ГОСТ 20305-94
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНУСОВ КОНУСНОСТЬЮ 7:24
Технические условия
Gauges for tapers 7:24. Specifications
МКС 25.040.40*
ОКП 39 3130
_____________________
* В указателе "Национальные стандарты" 2005 г.
МКС 17.040.30. - Примечание "КОДЕКС".
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 6 от 21 октября 1994 года)
За принятие стандарта проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 12 июля 1995 года N 379 межгосударственный стандарт ГОСТ 20305-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 года
4 ВЗАМЕН ГОСТ 20305-80
5 ПЕРЕИЗДАНИЕ
1 Область применения
Настоящий стандарт распространяется на калибры для комплексного контроля гладких конусов обозначением 30-80, конусностью 7:24 по ГОСТ 15945, с допусками угла конуса от 4 до 7-й степени точности по ГОСТ 19860.
Требования стандарта являются обязательными, кроме 5.7 (в части приложения Б).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 801-78 Сталь подшипниковая. Технические условия
ГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 1908-88 Бумага конденсаторная. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 5950-73 Прутки и полосы из инструментальной легированной стали. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15623-84 Ящики деревянные для инструмента и приспособлений к станкам. Технические условия
ГОСТ 15945-82 Конусы внутренние и наружные конусностью 7:24. Размеры
ГОСТ 19860-93 Конусы внутренние и наружные конусностью 7:24. Допуски
МИ 1937-88 Калибры для конических соединений. Методика контроля
3 Виды калибров
3.1 Калибры должны изготовляться видов:
калибры для наружного конуса:
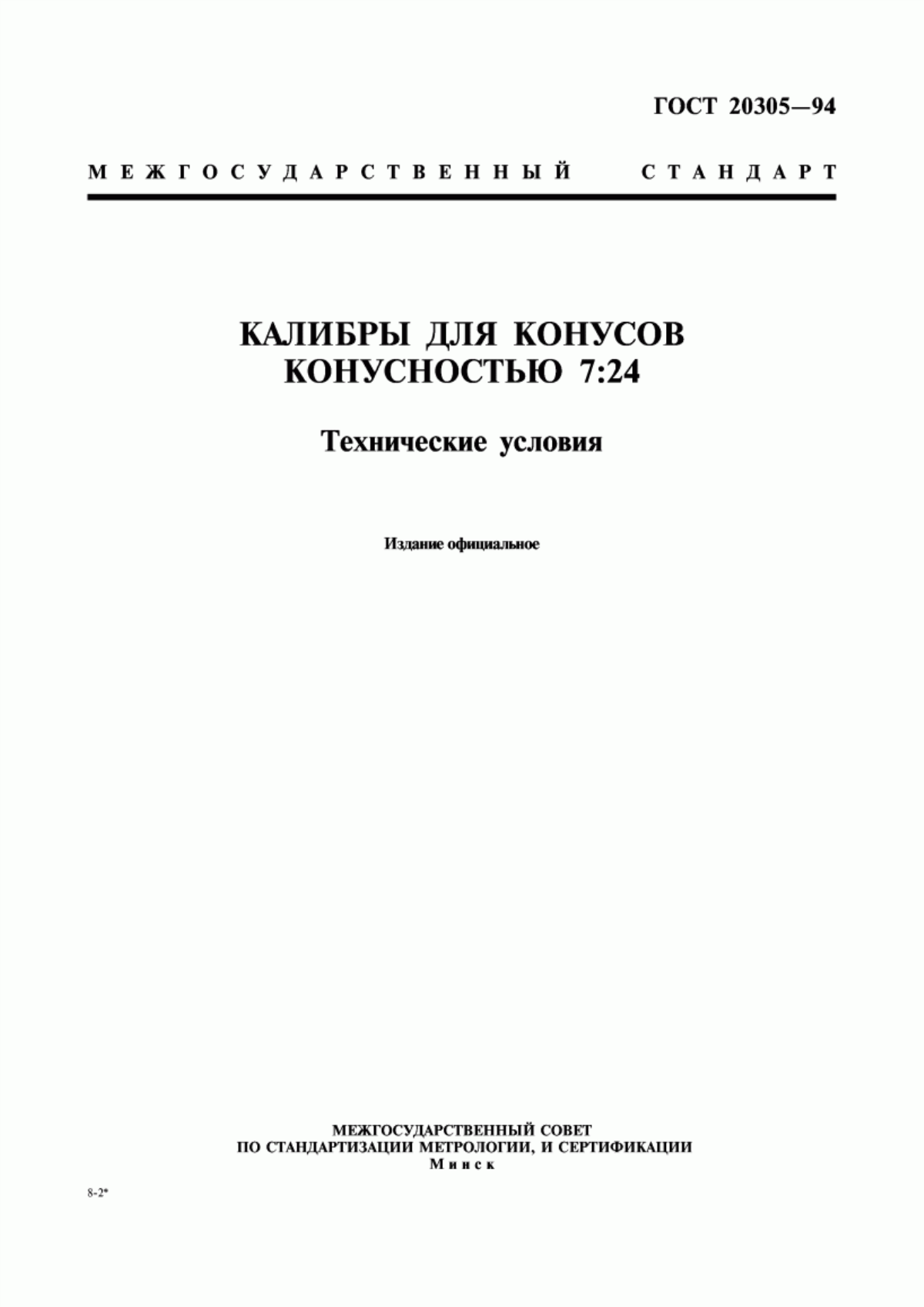
1 - конусный калибр-втулка (рисунок 1);
2 - конусный контрольный калибр-пробка (рисунок 2);
калибры для внутреннего конуса:
3 - конусный калибр-пробка (рисунок 3).
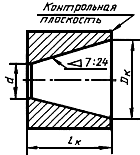
Рисунок 1 - Конусный калибр-втулка
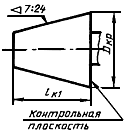
Рисунок 2 - Конусный контрольный калибр-пробка
Рисунок 3 - Конусный калибр-пробка
4 Основные размеры и допуски
4.1 Основные размеры и предельные отклонения
Основные размеры и предельные отклонения калибров-втулок и контрольных калибров-пробок должны соответствовать указанным в таблице 1, калибров-пробок - в таблице 2.
Таблица 1
Размеры в мм
Обозначение конуса |
|
| Предельные отклонения угла конуса калибра, мкм, на длине конуса | ||||
Номин. | Пред. откл. | Калибр-втулка для конусов степеней точности | Контрольный калибр- | ||||
4; 5 | 6; 7 | ||||||
30 | 31,739 | ±0,0055 | 17,4 | 52 | ±1,2 | +6 | +2,5 |
35 | 38,089 | 21,4 | 60 | ±1,4 | +7 | +3 | |
40 | 44,439 | 25,3 | 70 | ±1,5 | +8 | +3 | |
45 | 57,137 | ±0,0065 | 32,4 | 90 | ±1,7 | +8 | +3,5 |
50 | 69,837 | 39,6 | 108 | ±2 | +10 | +4 | |
55 | 88,885 | ±0,0075 | 50,5 | 135 | ±2 | +10 | +4 |
60 | 107,935 | 60,2 | 168 | ±2,5 | +12 | +5 | |
65 | 133,332 | ±0,0090 | 75 | 205 | ±2,5 | +12 | +5 |
70 | 165,082 | 92,9 | 255 | ±3 | +16 | +6 | |
75 | 203,180 | ±0,0100 | 114 | 312 | ±3 | +16 | +6 |
80 | 253,980 | 140 | 398 | ±4 | +20 | +8 | |
Примечания 1 Предельные отклонения диаметра 2 | |||||||
Таблица 2
Размеры в мм
|
|
| Предельные отклонения угла конуса калибра, мкм, на длине | |||||||||
Новый | Пре- |
| Новый | Пре- |
| |||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | 4; 5 | 6; 7 | |||||||
30 | 31,75 | 31,703 | ±0,0055 | 31,692 | 0,3 | 31,644 | ±0,0055 | 31,633 | 0,70 | 49,6 | ±1,2 | -6 |
35 | 38,1 | 38,053 | 38,042 | 37,994 | 37,983 | 57,6 | ±1,4 | -7 | ||||
40 | 44,45 | 44,403 | 44,392 | 44,344 | 44,333 | 66 | ±1,5 | -8 | ||||
45 | 57,15 | 57,105 | ±0,0065 | 57,092 | 57,046 | ±0,0065 | 57,033 | 85,2 | ±1,7 | -8 | ||
50 | 69,85 | 69,805 | 69,792 | 69,746 | 69,733 | 104,1 | ±2 | -10 | ||||
55 | 88,9 | 88,850 | ±0,0075 | 88,842 | 88,798 | ±0,0075 | 88,783 | 132 | ±2 | -10 | ||
60 | 107,95 | 107,907 | 107,892 | 107,848 | 107,833 | 164,1 | ±2,5 | -12 | ||||
65 | 133,35 | 133,31 | ±0,0090 | 133,292 | 133,251 | ±0,0090 | 133,233 | 200,4 | ±2,5 | -12 | ||
70 | 165,1 | 165,06 | 165,042 | 165,001 | 164,983 | 247,9 | ±3 | -16 | ||||
75 | 203,2 | 203,162 | +0,0100 | 203,142 | 203,103 | ±0,0100 | 203,083 | 306,2 | ±3 | -16 | ||
80 | 254 | 253,962 | 253,942 | 253,953 | 253,883 | 391,2 | ±4 | -20 | ||||
Пример условного обозначения калибра-втулки 40, для конусов степеней точности 4 и 5:
Втулка 40 АТ4 ГОСТ 20305-94
То же, контрольного калибра-пробки 60, для конусов степеней точности 6 и 7:
Пробка 60 - КАТ6 ГОСТ 20305-94
4.2 Допуски формы
Допуски формы конических поверхностей калибров должны соответствовать указанным в таблице 3.
Таблица 3
Допуск в мкм
Обозначение конуса | Допуск прямолинейности образующей | Допуск круглости | ||
Для конусов степеней точности | ||||
4; 5 | 6; 7 | 4; 5 | 6; 7 | |
30; 35 | 0,6 | 1,6 | 0,6 | 1,6 |
40 | 0,8 | 2 | ||
45 | 0,8 | 2 | ||
50; 55 | 1,0 | 2,5 | ||
60 | 1,2 | 3,0 | ||
65; 70 | 1 | 2,5 | ||
75; 80 | 1,6 | 4,0 | ||
Пример условного обозначения калибра-пробки 40, для конусов степеней точности 4 и 5:
Пробка 40 AT 4 ГОСТ 20305-94
5 Технические требования
5.1 Общие требования, комплектность
5.1.1 Калибры для конусов с конусностью 7:24 должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
5.1.2 Комплект калибров для конусов 4 и 5-й степеней точности (с допусками АТ4 и АТ5) должен состоять из калибра-пробки и калибра-втулки, для конусов 6 и 7-й степеней (с допусками АТ6 и АТ7) - из калибра-пробки, калибра-втулки и контрольного калибра-пробки.
Примечание - При контроле изделий степеней точности 4 и 5 наряду с комплексной необходима их поэлементная проверка измерительными приборами.
5.1.3 Контроль калибров-втулок должен быть поэлементный и комплексный. В спорных случаях решающим является поэлементный контроль.
При комплексном контроле калибр-втулка должен припасовываться по краске к парному с ним калибру-пробке для конусов 4-й и 5-й степеней точности и к контрольному калибру-пробке для конусов 6-й и 7-й степеней точности. По заказу потребителя к одному рабочему или контрольному калибру-пробке может быть припасовано до трех калибров-втулок.
Прилегание конусных поверхностей калибра-втулки, калибра-пробки или контрольного калибра-пробки должно быть не менее 90% при обеспечении более плотного контакта (менее интенсивной окраски) у малого основания конуса.
5.1.4 Толщина слоя краски при контроле припасовки калибров не должна быть более указанной в таблице 4.
Таблица 4
Обозначение конуса | Толщина слоя краски, мкм, при контроле припасовки калибров для конусов степеней точности | |
4; 5 | 6; 7 | |
30; 35; 40; 45 | 2 | 4 |
50; 55; 60 | 3 | 5 |
65; 70; 75; 80 | 4 | 6 |
5.1.5 При контроле калибра-втулки (для конусов степеней точности 4 и 5), припасованного к калибру-пробке, расстояние между контрольными плоскостями должно соответствовать указанному на рисунке 4а и в таблице 5.
При контроле калибра-втулки (для конусов степеней точности 6 и 7), припасованного к контрольному калибру-пробке, их контрольные плоскости должны совпадать (рисунок 4б). Допускаемое смещение торца калибра-втулки не должно быть более указанного в таблице 5.
Примечание - При контроле размера и смещения
конусные поверхности калибров должны быть чистыми, наличие краски не допускается.
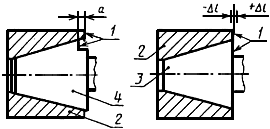
1 - контрольные плоскости; 2 - калибр-втулка; 3 - калибр-пробка контрольный; 4 - калибр-пробка
Рисунок 4
Таблица 5
Размеры в мм
Обозначение конуса | |||||
Новый калибр-втулка | Предельно изношенный калибр-втулка | Калибр-втулка | |||
Номин. | Пред. откл. | Новый | Предельно изношенный | ||
30; 35; 40; | 0,326 | ±0,025 | ±0,025 | ±0,064 | |
45; 50 | 0,312 | ±0,035 | ±0,035 | ±0,078 | |
55; 60 | 0,298 | ±0,040 | 0,39 | ±0,040 | ±0,092 |
65; 70 | 0,305 | ±0,050 | ±0,050 | ±0,112 | |
75; 80 | 0,332 | ±0,070 | ±0,070 | ±0,138 | |
5.2 Требования к материалу рабочих поверхностей
5.2.1 Рабочие поверхности калибров должны изготовляться из стали марок X по ГОСТ 5950, ШХ15 или ШХ15СГ по ГОСТ 801, У10А или У12А по ГОСТ 1435.
5.2.2 Твердость рабочих поверхностей - 58...64,1 HRC.
5.2.3 Калибры должны быть подвергнуты старению и размагничены.
5.3 Шероховатость поверхностей конуса
5.3.1 Параметры шероховатости по ГОСТ 2789 не должны быть более, мкм:
рабочих поверхностей конуса калибров-пробок для конусов степеней точности 4 и 5 | 0,05 |
рабочих поверхностей конуса рабочих и контрольных калибров-пробок для конусов степеней точности 6 и 7 | 0,1 |
рабочих поверхностей конуса калибров-втулок для конусов степеней точности: | |
4 и 5 | 0,2 |
6 и 7 | 0,4 |
Контрольные плоскости калибров-втулок для конусов степеней точности от 4 до 7 | 0,8 |
5.3.2 На поверхности конуса не должно быть царапин, рисок, дроблености, следов коррозии.
Примечание - На припасованных калибрах допускаются следы припасовки.
5.4. Неуказанные предельные отклонения: ,
,
![]() .
.
Вместо ![]() допускается назначать
допускается назначать ![]() *.
*.
________________
* Соответствует оригиналу. - Примечание "КОДЕКС".
5.5 Маркировка
5.5.1. На каждом калибре должно быть четко нанесено:
конусность 7:24;
обозначение конуса по ГОСТ 15945;
степень точности контролируемого конуса (например, 6);
для контрольных калибров добавляется буква "К";
порядковый номер калибра;
дата выпуска;
товарный знак предприятия-изготовителя.
Примечание - На калибрах, используемых для собственных нужд, товарный знак может не наноситься.
5.5.2. Припасованные калибр-втулка и калибр-пробка должны иметь одинаковый порядковый номер.
При припасовке к одному контрольному калибру-пробке нескольких калибров-втулок порядковый номер на калибре-втулке наносится в виде дроби, в числителе которой указывается номер контрольного калибра-пробки, а в знаменателе - порядковый номер калибра-втулки.
5.6 Упаковка
5.6.1 Калибры должны быть подвергнуты консервации по ГОСТ 9.014.
Срок действия консервации - один год при средних условиях хранения по ГОСТ 15150.
5.6.2 После консервации калибры должны быть обернуты в конденсаторную бумагу по ГОСТ 1908 и уложены в коробки, обеспечивающие сохранность калибров от повреждений.
5.6.3 На каждой коробке должна быть этикетка с указанием:
наименования изделия;
обозначения конуса;
степени точности контролируемого конуса;
товарного знака предприятия-изготовителя;
года и месяца выпуска;
обозначения настоящего стандарта.
5.6.4 Каждая партия калибров должна сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта.
5.7 Приложения
Правила контроля калибрами приведены в приложении А, рекомендации по расчету калибра-щупа для контроля базорасстояния калибром-втулкой - в приложении Б.
6 Методы контроля
Методы контроля калибров - по МИ 1937.
7 Транспортирование и хранение
7.1 Коробки с калибрами должны быть упакованы в деревянные ящики по ГОСТ 15623, выложенные внутри водонепроницаемым материалом.
7.2 Масса ящика брутто - не более 50 кг.
7.3 Калибры в упаковке по 7.1 транспортируют всеми видами транспорта согласно правилам перевозок грузов, действующим на этих видах транспорта.
При транспортировании ящики с калибрами должны быть установлены так, чтобы исключалась возможность их перемещения.
7.4 Упакованные калибры должны храниться в вентилируемом помещении при температуре от 10 до 35 °С. В воздухе не должно быть присутствия паров кислот и щелочей. Относительная влажность воздуха - не более 80%.
7.5 Гарантийный срок хранения калибров - 12 мес с момента изготовления.
ПРИЛОЖЕНИЕ А
(обязательное)
Правила контроля калибрами
Калибры по настоящему стандарту обеспечивают комплексный контроль наружных и внутренних конусов с конусностью 7:24:
- по отклонению базорасстояния;
- по полноте прилегания сопрягаемых поверхностей (контроль на краску).
А.1 Контроль по отклонению базорасстояния
А.1.1 При контроле изделия калибром-втулкой рекомендуется определять базорасстояние с помощью проходного и непроходного калибра-щупа.
Рекомендации по расчету калибра-щупа приведены в приложении Б.
А.1.2 При контроле калибром-пробкой изделие считается годным, если его торец совпадает или располагается между контрольными плоскостями калибра-пробки.
А.2 Комплексный контроль на краску
При комплексном контроле на краску изделие считается годным, если краска растерлась по поверхности окрашенного конуса.
Площадь пятна контакта при контроле изделий предписывается чертежом. При этом плотный контакт (менее интенсивная окраска) должен обеспечиваться у большого основания конуса.
Допускаются кольцеобразные остатки нетронутой краски при условии, что пятна контакта охватывают среднюю и крайние части проверяемых поверхностей.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Рекомендации по расчету калибра-щупа
для контроля базорасстояния калибром-втулкой
При определении базорасстояния концов оправок (рисунок Б.1) рекомендуется пользоваться калибром-щупом.
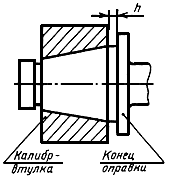
Рисунок Б.1
Размеры калибра-щупа в соответствии со схемой расположения полей допусков (рисунок Б.2) должны определяться по формулам, приведенным в таблице.
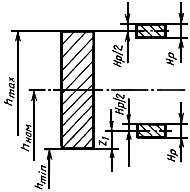
Рисунок Б.2
Таблица 6
Вид калибра | Новый | Предельно изношенный | |
Номинальный размер | Предельное отклонение | ||
Проходной |
|
| |
Непроходной |
|
| - |
Примечание - | |||
Текст документа сверен по:
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
