдателю. Соответствующую линию штриховой сетки совмещают с изображением риски ножа, при этом средняя пунктирная линия штриховой сетки должна находиться в месте соприкосновения ножа с измеряемой поверхностью. Отсчеты снимают по продольной и поперечной шкалам прибора.
При измерении теневым методом колонку микроскопа необходимо наклонить в соответствующую сторону на угол подъема резьбы со, рассчитываемый по формуле
“ = 18,25"^’ (19)
где Р — номинальный шаг резьбы, мм;
dc — номинальный средний диаметр резьбы, мм.
В случае получения недостаточно четкого изображения профиля колонку микроскопа наклоняют в сторону увеличения или уменьшения угла подъема до получения наиболее четкого изображения профиля.
Среднюю линию штриховой сетки совмещают с образующей теневого контура боковой стороны резьбы и снимают отсчеты по продольной и поперечной шкалам прибора.
Затем каретку продольного перемещения передвигают на расстояние А, мм, каретку поперечного перемещения — на расстояние В, мм, соответствующие номинальному значению шага резьбы на измеряемом участке и рассчитываемые по формулам (20) и (21) соответственно:
А = Р- п, (20)
В = Р ■ п ■ tg ср, (21)
где Р — номинальный шаг резьбы, мм;
п — количество витков, между которыми проводят измерения;
ср — угол уклона резьбы, град.
26
ГОСТ 34854—2022
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
Затем дополнительным перемещением каретки в продольном направлении добиваются совпадения соответствующей линии штриховой сетки с изображением риски ножа или с образующей теневого контура и снимают показания по шкале продольного перемещения прибора.
Отклонение шага резьбы на измеряемом участке определено значением дополнительного перемещения каретки.
Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90° по правым и левым боковым сторонам резьбы.
Действительное значение шага резьбы определяют, прибавляя или отнимая (в зависимости от знака) полученное отклонение шага к значению номинального шага резьбы.
8.7.2.4 Определение шага резьбы калибров-пробок с треугольным профилем на микроскопе теневым методом допускается проводить нижеприведенным образом.
Калибр-пробку устанавливают в центрах микроскопа таким образом, чтобы малый торец калибра находился справа. При установленной на ноль угломерной шкале перемещением кареток микроскопа в продольном и поперечном направлениях совмещают линии штриховой сетки с боковыми сторонами резьбы (см. рисунок 5). Значение шага резьбы на измеряемом участке определяют разностью отсчетов шкалы продольного перемещения.
Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.

Рисунок 5 — Схема измерения шага резьбы с треугольным профилем на микроскопе теневым методом
8.7.2.5 Определение шага резьбы калибров-пробок на микроскопе по отливке проводят:
-установив отливку в специальном приспособлении (приложение Е) в центрах микроскопа, при этом ось резьбы параллельна продольному перемещению стола;
- расположив отливку на столе микроскопа таким образом, чтобы образующая вершин или впадин резьбы совмещалась с линией штриховой сетки микроскопа, установленной на номинальное значение угла уклона конуса контролируемой резьбы.
Способ изготовления отливки с резьбы калибра-пробки приведен в приложении Е. Измерения по отливке проводят в плоскости, близкой к диаметральной плоскости резьбового калибра. Шаг резьбы по отливке определяют аналогично указанному в 8.7.2.3 и 8.7.2.4.
8.7.3 Определение шага резьбы с использованием прибора 481К (481 КМ)
8.7.3.1 Определение шага резьбы калибров-пробок проводят с использованием прибора 481К (приложение Б) или аналогичного по принципу измерения.
8.7.3.2 Определение шага резьбы калибров-пробок на приборе типа 481К (481 КМ) выполняют по образующим, располагаемым горизонтально (параллельно линии измерения прибора) с применением синусного устройства прибора. Установку калибра на предметную плиту прибора и настройку синусного устройства осуществляют аналогично указанному в 8.4.4.3.
27
ГОСТ 34854—2022
При определении шага резьбы прибором 481К (481 КМ) используют сферические ИН, выбор диаметра которых зависит от профиля резьбы и аналогичен выбору диаметра проволочек, применяемых при измерении на синусной линейке. Для резьбы с трапецеидальным профилем диаметр ИН выбирают из числа рекомендованных диаметров проволочек по таблице 4, для резьбы с треугольным профилем диаметр ИН — из числа предпочтительных диаметров по ГОСТ 2475, наиболее близких к рассчитанным по формуле (15).
8.7.3.3 При определении шага резьбы на приборе 481К (481 КМ) КЭ ИН, установленный в канавку резьбы, должен контактировать с боковыми сторонами резьбы треугольного профиля по среднему диаметру при измерении калибра с треугольным профилем резьбы либо по внутреннему диаметру и опорной стороне профиля резьбы при измерении калибра с трапецеидальным профилем резьбы.
Придав одной из образующих (верхней или нижней) горизонтальное положение, КЭ ИН приводят в контакт с измеряемой поверхностью (предпринимаемые при этом действия аналогичны описанным в 8.4.4.4). Значение шага резьбы на измеряемом участке определяют разностью отсчетов по измерительному устройству прибора.
Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90°.
Измерения шага резьбы на приборе 481К (481 КМ) выполняют параллельно образующей конуса резьбы, поэтому полученное значение шага резьбы должно быть пересчитано в направлении, параллельном оси резьбы, по формуле
Рд = ^ • cos ф, (22)
где Рд — действительное значение шага резьбы по линии, параллельной оси резьбы, мм;
Р1 — измеренное значение шага резьбы полинии, параллельной образующей конуса резьбы, мм;
Ф — угол уклона резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака, в соответствии с приложением М.
8.7.4 Определение отклонения накопленного шага резьбы
При определении отклонения накопленного шага резьбы проводят измерения между первым и последним витками на заданной длине резьбы калибра. Отклонение накопленного шага резьбы ЛР вычисляют как разницу между действительным значением накопленного шага и произведением номинального значения шага и количества витков, на которых проводят измерения, по формуле
△^ " ^накоп — Р ' п, (23)
где Рнакоп — действительное значение накопленного шага резьбы, измеренное на заданной длине, мм; Р— номинальный шаг резьбы, мм;
п — количество витков, на которых проводят измерения.
8.8 Определение геометрических параметров элементов профиля резьбы калибров-пробок
8.8.1 Общие требования
8.8.1.1 Определение геометрических параметров элементов профиля резьбы калибров-пробок осуществляют одновременно с определением шага резьбы не менее чем на трех витках, расположенных у торцов и посередине калибра с использованием универсального микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП для калибров диаметром не более 245 мм. Калибры-пробки размером свыше 100 мм допускается проверять по отливке (приложение Е).
8.8.1.2 Определение геометрических параметров элементов профиля резьбы проводят при установке калибра-пробки в центрах микроскопа таким образом, чтобы малый торец калибра находился справа.
Определение геометрических параметров элементов профиля резьбы по отливке проводят, установив ее на микроскопе в соответствии с 8.7.2.5
8.8.1.3 Определение геометрических параметров элементов профиля резьбы калибров-пробок на микроскопе проводят методом осевого сечения (с применением измерительных ножей) и проекционным (теневым) методом (без измерительных ножей).
При измерениях на микроскопе в центрах без применения измерительных ножей фокусировку визирной системы микроскопа проводят по плоскости осевого сечения центров, с применением измери-28
ГОСТ 34854—2022
тельных ножей — по риске ножа как описано в 8.3.2.3. При измерениях на столе микроскопа по отливке фокусировку визирной системы осуществляют путем настройки на резкость изображения измеряемой поверхности. Фокусировка должна быть неизменной в процессе измерения.
Для получения наиболее четкого изображения при определении параметров профиля резьбы в центрах микроскопа без измерительных ножей необходимо колонку микроскопа наклонить в соответствующую сторону на угол, равный углу подъема винтовой линии резьбы калибра со, определяемый по формуле (19). В случае получения недостаточно четкого изображения профиля колонку микроскопа наклоняют в сторону увеличения или уменьшения угла подъема для получения наиболее четкого изображения профиля.
8.8.1.4 Отклонения геометрических параметров элементов профиля резьбы [отклонения угла наклона боковой стороны резьбы, отклонения от прямолинейности боковых сторон резьбы, отклонения высоты профиля, отклонения ширины вершины (ширины выступа резьбы по средней линии), отклонения ширины впадины (ширины канавки резьбы по средней линии), отклонения радиусов скругления и размеров фасок] от номинального значения не должны превышать предельных значений, установленных в НД на калибры.
8.8.2 Определение угла наклона боковой стороны резьбы
При определении угла наклона боковой стороны резьбы поворотом сетки угломерной головки среднюю линию штриховой сетки совмещают с образующей боковой стороны резьбы (см. рисунок 6), соответствующую линию штриховой сетки — с риской измерительного ножа и снимают отсчет по угломерной шкале. Угол наклона боковой стороны резьбы определяют показанием угломерной шкалы микроскопа. Измерение выполняют три раза и вычисляют среднее арифметическое значение. Измерения проводят в двух осевых сечениях калибра под углом 90° по правым и левым боковым сторонам резьбы.
Для исключения погрешности перекоса при установке калибра в центрах проводят измерения на тех же витках на противоположной стороне калибра. Для этого каретку поперечного перемещения передвигают до появления в поле зрения противоположного выступа или канавки резьбы и выполняют аналогичные измерения. Рассчитывают средние значения для левой и правой сторон угла наклона боковой стороны резьбы. Полученные средние значения принимают за действительные значения углов наклона боковых сторон резьбы калибра.


Рисунок 6 — Схема измерения угла наклона боковой стороны резьбы
8.8.3 Определение отклонения от прямолинейности боковых сторон резьбы
При определении отклонения от прямолинейности боковых сторон резьбы калибра-пробки на угломерной головке микроскопа устанавливают номинальное значение угла наклона боковой стороны резьбы. Среднюю пунктирную линию штриховой сетки совмещают с предполагаемым прямолинейным участком боковой стороны резьбы (по участкам, наиболее близким к вершине и впадине выступа резьбы). При измерении с применением ножей соответствующую линию штриховой сетки совмещают с изображением риски ножа, при этом средняя пунктирная линия штриховой сетки должна находиться в месте соприкосновения ножа с измеряемой поверхностью. По шкале продольного перемещения снимают показания. Затем продольным перемещением совмещают среднюю линию штриховой сетки с наиболее удаленной точкой непрямолинейного участка боковой стороны резьбы и снимают второй отсчет по шкале продольного перемещения. Разность отсчетов по шкале продольного перемещения, ум-
29
ГОСТ 34854—2022
неженная на cos а/2 (косинус угла наклона боковой стороны резьбы), определяет величину отклонения от прямолинейности боковой стороны резьбы. Измерения проводят три раза, в двух осевых сечениях калибра под углом 90° по правым и левым боковым сторонам резьбы и вычисляют среднее арифметическое значение.
8.8.4 Определение высоты профиля резьбы
При определении высоты профиля резьбы изображение выступа располагают симметрично средней пунктирной линии штриховой сетки, линию штриховой сетки совмещают с линией вершин резьбы и снимают показание по шкале поперечного перемещения. Затем поперечным перемещением совмещают линию штриховой сетки с линией впадин резьбы. Высоту профиля резьбы определяют по разности показаний отсчетного устройства поперечного перемещения.
Измерение выполняют три раза, в двух осевых сечениях калибра под углом 90° и вычисляют среднее арифметическое значение.
8.8.5 Определение радиусов скруглений и фасок профиля резьбы
8.8.5.1 Для определения радиусов скруглений и фасок профиля резьбы линии штриховой сетки подводят к контролируемому радиусу скругления или фаске таким образом, чтобы перекрестие находилось у вершины угла пересечения образующих площадки вершины или впадины и боковой стороны резьбы.
8.8.5.2 Вершину угла определяют, совмещая среднюю пунктирную линию штриховой сетки с боковой стороной, а горизонтальную линию штриховой сетки с площадкой вершины или впадины. Перекрестие линий штриховой сетки устанавливают таким образом, чтобы при повороте сетки линии штриховой сетки совмещались с изображением обеих сторон угла (боковая сторона и площадка вершины или впадины) попеременно, без необходимости смещения изображения по любой из координат. При этом отсчеты по шкалам продольного и поперечного перемещений микроскопа соответствуют координатам вершины угла.
8.8.5.3 Определение радиуса скругления выполняют с применением профильной радиусной головки, установленной на микроскоп. Подбором совмещают изображение контура радиуса скругления профиля резьбы с линиями, нанесенными на сетке радиусной головки. За действительное значение радиуса скругления профиля резьбы принимают значение радиуса профильной радиусной головки микроскопа, указанного над дугой.
8.8.5.4 Радиусы скруглений профиля резьбы измеряют методом обкатки. Перекрестие линий штриховой сетки устанавливают таким образом, чтобы при повороте средней линии штриховой сетки контур скругления совмещался с одной и той же точкой штриховой линии сетки. Действительное значение радиуса определяют по разности координат перекрестия линий штриховой сетки и точки контура радиуса в направлении данной координаты.
8.8.5.5 При определении размера и угла фаски вершину угла, при котором контролируется фаска, устанавливают аналогично указанному в 8.8.5.2. Разность показаний отсчетного устройства продольного перемещения микроскопа при совмещении перекрестия линий штриховой сетки с вершиной угла и с точкой пересечения фаски с наружным или внутренним диаметром резьбы калибра определяет размер контролируемой фаски. При определении угла фаски среднюю линию штриховой сетки совмещают с образующей фаски, величину угла определяют по показанию угломерной шкалы. Измерение выполняют три раза и вычисляют среднее арифметическое значение.
8.8.6 Определение ширины вершины (ширины выступа) и ширины впадины (ширины канавки)резьбы
8.8.6.1 Определение ширины вершины или ширины впадины резьбы по площадке вершины или впадины проводят параллельно оси резьбы. Площадка вершины или впадины ограничена радиусами скруглений или фасками. Вершину угла определяют в соответствии с 8.8.5.2. Разность координат вершин углов по продольной шкале микроскопа соответствует действительному значению ширины площадки вершины или впадины.
8.8.6.2 Определение ширины выступа или ширины канавки резьбы по средней линии проводят параллельно оси резьбы.
По теневому изображению профиля резьбы в соответствии с 8.8.4 определяют действительное значение высоты профиля и вычисляют ее половину (положение средней линии). Затем перекрестие линий штриховой сетки перемещают от вершин или впадин на величину половины высоты профиля до средней линии выступа у одной из боковых сторон резьбы (см. рисунок 7). Продольным перемещением перекрестие совмещают с боковой стороной резьбы и снимают отсчет по шкале продольного перемещения.
30
ГОСТ 34854—2022

Рисунок 7 — Схема измерения ширины выступа или ширины канавки по средней линии резьбы
Затем каретку продольного перемещения передвигают на расстояние Ьр мм, соответствующее номинальному значению ширины выступа или ширины канавки по средней линии резьбы, каретку поперечного перемещения — на расстояние Ь2, мм, рассчитываемое по формуле
Ь2 = Ь^ ■ tg (р, (24)
где Ь1 — номинальное значение ширины выступа или ширины канавки по средней линии резьбы, мм; ф — угол уклона резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
Затем дополнительным перемещением каретки в продольном направлении добиваются совмещения перекрестия линий штриховой сетки с боковой стороной резьбы и снимают отсчет. Разность отсчетов по шкале продольного перемещения соответствует действительному значению ширины выступа или ширины канавки по средней линии резьбы.
Измерение выполняют три раза, в двух осевых сечениях калибра под углом 90° и вычисляют среднее арифметическое значение.
8.8.7 Определение величины среза вершины треугольного профиля резьбы
При установленной на ноль угломерной шкале перемещением кареток микроскопа в продольном и поперечном направлениях совмещают линии штриховой сетки с боковыми сторонами выступа резьбы согласно рисунку 8а. Величину среза вершины треугольного профиля резьбы с определяют как разность отсчетов по шкале поперечного перемещения при начальном расположении перекрестия линии штриховой сетки и на площадке вершины резьбы. Измерение выполняют три раза, в двух осевых сечениях калибра под углом 90°, и вычисляют среднее арифметическое значение.


Рисунок 8 — Схемы измерения величины среза вершины, ширины и симметричности канавки во впадине резьбы треугольного профиля
31
ГОСТ 34854—2022
8.8.8 Определение ширины и симметричности канавки во впадине резьбы треугольного профиля
Ширину и симметричность канавки во впадине резьбы треугольного профиля характеризует величина Ь/2 (см. рисунок 86). При установленной на ноль угломерной шкале перемещением кареток микроскопа в продольном и поперечном направлениях совмещают линии штриховой сетки с боковыми сторонами канавки резьбы согласно рисунку 86. Снимают в этом положении (условно называемом средним) показание хср по отсчетному устройству шкалы продольного перемещения. Затем продольным перемещением поочередно подводят перекрестие к сторонам канавки во впадине резьбы, снимают отсчеты хпр и хлев. Разности среднего и крайних отсчетов равны действительным значениям Ь/2, разность крайних отсчетов равна действительному значению Ь.
Измерение выполняют три раза, в двух осевых сечениях калибра под углом 90°, и вычисляют среднее арифметическое значение. Действительные значения Ь/2 и 6 не должны превышать предельных значений, установленных в НД на калибры.
8.9 Определение перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности
Определение перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности (для гладких калибров-пробок) проводят:
- на универсальном микроскопе типа УИМ (приложение А) или двухкоординатном приборе типа ДИП с применением измерительных ножей для калибров диаметром не более 245 мм;
- приборе ПБ (приложение И) с применением технологической оправки и ИГ с ценой деления 0,001 мм;
- специальном приспособлении типа БВ-812 (приложение К) для калибров, не имеющих центровых отверстий.
Для определения перпендикулярности измерительной плоскости к оси резьбы или оси рабочей поверхности калибр-пробку устанавливают в центрах микроскопа или прибора ПБ. Измерительный нож на микроскопе или КЭ ИН ИГ на приборе ПБ вводят в контакт с измерительной плоскостью калибра у внешнего края торца, снимают показания по отсчетному устройству продольного перемещения микроскопа или ИГ прибора. Затем калибр поворачивают в центрах на угол 180° и снимают показания. Разность отсчетов продольной шкалы микроскопа или ИГ прибора ПБ, полученных при двух взаимно противоположных (под углом 180°) положениях калибра, определяет удвоенное значение отклонения от перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности.
Измерение выполняют три раза, в двух осевых сечениях калибра под углом 90°, и вычисляют среднее арифметическое значение.
Отклонения от перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности не должны превышать предельных значений, установленных в НД на калибры.
8.10 Определение шага резьбы калибров-колец
8.10.1 Общие требования
Шаг резьбы калибров-колец измеряют параллельно оси резьбы, в одной осевой плоскости и по одну сторону от оси резьбы, на любых соседних витках резьбы и на всей длине резьбы с полным профилем (накопленный шаг). Измерения проводят в двух осевых сечениях калибра под углом 90°.
При измерении шага резьбы параллельно образующей конуса резьбовой поверхности полученное значение должно быть пересчитано в направлении, параллельном оси резьбы.
Отклонения шага резьбы от номинального значения не должны превышать предельных значений, установленных в НД на калибры.
8.10.2 Определение шага резьбы с использованием прибора 481К (481 КМ)
Определение шага резьбы калибров-колец производят с использованием прибора 481К (приложение Б) или аналогичного по принципу измерения.
Определение шага резьбы калибров-колец на приборе типа 481К (481 КМ) выполняют по образующим конуса резьбы, располагаемым горизонтально (параллельно линии измерения прибора) с помощью синусного устройства прибора аналогично указанному в 8.7.3.
32
ГОСТ 34854—2022
При определении шага резьбы прибором 481К (481 КМ) измерения осуществляют параллельно образующей конуса резьбы, и полученное значение шага резьбы должно быть пересчитано в направлении, параллельном оси резьбы, по формуле (22).
8.10.3 Определение шага резьбы калибров-колец с использованием УИМ или ДИП
Определение шага резьбы калибров-колец с использованием универсального микроскопа типа УИМ (приложение А) или двухкоординатного прибора типа ДИП проводят по отливке.
Отливка должна быть установлена в центрах микроскопа в специальное приспособление (приложение Е), при этом ось резьбы параллельна продольному перемещению стола либо размещена на столе микроскопа таким образом, чтобы образующая вершин или впадин резьбы совмещалась с линией штриховой сетки микроскопа, установленной на номинальное значение угла уклона конуса контролируемой резьбы.
Способ изготовления отливки с резьбы калибра-кольца представлен в приложении Е. Измерения по отливке проводят в плоскости, близкой к диаметральной плоскости резьбового калибра. Определение шага резьбы по отливке проводят аналогично указанному в 8.7.2.3 и 8.7.2.4.
8.11 Определение геометрических параметров элементов профиля резьбы калибров-колец
Определение геометрических параметров элементов профиля резьбы калибров-колец [угла наклона боковой стороны резьбы, отклонения от прямолинейности боковых сторон резьбы, высоты профиля, радиусов скруглений и фасок профиля резьбы, ширины вершины (ширины выступа по средней линии) и ширины впадины (ширины канавки по средней линии) резьбы, среза вершины, ширины и симметричности канавки во впадине резьбы] проводят по отливке, установленной в центрах микроскопа с применением специального приспособления или на столе микроскопа в соответствии с 8.7.2.5. Способ приготовления отливки в приспособлении с резьбы калибра-кольца и требования к отливке приведены в приложении Е. Измерение геометрических параметров элементов профиля резьбы калибров-колец проводят аналогично указанному в 8.8.
Отклонения геометрических параметров элементов профиля резьбы калибров-колец [отклонения угла наклона боковой стороны резьбы, отклонения от прямолинейности боковых сторон резьбы, отклонения высоты профиля, отклонения радиусов скругления и размеров фасок, отклонения ширины вершины (ширины выступа по средней линии), отклонения ширины впадины (ширины канавки по средней линии) резьбы] от номинального значения не должны превышать предельных значений, установленных в НД на калибры.
8.12 Определение конусности и прямолинейности образующей конуса резьбы калибров-колец
8.12.1 Общие требования
При определении конусности и прямолинейности образующей конуса резьбы калибров-колец используют ИН со сферическими КЭ, диаметр которых зависит от контролируемого параметра и профиля контролируемой резьбовой поверхности.
При определении конусности по среднему диаметру резьбы и прямолинейности образующей конуса по линии среднего диаметра резьбы (для резьбы с треугольным профилем) калибров-колец диаметр сферического КЭ ИН подбирают в соответствии с 8.6.3.2 аналогично выбору диаметра проволочек для измерения среднего диаметра резьбы. Касание КЭ ИН с боковыми сторонами резьбы должно быть осуществлено по линии среднего диаметра резьбы.
При определении конусности по внутреннему диаметру резьбы и прямолинейности образующей конуса по линии внутреннего диаметра резьбы (для резьбы с треугольным и трапецеидальным профилями) диаметр сферического КЭ ИН выбирают исходя из условия обеспечения касания КЭ ИН с вершиной резьбы. Допускается применять ИН, предназначенные для измерения по линии среднего диаметра.
При определении конусности по наружному диаметру резьбы и прямолинейности образующей конуса полинии наружного диаметра резьбы (для резьбы с трапецеидальным профилем) диаметр сферического ИН выбирают из числа рекомендованных диаметров проволочек по таблице 4 исходя из условия обеспечения одновременного касания КЭ ИН с впадиной и опорной стороной профиля резьбы.
Отклонения конусности (по наружному, внутреннему или среднему диаметрам) резьбы, отклонения от прямолинейности образующей конуса (по линии наружного, внутреннего или среднего диаметров) резьбы не должны превышать предельных значений, установленных в НД на калибры.
33
ГОСТ 34854—2022
8.12.2 Определение конусности и прямолинейности образующей конуса резьбы с использованием прибора 481К (481КМ)
Определение конусности и прямолинейности образующей конуса резьбы калибров-колец производят с использованием прибора 481К (приложение Б) или аналогичного по принципу измерения.
Определение конусности и прямолинейности образующей конуса ЛК резьбы калибров-колец на приборе типа 481К (481 КМ) выполняют по образующим конуса резьбы, располагаемым горизонтально с помощью синусного устройства прибора аналогично указанному в 8.4.4.
Отклонение от номинального значения конусности калибра-кольца при неавтоматизированных измерениях рассчитывают по формуле
ЛК = [(/71 - h2) + (h3 - h^] ■ соэф, (25)
где h1 — показание ИГ у большего торца на нижней образующей (с учетом знака);
h2 — показание ИГ у малого торца на нижней образующей (для облегчения расчетов допускается установка ИГ на ноль);
h3 — показание ИГ у большего торца на верхней образующей (с учетом знака);
h4 — показание ИГ у малого торца на верхней образующей (для облегчения расчетов допускается установка ИГ на ноль);
Ф — угол уклона резьбы, град.
При выполнении измерений на приборе, оснащенном электронным отсчетным устройством с автоматическим определением параметра, отклонение от номинального значения конусности калибра-пробки определяют непосредственно по отсчетному устройству прибора.
8.12.3 Определение конусности и прямолинейности образующей конуса резьбы с использованием синусной линейки
8.12.3.1 Определение конусности и прямолинейности образующей конуса резьбы калибров-колец с использованием синусной линейки рекомендуется для калибров диаметром свыше 140 мм.
8.12.3.2 Для определения конусности и прямолинейности образующей конуса резьбы калибр устанавливают на синусную линейку таким образом, чтобы с упором синусной линейки контактировала плоскость малого торца калибра-кольца. Для предотвращения смещения при измерениях калибр закрепляют прижимом к поверхности линейки и упорной планке без просветов и перекосов.
Синусную линейку устанавливают на поверочную плиту. Под один из роликов синусной линейки подкладывают блок КПМД размером В^, рассчитанным по формуле
В1 = Lp ■ 51Пф, (26)
где Lp — действительное расстояние между осями роликов синусной линейки, мм;
Ф — угол уклона резьбы, град.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
При этом образующая конуса резьбы калибра (верхняя или нижняя в зависимости о того, под какой ролик подложен блок КПМД размером В^ принимает горизонтальное положение.
Так как калибр базируется на синусной линейке по грубо обработанному диаметру, возможно, что образующая конуса резьбы калибра займет не строго горизонтальное положение относительно поверочной плиты. Параллельность образующей конуса резьбы калибра относительно поверочной плиты проверяют с применением ИГ, закрепленной в штативе. Разность показаний ИГ у большего и малого торцов калибра характеризует отклонение от параллельности образующей конуса резьбы калибра. В этом случае необходимо скорректировать размер В1 блока КПМД путем его увеличения или уменьшения таким образом, чтобы отклонение от параллельности образующей конуса резьбы калибра относительно поверхности поверочной плиты не превышало 0,05 мм на длине калибра.
Изменение размера В1 блока КПМД производят на величину Ьп, вычисляемую по формуле ^=т^^2- (27)
‘-парал
где Lp — действительное расстояние между осями роликов синусной линейки, мм;
34
ГОСТ 34854—2022
^парал — действительная длина, на которой проводят измерение отклонения от параллельности образующей конуса относительно поверочной плиты, мм;
Ь2 — измеренная величина отклонения от параллельности образующей конуса резьбы относительно поверочной плиты на длине Lnonon, мм.
После корректировки блока КПМД размером В1 повторно проверяют параллельность образующей конуса резьбы калибра путем определения показаний ИГ у большего и малого торцов калибра.
Затем под другой ролик синусной линейки подкладывают блок КПМД, отличающийся по размеру от блока КПМД, находившегося под первым роликом, на величину 2Ьп, т. е. если под первым роликом блок КПМД был больше номинального размера В1 на величину Ьп, то под другой ролик подкладывают блок КПМД меньше номинального размера В1 на ту же величину Ьп, и наоборот.
8.12.3.3 ИГ устанавливают в штатив таким образом, чтобы КЭ ИН мог контактировать по второй образующей конуса резьбы калибра, которая в этом случае будет находиться в горизонтальном положении. Разность показаний ИГ у большего и малого торцов калибра определяет отклонение от параллельности второй образующей конуса резьбы калибра.
Отклонение конусности резьбы от номинального значения определяют как алгебраическую сумму отклонений у большего торца в первом и во втором положениях калибра, взятую с обратным знаком.
Измерение выполняют три раза, в двух осевых сечениях калибра под углом 90°и вычисляют среднее арифметическое значение.
8.12.3.4 Определение прямолинейности образующей конуса калибров-колец проводят аналогично указанному в 8.4.3.8.
8.13 Определение внутреннего диаметра резьбы калибров-колец
8.13.1 Определение внутреннего диаметра резьбы калибров-колец с треугольным профилем резьбы проводят в основной плоскости косвенным методом с использованием УИМ (приложение А) или ДИП по отливке одновременно с контролем угла наклона боковой стороны резьбы путем определения действительного значения величины среза вершины треугольного профиля резьбы с. Способ приготовления отливки в приспособлении и требования к отливке приведены в приложении Е. Отливку устанавливают в центрах микроскопа с применением специального приспособления (приложение Е) или на столе микроскопа в соответствии с 8.7.2.5. Величину среза вершины треугольного профиля резьбы с определяют в соответствии с 8.8.7.
8.13.2 Внутренний диаметр резьбы калибров-колец dBQ, мм, в основной плоскости рассчитывают по формуле
^.o^c-H+d^ (28)
где с — действительное значение величины среза вершины резьбы калибра, измеренное на микроскопе, мм;
Н — номинальная высота исходного треугольника профиля резьбы, мм, заданная в НД на калибры или вычисляемая по формуле
Н=7Г92"192Л9 (29)
где Р — номинальный шаг резьбы, мм;
a — номинальный угол профиля резьбы, град;
Ф — гол уклона резьбы, град;
^со — номинальный средний диаметр резьбы в основной плоскости, мм.
Примечание — В формулах значения тригонометрических функций (sin, cos и т. д.) учитывают с точностью до шестого десятичного знака. Промежуточные значения не округляют; окончательный результат округляют до третьего десятичного знака в соответствии с приложением М.
8.13.3 Если внутренний диаметр резьбы в основной плоскости измерить невозможно (основная плоскость расположена вне резьбы), измерения проводят в ПИ, максимально приближенной к плоскости, заданной в НД на калибры. Значение внутреннего диаметра резьбы калибра в основной плоскости вычисляют с учетом действительного расстояния между ПИ и основной плоскостью.
35
ГОСТ 34854—2022
Примечание — Положение основной плоскости у калибра-кольца (расстояние от большего торца калибра-кольца до основной плоскости) определяют как расстояние от измерительной до основной плоскости калибра-пробки минус номинальное значение натяга.
Отклонения внутреннего диаметра резьбы от номинального значения не должны превышать предельных значений, установленных в НД на калибры.
8.14 Определение диаметра, овальности, конусности, прямолинейности образующей конуса гладких калибров-пробок
При определении диаметра, овальности, конусности (разности диаметров) и прямолинейности образующей конуса гладких калибров-пробок измерения проводят аналогично измерениям наружного диаметра резьбы в основной плоскости, овальности, конусности и прямолинейности образующей конуса по линии наружного диаметра резьбовых калибров-пробок в соответствии с 8.4.
8.15 Определение конусности и прямолинейности образующей конуса гладких калибров-колец
При определении конусности (разности диаметров) и прямолинейности образующей конуса гладких калибров-колец измерения проводят аналогично измерениям конусности и прямолинейности образующей конуса резьбы резьбовых калибров-колец в соответствии с 8.12.
8.16 Определение натягов резьбовых и гладких калибров
8.16.1 Общие требования
Натяг припасованной пары калибров пробки и кольца определяют при выполнении следующих требований:
а) резьба калибров должна быть тщательно очищена (очистку витков производят непосредственно перед свинчиванием) и смазана тонким слоем минерального масла; рабочие поверхности гладких калибров должны быть чистыми;
б) температура калибров (кольца и пробки) должна быть выровнена;
в) один из пары резьбовых калибров должен быть закреплен таким образом, чтобы предотвратить его перемещение;
г) для обеспечения равномерного распределения смазки резьбовые калибры перед окончательной затяжкой должны быть несколько раз свинчены и развинчены;
д) окончательное свинчивание резьбовых калибров, кроме калибров для замковой резьбы, должно быть проведено одним человеком плавно, с медленным равномерным приложением усилия на рукоятку динамометрического ключа, без рывков. Усилие при окончательной затяжке должно быть равно (80 ± 5) Нм по шкале динамометрического ключа для всех калибров. При этом не допускается применение молотка. Калибры должны быть свинчены до полного плотного сопряжения с внезапной остановкой; при приложении существенного дополнительного усилия может наблюдаться небольшое смещение калибров;
е) окончательную затяжку резьбовых калибров для замковой резьбы выполняют специальным приспособлением с падающим грузом (см. приложение Л, рисунок Л.2). Требования к длине рычага, высоте падения и массе падающего груза приведены в приложении Л. Количество ударов для окончательной затяжки не менее 12;
ж) припасовка резьбового или гладкого рабочего калибра-кольца и гладкого контрольного калибра-пробки должна быть выполнена аккуратным соединением калибров пробки и кольца, при этом калибр-пробка должен быть плотно вставлен усилием руки в калибр-кольцо;
и) припасовка с использованием падающего груза (см. приложение Л, рисунок Л.1) рекомендуется для гладких калибров диаметром не более 178 мм;
к) для разъединения калибров допускаются легкие удары резиновым молотком по боковой поверхности калибра-кольца. Запрещается производить удары по торцовым поверхностям калибров.
Допускается применение деревянных (киянок), медных и других молотков с пониженной твердостью материала ударной поверхности.
8.16.2 Определение натяга припасованной пары калибров
8.16.2.1 Натяг припасованной пары калибров, в зависимости от конструкции и типа калибров, определяют по одной из схем, показанных на рисунке 9. Расстояние между измерительными плоско-36
ГОСТ 34854—2022
стями калибров измеряют не менее чем в четырех точках, расположенных на расстоянии от 3 до 5 мм от края торца и равномерно распределенных по диаметру в измерительной плоскости.
Измерение расстояния между внутренней поверхностью фланца калибра-пробки и большим торцом калибра-кольца (см. рисунок 9а) выполняют с применением блока КПМД, который набирают методом подбора, чтобы он проходил в зазор между внутренней поверхностью фланца калибра-пробки и большим торцом калибра-кольца с небольшим усилием. При ослаблении или увеличении усилия в каждой точке измерения размер блока КПМД корректируют.
Измерение расстояния между внешней поверхностью фланца калибра-пробки и большим торцом калибра-кольца (см. рисунок 96) выполняют с применением глубиномера или индикатора, закрепленного на штативе, и блока КПМД (см. рисунок 9е и аналогично рисунок 9а). Глубиномер настраивают на ноль на плоской доведенной поверхности или по установочной мере, размер которой равен номинальному значению натяга. При измерении глубиномер плотно устанавливают на ИПК.
Измерение расстояния между большим торцом калибра-пробки и большим торцом калибра-кольца (см. рисунок 9а) выполняют с применением индикатора, закрепленного на штативе. Для каждого из четырех измерений индикатор настраивают на ноль по плоскости большего торца калибра-пробки, а измерения проводят по плоскости большего торца калибра-кольца. При этом калибр-кольцо устанавливают на три меры длины одинакового размера таким образом, чтобы выступающий малый торец калибра-пробки мог свободно разместиться между малым торцом калибра-кольца и поверхностью плиты.
Измерение расстояния между малым торцом калибра-пробки и малым торцом калибра-кольца (см. рисунок 96) выполняют с применением глубиномера, который настраивают на ноль на плоской доведенной поверхности, или индикатора, закрепленного на штативе (см. рисунок 9ж).
Измерение расстояния между большим торцом калибра-пробки и малым торцом калибра-кольца (см. рисунок 9е) выполняют с применением индикатора, закрепленного на штативе, и блока КПМД. При этом калибр-кольцо устанавливают на три меры длины одинакового размера таким образом, чтобы выступающий малый торец калибра-пробки мог свободно разместиться между малым торцом калибра-кольца и поверхностью плиты. Для каждого из четырех измерений индикатор настраивают на ноль по блоку КПМД размером, равным номинальному значению расстояния между большим торцом калибра-пробки и малым торцом калибра-кольца плюс размер одной из мер длины, на которые установлен калибр-кольцо, а измерения проводят по плоскости большего торца калибра-пробки.
Измерение расстояния между большим торцом бесфланцевого калибра-пробки и малым торцом калибра-кольца (см. рисунок 9и) выполняют с применением индикатора, закрепленного на штативе, и блока КПМД. При этом калибр-пробку устанавливают большим торцом, который является измерительной плоскостью, на плоскую доведенную поверхность. Для каждого из четырех измерений индикатор настраивают на ноль по блоку КПМД размером, равным номинальному значению расстояния между большим торцом калибра-пробки и малым торцом калибра-кольца. Измерения проводят в плоскости малого торца калибра-кольца, которая является измерительной плоскостью.
За действительное значение натяга или расстояния между измерительными плоскостями принимают среднее арифметическое значение из четырех измерений. При этом отклонения натяга или расстояния между измерительными плоскостями в каждой проверяемой точке не должны превышать предельных значений, установленных в НД на калибры.
8.16.2.2 Отклонения от номинальных значений размеров контрольных калибров учитывают в виде поправок на контрольные калибры. Поправку 5 на диаметр контрольного гладкого калибра-пробки рассчитывают по формуле
где сУн — номинальное значение диаметра в измерительной плоскости, мм;
6Д — действительное значение диаметра в измерительной плоскости, мм;
К — номинальное значение конусности резьбы.
8.16.2.3 Отклонения от номинальных значений размеров натягов рабочих гладких и резьбовых калибров-колец при припасовке к контрольным гладким калибрам-пробкам учитывают в виде поправок на рабочие калибры и применяют в соответствии с разработанной и утвержденной на предприятии процедурой.
37
ГОСТ 34854—2022

ж и
1 — калибр-кольцо; 2 — блок КПМД; 3— калибр-пробка; 4 — отсчетное устройство; 5 — поверочная плита
Рисунок 9 — Схемы измерения натяга припасованной пары калибров
8.16.2.4 При припасовке гладкого контрольного калибра-пробки и гладкого рабочего калибра-кольца измеряют несовпадение торцов (±С) калибров. При этом, если пробка утопает, значение несовпадения торцов принимает знак «плюс» (+С), если пробка выступает — знак «минус» (-С). Схемы припасовки приведены на рисунке 10.
Поправку Сд на натяг гладкого рабочего калибра-кольца, припасованного к гладкому контрольному калибру-пробке в соответствии со схемой на рисунке 10а, рассчитывают по формуле
Сд = (±С) + (±6), (31)
где (±С) — измеренное значение несовпадения малых торцов калибров, мм;
(±8) — поправка на диаметр контрольного гладкого калибра-пробки, рассчитываемая по формуле (30), мм.
Поправку Сд на натяг гладкого рабочего калибра-кольца, припасованного к гладкому контрольному калибру-пробке в соответствии со схемой на рисунке 106, рассчитывают по формуле
Сд = (±С)-(±8), (32)
где (±С) — измеренное значение несовпадения больших торцов калибров, мм;
(±8) — поправка на диаметр контрольного гладкого калибра-пробки, рассчитываемая по формуле (30), мм.
38
ГОСТ 34854—2022

Рисунок 10 — Схемы припасовки гладких калибров
8.16.2.5 При припасовке гладкого контрольного калибра-пробки и гладкого или резьбового рабочего калибра-кольца измеряют расстояние L от малого торца калибра-кольца до большего торца калибра-пробки (расстояние между измерительными плоскостями). Схемы припасовки приведены на рисунке 11а и б.
Допускается при определении расстояния между измерительными плоскостями гладкого контрольного калибра-пробки и гладкого или резьбового рабочего калибра-кольца измерять несовпадение малых торцов (±С) калибров. Если пробка утопает, значение несовпадения торцов принимает знак плюс (+С), если пробка выступает — знак «минус» (-С). При этом действительное значение расстояния L между измерительными плоскостями гладкого контрольного калибра-пробки и гладкого или резьбового рабочего калибра-кольца (см. рисунок 116) рассчитывают по формуле
Lr = Lnp + (±С), (33)
где Lnp — действительное значение длины гладкого контрольного калибра-пробки, мм;
(±С) — измеренное значение несовпадения малых торцов калибров, мм.
Поправку Сд на натяг гладкого или резьбового рабочего калибра-кольца, припасованного к гладкому контрольному калибру-пробке, рассчитывают по формуле
СД = (Й)-(1М-Ц, (34)
где (±8) — поправка на диаметр контрольного гладкого калибра-пробки, рассчитываемая по формуле (30), мм;
LHOM — номинальное значение расстояния между измерительными плоскостями припасованных калибров, мм;
L — измеренное значение расстояния между измерительными плоскостями припасованных калибров [определяют непосредственно при измерении по схеме на рисунке 11а или рассчитывают по формуле (33) при измерении по схеме на рисунке 116], мм.
39
ГОСТ 34854—2022

а

б
Рисунок 11 — Схемы припасовки гладкого контрольного калибра-пробки и гладкого или резьбового рабочего калибра-кольца
8.16.2.6 При припасовке резьбового контрольного калибра-пробки и резьбового контрольного или рабочего калибра-кольца измеряют:
а) натяг S как расстояние между большим торцом калибра-пробки и большим торцом калибра-кольца. Схемы припасовки приведены на рисунках 12а и 126;
б) натяг N, как расстояние между малым торцом калибра-пробки и малым торцом калибра-кольца. Схемы припасовки приведены на рисунках 12а и 126;
в) натяг S, как расстояние между большим торцом калибра-пробки и большим торцом калибра-кольца;
г) действительную длину калибра-кольца /_д к, как расстояние между малым и большим торцом калибра-кольца. Схема припасовки приведена на рисунке 12в;
д) расстояние L как расстояние от малого торца калибра-кольца до внутренней поверхности фланца калибра-пробки (расстояние между измерительными плоскостями) рассчитывают по формуле
L = $ + ^д.к- (35)
где натяг S — расстояние между большим торцом калибра-пробки и большим торцом калибра-кольца, мм;
Цк — действительная длина калибра-кольца, мм;
е) расстояние L как расстояние от большего торца калибра-пробки до малого торца калибра-кольца (расстояние между измерительными плоскостями). Схема припасовки для бесфланцевых калибров-пробок приведена на рисунке 12а.
40
ГОСТ 34854—2022


Рисунок 12 — Схемы припасовки резьбовых калибров
8.16.2.7 При припасовке резьбового контрольного калибра-кольца и резьбового рабочего калибра-пробки измеряют:
а) натяг S как расстояние между большим торцом калибра-кольца и большим торцом калибра-пробки. Схема припасовки приведена на рисунке 12а;
б) натяг S как расстояние между большим торцом калибра-кольца и внутренней поверхностью фланца калибра-пробки. Схема припасовки приведена на рисунке 126;
в) расстояние L от малого торца калибра-кольца до внутренней поверхности фланца калибра-пробки (расстояние между измерительными плоскостями). Схема припасовки приведена на рисунке 12е;
г) расстояние L как расстояние от малого торца калибра-кольца до большего торца калибра-пробки (расстояние между измерительными плоскостями). Схема припасовки для бесфланцевых калибров-пробок приведена на рисунке 12г.
Для калибров-пробок с высоким фланцем малого диаметра допускается при определении натяга S измерять расстояние Т между наружной поверхностью фланца калибра-пробки и большим торцом калибра-кольца. Схема припасовки приведена на рисунке 126. При этом действительное значение натяга 5Д рассчитывают по формуле
S =7-_/_ (36)
д д.ф’ v 7
41
ГОСТ 34854—2022
где Т — измеренное значение расстояния между наружной поверхностью фланца калибра-пробки и большим торцом калибра-кольца, мм;
^■дф — действительное значение высоты фланца калибра-пробки, мм.
8.16.2.8 Измеренные при припасовке резьбовых контрольных калибров и резьбовых рабочих калибров к резьбовым контрольным калибрам значения натяга учитывают в соответствии с разработанной и утвержденной на предприятии процедурой передачи размера натяга от контрольных калибров рабочим калибрам.
8.16.3 Определение параллельности измерительной плоскости припасованного калибра-кольца относительно измерительной плоскости калибра-пробки
Определение параллельности измерительной плоскости припасованного калибра-кольца относительно измерительной плоскости калибра-пробки проводят одновременно с определением натяга припасованной пары калибров. За действительное значение отклонения от параллельности принимают наибольшую разность из четырех измеренных расстояний между измерительными плоскостями калибров, определяемых в соответствии с 8.16.2.1.
Отклонения от параллельности измерительной плоскости припасованного калибра-кольца относительно измерительной плоскости калибра-пробки не должны превышать предельных значений, установленных в НД на калибры.
9 Координатные методы измерения геометрических параметров резьбовых калибров
9.1 Основа координатных методов измерения геометрических параметров резьбовых калибров
Все методы координатных измерений независимо от того, на каком координатном измерительном оборудовании (КИМ, КИП, КИС) они реализуются, основаны на методе сравнения с мерой, в качестве которой выступают шкалы измерительных преобразователей (датчики узлов координатных перемещений) измерительного оборудования.
Принципиальная основа координатного метода измерения заключается в том, что любую(ой) поверхность или профиль можно представить состоящей(им) из бесконечного числа отдельных точек, и если известно положение в пространстве какого-то ограниченного числа этих точек (массив точек), т. е. установлены их координаты, то по соответствующим формулам (алгоритмам) можно рассчитать размеры этих поверхностей (профилей) и отклонения формы, а также определить расположение поверхностей (профилей) в пространстве и между собой (координатные размеры и отклонения расположения). Более подробное описание приведено в приложение В.
Измерения геометрических параметров резьбовых калибров координатными методами осуществляют в два этапа:
- на первом этапе определяют массив значений координат отдельных точек (точек измерения) с реальной поверхности измеряемого калибра с применением координатных измерительных машин, приборов и систем, а также измерительных устройств, калибровочной и вспомогательной оснасток;
- на втором этапе по полученному массиву координат точек измерения проводят расчет геометрических параметров резьбовых калибров, используя комплекс информационно-методических материалов (стандарты, технические условия, эксплуатационная документация, методики выполнения измерений), интеллектуальные ресурсы (уровень подготовки, практический опыт и навыки инженеров-метрологов и операторов КИМ и КИС), математические модели и алгоритмы для управления измерительным оборудованием, специализированное метрологическое ПО для координатных измерений.
9.2 Выбор координатного измерительного оборудования
Координатное измерительное оборудование для определения геометрических параметров элементов резьбовых калибров подразделяют:
- на универсальные КИМ (см. приложение В, В.2), как правило портальной компоновки, оснащенные специализированным ПО;
- специализированные КИС (приложение Г), предназначенные для определения геометрических параметров деталей разных типоразмеров, но одного служебного назначения, и характеризующиеся оригинальностью компоновки и комбинированной системой координат;
42
ГОСТ 34854—2022
- контурографы (приложение Ж) или НИИК-890 (приложение А), обеспечивающие измерение геометрических параметров элементов профиля резьбы (высоты профиля, угла наклона и прямолинейности боковых сторон резьбы, ширины канавки, ширины выступа, радиусов скруглений, фасок).
Выбор КИО поточности определяется требуемой достоверностью (неопределенностью) результата измерений. При измерении наружного, внутреннего и среднего диаметров, овальности и конусности, прямолинейности образующей конуса, перпендикулярности измерительной плоскости к оси резьбы и шага резьбы КИО выбирают исходя из условия, что неопределенность измерений не должна превышать ±2,5 мкм для калибров с номинальным диаметром резьбы не более 254 мм и ±5 мкм — для калибров с номинальным диаметром резьбы от 254 до 500 мм.
При измерении геометрических параметров элементов профиля резьбы КИО (контурограф) выбирают исходя из того условия, что неопределенность измерений не должна превышать ±3 мкм.
9.3 Выбор измерительной оснастки координатной измерительной машины
9.3.1 Выбор измерительной головки
Для определения массива координат точек измерения, принадлежащих реальным поверхностям контролируемого объекта, на один из узлов координатных перемещений устанавливают контактную (см. рисунок 13а и приложение В, рисунок В.З) или бесконтактную (см. рисунки 136, в) ИГ. В основном используют контактные ИГ касания (триггерные ИГ) и отклонения (сканирующие ИГ). Кроме того, для двухмерных измерений при условии обеспечения требуемой точности допускается использование бесконтактных ИГ: лазерных ИГ и систем технического зрения.
При использовании ИГ касания (триггерных ИГ) координаты точки измерения фиксируют в момент срабатывания датчика ИГ.
При использовании ИГ отклонения (сканирующих ИГ) измеряют величину отклонения наконечника относительно корпуса ИГ, что позволяет реализовать как поточечный режим измерения, так и более производительный сканирующий режим. ИН вводят в контакт с измеряемой поверхностью с небольшим натягом и в процессе движения по заданной траектории (петля, спираль, зигзаг) с постоянным или переменным шагом фиксируют координаты точек вдоль траектории.
Выбор ИГ обусловлен двумя взаимозависимыми критериями: производительностью и точностью процесса измерения. Увеличение скорости перемещения при выполнении рабочих и холостых ходов для высокой производительности приводит к увеличению погрешности определения координат точки измерения.



а - контактная ИГ
б - лазерная ИГ
в - система технического зрения
Рисунок 13 — Виды измерительных головок
Для обеспечения доступа к измеряемым поверхностям резьбовых калибров при использовании универсальных КИМ, не оснащенных поворотным столом, рекомендуется применять ИГ с поворотным модулем (см. рисунок 13а и приложение В, рисунок В.36). При выборе поворотной ИГ следует учитывать, что дискретность шага поворота ИГ может наложить ограничения на измерение резьбовой поверхности калибра.
43
ГОСТ 34854—2022
В процессе измерения соприкосновение любой части ИГ (стержня ИН, корпуса ИГ и др.), кроме КЭ ИН, с измеряемой поверхностью недопустимо (см. рисунок 14).

Рисунок 14 — Соприкосновение стержня ИН с измеряемой поверхностью
9.3.2 Выбор измерительного наконечника
9.3.2.1 ИГ для контактных измерений оснащают ИН, который в зависимости от условий и целей измерения может быть цельным или сборным, иметь различный типоразмер и разнообразные варианты конструкции КЭ: сфера, цилиндр, конус, игла и др. (приложение В). ИН представляет собой ту часть измерительной системы, которая соприкасается с измеряемой поверхностью детали, что приводит к смещению элементов механизма ИГ, а генерируемый сигнал обеспечивает выполнение измерения. Требуемую точность измерения в точке контакта достигают при обеспечении максимально возможной жесткости ИН и идеальной сферичности КЭ ИН. Для сохранения точности в точке контакта при выборе ИН рекомендуют следовать следующим правилам:
- использовать максимально возможные короткие ИН: чем больше изгиб или отклонение ИН, тем ниже точность; выполнение измерений должно быть осуществлено с минимальной длиной ИН для конкретного случая;
-обеспечивать минимальное количество соединений: каждое соединение ИН и удлинителей означает появление новых точек возможного изгиба или отклонения (см. приложение В, рисунок В.За).
9.3.2.2 Для измерения резьбовой поверхности калибра рекомендуют использовать ИН с КЭ — рубиновым шариком и стержнем из углеродного волокна, а также твердосплавные ИН типа «игла». Рубиновые шарики имеют исключительно гладкую поверхность, большую прочность на сжатие и высокую стойкость к механической коррозии, а углеродное волокно обладает оптимальными характеристиками жесткости как в продольном направлении, так и при кручении (что важно для «звездообразной» конфигурации ИН) при исключительно малом весе. Допускается использование ИН из других материалов с учетом того, чтобы степень их износа компенсировалась при периодической калибровке.
9.3.2.3 Предпочтительным является использование для измерений поворотной ИГ (см. рисунок 13а). При невозможности применения поворотной ИГ рекомендуется использовать «звездообразную» конфигурацию ИН (см. рисунок 15).


а
б
44
Рисунок 15 — «Звездообразная» конфигурация ИН
ГОСТ 34854—2022
9.3.2.4 Диаметр сферической части КЭ ИН зависит от метода измерения (упрощенного, поточечного или режима сканирования) и профиля (шага) измеряемой резьбовой поверхности.
Выбор диаметра КЭ ИН при упрощенном методе измерения для калибров с треугольным профилем обусловлен необходимостью касания сферического КЭ ИН боковых сторон резьбы по линии среднего диаметра. При этом выбор диаметра сферического КЭ ИН осуществляют в зависимости от шага и угла профиля резьбы аналогично выбору диаметра проволочек, применяемых при измерении на синусной линейке, из числа предпочтительных диаметров по ГОСТ 2475, наиболее близких к рассчитанным по формуле (16).
Выбор диаметра ИН при упрощенном методе измерения для калибров с трапецеидальным профилем обусловлен необходимостью свободного касания ИН впадины резьбы и боковой стороны резьбы, имеющей меньший угол наклона (опорная сторона), и свободного касания вершины резьбы. Диаметр сферического КЭ ИН выбирают из числа рекомендованных диаметров проволочек по таблице 4.
При поточечном методе измерения используют универсальные наконечники с малым диаметром сферы от 0,5 до 1,0 мм или типа «игла». При малых типоразмерах резьбы поточечный метод измерения не эффективен, т. к. трудно разместить на малом участке необходимое число точек измерения.
При сканировании профиля резьбы используют ИН типа «игла» или с малым диаметром сферического КЭ. При сканировании по спирали используют ИН следующим диаметром (аналогично как при упрощенном методе): для треугольного профиля — обеспечивающим контакт по линии среднего диаметра, для трапецеидального профиля — обеспечивающим свободное касание наконечником впадины и опорной стороны профиля резьбы.
9.3.3 Установка резьбового калибра в рабочем пространстве КИМ (КИС)
Установку измеряемого резьбового калибра в рабочем пространстве универсальных КИМ осуществляют на стол (см. рисунок 16а) либо в приспособление: патрон, универсально-сборное приспособление (см. рисунки 166; 17а, 6).
Установку измеряемого резьбового калибра в рабочем пространстве специализированных КИС проводят в центры (см. рисунок 16е), в патрон либо в центрирующее приспособление (см. рисунки 16а, 17в).
Использование для установки резьбового калибра приспособлений, обеспечивающих центрирование калибра, позволяет сократить процедуру математического базирования в процессе измерения и тем самым повысить производительность процесса измерения.
Установка измеряемого резьбового калибра в рабочем пространстве КИМ должна быть осуществлена таким образом, чтобы измерительная плоскость (у большинства калибров измерительная плоскость расположена у большего торца или совпадает с ним) была доступна для измерения.
При установке измеряемого резьбового калибра в рабочем пространстве КИМ необходимо предусмотреть, чтобы элементы крепления, грязевые канавки и области снятых витков с неполным профилем до витков с полным профилем не попали в контролируемое сечение.
45
ГОСТ 34854—2022

а б

Рисунок 16 — Установка калибра в рабочем пространстве КИМ вертикально
46
ГОСТ 34854—2022

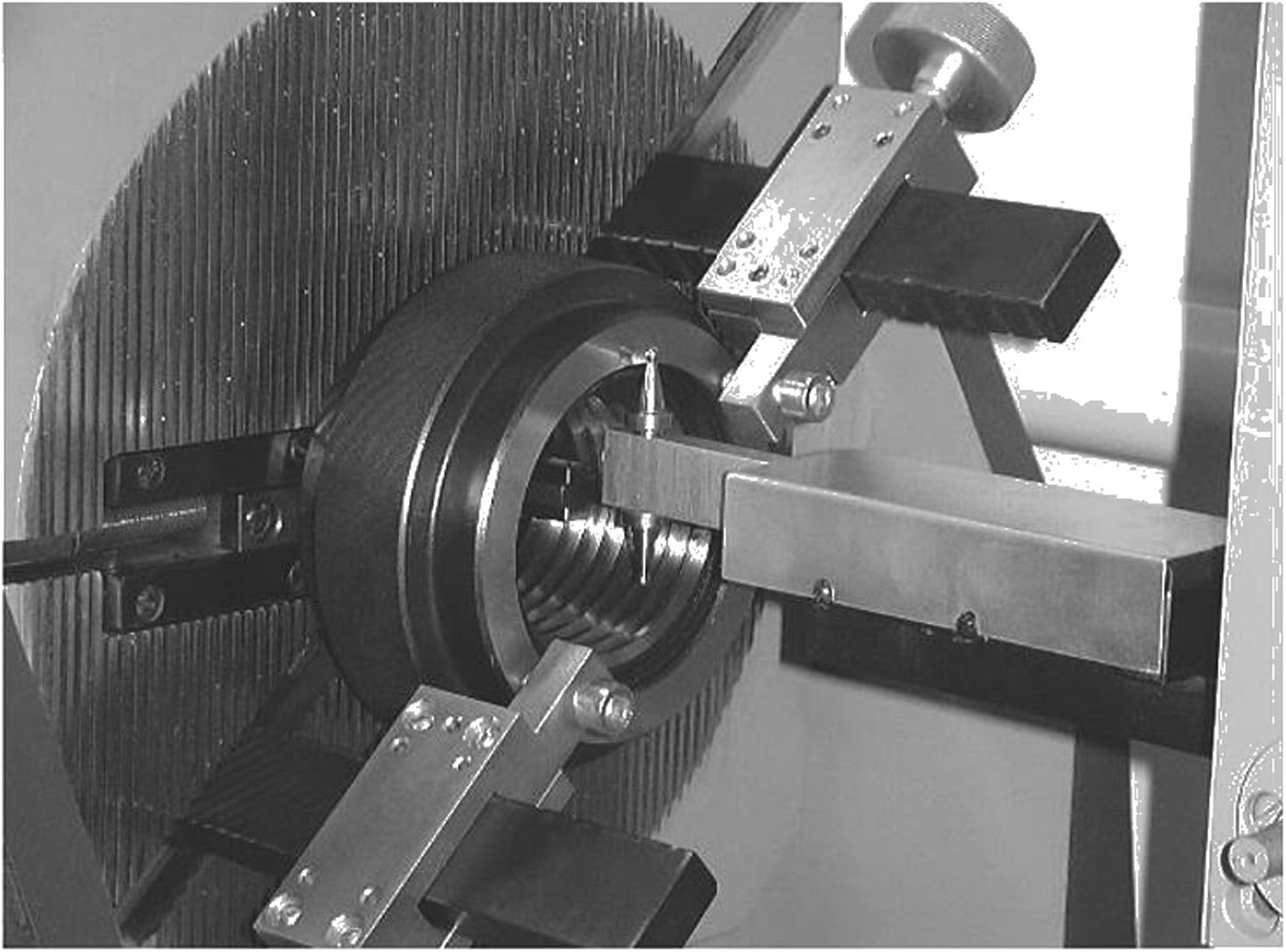
в
Рисунок 17 — Установка калибра в рабочем пространстве КИМ горизонтально
9.4 Математическое базирование
9.4.1 Для определения системы координат детали в системе координат КИМ необходимо провести процедуру математического базирования. Математическое базирование может быть выполнено в ручном или наладочном режиме (при измерении калибров, свободно расположенных на столе КИМ) либо в автоматическом режиме, когда калибр в рабочем пространстве КИМ установлен в приспособлении. На первом этапе математическое базирование служит не для измерения поверхностей калибра, а для определения системы координат, поэтому для базирования измеряют координаты минимального числа точек, необходимого для определения положения поверхностей калибра в пространстве КИМ. После выполнения измерений координат всех заданных точек на поверхностях калибра при анализе результатов координатных измерений проводят окончательное математическое базирование, т. е. положение системы координат детали уточняется (см. приложение В, В.3.3).
9.4.2 При измерении резьбовых калибров рекомендуется осуществлять математическое базирование по конусу, торцевой плоскости и первому витку (см. рисунок 18а). При базировании по коническому элементу (по вершинам резьбовой поверхности) необходимо измерить минимум семь точек, из
47
ГОСТ 34854—2022
них рекомендуется измерить четыре точки в одном сечении (точки 1, 2, 3, 4 на рисунке 18а) и три точки (точки 5, 6, 7 на рисунке 18а) в другом наиболее удаленном от первого. При базировании по торцевой плоскости рекомендуется измерить три точки в плоскости малого (большего) торца (точки 8, 9, 10 на рисунке 18а).



Рисунок 18 — Математическое базирование
Базирование по первому витку необходимо для однозначного определения положения выступов и канавок резьбовой поверхности калибра в заданном сечении. Для этого необходимо измерить по одной точке на боковых сторонах резьбы в первом витке на расстоянии от 5 до 10 мм от области снятия витков с неполным профилем до витков с полным профилем (точки 11, 12 на рисунке 18а).
Если конструкция, оснащение и ПО КИМ позволяют провести измерение в адаптивном (самопод-настраивающемся) режиме сканирования, то при математическом базировании ИН вводят в канавку первого витка до контакта с натягом и задают направление движения (см. рисунок 186). Примером может служить математическое базирование при измерении на контурографе (приложение Ж). 48
ГОСТ 34854—2022
9.5 Измерение резьбового калибра на координатной измерительной машине
9.5.1 Общие положения
9.5.1.1 Измерение резьбового калибра с использованием как универсальных КИМ, так и специализированных КИС следует проводить не менее чем в двух осевых сечениях, расположенных под углом 90° (см. рисунок 19а). При этом рекомендуется выполнять измерения в большем количестве осевых сечений, если позволяют возможности КИО и ПО (см. рисунок 196). Количество измеряемых сечений определяют в зависимости от требуемой точности и производительности процесса измерения.

Сечение 1
Сечение 2
Измеряемый калибр

+ с
— ^маш
Рисунок 19 — Схема расположения измеряемых сечений
9.5.1.2 В зависимости от КИО измерения резьбового калибра разделяют на двухкоординатные и многокоординатные.
При двухкоординатном методе измерения из-за переустановки калибра из одного сечения в другое положение оси калибра в пространстве изменяется, т. е. производная прямая (ось калибра), определенная при измерениях в сечении 1, смещена в пространстве на некоторую величину относительно производной оси калибра, определенной при измерениях в сечении 2 (см. рисунок 19а).
Двухкоординатный метод измерения геометрических параметров резьбовых калибров реализован на двухкоординатном приборе 481 КМ2, общий вид, технические характеристики и схема координатных перемещений ИН которого приведены в приложении Б.
Также двухкоординатный метод измерения геометрических параметров элементов профиля резьбы реализован:
- в контурографе, общий вид которого приведен в приложении Ж;
- приборе НИИК-890, общий вид и технические характеристики которого приведены в приложении А.
Многокоординатные измерения включают в себя трехкоординатные (три линейные координаты) измерения, реализованные на универсальных координатно-измерительных машинах (приложение В), и четырехкоординатные (три линейные, одна угловая координаты) измерения параметров резьбовых калибров, реализованные на КИС НИИК-483 и НИИК-485 (или аналогичных), общий вид и характеристики которых приведены в приложении Г. В отличие от двухкоординатного метода измерений при многокоординатных измерениях не происходит смещение производной оси калибра в пространстве, т. к. переустановка калибра не требуется, а перемещение из одного сечения в другое осуществляется за счет поворота стола прибора на заданный угол (специализированный четырехкоординатный прибор НИИК-483) либо за счет перемещения и поворота ИГ (универсальные КИМ).
49
ГОСТ 34854—2022
9.5.2 Методы измерений
9.5.2.1 В зависимости от схемы измерения и используемых ИН выделяют упрощенный и поточечный методы измерений, а также режим сканирования.
9.5.2.2 Упрощенный метод измерения геометрических параметров резьбовых калибров основан на использовании сферических ИН с таким диаметром сферического КЭ, чтобы обеспечить касание КЭ ИН боковых поверхностей резьбы по линии среднего диаметра для резьбы с треугольным профилем и свободное касание ИН впадины резьбы и опорной стороны профиля для резьбы с трапецеидальным профилем (см. рисунок 20).
Примечание — Для корпоративных резьбовых соединений с другой геометрией профиля резьбы точки касания КЭ ИН с элементами профиля резьбы выбирают в зависимости от служебного назначения резьбовых поверхностей и на основании конструкторской документации.

Рисунок 20 — Упрощенный метод измерения
Упрощенный метод измерения геометрических параметров резьбовых калибров позволяет измерять наружный, средний и внутренний диаметры, конусность, овальность, прямолинейность образующей конуса, шаг резьбы, перпендикулярность измерительной плоскости к оси резьбы и высоту профиля резьбы (у резьбы трапецеидального профиля).
9.5.2.3 Поточечный метод измерения геометрических параметров резьбовых калибров основан на использовании универсальных ИН с малым диаметром сферы или ИН типа «игла», что позволяет получить большее число точек резьбовой поверхности, по координатам которых можно рассчитать большее число геометрических параметров резьбы по сравнению с упрощенной методикой.
При поточечном методе измерения с применением ИГ касания (триггерной ИГ) в продольном осевом сечении массив измеренных точек получают при последовательном выполнении единичных циклов измерения точки (см. рисунок 21).
Количество измеряемых точек резьбовой поверхности зависит от шага и профиля резьбы, от длины резьбовой части, от количества полных витков, от необходимой точности измерения и от необходимой производительности процесса измерения. Количество измеряемых точек резьбовой поверхности должно быть оптимальным, для того чтобы обеспечивать необходимую точность измерений и заданную производительность процесса измерения. Количество точек должно быть больше или равно минимально необходимому количеству точек (для построения уравнения прямой необходимы координаты двух измеренных точек, для окружности — трех точек), но не слишком большим, т. к. нерациональное 50
ГОСТ 34854—2022
увеличение количества измеряемых точек приведет к увеличению времени, затрачиваемому на процесс измерения точек поверхности, к необходимости сложных расчетов по аппроксимации, что снизит производительность процесса измерения. Рекомендуемое количество измеряемых точек приведено в таблице 6.
Таблица 6 — Рекомендуемое количество точек измерений при поточечном методе измерения
Элемент резьбовой поверхности | Количество измеряемых точек | Шаг резьбы, мм |
Резьба с треугольным профилем | ||
Торец калибра | 2—4 | — |
Боковая сторона резьбы | 2 | Р < 2,54 |
3 | Р > 2,54 | |
Поверхность наружного и внутреннего диаметров | 1 | Р < 2,54 |
2 | Р > 2,54 | |
Резьба с трапецеидальным профилем | ||
Торец калибра | 2—4 | — |
Боковая сторона резьбы | 2—3 | — |
Поверхность наружного и внутреннего диаметров | 1—3 | Р < 2,54 |
3—5 | Р > 2,54 | |
Профиль треугольной резьбы является симметричным, поэтому необходимое количество измеряемых точек должно быть равномерно распределено по левой и правой боковым сторонам резьбы. По одной-две точки (в зависимости от шага резьбы и в соответствии с таблицей 6) размещают на вершинах резьбы.
У резьбы с трапецеидальным профилем высота профиля значительно меньше, чем шаг резьбы, поэтому количество точек на боковых сторонах резьбы (две-три) меньше, чем на поверхностях внутреннего и наружного диаметров (3—5).
51
ГОСТ 34854—2022
Калибр-пробка с отрицательным углом боковой стороны профиля
Калибр-проока с трапецеидальной резьбой
Рисунок 21 — Поточечный метод измерения
9.5.2.4 Измерение радиуса скругления на вершине 7 и во впадине 2 (см. рисунок 22а), фаски (см. рисунок 226) и канавки во впадине резьбы треугольного профиля (см. рисунок 22в) при поточечном методе проводят ИН типа «игла».
При определении радиуса скругления необходимо провести измерение не менее четырех точек радиуса таким образом, чтобы все точки лежали на радиусе и не попадали в места сопряжения радиуса с прямолинейными поверхностями (см. рисунок 22а). В зависимости от профиля резьбы при измерении радиуса скругления применяют различные варианты траекторий движения ИН (см. рисунок 22а).
52
ГОСТ 34854—2022

Рисунок 22 — Схемы измерения радиуса скругления, фаски и канавки во впадине резьбы при поточечном методе
9.5.2.5 Режим сканирования (см. рисунок 23) позволяет проводить измерение большого количества точек при непрерывном контакте ИН с измеряемой поверхностью. В режиме сканирования для обеспечения требуемой точности измерения необходимо стремиться иметь достаточную концентрацию точек измерения. Достаточная концентрация точек измерения при измерении профиля резьбовой поверхности достигается при обеспечении интервала между точками измерения менее 0,02 мм.
9.5.2.6 Поточечный метод измерения и режим сканирования позволяют измерять наружный, средний и внутренний диаметры, шаг резьбы, конусность, овальность, прямолинейность образующей конуса, перпендикулярность измерительной плоскости к оси резьбы, геометрические параметры элементов профиля резьбы (высота профиля, углы наклона и прямолинейность боковых сторон резьбы, ширина канавки, ширина выступа, радиусы скруглений, фаски).
53
ГОСТ 34854—2022

Рисунок 23 — Режим сканирования профиля резьбы
9.5.3 Определение положения спирали относительно оси калибра (трехмерное измерение)
9.5.3.1 Определение положения спирали относительно оси калибра проводят сканирующей ИГ с применением поворотного стола, обеспечивающего вращение калибра относительно ИГ (см. рисунок 24).

Рисунок 24 — Определение положения спирали с использованием поворотного стола
Для калибров с треугольным профилем резьбы положение спирали относительно оси калибра измеряют по среднему диаметру, для калибров с трапецеидальным профилем по наружному диаметру (для кольца) или внутреннему диаметру (для пробки). При этом ИН вводится в контакт с боковыми
54
ГОСТ 34854—2022
сторонами резьбы (для резьбы с треугольным профилем) либо с впадиной резьбы и опорной стороной профиля (для резьбы с трапецеидальным профилем) таким образом, чтобы обеспечить натяг, равный половине диапазона отклонения ИГ по осям X, Y, Z. Затем, осуществляя перемещение ИН по номинальной траектории (за счет вращения калибра и линейного перемещения ИГ вдоль образующей конуса), ПО КИМ фиксирует координаты точек спирали.
9.5.3.2 При отсутствии поворотного стола трехмерное сканирование может быть обеспечено применением поворотной ИГ или «звездообразной» конфигурации ИН. В этом случае трехмерную спираль измеряют в несколько этапов; каждый отрезок спирали — при своем фиксированном положении наконечника поворотной ИГ (см. рисунок 25) или своим наконечником «звездообразной» конфигурации (см. рисунок 26).

1—14 — отрезки траектории вспомогательных перемещений ИГ
Рисунок 25 — Определение положения спирали с использованием поворотной ИГ
55
ГОСТ 34854—2022


1—8 — отрезки траектории вспомогательных перемещений ИГ
Рисунок 26 — Определение положения спирали с использованием «звездообразной» конфигурации ИН
ПО должно обеспечивать возможность соединения получаемых при измерении отрезков спирали в общую трехмерную линию (см. рисунок 26). Точность измерения в данном случае обычно ниже, чем при использовании поворотного стола с непрерывным сканированием.
9.5.4 При измерении геометрических параметров резьбовых калибров наиболее полную информацию о действительных размерах калибра может обеспечить применение одновременно двух методов измерения: определение профиля резьбовой поверхности методом сканирования в нескольких сечениях (не менее двух) и определение положения спирали относительно оси калибра.
56
ГОСТ 34854—2022
9.6 Рекомендуемая методика расчета геометрических параметров резьбовых калибров
9.6.1 Определение среднего диаметра резьбы в основной плоскости при упрощенном методе измерения
9.6.1.1 Для определения среднего диаметра резьбы с треугольным профилем в основной плоскости при упрощенном двухкоординатном методе используют массив координат центра ИН при его контакте с боковыми сторонами резьбы по линии среднего диаметра, а также с измерительной плоскостью (на большем торце или внутренней поверхности фланца) калибра.
9.6.1.2 Определение уравнений средних прямых проводят нижеприведенным образом.
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнения прямых, проходящих через центры ИН при его контакте с боковыми сторонами резьбы по линии среднего диаметра (Пр. 11 и Пр. 12 на рисунке 27). В зависимости от возможности ПО в автоматическом или ручном режиме в положение прямых вносят поправки, учитывающие диаметр ИН. Также рекомендуется учитывать отклонение угла профиля резьбы от номинального значения, которое влияет на высоту положения центра ИН во впадине резьбы. Уравнения прямых (Пр. 111 и Пр. 112 на рисунке 27), полученных при внесении поправок, являются уравнениями средних прямых.

Т. 201
Т. 202
Пр. 11
Пр. 111
Пр. 13
Пр. 112
Пр. 12
Рисунок 27 — Схема определения оси калибра
9.6.1.3 Уравнение оси (производная прямая) калибра определяют математически как уравнение биссектрисы угла конуса 2 ср (Пр. 13 на рисунке 27), проходящей через точку пересечения прямых, которые, в свою очередь, проходят через центры ИН при его контакте с боковыми сторонами резьбы по линии среднего диаметра (Пр. 11 и Пр. 12 на рисунке 27).
9.6.1.4 Определение уравнения прямой, лежащей в основной плоскости, проводят нижеприведенным образом.
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнение прямой, проходящей по точкам, лежащим в измерительной плоскости калибра (Пр. 31 на рисунке 28). При этом в зависимости от возможности ПО в автоматическом или ручном режиме необходимо внести в положение прямой поправку, учитывающую диаметр ИН (т. к. КИМ фиксирует координаты центра ИН).
Определяют координаты точки пересечения оси калибра и прямой, лежащей в измерительной плоскости калибра (Т. 61 —точка пересечения Пр. 13 и Пр. 31 на рисунке 28). Определяют координаты точки (Т. 62), лежащей на оси калибра (Пр. 13) и отстоящей от точки (Т. 61) пересечения оси калибра и
57
ГОСТ 34854—2022
прямой в измерительной плоскости на расстояние а, равное расстоянию от измерительной до основной плоскости, указанное в НД на калибры.
Определяют уравнение прямой, лежащей в основной плоскости (Пр. 32 на рисунке 28) как перпендикуляр к оси калибра (Пр. 13), проходящий через точку (Т. 62) на оси калибра, отстоящую от точки пересечения оси и прямой в измерительной плоскости на расстояние а.

9.6.1.5 Средний диаметр в основной плоскости калибров с треугольным профилем резьбы определяют как расстояние между точками пересечения (Т. 73 и Т. 74 на рисунке 28) прямой, лежащей в основной плоскости (Пр. 32 на рисунке 28) и перпендикулярной оси калибра, и каждой из средних прямых (Пр. 111 и Пр. 112 на рисунках 27, 28), определенных согласно 9.6.1.2.
9.6.2 Определение наружного и внутреннего диаметров резьбы в основной плоскости при упрощенном методе измерения проводят нижеприведенным образом.
Для определения наружного и внутреннего диаметров резьбы в основной плоскости при упрощенном двухкоординатном методе используют массив координат центра ИН при его контакте по наружному или внутреннему диаметру резьбы, а также с измерительной плоскостью (на большем торце или внутренней поверхности фланца) калибра.
Уравнения двух прямых, лежащих на вершинах или впадинах измеренных витков, определяют нижеприведенным образом.
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнения двух прямых, проходящих через координаты центра ИН при его контакте по наружному или внутреннему диаметру резьбы. Затем в положение полученных прямых вводят поправку, учитывающую диаметр ИН.
Уравнение прямой, лежащей в основной плоскости, определяют согласно 9.6.1.4.
Наружный и внутренний диаметры резьбы в основной плоскости определяют как расстояние между точками пересечения прямой, лежащей в основной плоскости и перпендикулярной оси калибра, и каждой из прямых, лежащих на вершинах или впадинах измеренных витков.
9.6.3 Определение овальности и конусности резьбы калибра при упрощенном методе измерения проводят нижеприведенным образом.
Овальность калибра по наружному, внутреннему или среднему диаметру резьбы определяют как наибольшую разность наружных, внутренних или средних диаметров резьбы, измеренных в осевых сечениях, расположенных под углом 90°.
58
ГОСТ 34854—2022
Определение конусности по наружному, внутреннему или среднему диаметру резьбы проводят аналогично указанному в 8.4.2.7.
9.6.4 Определение шага резьбы калибра при упрощенном методе измерения проводят нижеприведенным образом.
При определении шага резьбы калибра используют массив координат центра ИН при его контакте с измеряемой резьбовой поверхностью по линии среднего диаметра резьбы (для калибров-пробок и калибров-колец с треугольным профилем резьбы), по внутреннему диаметру резьбы и боковой стороне резьбы, имеющей меньший угол наклона (для калибров-пробок с трапецеидальным профилем резьбы), по наружному диаметру резьбы и боковой стороне резьбы, имеющей меньший угол наклона (для калибров-колец с трапецеидальным профилем резьбы).
Шаг резьбы определяют, как расстояние между центрами ИН, расположенного в двух соседних витках, умноженное на cos (р.
Определение отклонения накопленного шага резьбы проводят аналогично указанному в 8.7.4.
9.6.5 Определение перпендикулярности измерительной плоскости калибра-пробки к оси резьбы или оси рабочей поверхности при упрощенном методе измерения проводят нижеприведенным образом.
Для определения перпендикулярности измерительной плоскости к оси резьбы калибра используют массив координат центра ИН при его контакте с измеряемой поверхностью по среднему, наружному или внутреннему диаметру и с ИПКК.
Находят уравнение оси калибра согласно 9.6.1.3. Уравнение прямой, проходящей по точкам, лежащим в измерительной плоскости калибра, определяют согласно 9.6.1.4. Рассчитывают угол между осью калибра и прямой, лежащей в измерительной плоскости. Полученный угол характеризует перпендикулярность измерительной плоскости к оси резьбы или оси рабочей поверхности калибра.
9.6.6 Определение длины калибра при упрощенном методе измерения проводят нижеприведенным образом.
Для определения длины калибра используют массив координат центра ИН при его контакте по наружному (для калибров-пробок) или внутреннему (для калибров-колец) диаметру, с измерительной плоскостью и малым торцом калибра.
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнения прямых (Пр. 43, Пр. 44, Пр. 35 и Пр. 31 на рисунке 29), проходящих через точки измерений, располагаемых на вершинах резьбы, в измерительной плоскости и на малом торце калибра. При этом в зависимости от возможности ПО в автоматическом или ручном режиме необходимо внести в положение прямых поправку, учитывающую диаметр ИН. Математически определяют точки (Т. 75 и Т. 76 на рисунке 29) пересечения прямой, расположенной в измерительной плоскости, и каждой из прямых (Пр. 43 и Пр. 44), лежащих на вершинах измеренных витков.
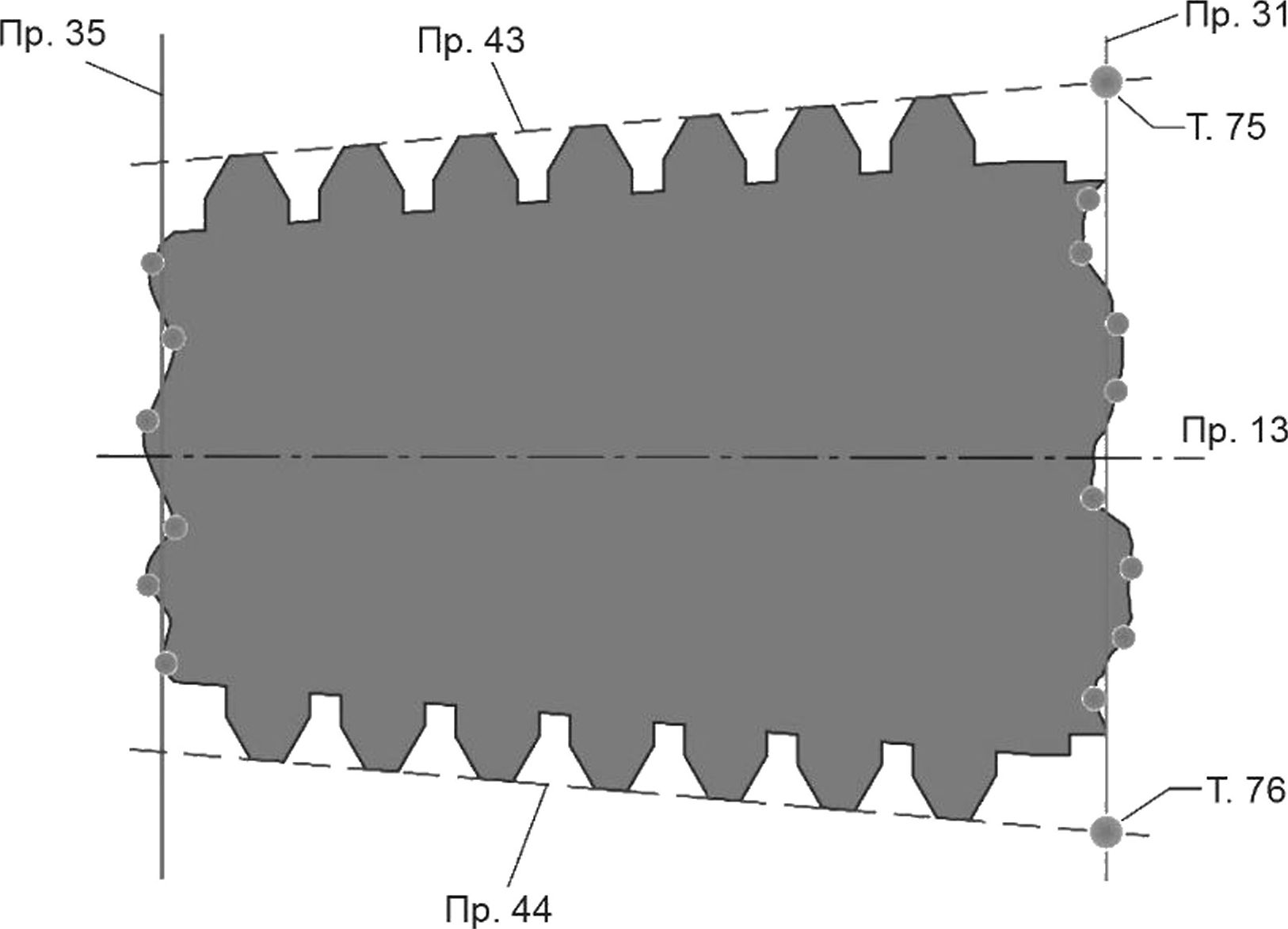
Рисунок 29 — Схема определения длины калибра
59
ГОСТ 34854—2022
Определяют расстояния от точек (Т.75 и Т.76 на рисунке 29) пересечения прямых, лежащих на вершинах резьбы и в измерительной плоскости, до прямой (Пр. 35) на малом торце калибра. Среднее арифметическое значение этих расстояний (расстояние между Т. 75 и Пр. 35, расстояние между Т. 76 и Пр. 35 на рисунке 29) принимают за действительное значение длины калибра в измеряемом сечении.
9.6.7 Определение среднего диаметра резьбы в основной плоскости при поточечном методе измерения
9.6.7.1 Для определения среднего диаметра резьбы с треугольным профилем в основной плоскости при поточечном двухкоординатном методе используют массив координат точек измерений, располагаемых на левой и правой боковых сторонах резьбы и в измерительной плоскости (на большем торце или внутренней поверхности фланца) калибра.
9.6.7.2 Определение уравнения оси калибра проводят нижеприведенным образом.
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнения прямых, проходящих через точки измерений, располагаемых на левой и правой боковой сторонах резьбы (Пр. 1 и Пр. 2 на рисунке 30).
Математически определяют координаты центров расчетных (служебных производных элементов) окружностей радиусом ^окр1, вписанных между прямыми, касательными к боковым сторонам резьбы (Окр. 1 на рисунках 30, 31). Выбор диаметра расчетной окружности осуществляют аналогично выбору диаметра проволочек, применяемых при измерении на синусной линейке: рассчитывают по формуле (15) (для резьбы с треугольным профилем) или выбирают по таблице 4 (для резьбы с трапецеидальным профилем).

Рисунок 30 — Схема построения вписанной (расчетной) окружности по боковым сторонам резьбы
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнения прямых, проходящих через центры вписанных расчетных окружностей (Пр. 11 и Пр. 12 на рисунке 31).
Уравнение оси калибра (производная прямая) определяют математически как уравнение биссектрисы угла конуса 2(р (Пр. 13 на рисунке 31), проходящей через точку пересечения прямых, которые, в свою очередь, проходят через центры вписанных расчетных окружностей (Пр. 11 и Пр. 12 на рисунке 31).
9.6.7.3 Определение уравнений средних прямых допустимо проводить по массиву центров вписанных окружностей и по середине полного резьбового профиля.
При определении уравнений средних прямых по массиву центров вписанных окружностей вычисляют координаты точек касания (Т. 7 и Т. 8 на рисунках 30, 32) вписанной воображаемой окружности и прямых, лежащих на боковых сторонах резьбы. Рассчитывают уравнение прямой (Пр. 78 на рисунке 32), проходящей через точки касания (Т. 7 и Т. 8 на рисунке 32). Определяют координаты средней точки (Т. 78 на рисунке 32) — точки пересечения прямой (Пр. 78), проходящей через точки касания, и перпендикуляра из центра вписанной расчетной окружности к оси калибра. Затем по условиям аппроксимации методом наименьших квадратов рассчитывают уравнения средних прямых (Пр. 21 на рисунке 32), проходящих через средние точки (Т. 78 и Т. 88 на рисунке 32).
60
ГОСТ 34854—2022

Пр. 11
Пр. 13
Пр. 12
Рисунок 31 — Схема определения оси калибра

Рисунок 32 — Схема определения средних прямых по вписанным расчетным окружностям
При определении уравнений средних прямых по середине полного резьбового профиля рассчитывают координаты точек пересечения (Т. 51, Т. 53, Т. 55, Т. 57 на рисунке 33) прямых, лежащих на боковых сторонах резьбы (Пр. 1 и Пр. 2 на рисунках 30 и 33).
Используя координаты точек пересечения, определяют координаты средних точек (Т. 52, Т. 54, Т. 56, Т. 58 на рисунке 33) как середины отрезков правых и левых боковых сторон резьбы. По условиям аппроксимации методом наименьших квадратов рассчитывают уравнения средних прямых (Пр. 21 на рисунке 33), проходящих через средние точки (Т. 52, Т. 54, Т. 56, Т. 58 на рисунке 33).
61
ГОСТ 34854—2022

Рисунок 33 — Схема определения средних прямых по середине боковых сторон резьбы
9.6.7.4 Определение уравнения прямой, лежащей в основной плоскости, проводят аналогично указанному в 9.6.1.4.
Средний диаметр в основной плоскости калибров с треугольным профилем резьбы определяют как расстояние между точками пересечения прямой, лежащей в основной плоскости (Пр. 32 на рисунке 28) и перпендикулярной оси калибра, и каждой из средних прямых, уравнения которых рассчитаны согласно 9.6.7.3.
9.6.8 Определение наружного и внутреннего диаметров резьбы в основной плоскости при поточечном методе измерения проводят нижеприведенным образом.
Для определения наружного и внутреннего диаметров резьбы в основной плоскости при поточечном двухкоординатном методе используют массив координат точек измерений, располагаемых на вершинах или впадинах каждого из измеренных витков и в измерительной плоскости калибра.
По условиям аппроксимации методом наименьших квадратов (приложение П) определяют уравнения двух прямых, проходящих через точки, лежащие на вершинах или впадинах измеренных витков. Уравнение прямой, лежащей в основной плоскости, определяют согласно 9.6.1.4.
Наружный и внутренний диаметры резьбы в основной плоскости определяют как расстояние между точками пересечения прямой, лежащей в основной плоскости и перпендикулярной оси калибра, и каждой из прямых, лежащих на вершинах или впадинах измеренных витков.
9.6.9 Определение овальности и конусности резьбы калибра при поточечном методе измерения проводят нижеприведенным образом.
Овальность калибра по наружному, внутреннему или среднему диаметрам резьбы определяют как наибольшую разность наружных, внутренних или средних радиусов резьбы, измеренных в осевых сечениях, расположенных под углом 90°.
Определение конусности по наружному, внутреннему или среднему диаметрам резьбы проводят аналогично указанному в 8.4.2.7.
9.6.10 Определение угла наклона боковой стороны резьбы при поточечном методе измерения проводят нижеприведенным образом.
Для определения угла наклона боковой стороны резьбы калибра используют массив координат точек, лежащих на правых и левых боковых сторонах резьбы.
По условиям аппроксимации методом наименьших квадратов (приложение П) находят уравнения прямых, проходящих через точки, лежащие на правых и левых боковых сторонах резьбы, а также уравнения прямых, перпендикулярных к оси калибра и проходящих через точки пересечения прямых, лежащих на правых и левых боковых сторонах резьбы.
62
ГОСТ 34854—2022
Угол наклона боковой стороны резьбы калибра рассчитывают, как угол между перпендикуляром, проведенным к оси калибра, и каждой из прямых, полученных по точкам, лежащим на правых и левых боковых сторонах резьбы.
9.6.11 Определение отклонения от прямолинейности боковых сторон резьбы при поточечном методе измерения проводят нижеприведенным образом.
Для определения отклонения от прямолинейности боковых сторон резьбы калибра используют массив координат точек, лежащих на правых и левых боковых сторонах резьбы.
По условиям аппроксимации методом наименьших квадратов (приложение П) находят уравнения прямых, проходящих через точки, лежащие на правых и левых боковых сторонах резьбы.
Отклонение от прямолинейности рассчитывают как наибольшее среднеквадратичное расстояние между действительным профилем и средним профилем резьбы по нормали к среднему профилю резьбы в пределах нормируемого участка.
9.6.12 Определение высоты профиля резьбы при поточечном методе измерения проводят нижеприведенным образом.
Для определения высоты профиля резьбы калибра используют массив координат точек, лежащих на правых и левых боковых сторонах резьбы, а также на вершинах и впадинах резьбы.
По условиям аппроксимации методом наименьших квадратов (приложение П) находят уравнения прямых, проходящих через точки, лежащие на вершинах и во впадинах измеренных витков резьбы.
Определяют уравнения прямых, перпендикулярных к оси калибра и проходящих через точки пересечения прямых, лежащих на правых и левых сторонах профиля резьбы.
Высоту профиля резьбы вычисляют как расстояние между точками пересечения прямой, перпендикулярной к оси калибра, и прямыми, лежащими на вершинах и впадинах измеренных витков резьбы.
9.6.13 Определение отклонения от прямолинейности образующей конуса резьбы при поточечном методе измерения проводят по линии среднего диаметра резьбы для резьбы с треугольным профилем и по линии внутреннего или наружного диаметра для резьбы с трапецеидальным профилем аналогично указанному в 9.6.11.
9.6.14 Определение перпендикулярности измерительной плоскости коси резьбы при поточечном методе измерения проводят нижеприведенным образом.
Для определения перпендикулярности измерительной плоскости к оси резьбы калибра используют массив координат точек, лежащих на левых и правых боковых сторонах резьбы и в измерительной плоскости калибра.
Определяют уравнение оси калибра согласно 9.6.7.2. По условиям аппроксимации методом наименьших квадратов рассчитывают уравнение прямой, проходящей по точкам, лежащим в измерительной плоскости. Вычисляют угол между осью калибра и прямой, лежащей в измерительной плоскости. Полученный угол характеризует перпендикулярность измерительной плоскости к оси резьбы калибра. При необходимости определяют отклонение от перпендикулярности с учетом базовой длины (как правило, приравнивают к диаметру окружности, ограничивающей измерительную плоскость).
9.6.15 Определение шага резьбы калибра при поточечном методе измерения проводят нижеприведенным образом.
Для определения шага резьбы калибра используют массив координат точек измерений, лежащих на правых и левых боковых сторонах резьбы. В соответствии с 9.6.7.3 указывают массив координат центров вписанных окружностей (см. рисунок 32).
Определяют уравнения прямых, перпендикулярных к оси калибра и проходящих через центры вписанных окружностей, а также интервал от минимального до максимального значения шага резьбы калибра, анализируя массив расстояний между точками пересечения оси калибра и каждой пары двух соседних прямых, перпендикулярных к оси калибра и проходящих через центры вписанных окружностей на одной стороне калибра. Анализ проводят в каждом продольном сечении, в котором были выполнены измерения точек.
9.6.16 Определение длины калибра при поточечном методе измерения проводят аналогично указанному в 9.6.6.
9.6.17 Анализ измеренной трехмерной спирали в поперечных сечениях (см. рисунок 34) позволяет определить диаметр и отклонение от круглости в поперечном сечении (в т. ч. ее частный случай — овальность). Выпуклости (см. рисунок 34) по условию максимума материала оказывают существенное влияние на величину натяга при припасовке калибра-пробки и калибра-кольца.
63
ГОСТ 34854—2022
Анализ измеренной трехмерной спирали в продольных сечениях позволяет определить максимальную величину и характер погрешностей образующей конуса (см. рисунок 35) и шага резьбы (см. рисунок 36).

Рисунок 34 — Анализ проекции одного сегмента спирали
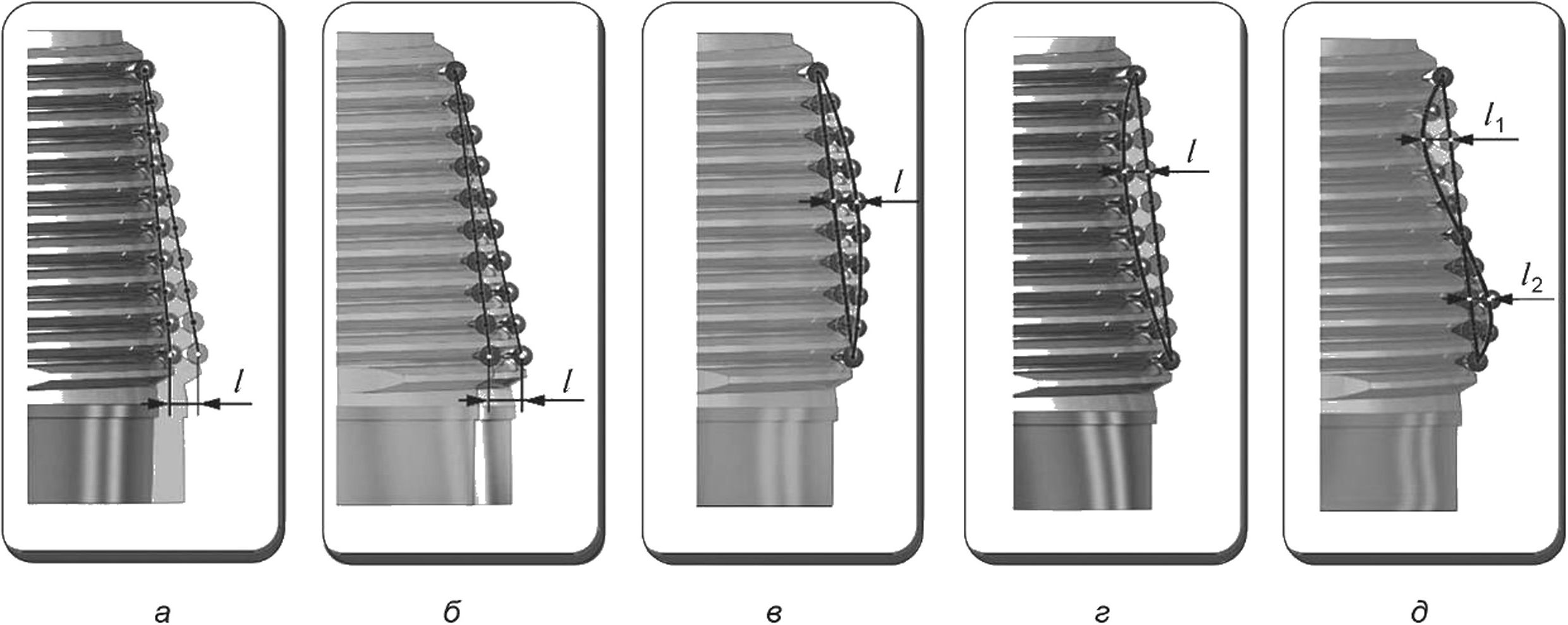
Рисунок 35 — Анализ погрешности образующей конуса
При оценке погрешностей образующей конуса могут быть выявлены отклонения:
- от конусности / (см. рисунки 35 а, б);
- прямолинейности образующей конуса: выпуклость / (см. рисунок 35в); вогнутость / (см. рисунок 35г); сочетание выпуклости 11 и вогнутости 12 (см. рисунок 356).
64
ГОСТ 34854—2022
При оценке погрешностей шага рассматривают каждый шаг Pi в каждом j-м сечении; определяют ^тах и ^min- При этом отклонения каждого шага Р^ не должны превышать предельных значений, установленных в НД на калибры.
Примечание — Методика расчета геометрических параметров резьбовых калибров по координатам измеренных точек зависит от возможностей ПО КИМ и приведена в виде рекомендации для двумерных измерений.

Рисунок 36 — Анализ погрешности шага
9.7 Оформление протокола измерений на координатной измерительной машине
Для сравнения измерений геометрических параметров резьбовых калибров необходимо документировать достаточное количество информации о проведенном измерении. Всю информацию можно собрать в протоколе измерений. В протоколы измерений рекомендуется наряду с числовыми значениями измеренных параметров включать диаграммы, графическое описание распределения погрешностей, отклонений геометрических параметров. Для информативности допускается вносить в протокол эскиз, рисунок и чертеж контролируемого калибра. Пример оформления протокола измерений приведен в приложении Р.
9.8 Оценка пригодности метода координатных измерений резьбовых калибров
Точность и достоверность определения геометрических параметров резьбовых калибров при координатных измерениях зависят не только от точности измерения координат с помощью КИО, но и от возможностей программного и методического обеспечения. В настоящем разделе приведены основные принципы выбора КИО и метода координатных измерений (стратегии измерения и математические мо-
65
ГОСТ 34854—2022
дели расчета измеряемых параметров). Описанный метод координатных измерений может быть реализован разработчиками в ПО специализированного (предназначенного для измерения резьбовых калибров) КИО, а также в дополнительных программных модулях базового ПО универсальных КИМ. Потребитель может написать собственный пакет управляющих программ для измерения параметров резьбовых калибров, используя инструменты (например, язык программирования DMIS-платформы или систему меню, ЗО-программирование с помощью CAD-модели), предоставленные возможностями универсального ПО.
Эффективность использования КИМ и ПО (как в составе КИМ, так и отдельно) может быть определена проведением оценки пригодности метода координатных измерений резьбовых калибров согласно ГОСТ ISO/IEC 17025 одним из следующих способов или их сочетанием:
- калибровкой с использованием эталонов;
- сравнением результатов, полученных с помощью других методов;
- межлабораторными сравнительными испытаниями;
- систематическим оцениванием факторов, влияющих на результат;
- оцениванием неопределенности результатов на основе научного осмысления теоретических принципов метода и практического опыта.
Таким образом, для правомерности использования КИМ и ПО при измерении геометрических параметров резьбовых калибров рекомендуется проведение одной из следующих процедур:
-для специализированных КИМ рекомендуется проводить испытания с целью утверждения типа СИ в соответствии с [1]. При этом программа испытаний должна предусматривать определение метрологических и технических характеристик КИМ, включая показатели точности, оцениваемые при измерении с помощью испытуемой КИМ контрольного резьбового калибра, прошедшего калибровку в соответствии с разделом 8, и при наличии действующего сертификата о калибровке;
- для специализированных программных модулей измерения геометрических параметров резьбовых калибров, дополняющих базовое ПО универсальных КИМ, рекомендуется проводить аттестацию метода измерения в соответствии с нормативно-правовыми актами государства, проголосовавшего за принятие настоящего стандарта*;
-для оценки пакета управляющих программ координатных измерений геометрических параметров резьбовых калибров, разработанного потребителем КИМ, рекомендуется по завершении разработки и каждый раз перед измерением партии однотипных калибров проводить калибровку КИМ по контрольному резьбовому калибру, предварительно откалиброванному в соответствии с разделом 8. При этом тип резьбового соединения и размер калиброванного калибра рекомендуется выбирать совпадающим или близким к измеряемому калибру, а калибровку измеряемого калибра выполнять в таком же пространственном положении, которое занимал калиброванный калибр, используемый при калибровке КИМ.
На калиброванном резьбовом калибре должны быть нанесены риски или отметки маркером, указывающие сечения, в которых при калибровке проводились измерения. При аттестации КИМ и ПО необходимо осуществить сбор точек и определение геометрических параметров резьбовых калибров (наружного, среднего, внутреннего диаметров резьбы, конусности, овальности, прямолинейности образующей конуса по линии наружного, среднего, внутреннего диаметров резьбы, шага резьбы, высоты профиля, углов наклона и прямолинейности боковых сторон резьбы, перпендикулярности измерительной плоскости калибра к оси резьбы или оси рабочей поверхности) в этих отмеченных сечениях.
10 Оценка результатов измерений
10.1 Выполнение совокупности описанных операций, приведенных в настоящем стандарте, обеспечивает получение результатов измерений с установленными показателями точности. При выполнении прямых измерений показатель точности результата измерения можно оценить по результатам метрологического подтверждения СИ (свидетельство о поверке, сертификат калибровки).
10.2 Результаты измерений калибров вносят в протокол измерений с указанием действительных значений или отклонений от номинальных значений. Рекомендуемая форма протокола измерения приведена в приложении С.
* В Российской Федерации — в соответствии с ПР 50.2.016—94 «Государственная система обеспечения единства измерений. Требования к выполнению калибровочных работ».
66
ГОСТ 34854—2022
Приложение А (справочное)
Универсальный измерительный микроскоп типа УИМ и прибор НИИК-890
А.1 На рисунках А.1 и А.2 представлены универсальный микроскоп типа УИМ и прибор НИИК-890, а их технические характеристики приведены в таблице А.1.

1 — универсальный микроскоп типа УИМ; 2— измеряемый калибр; X— продольное перемещение; У — поперечное перемещение
Рисунок А.1 —Универсальный микроскоп типа УИМ

7 — стопор поперечного перемещения; 2 — винт тонкой подачи поперечного перемещения; 3 — левая бабка; 4 — сменный объектив; 5 — цифровая видеокамера; 6 — винт тонкой настройки фокуса; 7 — поперечный линейный энкодер; 8 — продольный линейный энкодер; 9 — центр правой бабки; 10 — винт тонкой подачи продольного перемещения; 11 — стопор продольного перемещения
Рисунок А.2 — Прибор НИИК-890 (оптико-электронная измерительная система)
67
ГОСТ 34854—2022
А.2 Измерение прибором НИИК-890 представляет собой последовательное выполнение операций определения геометрических элементов и размеров.
Измерение можно производить либо путем наводки визирной системы на измеряемые точки с последующим нажатием кнопки «Измерить точку» либо контурной схемой измерения, обеспечивающей автоматический сбор измеренных точек.
Использование технологии «Системы технического зрения» для автоматического распознавания кромки измеряемой детали, реализованной в программном модуле «ТЕХНОкоорд-ОптИС» прибора НИИК-890, позволяет применять поточечный метод двухкоординатных оптических измерений для контроля геометрических параметров резьбовых калибров.
Таблица А.1 — Технические характеристики микроскопа типа УИМ и прибора НИИК-890
Техническая характеристика | Значение | |||||
УИМ-21 | УИМ-23 | УИМ-24 | НИИК-890 | |||
Диапазон измерения, мм | 2004 00 | 2004 00 | 500^200 | 200x100 | ||
Диапазон измерения углов, град | 0—360 | |||||
Цена деления основного отсчетного устройства, мм | 0,001 | 0,0005 | ||||
Цена деления шкалы угломерной головки, мин | 1 | |||||
Допускаемая погрешность измерений проекционным (теневым) методом: | ||||||
- линейных размеров, мкм | ±(1 + L/100) | |||||
- диаметров гладких цилиндров в центрах, мкм | ±(6 + L/67) | |||||
- средних диаметров резьбы, мкм | ± | < > и 2 L а 67 sin — 1 2 > | ||||
- шага резьбы, мкм | + | и 2 L 1 +----+ — cos — < 2 | ||||
Допускаемая погрешность измерений методом осевого сечения (с применением измерительных ножей): | ||||||
- диаметров гладких цилиндров в центрах, мкм | ±(2,7 + L/67) | |||||
- средних диаметров резьбы, мкм | + | . 1,7 L 1 +---+ — 01 67 sin — I 2 J | ||||
- шага резьбы, мкм | + | , 1,7 L а 67 cos — < 2 ; | ||||
Габаритные размеры (без подставки), мм | 1145 х 1060x705 | 1150x 1150x1500 | 1500 x 1300 x 1600 | 1400x1300x 1000 | ||
Масса, кг | 414 | 541 | 1550 | 450 | ||
Примечание — В формулах расчета допускаемой погрешности; L — измеряемый размер, мм; а — угол профиля резьбы, град. | ||||||
68
ГОСТ 34854—2022
Приложение Б (справочное)
Приборы 481К (481 КМ) и 481 КМ2 для измерения параметров резьбы калибров
Б.1 На рисунках Б.1—Б.З представлены приборы 481К (481 КМ) и 481 КМ2.

б - прибор 481 КМ2
Рисунок Б.1 — Приборы 481 К, 481 КМ2
69
ГОСТ 34854—2022
Б.2 В таблице Б.1 приведены технические характеристики приборов 481К (481 КМ) и 481 КМ2
Таблица Б.1 —Технические характеристики приборов 481К (481 КМ) и 481 КМ2
Техническая характеристика | Значение | ||
481К | 481 КМ | 481 КМ2 | |
Длина измеряемого калибра, мм, не более | 130 | ||
Масса измеряемого калибра, кг, не более | 15 | 25 | 25 |
Диапазон измерения параметров, мм: - диаметров резьбы калибра-пробки | — | — | 48—102 |
- диаметров резьбы калибра-кольца | — | — | 60—203 |
- шага резьбы | 0—130 | 0—130 | 0—130 |
- отклонений конусности резьбы - перпендикулярности измерительной плоскости к оси | ±0,100 | ±0,600 | ±0,200 |
резьбы | — | — | ±1,000 |
Допускаемая погрешность при измерении параметров, мм, не более: | |||
- наружного, внутреннего или среднего диаметров резьбы | — | — | ±0,002 |
- шага резьбы - конусности по наружному, внутреннему или среднему | ±0,0025 | ±0,0025 | ±0,0025 |
диаметру резьбы | ±0,0025 | ±0,0025 | ±0,0025 |
- перпендикулярности измерительной плоскости к оси резьбы | — | — | ±0,002 |
Дискретность отсчета, мм | 0,001; 0,01 | 0,001 | 0,0001 |
Измерительное усилие, Н | 8,5 ± 1,5 | 8,5 ±2,5 | 8,5 ±2,5 |
Габаритные размеры, мм, не более: - базовой части | 1280x750x500 | 1210x760x630 | 1210x760x630 |
- электронного блока управления | — | 70x 100x80 | 70x100x80 |
- блока ПК | — | — | 320x275x400 |
- устройства цифровой индикации | — | 258 х 160x80 | — |
- блока питания | — | 260x 180x100 | 260 х 180 х 100 |
Масса, кг, не более: - базовой части | 270 | 512 | 512 |
- электронного блока управления | — | 1 | 1 |
- блока ПК | — | — | 12 |
- устройства цифровой индикации | — | 3 | — |
- блока питания | 3,5 | 3,5 | |
Электропитание от сети переменного тока: - напряжение, В | — | 220 ± 22 | 220 ± 22 |
- частота, Гц | — | 50 ± 1 | 50 ± 1 |
70
ГОСТ 34854—2022

Рисунок Б.2 — Установка на заданный угол с помощью синусного устройства

Рисунок Б.З — Схема координатных перемещений на приборе 481 КМ2
71
ГОСТ 34854—2022
Приложение В (справочное)
Основы координатной метрологии
В.1 Принципы координатных измерений
Принципиальная основа координатного метода измерения геометрических параметров заключается в том, что любую поверхность или профиль можно представить как состоящую(его) из бесконечного числа отдельных точек, и если известно положение в пространстве какого-то ограниченного числа этих точек (массив точек), т. е. установлены их координаты, то по соответствующим формулам (алгоритмам) можно рассчитать размеры этих поверхностей (профилей) и отклонения формы, а также определить расположение поверхностей (профилей) в пространстве и между собой (координатные размеры и отклонения расположения).
Можно выделить два взаимосвязанных технических комплекса, необходимых для выполнения координатных измерений и оказывающих влияние на их точность:
а) координатная измерительная техника — это комплекс из аппаратной части измерительного оборудования, состоящий из системы взаимосвязанных интегрированных мехатронных модулей (механические узлы, электронные компоненты, ПО низшего уровня), измерительных устройств и датчиков, калибровочной и вспомогательной оснастки, а также средств автоматизации (управляющий вычислительный комплекс) и механизации, которые обеспечивают получение массивов значений координат отдельных точек, принадлежащих контролируемым поверхностям детали;
б) программно-методическая часть — это, прежде всего, базовый комплекс информационно-методических материалов (стандарты, технические условия, эксплуатационная документация, методики выполнения измерений), интеллектуальных ресурсов (уровень подготовки, практический опыт и навыки инженеров-метрологов и операторов координатной измерительной техники), специализированного метрологического ПО высшего уровня для координатных измерений. Современное ПО для координатных измерений является многофункциональным, объединяет возможности двух основных систем:
- системы автоматизированного контроля размеров (computer-aided inspecting, CAI), которая обеспечивает режим управления измерительным оборудованием в реальном времени, функции получения и анализа измеренных данных, расчета заданных линейно-угловых параметров;
- системы автоматизированного планирования (проектирования процессов) контроля (computer-aided inspection planning, CAIP) — с ее помощью выполняются разработка и отладка технологий контроля.
В.2 Координатная измерительная техника
Координатные измерения в машиностроении осуществляют с помощью КИП, КИМ и КИС различных компоновок с контактными и/или оптическими ИГ, оптических измерительных систем, контактных и лазерных ИГ, встроенных в технологическую систему современных станков с числовым программным управлением (ЧПУ). Их используют для определения геометрических параметров объекта (детали): линейных и угловых размеров, отклонений формы и расположения поверхностей.
На практике наиболее широко применяется понятие «координатная измерительная машина», которое раскрывается как «совокупность средств измерения и измерительной оснастки, предназначенных для проведения координатных измерений в общем случае не менее чем по трем линейным или угловым координатам (координатным перемещениям), причем по меньшей мере одна из координат должна быть линейной». В зависимости от компоновки узлов координатных перемещений (УКП) измерения проводят в прямоугольной (декартовой), цилиндрической, сферической или комбинированной системах координат машины (см. рисунок В.1).
Координатной системой часто называют КИМ (в т. ч. специализированные) с расширенными функциональными и метрологическими возможностями. Например, предназначенную для использования в составе автоматизированных систем управления и (или) имеющую возможность применять в процессе измерения одной детали различные типы ИГ: контактные, лазерные, «системы технического зрения».
Для решения ограниченного круга задач измерения в плоскости могут быть применены двухкоординатные измерительные машины с декартовой или полярной системой координат, которые чаще всего классифицируют как КИП, как правило, разрабатываемые на основе традиционных измерительных приборов.
В.2.1 Особенности конструкции
Для выполнения координатных измерений КИМ, КИС и КИП оснащают комплексом аппаратных и программных средств.
Базовая аппаратная часть КИМ содержит:
- основание. Материалом для изготовления основания КИМ может быть сталь, чугун, но в большинстве случаев используют твердые каменные породы, например черный гранит. Существуют модели КИМ, которые не имеют своего основания, узлы координатных перемещений монтируют на специально подготовленный фундамент или контрольную плиту;
-УКП;
- измерительные преобразователи (датчики обратной связи);
- ИГ;
72

Цилиндрическая система координат

Сферическая система
координат


Комбинированные системы координат

Специализированные КИМ (НИИК-483/485)
Портальная КИМ с поворотным столом

Портальная КИМ с поворотной измерительной головкой

Консольная КИМ
Гексаподная с цилиндрической
КИМ системой координат

Измерительная рука
Рисунок В.1 —Типовые компоновки и системы координат координатной измерительной техники
ГОСТ 34854—2022
ГОСТ 34854—2022
- управляющий вычислительный комплекс (контроллер) [обычно включает блоки управления приводами, обработки и фиксации показаний измерительных преобразователей и ИГ, персональный компьютер или микропроцессорный блок].
Для повышения эффективности процессов координатных измерений аппаратная часть КИМ может быть оснащена дополнительными устройствами механизации и автоматизации: поворотный стол, механизм смены паллет, поворотный модуль ИГ, магазин для смены ИГ и ИН и т. д.
Особенности конструкции базовой аппаратной части представлены на примере КИМ портальной компоновки (см. рисунок В.2).
В базовую аппаратную часть КИМ портальной компоновки обычно входит гранитное основание 1, которое установлено на виброизолирующих опорах 13. На основании взаимно перпендикулярно монтируют УКП, каждый из которых обеспечивает движение вдоль одной из 3 осей прямоугольной системы координат машины (СКМ). Базовым УКП является подвижный по оси У П-образный портал, стойки 4 которого устанавливают на направляющие поверхности второго основания. По балке 7 портала вдоль оси X перемещается каретка 8, по направляющим поверхностям которой вдоль оси Z осуществляет движение пиноль 6 с закрепленной ИГ 5.
В зависимости от степени автоматизации КИМ движение УКП может быть осуществлено вручную оператором или автоматически по управляющей программе (УП), в этом случае система ЧПУ или управляющий компьютер задают направление и скорость перемещения узлов, которое обеспечивается приводами, в основном электромеханическими.
Механическая часть УКП современных КИМ в основном оснащена ленточными передачами 9. Вращение электродвигателя 21 в одну или другую сторону через приводной ролик (шкив) 22 преобразуется в линейные перемещения армированной ленты 23, к которой крепится соответствующий подвижный узел КИМ. Малую инерционность и энергопотребление обеспечивает применение аэростатических подшипников 3. В механизмы УКП для уравновешивания движущихся деталей могут встраиваться противовесы 24, пневматические и электромеханические тормоза. УКП КИМ, предназначенных для работы непосредственно в сборочных или механообрабатывающих цехах, монтируют на линейных подшипниках качения. В этом случае для выполнения линейных перемещений могут быть использованы шарико-винтовые или зубчато-реечные передачи с приводом от шагового или серводвигателя; тяжелые узлы перемещают линейные двигатели.
Определение текущих координат референтных точек узлов в рабочем пространстве КИМ с прямоугольной системой координат производят с помощью измерительных преобразователей линейных перемещений (линейных энкодеров) 10, расположенных параллельно осям СКМ. Значения угловых координат поворотных узлов КИМ определяют круговыми энкодерами. Наибольшее распространение имеют фотоэлектрические измерительные преобразователи со стеклянной шкалой 26, работающие в проходящем или отраженном свете. Оптическая считывающая головка 25 связана с контроллером УВК и обеспечивает передачу в реальном времени информации о положении УКП в СКМ. Типовые СКМ приведены на рисунке В.1.
Начало СКМ (нулевая точка) выбирается производителем оборудования. При каждом включении или после сбоев работы проводят процедуру «Выход в ноль». Узлы КИМ перемещаются вдоль каждой из осей координат до наезда на специальную метку: механическую, электронную, оптическую.
Измеряемая деталь 11 может быть размещена непосредственно на рабочей поверхности основания КИМ или в приспособлении. При установке детали необходимо обеспечить максимально возможный доступ ИГ 5 ко всем измеряемым поверхностям. Для координатных измерений на пиноль КИМ (КИП, КИС) устанавливают контактную (см. рисунок 13а) или бесконтактную ИГ (см. рисунки 136 и е).
В основном используют контактные ИГ двух типов: касания [с триггерным (нулевым) датчиком] и отклонения (со сканирующим датчиком). Из многообразия конструкций бесконтактных ИГ наибольшее распространение получили лазерные устройства и системы технического зрения на основе цифровых видеокамер.
ИГ (см. рисунок В.З) — это система взаимосвязанных элементов (датчик, ИН, удлинители датчиков и ИН, устройства тарельчатого типа с магнитными держателями для их автоматической смены, поворотный узел и другие компоненты), предназначенная для непосредственного контактного или бесконтактного взаимодействия с реальными поверхностями измеряемой детали и для фиксации в УВК массива координат измеренных точек.
74
ГОСТ 34854—2022

1 — гранитное основание; 2 — направляющие поверхности на основании для перемещений портала; 3 — аэростатические подшипники портала; 4 — стойки портала; 5 — измерительная головка; 6 — пиноль; 7 — балка портала; 8 — каретка; 9 — привода УКП X, У, Z; 10 — измерительные преобразователи перемещений (линейные энкодеры); 11 — измеряемая деталь; 12 — калибровочная сфера; 13 — виброизолирующие опоры; 14 — подвод сжатого воздуха; 15 — «воздушная подушка»; 16 — корпус с пневмоканалами; 17—поворотный узел; 18 — удлинитель датчика ИГ; 19 — датчик; 20 — измерительный наконечник; 21 — электродвигатель; 22 — приводной ролик; 23 — армированная лента; 24 — противовес пиноли; 25 — оптическая считывающая головка; 26 — линейная шкала
Рисунок В.2 — Особенности конструкции КИМ
75
ГОСТ 34854—2022

а - без поворотного узла
б - с поворотным узлом
1 — пиноль КИМ; 2 — удлинитель измерительного датчика; 3— система смены измерительного датчика (например, тарельчатого типа); 4 — измерительный датчик; 5 — система смены ИН (также может быть тарельчатого типа); 6 — удлинитель ИН; 7 — стержень ИН; 8— ИН; 9 — КЭ ИН; 10 — диаметр КЭ ИН; 11 — соединительный элемент типа «звезда» системы ИН; 12 — система ИН (состоит из компонентов системы ИН); 13 — поворотный узел ИГ; 14 — система ИГ как комплекс взаимосвязанных элементов
Рисунок В.З — Варианты конструкции ИГ
ИГ для контактных измерений оснащена ИН, который в зависимости от условий и целей измерения может быть цельным или сборным, иметь различный типоразмер и разнообразные варианты конструкции КЭ: сфера, цилиндр, конус, типа «игла» и др. (см. рисунок В.4). ИН (в технической документации и рекламных каталогах производителей КИО и оснастки часто используют нестандартизованный термин «щуп») представляет собой ту часть системы ИГ, которая соприкасается с измеряемой поверхностью детали, что приводит к смещению («срабатыванию») элементов механизма датчика ИГ.
КЭ ИН может быть изготовлен как составная часть стержня ИН или как отдельный элемент, соединенный со стержнем (например, сваркой или пайкой). Материал, из которого изготовлены стержень и КЭ ИН, должен обеспечить повышенную износостойкость при эксплуатации (синтетический рубин, твердый сплав, закаленная легированная сталь, композитный материал и др.).
На большинстве моделей современной координатной измерительной техники возможность доступа КЭ ИН к заданным поверхностям измеряемой детали с разных направлений обеспечивается за счет включения в систему ИГ поворотного узла 13 (см. рисунок В.36). Моторизованный поворотный узел 17 (см. рисунок В.2) может автоматически (при выполнении управляющей программы измерения) или по командам оператора (в наладочном режиме) повернуть ИГ на заданный угол по координатам А и В. В зависимости от модели ИГ, конструкции поворотного узла и возможностей ПО поворот осуществляется между измерительными циклами на фиксированный угол (в большинстве случаев) или (на современных моделях ИГ) угловые перемещения поворотного узла выполняются непосредственно в цикле измерения (как дискретно, так и непрерывно).
76
ГОСТ 34854—2022



1 — КЭ ИН; 2 — стержень ИН; 3 — крепежный элемент (в зависимости от конструкции ИГ и соединительных элементов может быть резьбовой, гладкий цилиндрический, гладкий цилиндрический с лыской и др.)
Рисунок В.4 — Варианты конструкций ИН
Конструкции некоторых ИГ [например, со сканирующим датчиком активного (со встроенными приводами) типа] не допускают использования поворотного узла. В этом случае применяют различные сборные системы ИН 12 (см. рисунок В.За). С помощью соединительных элементов типа «звезда», угловых шарниров, удлинителей в один комплект собирают различные типы ИН. Направление стержня каждого ИН обеспечивает измерение комплекта поверхностей с заданной стороны детали.
Для обеспечения взаимосвязи измерительных систем координат перед измерением каждый ИН системы 12 (см. рисунок В.За), а также единичный ИН в каждой используемой позиции поворотного узла 17 (см. рисунок В.2) должен пройти процедуру калибровки, описанную подробнее в В.3.3.
В.2.2 Типовые компоновки
Типовые компоновки и системы координат координатной измерительной техники представлены на рисунке В.1.
В.2.2.1 Портальная компоновка КИМ характеризуется наличием подвижного или неподвижного П-образного портала и рекомендуется для особо точных измерений среднегабаритных изделий различных типов. При портальной компоновке по горизонтальной оси перемещается каретка, несущая подвижную вдоль вертикальной оси пиноль, на которой крепится ИГ. По конструктивным решениям портальные машины можно разделить на машины с неподвижным (см. рисунок В.5а) и подвижным порталами (см. рисунок В.56/ Чаще всего в конструкции КИМ применяют подвижный портал. В этом случае деталь устанавливают на основание, и она при измерении остается неподвижной. Значительно реже используют конструкции КИМ с неподвижным порталом. По одной или двум координатам перемещается стол с закрепленной деталью.
КИМ портальной компоновки характеризуются большой скоростью измерения, что обеспечивает высокую производительность. В свою очередь, быстрое перемещение портала, как узла с относительно большой массой, может привести к появлению перекосов портала и к дополнительным погрешностям измерения. Наиболее значительным перекос может быть в тех случаях, когда привод для перемещения портала не находится в центре тяжести последнего. Машины с неподвижным порталом (см. рисунок В.5а) и подвижным столом имеют более высокую точность измерения, чем у машин с подвижным порталом (см. рисунок В.56), и, прежде всего, в силу динамических погрешностей, так как в этих машинах подвижный узел, т. е. стол, можно сделать более жестким и разнести на большую длину направляющие, установив привод в центре тяжести подвижного узла.
Для повышения жесткости конструкции крупных КИМ используют компоновки с Г-образным полупорталом (см. рисунок В.1) или выносят привод перемещения портала в специальную стойку, расположенную у заднего края основания КИМ (см. рисунок В.1е).
В.2.2.2 Мостовую компоновку КИМ используют в основном для контроля крупногабаритных деталей и изделий разного класса точности. При мостовой компоновке каретка с пинолью перемещается по подвижной траверсе, базирующейся на горизонтальных неподвижных балках, установленных на колоннах (см. рисунок В.6а).
В последнее время широкое распространение получила конструкция (см. рисунок В.66), в которой вместо колонн для поддержки горизонтальных неподвижных балок использованы вертикальные боковые стенки. Существуют технологии, когда стенки армируются и заливаются совместно с подготовкой фундамента непосредственно на месте монтажа мостовой КИМ.
77
ГОСТ 34854—2022

а

б
Рисунок В.5 — Портальная компоновка КИМ
В.2.2.3 Консольная компоновка КИМ характеризуется наличием подвижной по одной или двум горизонтальным осям горизонтальной консоли (см. рисунок В.7) и рекомендуется для производственного контроля в цеховых условиях.
В.2.2.4 Стоечную компоновку КИМ (см. рисунок В.8) используют для контроля сварных, штампованных, литых и других деталей и узлов невысокой точности. На предприятиях в основном применяют одно- и двухстоечные КИМ с горизонтальной осью (см. рисунки В.1д и е). Реже встречаются одностоечные КИМ с вертикальной осью (см. рисунок В. 1а). КИМ стоечной компоновки могут встраиваться в конвейер и работать как измерительные роботы, обеспечивая промежуточный контроль между операциями механической обработки или сборки.
В.2.2.5 Многостержневая (гексаподная) компоновка КИМ (см. рисунок В.9), в которой шесть узлов координатных перемещений платформы с ИГ конструктивно разделены с высокоточными лазерными устройствами, измеряющими действительные координаты положения референтных точек платформы в системе координат КИМ. Комбинированная СКМ обеспечивает перемещение платформы по 3 линейным и 3 угловым координатам. Многостержневая (гексаподная) компоновка КИМ обеспечивает измерения большинства типовых деталей и изделий машиностроительного производства.
В.2.2.6 Измерительную руку (см. рисунок В.10), имеющую шарнирную конструкцию, используют для контроля неточных изделий (отливок, штамповок).
В.2.2.7 Для решения задач по координатному измерению геометрических параметров типовых деталей и изделий, в т. ч. со сложнопрофильными поверхностями (зубчатые колеса, червячные фрезы, резьбовые калибры и т. д.) применяют высокоточные специализированные КИМ с оригинальными компоновками УКП. Например, КИМ с цилиндрической системой координат НИИК 484 (см. рисунок В.1), четырехкоординатные КИМ с комбинированной системой координат НИИК-483/485 (подробнее в приложении Г).
78
ГОСТ 34854—2022

Рисунок В.6 — Мостовая компоновка КИМ

Рисунок В.7 — Консольная компоновка КИМ
79
ГОСТ 34854—2022

Рисунок В.8 — Стоечная компоновка КИМ
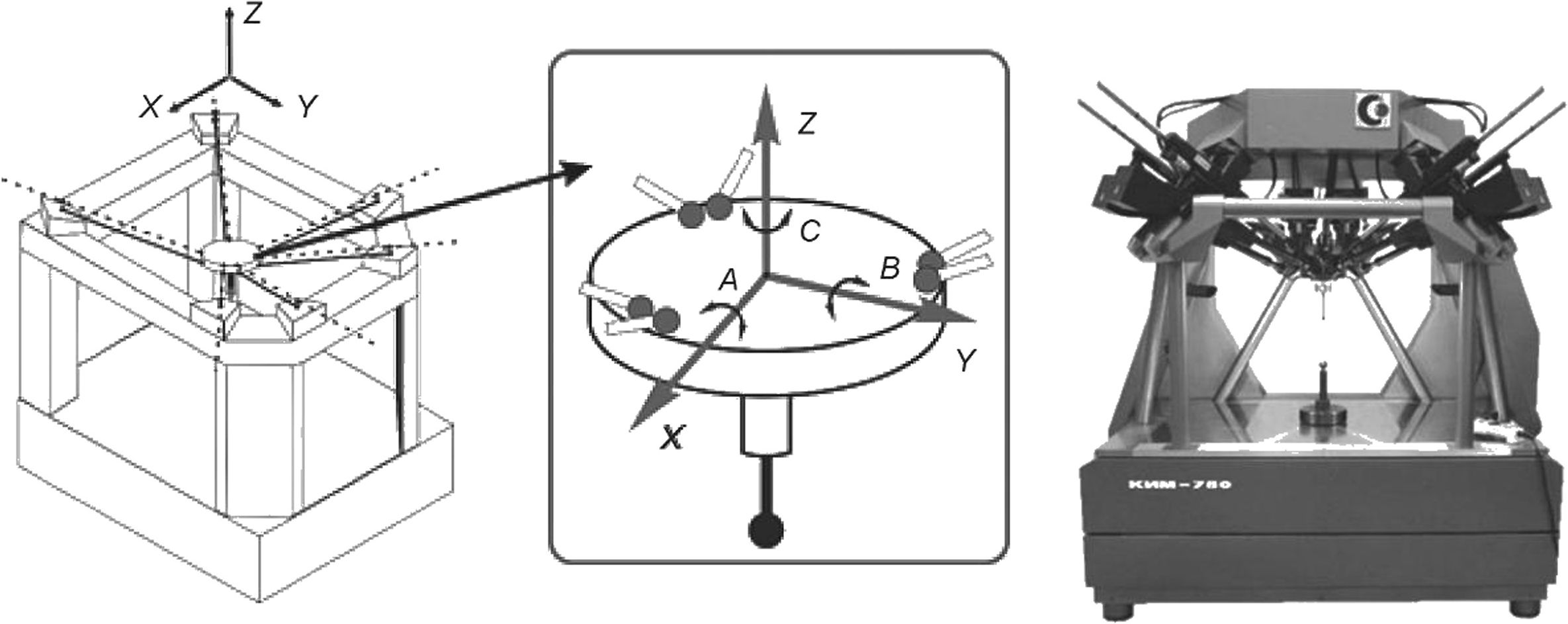
Рисунок В.9 — Многостержневая (гексаподная) компоновка КИМ

Рисунок В. 10 — Измерительная рука
80
ГОСТ 34854—2022
В.З Методическое обеспечение координатных измерений
Эффективность и достоверность процессов координатных измерений зависит как от технических и метрологических характеристик базовой аппаратной части КИМ, так и от функциональности ПО и адекватности применяемых МКИ.
Выбор МКИ — это прежде всего выбор стратегии измерения и выбор расчетных моделей и алгоритмов, математически описывающей взаимосвязь координат измеренных точек с определяемыми линейно-угловыми параметрами. МКИ — это базовая основа при проектировании управляющих программ для координатной измерительной техники.
Методическое обеспечение координатных измерений также включает в себя описание типовых процедур координатной метрологии, обеспечивающих взаимосвязь измерительных систем координат. Процедуры калибровки ИГ ИН и математического базирования по аналогии с МКИ содержат стратегию измерения и систему расчетных моделей и алгоритмов.
В.3.1 Стратегия координатных измерений
Стратегия координатных измерений — это прежде всего данные о количестве точек, координаты которых необходимо измерить, схема их расположения на контролируемых поверхностях и последовательность обхода при измерении. На основании стратегии измерения детали или изделия разрабатывается часть управляющей программы, формирующая совокупность рабочих (измерительных) и вспомогательных перемещений ИГ, выполняемых узлами координатных перемещений измерительного оборудования для определения заданного массива координат точек, принадлежащих измеряемым поверхностям (элементам) контролируемой детали или изделия.
Для выбора стратегии измерения деталь разбивают на простейшие геометрические элементы.
Количество точек измерения для каждого отдельного элемента детали определяют в зависимости от вида элемента, точности размеров, допусков формы и расположения этого элемента, задачи измерения (предварительная настройка, окончательный контроль ответственной детали и т. д.), функциональных возможностей КИМ, ИГ (триггерная или сканирующая) и ПО.
При разработке стратегии измерения нужно учесть, что количество точек для каждой измеряемой поверхности должно быть больше или равно минимально необходимому Nj> Nmjn [для прямой A/min = 2, для окружности и плоскости Nmin = 3 и т. д. (см. таблицу В.1)].
Таблица В.1 — Минимальное количество точек измерения для определения параметров размера и расположения элементов номинальной формы
Элемент | Минимальное число точек | Элемент | Минимальное число точек |
Точка | 1 | Сфера | 4 |
Прямая | 2 | Цилиндр | 5 |
Окружность | 3 | Конус | 6 |
Плоскость | 3 | Тор | 7 |
Для измерения реальных элементов, имеющих отклонения формы, количество точек измерения должно быть больше, чем минимальное, и для типовых деталей машиностроения (корпусные детали, тела вращения) его рекомендуется выбирать в соответствии с таблицей В.2.
Таблица В.2 — Количество точек измерения для реальных элементов, имеющих отклонения формы
Вид элемента | Измерение размеров и расположения элемента при отношении допуска (отклонения) формы к допуску размера или расположения, % | Измерение отклонений формы элемента | ||
До 10 | Св. 10 до 50 | Св. 50 | ||
Количество точек измерения, не менее | ||||
Прямая | 3 | 10 | 30—50 | 30—50 |
Окружность | 4 | 15 | 30—50 | 30—50 |
Плоскость | 4 | 15 | 50—100 | 50—100 |
Сфера | 6 | 18 | 40—70 | 40—70 |
Цилиндр | 8 | 25 | 40—80 | 40—80 |
Конус | 12 | 36 | 50—100 | 50—100 |
Тор | 10 | 30 | 50—150 | 50—150 |
81
ГОСТ 34854—2022
Рекомендуемые стратегии координатных измерений резьбовых конических калибров приведены в 9.5.
В зависимости от функциональных возможностей оборудования, ИГ и ПО выбирают стратегию поточечных измерений или стратегию сканирования. Наиболее распространенной в координатной метрологии является стратегия поточечных измерений. Она реализуется на всех моделях КИО. Стратегию сканирования можно применять только на оборудовании, оснащенном измерительной головкой отклонения (ИГО).
Стратегия поточечных измерений — это совокупность циклов измерения координат единичной точки, массив которых в соответствии с выбранной схемой располагается на измеряемых поверхностях, и вспомогательных перемещений ИГ, объединяющих начальные точки каждого цикла в общую траекторию (см. рисунок В.11). На рисунке В. 12 представлена схема цикла измерения единичной точки на КИМ с ИГО. Из исходной точки цикла 4 КЭ ИН на рабочей подаче (отрезок траектории 5) перемещается по нормали к измеряемой поверхности, при контакте в точке 6 отклонение ИН приводит к срабатыванию датчика ИГ. Фиксируются координаты измеренной точки, и ИГ на подаче холостого хода отводится от измеряемой поверхности (отрезок траектории 3) в исходную точку цикла.

Рисунок В.11 — Пример проектирования стратегии поточечных измерений
Стратегия сканирования состоит из одного или нескольких циклов сканирования заданных поверхностей (см. рисунок В. 12). Каждый цикл сканирования состоит из вспомогательных траекторий подвода КЭ ИН до контакта с небольшим натягом измеряемой поверхности (отрезок 1) и отвода (отрезок 3) от нее. Измерение координат массива точек проводят при движении на рабочей подаче по заданной в управляющей программе траектории. Траектория может состоять из единичного отрезка 2, ломаной из нескольких отрезков или может быть криволинейной (см. рисунок В. 12). Например, в качестве стратегий измерения цилиндра могут быть выбраны траектории движения «спираль» (см. рисунок В. 13), «по сечениям», «по образующим» с различной плотностью расположения измеряемых точек. Аналогично для других геометрических элементов (плоскость, сфера, конус) также существуют различные варианты стратегий измерения.
При сканировании с заданной дискретностью синхронно фиксируют текущие координаты ИГ в СКМ и величину отклонения КЭ ИН в системе координат ИГО. Существуют варианты ПО с функцией адаптивного сканирования, когда плотность расположения измеряемых точек вдоль траектории сканирования корректируется в зависимости от величины и скорости изменения фактических отклонений формы.
Стратегия сканирования обеспечивает измерение большого количества точек с высокой производительностью. Но надо учитывать, что точность определения координат измеренных точек для большинства моделей КИМ и КИС выше при использовании стратегии поточечных измерений.
82
ГОСТ 34854—2022

Рисунок В.12 — Пример стратегий сканирования и цикла измерения координат единичной точки

Рисунок ВИЗ — Пример стратегии сканирования отверстия по спирали
83
ГОСТ 34854—2022
В.3.2 Расчетная модель для анализа результатов координатных измерений
Расчетная модель для анализа результатов координатных измерений — это часть методики координатных измерений, содержащая данные о методах аппроксимации, расчетных алгоритмах и формулах, математически описывающая взаимосвязь координат измеренных точек с определяемыми линейно-угловыми параметрами.
По координатам измеренных точек, принадлежащих реальным геометрическим элементам детали (первичная информация о реальной геометрии), определяют расчетную (числовую) модель детали в виде комплекта математических описаний заменяющих и производных элементов, упорядоченно расположенных в обобщенной системе координат.
Заменяющий элемент — это поверхность или линия номинальной формы с действительными размерами и расположением в системе координат детали, которые используют при анализе вместо реальной поверхности или реальной линии и рассчитывают по координатам точек измерения в соответствии с принятым критерием математической аппроксимации. Аппроксимация — это математический метод, состоящий в приближенном представлении одних объектов другими, как правило, более простой природы, с некоторой долей погрешности и обеспечивающий получение заменяющего элемента, наиболее оптимальным образом согласованного с измеренными точками реальной геометрии детали в соответствии с выбранным критерием.
Координатная метрология использует три основных критерия аппроксимации:
- критерий прилегания поверхности (принцип Тейлора): заменяющий элемент должен находиться вне материала детали (для условия максимума материала) или внутри материала (для условия минимума материала) таким образом, чтобы расстояние от него до максимально удаленных измеренных точек было минимально возможным. Для окружностей и цилиндрических поверхностей заменяющими поверхностями по критерию прилегания являются максимально вписанные и минимально описанные поверхности. На рисунке В. 14 заменяющими поверхностями по критерию прилегания (для условия максимума материала) являются максимально вписанная окружность Окр. 1 и прямая Пр. 1. Критерий прилегания поверхности для расчета заменяющих элементов по условию максимума материала рекомендуется использовать при анализе поверхностей, сопрягаемых при сборке с зазором (вал — отверстие, базовые плоские поверхности);
- среднеквадратичная аппроксимация по Гауссу: заменяющий элемент — это средняя поверхность, у которой сумма квадратов расстояний до точек, расположенных с одной стороны, равны сумме квадратов расстояний до точек, расположенных с другой стороны (прямая Пр. 2 на рисунке В.14). Наиболее надежный, дающий стабильные результаты метод аппроксимации (поэтому в настройках ПО для координатных измерений часто задается «по умолчанию») применяют в большинстве случаев для расчета заменяющих элементов при анализе поверхностей, сопрягаемых при сборке с натягом, свободных (не сопрягаемых) поверхностей, исполнительных (рабочих) поверхностей (боковые стороны зубьев зубчатых колес и выступов резьбовых поверхностей, профиль пера турбинной лопатки и др.).

Рисунок В. 14 — Пример визуализации расчетной модели для анализа результатов двухкоординатных измерений
- поверхность минимальной зоны: минимальные и максимальные заменяющие элементы параллельны друг другу или имеют общий центр, все измеренные точки должны находиться между ними, и расстояние между мини-
84
ГОСТ 34854—2022
мальным и максимальным элементами должно быть минимально возможным. В основном применяется при анализе отклонений формы геометрических элементов. При анализе размеров элементов и отклонений расположения допускается использовать среднюю поверхность (линию) минимальной зоны.
Дополнительно могут применяться другие критерии аппроксимации. Для сложнопрофильных поверхностей используют сплайновую аппроксимацию. Для анализа базовых поверхностей в некоторых НД рекомендуют вместо критерия прилегания поверхности применять среднеквадратичную аппроксимацию, а рассчитанный средний заменяющий элемент эквидистантно сместить так, чтобы новая заменяющая поверхность находилась вне материала детали, касаясь его наиболее выпуклых частей. В последнее время также рекомендуют в качестве заменяющих прямых и плоскостей для базовых и референтных элементов использовать касательную (тангенциальную) поверхность.
Каждый вариант аппроксимации для одного и того же массива координат измеренных точек дает разный результат расчета действительных размеров, отклонений формы и расположения элементов контролируемой детали. Пользователь при выборе метода математической аппроксимации заменяющих элементов должен ориентироваться на рекомендации НД (стандарты, методики измерений) или самостоятельно проводить анализ служебного назначения каждой измеряемой поверхности и детали в целом.
Если заменяющая поверхность является математическим описанием существующей (явной) реальной поверхности (цилиндрическое отверстие, плоскость торца детали, боковая сторона винтовой поверхности выступа резьбы и т. д.), на которой располагается массив измеренных точек, то производная поверхность — это математическое описание скрытой (виртуальной) поверхности, которая является неотъемлемым атрибутом одной или нескольких заменяющих поверхностей (элементов). В действующих стандартах к производным поверхностям относят среднюю точку, среднюю линию и среднюю поверхность. Примерами таких стандартных производных поверхностей являются плоскость симметрии, ось цилиндрической внутренней (отверстие) или наружной (вал) поверхности, центр окружности или сферы (см. рисунок В.15). По умолчанию выявленная производная линия цилиндра и конуса является геометрическим местом центров поперечных сечений (см. рисунок В. 16). В отличие от идеальной прямой 2, являющейся производной осью от заменяющего среднеквадратичного цилиндра, выявленной производной средней линией в данном случае считается ломаная (состоящая из нескольких отрезков) линия 1.
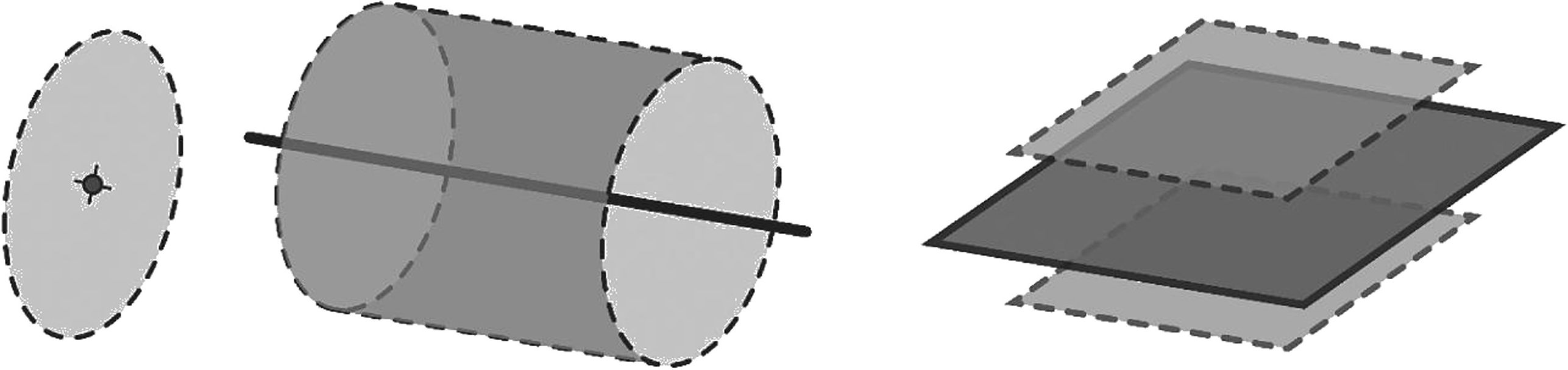
Рисунок В. 15 — Пример стандартных производных поверхностей

Рисунок В.16 — Пример выявленной производной линии
85
ГОСТ 34854—2022
Учитывая особенности координатных измерений геометрических параметров резьбовых конических калибров, необходимо ввести следующие три правила работы с расчетными моделями для анализа результатов координатных измерений, действующими в настоящем стандарте по умолчанию:
а) дополнить понятие производной поверхности (элемента) другими скрытыми (виртуальными) поверхностями, которые являются дополнительным расчетным атрибутом нескольких заменяющих или производных поверхностей (элементов). Часть примеров таких производных элементов приведена на рисунке В.14 (выделены квадратными скобками). Кроме стандартного производного элемента точки [Т. 101] (центр окружности Окр. 1) показаны дополнительные: точка [Т. 102] [результат пересечения двух заменяющих прямых Пр. 1 (критерий прилегания по условию максимума материала) и Пр. 2 (среднеквадратичная аппроксимация)], прямая [Пр. 10] (проходит через производный элемент точку [Т. 101] перпендикулярно заменяющей прямой Пр. 1). Примером производной плоскости будет виртуальная плоскость, положение которой в системе координат детали задается комплексом ограничений [должна проходить через производную точку или прямую перпендикулярно (параллельно) заменяющей плоскости]. Производные точки Т. 51, Т. 53, Т. 55, Т. 57 на рисунке 33 являются пересечением заменяющих прямых, лежащих на боковых сторонах профиля резьбы. Производными также являются средние прямые (Пр. 21 на рисунках 32 и 33), характеризующие положение линии среднего диаметра;
б) все производные элементы (поверхности) в расчетных моделях настоящего стандарта являются идеальными, т. е. имеют номинальную форму. Исключением является производная на основе измеренной трехмерной спирали;
в) для определения некоторых геометрических параметров в расчетную модель вводят дополнительные расчетные геометрические элементы, которые являются служебными производными элементами. Примером служат вписанные окружности (виртуальные аналоги соответствующих проволочек, вкладываемых в канавку резьбы при традиционных методах измерения) на рисунках 30—32.
При контроле детали традиционными средствами измерения положение скрытых (виртуальных) поверхностей определяют с помощью механических узлов приборов, базирующих элементов измерительной оснастки или приспособления. Например, для определения положения оси цилиндрической поверхности используют самоцентрирующий(ую)ся цанговый(ую) патрон или оправку, призмы обеспечивают фиксацию положения плоскости симметрии цилиндрической поверхности, положение КЭ ИН при измерении диаметра конической поверхности в заданном осевом сечении достигается предварительной настройкой по образцовой детали или специальному шаблону и т. д.
При анализе результатов координатных измерений математическое описание производных поверхностей получают параллельно с расчетом параметров заменяющих поверхностей (координаты точки — центра окружности — вычисляют одновременно с величиной ее радиуса в процессе выполнения математической аппроксимации по выбранному критерию) или используют дополнительные математические модели и расчетные алгоритмы.
Система заменяющих и производных элементов, используемая для расчета действительных размеров, отклонений формы и расположения элементов контролируемой детали, — это математические формулы, уравнения, расчетные алгоритмы, а также массив фактических значений параметров и коэффициентов. Например, математическим описанием заменяющей или выявленной плоскости является уравнение: Ах + Ву+ Cz + D = 0, в котором именно коэффициенты А, В, С и D определяют действительное положение плоскости в заданной системе координат (машины или детали).
Расчетные алгоритмы и формулы, математически описывающие взаимосвязь координат измеренных точек с определяемыми линейно-угловыми параметрами в современном ПО, как правило, скрыты от пользователей. Многие современные ПО для координатных измерений предоставляют возможность (с той или иной степенью подробности) графической визуализации расчетной модели. Выбор типовых методов аппроксимации заменяющих элементов по меню автоматически привязывает соответствующую расчетную модель для анализа результатов координатных измерений. Варианты выбора метода определения производных элементов и создания дополнительных расчетных элементов зависят от возможностей ПО.
Методическое обеспечение координатных измерений также включает в себя описание типовых процедур координатной метрологии, обеспечивающих взаимосвязь измерительных систем координат. Процедуры калибровки ИГ (ИН) и математического базирования по аналогии с МКИ содержат стратегию измерения и систему расчетных моделей и алгоритмов.
В.3.3 Процедуры координатной метрологии, обеспечивающие взаимосвязь измерительных систем координат
В координатной метрологии для выполнения измерений одновременно могут использовать несколько взаимосвязанных систем координат (см. рисунок В.17): СКМ, относительная система координат (ОСК), система координат детали (СКД), система координат измерительной головки (СКИГ). Взаимосвязь между системами координат обеспечивается матрицами афинных преобразований, которые на рисунках графически обозначены в виде радиус-векторов гс соответствующим индексом.
86
ГОСТ 34854—2022

Рисунок В. 17 — Измерительные системы координат
СКМ — система координат, образуемая направляющими узлов координатных перемещений и измерительными преобразователями (энкодерами) КИО (см. рисунок В.2). Начало СКМ совпадает с «нулевой точкой» (реализуется на аппаратном уровне), положение которой выбирается производителем оборудования. При каждом включении или после сбоев работы проводят процедуру «Выход в ноль».
Как правило, ноль СКМ на портальных КИМ расположен в верхнем левом дальнем от оператора углу. Возможны два варианта направления осей СКМ (см. рисунок В.18). Управлять перемещениями ИГ в наладочном режиме в обоих случаях крайне неудобно. В первом варианте рабочая зона измерения для осей Ум и ZM (на рисунке В. 18 изображены штриховыми линиями) находится в области отрицательных значений координат. Во втором варианте перемещение ИГ приводит к «зеркальному» эффекту: отъезд «от оператора» вызывает уменьшение значений координат для осей Ум и ZM (на рисунке В.18 изображены сплошными линиями), а движение «к оператору» увеличивает эти значения.
87
ГОСТ 34854—2022

Рисунок В. 18 — Взаимосвязь системы координат машины и относительной системы координат
Для удобства работы оператора на большинстве моделей оборудования введена относительная система координат КИМ (ОСК). Начало координат ОСК может быть задано программно в любой точке рабочего пространства КИМ (см. рисунок В. 18) или за счет настройки (калибровки) привязывается к центру калибровочной сферы (см. рисунок В. 17а). Оси X, У, Z ОСК, как правило, параллельны соответствующим осям СКМ. Положение начала координат и направление осей ОСК выбирают таким образом, чтобы основная часть рабочего пространства находилась в «положительной» зоне ОСК с «естественным» отображением значений координат: при отъезде ИГ «от оператора» показания должны увеличиваться.
ОСК, начальная точка которой расположена в центре калибровочной сферы, используют для калибровки (привязки) ИГ и ИН различной конструкции и типоразмеров (см. рисунок В.19). Каждый единичный ИН при использовании ИГ с поворотным узлом (77 на рисунке В.2, 13 на рисунке В.36) должен пройти процедуру калибровки во всех позициях измерения (см. рисунок В.20).
Начальная (нулевая) точка СКИГ, как правило, совпадает с референтной точкой пиноли КИМ. При использовании эталонного (с калибровкой производителя КИМ) ИН на некоторых моделях КИМ вначале определяют взаимосвязь СКИГ и ОСК в абсолютных значениях координат СКМ. Но на большинстве современных КИМ применяют методику привязки систем координат в приращениях от первого прошедшего процедуру калибровки ИН (см. рисунок В. 19). При калибровке остальных ИН, а также других используемых ИГ с дополнительными модулями (удлинители, поворотные узлы) определяют приращения: расстояния вдоль осей X, У Z от центра КЭ первого ИН до центров КЭ других используемых ИН. В перемещения референтной точки, расположенной на пиноли КИМ, программно вносят поправки (коррекции), которые обеспечивают заданную в УП траекторию перемещений центра сферы ИН.
88
ГОСТ 34854—2022

Рисунок В. 19 — Пример калибровки ИН различных типоразмеров и конструкций

Рисунок В.20 — Пример калибровки ИН в различных позициях поворотного узла ИГ
89
ГОСТ 34854—2022
Процедура калибровки ИГ и ИН является типовой для большинства моделей КИО. Чаще всего используют стратегию поточечных измерений калибровочной сферы с разных направлений (минимум 25 точек) по нормали. По координатам измеренных точек определяют заменяющую сферу (аппроксимация по методу наименьших квадратов). Учитывая аттестованный диаметр калибровочной сферы, рассчитанный диаметр заменяющей сферы и величину отклонения координат измеренных при калибровке точек, составляют таблицу корректоровок (поправок) для нулевой точки СКИГ при 25 (или более) различных направлениях перемещений ИГ. Если фактическое направление движения ИГ отличается от фиксированных (совпадающих с направлениями при осуществлении калибровки), то текущую поправку рассчитывают с учетом 4 корректоровок для ближайших к текущему направлений.
Программирование перемещений в УП измерения детали проводят, используя СКД, которую формируют, выполняя процедуру «Математическое базирование» путем измерения положения в СКМ выбранных базовых поверхностей детали (см. рисунок В.176).
Первичная СКД при координатных измерениях — это система координат X , У , ZR, используемая для программирования траекторий рабочих и вспомогательных перемещений в УП. Как правило СКД при измерениях связывают с основными конструкторскими базами детали (принцип единства баз). Если основные конструкторские базы неудобны для установки детали на КИМ, то СКД образуют с помощью комплекта поверхностей, не совпадающих с ними. Кроме того, при анализе точности технологических операций СКД могут связать с технологическими базами.
Как и в общей теории базирования, при измерениях фиксация положения СКД в СКМ достигается ограничением необходимого числа степеней свободы, которое выполняется наложением на деталь геометрических связей. Данные связи могут накладываться традиционно: за счет контакта с базовыми поверхностями элементов приспособления, или с помощью процедуры математического базирования. Эта процедура заключается в расчете расположения СКД по предварительно измеренным в СКМ точкам базовых элементов детали и в последующей трансформации координат точек других элементов детали из СКМ в СКД. Математическое базирование (МБ), как правило, проводят в два этапа:
а) первичное МБ выполняют перед запуском УП измерения.
В свою очередь, первичное МБ может быть разделено на две процедуры его проведения:
1) в наладочном режиме (наиболее частый случай при измерении корпусных деталей, свободно расположенных на столе КИМ);
2) в автоматическом режиме, когда проводится повторное МБ для уточнения положения СКД в СКМ.
б) окончательное (вторичное) МБ проводят после выполнения измерения, — на этапе анализа конструкторских или технологических размерно-точностных параметров.
При контроле большой партии одинаковых деталей для удобства установки в рабочем пространстве КИМ и снижения времени предварительной настройки применяют предварительно настроенные приспособления. На первой детали в партии для привязки положения системы координат приспособления в СКМ первичное МБ выполняется полностью. Для всех следующих измеряемых деталей сразу выполняется уточняющее МБ в автоматическом режиме [процедура по перечислению г)].
Если размеры и расположение отдельных элементов деталей заданы относительно разных баз, для одной детали может быть задано несколько СКД. В этом случае необходимо определить главную (первичную) СКД и связать с ней все дополнительные СКД [через векторы и матрицы трансформаций (углов поворотов осей)].
После выполнения всех циклов УП проводят анализ и математическую обработку массива координат измеренных точек, лежащих на поверхностях деталей [этап по перечислению б)]. В соответствии с требованиями чертежа математически строится вторичная (конструкторская) СКД. Она более точная, чем первичная СКД, полученная при МБ.
При координатных измерениях конических резьбовых калибров первичное МБ проводят, измеряя минимально необходимое число точек (см. 9.4). Полученную СКД калибра используют для программирования перемещений ИГ и ИН в цикле измерения. По результатам измерения массива координат заданных точек уточняют СКД калибра. Основными базами резьбовых калибров являются ось резьбовой поверхности и измерительная плоскость.
В.4 Особенности программного обеспечения для координатных измерений
В общем случае ПО КИМ предназначено:
- для выбора типовых стратегий измерения и разработки УП координатного контроля детали;
- управления циклом измерения координат заданного массива точек, принадлежащих реальным поверхностям детали;
- математической обработки результатов измерения и расчетов заданных геометрических параметров элементов (размеров, отклонений формы и расположения);
- проведения статистических расчетов, оформления протоколов, хранения и поиска метрологической информации;
- проведения типовых процедур координатной метрологии: калибровки ИГ и ИН, МБ для определения положения СКД в системе координат КИМ, поверки и калибровки для определения соответствия действительных метрологических характеристик КИМ нормируемым.
90
ГОСТ 34854—2022
При разработке современных версий ПО для КИМ используют принципы сквозного проектирования в соответствии с требованиями стандартов CALS-технологий. В ПО интегрируется расчетное ядро и интерфейсы для работы с каркасными и твердотельными CAD-моделями деталей. Во многих версиях ПО предусмотрена возможность загрузки и преобразования данных большинства наиболее популярных CAD-форматов: DWG, DXF, IGES, STEP, STL и др.
В развитых CAD-форматах, таких как STEP (см. [2]), для передачи данных об изделии в файле с помощью стандартных протоколов кодируют информацию о составе и конфигурации, геометрической модели изделия (детали), административные и специальные данные, в т. ч. то, что наиболее значимо, показатели точности линейноугловых параметров: допуски размеров, отклонений формы и расположения поверхностей.
Эта информация позволяет полностью автоматизировать процесс разработки УП для контроля на КИМ. Данные о геометрической модели содержат сведения по всей совокупности типовых геометрических элементов, из которых состоит контролируемая деталь, и об их взаимном расположении. В зависимости от компоновки КИМ, типа ИГ, заданной точности измеряемых параметров автоматически выбирается типовая стратегия измерения для каждого геометрического элемента и подпрограммы для расчета необходимых линейно-угловых параметров. Стратегия измерения графически отображена на экране монитора в виде точек или траектории движения ИН, расположенных на поверхностях ЗО-модели детали. Для удобства работы на экране может графически отображаться положение ИГ и узлов КИМ. Графический интерфейс дает возможность оператору корректировать положение опорных точек и траекторий (рисунок В.11), вводить в рабочем пространстве КИМ зоны, запретные для перемещений ИГ (например, в местах расположения элементов установочных приспособлений или калибровочной оснастки). Трехмерная симуляция процесса измерения позволяет проводить предварительную проверку сгенерированного варианта УП в offline-режиме. Результаты измерений и расчетов фактических значений линейно-угловых параметров детали могут быть выведены на экран, сохранены в виде отчетов и протоколов на бумажных и электронных носителях или интегрированы в файл CAD-формата для использования в других САПР.
ПО для координатных измерений на универсальных КИМ предоставляет пользователю возможность запрограммировать для контроля одной и той же детали или геометрического элемента различные варианты МКИ. Пользователь (инженер-метролог или оператор КИМ) отвечает за правильность выбора МКИ, ориентируясь на служебное назначение детали. При отсутствии специализированного метрологического ПО для измерения геометрических параметров резьбовых конических калибров необходимо, ориентируясь на рекомендации раздела 9 и возможности универсального ПО для координатных измерений, разработать пакет оригинальных УП для всей используемой на предприятии номенклатуры калибров. Оценку пригодности разработанных УП для координатных измерений резьбовых калибров рекомендуется проводить в соответствии с 9.8.
Другой подход к назначению МКИ сложился при координатных измерениях узкой номенклатуры типовых деталей и инструментов (в т. ч. конических резьбовых калибров). Для уменьшения ошибок, исключения неоднозначности и субъективности необходимо предельно ограничить универсальность и обеспечить защиту от несанкционированных изменений типовой (заданной разработчиком ПО) МКИ. В этом случае ответственность за правильность выбора МКИ и качество ее реализации при программировании процессов координатных измерений резьбовых калибров несет разработчик специализированного метрологического ПО.
Реализация циклов управления процессами измерений, рабочими и холостыми перемещениями происходит за счет спроектированных разработчиком ПО программных модулей и подпрограмм управления, в т. ч. четырехкоординатными перемещениями. В сочетании с набором типовых команд, функций и подпрограмм для анализа результатов координатных измерений и составления отчетов используют типовые УП измерения стандартных конструкций резьбовых конических калибров. За счет параметрической структуры УП проводят ее адаптацию для каждого конкретного случая измерения в зависимости от конструкции, типоразмера и степени точности контролируемых параметров. Типовые параметрические УП хранят в «закрытой» от пользователей базе данных, которая обеспечивает защиту от несанкционированных изменений стандартной (заданной разработчиком ПО) МКИ.
Через систему взаимозависимых меню и окон генерируются стандартные инструкции для операторов и наладчиков комплекса: схемы измерения, установки и МБ контролируемых деталей и инструментов, список используемой оснастки, последовательность установки ИГ, ИН и схемы их калибровки. Оператору-контролеру остается только четко следовать инструкциям, задающим последовательность ручных и автоматических этапов контроля.
91
ГОСТ 34854—2022
Приложение Г (справочное)
Специализированные координатные измерительные системы (приборы НИИК-483 и НИИК-485)
Г.1 На рисунках Г.1, Г.2 представлены КИС приборов НИИК-483 и НИИК-485.
Рисунок Г.1 — КИС НИИК-483 Центры 1 Поворотный______/ стол | > НИИК-483 Л \ Измерительная головка |
Рисунок Г.2 — КИС НИИК-485
92
ГОСТ 34854—2022
Г.2 В таблице Г.1 приведены технические характеристики приборов НИИК-483 и НИИК-485.
Таблица Г.1 — Технические характеристики приборов НИИК-483 и НИИК-485
Техническая характеристика | Значение | |
НИИК-483 | НИИК-485-200 | |
Масса измеряемого калибра, кг, не более | 50 | |
Диапазон измерений: - продольное перемещение (по оси X), мм - поперечное перемещение (по оси У), мм - вертикальное перемещение (по оси Z), мм - вращение стола, град. | 0—300 ±200 0—350 0—360 | 0—220 ±190 0—160 0—360 |
Дискретность отсчета линейных перемещений (по координатам X, У, Z), мкм | 0,5 | |
Дискретность отсчета углового перемещения (по координате С), с | 3 | |
Допускаемая погрешность измерений, мкм | ±(2 + L/300) | |
Габаритные размеры, мм, не более: - измерительная система - электрошкаф - блок ПК | 1100x900x1900 800 х 600 х 2200 1200x800x1400 | 1190x670x1560 800x600x2200 1200x800x1400 |
Масса, кг, не более: - измерительная система - электрошкаф - блок ПК | 765 150 66 | 650 150 66 |
Электропитание осуществляют от сети переменного тока: - напряжение, В - частота, Гц | 220 ± 22 50 ± 1 | |
Примечания 1 В формуле расчета допускаемой погрешности L — измеряемый размер, мм. 2 Прибор НИИК-485 может быть оснащен поворотным столом следующих типоразмеров: 200, 400 и 630 мм с соответствующим обозначением НИИК-485-200, НИИК-485-400, НИИК-485-630. В зависимости от размера поворотного стола изменяются пределы измерений, габаритные размеры и масса всей системы. | ||
93
ГОСТ 34854—2022
Приложение Д (справочное)
Спецштатив для измерительных головок
На рисунке Д.1 представлен спецштатив для ИГ, у которого уменьшено основание для удобства измерения геометрических параметров резьбовых калибров с использованием синусной линейки.

а б
Рисунок Д.1 — Спецштатив для измерительных головок
94
ГОСТ 34854—2022
Приложение Е (справочное)
Отливка и приспособления
Е.1 Общие положения
Отливку (слепок) из слепочного материала, воспроизводящую(ий) геометрию контролируемого калибра, получают для определения параметров, недоступных для измерения измерительным прибором непосредственно на контролируемом калибре. Определение геометрических параметров элементов профиля резьбы калибров-колец возможно только по слепку.
Четкая воспроизводимость геометрических параметров калибров при использовании отливок обеспечивается за счет применения слепочных материалов, имеющих при застывании минимальные усадку и изменение профиля оттиска, и специальных приспособлений, с помощью которых осуществляется как получение слепка, так и его базирование при измерении.
Метод измерения по отливкам из слепочного материала обеспечивает точность для линейных измерений в пределах ±8 мкм, а для угловых — в пределах ±10’.
Е.2 Получение отливки
Е.2.1 В качестве слепочного материала для изготовления отливки используют:
- медицинский гипс;
- расплавленную мочевину;
- двухкомпонентный оттискно-слепочный материал.
Допускается использование других слепочных материалов, быстро твердеющих и имеющих при застывании минимальные усадку и искажения размеров полученной отливки.
При изготовлении отливки контролируемую поверхность калибра и внутреннюю поверхность формы тщательно очищают от смазки, грязи, пыли и для обезжиривания протирают этиловым спиртом. Проточки калибра-кольца (по наружному диаметру) заполняют вазелином.
Е.2.2 Отливка должна иметь базовую поверхность, совпадающую с одним из торцов калибра.
Для калибра-пробки толщина резьбовой части отливки (резьбовая часть отливки, измеренная по длине окружности проверяемой резьбы) не должна превышать 5 мм, т. к. вогнутая поверхность отливки вносит искажение при измерении профиля на микроскопе. Для калибра-кольца толщина резьбовой части отливки составляет от 5 до 30 мм.
Длина резьбовой части отливки (измеренная вдоль оси резьбы) должна быть равна длине резьбы калибра.
К большему торцу калибра прикладывают шлифованную базовую пластину толщиной не менее 5 мм. На измеряемую поверхность калибра устанавливают форму, представляющую собой специальное приспособление, боковые стороны которой имеют зубцы, вырезанные по профилю измеряемой резьбы. При этом во избежание вытекания материала наружные боковые поверхности замазывают пластилином по профилю резьбы.
Для измерения параметров калибров-колец рекомендуется проводить заливку раствора в специальное приспособление (см. рисунок Е.1), позволяющее воспроизводить ось калибра-кольца при изготовлении отливки. В данном случае при установке приспособления для отливки в центрах микроскопа отсутствует смещение оси калибра-кольца в пространстве, т. к. слепочный материал заливается непосредственно в приспособление с центровыми отверстиями (см. рисунок Е.2).
Е.2.3 При использовании в качестве слепочного материала гипса получение отливки проводят нижеприведенным образом.
Приготовляют в необходимом объеме раствор двухромовокислого калия (хромпика) из расчета от 15 до 20 г хромпика на 1 л воды. Перед заливкой в раствор хромпика примешивают равное по объему количество химически чистого гипса. Заливку проводят, когда размешанная масса будет достаточно однородной. Отливку извлекают из калибра через 15—20 мин после заливки.
Е.2.4 При использовании в качестве слепочного материала расплавленной мочевины получение отливки проводят следующим образом:
- контролируемую поверхность калибра и внутреннюю поверхность формы смазывают тонким слоем минерального масла, излишки масла удаляют;
- мочевину расплавляют в ковше над пламенем спиртовки и заливают в форму. После остывания мочевины (через 1—2 мин) форму снимают и извлекают отливку;
- при подготовке отливки к измерению шлифуют ее боковые поверхности для удаления облоя и счищают пыль сухой мягкой щеткой с профиля резьбы. Измерения рекомендуется проводить в течение 1 ч после извлечения отливки из формы.
95
ГОСТ 34854—2022

а

б
Рисунок Е.1 — Специальное приспособление для заливки
Е.2.5 При использовании двухкомпонентного оттискно-слепочного материала получение отливки проводят нижеприведенным образом:
- вынимают из банок с пастами А и Б материала разными шпателями приблизительно равные количества каждой из паст и смешивают их в руках или при помощи шпателя растирающими движениями до получения однородной по цвету массы. Брать материал из каждой банки, а также смешивать пасты необходимо индивидуальными шпателями для исключения самополимеризации;
- полученным материалом в течение 1 мин заполняют полость приспособления или место, определенное под слепок. После этого выдерживают необходимое время для полного отверждения материала и отделяют приспособление со слепком или слепок от контролируемого калибра;
- при подготовке отливки из двухкомпонентного оттискно-слепочного материала к измерению необходимо вырезать из полученного слепка отливку перпендикулярно виткам резьбы. Отливки, изготовленные из двухкомпонентного оттискно-слепочного материала, могут храниться в нормальных условиях и в местах, защищенных от прямого солнечного света не менее 3 лет.
96
ГОСТ 34854—2022

Специальное приспособление
Пластинки с зубцами
Базовая поверхность столика
Рисунок Е.2 — Конструкция установки приспособления при заливке
Е.З Измерение отливки
Для измерения параметров калибров по отливке, полученной без использования специального приспособления для заливки рекомендуется устанавливать отливку с контролируемой поверхности в приспособление для измерения в центрах микроскопа в соответствии с рисунком Е.З.
Измерение слепка проводят в соответствии с инструкцией по эксплуатации используемого измерительного прибора и с методической инструкцией по проведению измерения параметров контролируемого калибра.
Измерения по отливке проводят в плоскости, близкой к диаметральной плоскости резьбового калибра.
Измерение каждого элемента профиля резьбы по отливке выполняют не менее трех раз в каждом сечении. За результат измерений принимают среднее арифметическое значение трех измерений.
При арбитражной проверке измерения проводят не менее двух операторов.

1 — базовая планка; 2 — отливка; 3 — подвижная планка; 4, 5 — винт; 6 — валик Рисунок Е.З — Схема приспособления для установки отливки в центрах микроскопа
97
ГОСТ 34854—2022
Приложение Ж (справочное)
Контурограф
На рисунке Ж.1 представлен общий вид контурографа, предназначенного для измерения параметров шероховатости и профиля детали. Например, измерения геометрических параметров элементов профиля резьбы.

Рисунок Ж.1 — Общий вид контурографа
98
ГОСТ 34854—2022
Приложение И (справочное)
Прибор ПБ-500М для измерения радиального и торцевого биения тел вращения
Общий вид прибора ПБ-500М представлен на рисунке И.1, а его технические характеристики приведены в таблице И.1

7 — левая бабка; 2 — правая бабка; 3, 6, 8 — ручной зажим; 4 — рукоятка с рычагом; 5 — основание; 7 — каретка; 9 — подвижная пиноль; 10, 14 — центр; 11 — стопорное устройство; 12 — стойка каретки; 13 — державка индикатора
Рисунок И.1 — Общий вид прибора ПБ-500М
Таблица И.1 — Технические характеристики прибора ПБ-500М
Техническая характеристика | Значение |
Диаметры измеряемых деталей, мм, не более: - валов - дисков, шестерен, калибров | 140 300 |
Масса измеряемых деталей, кг, не более | 50 |
Высота центров, мм, не более | 160 |
Расстояние между центрами, мм, не менее | 500 |
Метод измерения | Метод непосредственной оценки |
Цена деления шкалы индикатора многооборотного 2МИГ по ГОСТ 9696, мм | 0,002 |
Погрешность измерений прибора с многооборотным индикатором 2 МИГ по ГОСТ 9696, мм, не более | ±0,012 |
Габаритные размеры (длина х ширина х высота), мм | 900 х 320 х 380 |
Масса, кг, не более | 60 |
99
ГОСТ 34854—2022
Приложение К (справочное)
Приспособление БВ-812
Приспособление БВ-812 (см. рисунок К.1) используют для измерения перпендикулярности измерительной плоскости к оси резьбы у калибров-пробок, не имеющих центров.

1 — кронштейн; 2 — шарнирная оправка; 3 — стойка с индикатором; 4 — поверочная плита; 5 — призма с углом 90° Рисунок К.1 — Приспособление БВ-812
100
ГОСТ 34854—2022
Приложение Л (справочное)
Припасовка гладких калибров с использованием падающего груза и приспособление с падающим грузом для затяжки резьбовых калибров с замковой резьбой
Л.1 Припасовка гладких калибров-колец с использованием падающего груза
Припасовку гладких калибров-колец проводят с использованием специального приспособления с падающим грузом, приведенного на рисунке Л.1. При этом гладкий контрольный калибр-пробку устанавливают в калибр-кольцо без усилия и без перекоса. При воздействии падающего груза на гладкий контрольный калибр-пробку обеспечивается необходимое и одинаковое усилие припасовки калибров. Масса груза должна соответствовать значениям, указанным в таблице Л.1.

Рисунок Л.1 — Специальное приспособление с падающим грузом
Таблица Л.1 — Масса падающего груза, используемого при припасовке гладких калибров-колец
Обозначение калибра | Нормативно-техническая документация | Масса груза, кг |
ГНК (В) 42 | ГОСТ 10654 | 0,1 |
ГНК (В) 48 | ||
ГНК (В) 60-102 | ГОСТ 10654 | 0,25 |
Г Обе 102 | ГОСТ 25575 |
101
ГОСТ 34854—2022
Окончание таблицы Л. 1
Обозначение калибра | Нормативно-техническая документация | Масса груза, кг |
ГТ 42; 50; 63,5 | НД* | 0,25 |
Р НКМ (60-89) по КГР | ГОСТ 25576 | |
ГНКМ 60-102 | ||
ГНК (В) 114 | ГОСТ 10654 | 0,5 |
Г Обе НКМ 114 | ГОСТ 25575 | |
Г BCSG 114 | Чертеж изготовителя | |
Р НКМ 102 по КГР | ГОСТ 25576 | |
Г НКТУ 73; 89 | ** | |
Г Обе 114 | ГОСТ 10655 | 0,7 |
Г Обе 127; 140-146 | ГОСТ 25575 | 0,9 |
Г Обе 127 | ГОСТ 10655 | |
Г BCSG 127; 140-146 | Чертеж изготовителя | |
Г Обе 140-146 | ГОСТ 10655 | 1,4 |
Г Обе 168-178 | ГОСТ 25575 | 1,8 |
Г BCSG 168-178 | Чертеж изготовителя | |
Г Обе 168-178 | ГОСТ 10655 | 2,3 |
Л.2 Свинчивание резьбовых калибров для замковой резьбы с использованием приспособления с падающим грузом
Приспособление для окончательной затяжки пары калибров приведено на рисунке Л.2 с грузом массой, указанной в таблице Л.2.
Таблица Л.2 — Масса груза для резьбовых замковых калибров
Обозначение замковой резьбы1) | Масса груза, кг1) | Средний диаметр резьбы калибра в основной плоскости Dc, мм2) | Масса груза, кг2) |
3-30 ... 3-44 | 0,45 | До 50 включ. | 0,45 |
3-65 ... 3-86 | 0,90 | Св. 50 до 81 включ. | 0,91 |
3-88 ... 3-133 | 1,40 | Св. 81 до 130 включ. | 1,36 |
3-140 ... 3-171 | 1,80 | Св. 130 до 166 включ. | 1,82 |
3-177 ... 3-185 | 2,30 | Св. 166 до 180 включ. | 2,27 |
3-201 ... 3-203 | 2,70 | Св. 180 | 2,72 |
1) См. ГОСТ 8867. | |||
2> См. [3]. |
* В Российской Федерации действует ТУ 41-01-601—88 «Калибры для резьбы бурильных геологоразведочных труб».
** В Российской Федерации действует ТУ 3931-007-74229882—2008 «Калибры для удлиненной резьбы гладких насоснокомпрессорных труб и муфт к ним».
102
ГОСТ 34854—2022

1 — груз; 2 — калибр-кольцо
Рисунок Л.2 — Приспособление с падающим грузом для затяжки калибров с замковой резьбой
103
ГОСТ 34854—2022
Приложение М (справочное)
Порядок округления значений
М.1 Округленное число должно получаться в один прием прямым округлением наиболее точного значения величины, которое имеется, а не в два или более приема последовательного округления.
М.2 Если цифра, следующая за последним оставляемым разрядом, менее 5, то цифра в последнем оставляемом разряде остается неизменной.
М.З Если цифра, следующая за последним оставляемым разрядом, более 5, то цифра в последнем оставляемом разряде увеличивается на 1.
М.4 Если цифра, следующая за последним оставляемым разрядом, равна 5 и за ней не следуют другие цифры или следуют только нули, то цифра в последнем оставляемом разряде увеличивается на 1, если она нечетная, и остается неизменной, если она четная.
М.5 Цифра в последнем оставляемом разряде увеличивается на 1, если за цифрой 5 следуют другие цифры, отличные от нуля.
104
ГОСТ 34854—2022
Приложение Н (справочное)
Синусная линейка для калибров с фланцем
Контролируемый резьбовой калибр с фланцем устанавливают на столик синусной линейки (см. рисунок Н.1) таким образом, чтобы измерительная плоскость контактировала с упорной планкой. Для предотвращения произвольного перемещения калибр надежно без перекоса закрепляют струбциной со стороны большего торца (см. рисунок Н.2) или со стороны малого торца.
Упорная_____ Столик_____

Рисунок Н.1 — Конструкция синусной линейки для измерений калибров с фланцем

Рисунок Н.2 — Установка калибра-пробки с фланцем на синусной линейке
105
ГОСТ 34854—2022
Приложение П (справочное)
Аппроксимация методом наименьших квадратов
Метод наименьших квадратов является частным случаем среднеквадратичной аппроксимации. При аппроксимации методом наименьших квадратов заменяющий элемент (аппроксимируемая кривая и поверхность) представляет собой поверхность (кривую), имеющую номинальную форму и такие размеры и/или расположение, чтобы сумма квадратов расстояний между измеренными точками на реальном элементе и заменяющим элементом в пределах нормируемого участка имела минимальное значение. Среднеквадратичная поверхность (кривая) является решением задачи минимизации суммы квадратов расстояний от измеренной точки до поверхности (кривой):
^d^ -ч min, /=1
(П.1)
где п — количество измеренных точек;
dj — ортогональное расстояние от /-й измеренной точки до искомой поверхности (см. рисунок П.1).
Аппроксимирующая кривая


Рисунок П.1 — Графическое изображение аппроксимации методом наименьших квадратов
106
ГОСТ 34854—2022
Приложение Р (справочное)
Пример формы протокола измерений на координатной измерительной машине

Обозначение калибра: 3-65
Нормативный документ:
ГОСТ 8867—89
Дата измерения: 05/03/2015 15:19
ФИО оператора: Иванов И.И.
Конусность: 1:6
Шаг, мм: 6,35
Вид калибра: рабочий
Вид резьбы: наружная
Направление резьбы: правая
Средний диаметр, мм

Номинальное значение: 59,817 Предельные отклонения: ±0,010 Действительное значение: 59,8139 Минимальное отклонение: -0,0119 Максимальное отклонение: 0,0032
Отклонение шага резьбы (верхний профиль резьбы), мм
0,0

7
-0,02
Номинальное значение: 6,350 Предельные отклонения: ±0,010 Действительное значение: 6,337
Отклонение шага резьбы (нижний профиль резьбы), мм
-0,02
Номинальное значение: 6,350 Предельные отклонения: ±0,010 Действительное значение: 6,335
107
ГОСТ 34854—2022
Приложение С (справочное)
Пример формы протокола измерений
Наименование и юридический адрес лаборатории, проводившей измерения Протокол от_________№________ измерений параметров калибров Методика измерений, контроля_______________________________________________________________________ (обозначение методики) Средства измерений: | |||
Условия проведения измерений: - температура окружающей среды__________________________________________________________________ - влажность окружающей среды____________________________________________________________________ Калибр — | |||
(наименование, тип, обозначение резьбы, нормативная документация, заводской номер) Внешний осмотр__________________________________________________________________ | |||
Результаты измерений | |||
Измеряемый параметр | Требования НД | Действительное значение параметра или отклонения | |
Номинальное значение | Предельные отклонения | ||
Заключение (по письменному запросу заказчика) | |||
Измерения выполнил | |||
(подпись, расшифровка подписи) Все измерения имеют прослеживаемость относительно единиц Международной системы SI, которые воспроизводятся национальными (государственными первичными) эталонами национального метрологического института. Данный протокол может быть воспроизведен только полностью. Любая публикация или частичное воспроизведение содержания протокола возможны с письменного разрешения организации, выдавшей протокол. | |||
108
ГОСТ 34854—2022
Библиография | |
[1] Рекомендации по межгосударственной стандартизации РМГ 29-2013 [2] ИСО 10303 (все части) | Государственная система обеспечения единства измерений. Метрология. Основные термины и определения Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными |
[3] API Spec 7-2 | Specification for Threading and Gauging of Rotary Shouldered Thread Connections |
109
ГОСТ 34854—2022
УДК 621.774:621.643.414:622.245:006.354
МКС 17.040.30
Ключевые слова: калибры, методы измерений, соединения с конической резьбой, калибры для обсадных труб, калибры для насосно-компрессорных труб, измерение геометрических параметров, координатные методы измерения, операции и средства измерений
Редактор Л.С. Зимилова Технический редактор В.Н. Прусакова Корректор Е.Д- Дульнева Компьютерная верстка Л.А. Круговой
Сдано в набор 29.07.2022. Подписано в печать 16.08.2022. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 13,02. Уч.-изд. л. 11,78.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «РСТ» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
