ГОСТ 8.376-80
Группа Т88.5
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
ЭВОЛЬВЕНТОМЕРЫ УНИВЕРСАЛЬНЫЕ
Методы и средства поверки
State system for ensuring the uniformity of measurements. Universal instruments for measuring cvolvents. Methods and means of verification
Дата введения 1981-07-01
РАЗРАБОТАН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
А.В.Абросимова (руководитель темы), Ф.Г.Симкина
ВНЕСЕН Государственным комитетом СССР по стандартам
Зам. председателя В.И.Кипаренко
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26 марта 1980 г. N 1380
ВЗАМЕН Методических указаний N 239
Настоящий стандарт распространяется на универсальные эвольвентомеры типов КЭУ, КЭУ-СМА, КЭУ-СМБ и КЭУ-М по ГОСТ 5368-73* и устанавливает методы и средства их первичной и периодической поверок.
________________
* На территории Российской Федерации действует ГОСТ 5368-81, здесь и далее по тексту. - .
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в табл.1.
Таблица 1
Наименование операции | Номер пункта | Средства поверки и их нормативно-технические характеристики | Обязательность проведения операции при | |
выпуске из производства и после ремонта | эксплуатации и хранении | |||
Внешний осмотр | 3.1 | Лупа типа ЛП1 с увеличением 4-7 | Да | Да |
Опробование | 3.2 | - | Да | Да |
Определение метрологических параметров: | 3.3 | - | ||
определение отклонения от прямолинейности перемещения измерительной каретки | 3.3.1 | Измерительная головка типа 1ИГ по ГОСТ 18833-73; | Да | Нет |
стойка типа C-III по ГОСТ 10197-70; | ||||
специальная линейка (см. справочное приложение 1) | ||||
определение отклонения от прямолинейности перемещения суппорта | 3.3.2 | Измерительная головка типа 1-ИПМ по ГОСТ 14712-69; | Да | Нет |
стойка типа С-III по ГОСТ 10197-70; | ||||
специальное приспособление (см. справочное приложение 2) | ||||
определение отклонения от перпендикулярности перемещения суппорта к ходу измерительной каретки | 3.3.3 | То же | Да | Нет |
определение биения нижнего центра эвольвентомера | 3.3.4 | Измерительная головка типа 1-ИПМ по ГОСТ 14712-69; | Да | Да |
стойка типа С-III по ГОСТ 10197-70 | ||||
определение отклонения от соосности центров эвольвентомера | 3.3.5 | Измерительная головка типа 1-ИПМ по ГОСТ 14712-69; | Да | Да |
цилиндрическая оправка (см. справочное приложение 3); | ||||
специальная державка (см. справочное приложение 4) | ||||
определение отклонения от параллельности перемещения вертикальной каретки относительно оси центров эвольвентомера | 3.3.6 | Цилиндрическая оправка с лыской (см. справочное приложение 5) | Да | Нет |
проверка правильности нулевой установки эвольвентомера | 3.3.7 | Измерительная головка типа 1ИГ по ГОСТ 18833-73; | Да | Да |
стойка типа C-III по ГОСТ 10197-70 | ||||
определение износа рабочей кромки измерительного наконечника | 3.3.8 | Лупа типа ЛП1 с увеличением 4-7 | Нет | Да |
определение измерительного усилия измерительного наконечника | 3.3.9 | Гиря массой 100 г (2 шт.) и 200 г 4-го класса по ГОСТ 7328-73; штатив типа Ш-1 по ГОСТ 10197-70 | Да | Да |
определение шероховатости поверхности измерительного наконечника | 3.3.10 | Микроинтерферометр типа МИИ-4 по ГОСТ 5.425-70 или образцы шероховатости поверхности (сравнения) | Да | Нет |
________________ * На территории Российской Федерации действует ГОСТ 9378-93. - . | ||||
определение основной погрешности эвольвентомера | 3.3.11 | Образцовые эвольвентные меры 3-го разряда | Да | Да |
плоскопараллельные концевые меры длины 2-го класса (5-го разряда) по ГОСТ 9038-73 | ||||
1.2. Допускается применять другие, вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям настоящего стандарта.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура воздуха в помещении, в котором проводят поверку, не должна превышать 20±5 °С при относительной влажности, не превышающей 58±20%.
2.2. Перед поверкой эвольвентомер должен быть выдержан на рабочем месте в течение 24 ч. Измерительные наконечники и рабочие поверхности эвольвентомера должны быть промыты авиационным бензином марки Б-70 по ГОСТ 1012-72 и протерты салфеткой.
В помещении, где проводят промывку, должны быть предусмотрены знаки и сигнальные цвета по ГОСТ 12.4.026-76*. Запрещается пользоваться открытым огнем, курить и применять электронагревательные приборы.
________________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001. - .
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр
При внешнем осмотре эвольвентомера должно быть установлено соответствие его следующим требованиям.
Антикоррозийные покрытия всех элементов, сборочных единиц и деталей эвольвентомера не должны иметь сколов, отслоений, неоднородностей окраски. Рабочие поверхности деталей не должны иметь забоин, заусенцев, вмятин и других дефектов, влияющих на эксплуатационные качества и внешний вид эвольвентомера. С целью выявления дефектов в необходимых случаях применяют лупу.
У эвольвентомеров, находящихся в эксплуатации, допускаются внешние дефекты, не влияющие на их эксплуатационные качества.
Маркировка и упаковка эвольвентомеров - по ГОСТ 13762-68 и ГОСТ 14192-77.
3.2. Опробование.
Взаимодействие частей эвольвентомера проверяют опробованием.
Измерительная и вертикальная каретки и державка с измерительным наконечником должны перемещаться плавно, без заеданий и ощутимой качки. Шпиндель и червячный вал должны вращаться плавно, без заеданий и люфтов. Суппорт должен перемещаться по станине без ощутимой поперечной качки. Верхний центр должен вставляться в отверстие пиноли плотно.
3.3. Определение метрологических параметров.
3.3.1. Отклонение от прямолинейности перемещения измерительной каретки определяют в последовательности, изложенной ниже.
При определении отклонения от прямолинейности перемещения каретки в горизонтальной плоскости на станину эвольвентомера помещают специальную линейку, а на измерительной каретке укрепляют стойку с измерительной головкой (черт.1). Затем при помощи измерительной головки устанавливают линейку так, чтобы отсчеты по ее концам были одинаковыми. После этого измерительную каретку перемещают из одного крайнего положения в другое и определяют наибольшее и наименьшее показания по шкале измерительной головки. Отклонение от прямолинейности перемещения измерительной каретки определяют по разности этих показаний.

1 - специальная линейка; 2 - стойка
Черт.1
При определении отклонения от прямолинейности перемещения измерительной каретки в вертикальной плоскости специальную линейку устанавливают параллельно ходу измерительной каретки в вертикальной плоскости. Все остальные операции аналогичны определению отклонения от прямолинейности перемещения каретки в горизонтальной плоскости.
Отклонение от прямолинейности перемещения измерительной каретки на всей длине хода ее в горизонтальной плоскости не должно превышать 0,004 мм, в вертикальной - 0,006 мм.
3.3.2. Отклонение от прямолинейности перемещения суппорта определяют в последовательности, изложенной ниже.
В центрах эвольвентомера устанавливают специальное приспособление, а на суппорте - стойку с измерительной головкой (черт.2). Одну из плоскостей приспособления при помощи измерительной головки устанавливают параллельно движению суппорта так, чтобы отсчеты по ее концам были одинаковыми. Перемещая суппорт на расстояние 150 мм, определяют наибольшую разность показаний измерительной головки.

1 - специальное приспособление; 2 - стойка; 3 - суппорт
Черт.2
Отклонение от прямолинейности перемещения суппорта не должно превышать 0,006 мм на длине 150 мм.
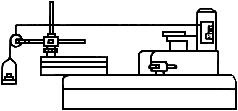
3.3.3. Отклонение от перпендикулярности перемещения суппорта к ходу измерительной каретки определяют при помощи приспособления с двумя взаимно перпендикулярными плоскостями. Приспособление устанавливают так же, как и по п.3.3.2.
Стойку с измерительной головкой помещают на измерительной каретке так, чтобы ее измерительный наконечник соприкасался со второй плоскостью приспособления у основания угольника (черт.3). Стрелку измерительной головки выставляют вблизи нуля. Перемещая измерительную каретку на 145 мм, определяют наибольшую разность показаний по шкале измерительной головки.

1 - специальное приспособление; 2 - суппорт; 3 - измерительная каретка; 4 - стойка
Черт.3
Отклонение от перпендикулярности перемещения суппорта к ходу измерительной каретки на длине 145 мм не должно превышать 0,005 мм.
3.3.4. Биение нижнего центра эвольвентомера определяют в последовательности, изложенной ниже.
Стойку с измерительной головкой помещают на верхней плоскости станины эвольвентомера, а наконечник измерительной головки приводят в соприкосновение с поверхностью поверяемого центра на расстоянии 2-3 мм от его вершины перпендикулярно к образующей конуса. Поворачивая центр, определяют наибольшее и наименьшее показания по шкале измерительной головки. Разность этих показаний определяет биение нижнего центра. Биение нижнего центра не должно превышать 0,003 мм на угле поворота, равном 55°.
3.3.5. Отклонение от соосности центров эвольвентомера определяют в последовательности, изложенной ниже. На нижнем центре эвольвентомера закрепляют специальную державку с измерительной головкой. В центрах эвольвентомера устанавливают цилиндрическую оправку (черт.4). Затем измерительную головку устанавливают в нулевое положение и, поворачивая нижний центр на 55°, снимают показания измерительной головки.

1 - цилиндрическая оправка; 2 - специальная державка
Черт.4
Отклонение от соосности центров равно половине разности наибольшего и наименьшего показаний измерительной головки. Отклонение от соосности центров определяют при помощи цилиндрических оправок длиной 100 и 300 мм.
Отклонение от соосности центров на угле поворота, равном 55°, не должно быть более 0,005 мм на длине 100 мм и более 0,015 мм - на длине 300 мм.
3.3.6. Отклонение от параллельности перемещения вертикальной каретки относительно оси центров эвольвентомера определяют в последовательности, изложенной ниже.
В центрах эвольвентомера устанавливают цилиндрическую оправку с лыской. Измерительный наконечник эвольвентомера вводят в соприкосновение с плоскостью оправки. Затем перемещают вертикальную каретку при помощи маховика вверх или вниз и снимают показания по шкале измерительной головки эвольвентомера.
Отклонение от параллельности перемещения вертикальной каретки относительно оси центров эвольвентомера равно разности наибольшего и наименьшего показаний по шкале измерительной головки.
Проверку проводят в двух взаимно перпендикулярных плоскостях. Для определения отклонения от параллельности перемещения вертикальной каретки относительно оси центров в плоскости, перпендикулярной к первоначальному положению оправки, оправку поворачивают на 90°, а наконечник для контроля колес внутреннего зацепления устанавливают в измерительное устройство.
Отклонение от параллельности перемещения вертикальной каретки относительно оси центров на длине 100 мм в двух взаимно перпендикулярных плоскостях не должно превышать 0,003 мм.
3.3.7. Правильность нулевой установки эвольвентомера проверяют в последовательности, изложенной ниже.
Перед проверкой необходимо установить суппорт в крайнее положение, чтобы упор касался платика на суппорте. Затем на станину эвольвентомера устанавливают стойку с измерительной головкой так, чтобы ее наконечник соприкасался с одной из обработанных вертикальных поверхностей измерительной каретки в направлении движения каретки (черт.5). Вращая маховик измерительной каретки, наблюдают за показаниями измерительной головки, колебания которой не должны превышать 0,002 мм. Если измерительная головка покажет отклонение более чем на 0,002 мм, то необходимо отрегулировать правильность нулевой установки винтовым упором, и снова провести проверку. Погрешность нулевой установки эвольвентомера не должна превышать 0,002 мм.

1 - упор;
2 - суппорт; 3 - измерительная каретка; 4 - стойка
Черт.5
3.3.8. Износ рабочей кромки измерительного наконечника определяют при рассмотрении острия измерительного наконечника через лупу. При этом не должно быть притупления, заметного на глаз.
3.3.9. Измерительное усилие измерительного наконечника определяют в последовательности, изложенной ниже.
На суппорт эвольвентомера устанавливают штатив, в державке которого закреплен блок - вращающийся ролик с канавкой.
Примечание. Вместо штатива допускается использовать стойку, входящую в комплект универсального зубомерного прибора К.Цейсса.
Через блок (черт.6), расположенный на одной высоте с измерительным наконечником эвольвентомера, перебрасывают гибкую нить. Один конец нити закрепляют на измерительном наконечнике, ко второму концу нити подвешивают предварительно оттарированную чашку. На чашку укладывают гири до тех пор, пока стрелка отсчетного устройства эвольвентомера не сделает один полный оборот. Измерительное усилие равно сумме масс чашки и гирь.
Черт.6
Измерительное усилие измерительного наконечника должно быть 2-4 Н.
3.3.10. Шероховатость поверхности измерительного наконечника определяют на микроинтерферометре измерением высоты неровностей по интерференционной картине или визуальным сравнением с образцами шероховатости поверхности.
Параметр шероховатости поверхности измерительного наконечника должен составлять 0,08 мкм по ГОСТ 2789-73.
3.3.11. Основную погрешность эвольвентомера определяют при помощи образцовых эвольвентных мер 3-го разряда или измерительных зубчатых колес по левым и правым профилям на двух нормированных участках.
Параметры образцовых эвольвентных мер, применяемых для определения основной погрешности, эвольвентомера, приведены в табл.2.
Таблица 2
Параметры образцовых эвольвентных мер | Значение параметра на нормированном участке | |||||
до 20 мкм | от 20 до 35 мкм | |||||
Радиус основной окружности | 37 | 60 | 150 | 37 | 60 | 150 |
Погрешность эвольвентной меры | 15 | 30 | ||||
Примечание. При отсутствии эвольвентных мер с указанной погрешностью основную погрешность эвольвентомера определяют методом, изложенным в справочном приложении 6.
Перед определением основной погрешности эвольвентомера предварительно устанавливают измерительный наконечник по прилагаемой к эвольвентомеру эвольвентной мере (установочному кулаку-калибру).
Затем по блоку концевых мер, размер которого равен радиусу основной окружности эвольвентной меры или зубчатого колеса, устанавливают измерительную каретку эвольвентомера на заданный радиус. Далее измерения проводят так же, как и измерения зубчатых колес (см. техническую документацию на эвольвентомер, утвержденную в установленном порядке).
Основную погрешность эвольвентомера, применяемого с отсчетным устройством, определяют как разность между наибольшим показанием отсчетного устройства эвольвентомера и наибольшим значением погрешности профиля эвольвенты, приведенном в свидетельстве на эвольвентную меру или зубчатое колесо на одном и том же угле развернутости.
При определении основной погрешности эвольвентомера, применяемого с записывающим устройством, снимают эвольвентограммы: одну по левому профилю, другую - по правому. Полученные эвольвентограммы включают погрешность эвольвентомера и эвольвентной меры или зубчатого колеса.
Погрешность эвольвентомера с эвольвентной мерой или зубчатым колесом определяют по расстоянию между двумя прямыми, параллельными оси ординат, ограничивающими профиль, полученный на эвольвентограмме. Для определения погрешности это расстояние необходимо разделить на значение увеличения самописца, и из погрешности, полученной при записи эвольвентограммы, исключить значение погрешности профиля эвольвентной меры или зубчатого колеса, приведенное в свидетельстве на эвольвентную меру или колесо.
За основную погрешность эвольвентомера принимают максимальное значение разности результатов измерений из 12 серий (при измерении по трем эвольвентным мерам или колесам, по двум профилям, на двух нормированных участках) и значений погрешности профиля эвольвентных мер или колес, указанных в свидетельстве.
Основная погрешность эвольвентомера не должна превышать значений, указанных в ГОСТ 5368-73 для эвольвентомеров типоразмера СЦ-1 классов АВ и В.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. На эвольвентомеры, признанные годными при поверке органами Государственной метрологической службы, выдают свидетельство по форме, установленной Госстандартом.
4.2. Результаты периодической ведомственной поверки оформляют отметкой в документе, составленном ведомственной метрологической службой и согласованной с Госстандартом.
4.3. Результаты первичной поверки эвольвентомеров предприятие-изготовитель оформляет отметкой в паспорте.
4.4. Эвольвентомеры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускают.
ПРИЛОЖЕНИЕ 1
Справочное
СПЕЦИАЛЬНАЯ ЛИНЕЙКА ДЛЯ ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ПЕРЕМЕЩЕНИЯ ИЗМЕРИТЕЛЬНОЙ КАРЕТКИ

1 - специальный винт; 2 - сухарь; 3 - винт M8х35. СТП 218-75; 4 - линейка
Примечание. Отклонение от параллельности плоскости от основания
![]() - не более 0,002 мм.
- не более 0,002 мм.
Линейка

Материал - сталь ХВГ ГОСТ 5950-73*. Твердость - HRC 52...60. Отклонения от плоскостности и прямолинейности поверхностей и
- не более 0,002 мм.
________________
* На территории Российской Федерации действует ГОСТ 5950-2000, здесь и далее по тексту. - .
Сухарь

Материал - сталь 45 ГОСТ 1050-74*. Твердость - HRC 35...40.
________________
* На территории Российской Федерации действует ГОСТ 1050-88, здесь и далее по тексту. - .
Специальный винт

Материал - сталь 45 ГОСТ 1050-74. Покрытие - Хим. Окс. прм ГОСТ 9.073-77
ПРИЛОЖЕНИЕ 2
Справочное
СПЕЦИАЛЬНОЕ ПРИСПОСОБЛЕНИЕ
1 - угольник; 2 - оправка; 3 - винт М8х18 по ГОСТ 17474-72*; 4 - штифт 4х22 ГОСТ 3128-70
________________
* На территории Российской Федерации действует ГОСТ 17474-80. - .
Примечание. Аттестовать действительное отклонение от перпендикулярности сторон угольника.
Угольник

Материал - сталь X ГОСТ 5950-73 или сталь ХГ ГОСТ 14959-79. Твердость - HRC 62...64. Отклонение от параллельности плоскостей и
- не более 0,003 мм
Оправка

Материал - сталь 40 X ГОСТ 5950-73. Твердость - HRC 40...45
ПРИЛОЖЕНИЕ 3
Справочное
ЦИЛИНДРИЧЕСКАЯ ОПРАВКА

25 | 40 | |
100 | 300 | |
3,15 | 4,00 |
Материал - сталь У9-У10 ГОСТ 1435-74*. Твердость - HRC 58...62
________________
* На территории Российской Федерации действует ГОСТ 1435-99. - .
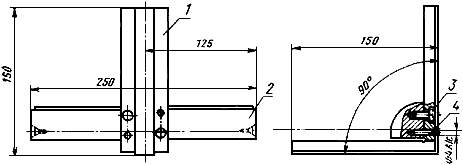
ПРИЛОЖЕНИЕ 4
Справочное
СПЕЦИАЛЬНАЯ ДЕРЖАВКА
|
|
123 | 115 |
323 | 315 |
Покрытие - Хим. Окс прм. ГОСТ 9.073-77. Материал - сталь X ГОСТ 5950-73
ПРИЛ0ЖЕНИЕ 5
Справочное
ЦИЛИНДРИЧЕСКАЯ ОПРАВКА С ЛЫСКОЙ

Материал - сталь X ГОСТ 5950-73. Твердость - HRC 58...62. Отклонение от параллельности поверхности по отношению к оси оправки - не более 0,001 мм. Отклонение от плоскостности поверхности
- не более 0,001 мм.
ПРИЛОЖЕНИЕ 6
Справочное
ОПРЕДЕЛЕНИЕ ОСНОВНОЙ ПОГРЕШНОСТИ ЭВОЛЬВЕНТОМЕРА С ИСПОЛЬЗОВАНИЕМ ЭВОЛЬВЕНТНОЙ МЕРЫ
Выпускаемые эвольвентные меры имеют, как правило, погрешность профиля не более 1-2,5 мкм. Для определения основной погрешности эвольвентометра на двух нормированных участках по ГОСТ 5368-73 с использованием эвольвентной меры целесообразно применять метод, изложенный ниже.
Радиус кривизны (длины развернутости) , угол развернутости
и радиус основной окружности
связаны зависимостью
![]() *.
*.
________________
* См. Б.А.Тайц "Точность и контроль зубчатых колес", Изд-во "Машиностроение", 1972
Погрешность радиуса кривизны из-за отклонения радиуса основной окружности определяют по формуле
![]() , но так как
, но так как ![]() , то
, то ![]() .
.
Погрешность профиля в этом случае равна разности радиусов кривизны в конечной и начальной точках измерения профиля:
![]() .
.
Изменяя на заданное значение при известном
и заданной длине развернутости
, можно получить расчетное значение погрешности профиля
.
При применении этого метода расчет проводят в последовательности, изложенной ниже.
1. Определяют, на какое значение надо изменить настройку прибора на
, чтобы получить погрешность профиля эвольвентной меры в пределах нормированного участка согласно ГОСТ 5368-73. Расчет выполняют по формуле
![]() ,
,
где - значение, равное разности между максимальным значением выбранного нормированного участка и максимальной погрешностью меры, мкм;
- действительное значение радиуса основной окружности, мм;
- длина развернутости эвольвентной меры, выбранная произвольно.
Обычно для
37, 60 и 150 мм принимают равной 15, 25 и 50 мм соответственно.
2. При рассчитанном значении , заданном
и действительном
определяют расчетное значение погрешности профиля эвольвентной меры в мкм по формуле
![]() .
.
3. На записанной эвольвентограмме с ![]() при заданном значении
при заданном значении определяют
.
4. Сравнивают полученное значение с расчетным значением
. Полученная разность является погрешностью эвольвентомера на данном нормированном участке.
Пример с записанной эвольвентограммой (см. чертеж).
150,057 мм,
55 мм,
10 мкм
-40 мкм,
55 мм,
13 мкм
![]() 14,67 мкм
14,67 мкм
Правый профиль

1 - ножка; 2 - головка
Погрешность прибора на нормированном участке до 20 мкм равна:
![]() 14,67-13=1,67 мкм.
14,67-13=1,67 мкм.
Погрешность прибора не должна превышать значений, указанных в ГОСТ 5368-73.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1980
